1. Introduction
The sustainable development of the raw material sector of the world economy, along with the growing need to improve the technical and economic indicators of production, create the prerequisites for the search for new economical and efficient solutions in technological production processes. One of these problems in modern mechanical engineering, which has not lost its relevance and requires attention, is the improvement of the performance properties of low-alloy wear-resistant chromium cast iron as one of the most accessible and cheap materials for the manufacture of cast parts operating under friction and wear conditions.
The world economy is based on mining and processing natural mineral raw materials into final products. One of the most time-consuming and costly processes is the crushing and fine grinding of the mined materials for the most complete recovery of the necessary useful elements. The fine grinding of mineral raw materials is carried out in special ore mills using steel and cast iron grinding media (rods, balls, cylpebs, etc.). Resistance of these grinding elements against impact and abrasive wear determines the efficiency of the technologies used, as the costs of crushing and grinding are, on average, 60–70% of the cost of the resulting product [
1]. In addition to grinding media, costly consumable elements of crushing and grinding equipment of factories that are subject to intense impact and abrasive wear include lining elements of mills, classifiers, crushers, screens, working parts of slurry and sand pumps, and many more.
The main and the most common materials for manufacturing the above products are alloy steels and white cast irons. Steel grinding bodies are mainly produced by severe plastic deformation of the metal (rolling and forging), whereas other steel products with more complex configurations are produced by casting or welding. Parts of white cast iron are made exclusively by foundry methods: by casting into sand-clay molds and chill molds, by the lost foam casting method, etc. The severe operating conditions of parts from this group impose rather high and to some extent contradictory requirements on the materials for their manufacturing: the metal must have high bulk hardness in order to resist friction and wear, and at the same time be sufficiently ductile and strong, able to withstand impact loads.
Today, the world leaders in the market of high-quality grinding media are foreign companies: the South African ScowMetals Company for producing steel balls, the Belgian Magotteaux Company for producing iron balls. These manufacturers produce their products on expensive high-tech lines. The strong martensitic base and high hardness of carbides are, as a rule, achieved by alloying the alloy with chromium (usually about 14–18% by weight) or chromium and nickel (Ni-Hard alloys), followed by obligatory heat treatment [
2,
3,
4]. The use of such materials and technologies in the production of grinding media at domestic and many foreign enterprises is still complicated due to the high cost; therefore, there remains the problem of developing alternative, less expensive materials and technologies that allow for producing the grinding products, the quality of which must fully meet the requirements of the domestic market.
This article presents experimental data of changing the mechanical properties of cast samples of white cast iron containing 1% chromium after modifying treatment with a new complex boron–barium ferroalloy in comparison with samples of cast iron of the same chemical composition but modified with ferroboron and ferrosilicobarium separately.
A significant increase in the hardness and impact strength of low-chromium white cast iron was achieved by the authors of [
5,
6], but a great result in these cases was provided not only by modifying the treatment of cast iron, but by subsequent heat treatment.
It is known from [
7] that a noticeable improvement in the microstructure and an increase in the hardness of low-alloy white cast iron up to 61 HRC can be achieved by introducing about 0.5% Cu into the melt. In studies [
8,
9], the authors used boron to modify complex-alloyed wear-resistant white cast irons of various compositions, which made it possible to achieve a significant improvement in the morphology of primary carbides by changing their chemical composition. However, the above methods also involved additional alloying of cast iron with a complex of alloying elements: Mn, Ni, Mo, Ti, Al, and Nb, which had a significant impact on cost.
Works [
9,
10,
11,
12] were devoted to studies of the effect of complex modification of rare earth materials (REM) containing modifiers of various compositions on the microstructure and properties of chromium cast iron. Moreover, the complex modifiers used in these studies often had a rather complex composition. In addition to REM, they contained elements such as Ti, Mg, V, Bi, N, K, Zn, Na, and Al.
There have also been positive results of scientific research on the modification of white cast iron with boron-containing complex modifiers [
13,
14], proving the effectiveness of the use of boron to improve the structure and working properties of cast iron. At the same time, the authors noted an improvement in the morphology and distribution of carbides in the structure from reticular to compact rack and, as a result, an increase in the hardness and impact strength of metal.
The results of wear resistance tests under dry sliding conditions of chrome-plated cast irons modified with boron microdoses [
15] also confirmed the high modifying effect of boron to increase the wear-resistant qualities of cast parts. However, scientists noted the high reactivity of boron—part of boron was consumed immediately after introduction into the liquid melt for deoxidization and denitrogenization of the metal, and the remaining amount called “active” boron had a direct modifying effect and alloyed the matrix microscopically [
16]. Therefore, the nature of the effect of boron on the structure and properties of cast iron was strongly influenced not only by the amount of the additive introduced, but also by the initial content of elements such as oxygen and nitrogen in cast iron.
Thus, from the analysis of modern modifiers used to improve the wear-resistant qualities of white cast iron, it follows that the high efficiency of most of these additives is provided by the complex effect of a group of active elements, a combination of their alloying and modifying effects on the metal, and, in some cases, the use of mandatory heat treatment.
It is known that boron in white cast iron greatly increases its hardenability, increases microhardness and overall hardness, promotes the formation of dispersed hardening refractory particles in the structure that increase wear resistance, and reduces the technological temperature of casting alloys due to the approximation of the chemical composition of the alloy to eutectic [
17]. However, the increased initial content of such harmful impurities as oxygen, nitrogen, and sulfur in cast iron of ordinary quality, smelted at the vast majority of foundries, despite all the listed positive qualities of boron as a modifier, significantly limits the effectiveness of its use in its pure form.
At the same time, it is a well-known fact that barium, along with calcium and magnesium, is one of the most effective deoxidizers, desulfurizers, and modifiers of cast iron and steel [
16,
18,
19]. Barium in the composition of modifying additives leads to the grinding of non-metallic inclusions in the structure of the processed alloy, the homogenization of the liquid metal, a decrease in the liquidus temperature, and an increase in technological plasticity [
20]. One of the important properties of barium in the composition of complex modifiers is its ability to reduce the reactivity of the remaining active elements of the additive [
16] and noticeably increase the duration of their action, enhancing and prolonging the overall modifying effect [
21].
From the analysis carried out, it should be taken into account that, to date, there are no known results of research in the information field on the practical use of ferrous additives containing both boron and barium. Studies of the complex modifying effect of boron and barium on the wear-resistant properties of such an affordable and cheap structural material as low-chromium white cast iron are of undoubted interest and practical value.
In this study, the task is to compare the mechanical properties of cast samples of white cast iron containing 1% chromium after modifying treatment with a new complex boron–barium ferroalloy with samples of cast iron of the same chemical composition without modifying treatment, as well as modified ferroboron and ferrosilicobarium separately.
2. Materials and Methods
In the Tamman laboratory furnace, the remelting method was used to melt white low-chromium cast iron of the following chemical composition (% wt.): 3.18% C, 0.66% Si, 0.63% Mn, 1.05% Cr, 0.03% S, 0.32% P, the rest Fe.
After complete melting of the mixture, the temperature of the metal in the crucible was brought up to 1500 °C, and the modifier was introduced by means of immersion on a steel wire rod. The temperature of the metal in the furnace was controlled using a stationary tungsten–rhenium thermocouple VAR-5(VR-5)/VR-20.
Three series of melts were conducted, in which ferroboron FeB12, ferrosilicobarium FS60Ba20, and a new complex boron–barium ferroalloy were used separately as modifiers. Their composition and the range of consumption are given in
Table 1. The chemical composition of cast iron and applied ferrous additives was determined by wet chemistry in a certified laboratory of the Chemical and Metallurgical Institute named after Zh. Abishev (Karaganda).
To study the effect of introduced modifiers on the mechanical properties of low-chromium cast iron containing 1% Cr, samples were selected and prepared:
- −
Using low-chromium cast iron modified with carbothermal ferroboron, with the amount of additive introduced 0.08% by weight of the liquid metal (sample 1);
- −
Using low-chromium cast iron modified with ferrosilicobarium, with the amount of additive introduced 0.05% by weight of the liquid metal (sample 2);
- −
Using low-chromium cast iron modified with a boron–barium ferroalloy, with the amount of additive introduced 0.14% by weight of the liquid metal (sample 3).
The optimal costs of these additives for modifying low-chromium cast iron were established in the course of previous studies [
26].
A sample of unmodified low-chromium iron was used as a reference sample (sample 0).
The doses of modifiers and the estimated residual content of the main modifying elements in cast iron are presented in
Table 2.
Next, there was a 30-s exposure and casting of ø20 mm × 100 mm samples by the lost foam casting method. To ensure vacuum in the mold, a UK 25-1.6 compressor unit was used. The castings were knocked out after a two-minute exposure in the mold at the temperature of approximately 600 °C. From the middle part of the castings obtained, according to the scheme shown in
Figure 1, samples of ø20 mm × 10 mm were cut out to measure hardness on a macro Vickers hardness tester Wilson VH 1150 (Buehler, Waukegan Road Lake Bluff., IL, USA, to conduct metallographic studies on a light microscope Zeiss AxioVert 200MAT (Carl Zeiss, Göttingen, Germany) and to determine the mechanical properties (tests for impact–dynamic action and abrasion). The surface roughness of the samples prepared for hardness measurements was approximately Rz160. The hardness of the samples was measured on the surface along the cutting plane at four points, at regular intervals, at a distance of 3 mm from the edge.
The preparation of metallographic samples was carried out on the equipment and according to the methodological guidelines of the Metalog Guide owned by “Struers A/S” company (Rødovre, Denmark), according to methodology E [
27].
To study the microstructure, the microslips were etched with a 3% alcohol solution of HNO3. The elemental analysis of the samples was carried out using energy dispersion analysis (EDA) and COMPO (reflected electrons) methods on a JEOL JSM-7600F scanning electron microscope (JEOL Ltd., Akishima, Tokyo, Japan) with an OXFORD X-Max 80 detector (Oxford Instruments PLC, Abingdon, UK) in SEI (secondary electrons) mode, at an accelerating voltage of 15 kW. To analyze the obtained images, the Aztec Version 3.1 (Oxford Instruments PLC, Abingdon, UK) analyzer program was used.
The samples were tested for abrasion on a high-temperature friction machine (high-temperature tribometer, CSM Instruments SA, Peseux, Switzerland) in one-way rotation mode (
Figure 2) under the following conditions: the temperature was 25 °C; humidity was 70%; the test medium was air; the shape of the counter-body was a ball; the counter-body material wasAl
2O
3; the counter-body diameter was 6 mm; the linear velocity was 10 s
−1; the load was 5 N; and the distance was 300 m.
At the same time, a ball of aluminum oxide was chosen as a counter-body due to the fact that this substance has high hardness and strength, is widely distributed in nature, and occupies a significant share in the composition of processed ores (basalts, granites, clays, feldspar, corundum, etc.). In the Earth’s crust, aluminum is the most prevalent among metals and is third among all known elements. Taking into account the composition and hardness of the low-chromium cast iron being tested, a distance of 300 m was considered sufficient for a preliminary assessment of the wear-resistant properties of the surface of the samples.
The remaining parameters such as temperature, sliding speed, and load on the sample were selected to approximate the actual working conditions of grinding bodies in a drum mill during dry grinding.
The test for cyclic impact–dynamic action was carried out using an impact tester (CemeCon AG, Würselen, Germany). The samples under study were subjected to a series of impacts at a constant frequency of 50 Hz using a WC-Co hard alloy ball with the diameter of 5 mm at loads of 500 and 700 N. The number of impacts was 105. Abrasion and shock tests were also carried out on the cutting surface of the samples.
To determine the parameters of deformation and wear tracks, a Veeco WYKO-NT1100 optical profilometer (Veeco Instruments Inc., New York, NY, USA) was used.
To compare the results achieved, all the above tests were repeated on samples of unmodified low-chromium cast iron of similar composition under the same conditions, but without modifying treatment.
3. Results
A sample of unmodified low-chromium cast iron (sample 0) was used as a reference sample.
The microstructure of samples of unmodified and modified low-chromium cast iron is shown in
Figure 3.
As can be seen from
Figure 3a, the metal base of low-chromium unmodified cast iron is perlite + ledeburite + cementite. The area occupied by perlite is about 75%, ledeburite is 5%, cementite is about 20%.
Analysis of metallographic images of samples showed grinding and a more uniform distribution of structural components in modified cast irons. As a result of modification, the type of carbide distribution has changed from dendritic branched to compact and more isolated. The perlite grains in boron–barium ferroalloy-treated cast iron also tend to a compact spherical shape (
Figure 3d).
As can be seen from
Figure 3b, there was a redistribution of the areas of the structural components of cast iron. The area occupied by perlite was about 80%, ledeburite 10%, cementite about 10%. There was a noticeable grinding of perlite and an increase in the amount of ledeburite.
In the structure of cast iron modified with ferrosilicobarium (
Figure 3c), the area of ledeburite eutectic increased. The area occupied by perlite decreased to 60%, ledeburite increased to 30%, and cementite remained unchanged (about 10%).
The ratio of the areas occupied by structural components when using a boron–barium additive is the same as when modifying FeSi60Ba20 (perlite is about 60%, ledeburite is 30%, cementite is about 10%); however, there is a noticeable change in the morphology of structural components from dendritic to a more compact form (
Figure 3d).
Figure 4 shows the quantitative ratio of the structural components. Quantitative analysis was performed using Thixomet Pro software (version 0031, Thixomet, Saint-Petersburg, Russian Federation).
As can be seen from
Figure 3 and
Figure 4, depending on the nature of the modifier, the ratio of structural components and the nature of the structure change. After modification, the proportion of cementite decreased in all samples, which, in all likelihood, may explain some increase in the impact resistance of the modified samples.
The ratio of structural components in samples 2 and 3 is almost the same, but the morphology of the structure is different. In sample 3, the structure is more dispersed, the cementite lamellae are thin, and the pearlite zones are more spheroidal and have a smaller size. We assume that these differences in the structure of the samples can have a significant impact on the wear-resistant properties of the alloy, especially on the resistance to external impact.
For each of the samples, four surface hardness measurements were carried out at the points shown in the
Figure 1.
The results of measuring the hardness of low-chromium cast iron samples before and after modification on the Wilson VH1150 hardness tester were translated into Rockwell units for simplicity and are presented in
Table 3.
To determine wear resistance, dry friction tests of metal samples were carried out on a high-temperature tribometer.
We assume that the relatively low abrasive wear resistance of sample 0 is also explained by the uneven distribution of carbides over the volume due to accelerated cooling of the casting surface and later slow crystallization of its central region. The structure of such cast iron is dominated by carbides of the Me
3C type that have an orthorhombic crystal lattice [
9]. Therefore, under these conditions, the metal has uneven hardness over the section: a relatively hard but at the same time brittle surface layer and a softer loose core, as shown in previous studies [
28]. Decreasing the metal hardness and density in the central parts of the casting is also facilitated by the presence of graphite inclusions with a diameter of up to 15 µm.
Thus, the positive effect of boron- and barium-containing modifiers on the shape, size, and distribution of the structural components of low-chromium white cast iron becomes quite obvious, which also makes it possible to predict with a high degree of probability the beneficial effect of these additives on the performance characteristics of cast iron.
To analyze changing the mechanical properties of samples of low-chromium cast iron modified with boron- and barium-containing additives, we tested the samples for abrasion and cyclic impact–dynamic action.
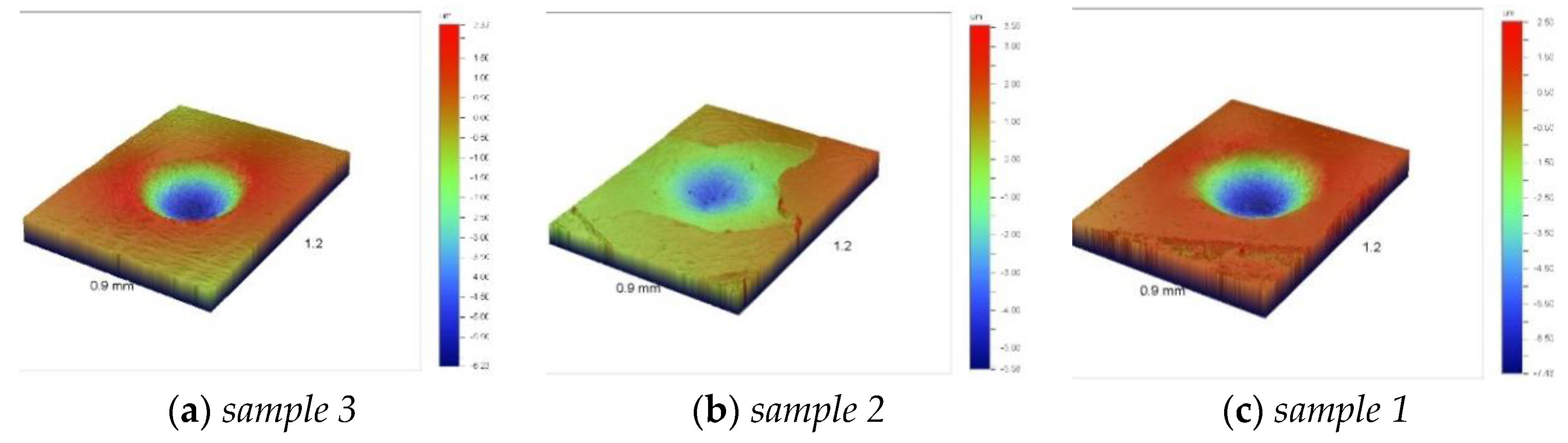
Figure 6 and
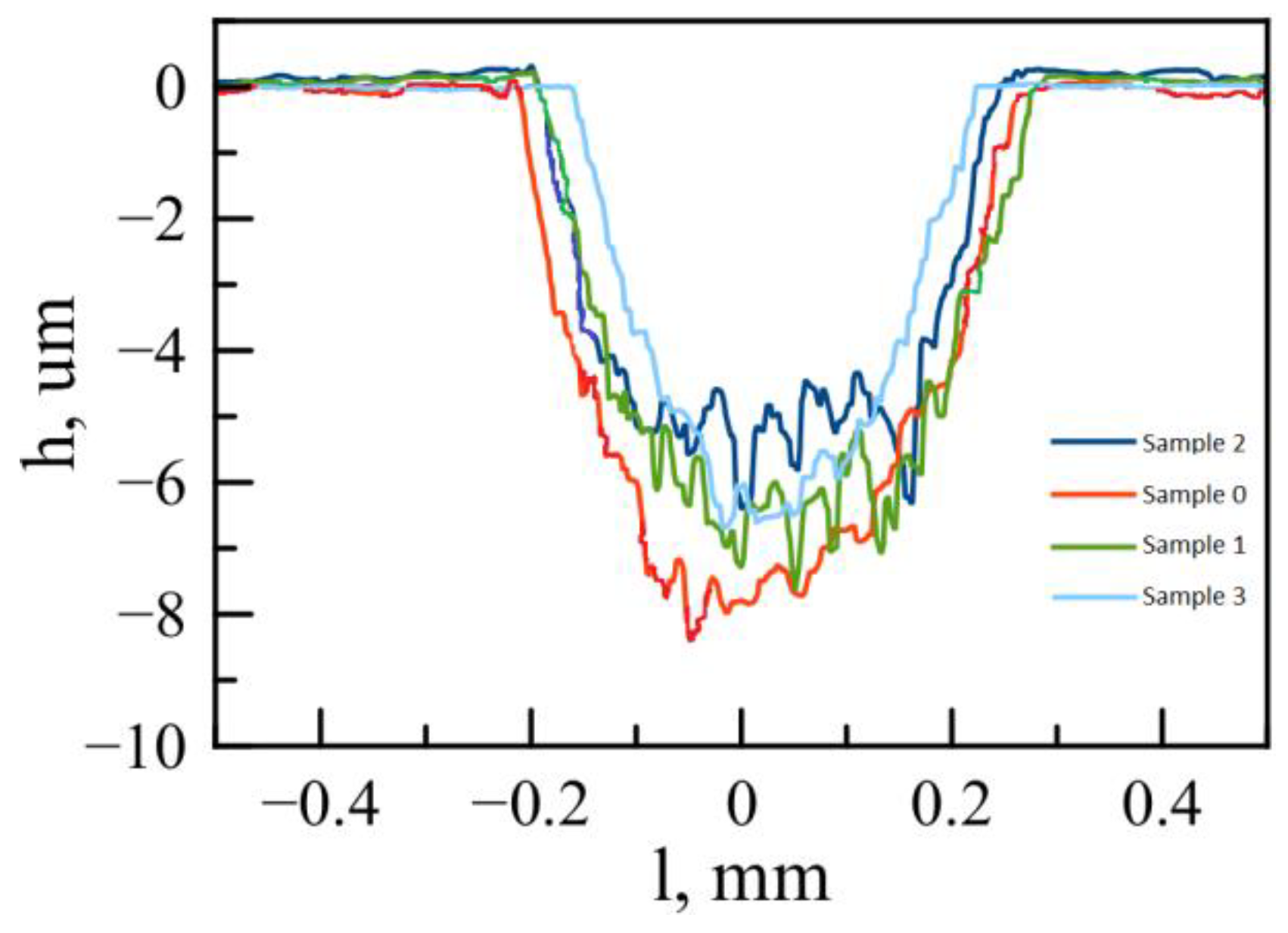
Figure 7 show the nature of wear and presents the parameters of the wear tracks of low-chromium samples unmodified and modified with boron- and barium-containing white cast iron additives.
Figure 7 shows that the surface wear of samples 1–3 is less than that of sample 0. The smallest groove depth is obtained on the surface of sample 2, which can be explained by increased hardness. However, the profile of the worn surface has a rather pronounced jagged relief, which can indicate the tearing out of the matrix of hard particles, carbides, and silicides, which have a rough structure.
Sample 0 is subjected to the greatest wear, which is generally explained by its rough structure and the uneven distribution of carbides in the metal base. When the surface is destroyed in this case (
Figure 7, sample 0), after wear of a certain layer of the matrix, under the action of friction, brittle fracture of the surface occurs with chipping and precipitation of hard carbide particles. With intensive impact–abrasive loading of a sample made of low-chromium pre-eutectic cast iron, the surface first cracks under the influence of dynamic stress from impact combined with the micro-cutting action of the abrasive, and then the material is removed from the destroyed surface under the action of surface friction forces [
29].
Sample 3 has the smallest index for the width of the wear track, and the groove depth is smaller than that of samples 0 and 1. The worn surface relief of this sample is smoother, with the smallest protrusions and depressions, which is also noticeable in
Figure 5,
Figure 6 and
Figure 7. This indicates the high efficiency of modifying low-chromium cast iron with the boron–barium ferroalloy to obtain a favorable, more uniform structure that can effectively resist friction and wear.
The coefficients of sliding friction for all the samples under study have fairly close values (about 0.8–0.9), which is typical for surfaces made of materials similar to cast iron obtained by casting, without mechanical processing. The high coefficient of sliding friction, as well as its gradual increase as the distance travelled increases (
Figure 8), indicates a sufficiently intensive nature of surface wear, when the particles destroyed and separated from the sample surface, having a high hardness, coarse fraction, and sharp shape, have a noticeable abrasive effect on the surface.
In partially graphitized half wear-resistant cast irons, finely dispersed graphite inclusions can dissipate external and internal stresses and fill voids formed during carbide delamination [
30].
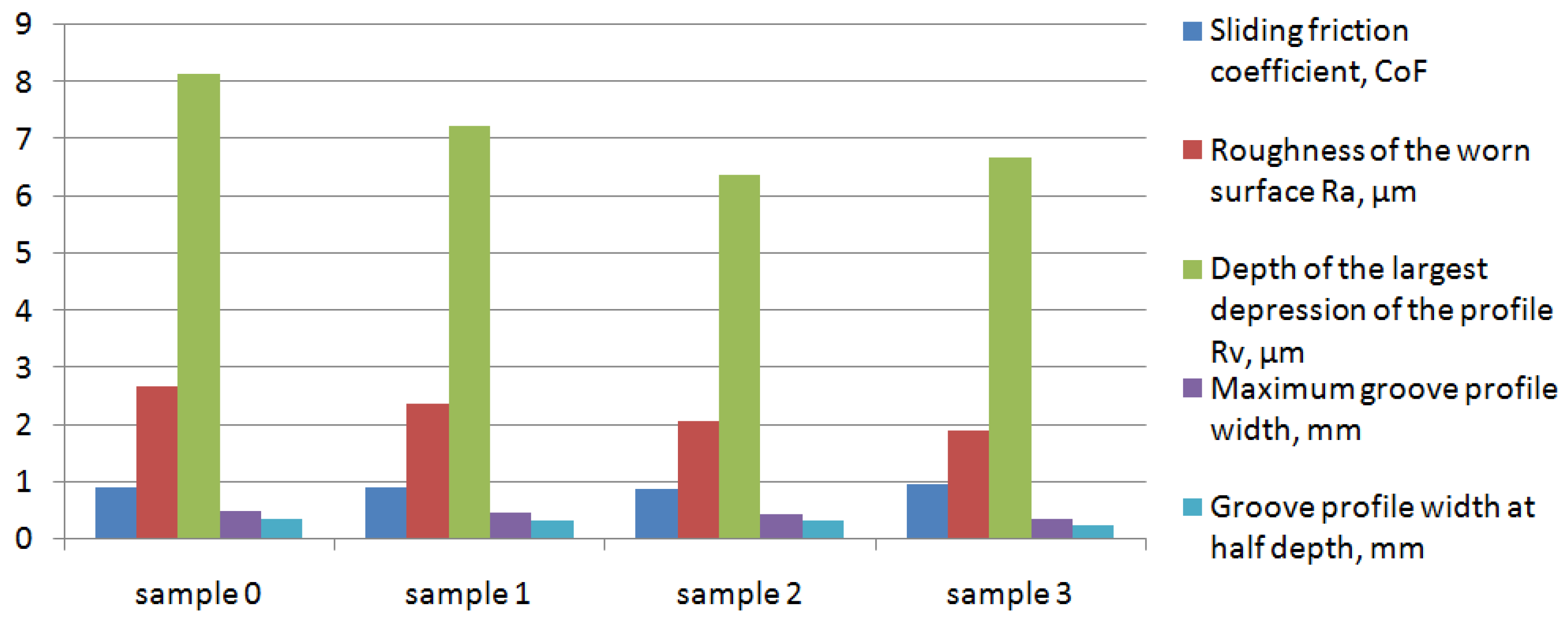
The results of the experiments showed that sample 3 has the lowest roughness of the surface wear Ra ≈ 1.9, whereas in unmodified cast iron, this indicator is about 2.7, and, in other modified cast iron samples, it is equal to 2.4 (sample 1) and 2.1 (sample 2). At the same time, the indicators of the greatest deepening of the Rv profile as they increase are arranged in the following order: sample 2, 6.39 µm; sample 3, 6.69 µm; sample 1, 7.22 µm; sample 0, 8.15 µm (
Figure 9). The smallest width of the groove profile at the base (0.37 mm) and in the middle of the depth (0.26 mm) also belongs to sample 3 modified with a boron–barium modifier, and the worst indicators for the unmodified sample are 0.5 mm and 0.36 mm, respectively.
Although the results obtained do not allow us to identify an obvious pattern between the coefficient of friction, the roughness of the surface wear, and the degree of its wear, we consider it quite appropriate to use data from visual inspection of fracture sites and geometric parameters (dimensions and shape) of the relief of grooves on worn surfaces for a preliminary assessment of the effect of additives on the wear-resistant properties of cast iron.
A diagram with the values of the coefficient of sliding friction, surface roughness, and groove sizes on the surface of the samples is shown in
Figure 9.
It is known that unmodified low-chromium cast iron has rather low impact resistance due to the fact that the main structural components of cast iron, i.e., pearlite, ledeburite eutectic, and carbides, have a coarse structure and uneven distribution over the volume. Resistance of cast iron to impact loads is also significantly reduced by the large-lamellar shape of cementite grains in the pearlite composition and the elongated shape of ledeburite eutectic grains, which serve as stress concentrators at high impact–dynamic loads [
31]. Under dynamic impact, this leads to the formation of microcracks at the grain boundaries and to subsequent fatigue failure of the metal when the critical state is reached. The uneven distribution of large carbides in the volume of the metal, among which there are elongated needle-shaped grains, also significantly reduces the alloy impact resistance as a result of the crack appearance and further chipping.
As rather low impact resistance of unmodified low-chromium cast iron has previously been shown [
31], tests for cyclic impact–dynamic action were carried out only on samples 1–3, in order to compare their performance with each other.
Figure 10 and
Figure 11 show the nature of dents on the surface of samples made of modified low-chromium cast iron and their profiles after cyclic impact–dynamic action on the impact tester with a counter-body load of 500 and 700 N.
Figure 12 shows that, by the nature of the surface deformation, sample 1 has the highest impact resistance, and the lowest index belongs to sample 2. The dent profile obtained on the surface of sample 3 occupies the middle position.
The deformation profile on the surface of cast iron sample 2 has the smallest depth; however, traces of cracks, chips, and metal delamination are visible on the surface of the sample. This indicates the formation of a rough inhomogeneous metal structure near the sample surface (
Figure 13).
The results of tests of samples for cyclic shock–dynamic impact at a load of 500 N showed that the lowest roughness (Ra ≈ 1.21 µm) and crater depth (Rv ≈ 3.87 µm) belong to sample 2. The worst results are for sample 1 (Ra ≈ 2.66 µm and Rv ≈ 7.13 µm), and sample 3 occupies the average position according to these indicators (Ra ≈ 2.14 µm and Rv ≈ 6.09 µm). In terms of the diameter of the craters on the samples, the best result was achieved when modifying cast iron with a boron–barium additive (d ≈ 0.45 mm), whereas in other samples, the measurement of the diameter of the dents showed very similar results: sample 1, 0.53 mm; sample 2, 0.56 mm.
When conducting such tests with a load of 700 N, craters with a greater depth but a smaller diameter at the base are formed on the surface of all three samples. Moreover, the indicators for both sizes in all three samples are quite close and are Rv ≈ 8 µm and d ≈ 0.5 mm.
Upon visual inspection of the surface of the samples after impact, numerous cracks and chips were found on the surface of sample 2 (
Figure 13), which may indicate reduced plastic properties of the metal.
Inspection of the surface of the remaining samples did not reveal any noticeable signs of destruction (
Figure 14).
The linear dimensions of the craters (depth and diameter at the base) formed on the surface of modified cast iron samples during impact tests are shown in
Figure 15.
Figure 16 shows that when iron is modified with ferroboron, noticeable grinding of pearlite colonies takes place in the structure of cast iron, the shape of which tends to be compact spherical, which should favorably affect its impact resistance.
A positive role in improving the impact resistance of samples 1 and 3 is played by the refinement of the structure (
Figure 3) and the spheroidizing effect of boron on the structural components (
Figure 17).
In
Figure 17, in the lower part of the multilayer EDS (energy dispersive spectroscopy) map, dark spots of graphite inclusions of the compact shape are visible in the structure of sample 1. A high concentration of carbon in this area recorded on the map of the element distribution and the total spectrum of the map, confirms the assumptions about the origin and nature of these inclusions. The secondary phases consisting of graphite, secondary precipitates, and residual austenite are able to prevent delamination of the matrix and carbide and minimize their damage under external impact–abrasive action [
30].
The compact shape of graphite provided by the inhibitory effect of boron on its growth weakens the working cross section of the matrix to a lesser extent and does not have a strong notching effect, which contributes to the development of high stress concentrations around graphite spheroids [
30,
32].
Summing up, it should be noted that sample 2, made of low-chromium cast iron modified with ferrosilicobarium (0.05% by weight of the liquid metal), has a dense fine-grained structure due to an increase in the degree of supercooling and the initiation of many additional crystallization centers, which ensure the highest hardness index (HRC 59 units). However, the nature of the sample surface destruction under cyclic impact–dynamic action and abrasion indicates inherent brittleness (
Figure 6c and
Figure 10b), probably caused by the formation of heterogeneous by dimensionally pearlite colonies in the structure, some of which were formed as rough conglomerate (
Figure 3c).
Surface hardness of sample 1, made of cast iron modified with carbothermal ferroboron (0.08% by weight of liquid metal), increased to 56 HRC units (7 units higher than that of unmodified cast iron), which, to a greater extent, can be caused by the pronounced carbide-stabilizing effect of boron. Impact–dynamic testing of sample 1 shows the best results in terms of toughness (
Figure 12), which indicates increasing impact resistance of the metal due to the formation of a structure with the compact granular shape of the components. According to the results of the dry abrasion test, the wear resistance index for this cast iron is also noticeably higher than that of the unmodified cast iron.
Low-chromium hypoeutectic cast iron modification with carbothermal ferroboron made it possible to make positive changes in the structure by increasing the degree of supercooling of cast iron during crystallization and grinding of structural components as well as preventing the nucleation and growth of graphite inclusions. The obtained profilograms show that a sample of this cast iron shows the best resistance to impact loads. With the treatment of cast iron of the same composition with ferrosilicobarium FeSi60Ba20, the modifying effect is manifested in the greatest increase in the metal hardness but with a slight decrease in its strength and ductility.
The treatment of cast iron of the experimental composition with a complex boron–barium additive led to noticeable strengthening of the sample. When tested by dry friction, the track of the groove on the worn surface is relatively shallow and narrow, and the magnitude of the ridges from peak to trough is lower than for the other samples (
Figure 5,
Figure 6 and
Figure 7). After cyclic impact, there were no traces of brittle fracture: cracks, chips, potholes, were found on the surface of the sample (
Figure 10,
Figure 11 and
Figure 13).
Introducing a boron–barium modifier into low-chromium cast iron, sample 3, due to the complex modifying effect of boron and barium, makes it possible to achieve the optimal increase in both hardness and abrasion resistance of cast iron and its strength characteristics. This ensures stable hardness of cast iron of 57 units HRC (higher than that of unmodified cast iron by 17%). It should be noted that, due to the optimal combination of the properties obtained, sample 3, made of low-chromium cast iron treated with a boron–barium modifier, quite effectively resisted both abrasive loads (
Figure 7) and impact–dynamic action (
Figure 12) during the tests. Active components of the boron–barium additive relieve stress in the cast iron matrix that presents pearlite with improved ductility and impact strength. All these factors contribute to improved impact fatigue cracking resistance and impact wear resistance.




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}