
Mechanical Behavior of Multi-Material Single-Lap Joints under High Rates of Loading Using a Split Hopkinson Tension Bar


Abstract
:1. Introduction
2. Materials and Methods
2.1. Material and Specimen Configuration
2.2. Experimental Setup
2.2.1. Quasi-Static Setup
2.2.2. High-Rate Setup
- An aluminum striker (u-shape profile) and three titanium bars (20 mm diameter);
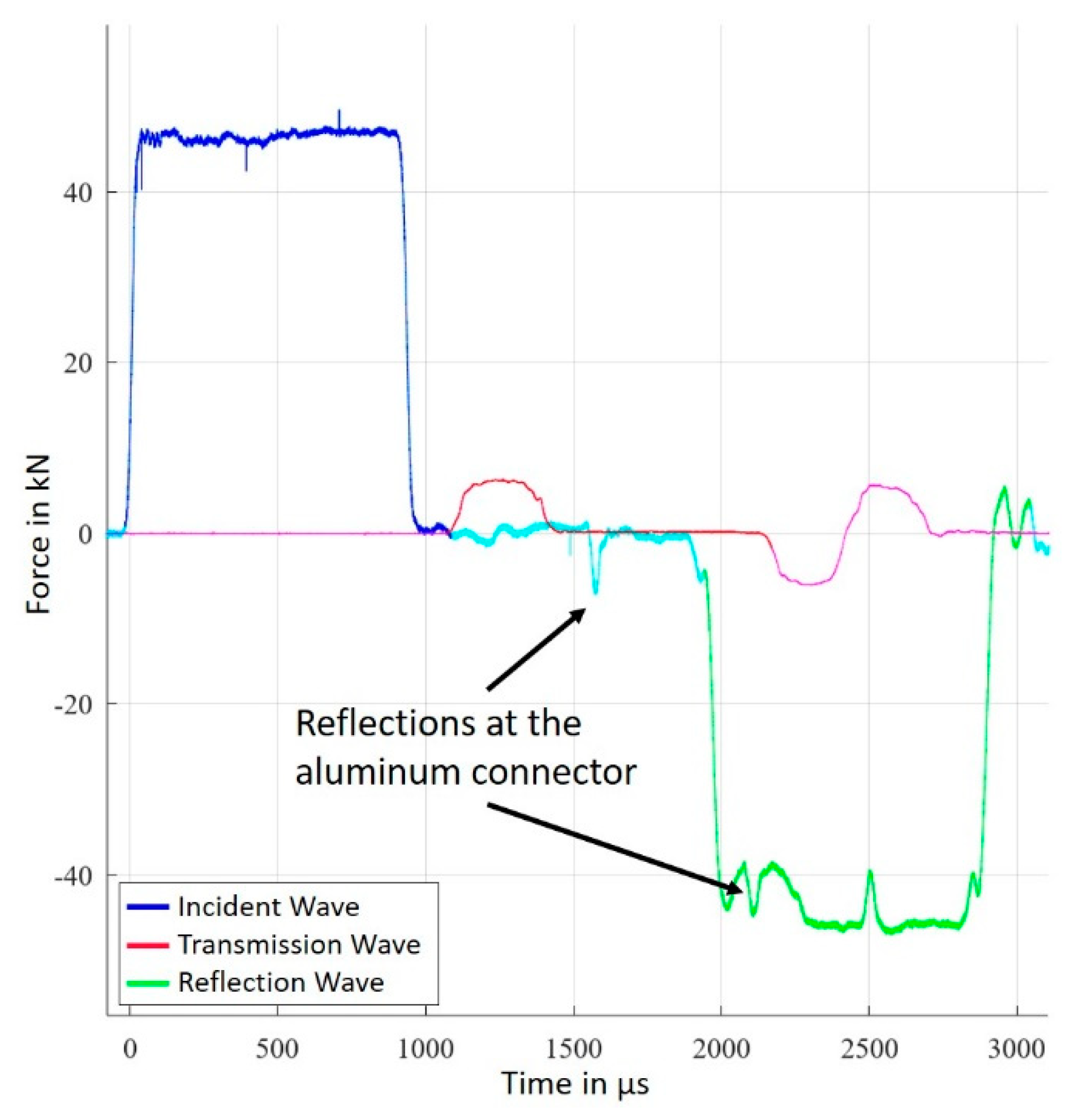
- An air pressure launch system: 2.3 bar, which leads to a 13 m/s striker velocity and an incident pulse of 48 kN with a duration time of around 1 ms (see Figure 4);
- A piece of paper between the flange and striker as a pulse shaper;
- Strain gauges to measure the force, and DIC to evaluate the displacement;
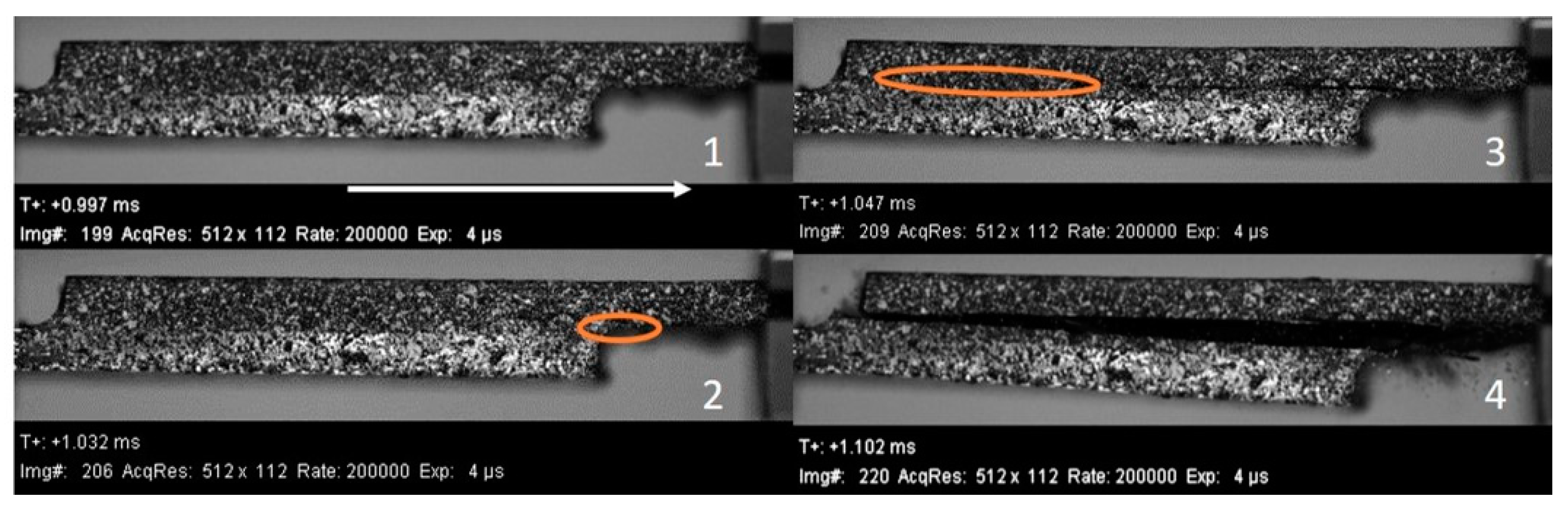
- A high-speed camera for the DIC (Phantom v1610, 200,000 fps and 512 × 112 pixel).
2.2.3. Data Analysis
3. Results and Discussion
3.1. Multi-Material Bolted Joints
3.1.1. Phenomenology
3.1.2. Assessment of Rate Effects and Failure Modes
3.2. Multi-Material Bonded Joints
3.2.1. Phenomenology
3.2.2. Assessment of Rate Effects and Failure Modes
3.3. Multi-Material Bonded/Bolted Joints
3.3.1. Phenomenology
3.3.2. Assessment of Rate Effects and Failure Modes
3.4. Joint Type Comparison
4. Conclusions
- Bolted dynamic increase: force DI = 1.11; energy absorbed DI = 1.62;
- Bonded dynamic increase: force DI = 1.4; energy absorbed DI = 5.12;
- Bonded/Bolted dynamic increase: force DI = 1.6; energy absorbed DI = 1.48.
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- May, M. Rate-Dependent Material Properties of Adhesively Bonded Joints—Must Have or Nice to Have? Key Eng. Mater. 2020, 858, 14–19. [Google Scholar] [CrossRef]
- Egan, B.; McCarthy, C.T.; McCarthy, M.A.; Gray, P.J.; O’Higgins, R.M. Static and high-rate loading of single and multi-bolt carbon–epoxy aircraft fuselage joints. Compos. Part A Appl. Sci. Manuf. 2013, 53, 97–108. [Google Scholar] [CrossRef] [Green Version]
- Shamaei-Kashani, A.R.; Shokrieh, M.M. Strain rate effects on the mechanical behavior of single-lap glass/carbon nanofiber/epoxy composite bolted joints. J. Compos. Mater. 2020, 54, 4807–4819. [Google Scholar] [CrossRef]
- Pearce, G.M.; Johnson, A.F.; Thomson, R.S.; Kelly, D.W. Experimental Investigation of Dynamically Loaded Bolted Joints in Carbon Fibre Composite Structures. Appl. Compos. Mater. 2010, 17, 271–291. [Google Scholar] [CrossRef]
- Murakami, S.; Sekiguchi, Y.; Sato, C.; Yokoi, E.; Furusawa, T. Strength of cylindrical butt joints bonded with epoxy adhesives under combined static or high-rate loading. Int. J. Adhes. Adhes. 2016, 67, 86–93. [Google Scholar] [CrossRef]
- Paul, H.; Ledford, N.; Sauer, M.; May, M.; Okamura, M. Assessment of test methods for thick and thin layer adhesive joints under high rates of loading. Int. J. Adhes. Adhes. 2018, 83, 123–129. [Google Scholar] [CrossRef]
- Essersi, O.; Tarfaoui, M.; Boyd, S.; Shenoi, R.A.; Meraghni, F. Experimental study of dynamic behaviour of Aluminum/Aluminum and Composite/Composite double lap joints. Appl. Mech. Mater. 2011, 62, 155–163. [Google Scholar] [CrossRef]
- Yao, M.; Zhu, D.; Yao, Y.; Zhang, H.; Mobasher, B. Experimental study on basalt FRP/steel single-lap joints under different loading rates and temperatures. Compos. Struct. 2016, 145, 68–79. [Google Scholar] [CrossRef]
- May, M.; Hesebeck, O. Assessment of experimental methods for calibrating rate-dependent cohesive zone models for predicting failure in adhesively bonded metallic structures. Eng. Fail. Anal. 2015, 56, 441–453. [Google Scholar] [CrossRef]
- Bodjona, K.; Lessard, L. Hybrid bonded-fastened joints and their application in composite structures: A general review. J. Reinf. Plast. Compos. 2016, 35, 764–781. [Google Scholar] [CrossRef]
- Ledford, N.; Paul, H.; Isakov, M.; Hiermaier, S. High rate loading of hybrid joints in a Split Hopkinson Tension Bar. In Proceedings of the DYMAT 2018—12th International Conference on the Mechanical and Physical Behaviour of Materials under Dynamic Loading, Arcachon, France, 9–14 September 2018. [Google Scholar]
- Di Franco, G.; Zuccarello, B. Analysis and optimization of hybrid double lap aluminum-GFRP joints. Compos. Struct. 2014, 116, 682–693. [Google Scholar] [CrossRef] [Green Version]
- Graham, D.P.; Rezai, A.; Baker, D.; Smith, P.A.; Watts, J.F. The development and scalability of a high strength, damage tolerant, hybrid joining scheme for composite–metal structures. Compos. Part A Appl. Sci. Manuf. 2014, 64, 11–24. [Google Scholar] [CrossRef] [Green Version]
- Gonzales, D.S. Mechanical Behavior of Metal-Composite Joints. Master’s Thesis, Michigan State University, East Lansing, MI, USA, 2014. [Google Scholar]
- Seidt, J.D.; Gilat, A. Plastic deformation of 2024-T351 aluminum plate over a wide range of loading conditions. Int. J. Solids Struct. 2013, 50, 1781–1790. [Google Scholar] [CrossRef]
- Heimbs, S.; Schmeer, S.; Blaurock, J.; Steeger, S. Static and dynamic failure behaviour of bolted joints in carbon fibre composites. Compos. Part A Appl. Sci. Manuf. 2013, 47, 91–101. [Google Scholar] [CrossRef]
- May, M.; Hesebeck, O.; Marzi, S.; Wolfgang, B.; Lienhard, J.; Kilchert, S.; Brede, M.; Hiermaier, S. Rate dependent behaviour of crash-optimized adhesives—Experimental characterization, model development, and simulation. Eng. Fract. Mech. 2015, 133, 112–137. [Google Scholar] [CrossRef]
- Porcaro, R.; Langseth, M.; Hanssen, A.G.; Zhao, H.; Weyer, S.; Hooputra, H. Crashworthiness of self-piercing riveted connections. Int. J. Impact Eng. 2008, 35, 1251–1266. [Google Scholar] [CrossRef]
- Ledford, N.; May, M. Modeling of multimaterial hybrid joints under high-rate loading. J. Process Mech. Eng. 2020, 234, 1–8. [Google Scholar] [CrossRef]
- Daimaruya, M.; Fujiki, H.; Ambarita, H.; Kobayashi, H.; Shin, H.-S. Shear fracture of jointed steel plates of bolted joints under impact load. J. Phys. Conf. Ser. 2013, 451, 012007. [Google Scholar] [CrossRef] [Green Version]
- Venkadachalam, A. Experimental & Numerical Study of Dynamically Loaded Bolted & Hybrid (Bolted/Bonded) Joints. Master’s Thesis, Engineering Mechanics, Michigan State University, East Lansing, MI, USA, 2014. [Google Scholar]
- VanderKlok, A.; Dutta, A.; Tekalur, S.A. Metal to composite bolted joint behavior evaluated at impact rates of loading. Compos. Struct. 2013, 106, 446–452. [Google Scholar] [CrossRef]
- Yokoyama, T. Experimental determination of impact tensile properties of adhesive butt joints with the split Hopkinson bar. J. Strain Anal. Eng. Des. 2003, 38, 233–245. [Google Scholar] [CrossRef]
- Goda, Y.; Sawa, T. Study on the Effect of Strain Rate of Adhesive Material on the Stress State in Adhesive Joints. J. Adhes. 2011, 87, 766–779. [Google Scholar] [CrossRef]
- Zhao, H.; Duan, X.; Ma, M.; Lu, L.; Cai, Z.; Wang, P.; Fickes, J. Dynamic characteristics of adhesive bonded high strength steel joints. Sci. Technol. Weld. Join. 2010, 15, 486–490. [Google Scholar] [CrossRef]
- Lißner, M.; Alabort, E.; Cui, H.; Rito, R.; Blackman, B.; Petrinic, N. Experimental characterisation and numerical modelling of the influence of bondline thickness, loading rate, and deformation mode on the response of ductile adhesive interfaces. J. Mech. Phys. Solids 2019, 130, 349–369. [Google Scholar] [CrossRef]
- Lißner, M.; Erice, B.; Alabort, E.; Thomson, D.; Cui, H.; Kaboglu, H.; Blackman, B.; Gude, M.; Petrinic, N. Multi-material adhesively bonded structures: Characterisation and modelling of their rate-dependent performance. Compos. Part B Eng. 2020, 195, 108077. [Google Scholar] [CrossRef]
- Lißner, M.; Alabort, E.; Erice, B.; Cui, H.; Blackman, B.R.; Petrinic, N. On the dynamic response of adhesively bonded structures. Int. J. Impact Eng. 2020, 138, 103479. [Google Scholar] [CrossRef]
- Ledford, N.; Paul, H.; Ganzenmüller, G.; May, M.; Höfemann, M.; Otto, M.; Petrinic, N. Investigations on specimen design and mounting for Split Hopkinson Tension Bar (SHTB) experiments. EPJ Web Conf. 2015, 94, 01049. [Google Scholar] [CrossRef] [Green Version]
- Chen, W.W.; Song, B. Split Hopkinson (Kolsky) Bar Design, Testing and Applications; Springer: New York, NY, USA, 2011. [Google Scholar]
- Owens, A.T.; Tippur, H.V. A Tensile Split Hopkinson Bar for Testing Particulate Polymer Composites Under Elevated Rates of Loading. Exp. Mech. 2009, 49, 799–811. [Google Scholar] [CrossRef]
- Huh, H.; Kang, W.J.; Han, S.S. A Tension Split Hopkinson Bar for Investigating the Dynamic Behavior of Sheet Metals. Exp. Mech. 2002, 42, 8–17. [Google Scholar] [CrossRef]
- Gerlach, R.; Siviour, C.R.; Wiegand, J.; Petrinic, N. In-plane and through-thickness properties, failure modes, damage and delamination in 3D woven carbon fibre composites subjected to impact loading. Compos. Sci. Technol. 2012, 72, 397–411. [Google Scholar] [CrossRef]
- Ganzenmüller, G.C.; Langhof, T.; Hiermaier, S. A Constant Acoustic Impedance Mount for Sheet-Type Specimens in the Tensile Split-Hopkinson Bar. EPJ Web Conf. 2018, 183, 02064. [Google Scholar] [CrossRef]
- Ledford, N.; Imbert, M.; May, M. High-Rate In-Plane Shear Testing of IM7/8552 Using the Split Hopkinson Tension Bar. AIAA J. 2021, 59, 4257–4263. [Google Scholar] [CrossRef]
- Yang, L.M.; Shim, V.P.W. An analysis of stress uniformity in split Hopkinson bar test specimens. Int. J. Impact Eng. 2005, 31, 129–150. [Google Scholar] [CrossRef]
- Verleysen, P.; Peirs, J. Quasi-static and high strain rate fracture behaviour of Ti6Al4V. Int. J. Impact Eng. 2017, 108, 370–388. [Google Scholar] [CrossRef]
- Kim, K.; Yoo, J.; Yi, Y.; Kim, C. Failure mode and strength of unidirectional composite single lap bonded joints with different bonding methods. Compos. Struct. 2006, 72, 477–485. [Google Scholar] [CrossRef]
- Song, M.-G.; Kweon, J.-H.; Choi, J.-H.; Byun, J.-H.; Song, M.-H.; Shin, S.-J.; Lee, T.-J. Effect of manufacturing methods on the shear strength of composite single-lap bonded joints. Compos. Struct. 2010, 92, 2194–2202. [Google Scholar] [CrossRef]
- Budhe, S.; Banea, M.; de Barros, S.; da Silva, L. An updated review of adhesively bonded joints in composite materials. Int. J. Adhes. Adhes. 2017, 72, 30–42. [Google Scholar] [CrossRef]
- Jacob, G.; Starbuck, J.; Fellers, J.; Simunovic, S.; Boeman, R. Strain Rate Effects on the Mechanical Properties of Polymer Composite Materials. J. Appl. Polym. Sci. 2004, 94, 296–301. [Google Scholar] [CrossRef]
- May, M. Measuring the rate-dependent mode I fracture toughness of composites—A review. Compos. Part A Appl. Sci. Manuf. 2016, 81, 1–12. [Google Scholar] [CrossRef]
- May, M.; Channammagari, H.; Hahn, P. High-rate mode II fracture toughness testing of polymer matrix composites—A review. Compos. Part A Appl. Sci. Manuf. 2020, 137, 106019. [Google Scholar] [CrossRef]
- Kelly, G. Load transfer in hybrid (bonded/bolted) composite single-lap joints. Compos. Struct. 2005, 69, 35–43. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | Max Force [kN] | Max Displacement [mm] | Energy Absorption [J] | Loading Rate [m/s] | Failure Mode |
|---|---|---|---|---|---|
| BT-M01 | 5.9 | 3.92 | 15.31 | 5 × 106 | SF, NF, TSF |
| BT-M02 | 5.64 | 4.26 | 13.68 | 5 × 106 | SF, NF, TSF |
| BT-M03 | 5.78 | 1.61 | 7.46 | 5 × 106 | SBF |
| Average | 5.77 | 3.26 | 12.15 | 5 × 106 | |
| BT-M04 | 6.57 | 3.45 | 17.97 | 10.8 | SF, NF, TSF |
| BT-M05 | 6.32 | 3.99 | 18.73 | 11.2 | SF, NF, TSF |
| BT-M06 | 6.50 | 4.54 | 21.63 | 11.1 | SF, NF, TSF |
| BT-M07 | 6.13 | 6.63 | 25.59 | 10.2 | SF, NF, TSF |
| BT-M08 | 6.46 | 3.33 | 14.40 | 11.1 | SF, NF, TSF |
| Average | 6.39 | 4.39 | 19.66 | 10.88 |
| Specimen | Max Force [kN] | Max Displacement [mm] | Energy Absorption [J] | Loading Rate [m/s] | Failure Mode |
|---|---|---|---|---|---|
| BT-B01 | 8.97 | 0.12 | 0.54 | 5 × 106 | DF |
| BT-B02 | 8.41 | 0.12 | 0.55 | 5 × 106 | DF |
| BT-B03 | 11.06 | 0.17 | 1.22 | 5 × 106 | DF |
| Average | 9.48 | 0.14 | 0.77 | 5 × 106 | |
| BT-B04 | 12.36 | 0.53 | 3.28 | 2.8 | DF |
| BT-B05 | 14.16 | 0.73 | 4.60 | 2.75 | DF |
| Average | 13.26 | 0.63 | 3.94 | 2.78 |
| Specimen | Max Force [kN] | Max Displacement [mm] | Energy Absorption [J] | Loading Rate [m/s] | Failure Mode |
|---|---|---|---|---|---|
| BT-H01 | 7.39 | 3.64 | 13.78 | 5 × 106 | (1) DF, (2) SF, NF |
| BT-H02 | 10.66 | 1.98 | 10.48 | 5 × 106 | (1) DF, (2) SBF |
| BT-H03 | 8.68 | 5.87 | 13.96 | 5 × 106 | (1) DF, (2) SF, NF |
| Average | 8.91 | 3.83 | 12.74 | 5 × 106 | |
| BT-H05 | 13.48 | 4.13 | 18.66 | (1) 2.63, (2) 10.7 | (1) DF, (2) SF, NF |
| BT-H06 | 14.85 | 4.14 | 19.01 | (1) 3.27, (2) 11.8 | (1) DF, (2) SF, NF |
| BT-H08 | 13.64 | 4.07 | 18.26 | (1) 3.37, (2) 11.8 | (1) DF, (2) SF, NF |
| BT-H09 | 14.90 | 4.15 | 19.59 | (1) 2.95, (2) 11.3 | (1) DF, (2) SF, NF |
| Average | 14.22 | 4.12 | 18.88 | (1) 3.05, (2) 11.4 |
| Force [-] | Energy Absorption [-] | |
|---|---|---|
| Bolted dynamic increase | 1.11 | 1.62 |
| Bonded dynamic increase | 1.4 | 5.12 |
| Bonded/Bolted dynamic increase | 1.6 | 1.48 |
| Multi-Material Joint Type | Average Maximum Force [kN] | Average Energy Absorption [J] |
|---|---|---|
| Bolted Quasi-Static | 5.77 | 12.15 |
| Bolted High-Rate | 6.39 | 19.66 |
| Bonded Quasi-Static | 9.48 | 0.77 |
| Bonded High-Rate | 13.26 | 3.94 |
| Bonded/Bolted Quasi-Static | 8.91 | 12.74 |
| Bonded/Bolted High-Rate | 14.22 | 18.88 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rüthnick, P.; Ledford, N.; Imbert, M.; May, M. Mechanical Behavior of Multi-Material Single-Lap Joints under High Rates of Loading Using a Split Hopkinson Tension Bar. Metals 2022, 12, 1082. https://doi.org/10.3390/met12071082
Rüthnick P, Ledford N, Imbert M, May M. Mechanical Behavior of Multi-Material Single-Lap Joints under High Rates of Loading Using a Split Hopkinson Tension Bar. Metals. 2022; 12(7):1082. https://doi.org/10.3390/met12071082
Chicago/Turabian StyleRüthnick, Pascal, Noah Ledford, Mathieu Imbert, and Michael May. 2022. "Mechanical Behavior of Multi-Material Single-Lap Joints under High Rates of Loading Using a Split Hopkinson Tension Bar" Metals 12, no. 7: 1082. https://doi.org/10.3390/met12071082