
Research of Resistance of Selected Materials to Abrasive Wear to Increase the Ploughshare Lifetime



Abstract
:1. Introduction
2. Materials and Methods
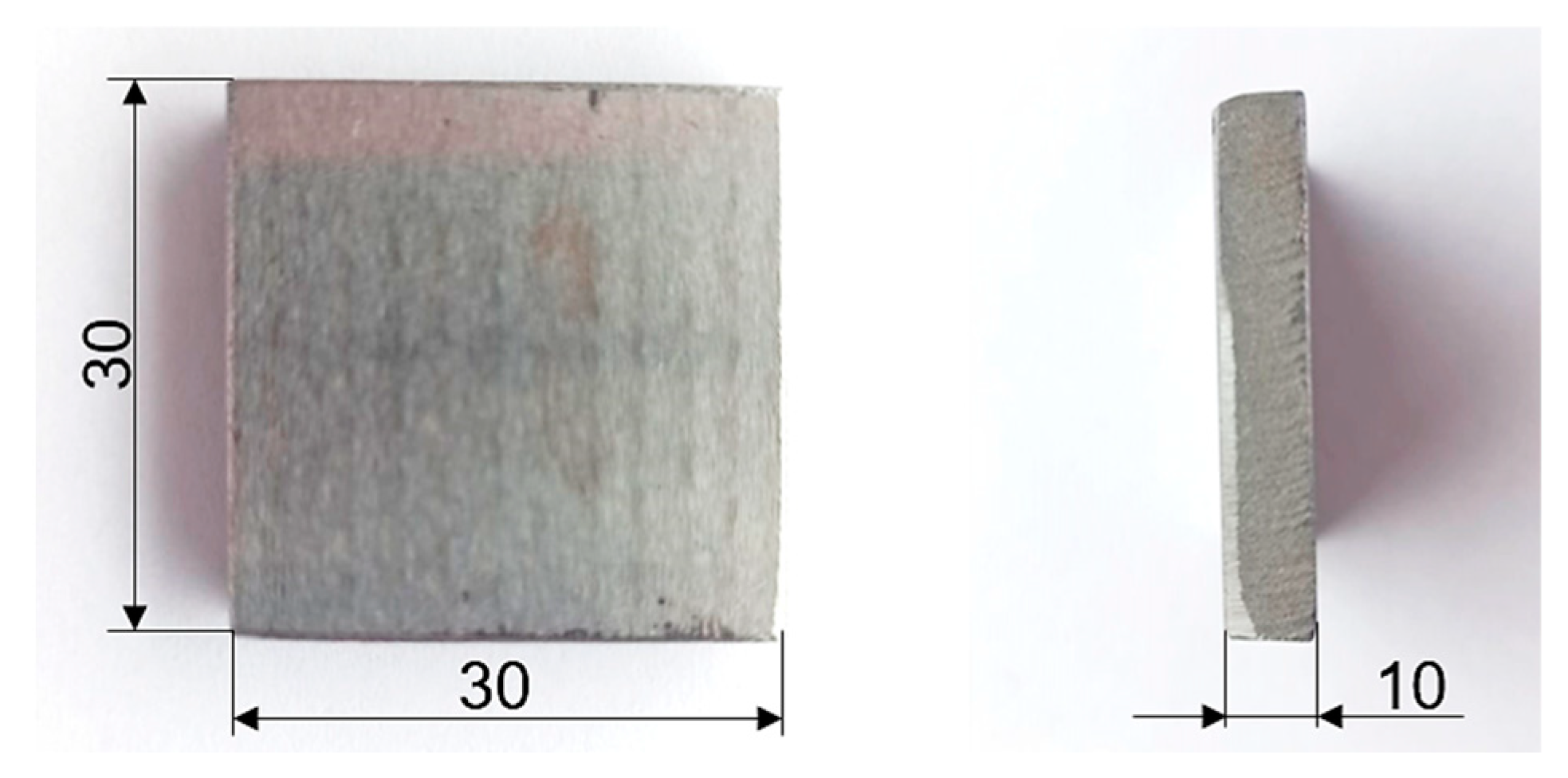
2.1. Materials of Research Samples
- Threaded joint;
- Welded joint.
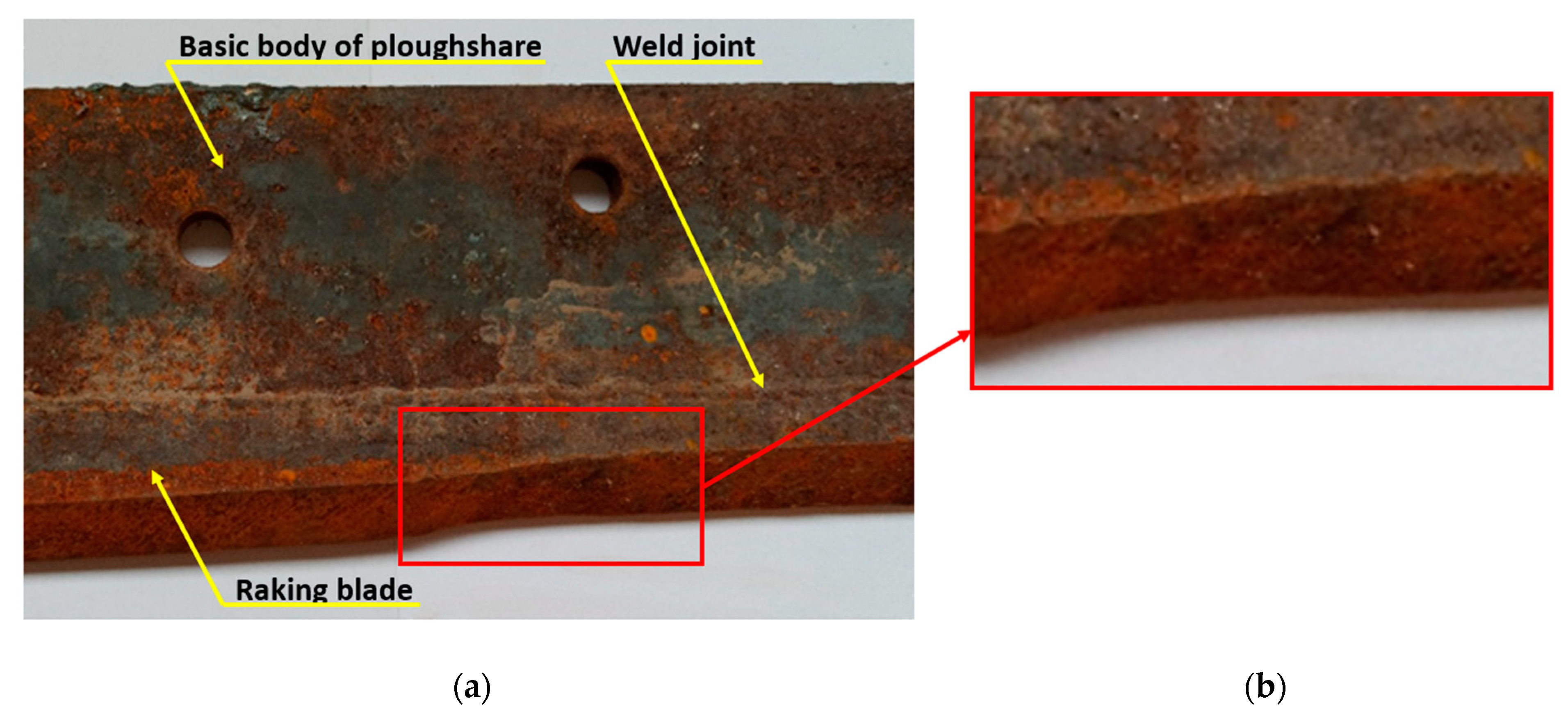
- The basic body of the ploughshare was made of S355J2G3 steel. It is the steel of the usual quality for low temperatures with guaranteed weldability. It is used in parts of equipment operating at temperatures up to −50 °C made of sheet metal with a guaranteed value of notch toughness up to −50 °C. The yield strength is Rm = 355 MPa and the ultimate tensile strength is Re = 470–610 MPa [24]. The chemical composition of the tested steel, according to the data from the material sheet, is shown in Table 3;
- The base weld metal—an electrode for general use, suitable for welding carbon and low-alloy steels—was used for welding the basic ploughshare body with a raking blade. The weld metal of the electrode is tough and resistant to cracking [14];
- The raking blade was made of 37MnSi5 material (Wr. Nr. 1.5122). It is manganese-silicon steel suitable for tempering. It is used on medium-stressed machine parts and particularly wear-resistant road vehicle parts, e.g., shafts, axles, connecting rods, levers, bolts, etc. The ultimate tensile strength of 37MnSi5 steel is Rm = max. The 760 MPa and hardness 217 HBW [25]. The chemical composition of the tested steel, according to the data from the material sheet, is shown in Table 3.
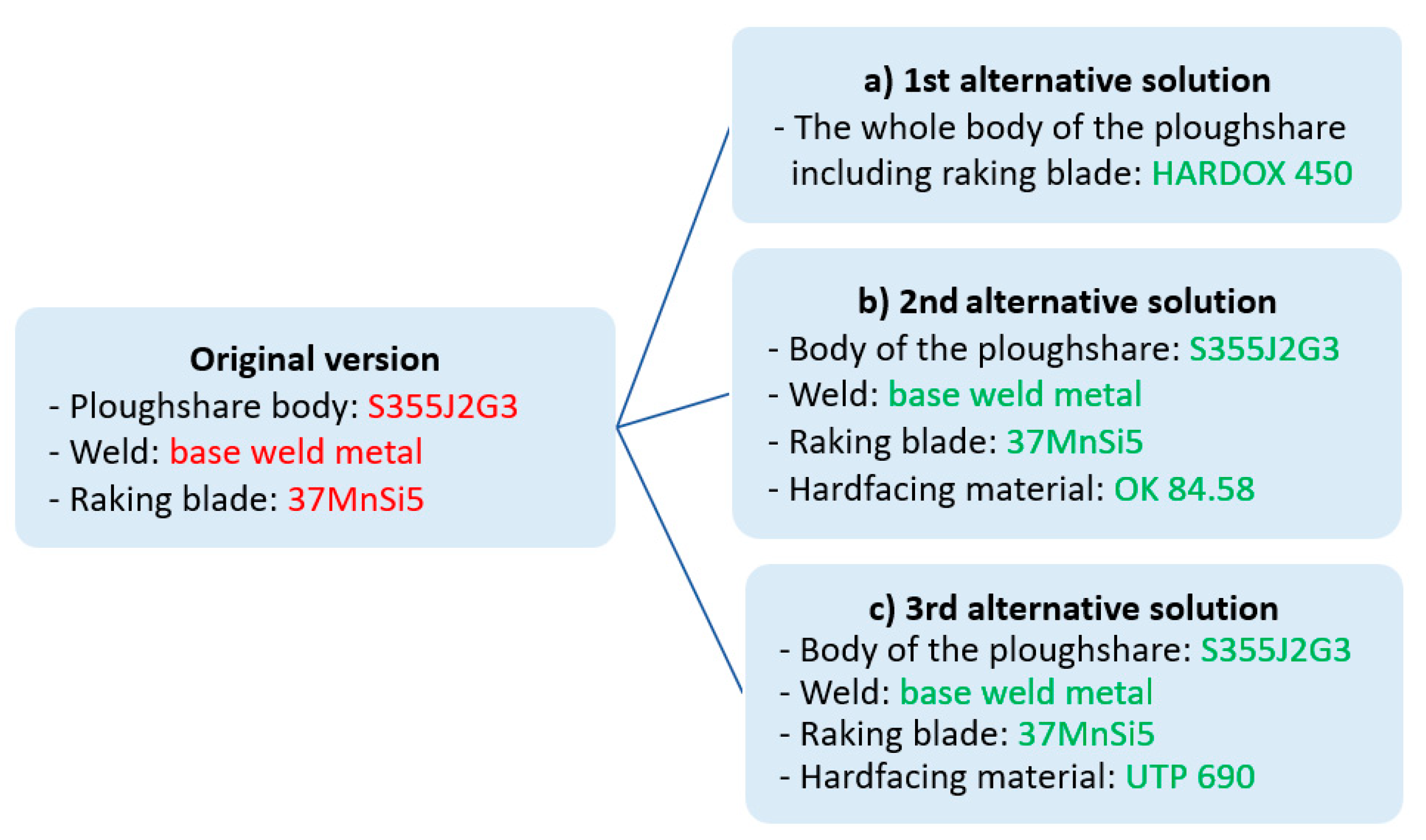
- (a)
- Change of ploughshare material for HARDOX 450 material;
- (b)
- Application of the OK 84.58 hardfacing material to the exposed surfaces of the functional parts of the ploughshare;
- (c)
- Application of the UTP 690 hardfacing material to exposed areas of functional parts of the ploughshare.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Element (wt.%) | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Mn | Si | Cr | Ni | Cu | Cr+Ni+Cu | Ti | P | Mo | B | S | V | W | Fe | |
| S355J2G3 | max. 0.20 | max. 1.40 | max. 0.55 | max. 0.30 | max. 0.30 | max. 0.30 | max. 0.70 | max. 0.20 | max. 0.03 | - | - | max. 0.03 | - | - | balance |
| 37MnSi5 | 0.33–0.41 | 1.10–1.40 | 1.10–1.40 | - | - | - | - | - | max. 0.035 | - | - | max. 0.035 | - | - | balance |
| HARDOX 450 | max. 0.23 | max. 1.60 | max. 0.5 | max. 1.20 | max. 0.25 | - | - | - | max. 0.025 | max. 0.25 | max. 0.005 | max. 0.010 | - | - | balance |
| OK 84.58 | 0.67 | 0.70 | 0.7 | 10.40 | - | - | - | - | - | - | - | - | - | - | balance |
| UTP 690 | 0.90 | 0.50 | 0.80 | 4.50 | - | - | - | - | - | - | - | - | 1.20 | 2.00 | balance |
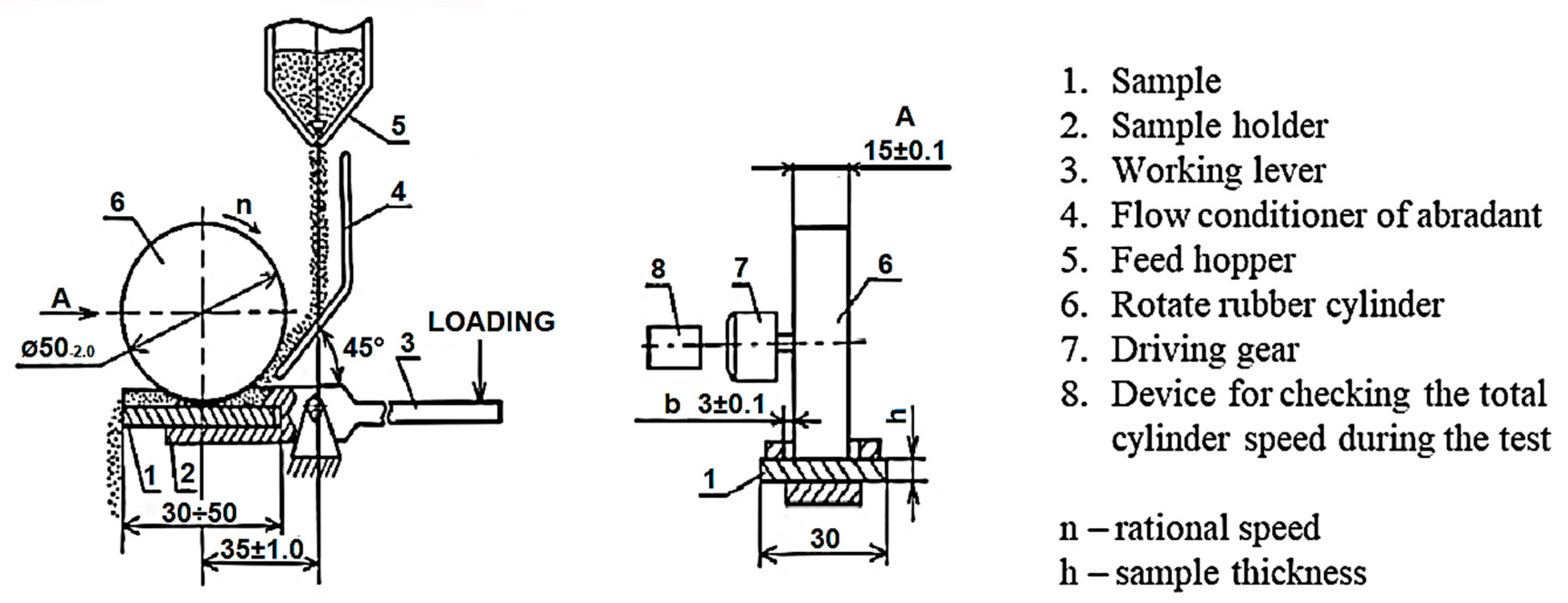
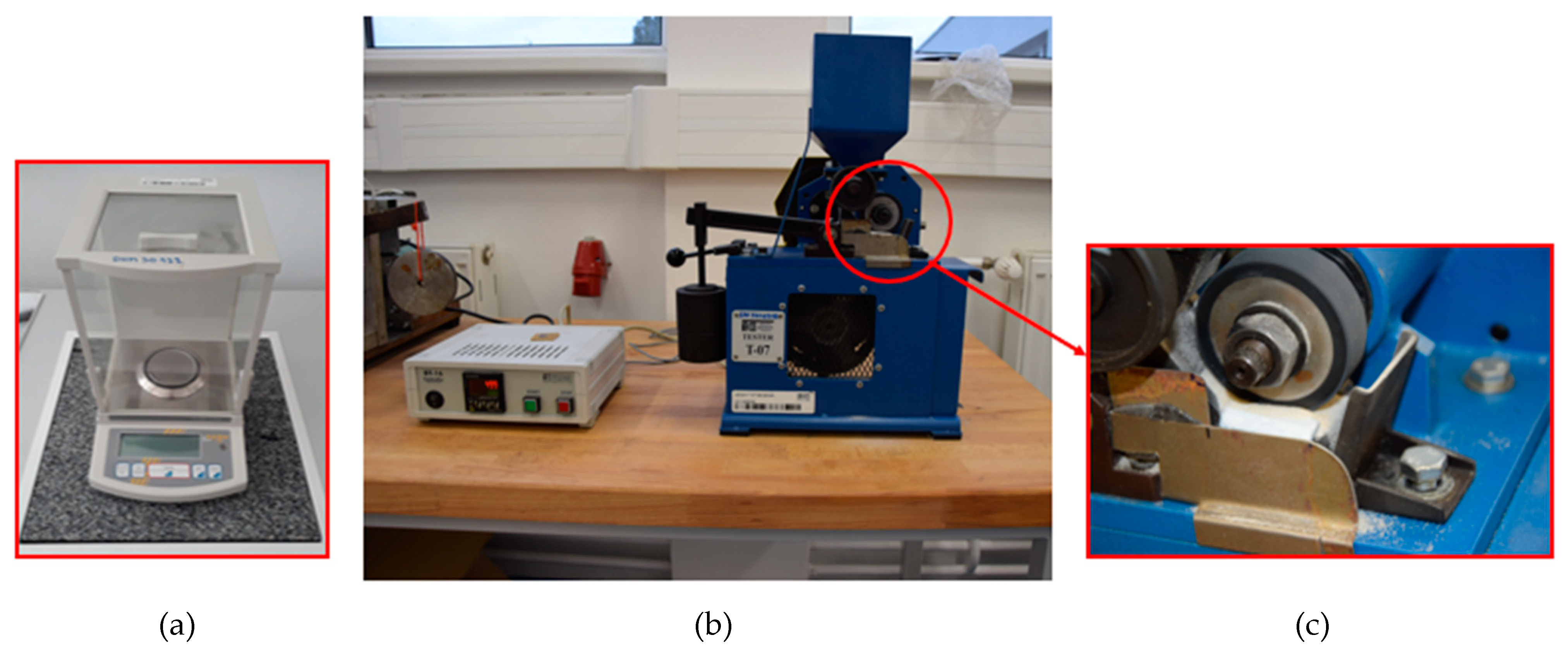
2.2. Testing Methods
2.3. Evaluation Methods
3. Results and Discussion
3.1. Preliminary Research
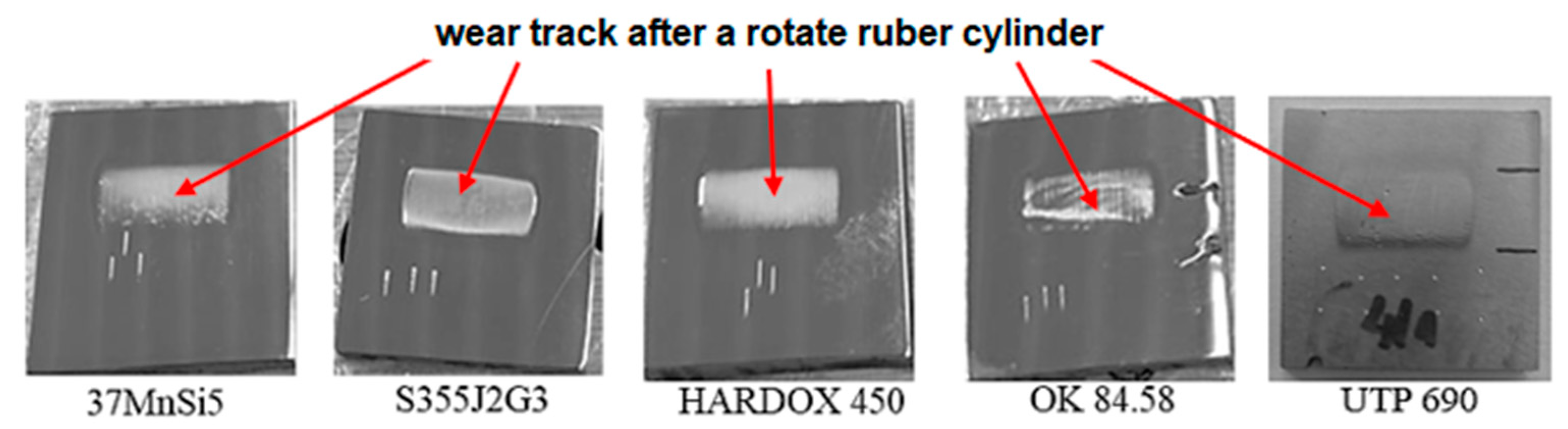
3.2. Abrasive Wear Resistance Analysis
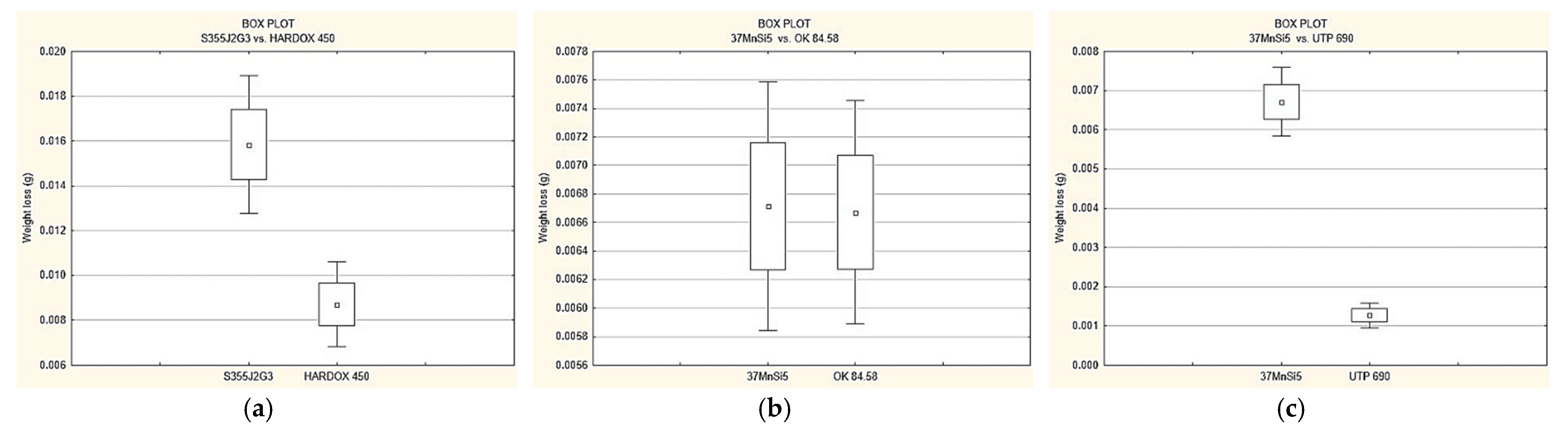
3.3. Discussion
- (a)
- Change of the S355J2G3 material of the supporting part of the ploughshare for the HARDOX 450 material
- (b)
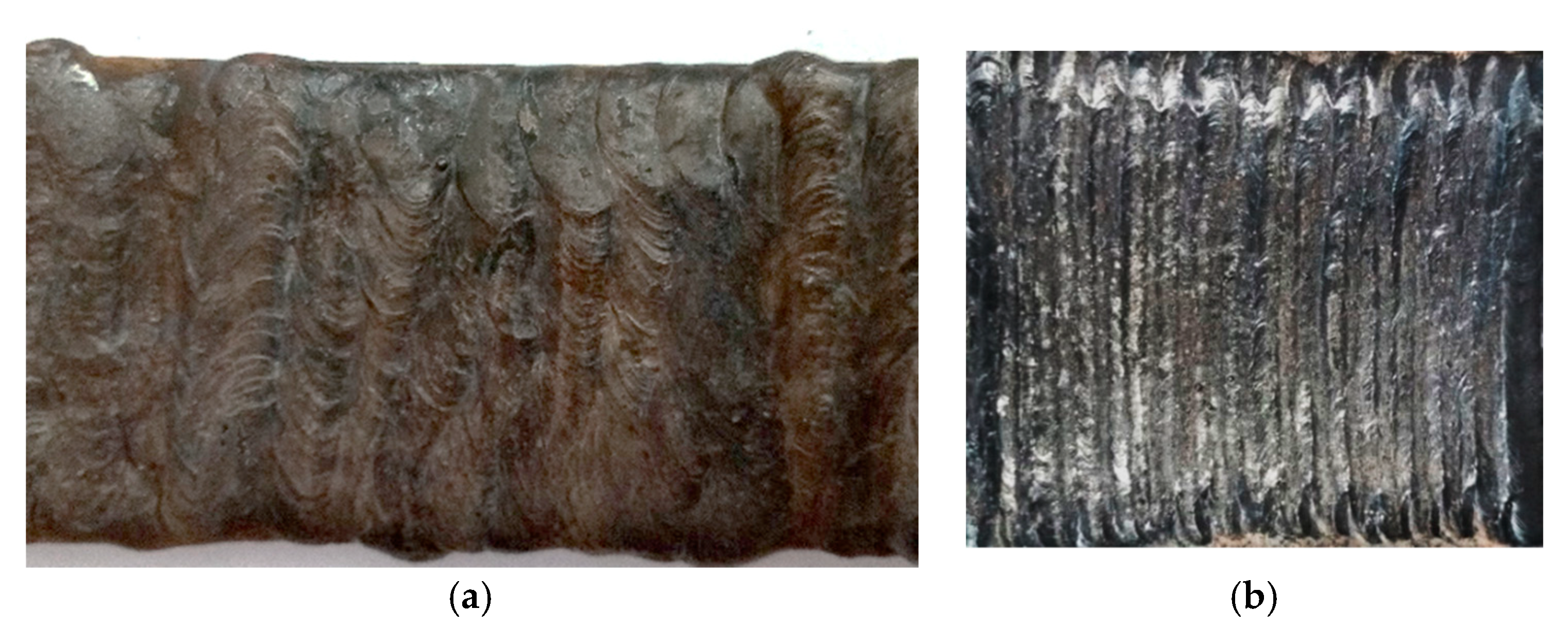
- Hardfacing on the exposed part of the raking blade with the OK 84.58 hardfacing material
- (c)
- Hardfacing on the exposed part of the raking blade with the UTP 690 hardfacing material
4. Conclusions
- (a)
- The HARDOX 450 material achieved significantly better results compared to the basic S355J2G3 material, not only in terms of hardness and hardness coefficient KT but also in terms of relative resistance to abrasive wear, where the coefficient Ψh1 for HARDOX 450 material achieved almost twice as good results compared to the standard sample from S355J2G steel;
- (b)
- The OK 84.58 hardfacing material achieved almost the same results compared to the 37MnSi5 original material of the raking blade and therefore does not significantly affect the lifetime of the raking blade on the ploughshares;
- (c)
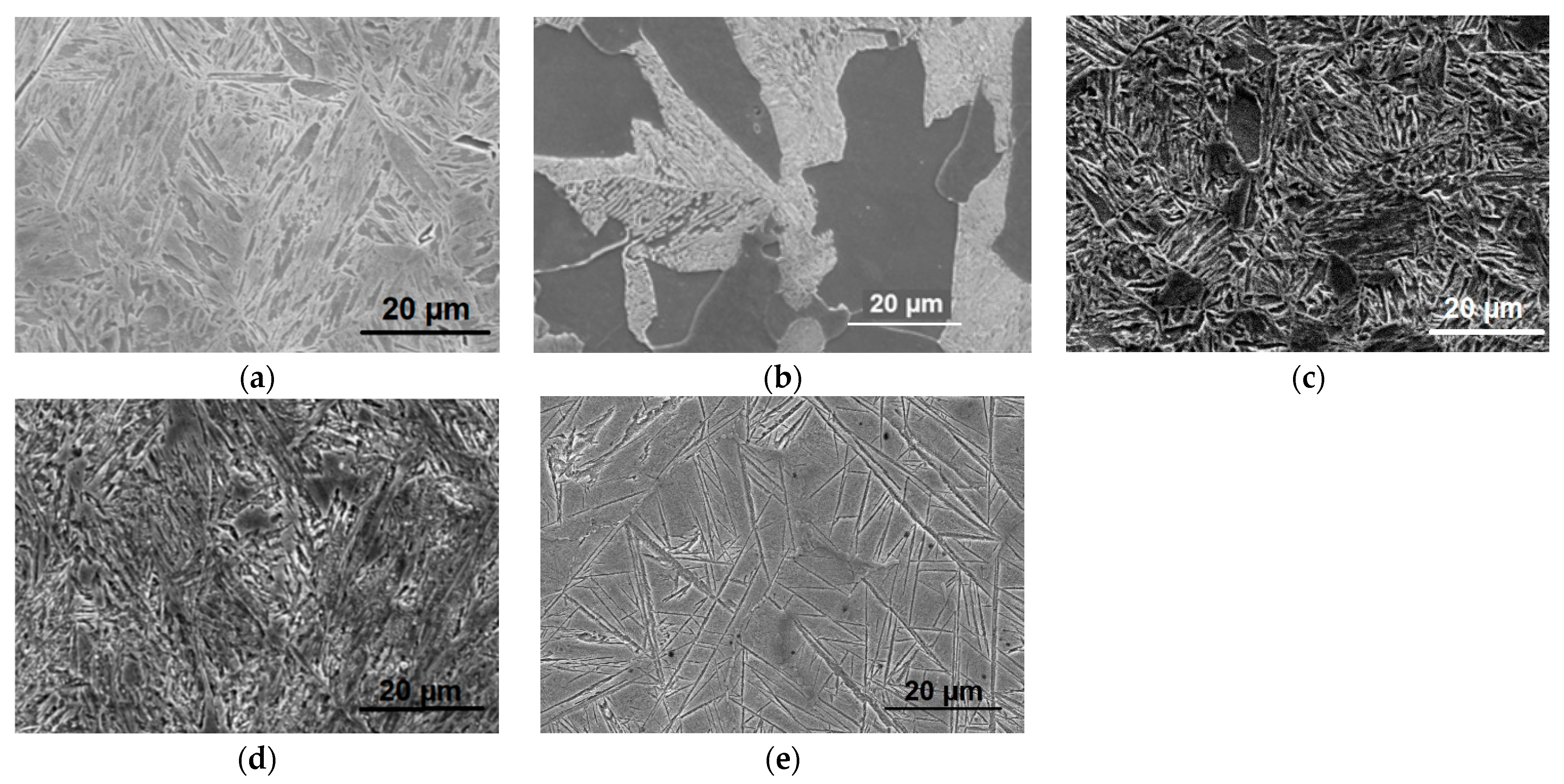
- The UTP 690 hardfacing material achieved more than 4.5 times better results than the 37MnSi5 standard material of the raking blade, so it could significantly affect the lifetime of the ploughshare. Compared to the OK 84.58 hardfacing material, we can observe a needle-like structure in the UTP 690 hardfacing material, which could better transfer the loads that act on it, and thus it is an assumption for the better resistance to abrasive wear.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Jankauskas, V.; Katinas, E.; Pusvaškis, M.; Leišys, R. A Study of the Durability of Hardened Plough Point. J. Frict. Wear 2020, 41, 78–84. [Google Scholar] [CrossRef]
- Stawicki, T.; Kostencki, P.; Białobrzeska, B. Roughness of Ploughshare Working Surface and Mechanisms of Wear during Operation in Various Soils. Metals 2018, 8, 1042. [Google Scholar] [CrossRef] [Green Version]
- Singh, J.; Chatha, S.S.; Sidhu, B.S. Abrasive wear behavior of newly developed weld overlaid tillage tools in laboratory and in actual field conditions. J. Manuf. Process. 2020, 55, 143–152. [Google Scholar] [CrossRef]
- Doluk, A.; Rudawska, A.; Stančeková, D.; Mrázik, J. Influence of surface treatment on the strength of adhesive joints. Manuf. Technol. 2021, 21, 585–591. [Google Scholar] [CrossRef]
- Müller, M.; Novák, P.; Chotěborský, R.; Hrabě, P. Reduction of Ploughshare Wear by Means of Carbide Overlay. Manuf. Technol. 2018, 18, 72–78. [Google Scholar] [CrossRef]
- Kováč, J.; Krilek, J.; Štefánek, M.; Kuvik, T. Analysis of the selected technical parameters of skidders. MM Sci. J. 2016, 2016, 1273–1276. [Google Scholar] [CrossRef] [Green Version]
- Zdravecká, E.; Tkáčová, J.; Ondáč, M. Effect of microstructure factors on abrasion resistance of high-strength steels. Res. Agric. Eng. 2014, 60, 115–120. [Google Scholar] [CrossRef]
- Javaheri, V.; Porter, D.; Kuokkala, V.T. Slurry erosion of steel–Review of tests, mechanisms and materials. Wear 2018, 408, 248–273. [Google Scholar] [CrossRef]
- Ťavodová, M.; Vargová, M.; Falat, L. Possibilities of modification of ploughshares used for winter maintenance of forest roads. Manuf. Technol. 2020, 20, 834–844. [Google Scholar] [CrossRef]
- Petru, J.; Zlámal, T.; Čep, R.; Stančeková, D.; Pagač, M.; Vortel, O. Mechanism of cutting insert wear and their influence on cutting ability of the tool during machining of special alloys. In Proceedings of the 3rd International Conference on Manufacturing Engineering and Technology for Manufacturing Growth (METMG 2015), Vancouver, BC, Canada, 1–2 August 2015. [Google Scholar] [CrossRef] [Green Version]
- Hnilica, R.; Kotus, M.; Jankovský, M.; Hnilicová, M.; Dado, M. Qualitative classification of mulchers. Agron. Res. 2017, 15, 1890–1896. [Google Scholar] [CrossRef]
- Balla, J. Náuka o Materiáloch; SPU: Nitra, Slovakia, 2003; pp. 48–54. [Google Scholar]
- Natsis, A.; Petropoulos, G.; Pandazaras, C. Influence of Local Soil Conditions on Mouldboard Ploughshare Abrasive Wear. Tribol. Int. 2008, 1, 151–157. [Google Scholar] [CrossRef]
- ESAB. Opravy a Údržba. Available online: http://products.esab.com/ESABImages/prirucka%206%20vydani%202011.pdf (accessed on 1 April 2022).
- Chintha, A.R.; Valtonen, K.; Kuokkala, V.T.; Kundu, S.; Peet, M.J.; Bhadeshia, H.K.D.H. Role of fracture toughness in impact-abrasion wear. Wear 2019, 428, 430–437. [Google Scholar] [CrossRef] [PubMed]
- Müller, M.; Hrabě, P. Overlay materials used for increasing lifetime of machine parts working under conditions of intensive abrasion. Res. Agric. Eng. 2013, 59, 16–22. [Google Scholar] [CrossRef] [Green Version]
- Buchely, M.F.; Gutierrez, J.C.; Leon, L.M.; Toro, A. The effect of microstructure on abrasive wear of hardfacing alloys. Wear 2005, 259, 52–61. [Google Scholar] [CrossRef]
- Wang, X.; Han, F.; Liu, X.; Qu, S.; Zou, Z. Microstructure and wear properties of the Fe–Ti–V–Mo–C hardfacing alloy. Wear 2008, 265, 583–589. [Google Scholar] [CrossRef]
- Wang, X.H.; Han, F.; Liu, X.M.; Qu, S.Y.; Zou, Z.D. Effect of molybdenum on the microstructure and wear resistance of Fe-based hardfacing coatings. Mater. Sci. Eng. A 2008, 489, 193–200. [Google Scholar] [CrossRef]
- Xu, L.; Wei, S.; Xiao, F.; Zhou, H.; Zhang, G.; Li, J. Effects of carbides on abrasive wear properties and failure behaviours of high speed steels with different alloy element content. Wear 2017, 376, 968–974. [Google Scholar] [CrossRef]
- Konat, Ł.; Zemlik, M.; Jasiński, R.; Grygier, D. Austenite Grain Growth Analysis in a Welded Joint of High-Strength Martensitic Abrasion-Resistant Steel Hardox 450. Materials 2021, 14, 2850. [Google Scholar] [CrossRef] [PubMed]
- Šípová Snežná Radlica. Available online: http://www.agrowest.cz/produkty/agrometall-celni-snehove-radlice/sipova-radlice-pracovni-sirka-3000-mm (accessed on 8 February 2022).
- Zhrňovací Nôž. Available online: https://detvaservis.sk/brity-na-radlice/ocelove-brity-s-jednostrannym-ukosom/ (accessed on 1 April 2022).
- Steel S355J2G3. Lexikon kovov 2.7, Verlag Dashöfer, Praha, 4/2019. Available online: https://www.dashofer.cz/ (accessed on 6 March 2022).
- Steel 37MnSi5. Lexikon Kovov 2.7, Verlag Dashöfer, Praha, 4/2019. Available online: https://www.dashofer.cz/ (accessed on 6 March 2022).
- HARDOX. Available online: https://www.gamaocel.cz/4861/hardox/ (accessed on 6 March 2022).
- HARDOX Wear Plate. Available online: https://www.ssab.com/products/brands/hardox (accessed on 6 February 2022).
- Ulewicz, R.; Mazur, M.; Bokuvka, O. Structure and Mechanical Properties Offine-grained Steels. Transp. Eng. 2013, 41, 111–115. [Google Scholar] [CrossRef]
- OK 84.58. Available online: https://www.esab-slovakia.sk/sk/sk/products/filler-metals/repair-and-maintenance/hardfacing-alloys/ok-weartrode-55-hd.cfm (accessed on 7 February 2022).
- Vargová, M.; Ťavodová, M. Proposal for modification of a snow ploughshare by hard surfacing to increase its service life. Acta Fac. Tech. Sci. J. Fac. Technol. Zvolen 2020, 2, 59–70. [Google Scholar]
- UTP 690. Available online: https://www.zvarcentrum.sk/obchod_homedir/data/2616/prilohy/UTP%20690.pdf (accessed on 7 February 2022).
- GOST 23.208-79 Ensuring of Wear Resistance of Products. Wear Resistance Testing of Materials by Friction against Loosely Fixed Abrasive Particles. Available online: http://docs.cntd.ru/document/gost-23-208-79 (accessed on 10 February 2022).
- GOST 3647-80 Abrasives. Grain Sizing. Graininess and Fractions. Test Methods. Available online: https://docs.cntd.ru/document/1200016841 (accessed on 10 February 2022).
- Schmidtová, J.; Vacek, V. Applied Statistics; Technical University in Zvolen: Zvolen, Slovakia, 2013; pp. 85–102. [Google Scholar]
- Markechová, D.; Tirbáková, A.; Stehlíková, B. Základy Štatistiky pre Pedagógov; Fakulta Prírodných vied UKF: Nitra, Slovakia, 2011; pp. 115–154. [Google Scholar]
- ISO 6507-1:2018; Metallic Materials—Vickers Hardness Test—Part 1: Test Method. International Organization for Standardization: London, UK, 2018.
- ISO 6508-1:2016; Metallic Materials—Rockwell Hardness Test—Part 1: Test Method. International Organization for Standardization: London, UK, 2018.











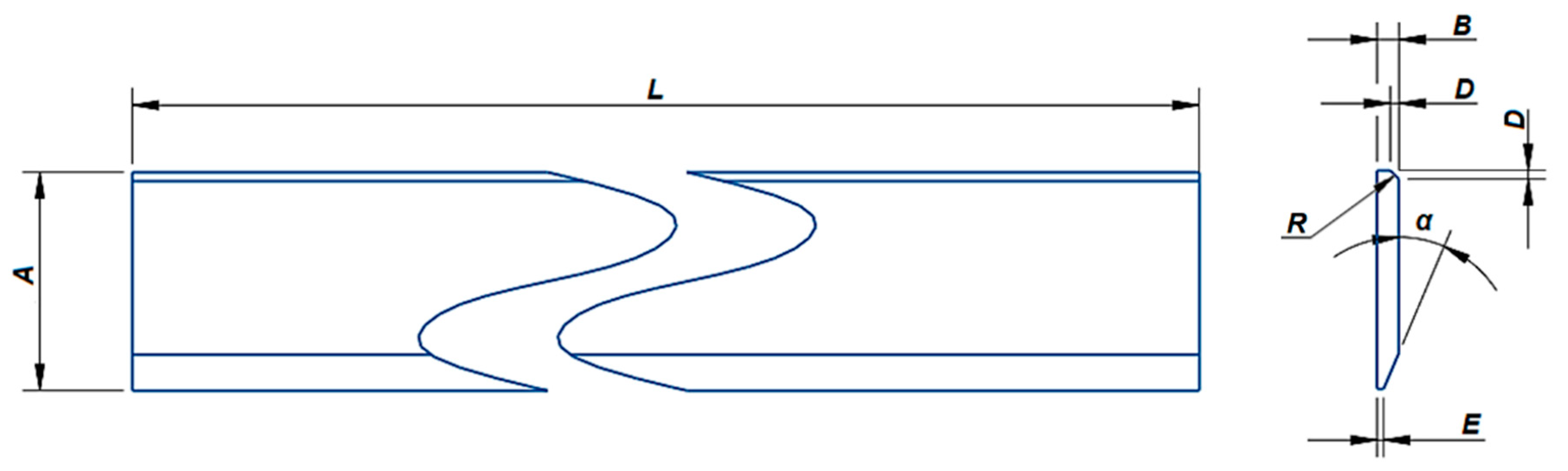
| A (mm) | B (mm) | α (°) | R/D (mm) | E (mm) | L (mm) |
|---|---|---|---|---|---|
| 80–400 | 12–50 | 20.2–24 | R3/5–12 | 3–28 | 6000–6300 |
| Element | C | Mn | Si | Cr | Ni | Cu | Mo | P | S | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| Basic body of the ploughshare (wt.%) | 0.2 | 1.4 | 0.3 | 0.04 | 0.055 | 0.16 | <0.01 | <0.005 | <0.15 | balance |
| Base weld metal (wt.%) | 0.06 | 1.3 | 0.55 | - | - | - | - | - | - | balance |
| Raking blade (wt.%) | 0.33 | 1.24 | 1.36 | - | - | 0.04 | 0.178 | 0.017 | <0.15 | balance |
| Length of the Friction Path in One Cycle R (m) | 153.6 |
| Diameter of rubber cylinder D (mm) | 48.9 |
| Compression force F (N) | 15.48 |
| Cylinder revolutions in one cycle (revolutions) | 1000 |
| Abrasive material | OTTAWA silica sand |
| Hardness Type | 37MnSi5 | S355JG3 | HARDOX 450 | OK 84.58 | UTP 690 |
|---|---|---|---|---|---|
| Vickers hardness (HV 0.5) | 538 ± 40 | 168 ± 20 | 519 ± 30 | 546 ± 40 | 677 ± 40 |
| Rockwell hardness (HRC) | 50 ± 2 | 18 ± 2 | 45 ± 2 | 50 ± 2 | 62 ± 2 |
| Tracked Distance R (m) | Weight Loss (g) | ||||
|---|---|---|---|---|---|
| 37MnSi5 | S355J2G3 | HARDOX 450 | OK 84.58 | UTP 690 | |
| 153.6 | 0.0062 | 0.0158 | 0.0133 | 0.0062 | 0.0022 |
| 307.2 | 0.0088 | 0.0223 | 0.0108 | 0.0075 | 0.0009 |
| 460.8 | 0.0067 | 0.0208 | 0.0091 | 0.0078 | 0.0013 |
| 614.4 | 0.0072 | 0.0145 | 0.0077 | 0.0062 | 0.001 |
| 768.0 | 0.0072 | 0.0126 | 0.0066 | 0.0078 | 0.0011 |
| 921.6 | 0.0043 | 0.0197 | 0.0069 | 0.0072 | 0.0010 |
| 1075.2 | 0.0042 | 0.0133 | 0.0081 | 0.0072 | 0.0008 |
| 1228.8 | 0.0098 | 0.0141 | 0.0076 | 0.0070 | 0.0009 |
| 1382.4 | 0.0053 | 0.0131 | 0.0067 | 0.0050 | 0.0012 |
| 1536.0 | 0.0056 | 0.0118 | 0.0068 | 0.0062 | 0.0012 |
| 1689.6 | 0.0061 | 0.0141 | 0.0072 | 0.0053 | 0.0038 |
| Average weight loss Whi | 0.0064 | 0.0157 | 0.0082 | 0.0066 | 0.0014 |
| Sample Material | 37MnSi5 | S355J2G3 | HARDOX 450 | OK 84.58 | UTP 690 |
|---|---|---|---|---|---|
| Hardness coefficient KT | 0.93 | 0.33 | 0.83 | 0.93 | 1.15 |
| Sample Material | 37MnSi5 | S355J2G3 | HARDOX 450 | OK 84.58 | UTP 690 |
|---|---|---|---|---|---|
| Relative abrasion resistance Ψh | 1 | 1 | 1.91 | 0.97 | 4.57 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vargova, M.; Tavodova, M.; Monkova, K.; Dzupon, M. Research of Resistance of Selected Materials to Abrasive Wear to Increase the Ploughshare Lifetime. Metals 2022, 12, 940. https://doi.org/10.3390/met12060940
Vargova M, Tavodova M, Monkova K, Dzupon M. Research of Resistance of Selected Materials to Abrasive Wear to Increase the Ploughshare Lifetime. Metals. 2022; 12(6):940. https://doi.org/10.3390/met12060940
Chicago/Turabian StyleVargova, Monika, Miroslava Tavodova, Katarina Monkova, and Miroslav Dzupon. 2022. "Research of Resistance of Selected Materials to Abrasive Wear to Increase the Ploughshare Lifetime" Metals 12, no. 6: 940. https://doi.org/10.3390/met12060940