
Influence of the Laser Deposited 316L Single Layers on Corrosion in Physiological Media

 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
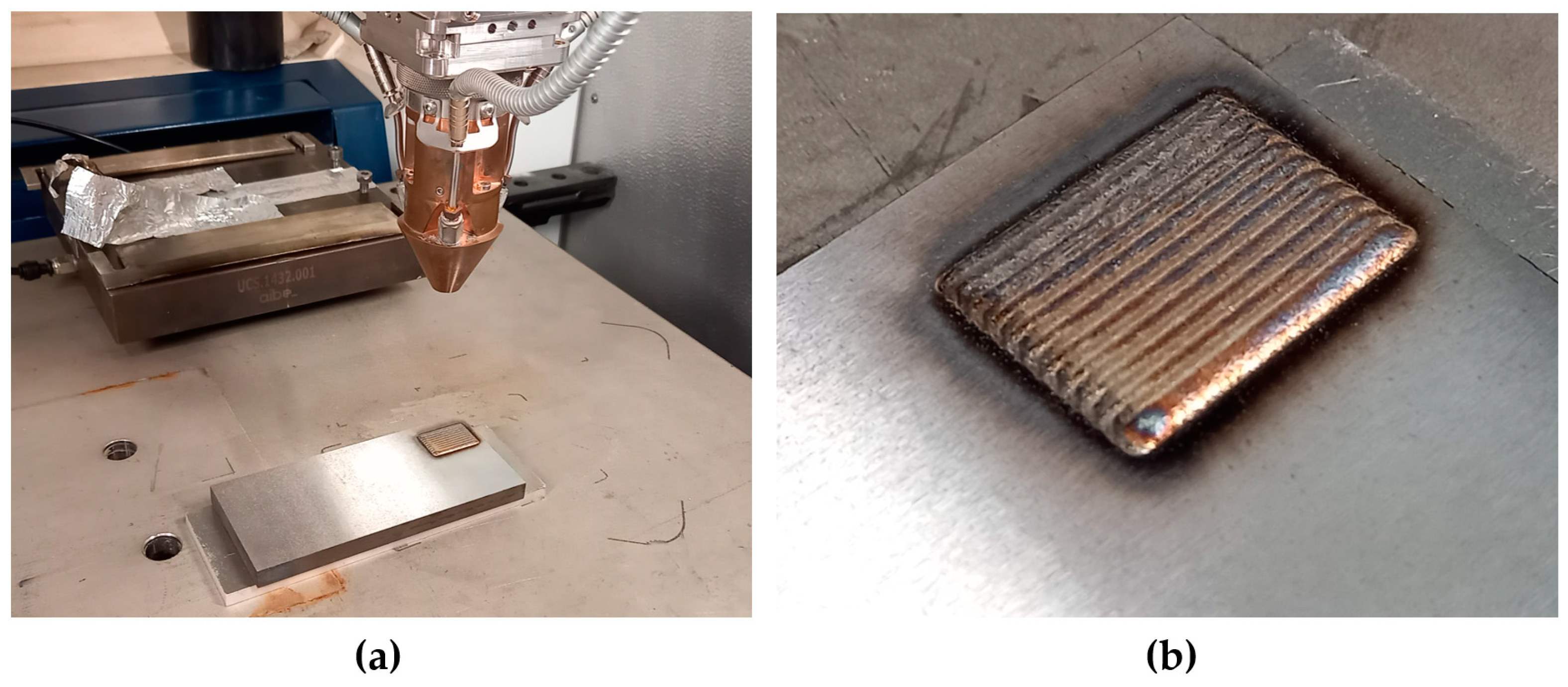
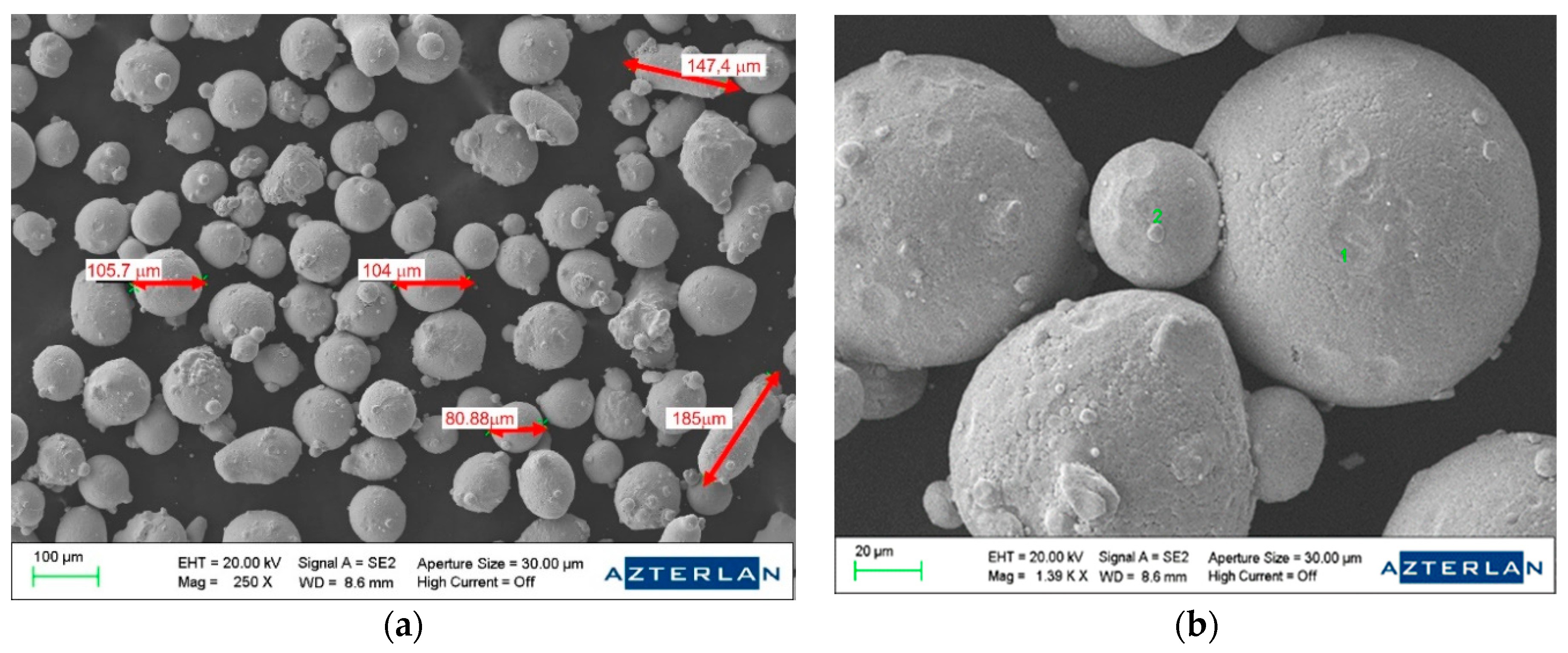
2.1. Specimen Manufacturing
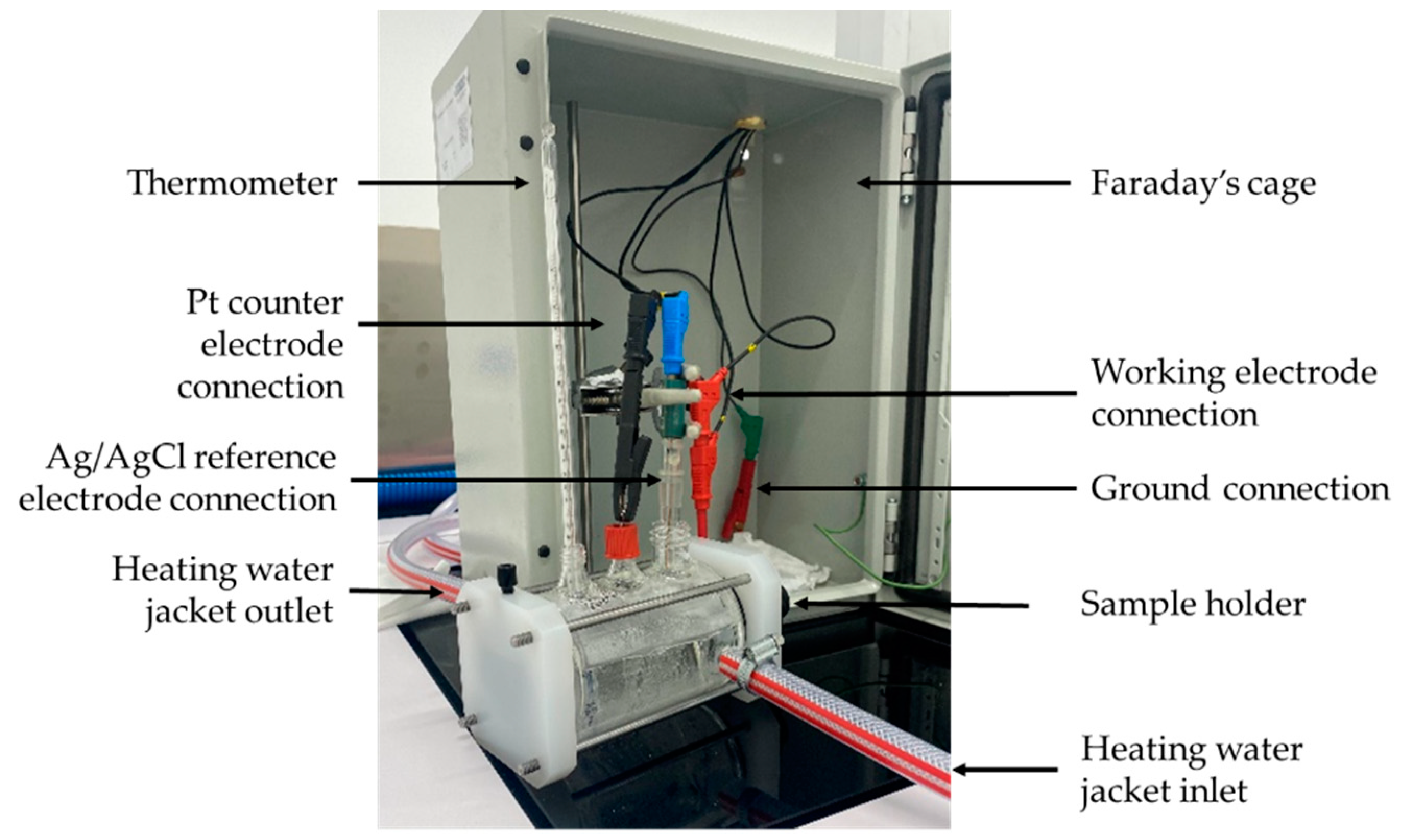
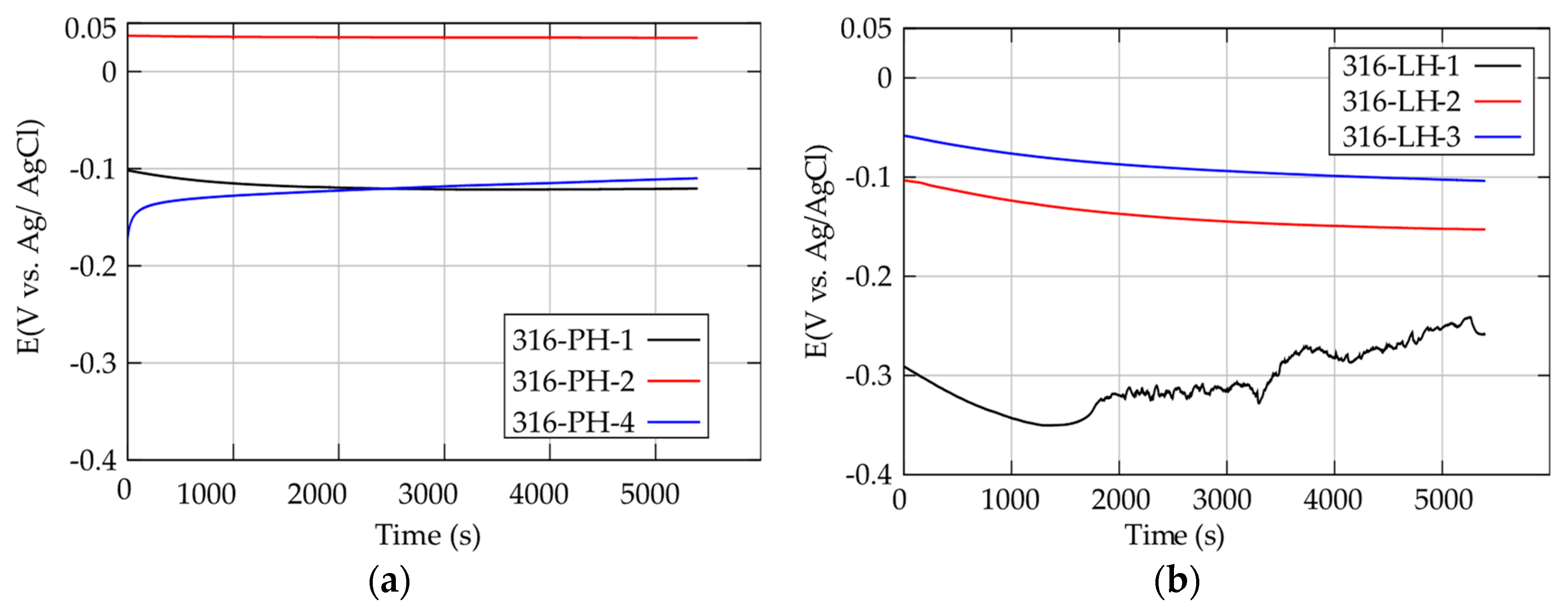
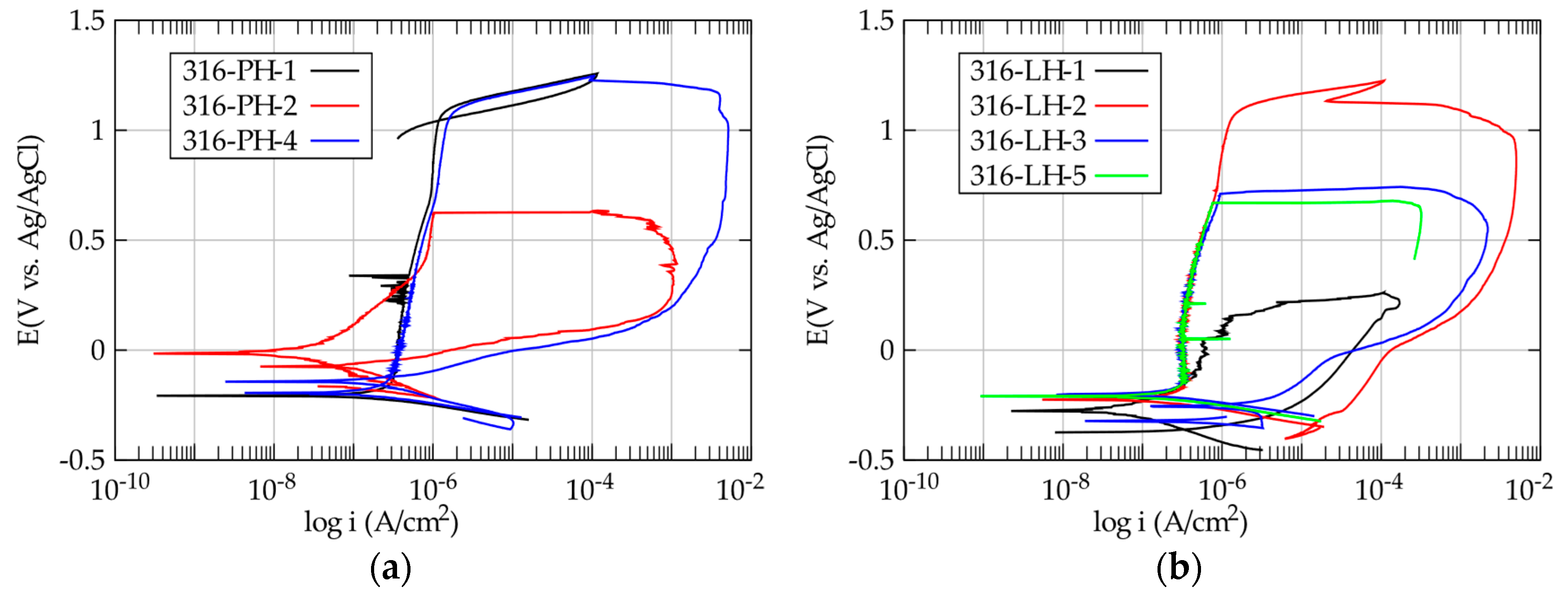
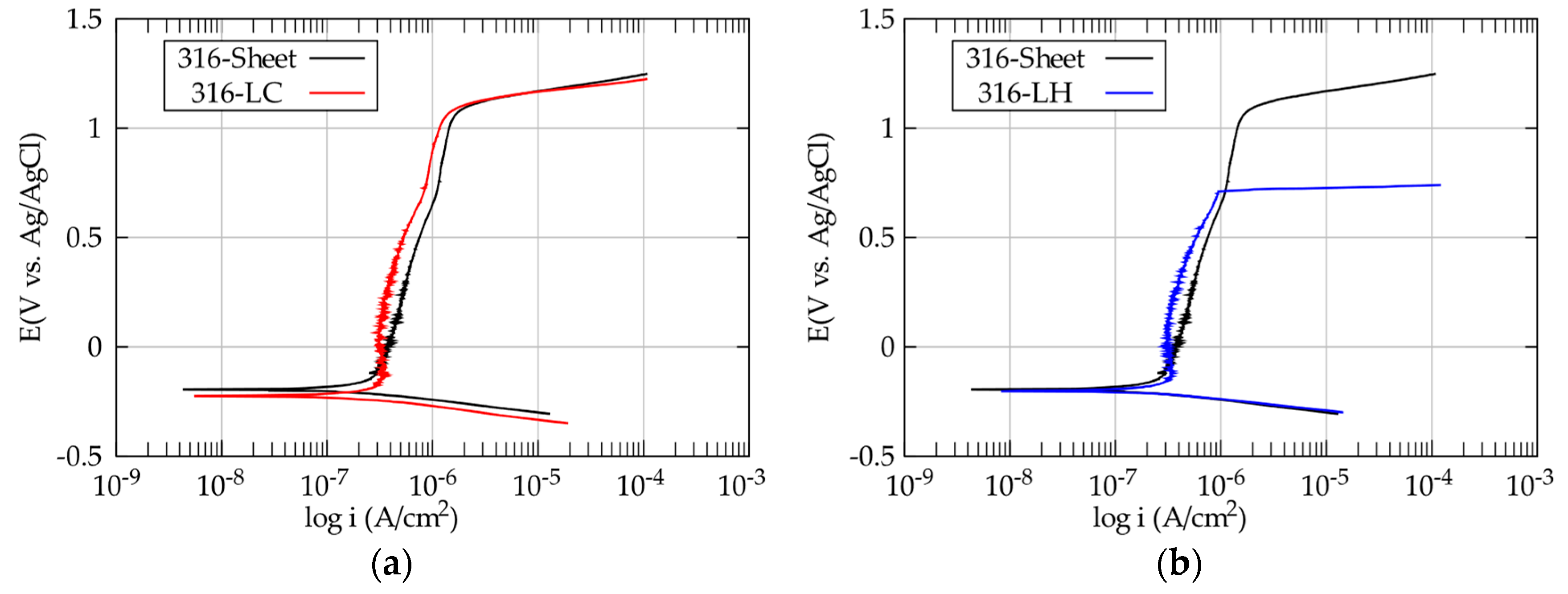
2.2. Corrosion Testing
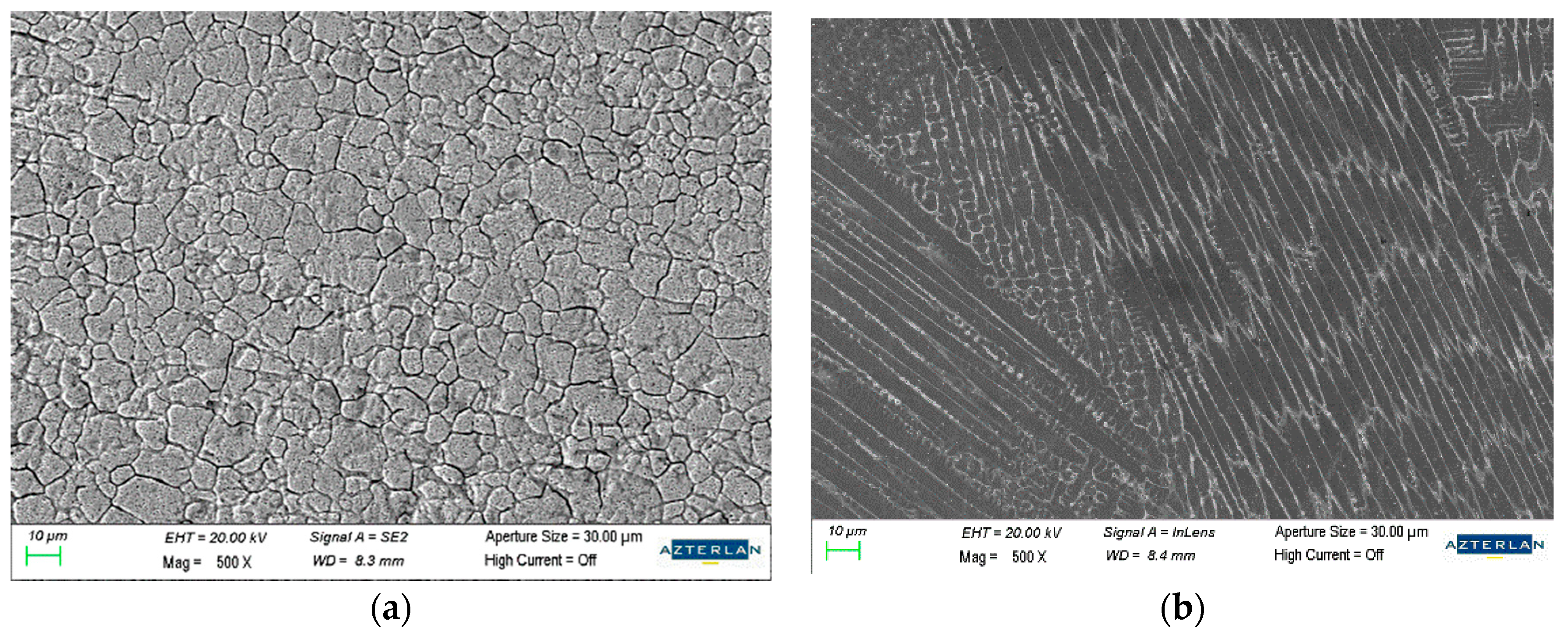
3. Results
4. Discussion
5. Conclusions
- -
- Despite the use of single layers causing a reduction in Cr content and its distribution in the diluted 316L SS LC coating, if the material is cooled down at a sufficient rate the benefit of undercooling apparently exceeds the drawbacks of segregation and dissolved Cr loss.
- -
- The diluted single-layer LC 316L SS coating can perform locally as well as a wrought counterpart.
- -
- All in all, the results are way too disperse, and having a very promising performance locally does not allow the wrought counterpart to be substituted by an LC-coated alternative. The specific conditions employed in this work are not applicable in biomedicine. Just one spot of corrosion becomes the weak chain in the link and would ruin the entire medical device.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ratner, B.D.; Hoffman, A.S.; Schoen, F.J.; Lemons, J.E. Biomaterials Science: An Introduction to Materials in Medicine, 2nd ed.; Elsevier Academic Press: San Diego, CA, USA, 2004; pp. 141–143. [Google Scholar]
- Szczęsny, G.; Kopec, M.; Politis, D.J.; Kowalewski, Z.L.; Łazarski, A.; Szolc, T. A Review on Biomaterials for Orthopaedic Surgery and Traumatology: From Past to Present. Materials 2022, 15, 3622. [Google Scholar] [CrossRef] [PubMed]
- Ibrahim, M.Z.; Sarhan, A.A.D.; Yusuf, F.; Hamdi, M. Biomedical materials and techniques to improve the tribological, mechanical and biomedical properties of orthopedic implants—A review article. J. Alloys Compd. 2017, 714, 636–667. [Google Scholar] [CrossRef]
- Khorasani, M.; Ghasemi, A.H.; Rolfe, B.; Gibson, I. Additive manufacturing a powerful tool for the aerospace industry. Rap. Prot. J. 2022, 28, 87–100. [Google Scholar] [CrossRef]
- Dewidar, M.M.; Khalil, K.A.; Lim, J.K. Processing and mechanical properties of porous 316L stainless steel for biomedical applications. Trans. Nonferrous Met. Soc. China 2007, 17, 468–473. [Google Scholar] [CrossRef]
- Noor, F.; Jamaludin, K.R.K.; Ahmad, S. Fabrication of Porous Stainless Steel 316L for Biomedical Applications. MATEC Web Conf. 2017, 135, 00062. [Google Scholar] [CrossRef] [Green Version]
- Capek, J.; Machová, M.; Fousová, M.; Kubásek, J.; Vojtech, D.; Fojt, J.; Jablonska, E.; Lipov, J.; Rumi, T. Highly porous, low elastic modulus 316L stainless steel scaffold prepared by selective laser melting. Mat. Sci. Eng. C 2016, 69, 631–639. [Google Scholar] [CrossRef] [PubMed]
- Lodhi, M.J.K.; Deen, K.M.; Greenlee-Wacker, M.C.; Haider, W. Additively manufactures 316L stainless steel with improved corrosion resistance and biological response for medical applications. Add. Manuf. 2019, 27, 8–19. [Google Scholar] [CrossRef]
- Cosma, C.; Kessler, J.; Gebhardt, A.; Campbell, I.; Balc, N. Improving the Mechanical Strength of Dental Applications and Lattice Structures SLM Processed. Materials 2020, 13, 905. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Giganto, S.; Martinez-Pellitero, S.; Cuesta, E.; Zapico, P. Proposal of design rules for improving the accuracy of selective laser melting (SLM) manufacturing using benchmark parts. Rap. Prot. J. 2022, 28, 1129–1143. [Google Scholar] [CrossRef]
- Dikici, B.; Topuz, M. Production of Annealed Cold-Sprayed 316L Stainless Steel Coatings for Biomedical Applications and Their in-vitro Corrosion Response. Prot. Met. Phys. Chem. Surf. 2018, 54, 333–339. [Google Scholar] [CrossRef]
- Kumar, A.; Roy, S.K.; Berger, H.; Majumdar, J.D. Laser Surface cladding of Ti-6Al-4V on AISI 316L Stainless Steel for Bio-Implant application. Lasers Eng. 2014, 28, 11–33. [Google Scholar]
- Liu, Y.; Yang, J.; Yang, H.; Li, K.; Qiu, Y.; Zhang, W.; Zhou, S. Cu-bearing 316L stainless steel coatings produced by laser melting deposition: Microstructure and corrosion behavior in simulated body fluids. Surf. Coat. Tech. 2021, 428, 127868. [Google Scholar] [CrossRef]
- Bloemer, P.R.A.; Pacheco, J.T.; Cunha, A.; Veiga, M.T.; de Moura Filho, O.C.; Meura, V.H.; Teixeira, M.F. Laser Cladding of Inconel 625 on AISI 316L: Microstructural and Mechanical Evaluation of Parameters Estimated by Empirical-Statistical Model. JMEPEG 2022, 31, 211–220. [Google Scholar] [CrossRef]
- Muro, M.; Leunda, J.; Artola, G.; Soriano, C. Microstructural Tuning of a Laser-Cladding Layer by Means of a Mix of Commercial Inconel 625 and AISI H13 Powders. Materials 2019, 12, 544. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Latifi, A.; Imani, M.; Khorasani, M.T.; Joupari, M.D. Electrochemical and chemical methods for improving surface characteristics of 316L stainless steel for biomedical applications. Suf. Coat. Tech. 2013, 221, 1–12. [Google Scholar] [CrossRef]
- Majumdar, J.D.; Kumar, A.; Pityana, S.; Manna, I. Laser Surface Melting of AISI 316L Stainless Steel for Bio-implant Application. Proc. Natl. Acad. Sci. India Sect. A Phys. Sci. 2018, 88, 387–403. [Google Scholar] [CrossRef]
- Hryniewicz, T.; Rokosz, K. Corrosion resistance of magnetoelectropolished AISI 316L SS biomaterial. Anti-Corr. Meth. Mats. 2014, 61, 57–64. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Mn | Si | S | P | Cr | Ni | Mo |
|---|---|---|---|---|---|---|---|---|
| CR 316L SS | 0.010 | 1.22 | 0.13 | <0.005 | <0.015 | 17.1 | 11.8 | 2.51 |
| 316L SS powder | 0.011 | 1.49 | 2.30 | <0.005 | <0.015 | 17.0 | 12.0 | 2.95 |
| 42CrMo4 plate | 0.42 | 0.75 | 0.20 | <0.005 | <0.015 | 1.10 | - | 0.22 |
| LC specimens | 0.041 | 1.28 | 2.10 | <0.005 | <0.015 | 15.1 | 10.8 | 2.63 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Garate, U.; Mardaras, E.; González, R.; Arrizubieta, J.I.; Artola, G.; Aldazabal, J. Influence of the Laser Deposited 316L Single Layers on Corrosion in Physiological Media. Metals 2022, 12, 1047. https://doi.org/10.3390/met12061047
Garate U, Mardaras E, González R, Arrizubieta JI, Artola G, Aldazabal J. Influence of the Laser Deposited 316L Single Layers on Corrosion in Physiological Media. Metals. 2022; 12(6):1047. https://doi.org/10.3390/met12061047
Chicago/Turabian StyleGarate, Unai, Enara Mardaras, Rodolfo González, Jon Iñaki Arrizubieta, Garikoitz Artola, and Javier Aldazabal. 2022. "Influence of the Laser Deposited 316L Single Layers on Corrosion in Physiological Media" Metals 12, no. 6: 1047. https://doi.org/10.3390/met12061047