
Characteristics Analysis of Fluid Flow and Heating Rate of a Molten Bath Utilizing a Unified Model in a DC EAF

Abstract
:1. Introduction
2. Mathematical Model
2.1. Numerical Assumptions
- The plasma arc was optically thin and it satisfied the LTE state.
- The plasma arc was free-burning in an air atmosphere without considering the foamy slag. Its properties were treated as temperature-dependent, because the air density–temperature behavior showed considerable departure from the ideal gas law under plasma arc conditions [23].
- The interface between the plasma arc and molten bath was flat under the initial conditions, and its deformation was estimated by iteration of the numerical calculation.
- The molten steel evaporation at the interface was ignored for simplicity of the model.
- Buoyance in the molten bath was formulated by a Boussinesq approximation.
2.2. Governing Equations
2.3. Computational Domain
2.4. Boundary Conditions
2.4.1. Interface of Plasma Arc and Molten Bath
2.4.2. Heat and Momentum Transfer at the Interface
2.4.3. Cathode Spot of Graphite Electrode
2.4.4. External Boundary Conditions
2.5. Solution Methods and Material Properties
3. Results and Discussion
3.1. Model Validation
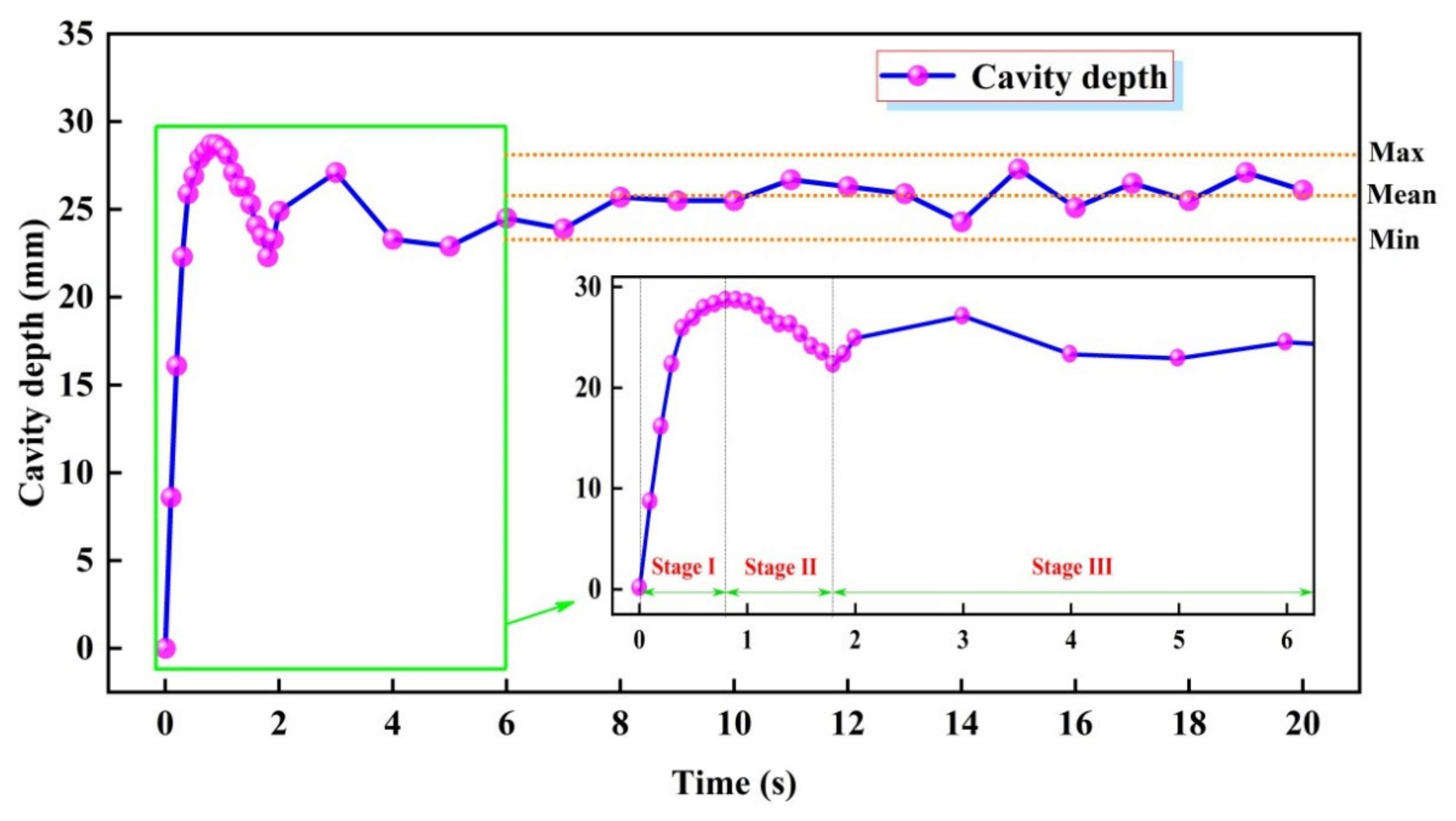
3.2. Formation Processes of Cavity
3.3. Flow Field of Molten Bath
3.4. Heating Rate of Molten Bath
4. Conclusions
- The formation processes of cavity contained three stages, namely the expansion, compression, and dynamic equilibrium stages. The arc pressure and plasma shear stress both contributed to the cavity formation, and dominated the expansion of the cavity’s depth and diameter, respectively.
- The variation law of the cavity depth with different process parameters was , α = 0.8~0.9, preferably 0.85.
- Under plasma arc jet impingement, there were two flow patterns inside the molten bath: (i) a clockwise eddy on the top surface and lateral part of the molten bath dominated by plasma shear stress, and (ii) a counter-clockwise eddy in the bottom part of the molten bath dominated by the electromagnetic force.
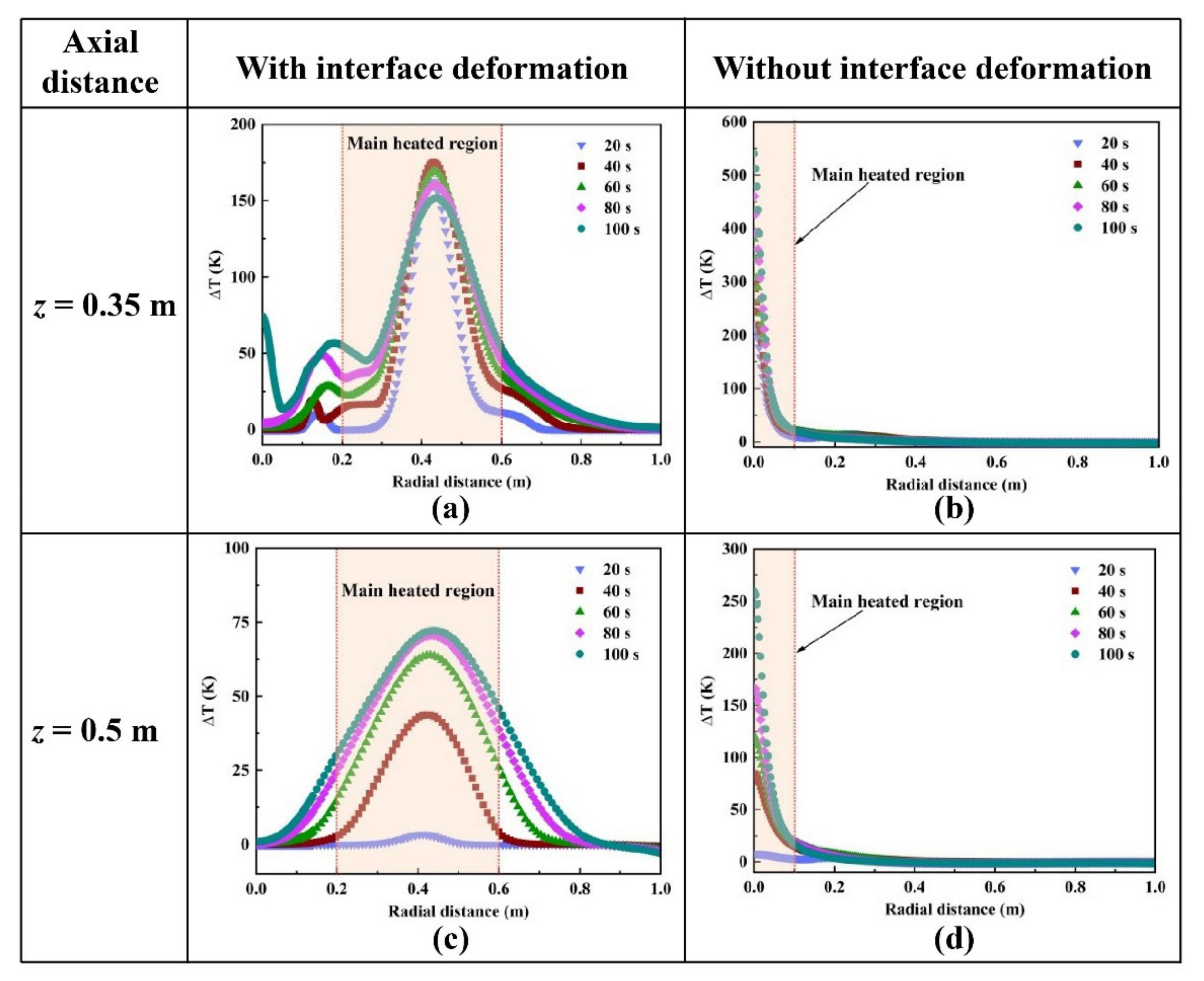
- The characteristic of the heating rate of the molten bath was closely related to the interface deformation. In the radial direction, the main heated region was 0.2–0.6 m, far away from the axis of the plasma arc, and a high-temperature region was formed on the top surface of the molten bath due to the energy transportation promoted by the plasma shear stress.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| Radial magnetic potential vector | |
| Axial magnetic potential vector | |
| Azimuthal component of the magnetic field | |
| Specific heat | |
| D | The diameter of cavity |
| Electron charge | |
| H | Cavity depth |
| Arc current | |
| Average current density in the cathode spot | |
| Stefan–Boltzmann constant | |
| Arc length | |
| The radius of the cathode spot | |
| Radiation loss | |
| Temperature | |
| Time | |
| Anode fall | |
| Radial velocity component | |
| Axial velocity component | |
| Greek symbols | |
| Volume fraction of the qth phase | |
| Thermal expansion coefficient | |
| Dynamic viscosity | |
| Permeability of vacuum | |
| Effective viscosity | |
| Mass density | |
| Electric conductivity | |
| Electric potential | |
| Work function | |
| Abbreviations | |
| CFD | Computational fluid dynamics |
| CSF | Continuum surface force |
| DC | Direct current |
| EAF | Electric arc furnace |
| LTE | Local thermodynamic equilibrium |
| RNG | Renormalization group |
| UDF | User defined function |
| VOF | Volume of fluid |
References
- Teng, L.; Meador, M.; Ljungqvist, P. Application of New Generation Electromagnetic Stirring in Electric Arc Furnace. Steel Res. Int. 2016, 88, 1600202. [Google Scholar] [CrossRef]
- Hay, T.; Echterhof, T.; Visuri, V.-V. Development of an Electric Arc Furnace Simulator Based on a Comprehensive Dynamic Process Model. Processes 2019, 7, 852. [Google Scholar] [CrossRef] [Green Version]
- Hay, T.; Visuri, V.-V.; Aula, M.; Echterhof, T. A Review of Mathematical Process Models for the Electric Arc Furnace Process. Steel Res. Int. 2020, 92, 2000395. [Google Scholar] [CrossRef]
- Li, J.; Provatas, N. Kinetics of Scrap Melting in Liquid Steel: Multipiece Scrap Melting. Met. Mater. Trans. A 2008, 39, 268–279. [Google Scholar] [CrossRef]
- Memoli, F.; Guzzon, M.; Giavani, C. The evolution of preheating and the importance of hot heel in supersized consteel® systems. Iron Steel Technol. 2011, 9, 823–832. [Google Scholar]
- Toulouevski, Y.N.; Zinurov, I.Y. Analysis of technologies and designs of the EAF as an aggregate for heating and melting of scrap. In Fuel Arc Furnace (FAF) for Effective Scrap Melting; Springer: Singapore, 2017; pp. 7–39. [Google Scholar] [CrossRef]
- Cano-Plata, E.A.; Ustariz-Farfan, A.J.; Arango-Lemoine, C. EAF Arc Stability Through the Use of UPFCs. IEEE Trans. Ind. Appl. 2019, 55, 6624–6632. [Google Scholar] [CrossRef]
- Stopar, K.; Kovačič, M.; Kitak, P.; Pihler, J. Electric arc modeling of the EAF using differential evolution algorithm. Mater. Manuf. Process. 2017, 32, 1189–1200. [Google Scholar] [CrossRef]
- Gruber, J.C.; Echterhof, T.; Pfeifer, H. Investigation on the Influence of the Arc Region on Heat and Mass Transport in an EAF Freeboard using Numerical Modeling. Steel Res. Int. 2015, 87, 15–28. [Google Scholar] [CrossRef]
- Wei, G.; Zhu, R.; Tang, T.; Dong, K. Study on the melting characteristics of steel scrap in molten steel. Ironmak. Steelmak. 2018, 46, 609–617. [Google Scholar] [CrossRef]
- Penz, F.M.; Schenk, J. A Review of Steel Scrap Melting in Molten Iron-Carbon Melts. Steel Res. Int. 2019, 90, 1900124. [Google Scholar] [CrossRef]
- Xi, X.; Yang, S.; Li, J.; Wu, J.; Zhao, M.; Ye, M. Physical model experiment and theoretical analysis of scrap melting process in electric arc furnace combined blowing system. Ironmak. Steelmak. 2019, 47, 748–756. [Google Scholar] [CrossRef]
- Odenthal, H.-J.; Kemminger, A.; Krause, F.; Sankowski, L.; Uebber, N.; Vogl, N. Review on Modeling and Simulation of the Electric Arc Furnace (EAF). Steel Res. Int. 2017, 89, 1700098. [Google Scholar] [CrossRef]
- Yang, M.; Liu, H.; Qi, B. The surface depression and temperatures in molten pool with pulsed arc welding. J. Manuf. Process. 2018, 37, 130–138. [Google Scholar] [CrossRef]
- González, O.J.P.; Ramírez-Argáez, M.A.; Conejo, A.N. Effect of Arc Length on Fluid Flow and Mixing Phenomena in AC Electric Arc Furnaces. ISIJ Int. 2010, 50, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Logar, V.; Škrjanc, I. Modeling and Validation of the Radiative Heat Transfer in an Electric Arc Furnace. ISIJ Int. 2012, 52, 1225–1232. [Google Scholar] [CrossRef] [Green Version]
- Szekely, J.; Mckelliget, J.; Choudhary, M. Heat Transfer Fluid Flow and Bath Circulation in Electric Arc Furnaces and DC Plasma Furnaces. Ironmak. Steelmak. 1983, 10, 169. [Google Scholar]
- Wang, F.; Jin, Z.; Zhu, Z. Numerical study of dc arc plasma and molten bath in dc electric arc furnace. Ironmak. Steelmak. 2006, 33, 39–44. [Google Scholar] [CrossRef]
- Fathi, A.; Saboohi, Y.; Škrjanc, I.; Logar, V. Low Computational-complexity Model of EAF Arc-heat Distribution. ISIJ Int. 2015, 55, 1353–1360. [Google Scholar] [CrossRef] [Green Version]
- Alexis, J.; Ramirez, M.; Trapaga, G.; Jonsson, P. Modeling of a DC Electric Arc Furnace. Heat Transfer from the Arc. ISIJ Int. 2000, 40, 1089–1097. [Google Scholar] [CrossRef]
- Dong, Q.; Zhang, J. Simulation of fluid flow and heat transfer in plasma ARC region of AC electric ARC furnace. In CFD Modeling and Simulation in Materials Processing 2016; Nastac, L., Zhang, L., Thomas, B.G., Zhu, M., Ludwig, A., Sabau, A.S., Pericleous, K., Combeau, H., Eds.; Springer: Cham, Switzerland, 2016; pp. 35–42. [Google Scholar] [CrossRef]
- Kurimoto, H.; Mondal, H.N.; Morisue, T. Analysis of Velocity and Temperature Fields of Molten Metal in DC Electric Arc Furnace. J. Chem. Eng. Jpn. 1996, 29, 75–81. [Google Scholar] [CrossRef] [Green Version]
- Qian, F.; Farouk, B.; Mutharasan, R. Modeling of fluid flow and heat transfer in the plasma region of the dc electric arc furnace. Met. Mater. Trans. A 1995, 26, 1057–1067. [Google Scholar] [CrossRef]
- Ramírez, M.; Alexis, J.; Trápaga-Martínez, L.G.; Jönsson, P.; McKelliget, J. Mathematical Modeling of Iron and Steel Making Processes. Modeling of a DC Electric Arc Furnace. Mixing in the Bath. ISIJ Int. 2001, 41, 1146–1155. [Google Scholar] [CrossRef] [Green Version]
- Lowke, J.J.; Tanaka, M. ‘LTE-diffusion approximation’ for arc calculations. J. Phys. D Appl. Phys. 2006, 39, 3634–3643. [Google Scholar] [CrossRef]
- Yao, C.-L.; Zhu, H.-C.; Jiang, Z.-H.; Pan, T. Numerical Analysis of Fluid Flow and Heat Transfer by Means of a Unified Model in a Direct Current Electric Arc Furnace. Steel Res. Int. 2021, 2000664. [Google Scholar] [CrossRef]
- Naghizadeh-Kashani, Y.; Cressault, Y.; Gleizes, A. Net emission coefficient of air thermal plasmas. J. Phys. D Appl. Phys. 2002, 35, 2925–2934. [Google Scholar] [CrossRef]
- El-Hadj, A.A.; Messaoudene, N.A. Comparison between Two Turbulence Models and Analysis of the Effect of the Substrate Movement on the Flow Field of a Plasma Jet. Plasma Chem. Plasma Process. 2005, 25, 699–722. [Google Scholar] [CrossRef]
- Yu, J.; Jiang, Z.; Liu, F.; Chen, K.; Li, H.; Geng, X. Effects of Metal Droplets on Electromagnetic Field, Fluid Flow and Temperature Field in Electroslag Remelting Process. ISIJ Int. 2017, 57, 1205–1212. [Google Scholar] [CrossRef] [Green Version]
- Liu, F.-B.; Yu, J.; Li, H.-B.; Jiang, Z.-H.; Geng, X. Numerical Simulation of the Magneto-Hydrodynamic Two-Phase Flow and Heat Transfer during Electroslag Remelting Hollow Ingot Process. Steel Res. Int. 2020, 91, 1900628. [Google Scholar] [CrossRef]
- Li, Y.; Wang, L.; Wu, C. A novel unified model of keyhole plasma arc welding. Int. J. Heat Mass Transf. 2019, 133, 885–894. [Google Scholar] [CrossRef]
- Pan, J.; Hu, S.; Yang, L.; Li, H. Simulation and analysis of heat transfer and fluid flow characteristics of variable polarity GTAW process based on a tungsten–arc-specimen coupled model. Int. J. Heat Mass Transf. 2016, 96, 346–352. [Google Scholar] [CrossRef]
- Wu, D.; Tashiro, S.; Hua, X.; Tanaka, M. Analysis of the energy propagation in the keyhole plasma arc welding using a novel fully coupled plasma arc-keyhole-weld pool model. Int. J. Heat Mass Transf. 2019, 141, 604–614. [Google Scholar] [CrossRef]
- Wu, D.; Tashiro, S.; Hua, X.; Tanaka, M. Coupled mechanisms of the keyhole, energy transfer and compositional change associated with the variable polarity plasma arc process. J. Phys. D Appl. Phys. 2020, 54, 115204. [Google Scholar] [CrossRef]
- Lago, F.; Gonzalez, J.J.; Freton, P.; Gleizes, A. A numerical modelling of an electric arc and its interaction with the anode: Part I. The two-dimensional model. J. Phys. D Appl. Phys. 2004, 37, 883–897. [Google Scholar] [CrossRef]
- Brackbill, J.U.; Kothe, D.B.; Zemach, C. A continuum method for modeling surface tension. J. Comput. Phys. 1992, 100, 335–354. [Google Scholar] [CrossRef]
- Capitelli, M.; Colonna, G.; Gorse, C.; D’Angola, A. Transport properties of high temperature air in local thermodynamic equilibrium. Eur. Phys. J. D 2000, 11, 279–289. [Google Scholar] [CrossRef]
- Dorraki, N.; Niayesh, K. Optical investigation on pre-strike arc characteristics in medium-voltage load break switches. J. Phys. D Appl. Phys. 2021, 54, 255503. [Google Scholar] [CrossRef]
- Träuble, F.; Millmore, S.T.; Nikiforakis, N. An improved equation of state for air plasma simulations. Phys. Fluids 2021, 33, 036112. [Google Scholar] [CrossRef]
- Liu, J.; Zhang, Q.; Yan, J.D.; Zhong, J.; Fang, M.T.C. Analysis of the characteristics of DC nozzle arcs in air and guidance for the search of SF6replacement gas. J. Phys. D Appl. Phys. 2016, 49, 435201. [Google Scholar] [CrossRef]
- Sary, G.; Dufour, G.; Rogier, F.; Kourtzanidis, K. Modeling and Parametric Study of a Plasma Synthetic Jet for Flow Control. AIAA J. 2014, 52, 1591–1603. [Google Scholar] [CrossRef]
- Liu, F.; Zhu, R.; Dong, K.; Bao, X.; Fan, S. Simulation and Application of Bottom-Blowing in Electrical Arc Furnace Steelmaking Process. ISIJ Int. 2015, 55, 2365–2373. [Google Scholar] [CrossRef] [Green Version]
- Ahlers, V.; Timm, K. Untersuehungen von Frei Brennenden Gleiehstroliehthogen Bis 12MW an Electrostahlofen. Elektrowarme Int. 1987, 45, 224–235. [Google Scholar]
- Yang, J.; Yan, L.; Wu, Z. Magnetohydrodynamics (MHD) applications to DC arc furnace. Iron Steel 1996, 31, 14–17. (In Chinese) [Google Scholar]
- Maecker, H. Plasmastrmungen in Lichtbgen infolge eigenmagnetischer Kompression. Ztschrift für Physik 1955, 141, 198–216. [Google Scholar] [CrossRef]
- Nanjo, T. Steelmaking EAF Equipment and High Benefit Operation; Metallurgical Industry Press: Beijing, China, 2000; p. 79. (In Chinese) [Google Scholar]
- Zhu, Y. Steelmaking Technology of DC Electric Arc Furnace; Metallurgical Industry Press: Beijing, China, 1997; p. 74. (In Chinese) [Google Scholar]
- Lee, M.; Whitney, V.; Molloy, N. Jet-liquid interaction in a steelmaking electric arc furnace. Scand. J. Met. 2001, 30, 330–336. [Google Scholar] [CrossRef]
- Cao, L.; Liu, Q.; Wang, Z.; Li, N. Interaction behaviour between top blown jet and molten steel during BOF steelmaking process. Ironmak. Steelmak. 2016, 45, 239–248. [Google Scholar] [CrossRef]
- Sun, J.; Zhang, J.; Lin, W.; Cao, L.; Feng, X.; Liu, Q. Effect of Impact Cavity Shape Induced by Supersonic Oxygen Jet on the Dynamic Characteristics of Molten Bath in Converter. Steel Res. Int. 2021, 92, 2100179. [Google Scholar] [CrossRef]
- Sabah, S.; Brooks, G. Splashing in Oxygen Steelmaking. ISIJ Int. 2014, 54, 836–844. [Google Scholar] [CrossRef] [Green Version]
- Asahara, N.; Naito, K.-I.; Kitagawa, I.; Matsuo, M.; Kumakura, M.; Iwasaki, M. Fundamental Study on Interaction between Top Blown Jet and Liquid Bath. Steel Res. Int. 2011, 82, 587–594. [Google Scholar] [CrossRef]
- Wu, D.; Van Nguyen, A.; Tashiro, S.; Hua, X.; Tanaka, M. Elucidation of the weld pool convection and keyhole formation mechanism in the keyhole plasma arc welding. Int. J. Heat Mass Transf. 2018, 131, 920–931. [Google Scholar] [CrossRef]
- Wu, D.; Tashiro, S.; Wu, Z.; Nomura, K.; Hua, X.; Tanaka, M. Analysis of heat transfer and material flow in hybrid KPAW-GMAW process based on the novel three dimensional CFD simulation. Int. J. Heat Mass Transf. 2019, 147, 118921. [Google Scholar] [CrossRef]
- Wang, X.; Luo, Y.; Fan, D. Investigation of heat transfer and fluid flow in high current GTA welding by a unified model. Int. J. Therm. Sci. 2019, 142, 20–29. [Google Scholar] [CrossRef]
- Wang, Y.; Shi, Q.; Tsai, H.L. Modeling of the effects of surface-active elements on flow patterns and weld penetration. Met. Mater. Trans. A 2001, 32, 145–161. [Google Scholar] [CrossRef]
- Zhou, X.; Ersson, M.; Zhong, L.; Jonsson, P. Optimization of Combined Blown Converter Process. ISIJ Int. 2014, 54, 2255–2262. [Google Scholar] [CrossRef] [Green Version]
- Zhou, X.; Ersson, M.; Zhong, L.; Yu, J.; Jönsson, P. Mathematical and Physical Simulation of a Top Blown Converter. Steel Res. Int. 2013, 85, 273–281. [Google Scholar] [CrossRef]
- Wei, G.; Zhu, R.; Dong, K.; Ma, G.; Cheng, T. Research and Analysis on the Physical and Chemical Properties of Molten Bath with Bottom-Blowing in EAF Steelmaking Process. Met. Mater. Trans. A 2016, 47, 3066–3079. [Google Scholar] [CrossRef]
- Deng, S.; Xu, A.; Yang, G.; Wang, H. Analyses and Calculation of Steel Scrap Melting in a Multifunctional Hot Metal Ladle. Steel Res. Int. 2018, 90, 1800435. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Boundary | ν (m·s−1) | Τ (Κ) | φ (V) | A (T·m) |
|---|---|---|---|---|
| Aa | - | 4000 | Equation (18) | |
| aB | - | 1800 | ||
| BC | - | 1800 | ||
| CD | - | 1573 | ||
| DE | - | 1573 | 0 | |
| EF | - | 1773 | 0 | |
| FG | - | 1773 | ||
| GH | - | 1773 | 0 |
| Parameters | Value |
|---|---|
| Density (kg·m−3) | 7200 |
| Viscosity (kg·m−1·s−1) | 0.0065 |
| Thermal conductivity (W·m−1·K−1) | 15 |
| Specific heat (J·kg−1·K−1) | 670 |
| Thermal expansion coefficient (K−1) | 1.4 × 10−4 |
| Electric conductivity (Ω−1·m−1) | 714,000 |
| Surface tension (N·m−1) | 1.6 |
| Reference temperature (K) | 1800 |
| Anode fall, Va (V) | 4 |
| Work function, φa (V) | 4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yao, C.; Jiang, Z.; Zhu, H.; Pan, T. Characteristics Analysis of Fluid Flow and Heating Rate of a Molten Bath Utilizing a Unified Model in a DC EAF. Metals 2022, 12, 390. https://doi.org/10.3390/met12030390
Yao C, Jiang Z, Zhu H, Pan T. Characteristics Analysis of Fluid Flow and Heating Rate of a Molten Bath Utilizing a Unified Model in a DC EAF. Metals. 2022; 12(3):390. https://doi.org/10.3390/met12030390
Chicago/Turabian StyleYao, Conglin, Zhouhua Jiang, Hongchun Zhu, and Tao Pan. 2022. "Characteristics Analysis of Fluid Flow and Heating Rate of a Molten Bath Utilizing a Unified Model in a DC EAF" Metals 12, no. 3: 390. https://doi.org/10.3390/met12030390