
Impact of Cladding Technology on Residual Stresses within the Renovation of High Pressure Die Casting Molds




Abstract
:1. Introduction
2. Materials and Methods
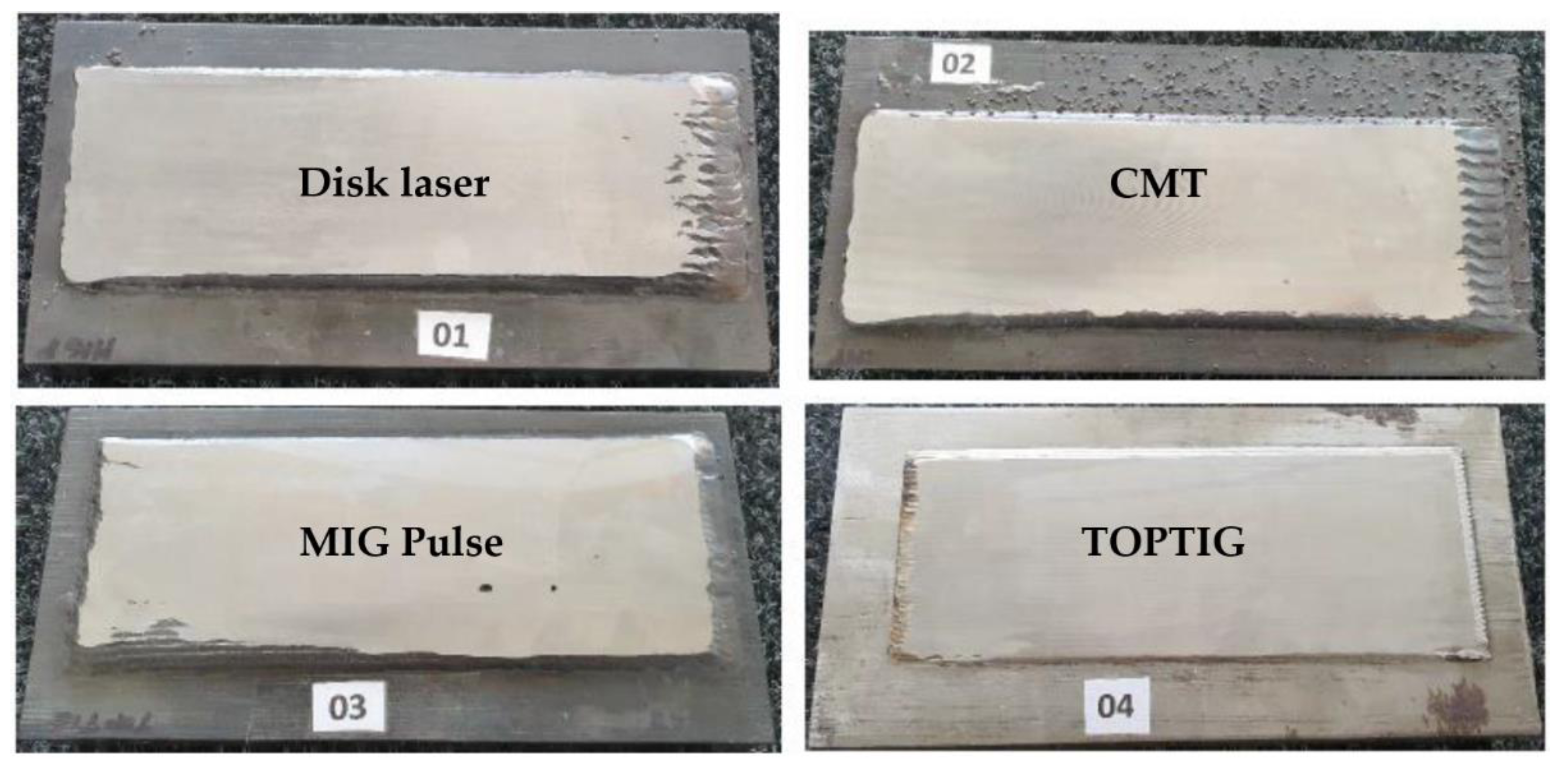
2.1. Cladding Technologies
- Disk laser
- Focal length 200 mm,
- Laser light cable diameter 400 µm,
- Laser power 1.8 kW,
- Cladding speed 10 mm/s,
- Focusing + 6 mm,
- Wire feed speed 70 cm/min,
- Shielding gas flow rate Ar 30 L/min,
- The cladding was performed without preheating.
- CMT technology
- Cladding current 224 A,
- Cladding voltage 23.2 V,
- Wire feed speed 6.5 m/min,
- Cladding speed 8 mm/s,
- Arc length correction 15%,
- Dynamics correction 0.3,
- Shielding gas flow rate Ar 15 L/min,
- Moving the welding torch between cladded caterpillar 5.5 mm,
- Distance between torch and surface 14 mm.
- MIG Pulse
- Cladding current 196 A,
- Cladding voltage 23.8 V,
- Wire feed speed 6,5 m/min,
- Cladding speed 8 mm/s,
- Arc length correction 3%,
- Pulse/Dynamics correction 0/0,
- Shielding gas flow rate Ar 30 L/min,
- Moving the welding torch between cladded caterpillar 5 mm,
- Distance between torch and surface 19 mm,
- The base material was preheated to 300 °C before cladding.
- TOPTIG
- Cladding current 200 A,
- Cladding voltage 15 V,
- Wire feed speed 1.2 m/min,
- Cladding speed 5 mm/s,
- Shielding gas flow rate Ar 15 L/min,
- Pre-blow: 2.5 s; After-blow 8.5 s,
- Tungsten electrode: type WLa 15, diameter ø 2.4 mm,
- Overhang tungsten electrode 5 mm,
- Distance between electrode and surface 5 mm,
- Electrode movement between caterpillar 3 mm.
2.2. Heat Treatment and Final Machining
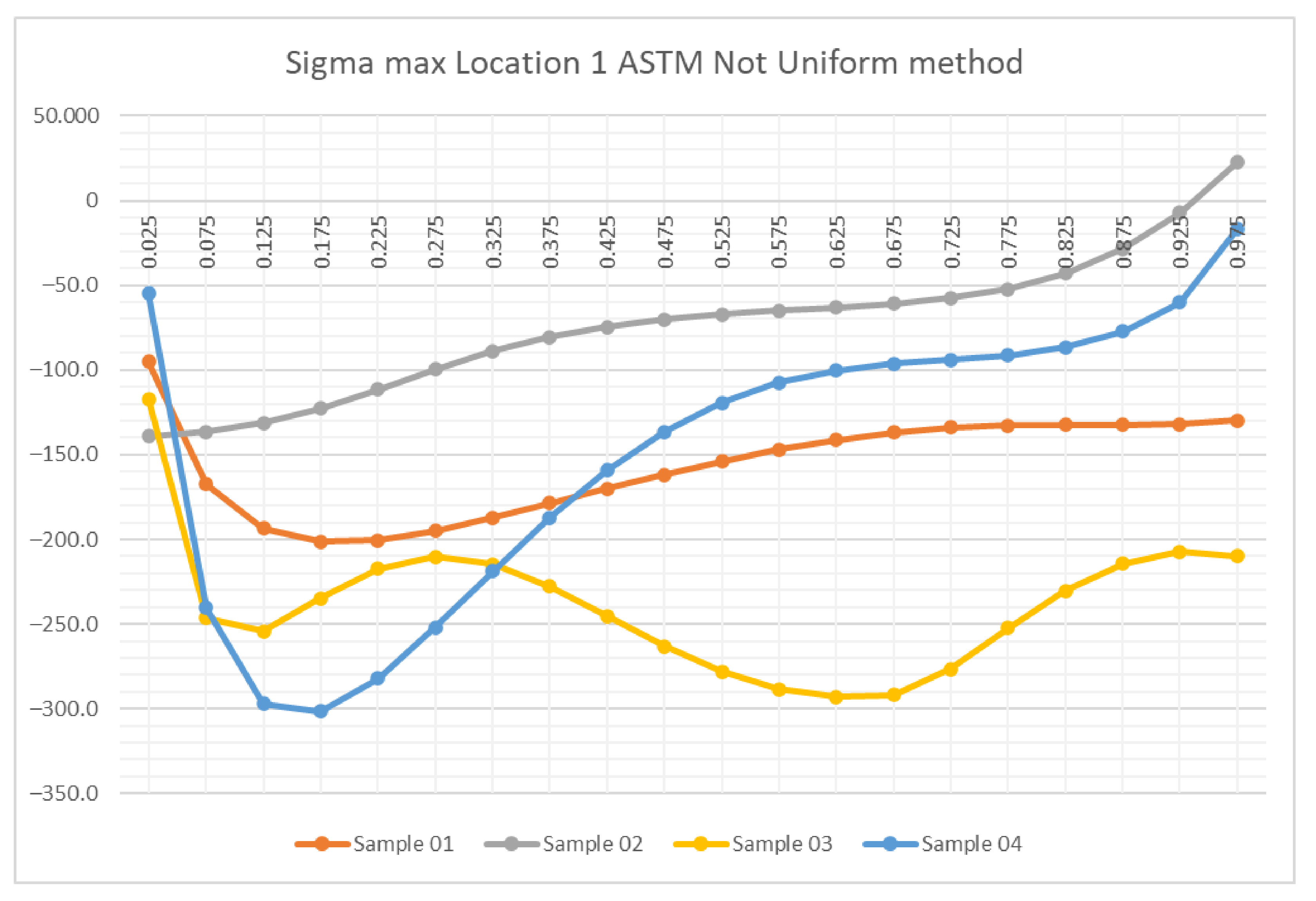
- Sample 01–4.3 mm,
- Sample 02–4.5 mm,
- Sample 03–1.1 mm,
- Sample 04–1.8 mm.
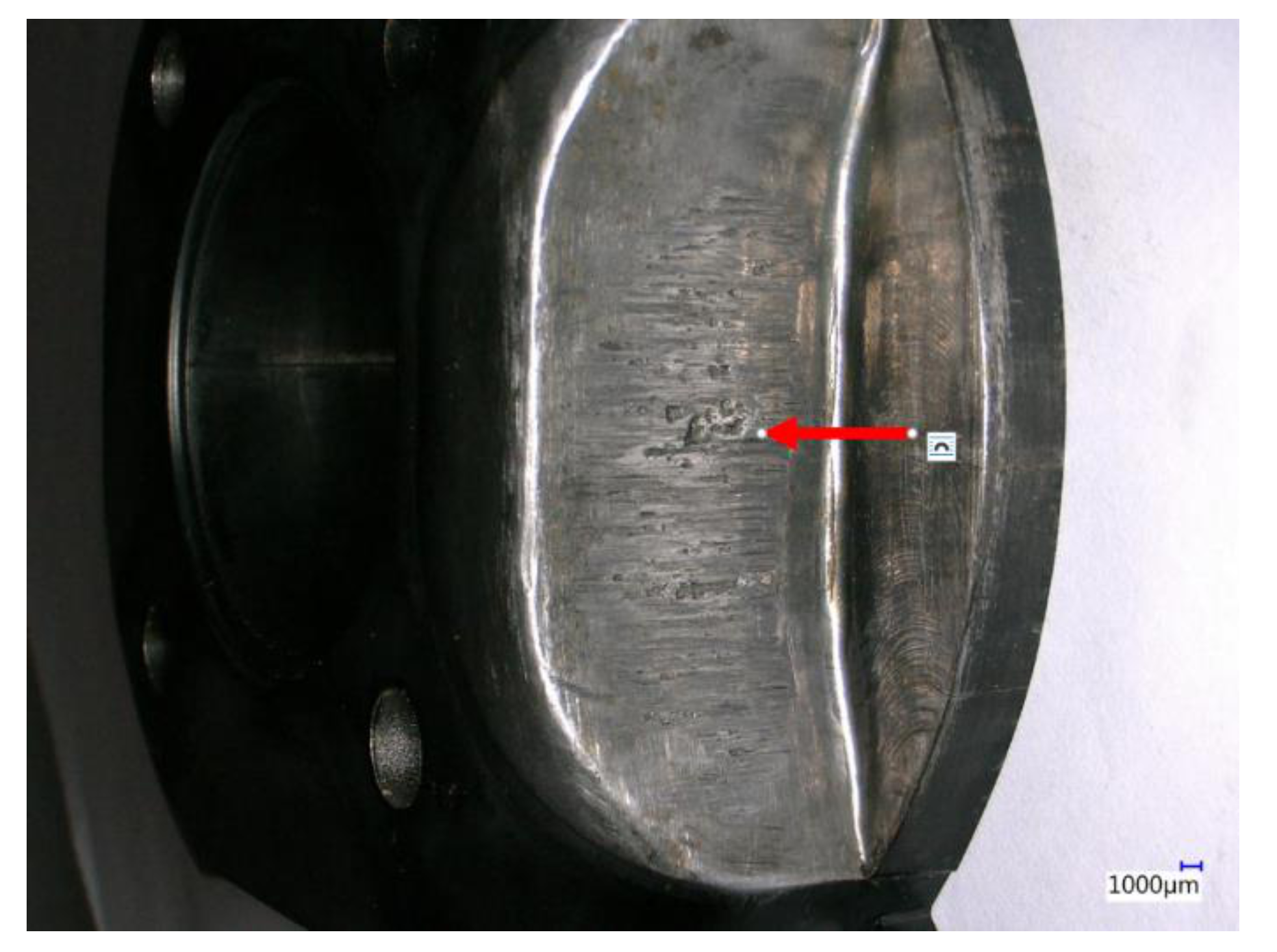
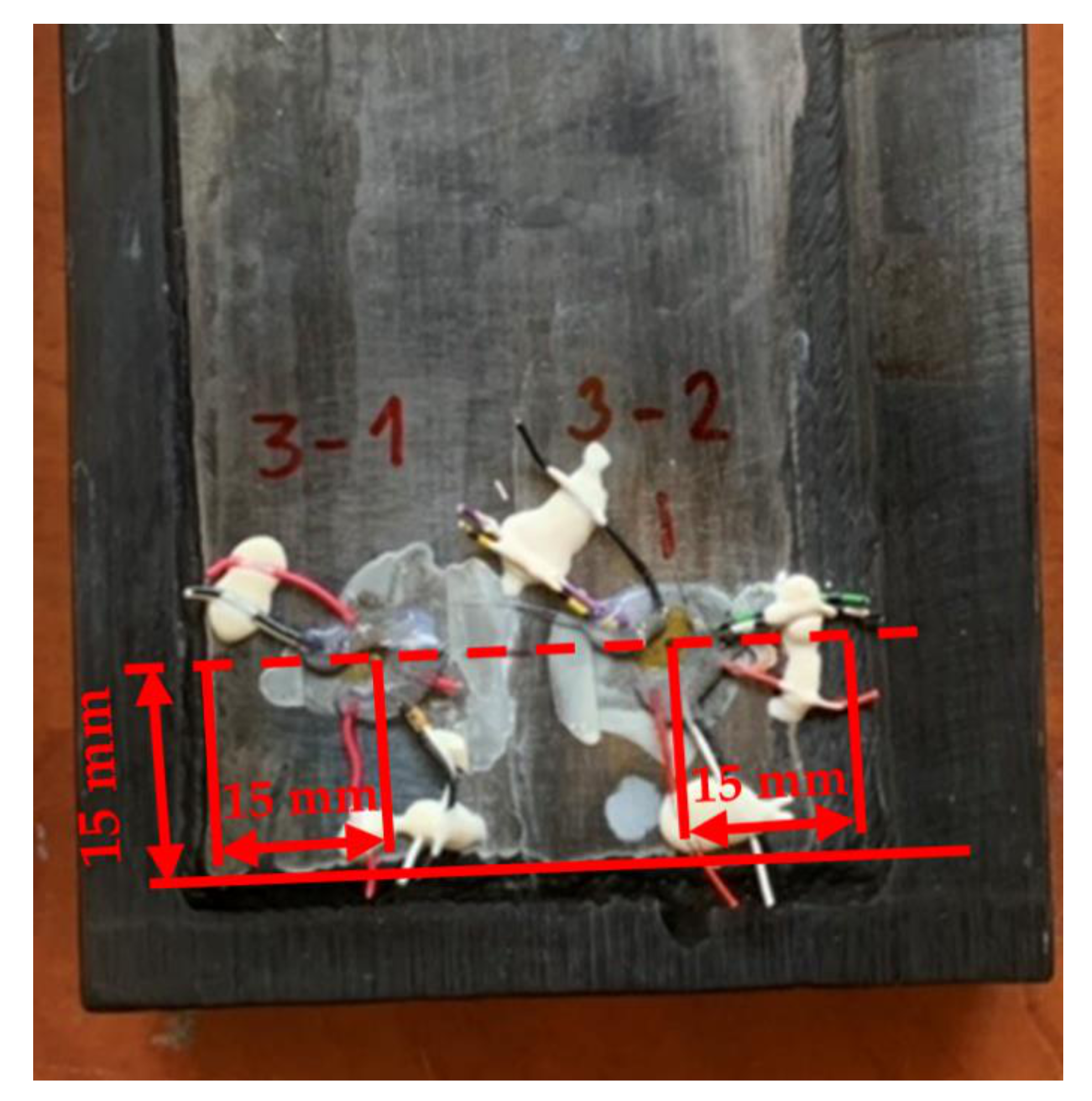
2.3. Residual Stress Measurement
- Drilling depth 2 mm,
- Milling cutter diameter 1.8 mm,
- Milling cutter suitable for hard samples with the designation 1-SINTCTT/1,
- Number of realized measuring steps 20,
- K-gauge factor of the used strain gauge rosette 1-RY61-1.5/120S k = 1.92.
3. Results and Discussion




4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Park, S.; Ahn, C.; Lee, E. Evaluation of Corrosion Behavior on Crept AlSi10MnMg (AA365) Alloy Produced by High-Pressure Die-Casting (HPDC). Appl. Sci. 2021, 11, 6227. [Google Scholar] [CrossRef]
- Popov, V.V.; Pismenny, A.; Larianovsky, N.; Lapteva, A.; Safranchik, D. Corrosion Resistance of Al–CNT Metal Matrix Composites. Materials 2021, 14, 3530. [Google Scholar] [CrossRef] [PubMed]
- Nourian-Avval, A.; Fatemi, A. Characterization and Analysis of Porosities in High Pressure Die Cast Aluminum by Using Metallography, X-Ray Radiography, and Micro-Computed Tomography. Materials 2020, 13, 3068. [Google Scholar] [CrossRef] [PubMed]
- Zheng, T.; Hu, Y.; Meng, W.; Tang, A.; Pan, F. Corrosion and Residual Strength Analysis of High Pressure Die Casting AM Series Mg Alloys. Materials 2019, 12, 2624. [Google Scholar] [CrossRef] [Green Version]
- Song, X.; Tao, Y.; Ruidong, G.; Xuedong, L.; Lixuan, Z. Crack analysis of Cr-Mo-V-Si medium-carbon alloy steel in casting die. Eng. Fail. Anal. 2021, 120, 105083. [Google Scholar] [CrossRef]
- Salem, M.; Roux, S.; Dour, G.; Lamesle, P.; Choquet, K.; Rézaï-Aria, F. Effect of aluminizing and oxidation on the thermal fatigue damage of hot work tool steels for high pressure die casting applications. Int. J. Fatigue 2019, 119, 126–138. [Google Scholar] [CrossRef] [Green Version]
- Viňáš, J.; Brezinová, J.; Guzanová, A. Tribological properties of selected ceramic coatings. J. Adhes. Sci. Technol. 2013, 27, 196–207. [Google Scholar] [CrossRef]
- Ding, R.; Yang, H.; Hu, G.; Mo, J.; Chu, M.; Paddea, S.; Zhang, S.; Zhang, P.; Liu, Z.; Wei, J. Failure analysis of H13 steel die for high pressure die casting Al alloy. Eng. Fail. Anal. 2021, 124, 105330. [Google Scholar] [CrossRef]
- Brezinová, J.; Džupon, M.; Vojtko, M.; Viňáš, J.; Milkovič, O.; Brezina, J.; Guzanová, A.; Draganovská, D. Application of Cold Metal Transfer Welding for High Pressure Die Casting Mold Restoration. Metals 2019, 9, 1232. [Google Scholar] [CrossRef] [Green Version]
- Cornacchia, G.; Cecchel, S. Study and Characterization of EN AW 6181/6082-T6 and EN AC 42100-T6 Aluminum Alloy Welding of Structural Applications: Metal Inert Gas (MIG), Cold Metal Transfer (CMT), and Fiber Laser-MIG Hybrid Comparison. Metals 2020, 10, 441. [Google Scholar] [CrossRef] [Green Version]
- He, X.; Kong, D.; Song, R. Microstructures and Properties of Laser Cladding Al-TiC-CeO2 Composite Coatings. Materials 2018, 11, 198. [Google Scholar] [CrossRef] [Green Version]
- Viňáš, J.; Brezinová, J.; Guzanová, A.; Balog, P. Evaluation of the quality of cladding deposited on continuous steel casting rolls. Int. J. Mater. Res. 2013, 104, 183–191. [Google Scholar] [CrossRef]
- Trebuňa, F.; Šimčák, F.; Bocko, J.; Šarga, P.; Trebuňa, P.; Pástor, M.; Mihok, J. Quantification of residual stresses in the weld by the hole-drilling method. Metalurgija 2008, 47, 133–137. [Google Scholar]
- Trebuňa, F.; Šimčák, F.; Buršák, M.; Bocko, J.; Šarga, P.; Pástor, M.; Trebuňa, P. Quantification of residual stresses in hot rolled steel sheets by the hole drilling method. Metalurgija 2007, 46, 41–46. [Google Scholar]
- Pástor, M.; Bocko, J.; Lengvarský, P.; Sivák, P.; Šarga, P. Experimental and Numerical Analysis of 60-Year-Old Sluice Gate Affected by Long-Term Operation. Materials 2020, 13, 5201. [Google Scholar] [CrossRef]
- Šarga, P.; Trebuňa, F. Modern trends in the field of measurement of residual stresses using hole-drilling method. Am. J. Mech. Eng. 2016, 4, 353–356. [Google Scholar] [CrossRef]
- Li, R.; Qiu, Y.; Zheng, Q.; Liu, B.; Chen, S.; Tian, Y. Finite Element Simulation of Temperature and Stress Field for Laser Cladded Nickel-Based Amorphous Composite Coatings. Coatings 2018, 8, 336. [Google Scholar] [CrossRef] [Green Version]
- Paul, S.; Thool, K.; Singh, R.; Samajdar, I.; Yan, W. Experimental Characterization of Clad Microstructure and its Correlation with Residual Stresses. Procedia Manuf. 2017, 10, 804–818. [Google Scholar] [CrossRef]
- Yao, F.; Fang, L. Thermal Stress Cycle Simulation in Laser Cladding Process of Ni-Based Coating on H13 Steel. Coatings 2021, 11, 203. [Google Scholar] [CrossRef]
- Ding, C.; Cui, X.; Jiao, J.; Zhu, P. Effects of Substrate Preheating Temperatures on the Microstructure, Properties, and Residual Stress of 12CrNi2 Prepared by Laser Cladding Deposition Technique. Materials 2018, 11, 2401. [Google Scholar] [CrossRef] [Green Version]
- Preedawiphat, P.; Mahayotsanun, N.; Sa-ngoen, K.; Noipitak, M.; Tuengsook, P.; Sucharitpwatskul, S.; Dohda, K. Mechanical Investigations of ASTM A36 Welded Steels with Stainless Steel Cladding. Coatings 2020, 10, 844. [Google Scholar] [CrossRef]
- Karolczuk, A.; Kluger, K.; Derda, S.; Prażmowski, M.; Paul, H. Influence of Impact Velocity on the Residual Stress, Tensile Strength, and Structural Properties of an Explosively Welded Composite Plate. Materials 2020, 13, 2686. [Google Scholar] [CrossRef] [PubMed]
- Qin, M.; Cheng, G.; Li, Q.; Zhang, J. Evolution of Welding Residual Stresses within Cladding and Substrate during Electroslag Strip Cladding. Materials 2020, 13, 4126. [Google Scholar] [CrossRef] [PubMed]
- Singh, G.; Kalita, B.; Vishnu Narayanan, K.I.; Arora, U.K.; Mahapatra, M.M.; Jayaganthan, R. Finite Element Analysis and Experimental Evaluation of Residual Stress of Zr-4 alloys Processed through Swaging. Metals 2020, 10, 1281. [Google Scholar] [CrossRef]
- Bučkovice, W. JKZ. NR. 1.2344. Available online: https://www.jkz.cz/cs/produkty/nastrojove-oceli/pro-prace-za-tepla/w-nr-12344/ (accessed on 16 December 2021).
- Meusburger, 1.2343/1.2343 ESU Hot-Work Steel. Available online: https://www.meusburger.com/EN/US/material-grades/12343-12343-esr-hot-work-steel-die-making (accessed on 16 December 2021).
- Meusburger, 1.2344/1.2344 ESU Hot-Work Steel. Available online: https://www.meusburger.com/EN/US/material-grades/12344-12344-esr-hot-work-steel (accessed on 16 December 2021).
- Dutra, J.C.; Bonacorso, N.G.; Silva, R.; Carvalho, R.; Silva, F. Development of a flexible robotic welding system for weld overlay cladding of thermoelectrical plants’ boiler tube walls. Mechatronics 2014, 24, 416–425. [Google Scholar] [CrossRef]
- Siddiqui, A.; Dubey, A. Recent trends in laser cladding and surface alloying. Opt. Laser Technol. 2021, 134, 106619. [Google Scholar] [CrossRef]
- TruDisk 4002. Available online: https://www.trumpf.com/en_US/products/laser/disk-lasers/trudisk/ (accessed on 16 December 2021).
- Pickin, C.G.; Williams, S.W.; Lunt, M. Characterisation of the cold metal transfer (CMT) process and its application for low dilution cladding. J. Mater. Process. Technol. 2011, 211, 496–502. [Google Scholar] [CrossRef] [Green Version]
- Imoudu, N.E.; Ayele, Y.Z.; Barabadi, A. The characteristic of cold metal transfer (CMT) and its application for cladding. In Proceedings of the International Conference on Industrial Engineering and Engineering Management IEEM, Singapore, 10–13 December 2017; pp. 1883–1887. [Google Scholar] [CrossRef] [Green Version]
- The Open University, Science, Maths and Technology, Gas Shielded Arc Welding Processes (TIG/MIG/MAG). Available online: https://www.open.edu/openlearn/science-maths-technology/engineering-technology/manupedia/gas-shielded-arc-welding-processes-tig/mig/mag (accessed on 16 December 2021).
- Weman, K. 8—MIG/MAG welding. In Welding Processes Handbook, 2nd ed.; Woodhead Publishing, Elsevier: Amsterdam, The Netherlands, 2012; pp. 75–97. [Google Scholar] [CrossRef]
- Fronius TPS600i. Available online: https://www.fronius.com/en/welding-technology/products/manual-welding/migmag/tpsi/tpsi/tps-600i (accessed on 16 December 2021).
- Weman, K. 6—TIG welding. In Welding Processes Handbook, 2nd ed.; Woodhead Publishing, Elsevier: Amsterdam, The Netherlands, 2012; pp. 63–69. [Google Scholar] [CrossRef]
- Lincoln Electric, Toptig. Available online: https://www.lincolnelectric.com/en-gb/automation/Pages/welding-processes-toptig.aspx (accessed on 16 December 2021).
- ASTM E 837-13a. Standard Test Method for Determining Residual Stresses by the Hole-Drilling Strain-Gage Method; ASTM International: New York, NY, USA, 2001.
- SINT Technology, Residual Stress. Available online: https://sint-technology.com/residual-stress/ (accessed on 16 December 2021).





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | P | S | Cr | Fe | Ni | Mo | V | Cu | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.384 | 0.372 | 0.915 | 0.002 | 0.009 | 4.670 | 91.580 | 0.196 | 1.270 | 0.500 | 0.072 | Bal. |
| Yield Strength (MPa) | Tensile Strength (MPa) | Elongation A5 (%) | Hardness HRC |
|---|---|---|---|
| 1420 | 1680 | 12 | 50 |
| C | Cr | Si | Mo | Mn | V |
|---|---|---|---|---|---|
| 0.35 | 5.00 | 0.20 | 2.30 | 0.50 | 0.60 |
| Yield Strength (MPa) | Tensile Strength (MPa) | Elongation A5 (%) | Hardness HRC |
|---|---|---|---|
| 1055 | 1308 | 12 | 48 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Šarga, P.; Brezinová, J.; Viňáš, J.; Pástor, M.; Brezina, J. Impact of Cladding Technology on Residual Stresses within the Renovation of High Pressure Die Casting Molds. Metals 2022, 12, 388. https://doi.org/10.3390/met12030388
Šarga P, Brezinová J, Viňáš J, Pástor M, Brezina J. Impact of Cladding Technology on Residual Stresses within the Renovation of High Pressure Die Casting Molds. Metals. 2022; 12(3):388. https://doi.org/10.3390/met12030388
Chicago/Turabian StyleŠarga, Patrik, Janette Brezinová, Ján Viňáš, Miroslav Pástor, and Jakub Brezina. 2022. "Impact of Cladding Technology on Residual Stresses within the Renovation of High Pressure Die Casting Molds" Metals 12, no. 3: 388. https://doi.org/10.3390/met12030388