
Possibilities of Repairing Functional Surfaces of Molds for Injecting Al Alloys Using Manual GTAW Cladding


 ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Non-Destructive Cladding Layer Testing
2.2. Destructive Cladding Layer Testing
2.3. Determination of Tribological Properties of Cladding Layers
3. Results and Discussion
4. Results
- -
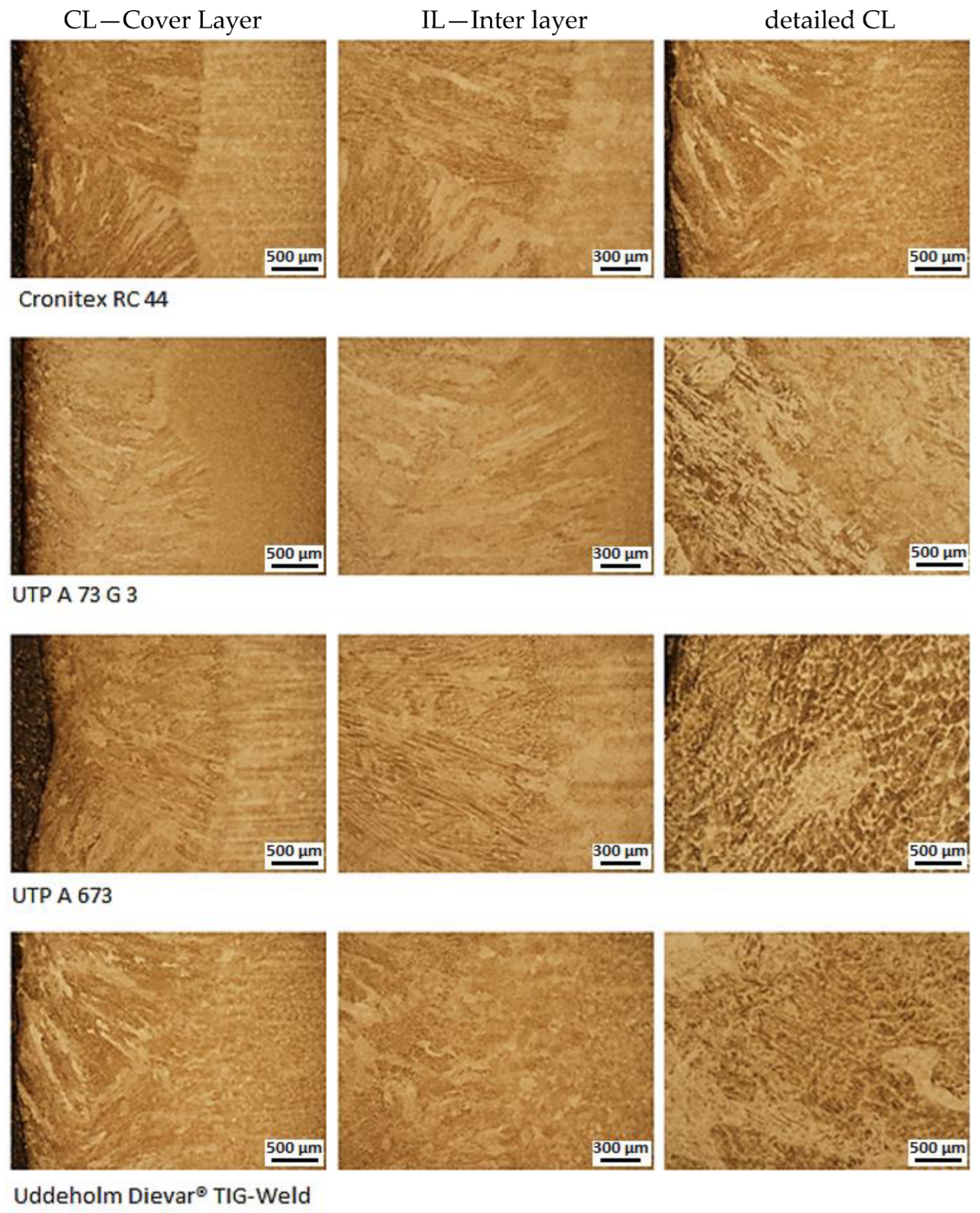
- The metallographic analysis that was carried out by light microscopy on the cross crowns displayed the presence of a loose martensitic structure, i.e., a sorbitic structure, in the filler and also in the covering cladding layers for all of the types of additive materials. The as-prepared cladding layers have a characteristic columnar arrangement of the dendrites, with a well-defined dihedral angle, especially in the covering layers. In the fill and base layers, the legibility was slightly impaired because of intercalation of the superimposed caterpillars. The base material, which was made of annealed steel Dievar, had a structure consisting of sorbite. The presence of internal defects in the form of pores or cracks was not observed on the metallographically analyzed crowns.
- -
- Taking into account the same cladding parameters that were used, the wire diameters and also the execution of the cladding by one welder (which is often a major factor influencing the quality of the cladding in manual cladding), equally large heat-affected areas of the base material were observed on the macrostructures (HAZ were in the range of 1.0–1.1 mm).
- -
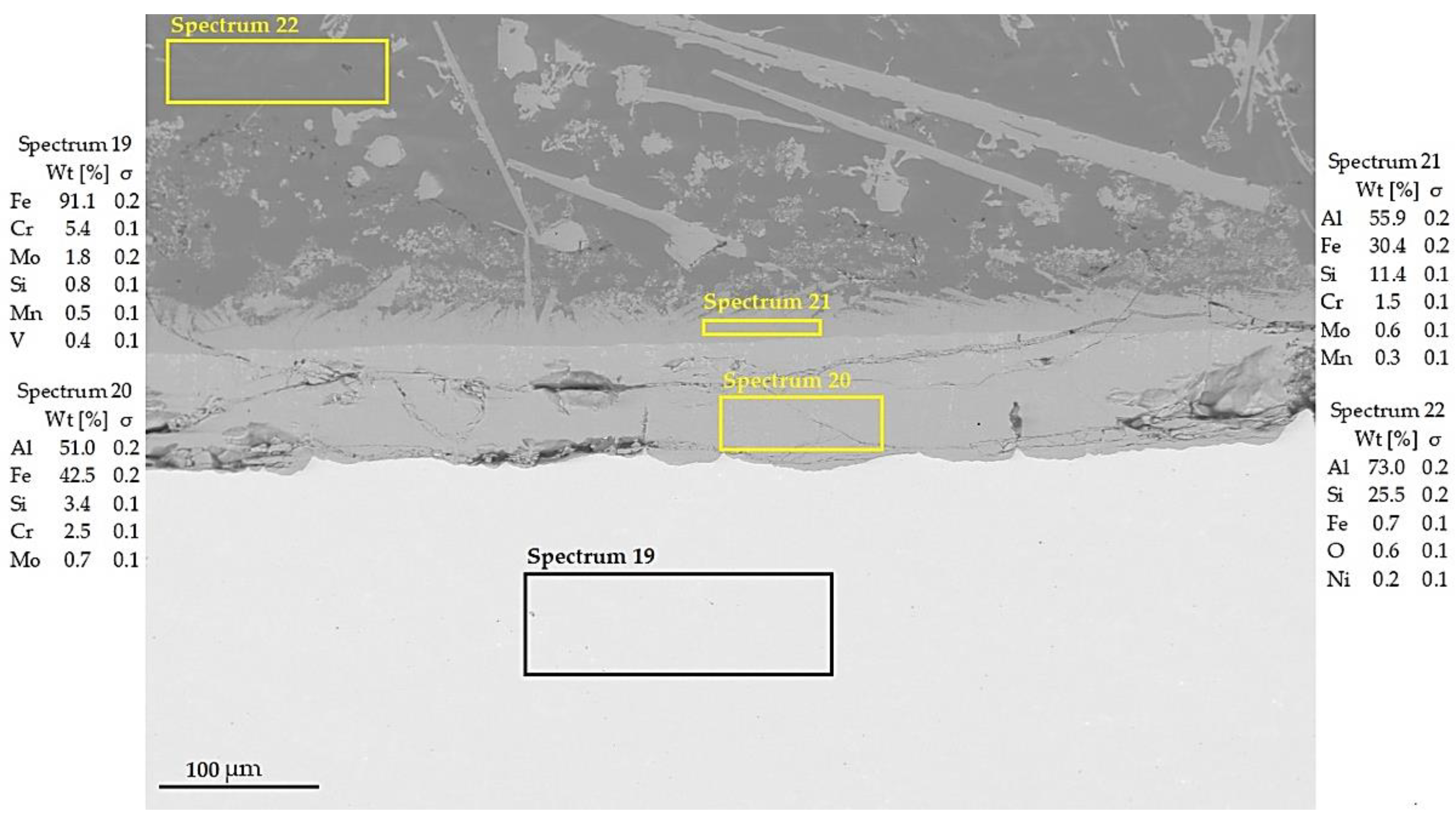
- The influence of the chemical composition of the cladding was evaluated by the EDX and WDX analyses. These analyses did not show any changes in the chemical composition of the cladding or variations in the content of them due to, e.g., the burning of elements in an electric arc, etc. The chemical composition that was guaranteed by the wire manufacturers was confirmed by the analyses.
- -
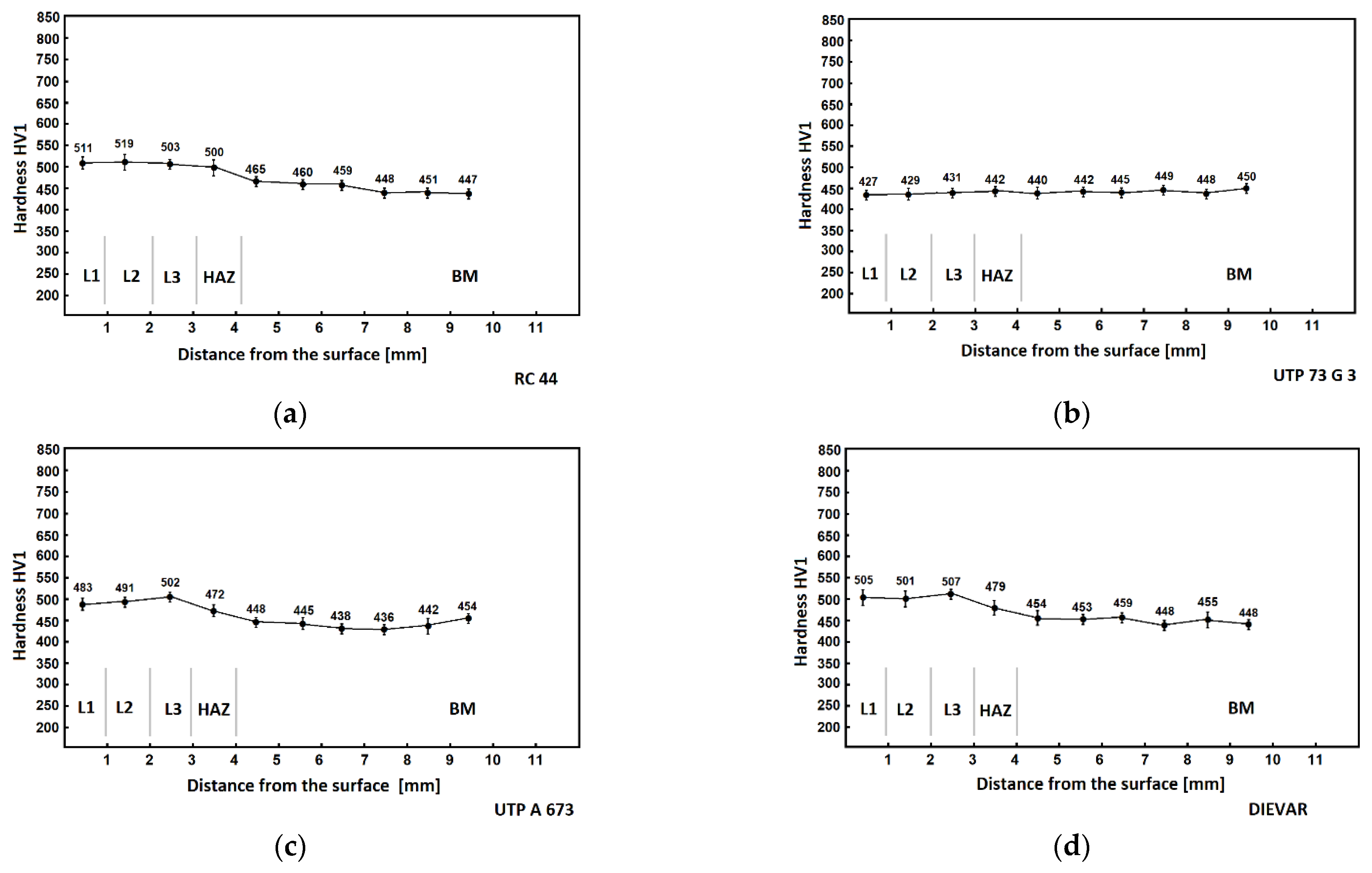
- As part of the evaluation of the cladding layers’ mechanical properties, the progression of hardness which was measured in a line from the surface towards the base material was determined on the cross crowns. The functional surfaces of the injection molds which were made of the Dievar material have the required hardness in the range of 43–48 HRC, which is (423–489 HV). These values are necessary for the surfaces of the already heat-treated cladding that will form the functional surfaces of the molds. Among the evaluated additive materials, the hardness values of the cladding that was made with UTP A 73 G 3 exhibited the lowest values, namely 427 HV1. The lowest hardness values can be explained by the lowest C content in the 0.25% metal in the surfacing and in the absence of the carbide-forming additives of the elements W and V. Higher hardness values (483 HV1) were measured in the covering layer of the cladding that was made with the UTP A 673 wire. The hardness of the Dievar cladding layer metal was 505 HV1 and the greatest hardness of 511 HV1 was exhibited by the cladding that was made with the Cronitex RC 44 wire. The reason for the occurrence of the greatest hardness value was probably due to it having the highest C content (0.35%) and content of carbide-forming additives (Cr, W, V). The measured hardness values correspond to the chemical composition of the additives that were used, the heat treatment of the test samples and the observed structures.
- -
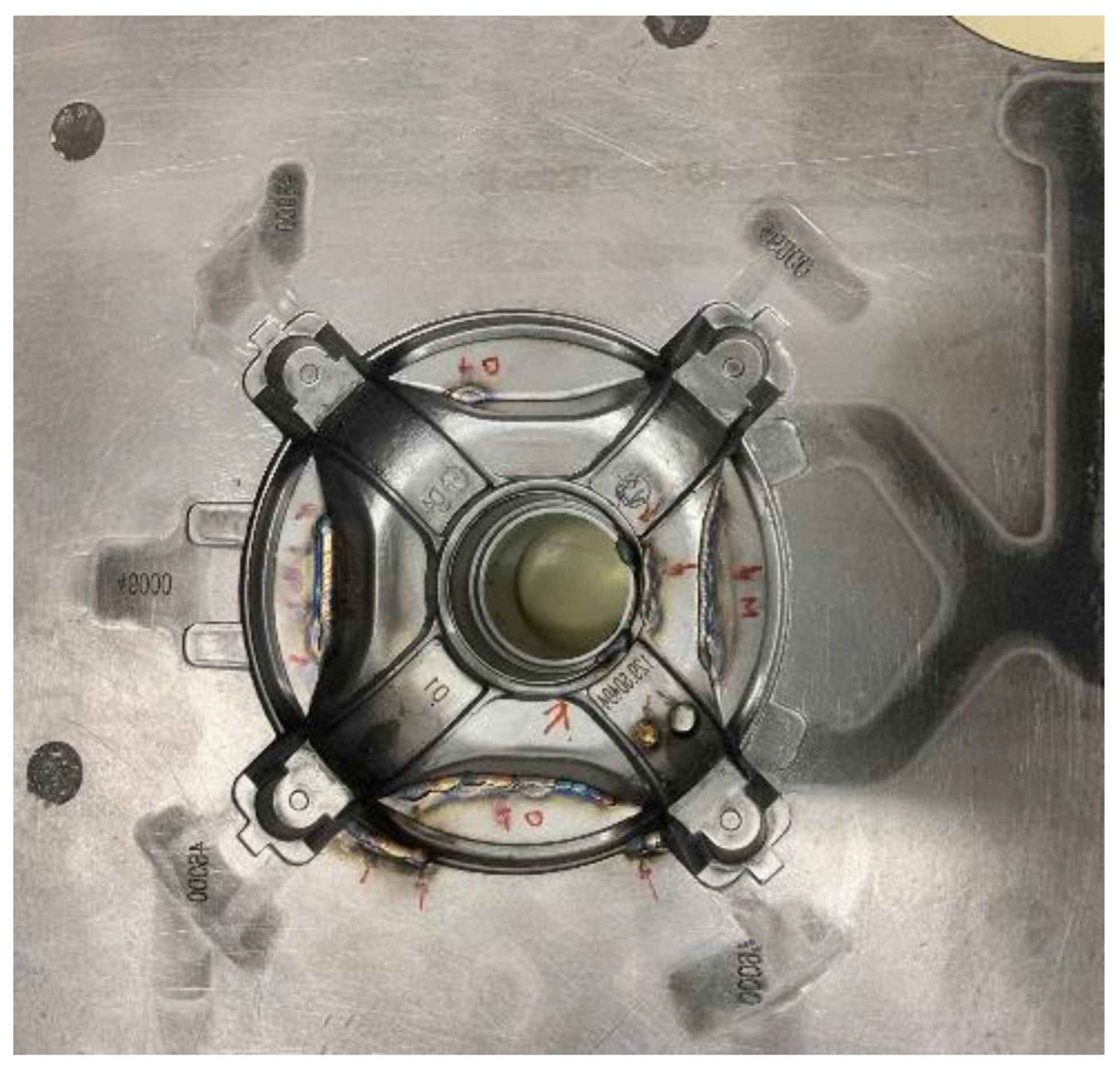
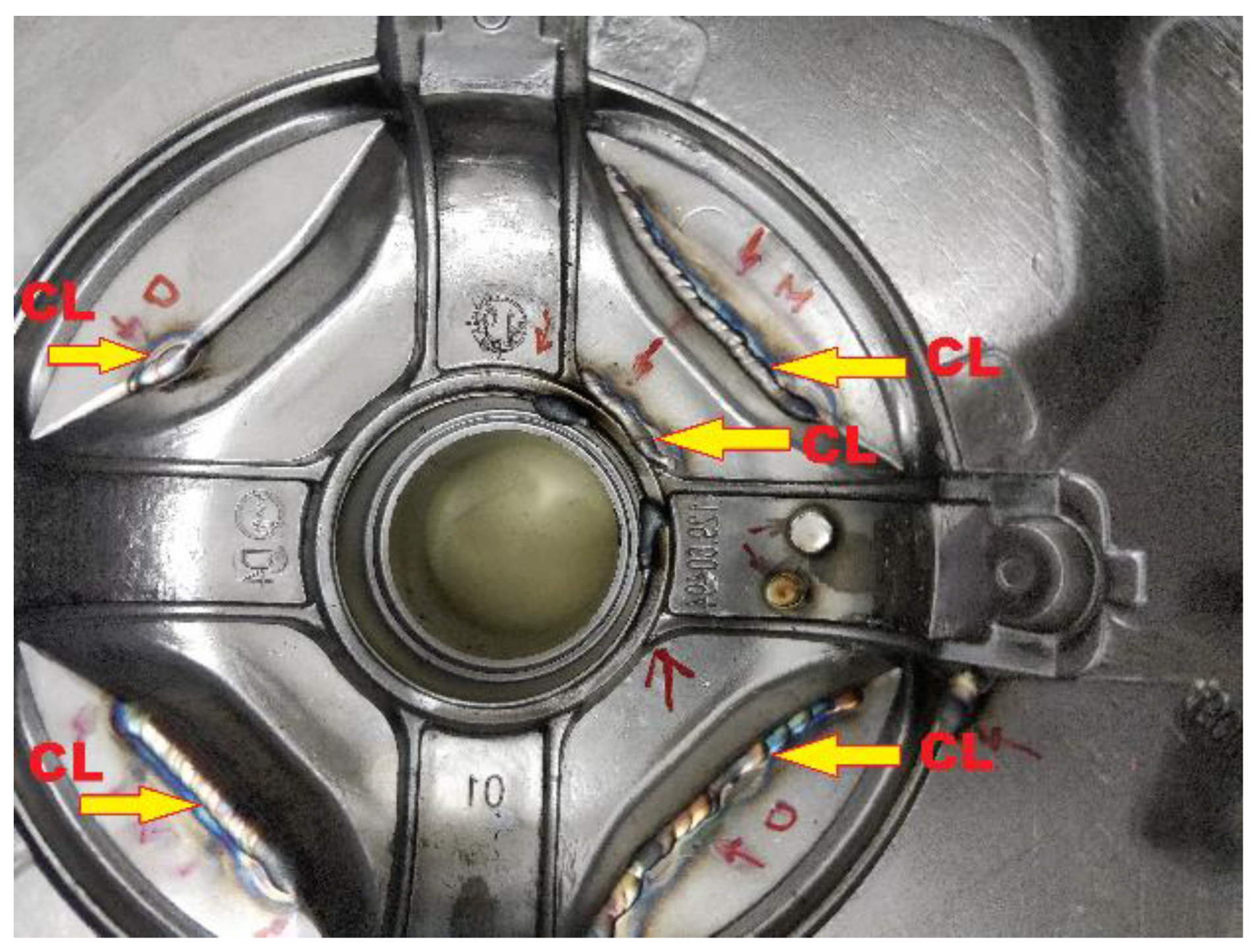
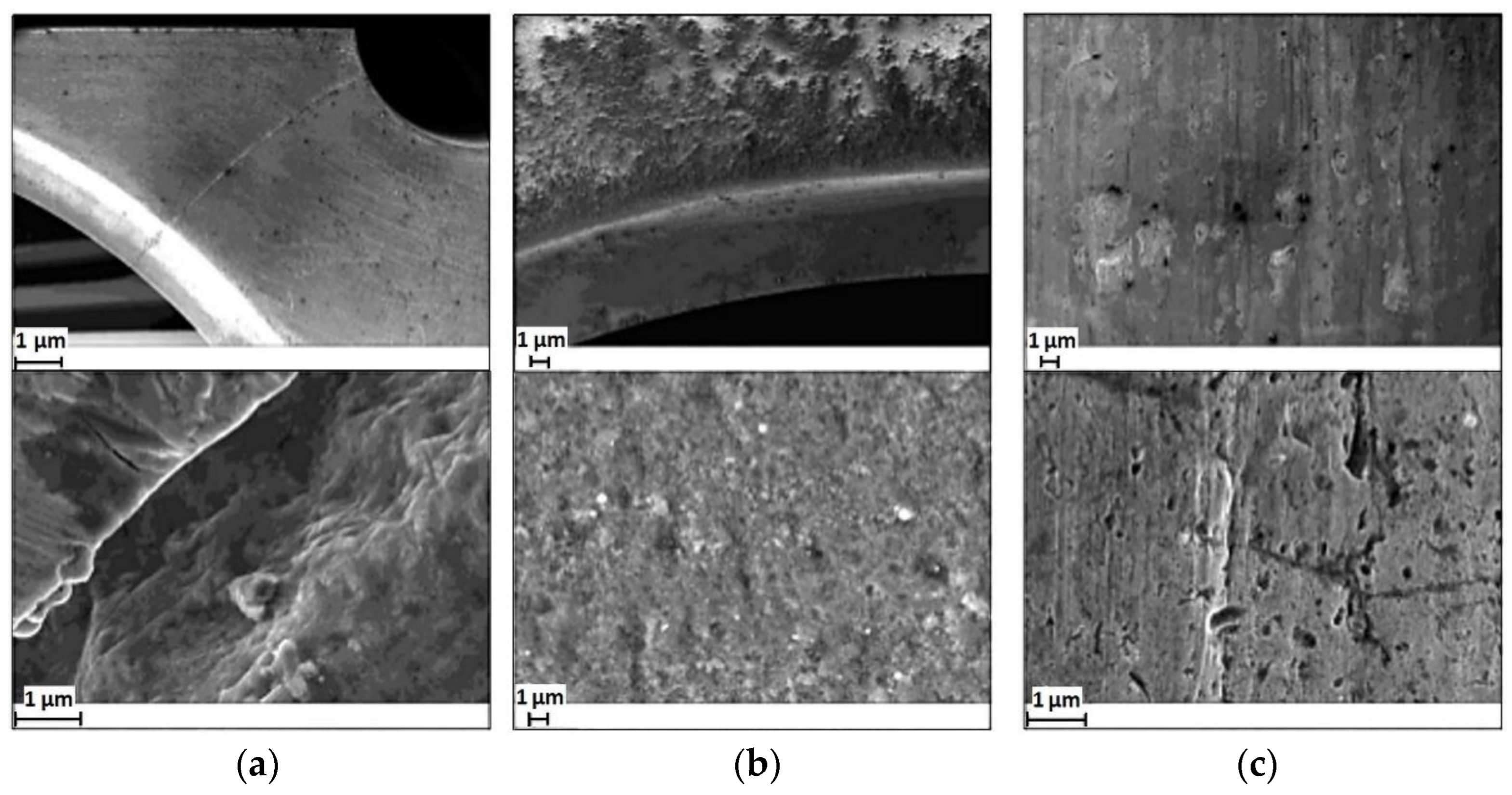
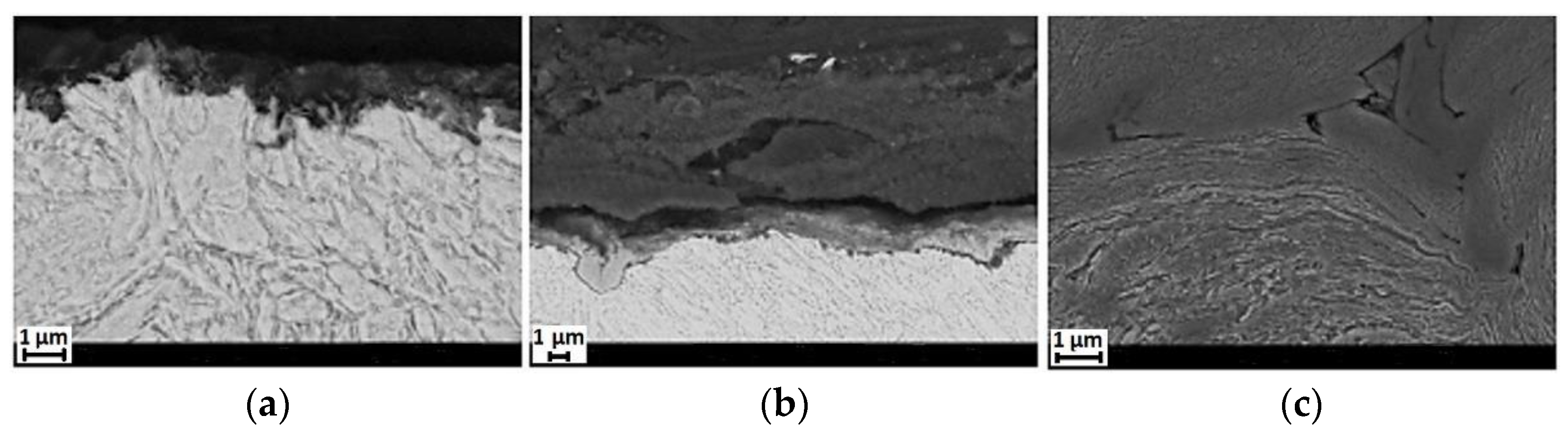
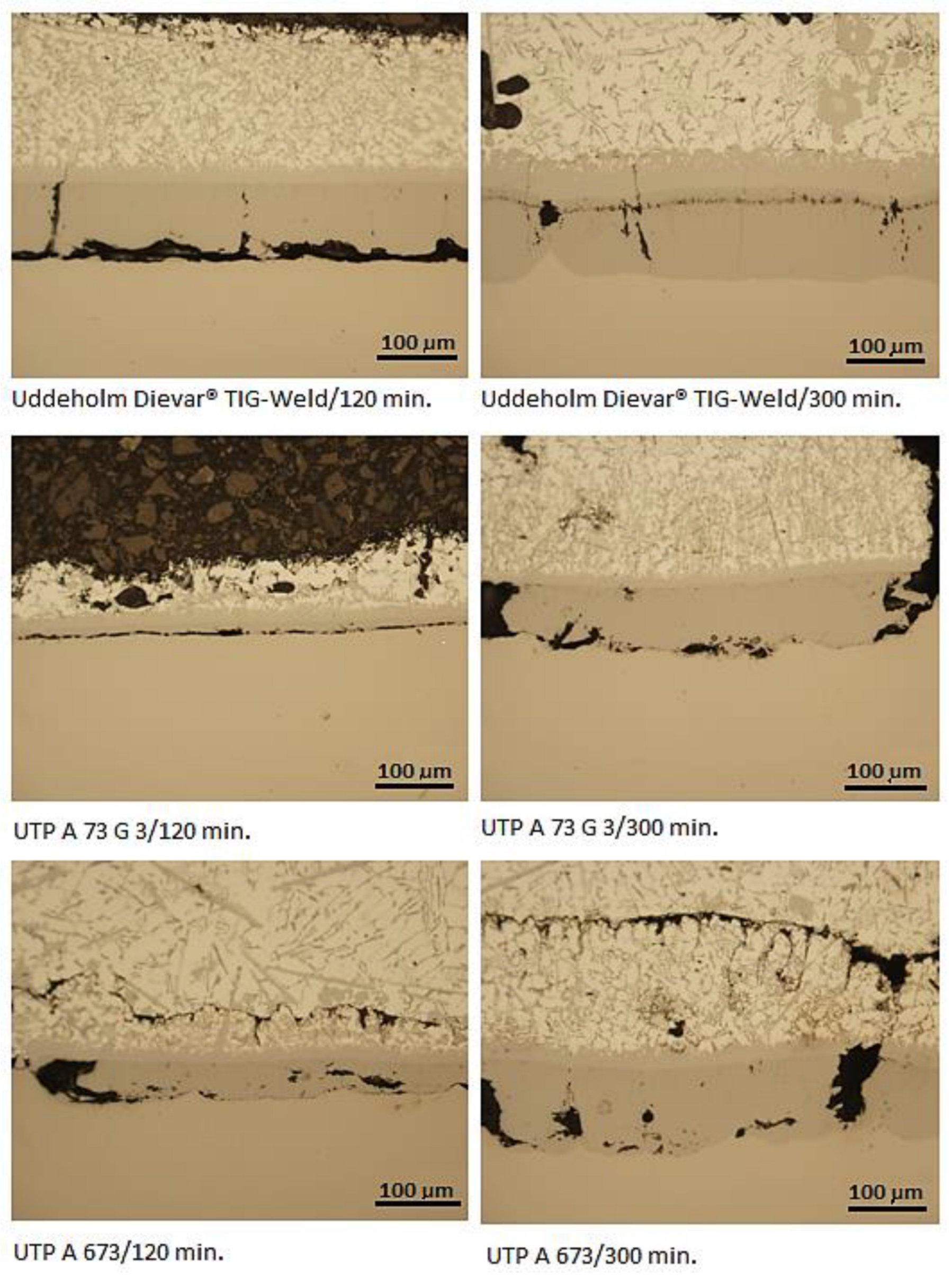
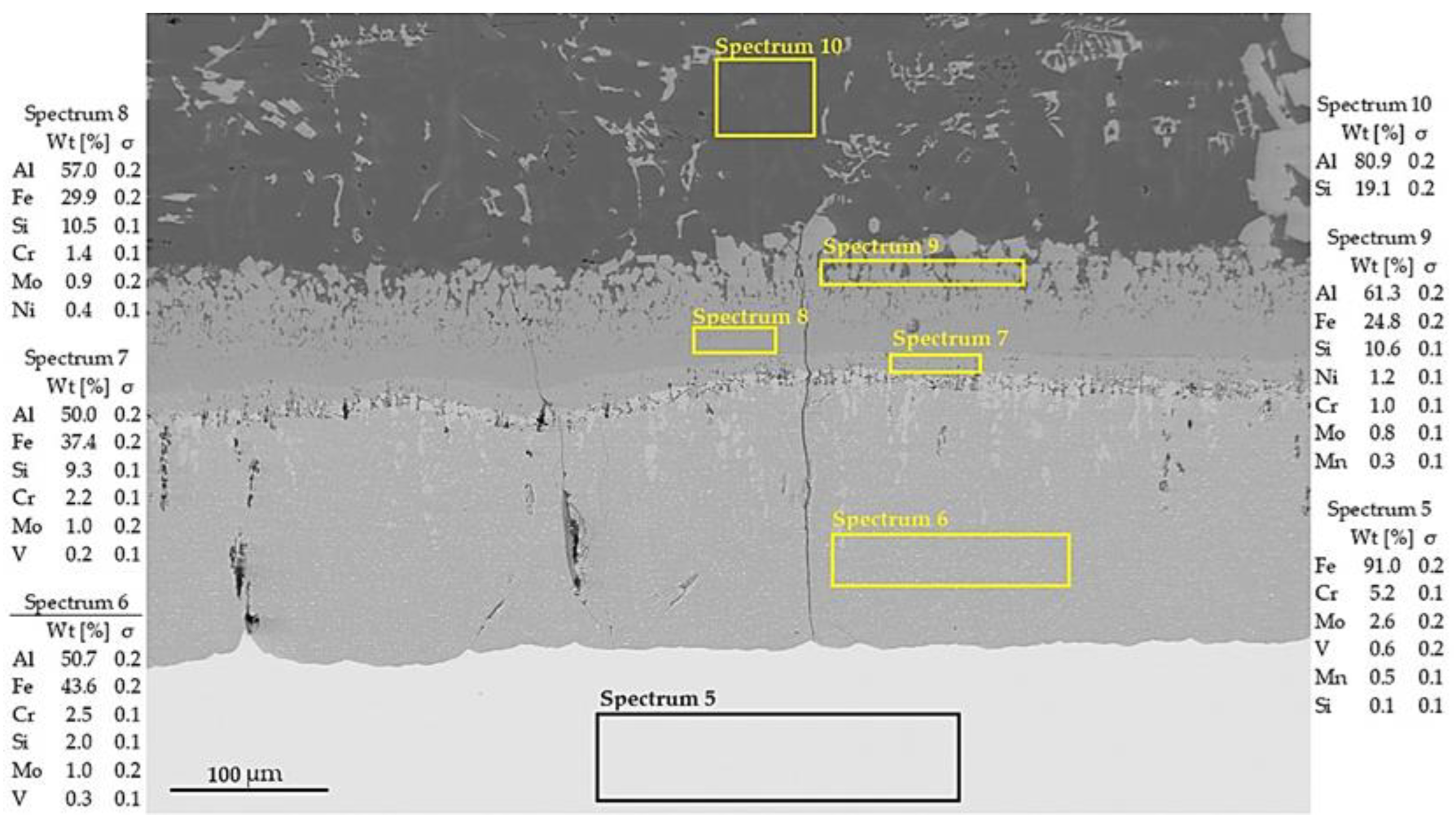
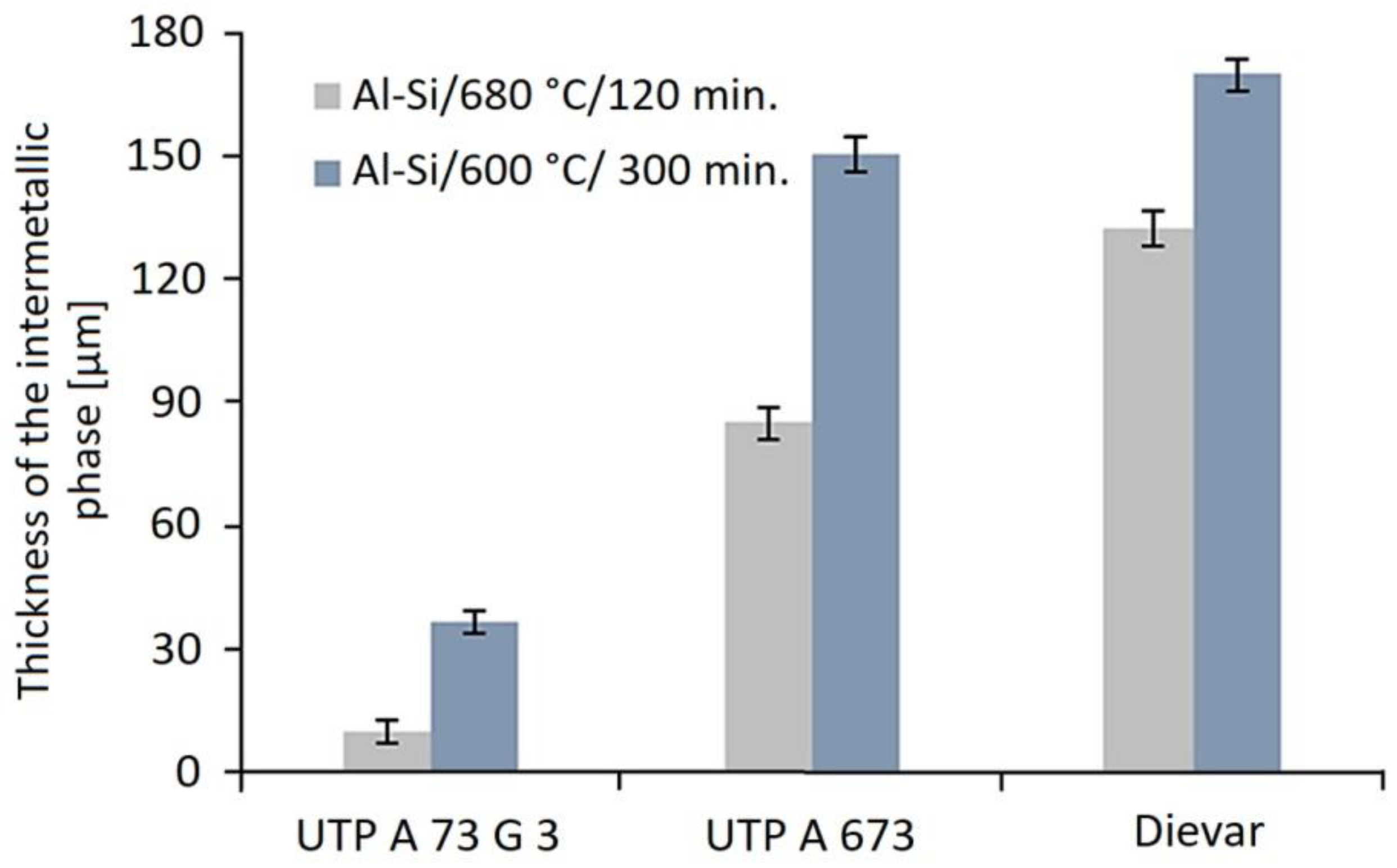
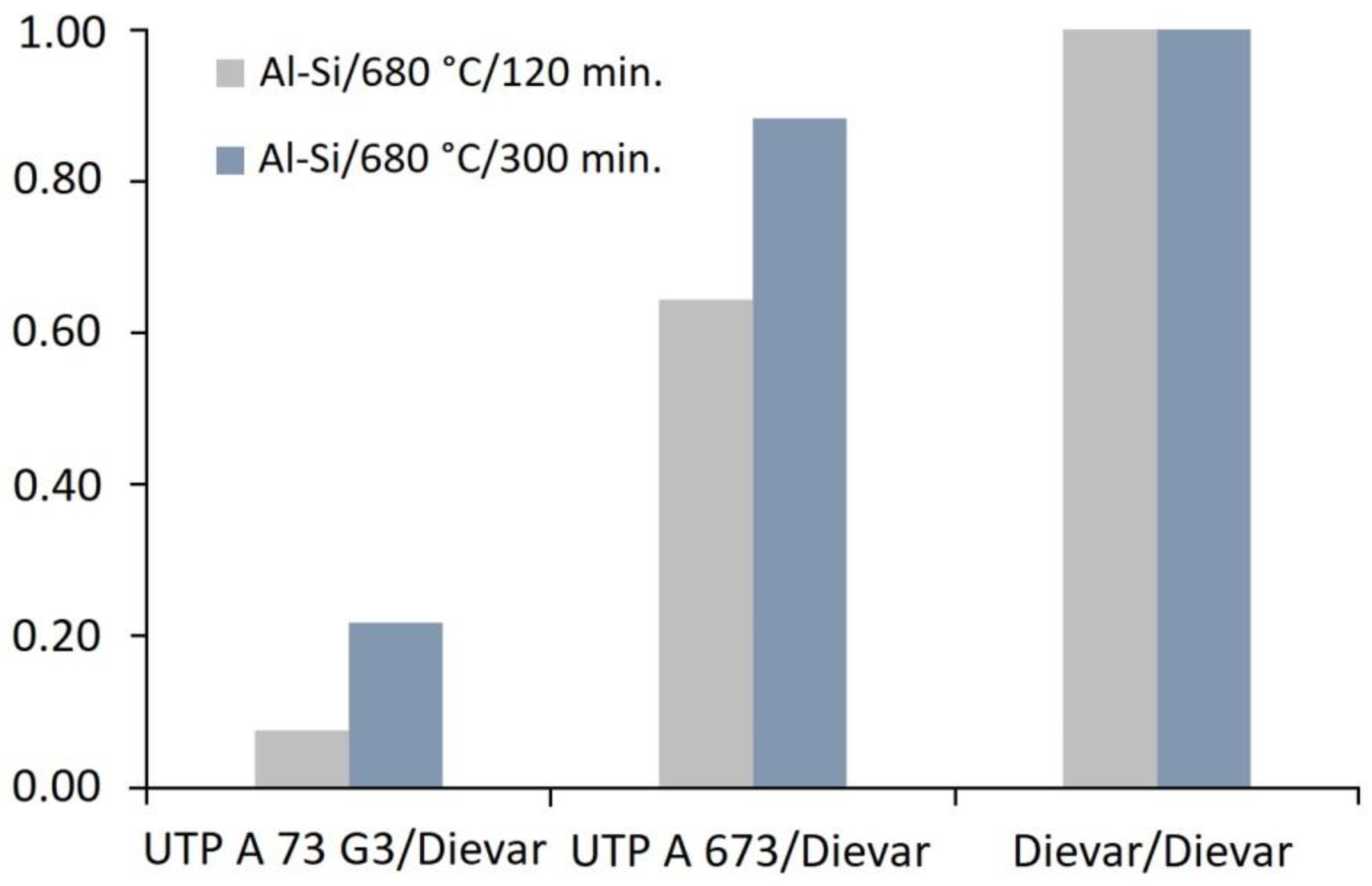
- The guideline test for the grade evaluation of the cladding layers that were intended for the restoration of the injection molds is a technological test simulating the real conditions in the steel–Al alloy interaction. The results of this test have shown that it is this interaction of the pair of materials is the limiting factor in the lifespan of the injection molds. The microscopic analysis showed the separation of the entire cladding layers at the base material–base layer interface. The most extensive destruction which was due to the sample dilation occurred in the Cronitex RC 44 cladding. Here, the entire cladding layer was separated. The formation of linear intermetallic phases was observed in the sample that was made with the Dievar and UTP A 73 G3 cladding. The sample with UTP A 673 cladding also showed damage, but to a lesser extent, and the breach was jagged.
- -
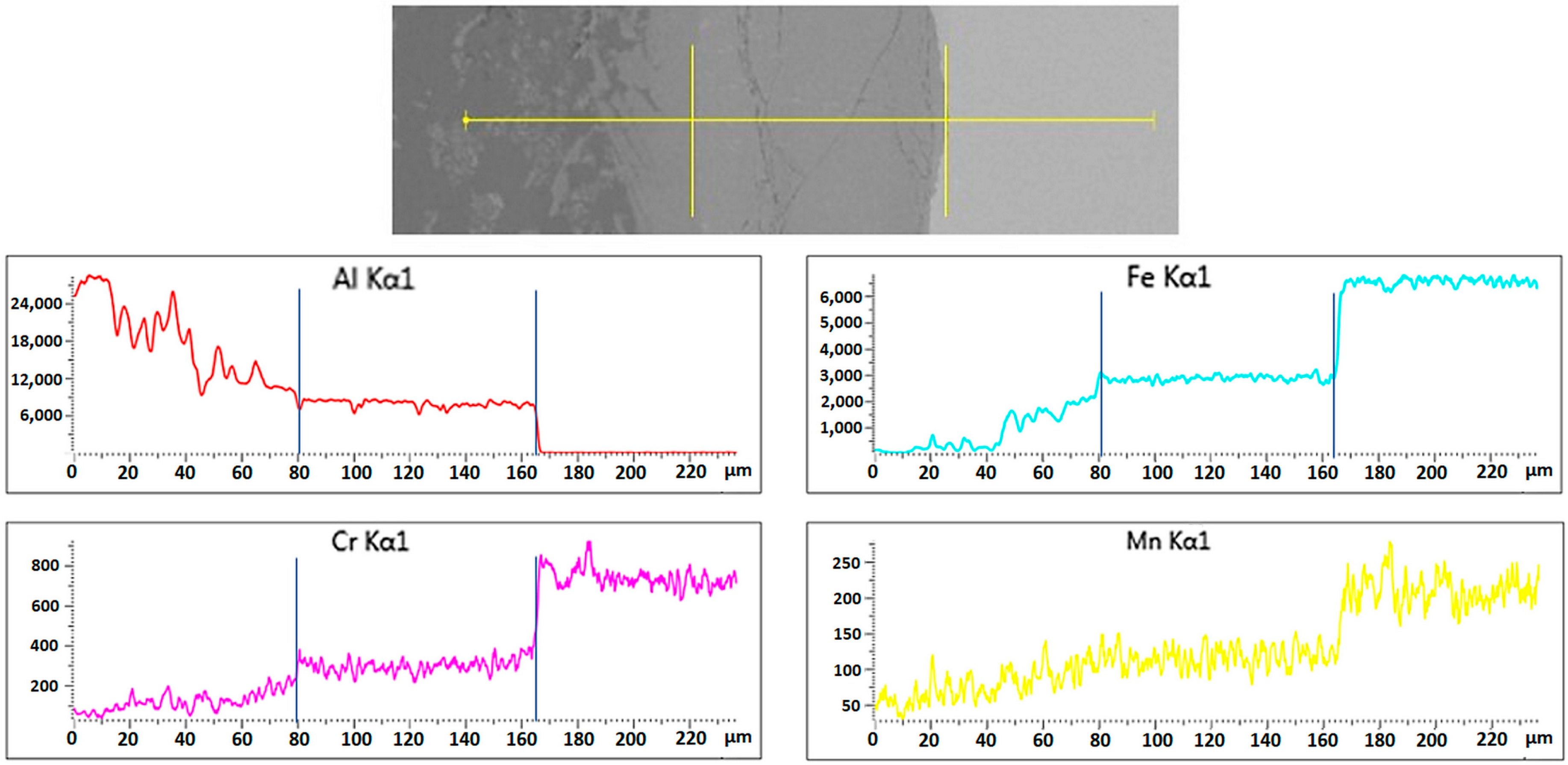
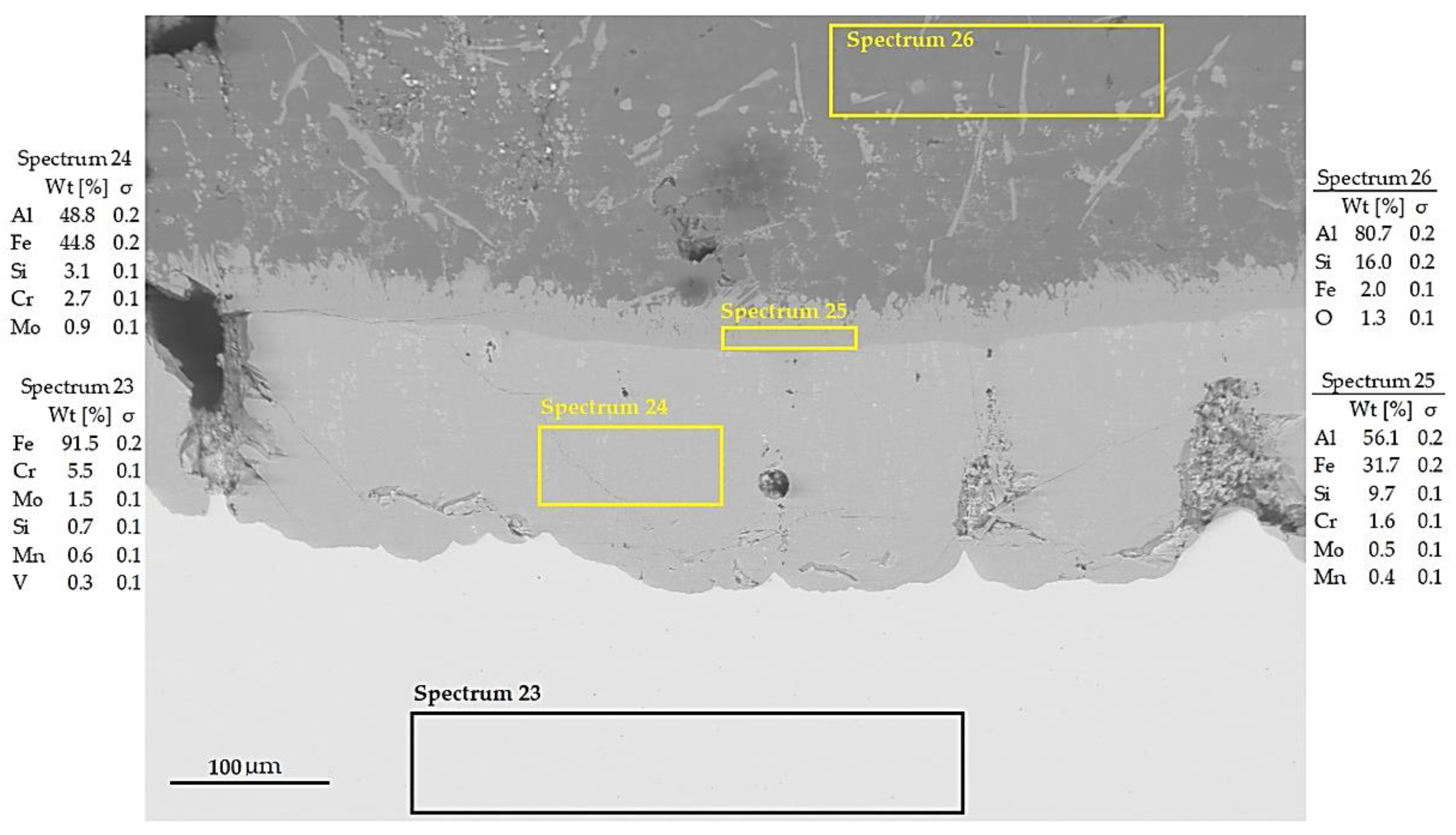
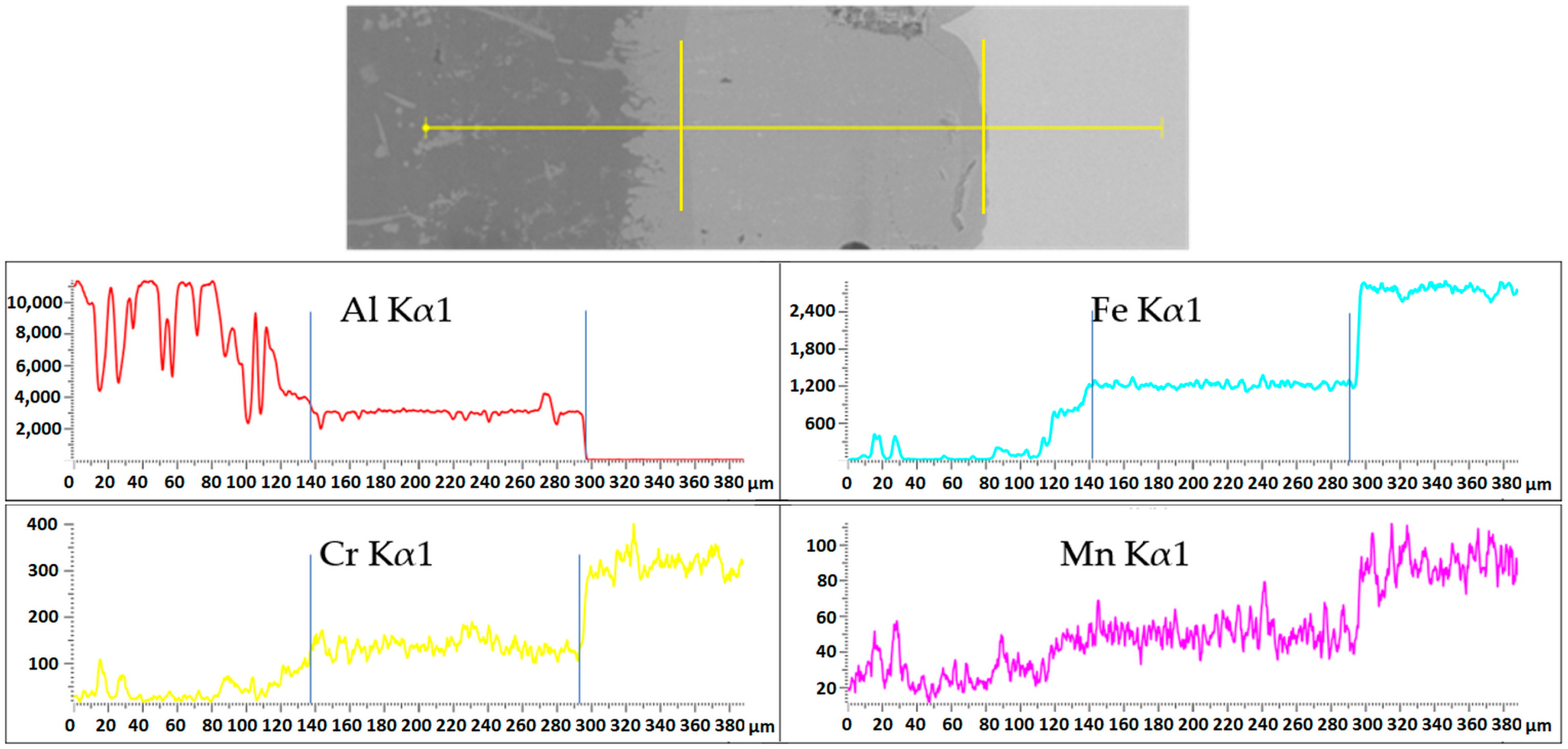
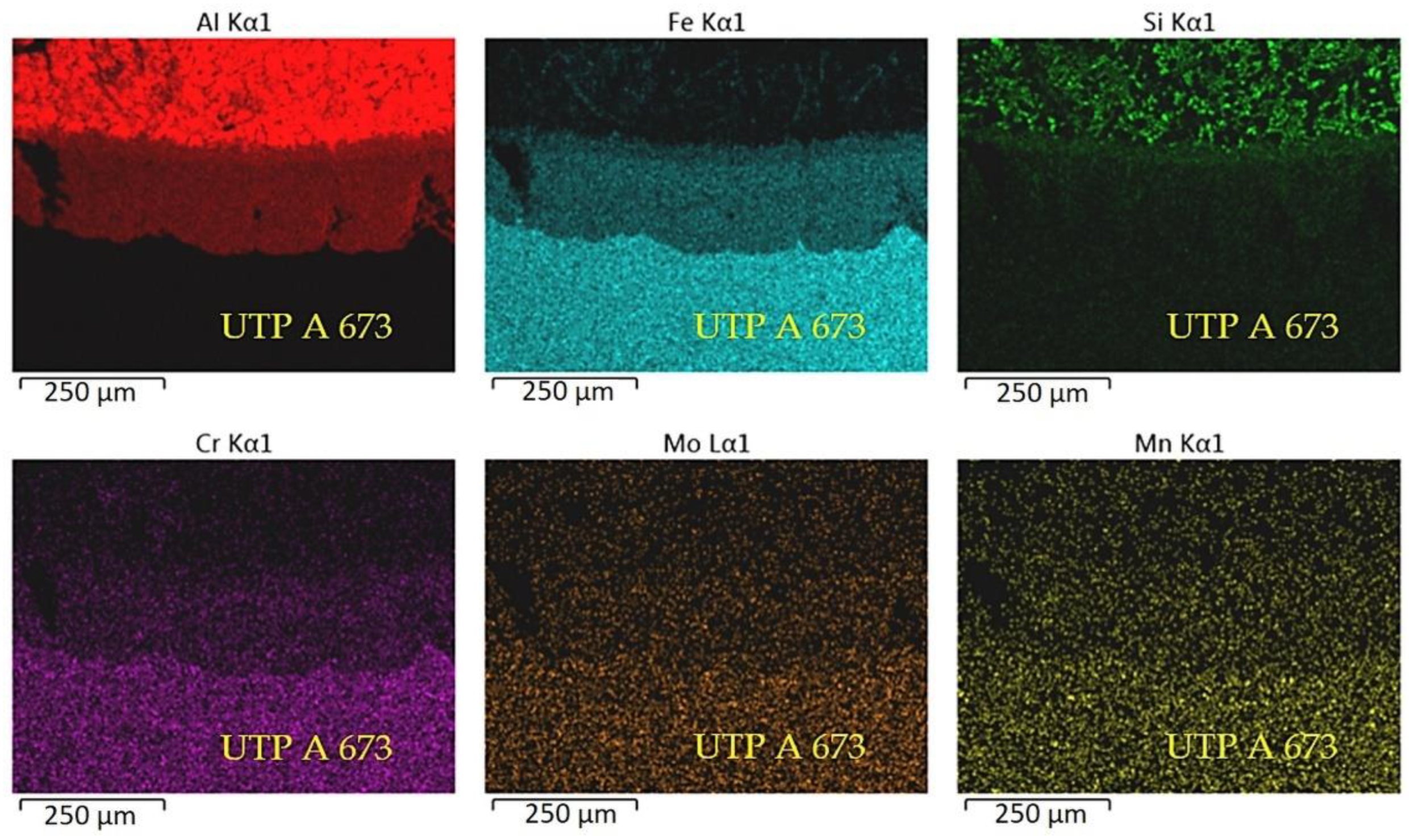
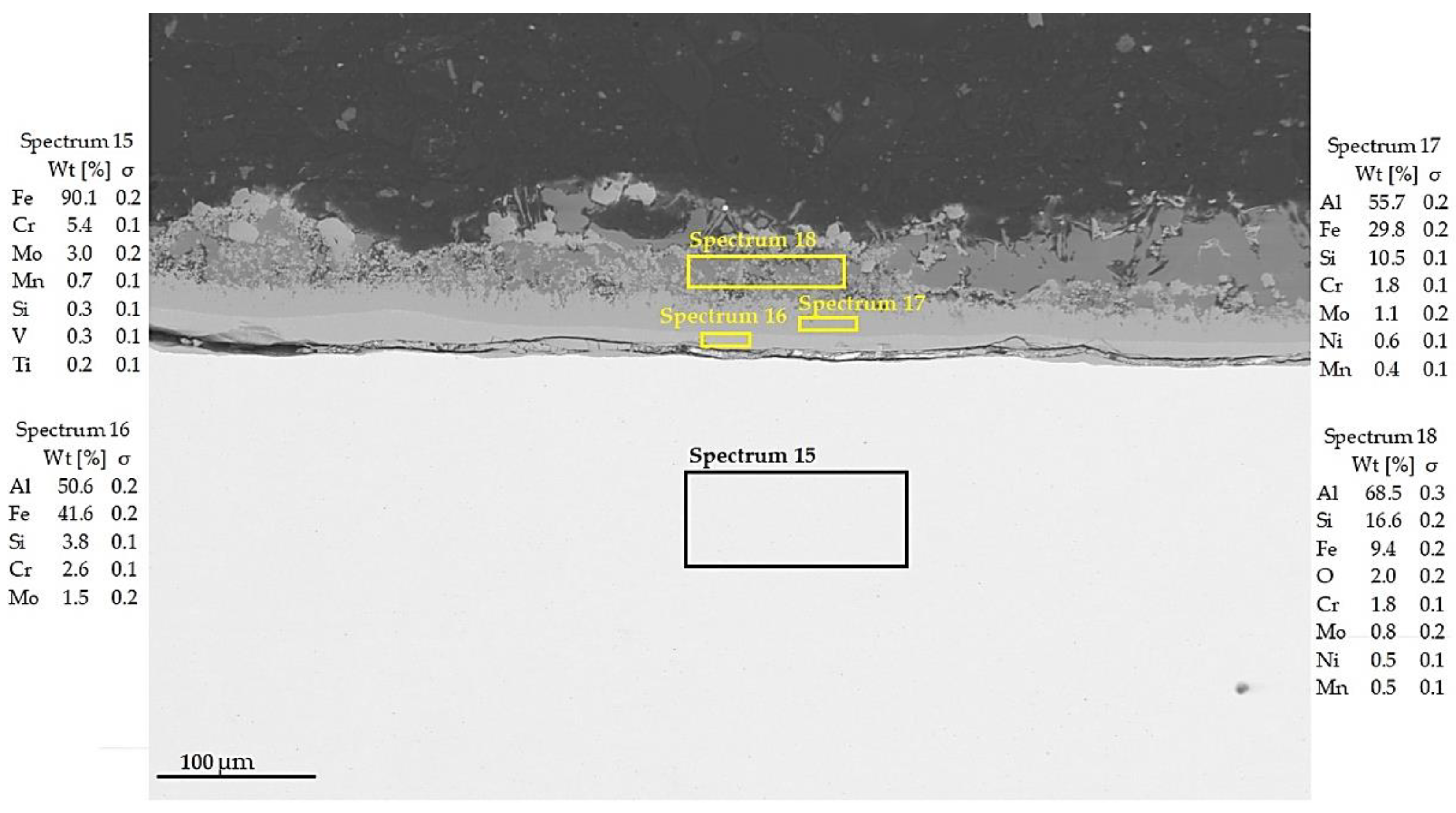
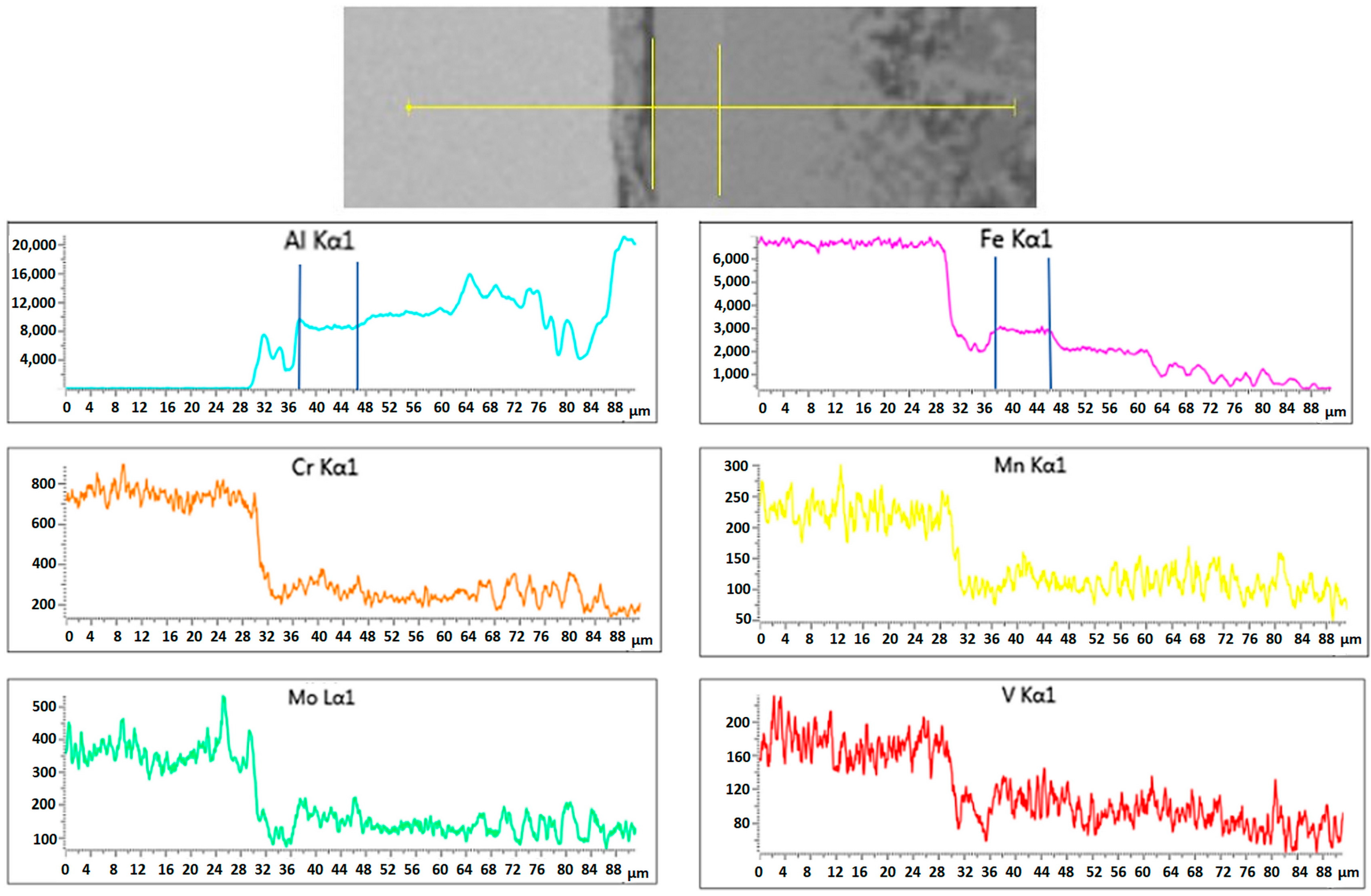
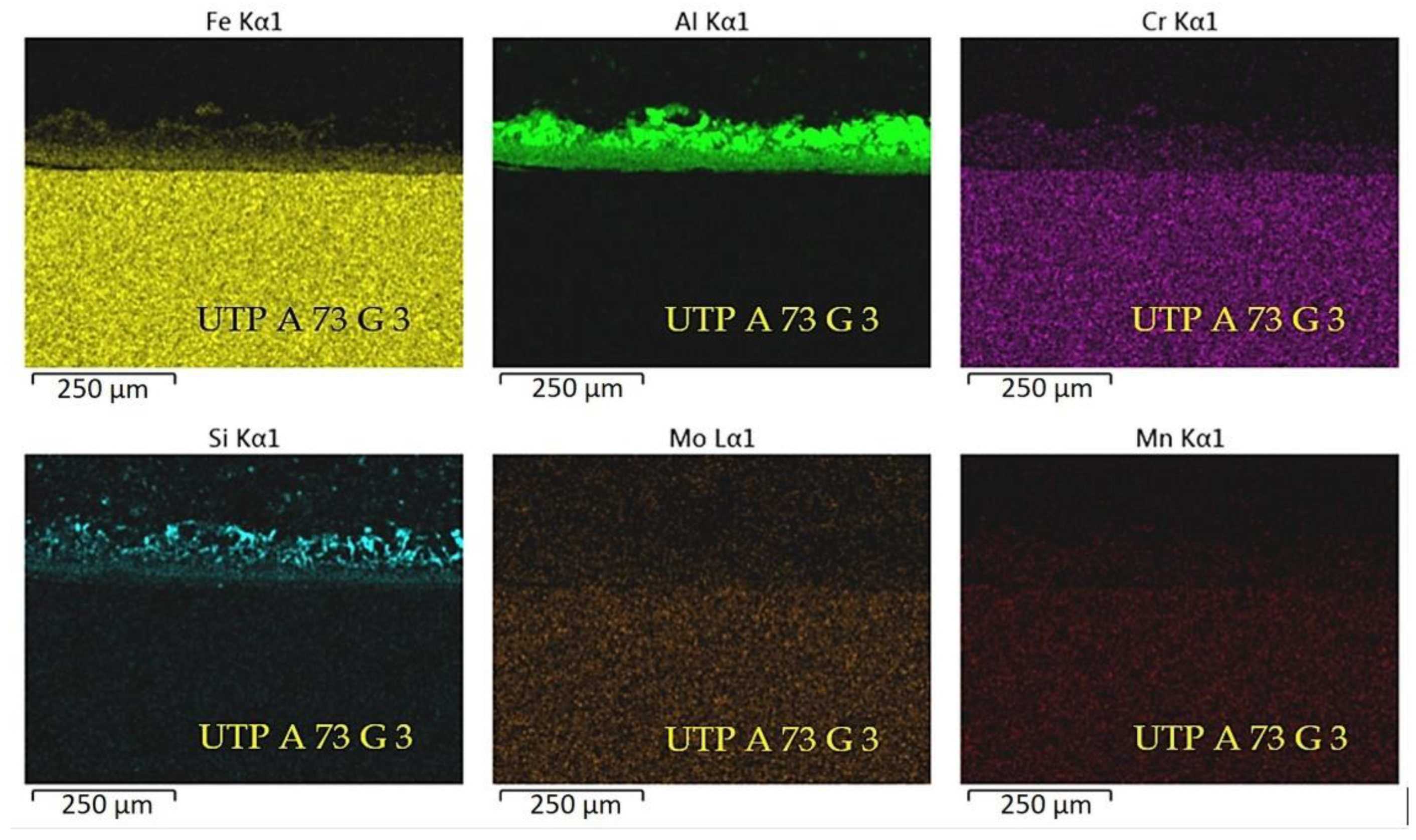
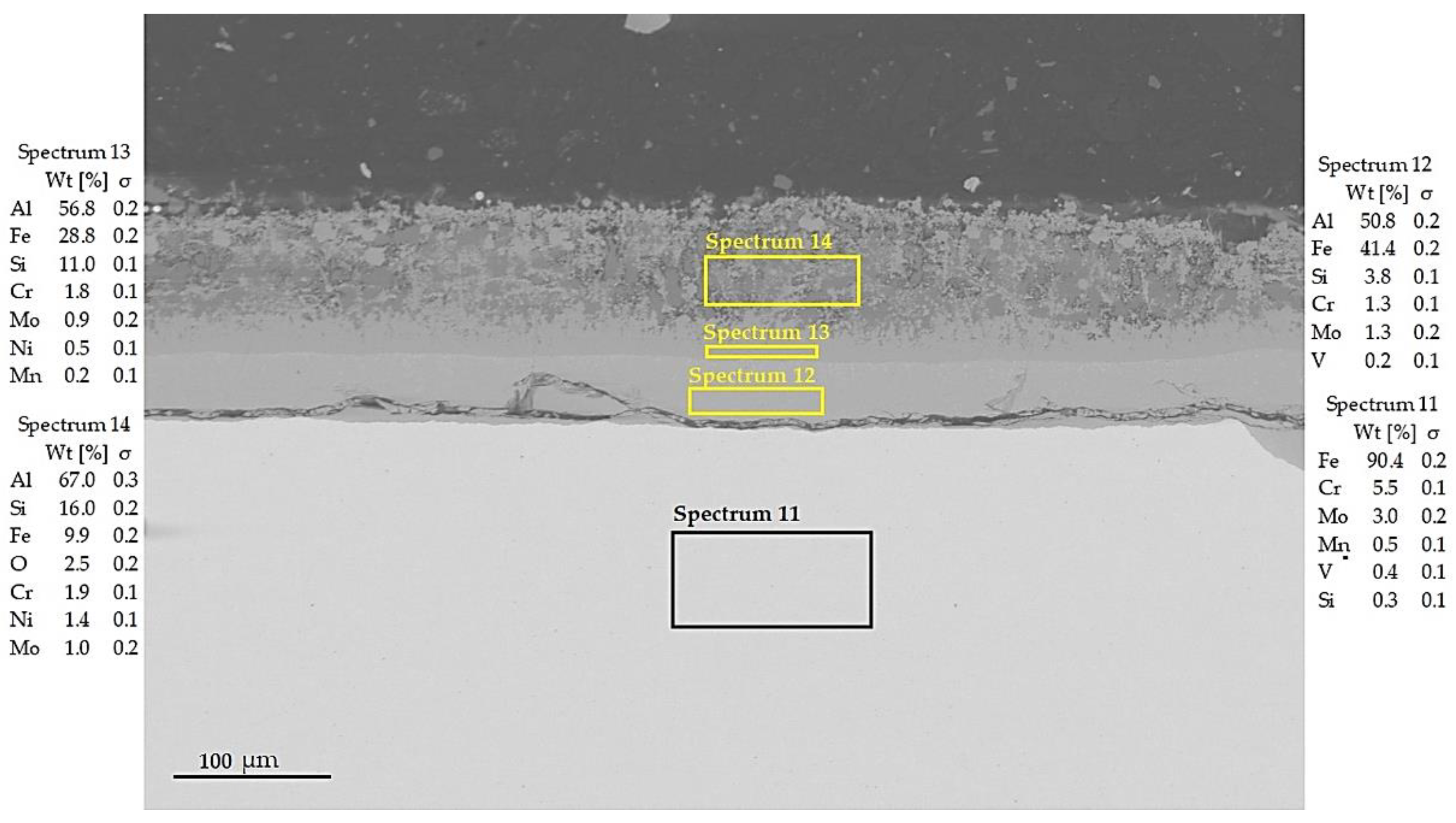
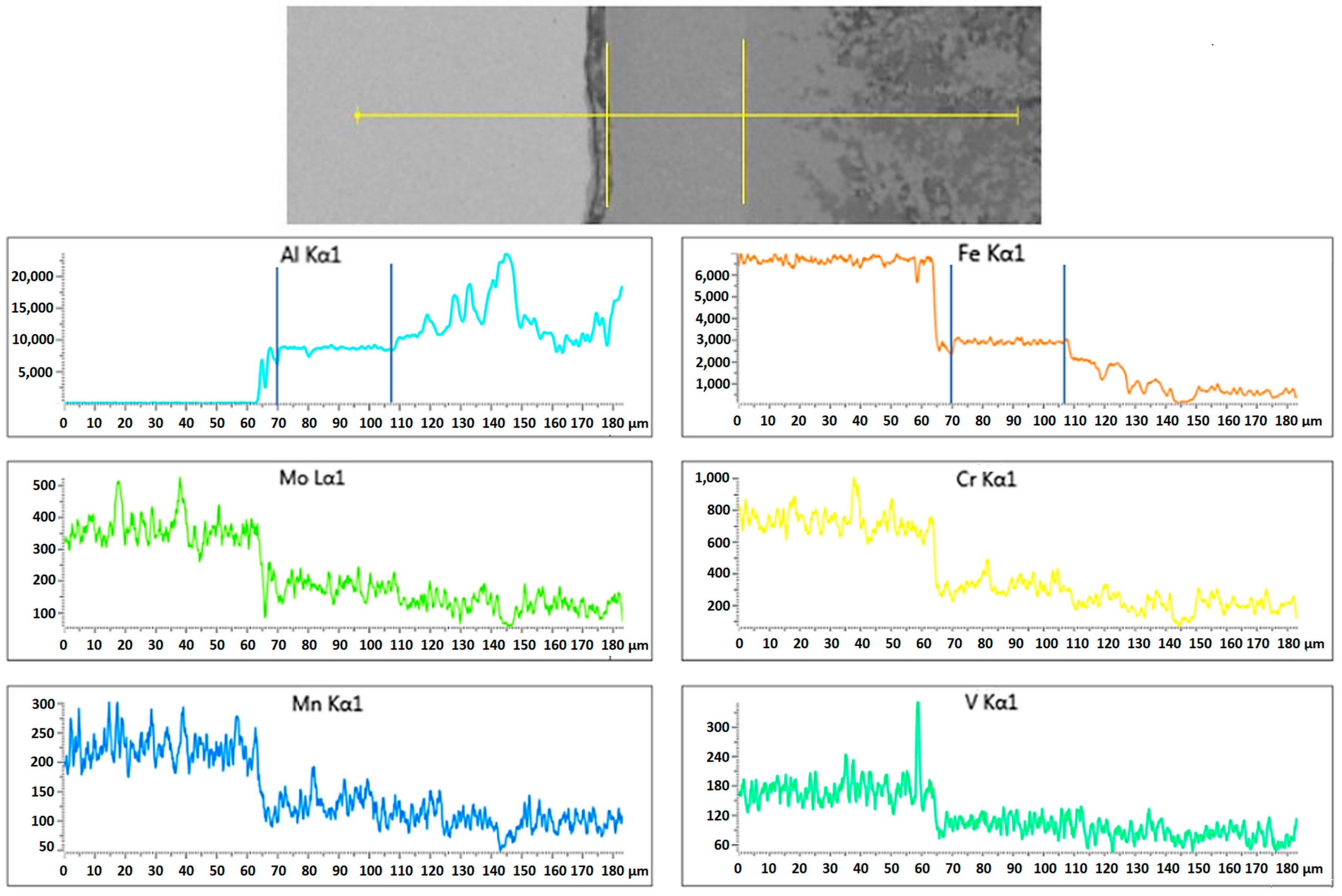
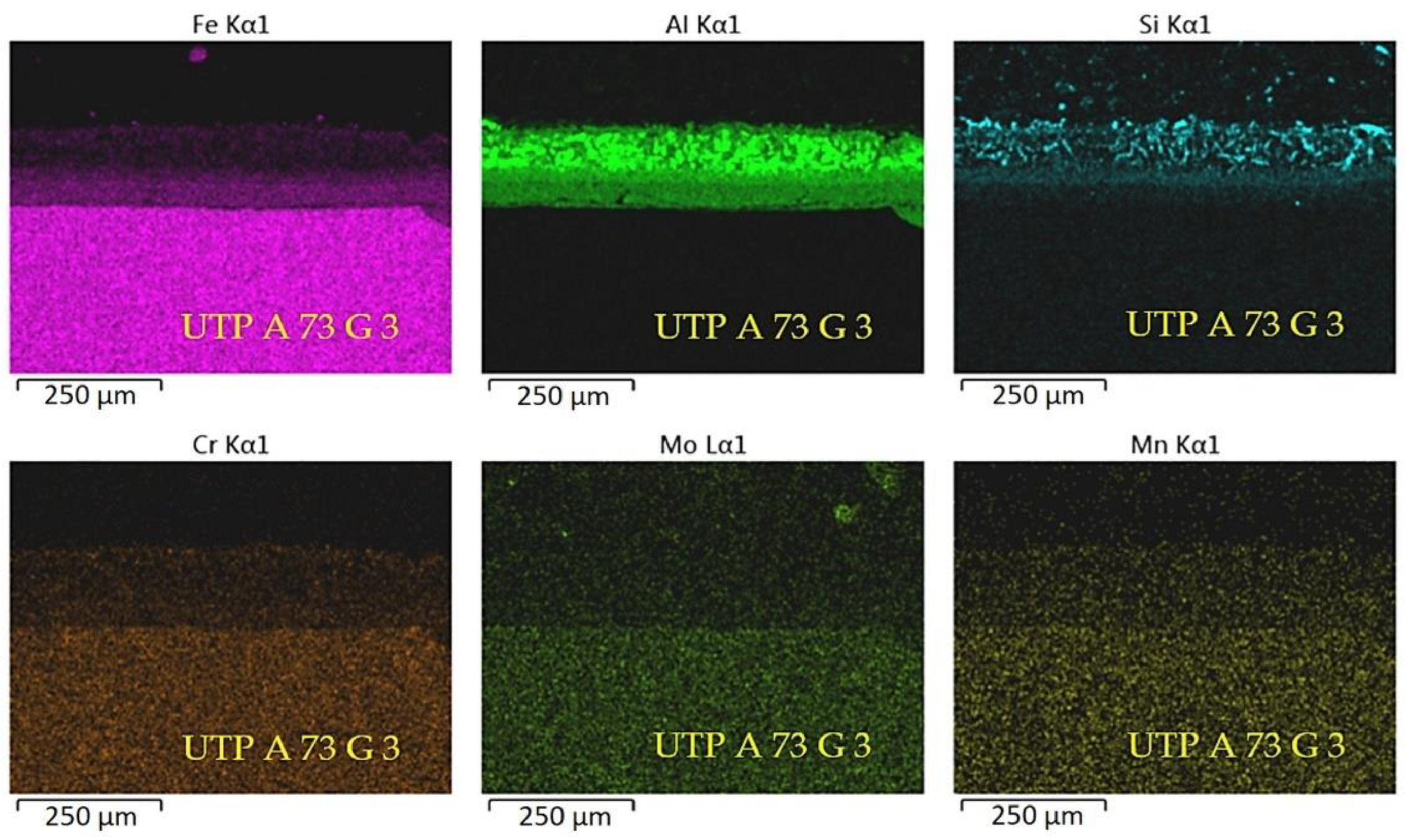
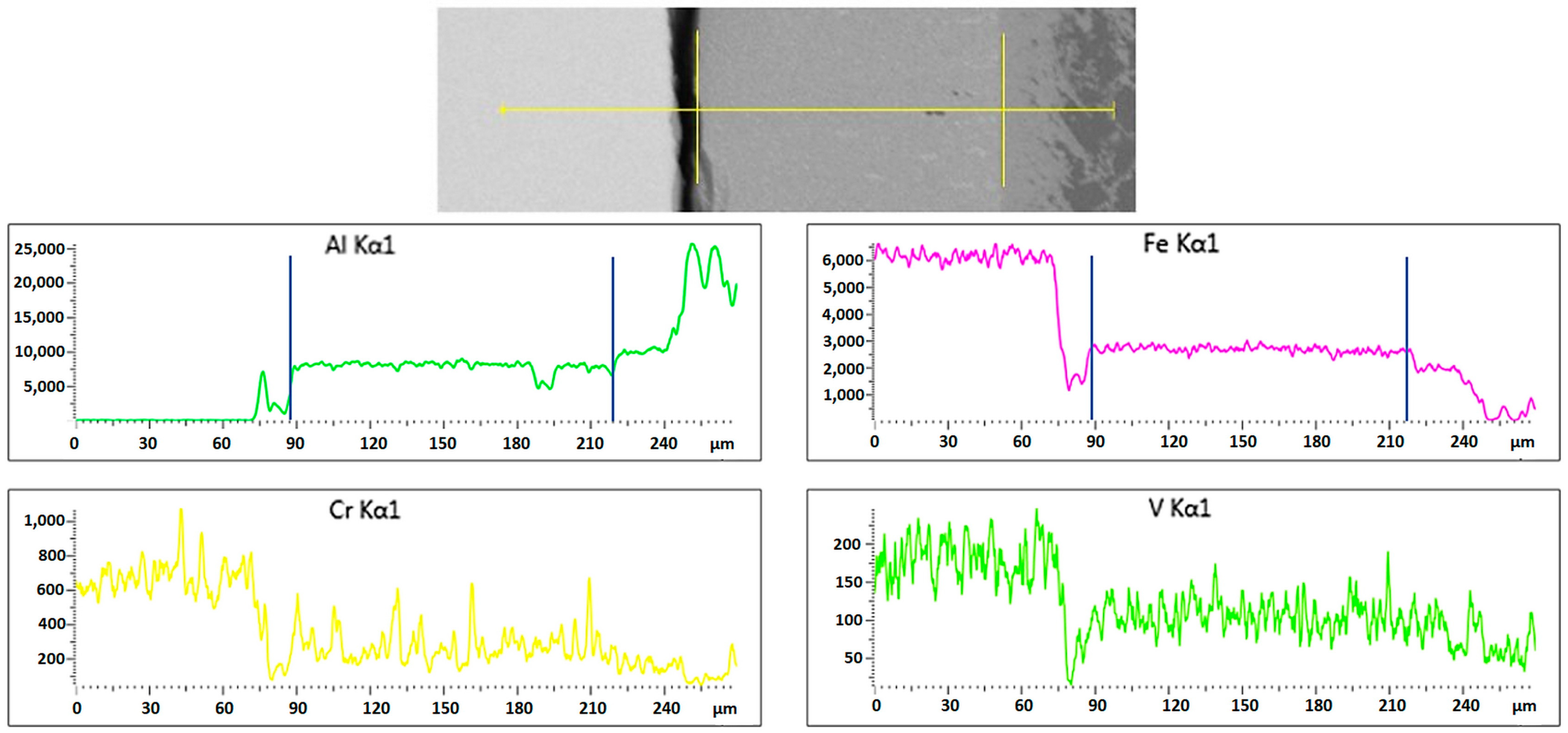
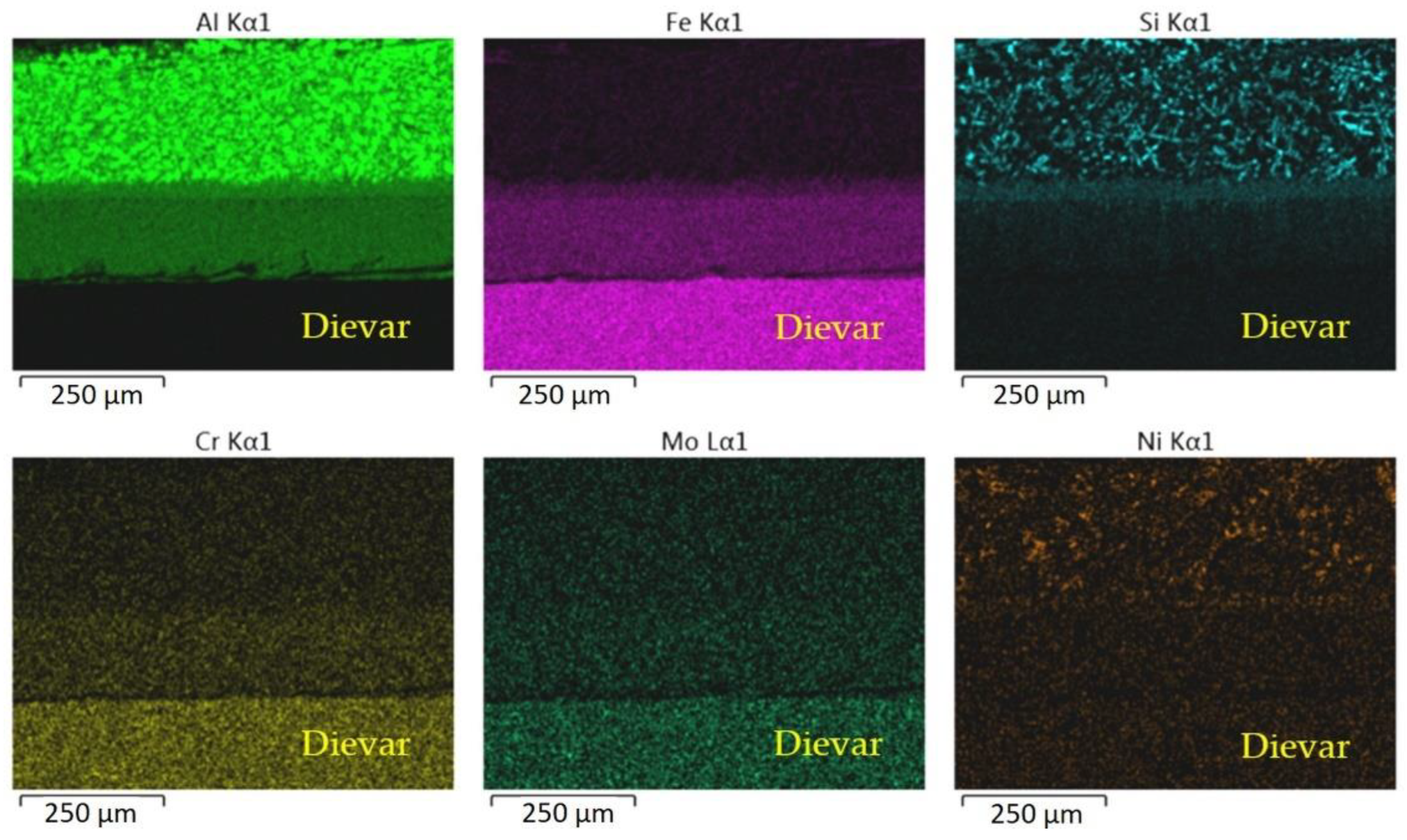
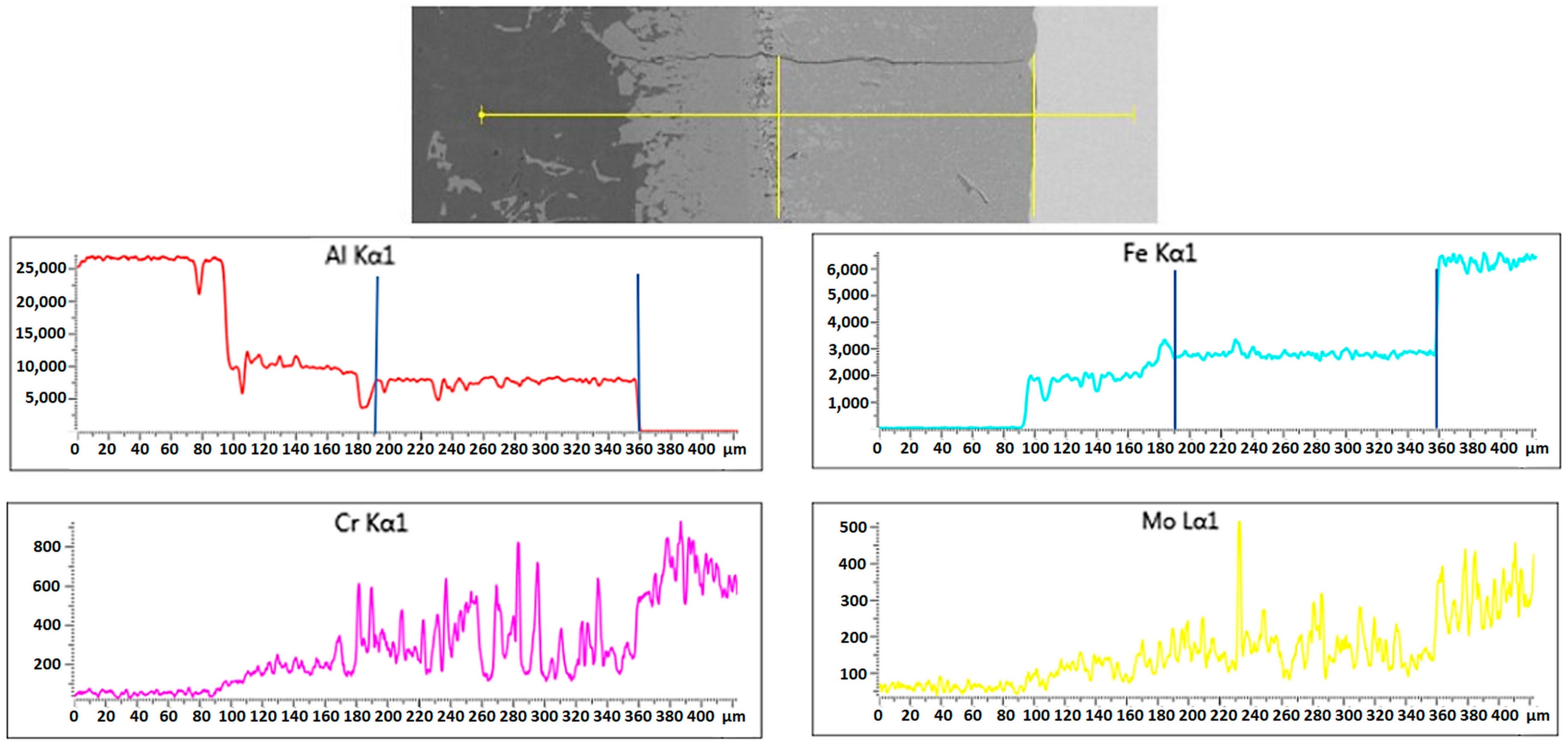
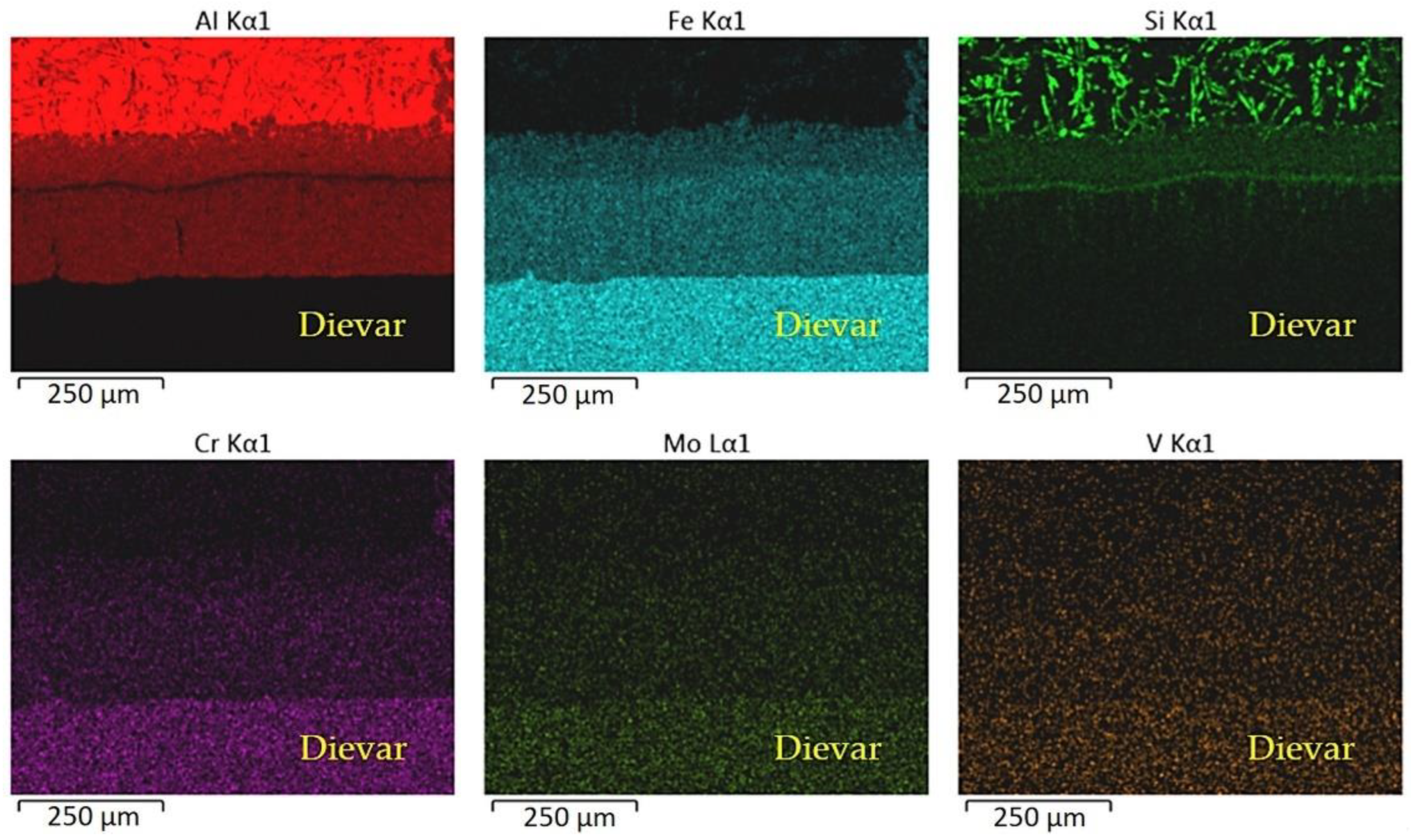
- Spectral, EDX line and elemental analyses were performed on the samples after their exposure in the melt for 120 and 300 min. During the immersion of the cladding in the melt, the dissolution of the elements Fe, Al, Cr and Si in the cladding occurred. The diffusion of Al into the cladding was observed. The cladding that was made with the Cronitex RC 44 wire was not evaluated as it was destroyed during the immersion test.
- -
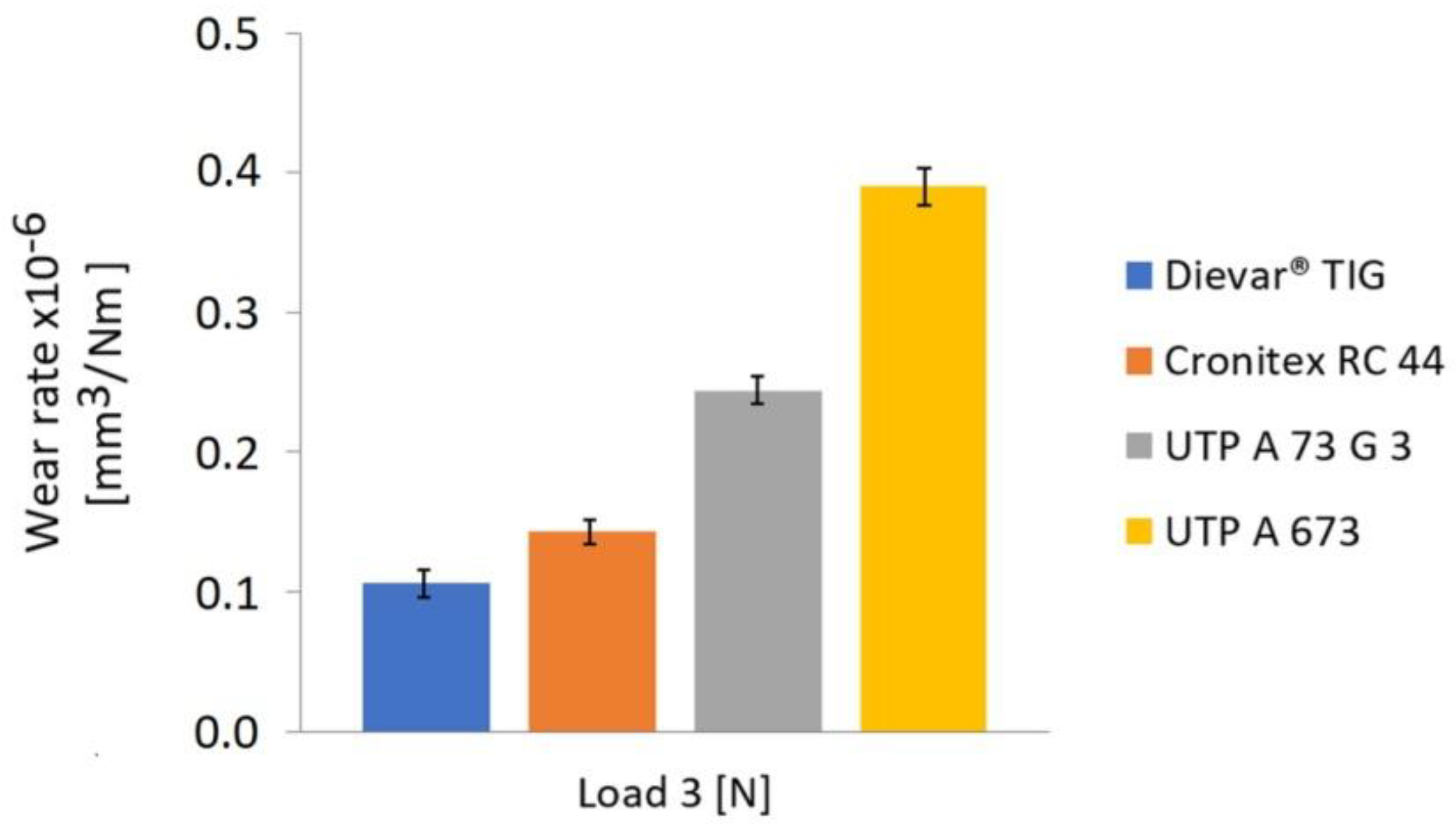
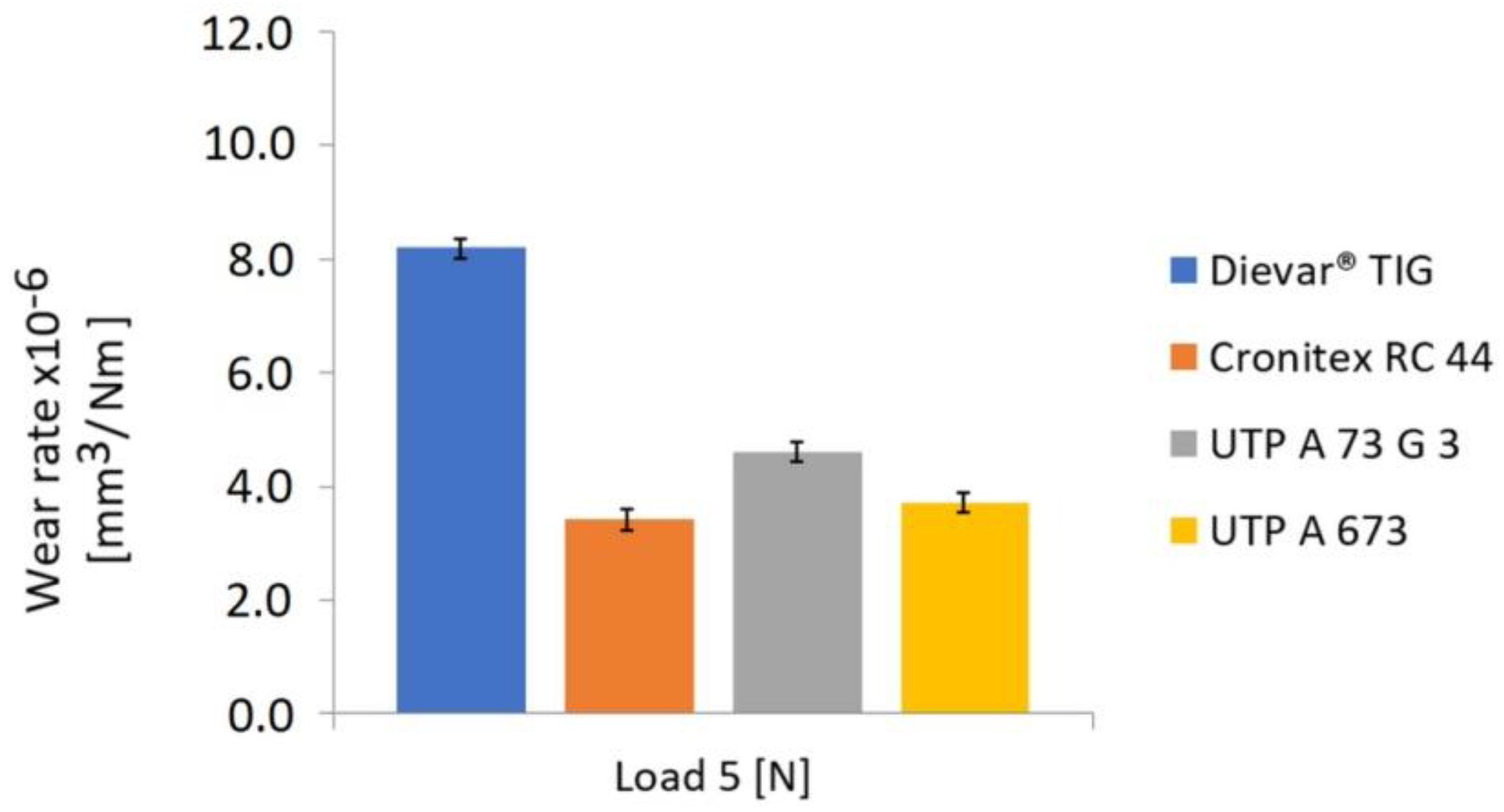
- Within the evaluation of the tribological properties of the surfaces, the resistance to adhesive wear was evaluated by the ball-on-disc test. This type of wear occurred on the moving parts of the molds. The lowest wear rate was exhibited by the cladding that was made with the Cronitex RC 44 material, which is consistent with the measured hardness values.
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Bradley, R.K. Education in Plastics Manufacturing: Aluminum Mold Making and Injection Molding. Int. J. Mech. Eng. Educ. 2021, 50, 726–738. [Google Scholar] [CrossRef]
- Moritzer, E.; Martin, Y. Experimental Investigations on the Fibre Length Degradation in Injection Moulds. AIP Conf. Proc. 2017, 1914, 140004. [Google Scholar]
- Brezinová, J.; Džupon, M.; Viňáš, J.; Guzanová, A.; Puchý, V.; Brezina, J.; Draganovská, D.; Vojtko, M. Progressive CMT Cladding for Renovation of Casting Mold. Acta Metall. Slovaca 2020, 26, 104–110. [Google Scholar] [CrossRef]
- Hou, Y.; Wang, J.; Liu, L.; Li, G.; Zhai, D. Mechanism of Pitting Corrosion Induced by Inclusions in Al-Ti-Mg Deoxidized High Strength Pipeline Steel. Micron 2020, 138, 102898. [Google Scholar] [CrossRef]
- Sharshin, V.N.; Balandin, V.M.; Skitovich, S.V.; Tsiglov, D.A. Improvement of the Technology of Remelting Waste and Chips of Aluminum Alloys with Raised Iron Content. Litejnoe Proizv. 1997, 5, 42–47. [Google Scholar]
- Barth, C.F.; Steigerwald, E.A.; Troiano, A.R.; Frankenthal, R.P.; Pickering, H.W. On the Mechanism of Localized Corrosion of Iron and Stainless Steel II. Morphological Studies. J. Electrochem. Soc. 1972, 119, 1304. [Google Scholar]
- Klobčar, D.; Tušek, J. Thermal Stresses in Aluminium Alloy Die Casting Dies. Comput. Mater. Sci. 2008, 43, 1147–1154. [Google Scholar] [CrossRef]
- Camargo, S.A.; Correa Romeiro, L.; Mendes Moraes, C.A. Assessment of Thermal Behavior of a Cooling System to Reduce Thermal Fatigue Cracks in Aluminum Injection Molds. Rev. Lib. 2020, 21, 75–86. [Google Scholar] [CrossRef]
- Wang, K.; Shi, Y.; Zhou, X.; Zhai, C.; Li, D.; Jiang, J. Development and Prospect of Cladding Technology. Cailiao Kexue yu Gongyi/Material Sci. Technol. 2021, 29, 81–90. [Google Scholar] [CrossRef]
- Li, X.; Li, T.; Shi, B.; Wang, D.; Adnan, M.; Lu, H. The Influence of Substrate Tilt Angle on the Morphology of Laser Cladding Layer. Surf. Coat. Technol. 2020, 391, 125706. [Google Scholar] [CrossRef]
- Trembach, B.; Grin, A.; Makarenko, N.; Zharikov, S.; Trembach, I.; Markov, O. Influence of the Core Filler Composition on the Recovery of Alloying Elements during the Self-Shielded Flux-Cored Arc Welding. J. Mater. Res. Technol. 2020, 9, 10520–10528. [Google Scholar] [CrossRef]
- Trembach, B.; Grin, A.; Subbotina, V.; Vynar, V.; Knyazev, S.; Zakiev, V.; Trembach, I.; Kabatskyi, O. Effect of Exothermic Addition (Cuo-Al) on the Structure, Mechanical Properties and Abrasive Wear Resistance of the Deposited Metal during Self-Shielded Flux-Cored Arc Welding. Tribol. Ind. 2021, 43, 452. [Google Scholar] [CrossRef]
- Kumar Saha, M.; Das, S. Gas Metal Arc Weld Cladding and Its Anti-Corrosive Performance—A Brief Review. Athens J. Τechnol. Eng. 2018, 5, 155–174. [Google Scholar] [CrossRef]
- Trembach, B.; Grin, A.; Turchanin, M.; Makarenko, N.; Markov, O.; Trembach, I. Application of Taguchi Method and ANOVA Analysis for Optimization of Process Parameters and Exothermic Addition (CuO-Al) Introduction in the Core Filler during Self-Shielded Flux-Cored Arc Welding. Int. J. Adv. Manuf. Technol. 2021, 114, 1099–1118. [Google Scholar] [CrossRef]
- Singhal, T.S.; Jain, J.K. GMAW Cladding on Metals to Impart Anti-Corrosiveness: Machine, Processes and Materials. Mater. Today Proc. 2020, 26, 2432–2441. [Google Scholar] [CrossRef]
- Shen, H.; Deng, R.; Liu, B.; Tang, S.; Li, S. Study of the Mechanism of a Stable Deposited Height during GMAW-Based Additive Manufacturing. Appl. Sci. 2020, 10, 4322. [Google Scholar] [CrossRef]
- Silwal, B.; Walker, J.; West, D. Hot-Wire GTAW Cladding: Inconel 625 on 347 Stainless Steel. Int. J. Adv. Manuf. Technol. 2019, 102, 3839–3848. [Google Scholar] [CrossRef]
- Hou, Z.L.; Fu, K.J.; Fang, D.S.; Wang, J.J.; Qiao, J.; Yang, P.C.; Wang, Y.W. Microstructure and Mechanical Performances of Stainless Steel Cladding by Twin-Electrode GTAW. Mater. Trans. 2021, 62, 995–1000. [Google Scholar] [CrossRef]
- Shi, C.; Liu, P.; Yan, D.; Zhang, Y. Effect of the Particle Size of Cladding Materials on the Morphology and Corrosion Resistance of Fe-Based Laser Cladding Layers. Int. J. Electrochem. Sci. 2020, 15, 1788–1795. [Google Scholar] [CrossRef]
- Hongyu, L.; Lianfeng, W.; Zeming, W.; Hui, C.; Na, Z.; Hengquan, Z. Effect of Preheating Temperature on Microstructure and Stress of Laser Cladding Layer. Laser Optoelectron. Prog. 2021, 58, 0714004. [Google Scholar] [CrossRef]
- Yao, F.; Fang, L.; Chen, X. Geometry Analysis and Microhardness Prediction of Nickel-Based Laser Cladding Layer on the Surface of H13 Steel. Processes 2021, 9, 408. [Google Scholar] [CrossRef]
- Hong, J.D.; Kim, E.; Yang, Y.S.; Kook, D.H. Mechanical Property Degradation of Unirradiated Zircaloy-4 Cladding After Creep Deformation. Nucl. Technol. 2018, 206, 282–292. [Google Scholar] [CrossRef]
- Zixin, C.; Houming, Z.; Caixing, X. Cladding Crack in Laser Cladding: A Review. Laser Optoelectron. Prog. 2021, 58, 0700006. [Google Scholar] [CrossRef]
- Fu, F.; Zhang, Y.; Chang, G.; Dai, J. Analysis on the Physical Mechanism of Laser Cladding Crack and Its Influence Factors. Optik 2016, 127, 200–202. [Google Scholar] [CrossRef]
- Wu, H.; Udagawa, Y.; Narukawa, T.; Amaya, M. Crack Formation in Cladding under LOCA Quench Conditions. Nucl. Eng. Des. 2016, 303, 25–30. [Google Scholar] [CrossRef]
- Erdogan, F.; Wu, B.H. Crack Problems in Fgm Layers under Thermal Stresses. J. Therm. Stress. 1996, 19, 237–265. [Google Scholar] [CrossRef]
- Zhu, M.; Shi, Y.; Fan, D.; Lu, L.H.; Zhou, H. Control of Pulsed DE-MIG Welding Process. J. Shanghai Jiaotong Univ. 2015, 49, 344–347. [Google Scholar] [CrossRef]
- Zhou, L.B.; Shu, J.G.; Sun, J.S.; Chen, J.; He, J.J.; Li, W.; Huang, W.Y.; Niu, Y.; Yuan, T.-C. Effects of Tantalum Addition on Microstructure and Properties of Titanium Alloy Fabricated by Laser Powder Bed Fusion. J. Cent. South Univ. 2021, 28, 1111–1128. [Google Scholar] [CrossRef]
- Viňáš, J.; Vrabel’, M.; Greš, M.; Brezina, J.; Sabadka, D.; Fedorko, G.; Molnár, V. Restoration of Worn Movable Bridge Props with Use of Bronze Claddings. Materials 2018, 11, 459. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Taylor, J.A. Iron-Containing Intermetallic Phases in Al-Si Based Casting Alloys. Procedia Mater. Sci. 2012, 1, 19–33. [Google Scholar] [CrossRef] [Green Version]
- Thompson, S. Handbook of Mould, Tool and Die Repair Welding; Elsevier: Amsterdam, The Netherlands, 1999. [Google Scholar]
- Davis, J. Surface Hardening of Steels: Understanding the Basics; ASM international: Almere, The Netherlands, 2002. [Google Scholar]
- Blaškovič, P.; Čomaj, M. Renovation by Cladding and Thermal Spraying; STU Bratislava: Bratislava, Slovakia, 2006; ISBN 80-227-2482-3. [Google Scholar]
- Milewski, J.O. Additive Manufacturing of Metals; Springer Series in Materials Science; Springer International Publishing: Cham, Switzerland, 2017; Volume 258, ISBN 978-3-319-58204-7. [Google Scholar]
- Chen, S.; Yang, D.; Zhang, M.; Huang, J.; Zhao, X. Interaction Between the Growth and Dissolution of Intermetallic Compounds in the Interfacial Reaction Between Solid Iron and Liquid Aluminum. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2016, 47, 5088–5100. [Google Scholar] [CrossRef]
- Springer, H.; Kostka, A.; Payton, E.J.; Raabe, D.; Kaysser-Pyzalla, A.; Eggeler, G. On the Formation and Growth of Intermetallic Phases during Interdiffusion between Low-Carbon Steel and Aluminum Alloys. Acta Mater. 2011, 59, 1586–1600. [Google Scholar] [CrossRef]
- Bouayad, A.; Gerometta, C.; Belkebir, A.; Ambari, A. Kinetic Interactions between Solid Iron and Molten Aluminium. Mater. Sci. Eng. A 2003, 363, 53–61. [Google Scholar] [CrossRef]
- Shahverdi, H.R.; Ghomashchi, M.R.; Shabestari, S.; Hejazi, J. Microstructural Analysis of Interfacial Reaction between Molten Aluminium and Solid Iron. J. Mater. Process. Technol. 2002, 124, 345–352. [Google Scholar] [CrossRef]
- Azimaee, H.; Sarfaraz, M.; Mirjalili, M.; Aminian, K. Effect of Silicon and Manganese on the Kinetics and Morphology of the Intermetallic Layer Growth during Hot-Dip Aluminizing. Surf. Coat. Technol. 2019, 357, 483–496. [Google Scholar] [CrossRef]
- Rezaei, H.; Akbarpour, M.R.; Shahverdi, H.R. Effects of Interfacial Layers Fracture on the Dissolution Mechanism of Solid Fe in Liquid Al. JOM 2015, 67, 1443–1450. [Google Scholar] [CrossRef]
- Hegde, S.; Prabhu, K.N. Modification of Eutectic Silicon in Al-Si Alloys. J. Mater. Sci. 2008, 43, 3009–3027. [Google Scholar] [CrossRef]
- Jogineedi, R.; Singireddy, V.R.; Kancharla, S.K.; Salvi, S.S.; Jain, A.; Filip, P. Impact of Microstructure and Surface Treatment on Thermal Properties of Gray Cast Iron Brake Rotors; SAE Technical Paper Series; SAE International: Warrendale, PA, USA, 2022. [Google Scholar]































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | P | S | Cr | Ni | Mo | V | Cu | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| 0.362 | 0.421 | 0.166 | 0.002 | 0.009 | 5.09 | 0.074 | 2.31 | 0.64 | 0.072 | Bal. |
| Yield Strength [MPa] | Tensile Strength [MPa] | Elongation A5 [%] | Hardness HRC |
|---|---|---|---|
| 1420 | 1680 | 12 | 45 |
| C | Mn | Si | Cr | W | V | Mo | Ti | Fe | |
|---|---|---|---|---|---|---|---|---|---|
| Cronitex RC 44 | 0.35 | 0.6 | 0.7 | 5.3 | 0.4 | 0.8 | 1.5 | - | Bal. |
| UTP A 73 G 3 | 0.25 | 0.7 | 0.5 | 5.0 | - | - | 4.0 | 0.6 | Bal. |
| UTP A 673 | 0.35 | 0.4 | 1 | 5.0 | 1.3 | 0.3 | 1.5 | - | Bal. |
| Dievar® TIG | 0.32 | 0.4 | 0.3 | 4.9 | - | 0.6 | 2.1 | Bal. |
| Electric current [Iz] | 95 A |
| Voltage [Uz] | 18 V |
| Burner nozzle diameter | 9.5 mm |
| Protective atmosphere | Ar 4.6 |
| Gas flow | 12 L |
| Cladding equipment | 2-takt |
| Intercaterpillar temperature | ≤150 °C |
| Applied polarity | DC+ |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Brezinová, J.; Džupon, M.; Viňáš, J.; Vojtko, M.; Brezina, J.; Vasková, I.; Puchý, V. Possibilities of Repairing Functional Surfaces of Molds for Injecting Al Alloys Using Manual GTAW Cladding. Metals 2022, 12, 1781. https://doi.org/10.3390/met12111781
Brezinová J, Džupon M, Viňáš J, Vojtko M, Brezina J, Vasková I, Puchý V. Possibilities of Repairing Functional Surfaces of Molds for Injecting Al Alloys Using Manual GTAW Cladding. Metals. 2022; 12(11):1781. https://doi.org/10.3390/met12111781
Chicago/Turabian StyleBrezinová, Janette, Miroslav Džupon, Ján Viňáš, Marek Vojtko, Jakub Brezina, Iveta Vasková, and Viktor Puchý. 2022. "Possibilities of Repairing Functional Surfaces of Molds for Injecting Al Alloys Using Manual GTAW Cladding" Metals 12, no. 11: 1781. https://doi.org/10.3390/met12111781