
Numerical Simulation of Bubble and Velocity Distribution in a Furnace

 , , , and
, , , and
Abstract
:1. Introduction
2. Model Theory
2.1. Water Model Experiment
2.2. CFD-VOF Model
2.2.1. Volume of Fluid Model (VOF)
2.2.2. Turbulence Model (RNG k-ε Model)
2.3. Geometric Model and Boundary Conditions
3. Results and Discussion
3.1. Model Verification
3.2. Distribution of Bubbles
3.3. Velocity Distribution
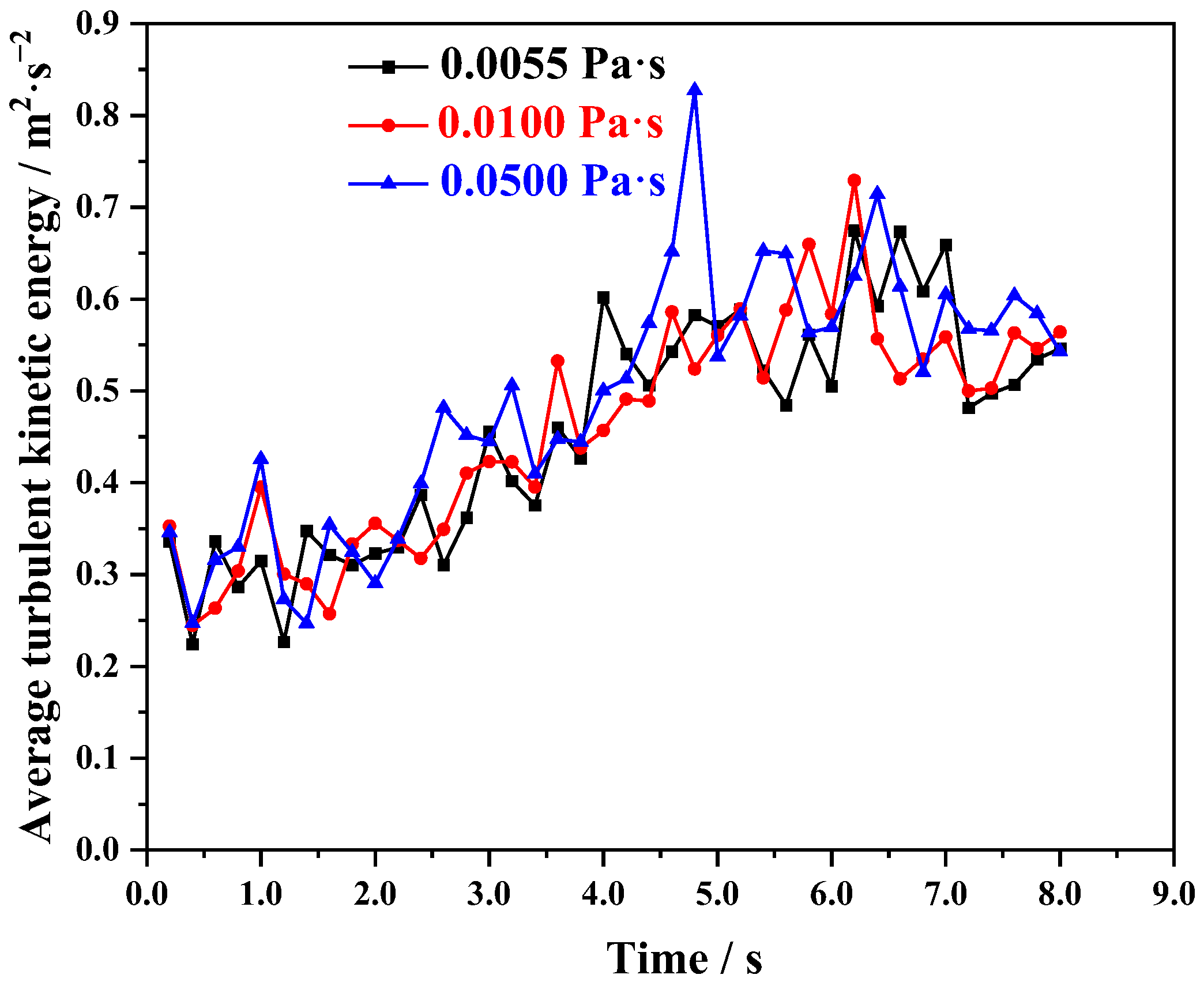
3.4. Average Turbulent Kinetic Energy
4. Conclusions
- Comparing the behavior of bubble motion, the simulation results were similar to the experimental results. This shows the accuracy of the simulation parameters selected in the simulation calculation and confirms the feasibility of establishing a mathematical model for numerical simulation.
- As the inlet velocity increased, the bubbles concentrated towards the middle, and the liquid level fluctuation became more intense. The depth of chlorine entering the molten salt with an inlet velocity of 60 m/s was about four times the depth with an inlet velocity of 15 m/s. In terms of velocity distribution, excessive or too small an inlet velocity may lead to the uneven distribution of chlorine in molten salt. Therefore, an inlet velocity of about 30 m/s is more appropriate. To find a more accurate inlet velocity, further research is needed.
- With the increase in liquid density, the number of bubbles was almost the same, the fluctuation range of liquid level was relatively small, and the velocity distribution was very similar. Therefore, changing the liquid density had little effect on the bubble and velocity distribution.
- Although the increase in liquid viscosity increased the gas holdup, it resulted in the poor fluidity of bubbles in the molten salt. In order to ensure that the gas holdup and fluidity of chlorine in molten salt are proper, it is necessary to select the appropriate liquid viscosity to facilitate the subsequent chemical reaction.
- The average turbulent kinetic energy and its fluctuation amplitude increased with the increase in inlet velocity. This shows that increasing the inlet velocity is beneficial to enhancing the stirring effect. After reaching a dynamic balance, the average turbulent kinetic energy under different liquid densities and viscosities was roughly the same while the value of average turbulent kinetic energy under different liquid densities was 0.51 m2/s2 and under different viscosities was 0.55 m2/s2.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kroll, W. The production of ductile titanium. Trans. Electrochem. Soc. 1940, 78, 35–47. [Google Scholar] [CrossRef]
- Li, H.; Wang, H.; Yang, R.; Meng, J.; Xie, G.; Xie, Y. Analysis of deterioration cause and investigation on the stability control measures of molten salt system in TiCl4 molten salt chlorinator. Rare Met. Cem. Carbides 2014, 42, 16–22. [Google Scholar]
- Wei, H.; Ding, W.; Li, Y.; Nie, H.; Saxén, H.; Long, H.; Yu, Y. Porosity distribution of moving burden layers in the blast furnace throat. Granul. Matter 2021, 23, 10. [Google Scholar] [CrossRef]
- Li, Z.; Jiang, B.; Zhu, W.; Li, W.; Jin, F. Plant practice of american fluidizing chlorination and refining technology. Nonferrous Met. 2014, 33–35. [Google Scholar] [CrossRef]
- Liu, L. Research on manufacturing technology of titanium tetrachloride. Inorg. Chem. Ind. 2013, 45, 36–37. [Google Scholar] [CrossRef]
- Miao, Q.; Li, K.; Li, L.; Chen, A.; Chen, X.; Zhang, Y. Effect of sulfur content in petroleum coke on molten salt chlorination process. Nonferrous Met. 2016, 14–17. [Google Scholar] [CrossRef]
- Yuan, Z.-F.; Zhu, Y.-Q.; Xi, L.; Xiong, S.-F.; Xu, B.-S. Preparation of TiCl4 with multistage series combined fluidized bed. Trans. Nonferrous Met. Soc. China 2013, 23, 283–288. [Google Scholar] [CrossRef]
- Li, L.; Li, K.; Liu, D.; Chen, A. Carbochlorination of low-grade titanium slag to titanium tetrachloride in molten salt. In Extraction; The Minerals, Metals & Materials Series; Springer: Cham, Switzerland, 2018; pp. 753–762. [Google Scholar]
- Hu, Y. Main influence factors and control methods of molten salt chlorination. Sci. Technol. Inf. 2011. [Google Scholar]
- Ju, D.; Chen, Z.; Qing, Y.; Yan, D.; Li, X. Finite element modeling of steady temperature field of molten salt chlorinator. Iron Steel Vanadium Titan. 2011, 32, 25–28. [Google Scholar]
- Hu, Y. Heat balance of molten salt chlorination furnace during heat preservation. Light Ind. Sci. Technol. 2012, 26–27. [Google Scholar] [CrossRef]
- Morris, A.J.; Jensen, R.F. Fluidized-bed chlorination rates of australian rutile. Metall. Mater. Trans. B 1976, 7, 89–93. [Google Scholar] [CrossRef]
- Yang, F.; Hlavacek, V. Carbochlorination kinetics of titanium dioxide with carbon and carbon monoxide as reductant. Metall. Mater. Trans. B 1998, 29, 1297–1307. [Google Scholar] [CrossRef]
- Feng, N.; Ma, J.; Cao, K. Applied research on the production of crude titanium tetrachloride by the means of molten salt chlorination. J. Liaoning Univ. Technol. 2017, 37, 180–182. [Google Scholar] [CrossRef]
- Zhao, X. Study on temperature control method of molten salt chlorination furnace. Sichuan Metall. 2018, 40, 50–54. [Google Scholar] [CrossRef]
- Li, L.; Chen, A.; Li, K.; Miao, Q.; Xu, Z.; Xia, J. Stable operation influencing factors of titanium slag molten salt chlorination furnace. Light Met. 2016, 38–42. [Google Scholar] [CrossRef]
- Liu, C.; Li, J. Research on reaction mechanism of melting salt chlorination. Titan. Ind. Prog. 2011, 28, 29–33. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, R.; Zhou, R.; Shao, B.; Wei, Q.; Yuan, Z.; Xu, C. Thermodynamics on the reaction of carbochlorination of titania for getting titanium tetrachloride. Comput. Appl. Chem. 2006, 23, 263–266. [Google Scholar] [CrossRef]
- Ju, D.; Yan, D.; Li, X.; Ma, E.; Zang, Y.; Li, J. Application of reaction thermodynamics of carbon chlorination of high titanium slag in molten salt chlorination. Iron Steel Vanadium Titan. 2010, 21, 32–36. [Google Scholar]
- Niu, L.-P.; Zhang, T.-A.; NI, P.-Y.; Lü, G.-Z.; Ouyang, K. Fluidized-bed chlorination thermodynamics and kinetics of Kenya natural rutile ore. Trans. Nonferrous Met. Soc. China 2013, 23, 3448–3455. [Google Scholar] [CrossRef]
- McClure, D.D.; Aboudha, N.; Kavanagh, J.M.; Fletcher, D.F.; Barton, G.W. Mixing in bubble column reactors: Experimental study and CFD modeling. Chem. Eng. J. 2015, 264, 291–301. [Google Scholar] [CrossRef]
- Abbassi, W.; Besbes, S.; El Hajem, M.; Ben Aissia, H.; Champagne, J.Y. Numerical simulation of free ascension and coaxial coalescence of air bubbles using the volume of fluid method (VOF). Comput. Fluids 2018, 161, 47–59. [Google Scholar] [CrossRef]
- Abbassi, W.; Besbes, S.; Ben Aissia, H.; Champagne, J.Y. Study of the rise of a single/multiple bubbles in quiescent liquids using the VOF method. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 272. [Google Scholar] [CrossRef]
- Chen, H.; Wei, S.; Ding, W.; Wei, H.; Li, L.; Saxén, H.; Long, H.; Yu, Y. Interfacial area transport equation for bubble coalescence and breakup: Developments and comparisons. Entropy 2021, 23, 1106. [Google Scholar] [CrossRef] [PubMed]
- Akhtar, A.; Pareek, V.; Tadé, M. CFD simulations for continuous flow of bubbles through gas-liquid columns: Application of VOF method. Chem. Prod. Process Model. 2007, 2, 9. [Google Scholar] [CrossRef]
- Chen, W.-Y.; Wang, J.-B.; Jiang, N.; Zhao, B.; Wang, Z.-D. Numerical simulation of gas-liquid two-phase jet flow in air-bubble generator. J. Cent. South Univ. 2008, 15, 140–144. [Google Scholar] [CrossRef]
- Gu., Y.; Yang, W.; Liu, Z.; Luo, Z.; Zou, Z. Numerical simulation about evolution of bubble wake during bubble rising by VOF method. CIESC J. 2021, 72, 1947–1955. [Google Scholar] [CrossRef]
- Wang, X.; Dong, H.; Zhang, X.; Yu, L.; Zhang, S.; Xu, Y. Numerical simulation of single bubble motion in ionic liquids. Chem. Eng. Sci. 2010, 65, 6036–6047. [Google Scholar] [CrossRef]
- Gao, H.; Stenstrom, M. Evaluation of three turbulence models in predicting the steady state hydrodynamics of a secondary sedimentation tank. Water Res. 2018, 143, 445–456. [Google Scholar] [CrossRef]
- Henkes, R.; Van Der Vlugt, F.; Hoogendoorn, C. Natural-convection flow in a square cavity calculated with low-Reynolds-number turbulence models. Int. J. Heat Mass Transf. 1991, 34, 377–388. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Liquid/Gas | Density/kg/m3 | Viscosity/Pa·s |
|---|---|---|---|
| Prototype | Molten salt | 1650 | 0.0055 |
| Chlorine | 2.9 | 1.4473 × 10−5 | |
| Model | Water | 1000 | 1.01 × 10−3 |
| Air | 1.29 | 1.79 × 10−5 |
| No. | Inlet Velocity/(m/s) | Liquid Density/(kg/m3) | Liquid Viscosity/(Pa·s) |
|---|---|---|---|
| 1 | 15 | 1650 | 0.0055 |
| 2 | 30 | ||
| 3 | 60 | ||
| 4 | 30 | 1261 | |
| 5 | 1650 | ||
| 6 | 1650 | 0.0100 | |
| 7 | 0.0500 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ding, W.; Qi, B.; Chen, H.; Li, Y.; Xiong, Y.; Saxén, H.; Yu, Y. Numerical Simulation of Bubble and Velocity Distribution in a Furnace. Metals 2022, 12, 844. https://doi.org/10.3390/met12050844
Ding W, Qi B, Chen H, Li Y, Xiong Y, Saxén H, Yu Y. Numerical Simulation of Bubble and Velocity Distribution in a Furnace. Metals. 2022; 12(5):844. https://doi.org/10.3390/met12050844
Chicago/Turabian StyleDing, Weitian, Bing Qi, Huiting Chen, Ying Li, Yuandong Xiong, Henrik Saxén, and Yaowei Yu. 2022. "Numerical Simulation of Bubble and Velocity Distribution in a Furnace" Metals 12, no. 5: 844. https://doi.org/10.3390/met12050844