
Effect of Heat Treatment on Microstructural Evolution and Microhardness Change of Al-5Zn-0.03In-1Er Alloy

 , and
, and
Abstract
:1. Introduction
2. Experimental Procedure
2.1. Material Preparation
2.2. Microstructure Characterization
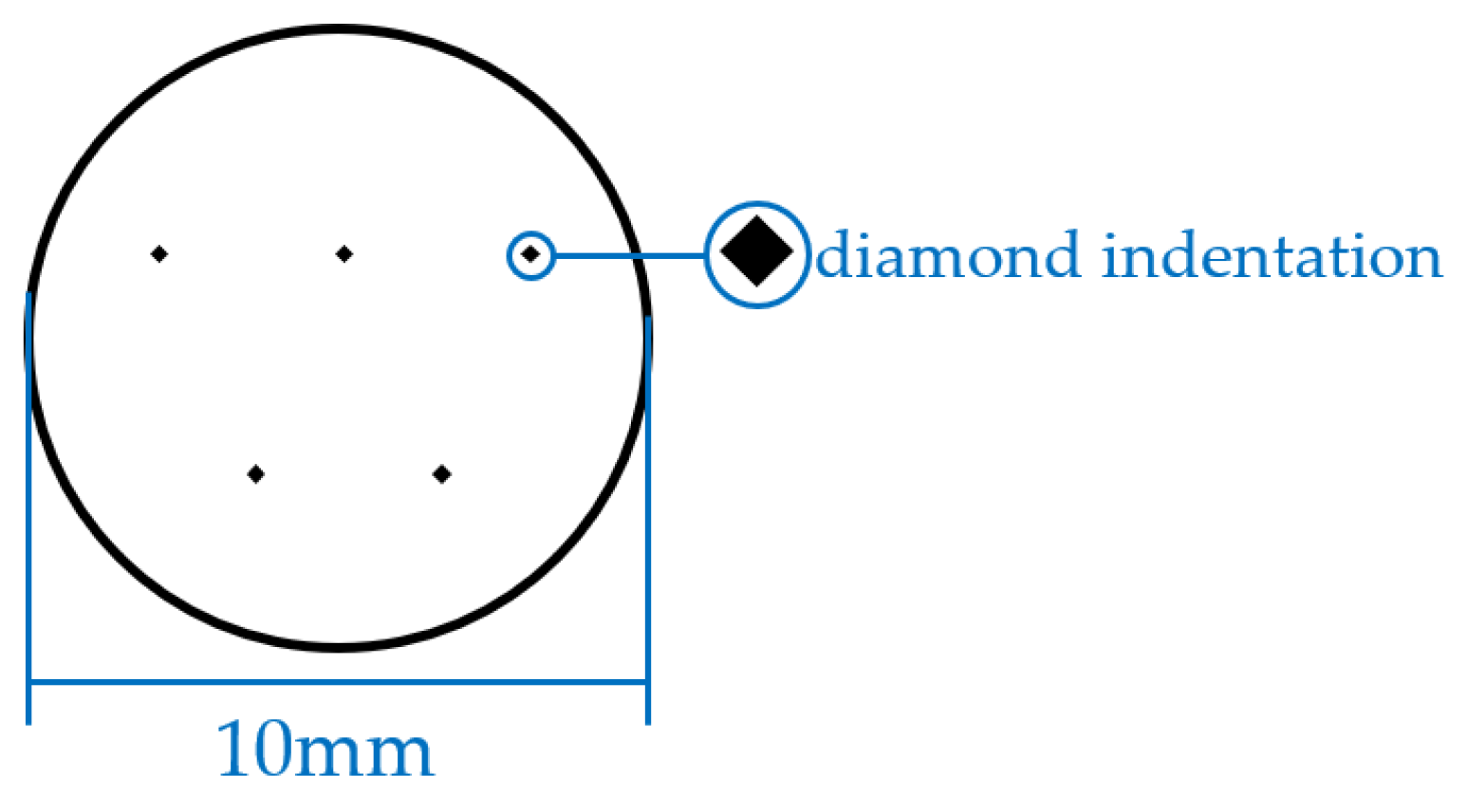
2.3. Microhardness Measurements
3. Results
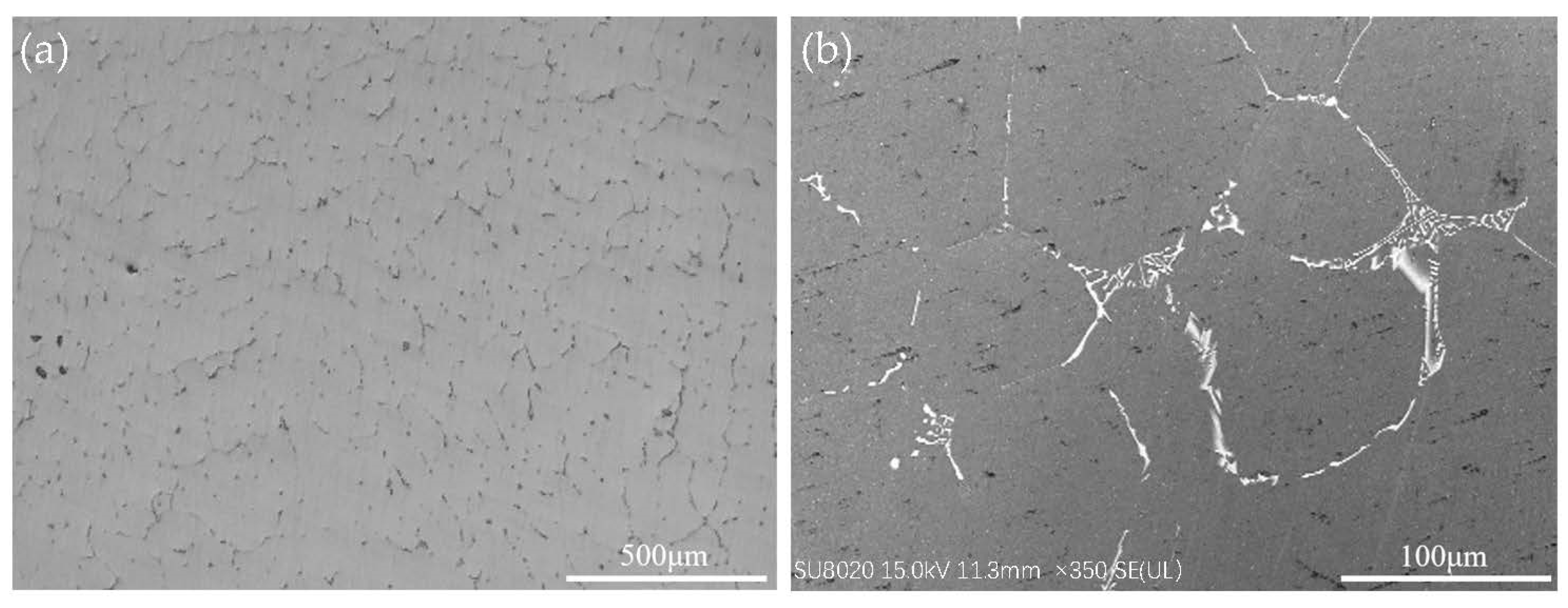
3.1. Characterization of As-Cast Microstructure
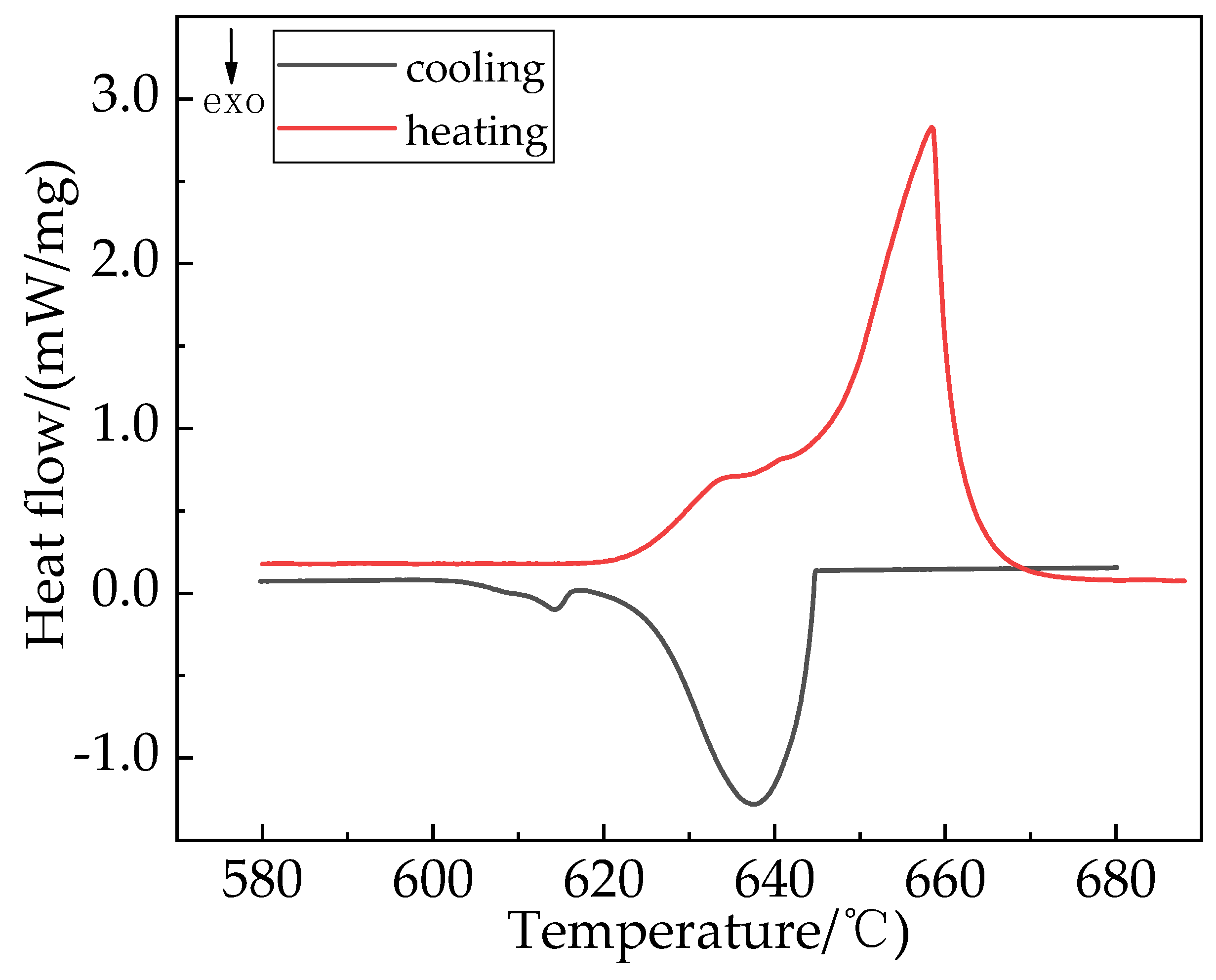
3.2. DSC Analysis of As-Cast Alloy
3.3. Microstructural Evolution during UHTT
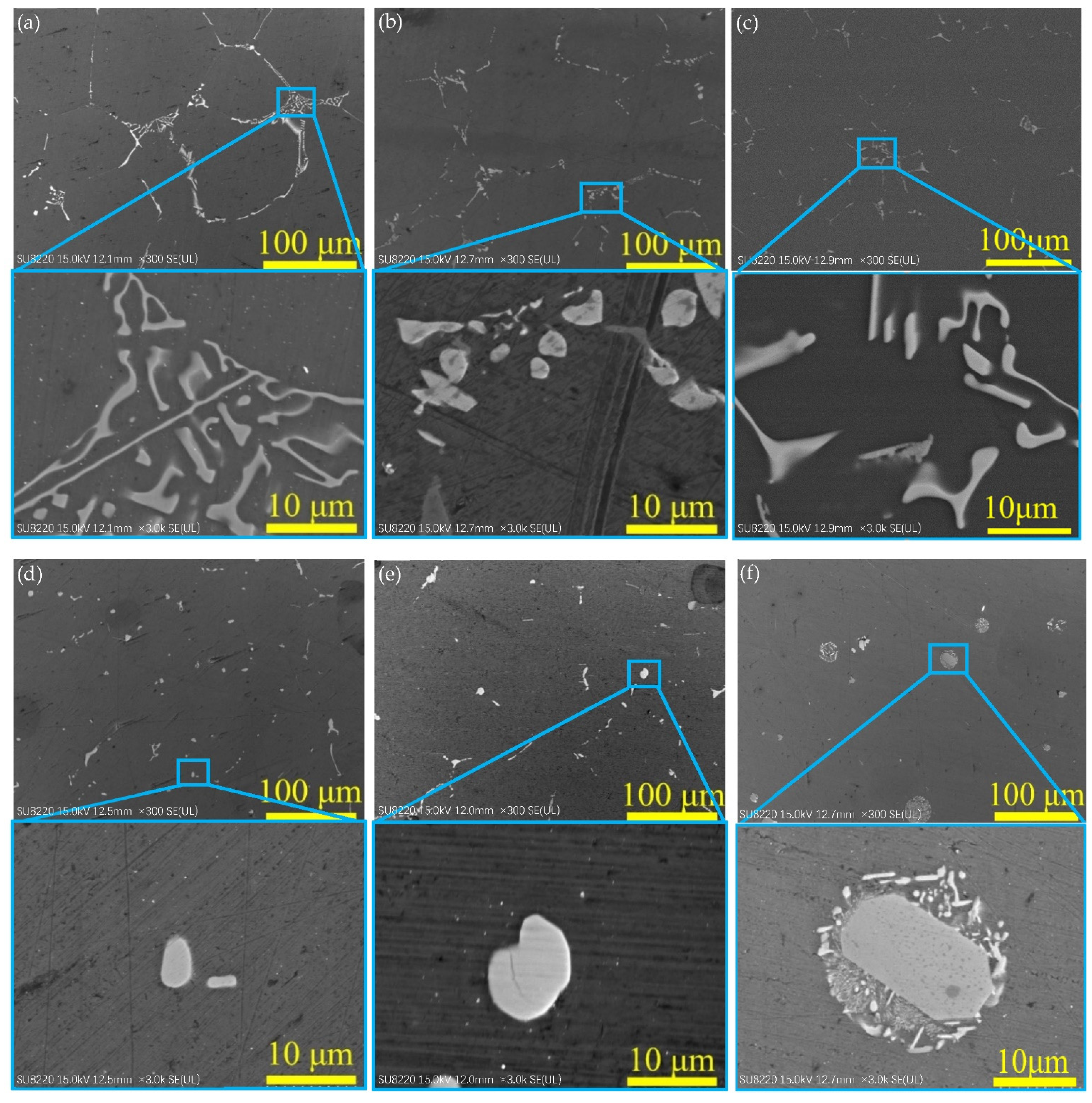
3.3.1. Microstructure Evolution during Different UHTT Temperatures
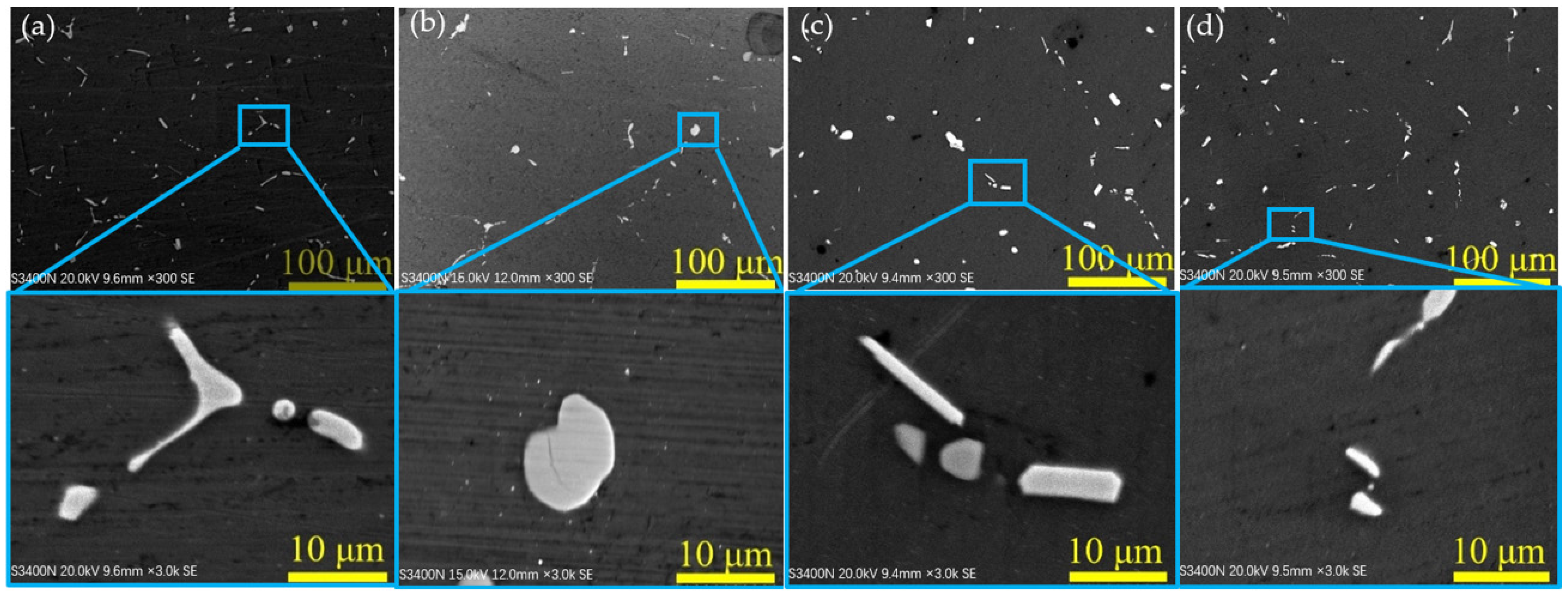
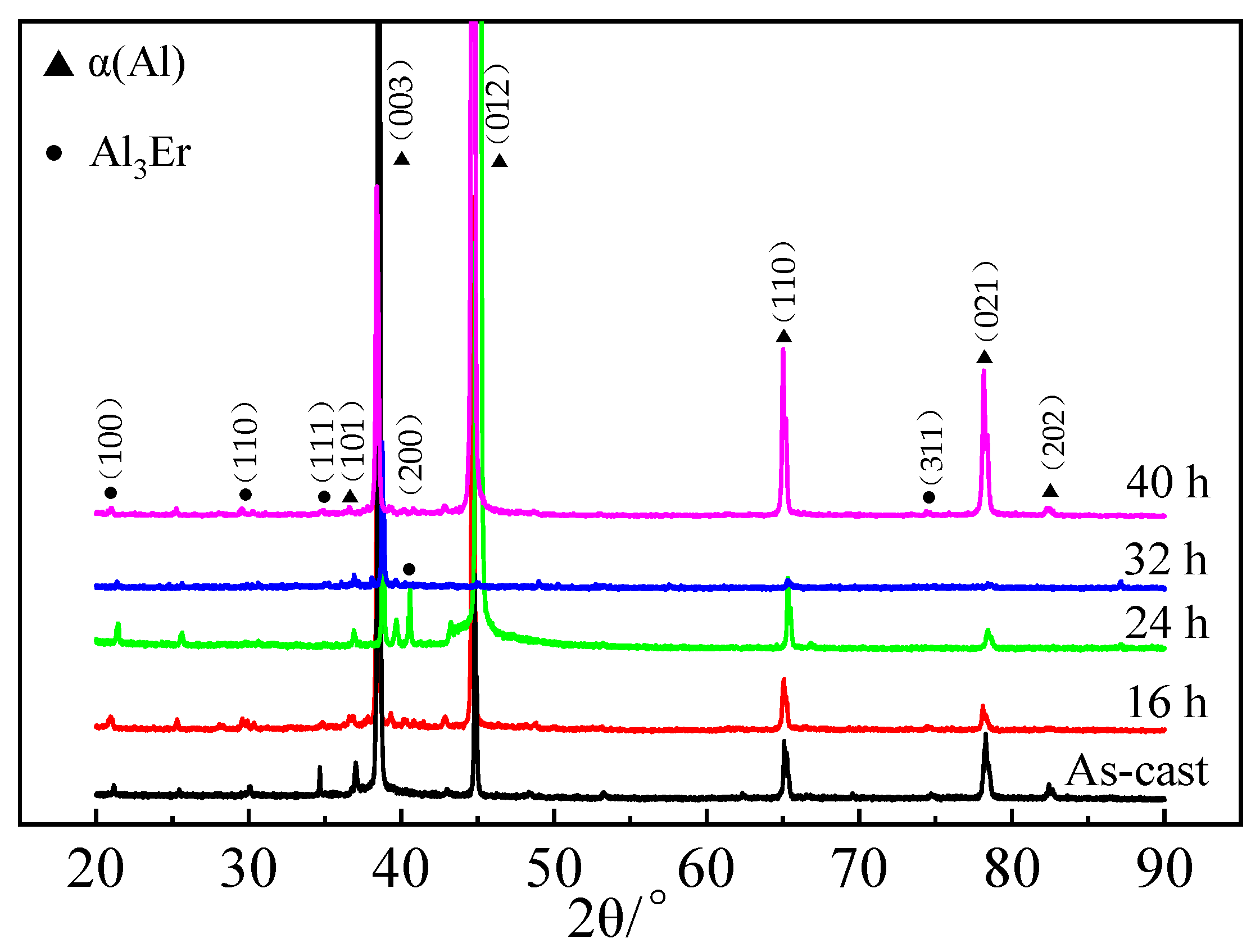
3.3.2. Microstructure Evolution during Different UHTT Times
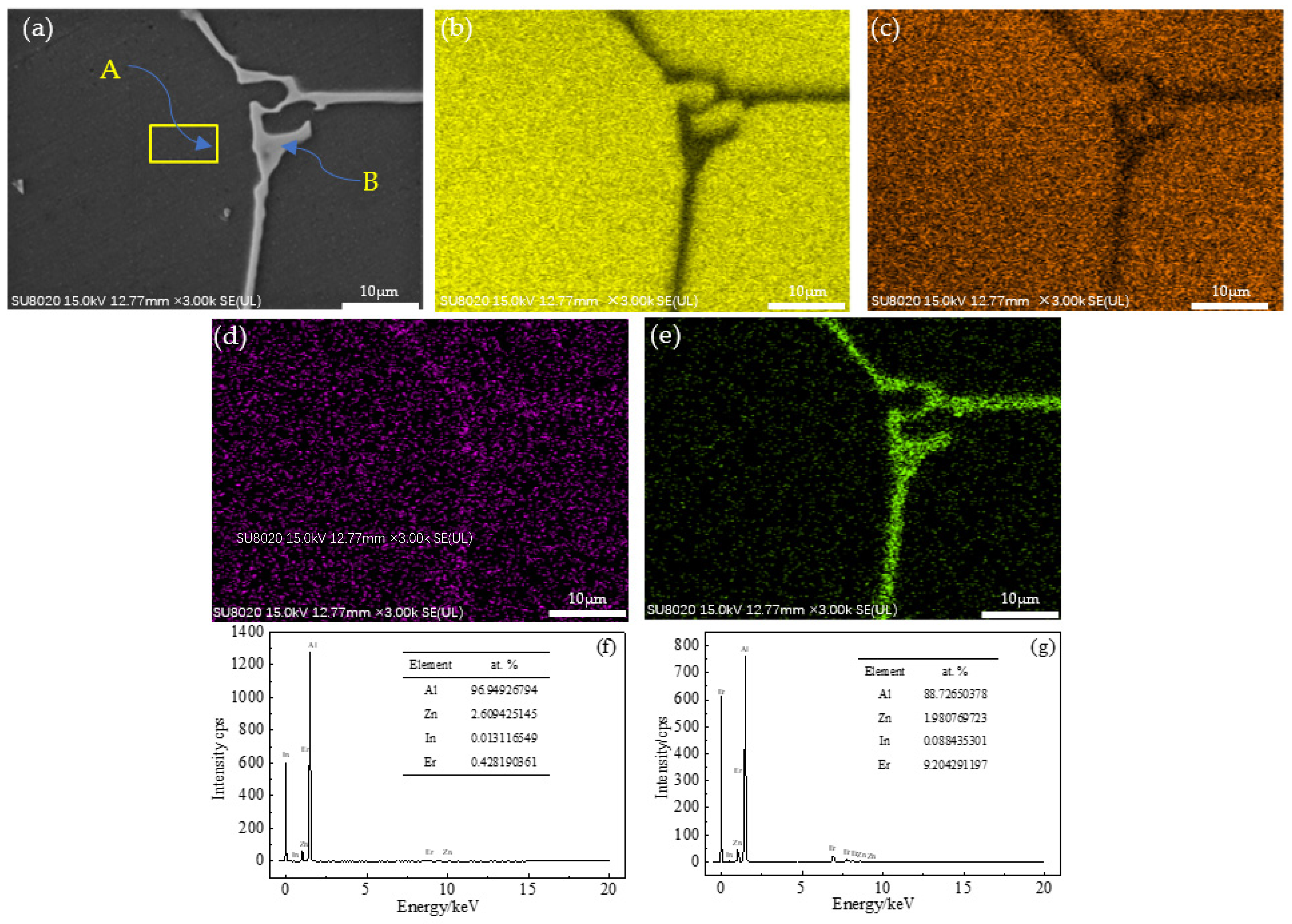
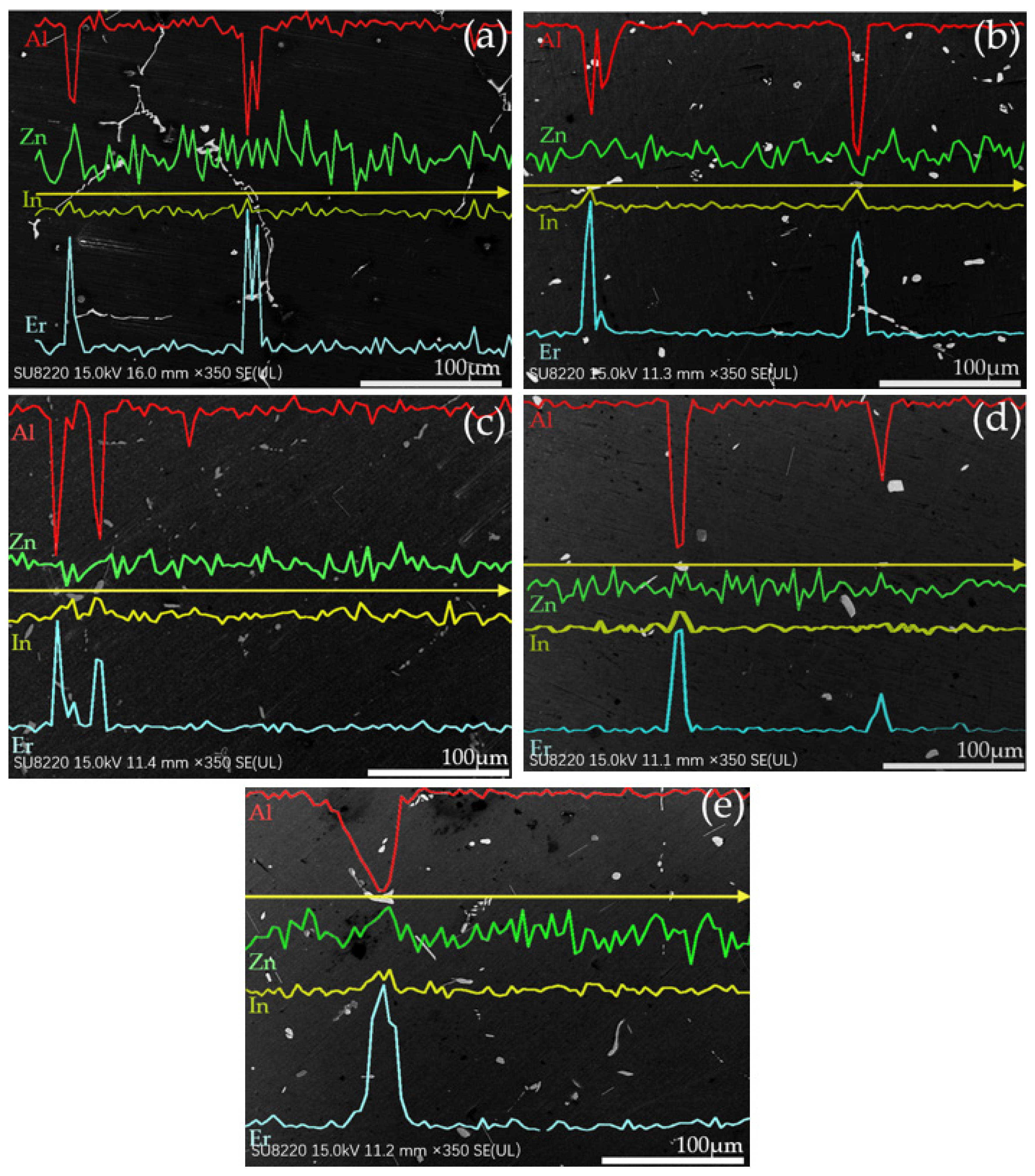
3.4. Line Scanning Analysis
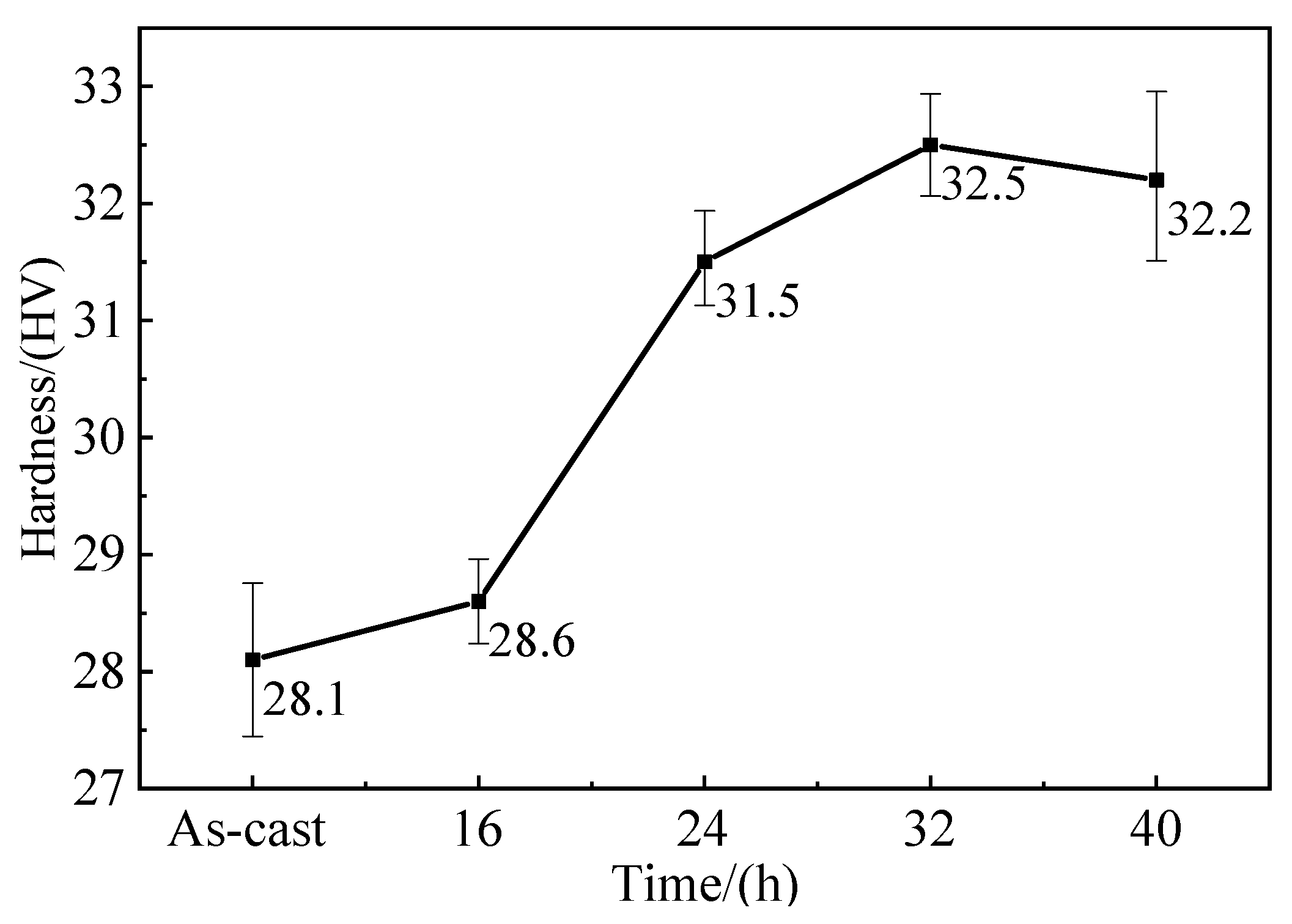
3.5. Microhardness Analysis
4. Discussion
5. Conclusions
- (1)
- The interdendritic segregation exists in the as-cast Al-Zn-In-Er alloy. With the increase of UHTT time, the main element Er is largely enriched in grain boundaries and its concentration decreases from the grain boundary to the inside, but the changes of Zn, In are not obvious.
- (2)
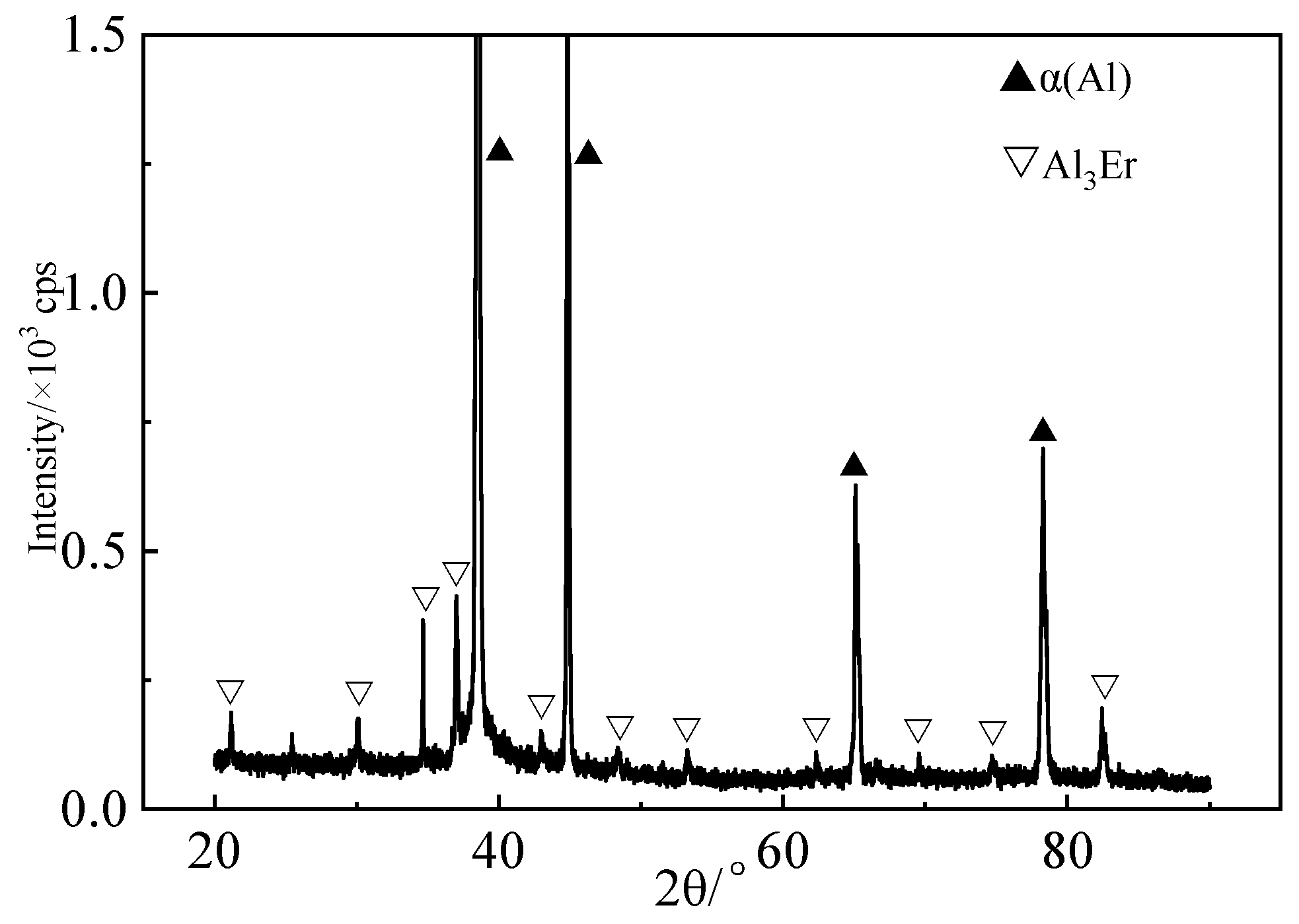
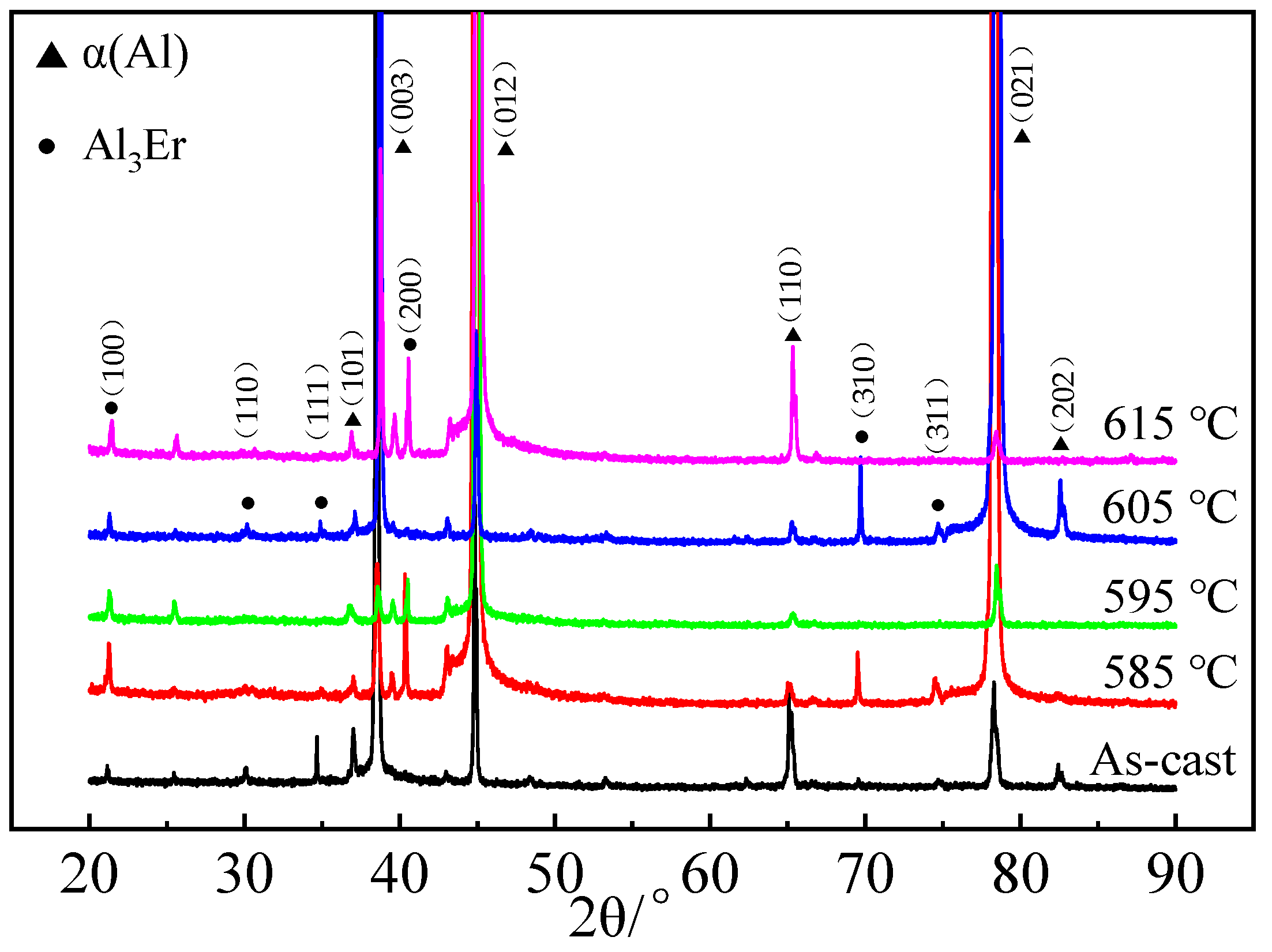
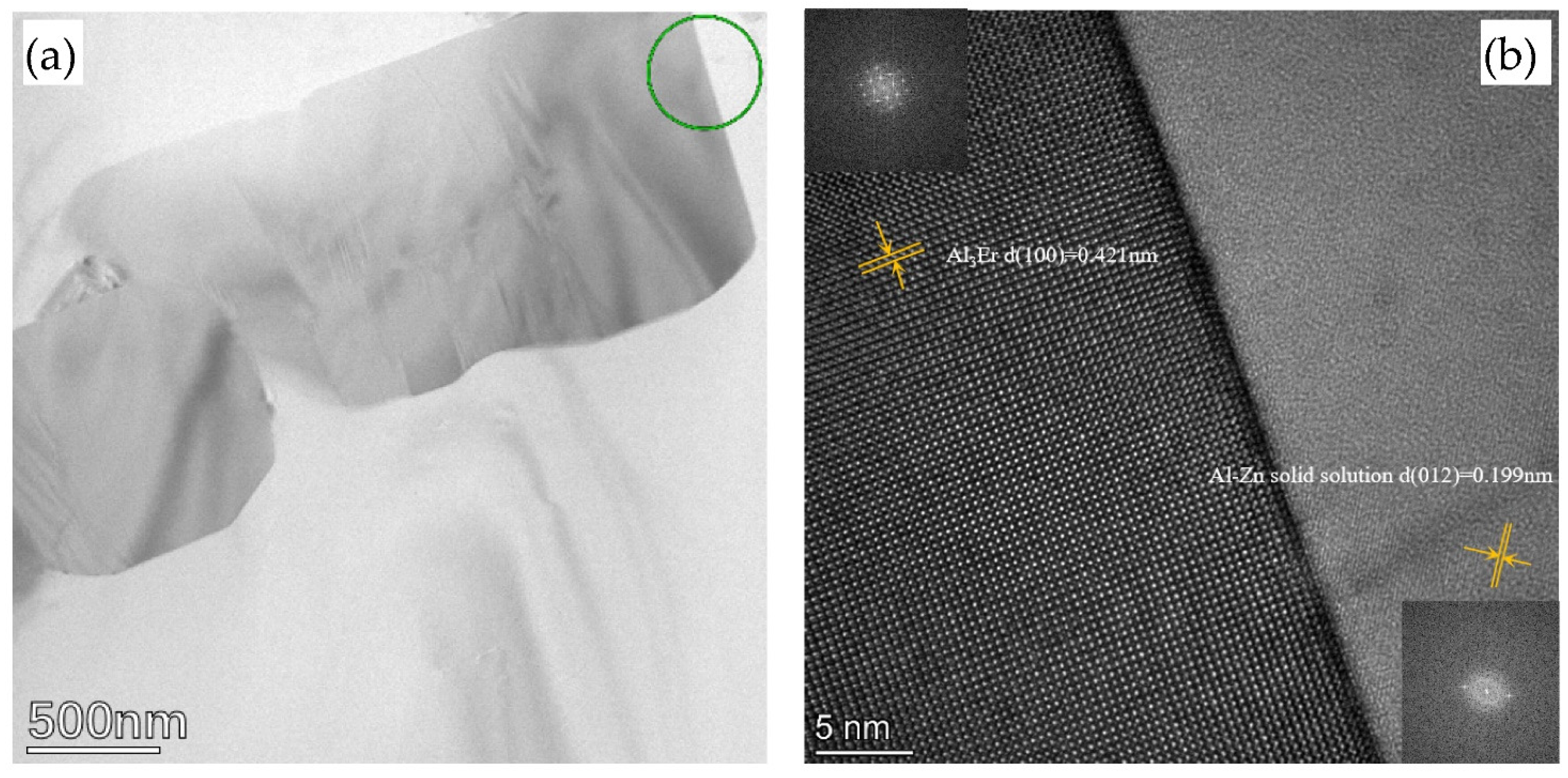
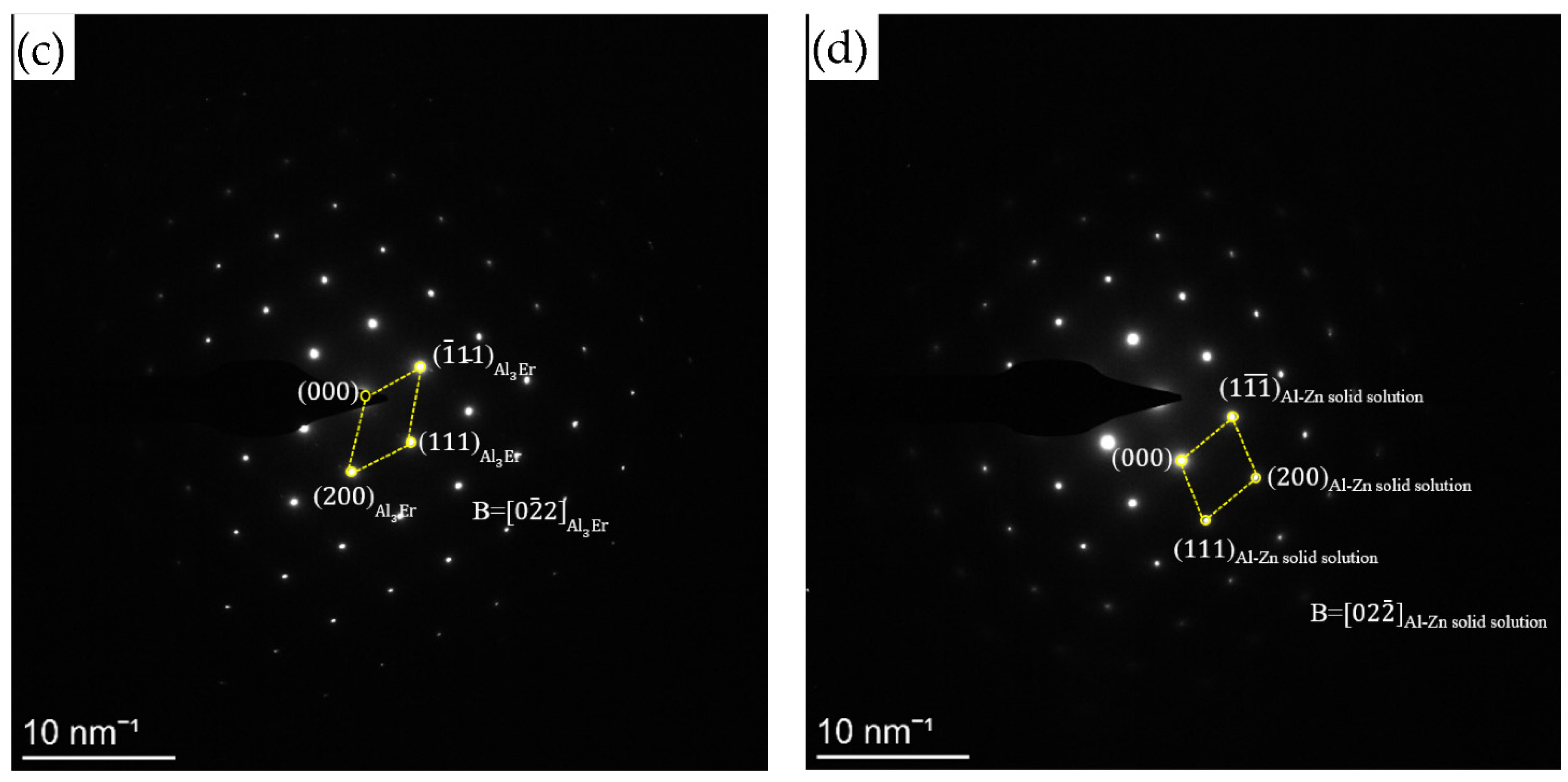
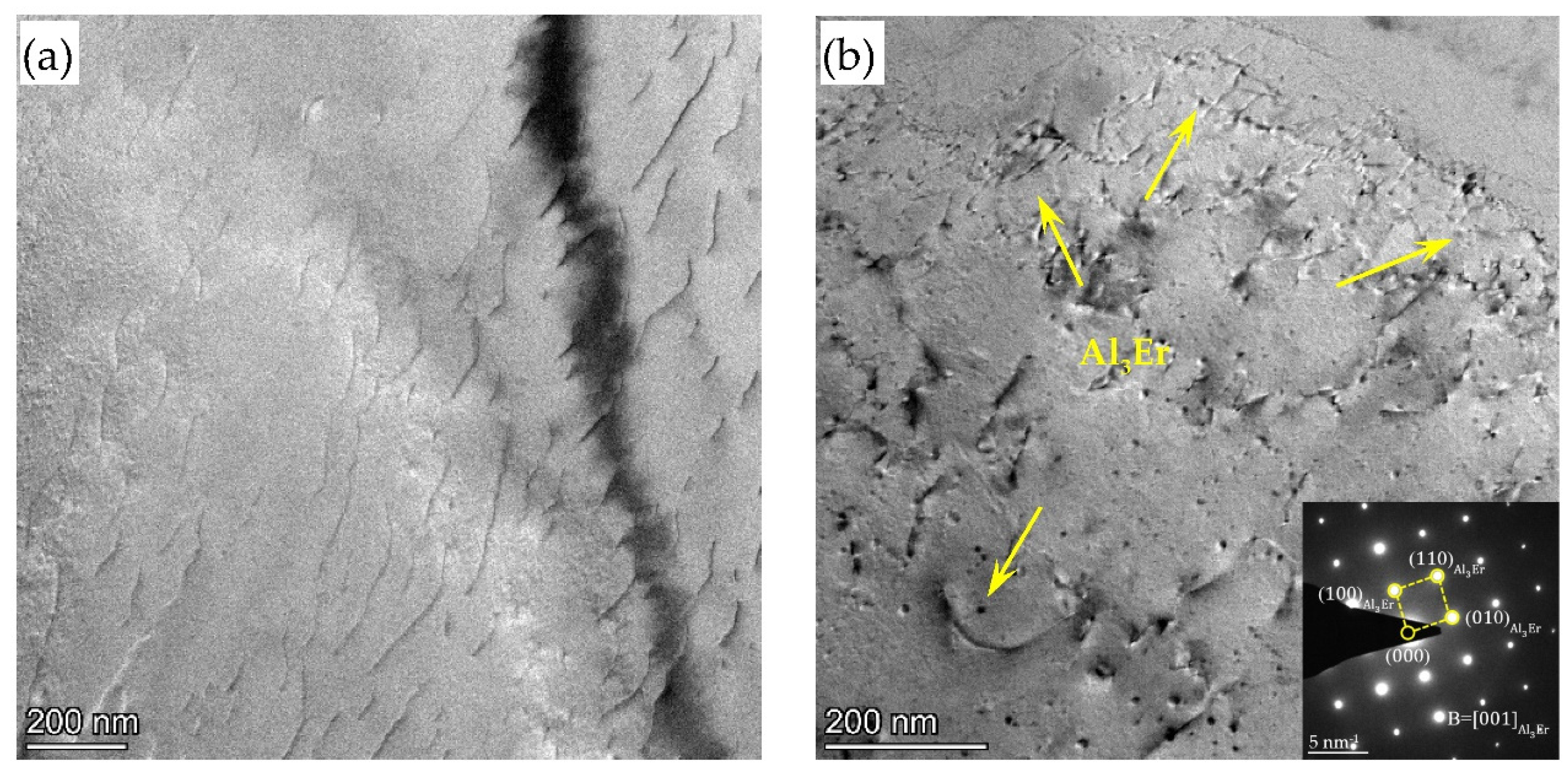
- The dissolvable precipitated phase in the as-cast Al-5Zn-0.03In-Er alloy contains α(Al) and Al3Er phases. The melting point of the precipitated phase is lower than that of Al, Er phases. The precipitated phase gradually dissolves into the matrix at 614.3 °C and Al3Er particles are dispersed in the crystal after treatment.
- (3)
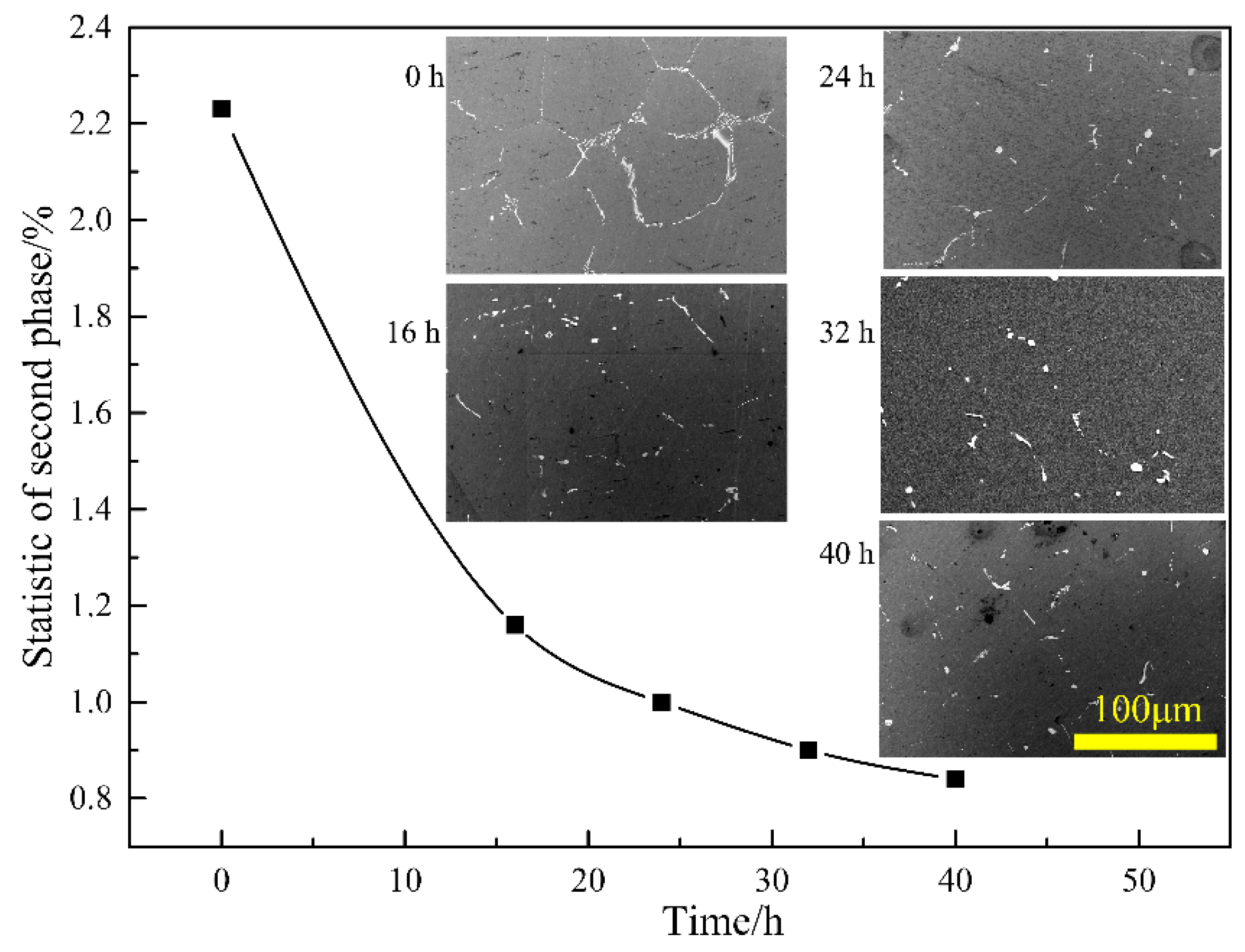
- The proper UHTT process is 615 °C × 32 h, which is consistent with the results of the evolution of the statistical amount of the grain boundary phase and the line scanning analysis. When the UHTT is 615 °C × 32 h, the microstructure of Al-5Zn-0.03In-1Er alloy is well homogenized and the microhardness of the alloy is 32.5 HV, which increases by 15.52% more than that of the as-cast alloy. The reason may be the significant anchoring effect on the movement of dislocations, the solid solution effect or the order-hardening effect of the Al3Er particles.
6. Future Research
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Davó, B.; Damborenea, J.J.de. Use of rare earth salts as electrochemical corrosion inhibitors for an Al–Li–Cu (8090) alloy in 3.56% NaCl. Electrochim. Acta. 2004, 49, 4957–4965. [Google Scholar] [CrossRef]
- Rosalbino, F.; Angelini, E.; Negri, S.D.; Saccone, A.; Delfino, S. Effect of erbium addition on the corrosion behaviour of Mg–Al alloys. Intermetallics 2005, 13, 55–60. [Google Scholar] [CrossRef]
- Knipling, K.E.; Dunand, D.C.; Seidman, D.N. Binary phase diagram. Z. Metallk. 2006, 97, 246–265. [Google Scholar] [CrossRef] [Green Version]
- Kang, W.; Li, H.Y.; Zhao, S.X.; Han, Y.; Yang, C.L.; Ma, G. Effects of homogenization treatments on the microstructure evolution, microhardness and electrical conductivity of dilute Al-Sc-Zr-Er alloys. Alloys Compd. 2017, 704, 683–692. [Google Scholar] [CrossRef]
- Zhu, S.; Huang, H.; Nie, Z.; Wen, S.; Zhang, Z. Formation and evolution of Al3Er phrase in Al-Er alloy. China. J. Rare. Met. 2009, 33, 164–169. [Google Scholar] [CrossRef]
- He, L.Z.; Li, X.H.; Liu, X.T.; Wang, X.J.; Zhang, H.T.; Cui, J.Z. Effects of homogenization on microstructures and properties of a new type Al–Mg–Mn–Zr–Ti–Er alloy. Mater. Sci. Eng. A. 2010, 527, 7510–7518. [Google Scholar] [CrossRef]
- Bai, S.; Liu, Z.; Li, Y.; Hou, Y.; Chen, X. Microstructures and fatigue fracture behavior of an Al–Cu–Mg–Ag alloy with addition of rare earth Er. Mater. Sci. Eng. A. 2010, 527, 1806–1814. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, H.; Yan, B.; Zou, C.; Wei, Z. The effect of grain refinement and precipitation strengthening induced by Sc or Er alloying on the mechanical properties of cast Al-Li-Cu-Mg alloys at elevated temperatures. Mater. Sci. Eng. A. 2021, 822, 141641. [Google Scholar] [CrossRef]
- Qian, W.; Zhao, Y.; Kai, X.; Gao, X.; Miao, C. Characteristics of microstructural and mechanical evolution in 6111Al alloy containing Al3(Er,Zr) nanoprecipitates. Mater. Charact. 2021, 178, 111310. [Google Scholar] [CrossRef]
- Wang, H.; Min, D.; Liang, H.; Gao, Q. Study on Al-Zn-In Alloy as Sacrificial Anodes in Seawater Environment. J. Ocean Univ. China 2019, 18, 889–895. [Google Scholar] [CrossRef]
- Sun, H.; Liu, L.; Li, Y.; Ma, L.; Yan, Y. The performance of Al–Zn–In–Mg–Ti sacrificial anode in simulated deep water environment. Corros. Sci. 2013, 77, 77–87. [Google Scholar] [CrossRef]
- Wu, Z.; Zhang, H.; Yang, D.; Zou, J.; Nagaumi, H. Electrochemical behaviour and discharge characteristics of an Al–Zn–In–Sn anode for Al-air batteries in an alkaline electrolyte. J. Alloys Compd. 2020, 837, 155599. [Google Scholar] [CrossRef]
- Li, Y.; Wen, J.; Zhao, S.; Ma, J. Effect of In Content On Microstructure and Electrochemical Performance of Al-Zn-In-Mg-Ti Alloy. Corros. Sci. Prot. Technol. 2010, 3, 216–219. [Google Scholar] [CrossRef] [Green Version]
- Li, H.; Wei, B.; Xu, Z.B.; Zeng, J.M.; Chen, R.; Li, H.; Lu, Y.Y. Effect of Er on Microstructure and Electrochemical Performance of Al-Zn-In Anode. Rare Met. Mater. Eng. 2016, 45, 1848–1854. [Google Scholar]
- Shen, Z.N.; Chen, X.Y.; Li, H.; Xu, Z.B.; Zeng, J.M. Effect of Er Content on the Microstructure and Current Efficiency of Al-Zn-In-xEr Alloy. Foundry Technol. 2018, 39, 765–768. [Google Scholar] [CrossRef]
- Yu, M.; Cui, J.; Tang, Z.; Shen, Z.; Chen, X.; Xu, Z.; Zeng, J. Effect of Er-Rich Precipitates on Microstructure and Electrochemical Behavior of the Al–5Zn–0.03In Alloy. Metals 2022, 12, 131. [Google Scholar] [CrossRef]
- Okamoto, H. Al-Er (Aluminum-Erbium). Phase Equilib. Diffus. 2011, 32, 261–262. [Google Scholar] [CrossRef]
- Dalen, M.E.; Karnesky, R.A.; Cabotaje, J.R.; Dunand, D.C.; Seidman, D.N. Erbium and ytterbium solubilities and diffusivities in aluminum as determined by nanoscale characterization of precipitates. Acta Mater. 2009, 57, 4081–4089. [Google Scholar] [CrossRef]
- Gao, Y.H.; Kuang, J.; Liu, G.; Sun, J. Effect of minor Sc and Fe co-addition on the microstructure and mechanical properties of Al-Cu alloys during homogenization treatment. Mater. Sci. Eng. A 2019, 746, 11–26. [Google Scholar] [CrossRef]
- Wu, H.; Wen, S.P.; Huang, H.; Li, B.L.; Wu, X.L.; Gao, K.Y.; Wang, W.; Nie, Z.R. Effects of homogenization on precipitation of Al3(Er,Zr) particles and recrystallization behavior in a new type Al-Zn-Mg-Er-Zr alloy. Mater. Sci. Eng. A 2017, 689, 313–322. [Google Scholar] [CrossRef]
- Liu, Y.; Jiang, D.; Xie, W.; Hu, J.; Ma, B. Solidification phases and their evolution during homogenization of a DC cast Al–8.35Zn–2.5Mg–2.25Cu alloy. Mater. Charact. 2014, 93, 173–183. [Google Scholar] [CrossRef]
- Kai, W.; Baiqing, X.; Yongan, Z.; Guojun, W.; Xiwu, L.; Zhihui, L.; Shuhui, H.; Hongwei, L. Microstructure Evolution of a High Zinc Containing Al-Zn-Mg-Cu Alloy during Homogenization. Rare Met. Mater. Eng. 2017, 46, 928–934. [Google Scholar] [CrossRef]
- Yan, L.z.; Zhang, Y.a.; Li, X.w.; Li, Z.h.; Wang, F.; Liu, H.w.; Xiong, B.q. Microstructural evolution of Al–0.66Mg–0.85Si alloy during homogenization. Trans. Nonferrous Met. Soc. China 2014, 24, 939–945. [Google Scholar] [CrossRef]
- Shengli, Y.; Jian, S.; Xiaodong, Y.; Xiwu, L.; Fei, Z.; Baoqing, S. Homogenization Treatment Parameter Optimization and Microstructural Evolution of Al-Cu-Li Alloy. Rare Met. Mater. Eng. 2017, 46, 28–34. [Google Scholar] [CrossRef] [Green Version]
- Jia, M.; Zheng, Z.; Gong, Z. Microstructure evolution of the 1469 Al–Cu–Li–Sc alloy during homogenization. Alloys Compd. 2014, 614, 131–139. [Google Scholar] [CrossRef]
- Fu, L.; Li, Y.; Jiang, F.; Xu, G.; Yin, Z. On the role of Sc or Er micro-alloying in the microstructure evolution of Al-Mg alloy sheets during annealing. Mater. Charact. 2019, 157, 109918. [Google Scholar] [CrossRef]
- Wu, H.; Wen, S.; Lu, J.; Mi, Z.; Zeng, X.; Huang, H.; Nie, Z. Microstructural evolution of new type Al–Zn–Mg–Cu alloy with Er and Zr additions during homogenization. Trans. Nonferrous Met. Soc. China 2017, 27, 1476–1482. [Google Scholar] [CrossRef]
- Amer, S.; Yakovtseva, O.; Loginova, I.; Medvedeva, S.; Prosviryakov, A.; Bazlov, A.; Barkov, R.; Pozdniakov, A. The Phase Composition and Mechanical Properties of the Novel Precipitation-Strengthening Al-Cu-Er-Mn-Zr Alloy. Appl. Sci. 2020, 10, 5345. [Google Scholar] [CrossRef]
- Michal, L.; Martin, V.; Veronika, K.; Hana, K.; Jozef; Sebastien, Z.; Jakub, C.; Oksana, M.; František, L. Effect of deformation on evolution of Al3(Er,Zr) precipitates in Al–Er–Zr-based alloy. Mater. Charact. 2022, 186, 111781. [Google Scholar] [CrossRef]
- Buranova, Y.; Kulitskiy, V.; Peterlechner, M.; Mogucheva, A.; Kaibyshev, R.; Divinski, S.; Wilde, G. Al3(Sc,Zr)-based precipitates in Al–Mg alloy: Effect of severe deformation. Acta Mater. 2017, 124, 210–224. [Google Scholar] [CrossRef]
- Deng, Y.; Yin, Z.; Cong, F. Intermetallic phase evolution of 7050 aluminum alloy during homogenization. Intermetallics 2012, 26, 114–121. [Google Scholar] [CrossRef]
- Li, W.B.; Pan, Q.L.; Xiao, A.P.; He, Y.B. Microstructural evolution of ultra-high strength Al-Zn-Cu-Mg-Zr alloy containing Sc during homogenization. Trans. Nonferrous Met. Soc. China 2011, 21, 2127–2133. [Google Scholar] [CrossRef]
- Zhang, Y.; Gao, K.; Wen, S.; Huang, H.; Wang, W.; Zhu, Z.; Nie, Z.; Zhou, D. Determination of Er and Yb solvuses and trialuminide nucleation in Al–Er and Al–Yb alloys. Alloys Compd. 2014, 590, 526–534. [Google Scholar] [CrossRef]
- Li, S.; He, C.; Fu, J.; Xu, J.; Wang, Z. Evolution of microstructure and properties of novel aluminum-lithium alloy with different roll casting process parameters during twin-roll casting. Mater. Charact. 2020, 161, 110145. [Google Scholar] [CrossRef]
- Chinh, N.Q.; Lendvai, J.; Ping, D.H.; Hono, K. The effect of Cu on mechanical and precipitation properties of Al–Zn–Mg alloys. Alloys Compd. 2004, 378, 52–60. [Google Scholar] [CrossRef]
- Xinxiang, Y.; Dengfeng, Y.; Zhiming, Y.; Yiran, Z.; Shufei, L. Microstructure Evolution of Novel Al-Cu-Li-Ce Alloys during Homogenization. Rare Met. Mater. Eng. 2016, 45, 1687–1694. [Google Scholar] [CrossRef] [Green Version]
- Liu, X.Y.; Pan, Q.L.; Fan, X.; He, Y.B.; Li, W.B.; Liang, W.J. Microstructural evolution of Al–Cu–Mg–Ag alloy during homogenization. Alloys Compd. 2009, 484, 790–794. [Google Scholar] [CrossRef]
- Zhang, J.; Zuo, R.; Chen, Y.; Pan, F.; Luo, X. Microstructure evolution during homogenization of a τ-type Mg–Zn–Al alloy. Alloys Compd. 2008, 448, 316–320. [Google Scholar] [CrossRef]
- Callister, W.D., Jr. Fundamentals of materials Science and Engineering; Wiley: London, UK, 2001; Volume 34, p. 824. [Google Scholar] [CrossRef] [Green Version]
- Rokhlin, L.L.; Dobatkina, T.V.; Bochvar, N.R.; Lysova, E.V. Investigation of phase equilibria in alloys of the Al–Zn–Mg–Cu–Zr–Sc system. Alloys Compd. 2004, 367, 10–16. [Google Scholar] [CrossRef]
- Peng, Y.Y.; Fan, P.F.; Pan, Q.L. Homogenization treatment of Al-Zn-Mg-Zr alloy ingot. Chin. J. Nonferrous Met. 2015, 25, 2672–2679. [Google Scholar] [CrossRef]
- Zhang, Y.; Gao, K.; Wen, S.; Huang, H.; Nie, Z.; Zhou, D. The study on the coarsening process and precipitation strengthening of Al3Er precipitate in Al–Er binary alloy. Alloys Compd. 2014, 610, 27–34. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Zn | In | Er | Al |
|---|---|---|---|---|
| The nominal composition | 5 | 0.03 | 1 | Bal. |
| The actual chemical composition | 5.45 | 0.028 | 1.12 | Bal. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cui, J.; Tang, Z.; Yu, M.; Hu, J.; Chen, X.; Xu, Z.; Zeng, J. Effect of Heat Treatment on Microstructural Evolution and Microhardness Change of Al-5Zn-0.03In-1Er Alloy. Metals 2022, 12, 370. https://doi.org/10.3390/met12030370
Cui J, Tang Z, Yu M, Hu J, Chen X, Xu Z, Zeng J. Effect of Heat Treatment on Microstructural Evolution and Microhardness Change of Al-5Zn-0.03In-1Er Alloy. Metals. 2022; 12(3):370. https://doi.org/10.3390/met12030370
Chicago/Turabian StyleCui, Jin, Zhichao Tang, Muzhi Yu, Jiajin Hu, Xiaoyang Chen, Zhengbing Xu, and Jianmin Zeng. 2022. "Effect of Heat Treatment on Microstructural Evolution and Microhardness Change of Al-5Zn-0.03In-1Er Alloy" Metals 12, no. 3: 370. https://doi.org/10.3390/met12030370