
Numerical Simulation and Defect Identification in the Casting of Co-Cr Alloy

 ,
,  ,
, 
 , , and
, , and 
Abstract
:1. Introduction
2. Materials and Methods
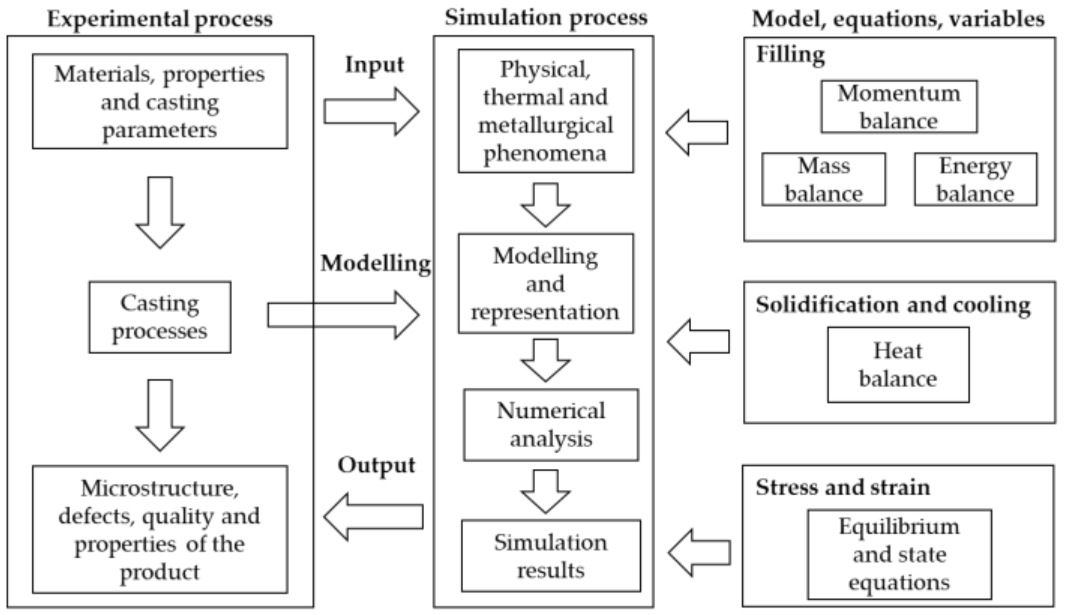
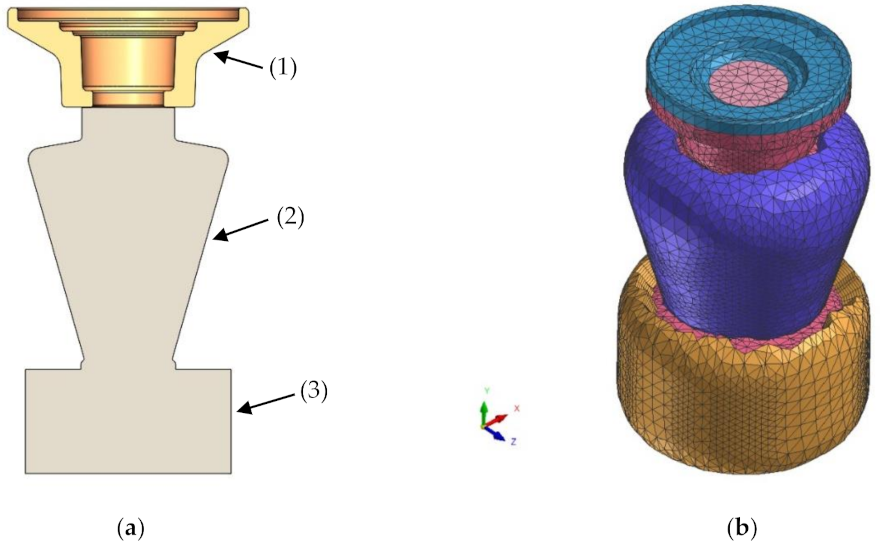
2.1. Numerical Simulation
- Ceramic shell and pouring cup were 50 W/m2K
- Ceramic shell and wool blanket were 20 W/m2K
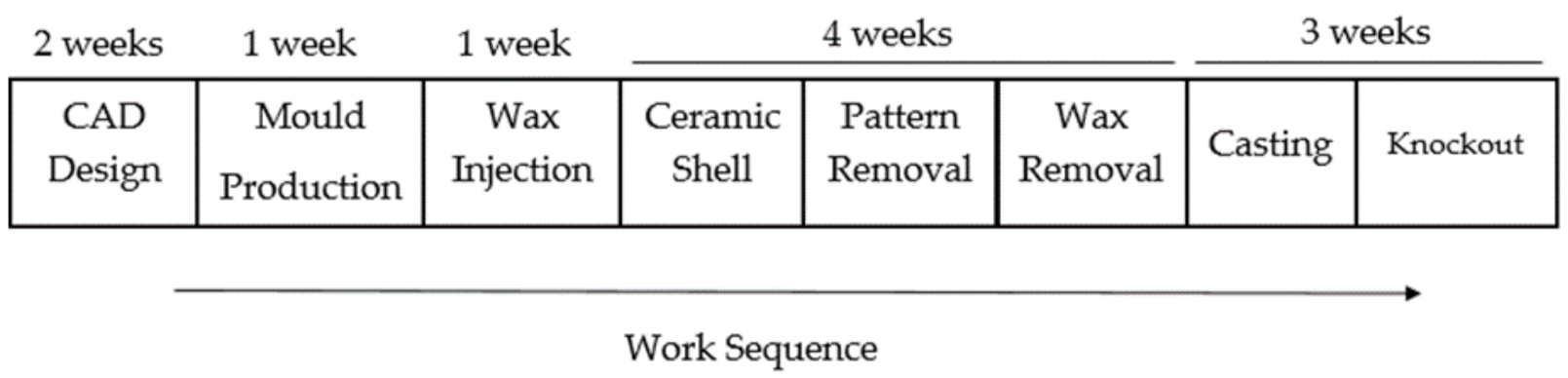
2.2. Investment Casting
2.2.1. Ceramic Shell Production
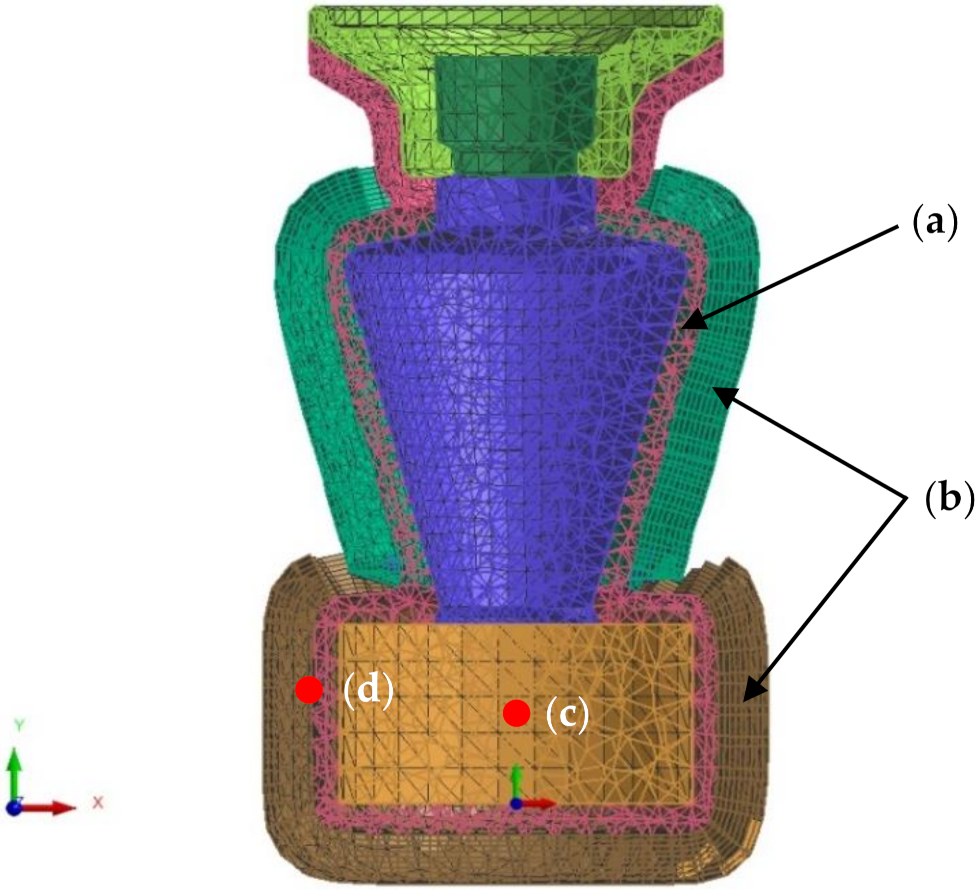
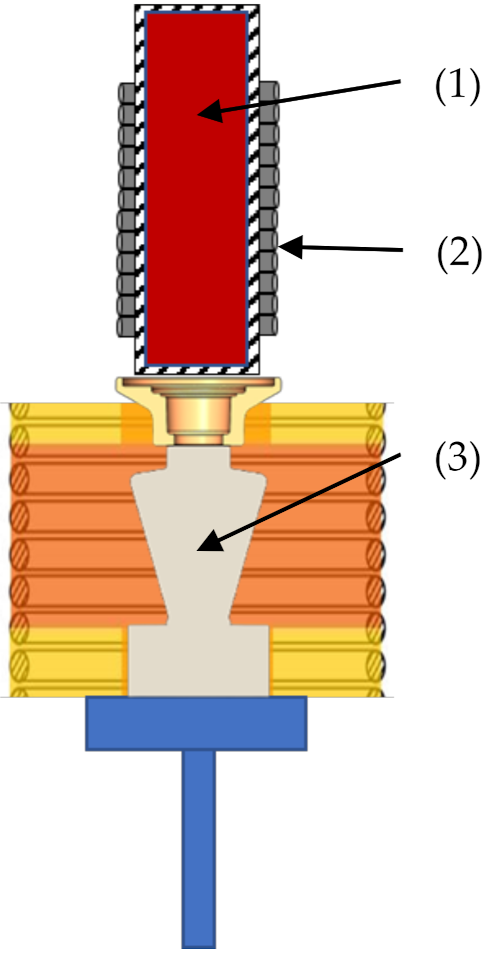
2.2.2. Thermocouple Positioning
2.2.3. Metal Pouring
3. Results and Discussion
3.1. Numerical Simulation Results
3.2. Cylinder with a Conic Gating System
3.3. Hip Prostheses
4. Conclusions
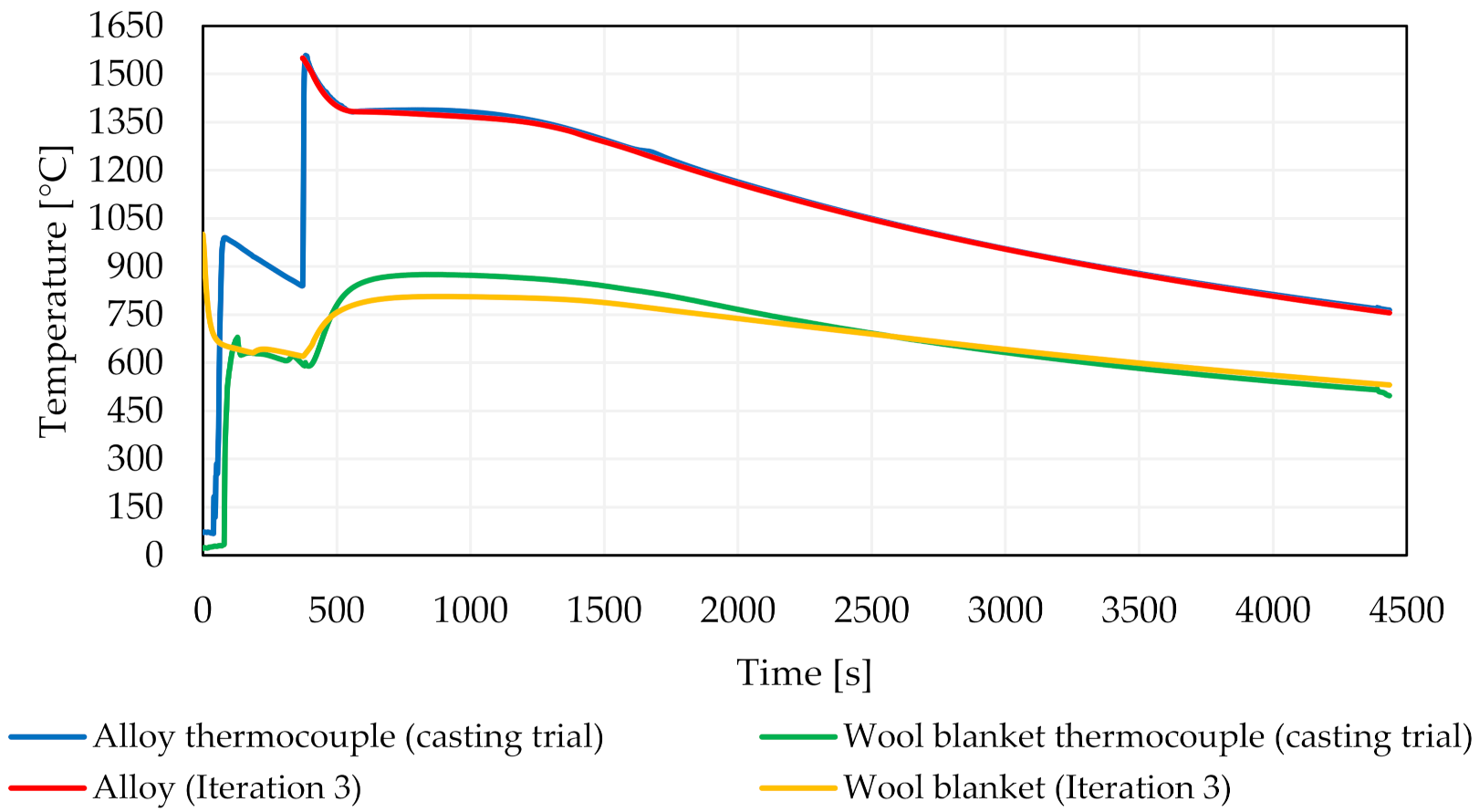
- It is possible to match numerical information with experimental results by controlling the thermal properties of the CoCr alloy, the interface between volumes, as well as heat conditions of the numerical model.
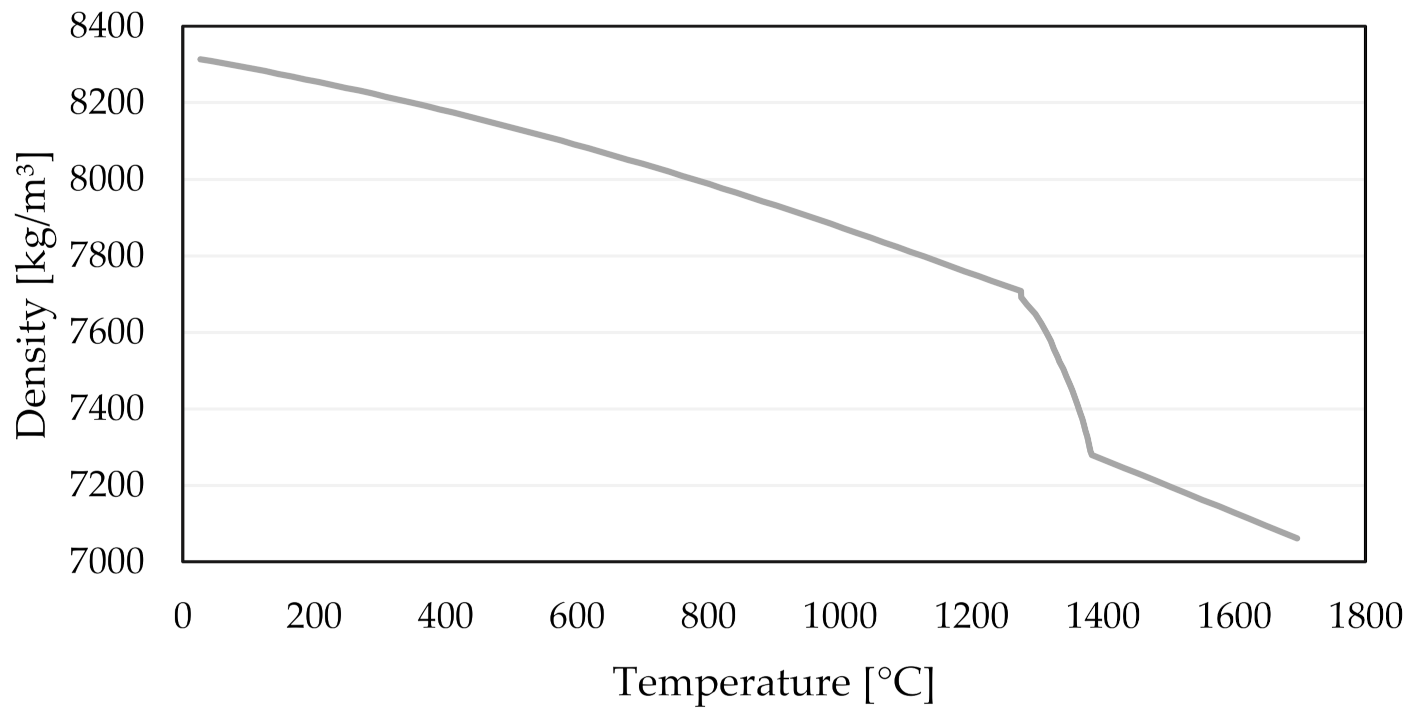
- Thermal properties are essential and can significantly influence numerical results. For any numerical simulation, there is a great need to study the alloy properties to achieve reliable results.
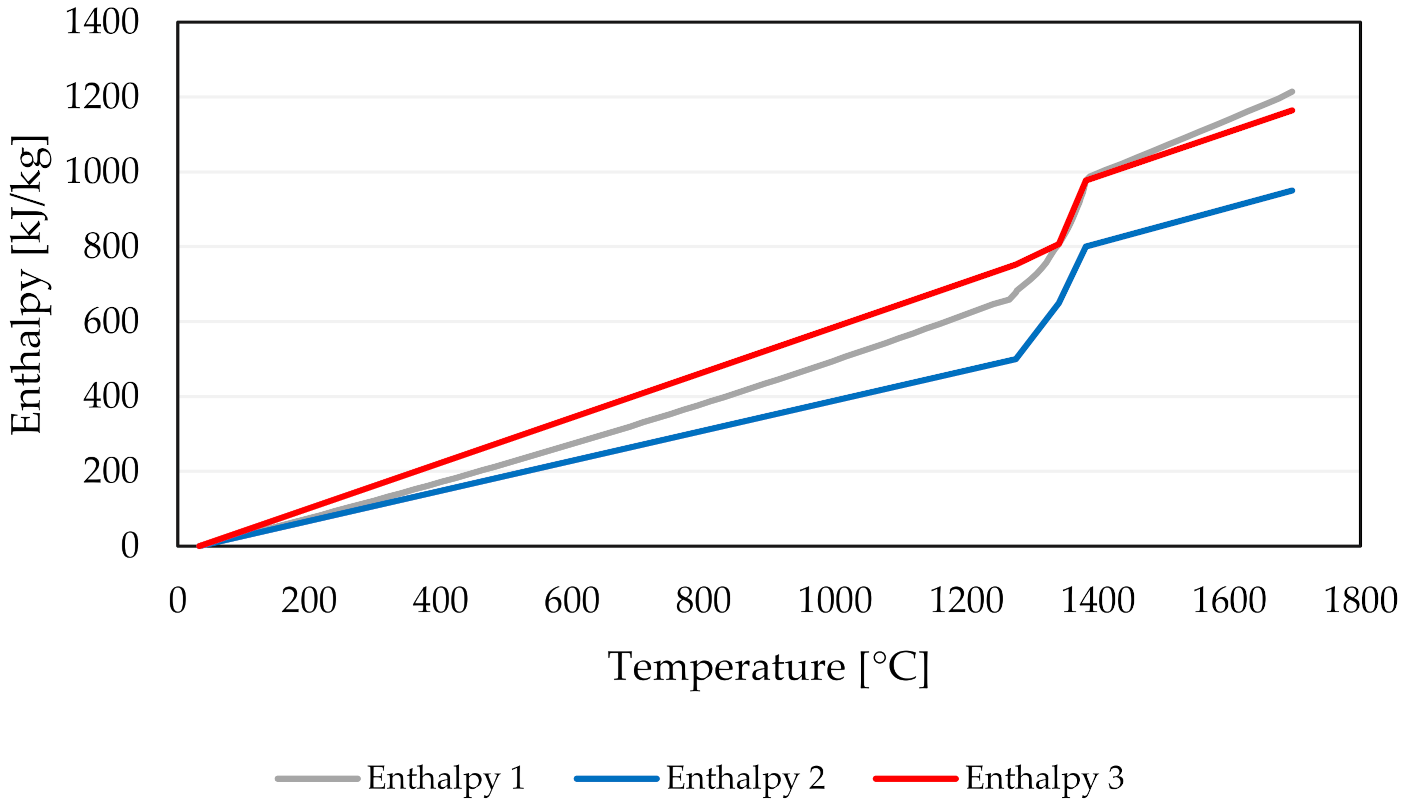
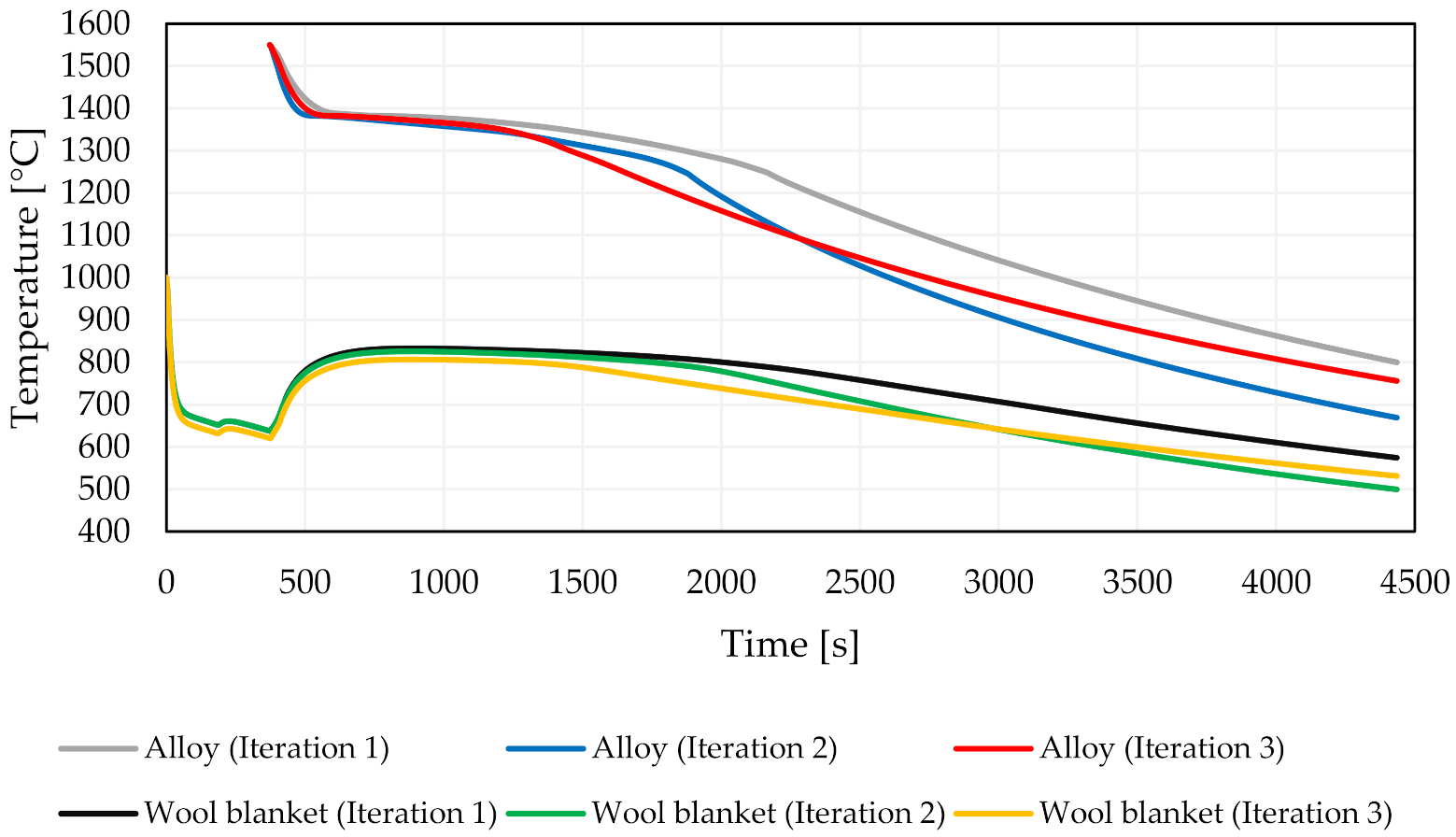
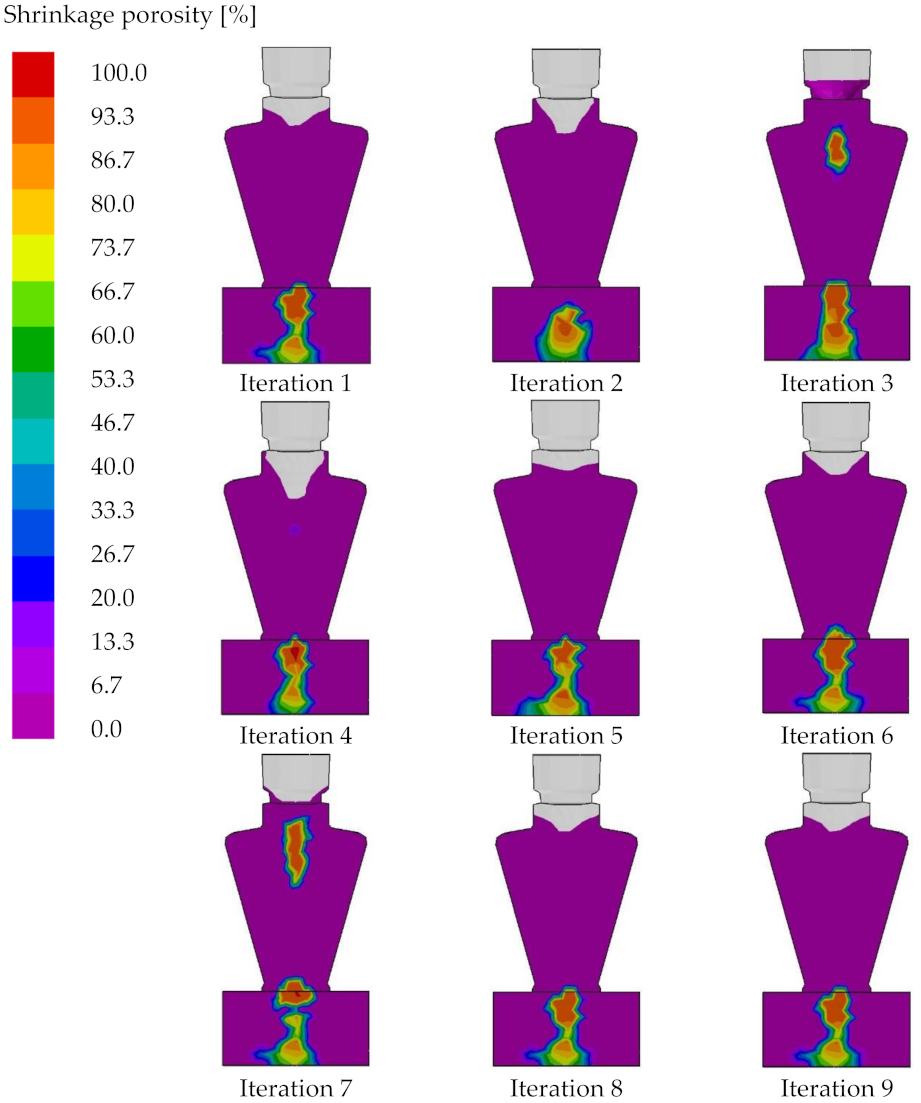
- The enthalpy curve plays a very important role in predicting shrinkage porosity and temperature behaviour. With a lower enthalpy value, for the same amount of mass and energy lost, and the decay of temperature is higher.
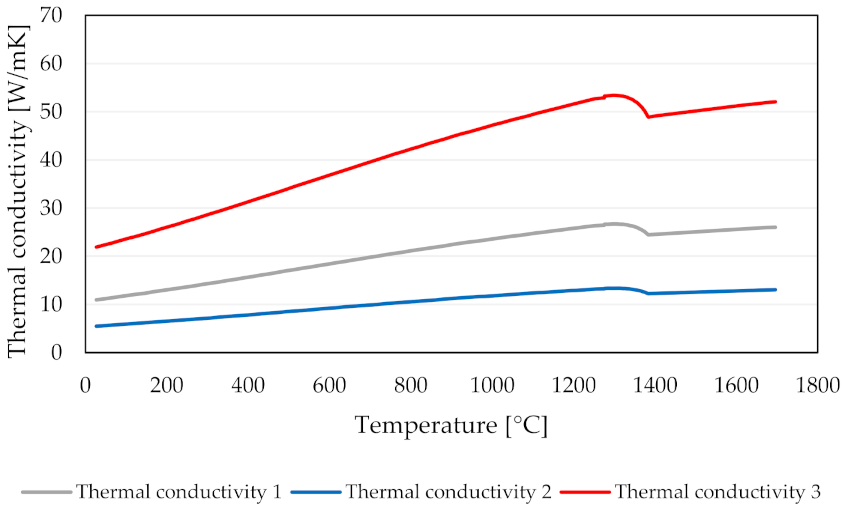
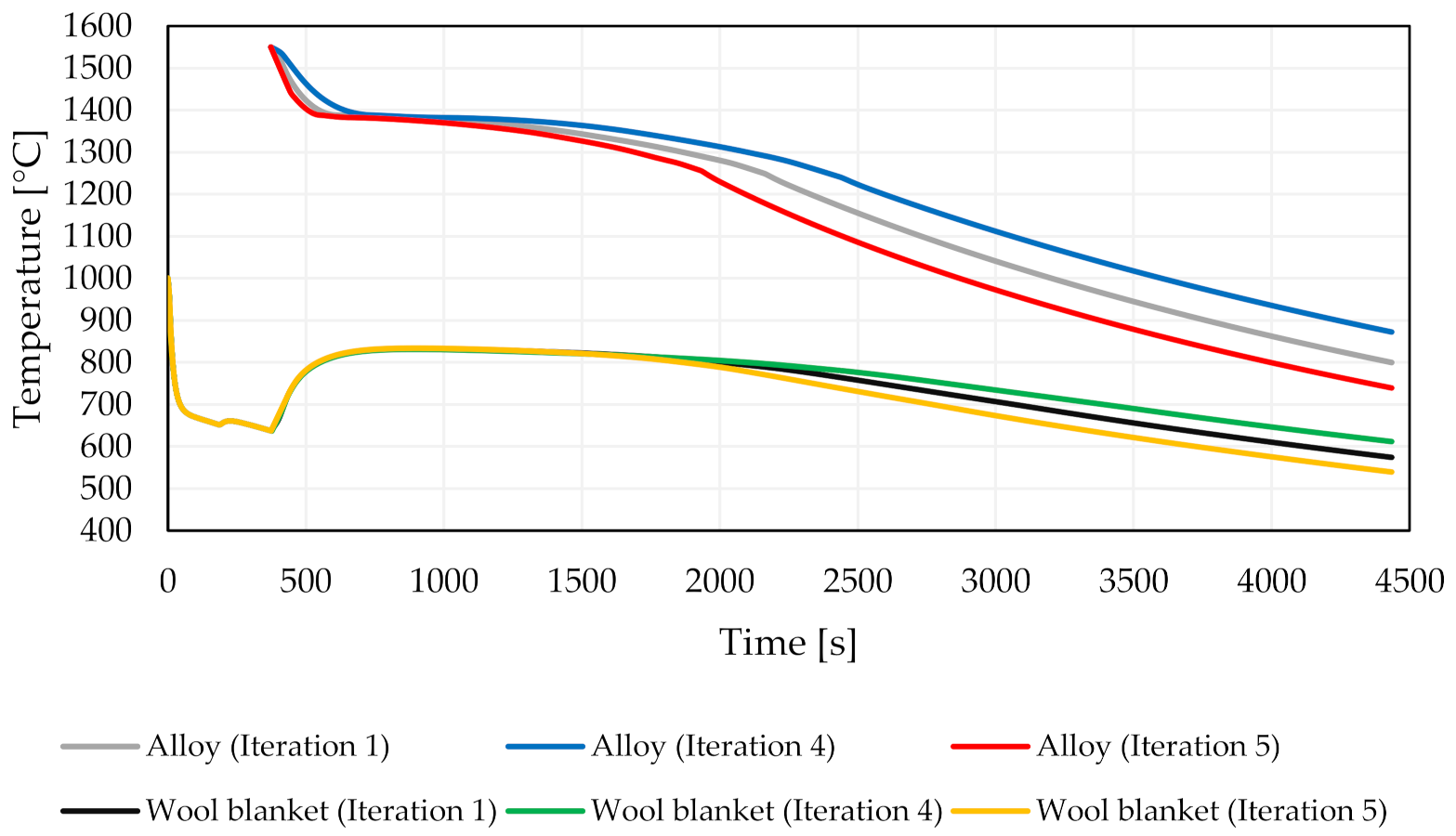
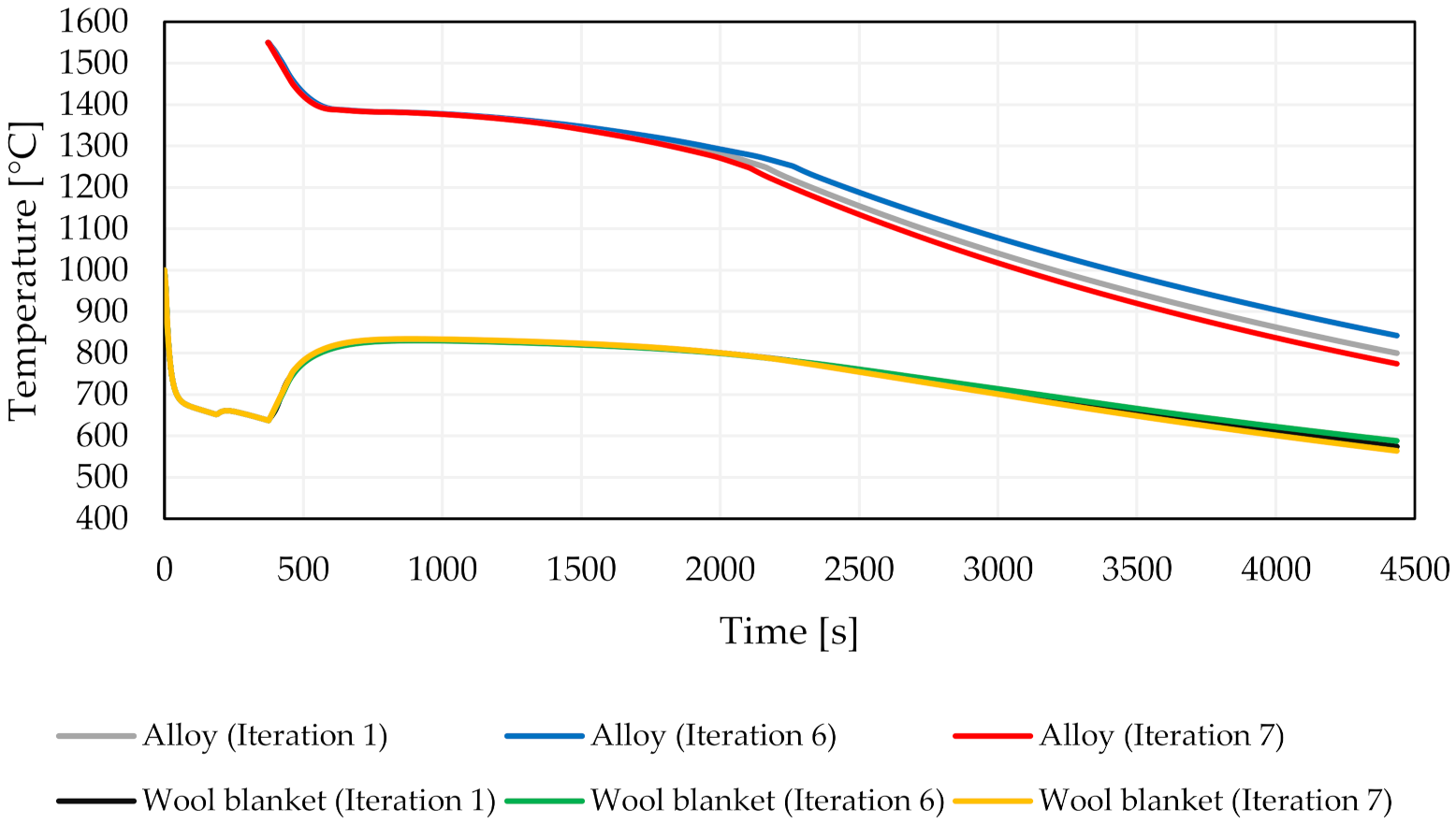
- With an increase in conductivity, the alloy and wool blanket cooling level is higher, proving that thermal conductivity influences numerical simulation results.
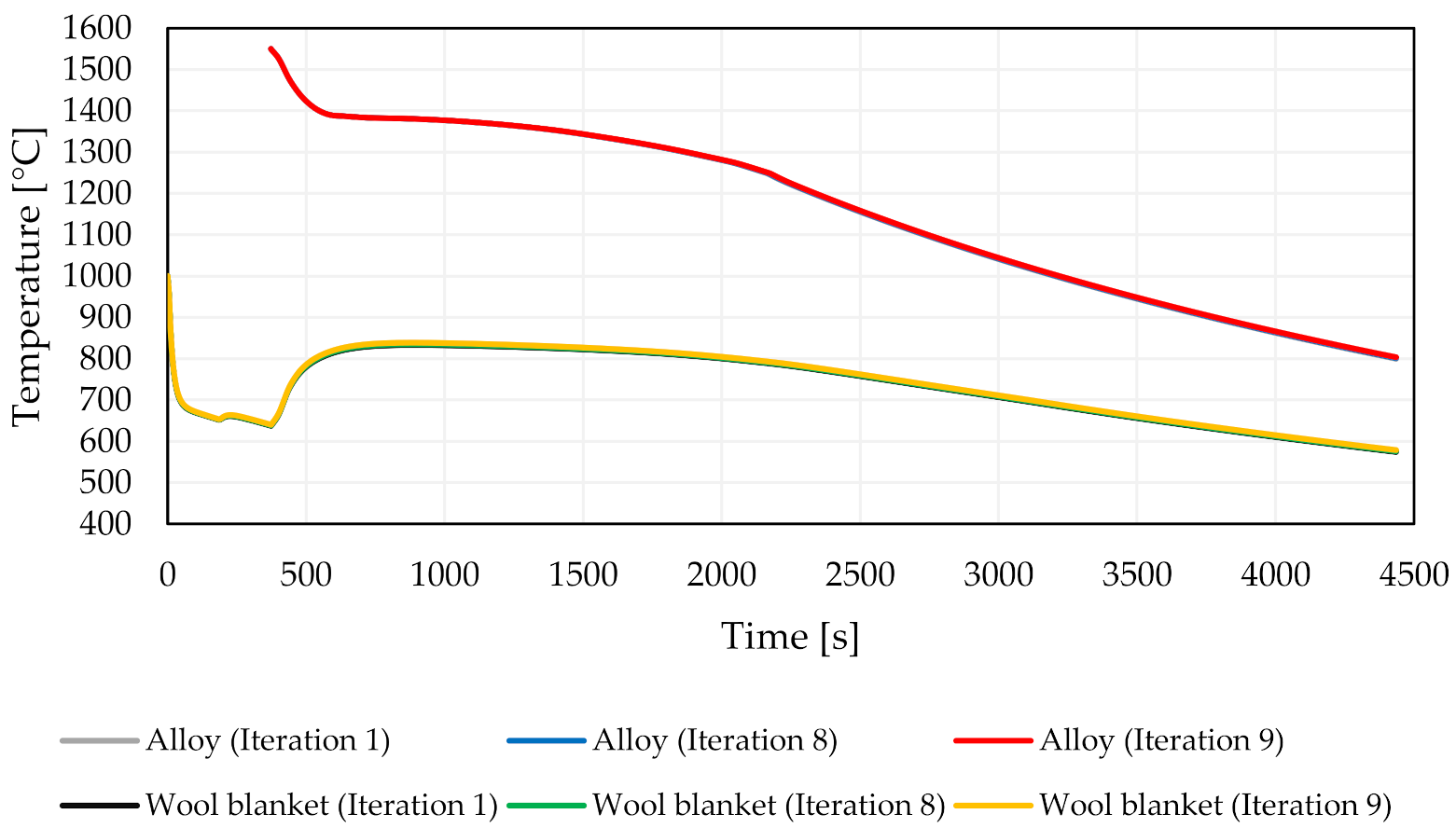
- Emissivity has virtually no influence on metal cooling behaviour.
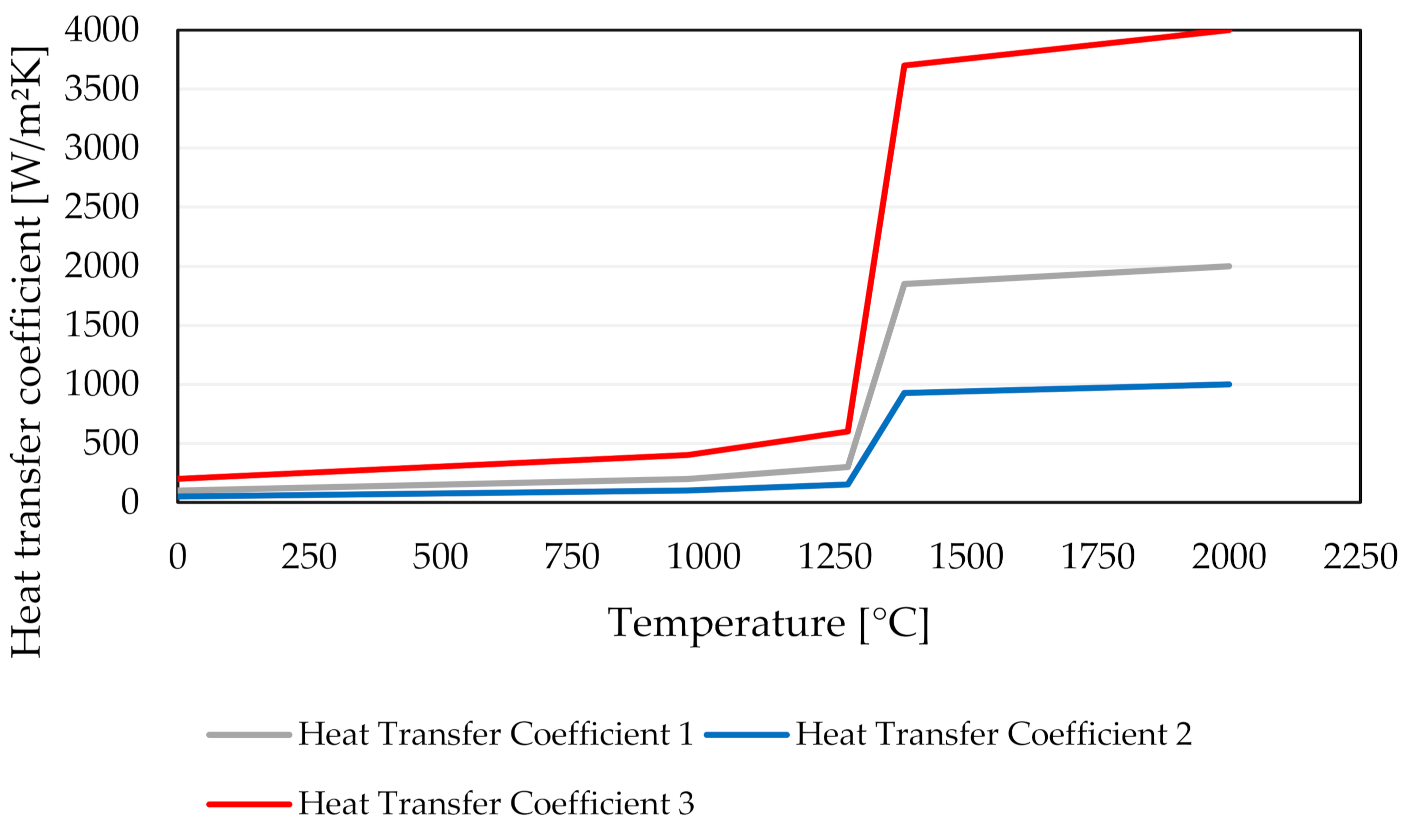
- Heat transfer coefficients between the alloy and the ceramic shell only affect metal cooling behaviour below the solidus temperature.
- It is possible to develop a model that can predict shrinkage porosity defects in casts with different geometries, if the same alloy thermal properties and same thermal conditions are applied.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Milošev, I. CoCrMo Alloy for biomedical applications. In Biomedical Applications; Djokić, S.S., Ed.; Springer: Boston, MA, USA, 2012; pp. 1–72. [Google Scholar]
- Giacchi, J.V.; Morando, C.N.; Fornaro, O.; Palacio, H.A. Microstructural characterization of as-cast biocompatible Co-Cr-Mo alloys. Mater. Charact. 2011, 62, 53–61. [Google Scholar] [CrossRef]
- Escobedo, J.; Méndez, J.; Cortés, D.; Gómez, J.; Méndez, M.; Mancha, H. Effect of nitrogen on the microstructure and mechanical properties of a Co–Cr–Mo alloy. Mater. Des. 1996, 17, 79–83. [Google Scholar] [CrossRef]
- Fleming, T.J.; Kavanagh, A.; Duggan, G.; O’Mahony, B.; Higgens, M. The effect of induction heating power on the microstructural and physical properties of investment cast ASTM-F75 CoCrMo alloy. J. Mater. Res. Technol. 2019, 8, 4417–4424. [Google Scholar] [CrossRef]
- Park, J.B.; Jung, K.H.; Kim, K.M.; Son, Y.; Lee, J.I.; Ryu, J.H. Microstructure of as-cast Co-Cr-Mo alloy prepared by investment casting. J. Korean Phys. Soc. 2018, 72, 947–951. [Google Scholar] [CrossRef]
- Lewis, R.W.; Ravindran, K. Finite element simulation of metal casting. Int. J. Numer. Methods Eng. 2000, 47, 29–59. [Google Scholar] [CrossRef]
- Sutiyoko, S.; Suyitno, D.; Mahardika, M.; Syamsudin, A. Prediction of shrinkage porosity in femoral stem of titanium investment casting. Arch. Foundry Eng. 2016, 16, 157–162. [Google Scholar] [CrossRef] [Green Version]
- Khan, M.A.A.; Sheikh, A.K. Simulation tools in enhancing metal casting productivity and quality: A review. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 230, 1799–1817. [Google Scholar] [CrossRef]
- Zhu, J.Z.; Guo, J.; Samonds, M.T. Numerical modeling of hot tearing formation in metal casting and its validations. Int. J. Numer. Methods Eng. 2011, 87, 289–308. [Google Scholar] [CrossRef]
- Pattnaik, S.; Karunakar, D.B.; Jha, P.K. Developments in investment casting process—A review. J. Mater. Processing Technol. 2012, 212, 2332–2348. [Google Scholar] [CrossRef]
- Menne, R.; Weiss, U.; Brohmer, A.; Walter, A.; Weber, M.; Oelling, P. Implementation of casting process simulation for increased engine performance and reduced development time and costs—Selected examples from FORD R and D engine projects. In Proceedings of the 28th International Vienna Motor Symposium, Vienna, Austria, 26–27 April 2007. [Google Scholar]
- Fu, M.W.; Yong, M.S. Simulation-enabled casting product defect prediction in die casting process. Int. J. Prod. Res. 2009, 47, 5203–5216. [Google Scholar] [CrossRef]
- Huang, P.-H.; Lin, C.-J. Computer-aided modeling and experimental verification of optimal gating system design for investment casting of precision rotor. Int. J. Adv. Manuf. Technol. 2015, 79, 997–1006. [Google Scholar] [CrossRef]
- Im, D.J.; Hong, J.S.; Kang, I.S. Numerical analysis on the enhancement of molten steel stirring by magnetic field strength control. Comput. Fluids 2012, 70, 13–20. [Google Scholar] [CrossRef]
- Wang, Y.-C.; Li, D.; Peng, Y.-H.; Zeng, X.-Q. Numerical simulation of low pressure die casting of magnesium wheel. Int. J. Adv. Manuf. Technol. 2007, 32, 257–264. [Google Scholar] [CrossRef]
- Shepel, S.V.; Paolucci, S. Numerical simulation of filling and solidification of permanent mold castings. Appl. Therm. Eng. 2002, 22, 229–248. [Google Scholar] [CrossRef]
- ProCAST®; Version 16.0.1. Information Extracted from ProCAST® Database; ESI Group: Rungis, France, 2020.

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tetrahedral Elements Size (mm) | |
|---|---|
| Cast | 10 |
| Ceramic shell | 6.5 |
| Wool blanket | 6.5 |
| Element | Content |
|---|---|
| Cr | 27–30% |
| Mo | 5–7% |
| Ni | <0.5% |
| Fe | <0.75% |
| C | <0.35% |
| Si | <1.0% |
| Mn | <1.0% |
| W | <0.2% |
| P | <0.02% |
| S | <0.01% |
| N | <0.25% |
| Al | <0.1% |
| Ti | <0.1% |
| B | <0.01% |
| Co | Bal. |
| Material Information | |
|---|---|
| Wax | PARACAST FW 13.070 |
| Ceramic slurry | Levasil colloidal silica + ZrSiO4 (first layers) and levasil colloidal silica + SiO2 (following layers) |
| Stuccos | Zircon (first layer) and AlSi (in the following layers) |
| Wool blanket | Super wool plus density: 96 kg/m3 and 13 mm of thickness |
| Iteration Number | Enthalpy Curve |
Thermal Conductivity Curve |
Heat Transfer Coefficient Curve | Emissivity |
|---|---|---|---|---|
| IT1 | curve 1 (Figure 5) | curve 1 (Figure 4) | curve 1 (Figure 7) | 0.9 |
| IT2 | curve 2 (Figure 5) | curve 1 (Figure 4) | curve 1 (Figure 7) | 0.9 |
| IT3 | curve 3 (Figure 5) | curve 1 (Figure 4) | curve 1 (Figure 7) | 0.9 |
| IT4 | curve 1 (Figure 5) | curve 2 (Figure 4) | curve 1 (Figure 7) | 0.9 |
| IT5 | curve 1 (Figure 5) | curve 3 (Figure 4) | curve 1 (Figure 7) | 0.9 |
| IT6 | curve 1 (Figure 5) | curve 1 (Figure 4) | curve 2 (Figure 7) | 0.9 |
| IT7 | curve 1 (Figure 5) | curve 1 (Figure 4) | curve 3 (Figure 7) | 0.9 |
| IT8 | curve 1 (Figure 5) | curve 1 (Figure 4) | curve 1 (Figure 7) | 0.7 |
| IT9 | curve 1 (Figure 5) | curve 1 (Figure 4) | curve 1 (Figure 7) | 0.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Silva, R.; Madureira, R.; Silva, J.; Soares, R.; Reis, A.; Neto, R.; Viana, F.; Emadinia, O.; Silva, R. Numerical Simulation and Defect Identification in the Casting of Co-Cr Alloy. Metals 2022, 12, 351. https://doi.org/10.3390/met12020351
Silva R, Madureira R, Silva J, Soares R, Reis A, Neto R, Viana F, Emadinia O, Silva R. Numerical Simulation and Defect Identification in the Casting of Co-Cr Alloy. Metals. 2022; 12(2):351. https://doi.org/10.3390/met12020351
Chicago/Turabian StyleSilva, Raimundo, Rui Madureira, José Silva, Rui Soares, Ana Reis, Rui Neto, Filomena Viana, Omid Emadinia, and Rui Silva. 2022. "Numerical Simulation and Defect Identification in the Casting of Co-Cr Alloy" Metals 12, no. 2: 351. https://doi.org/10.3390/met12020351