
Effects of Low-Frequency Vibrations on Single Point Incremental Sheet Forming


Abstract
:1. Introduction
2. LFV-SPIF Process and Materials
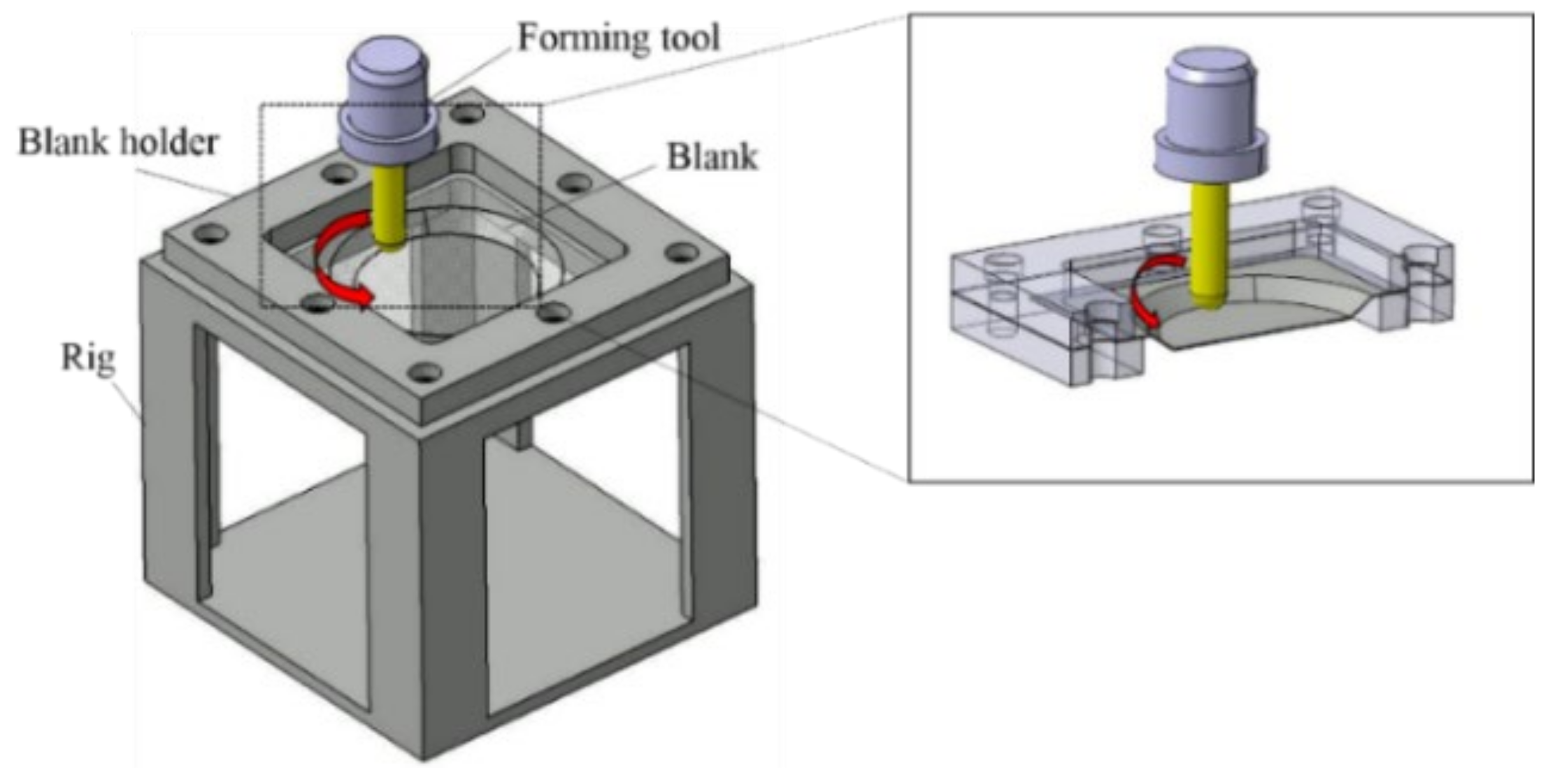
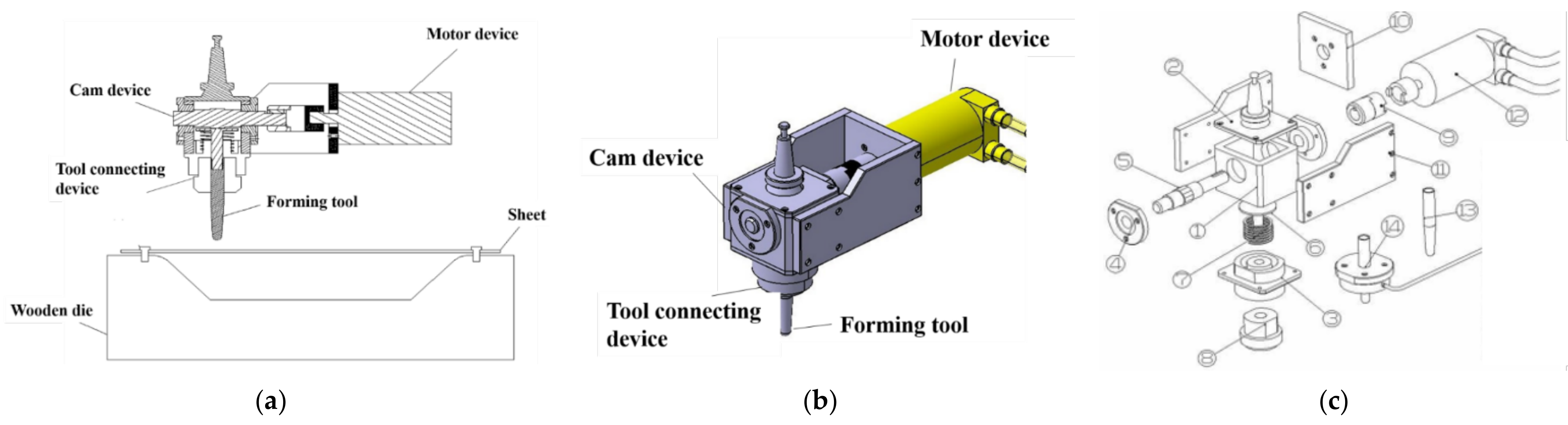
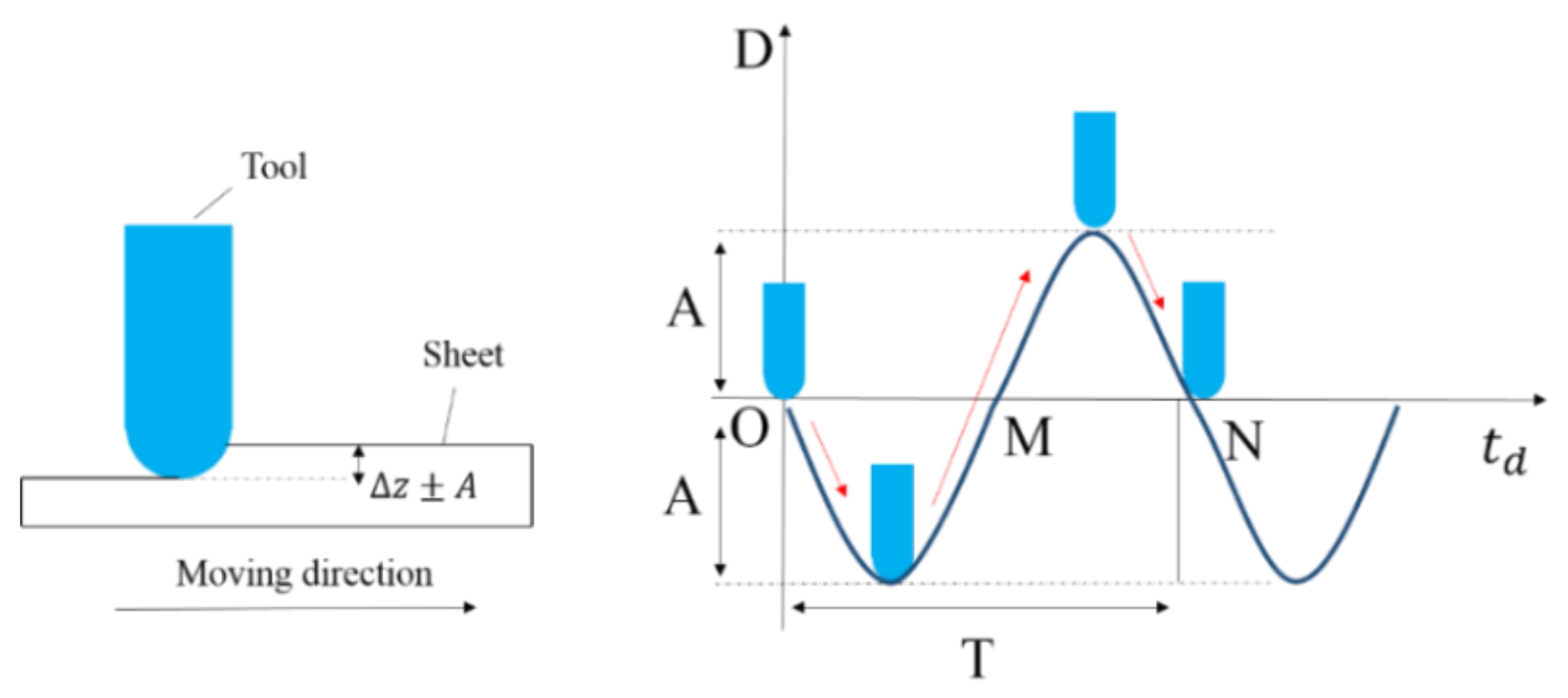
2.1. LFV-SPIF Process
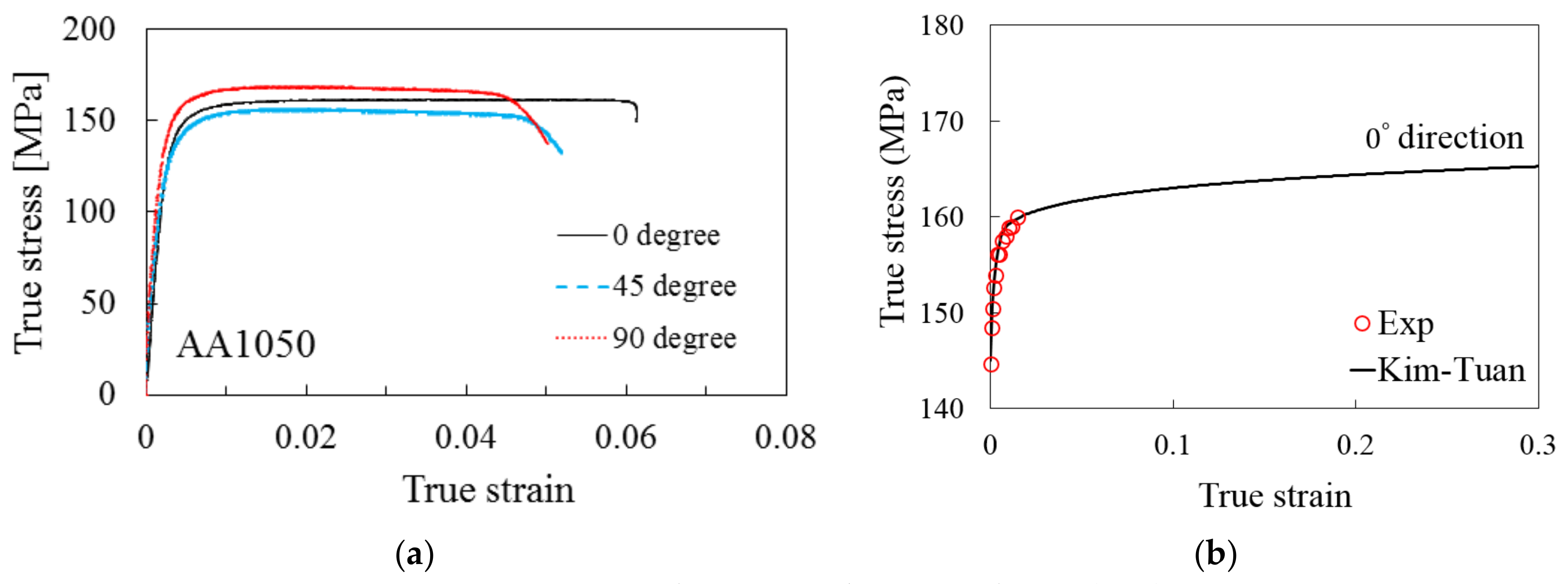
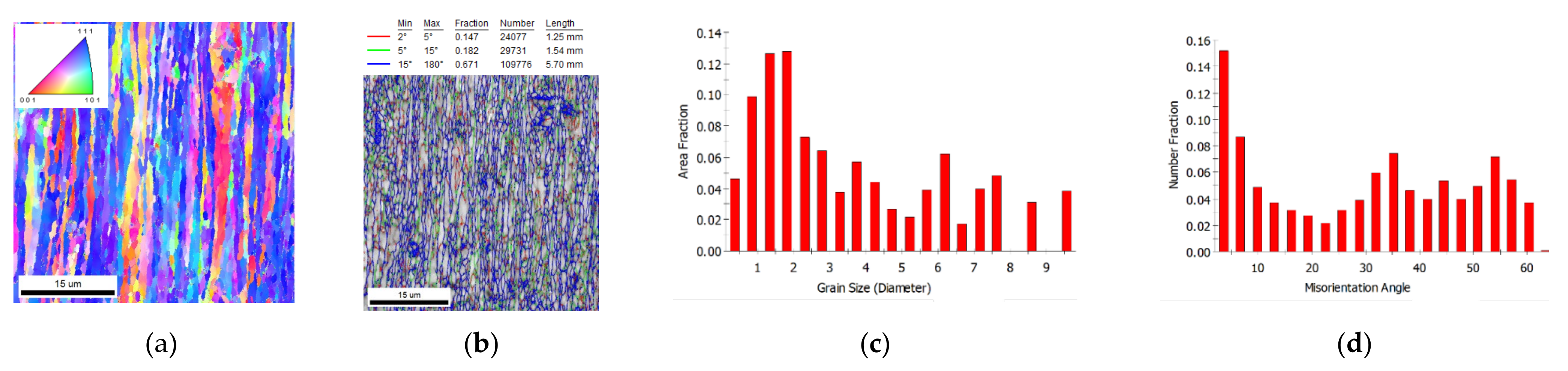
2.2. Material Properties
3. Experimental Study of LFV-SPIF Process
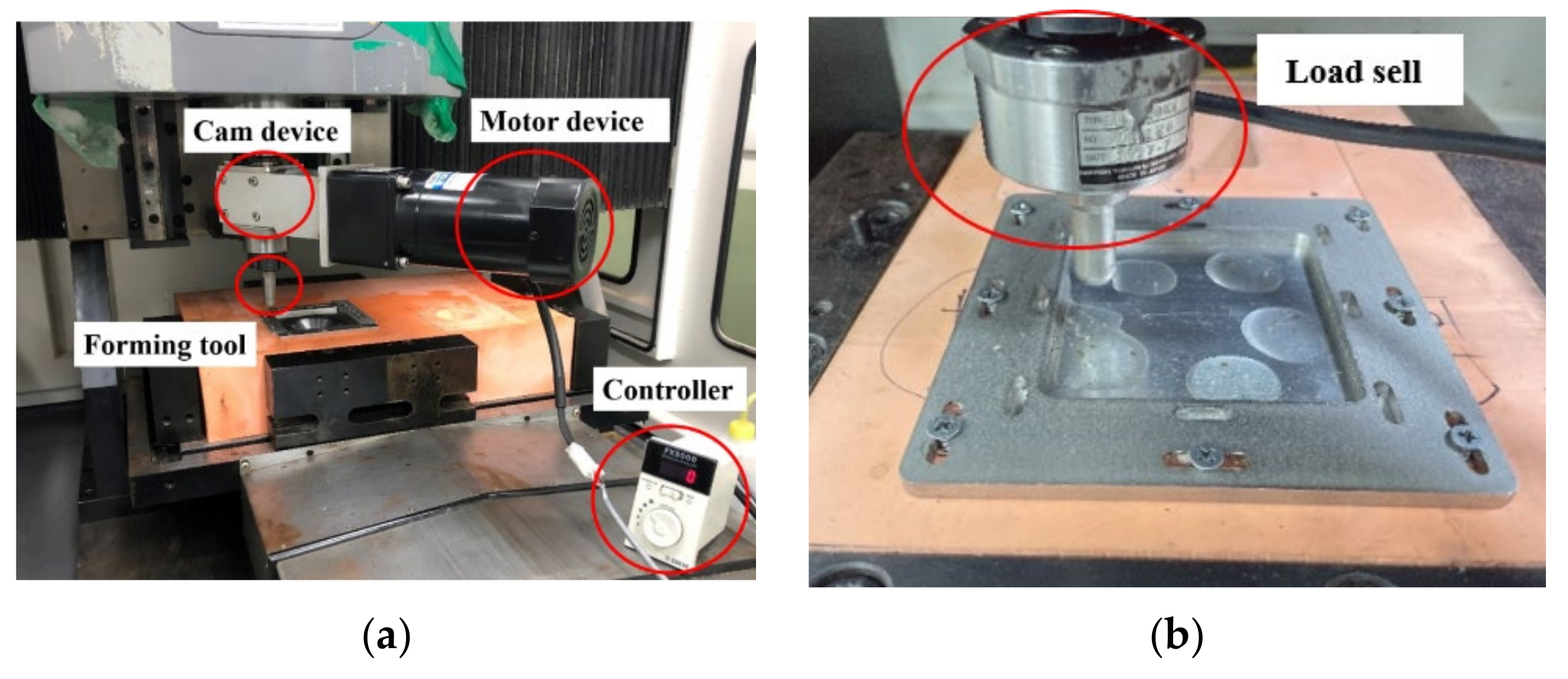
3.1. Experimental Methods
3.2. Experiment Results
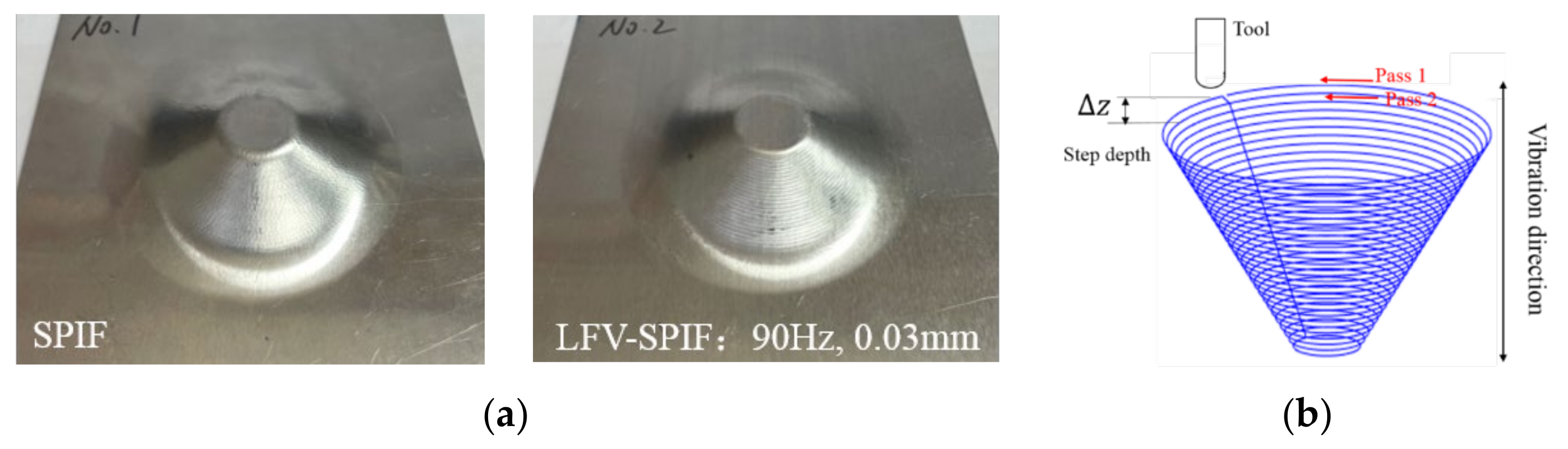
3.2.1. Effect of Low-Frequency Vibration on Formability
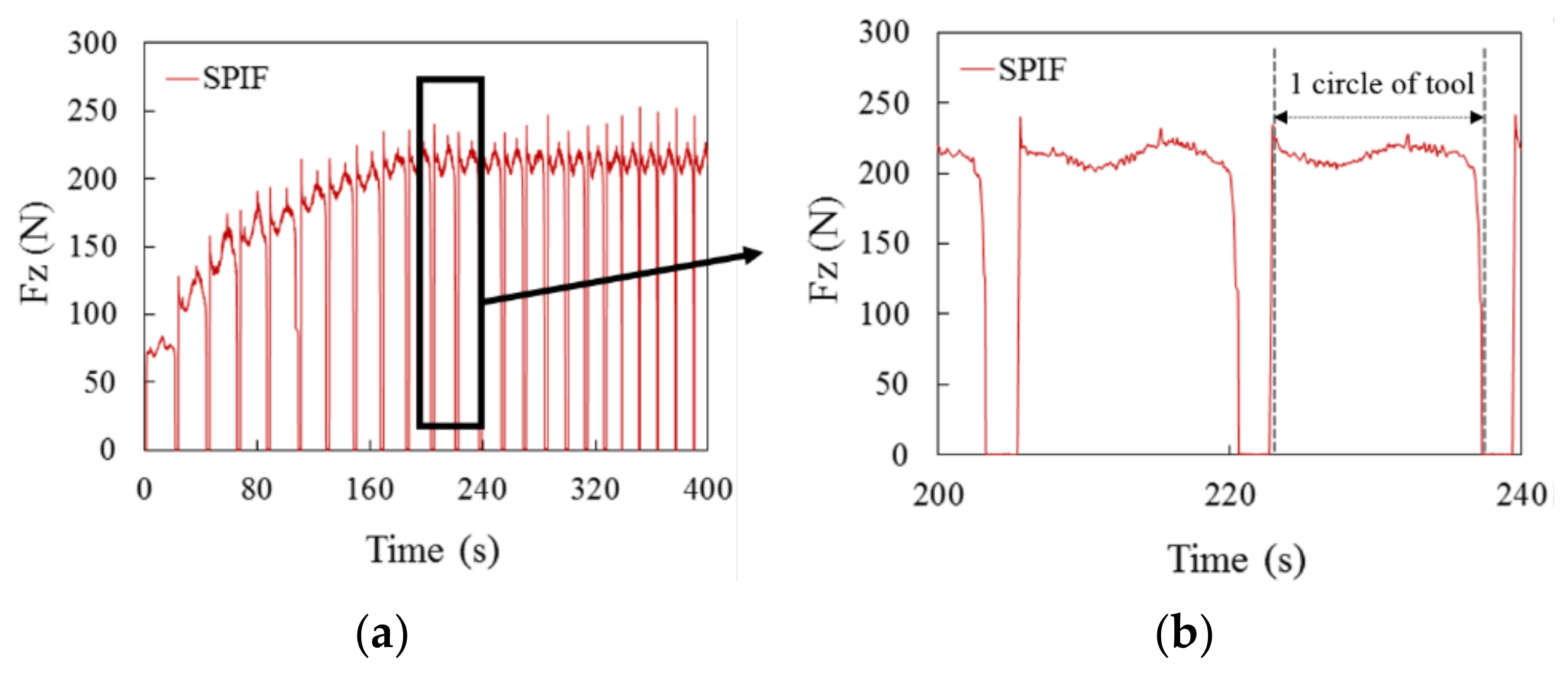
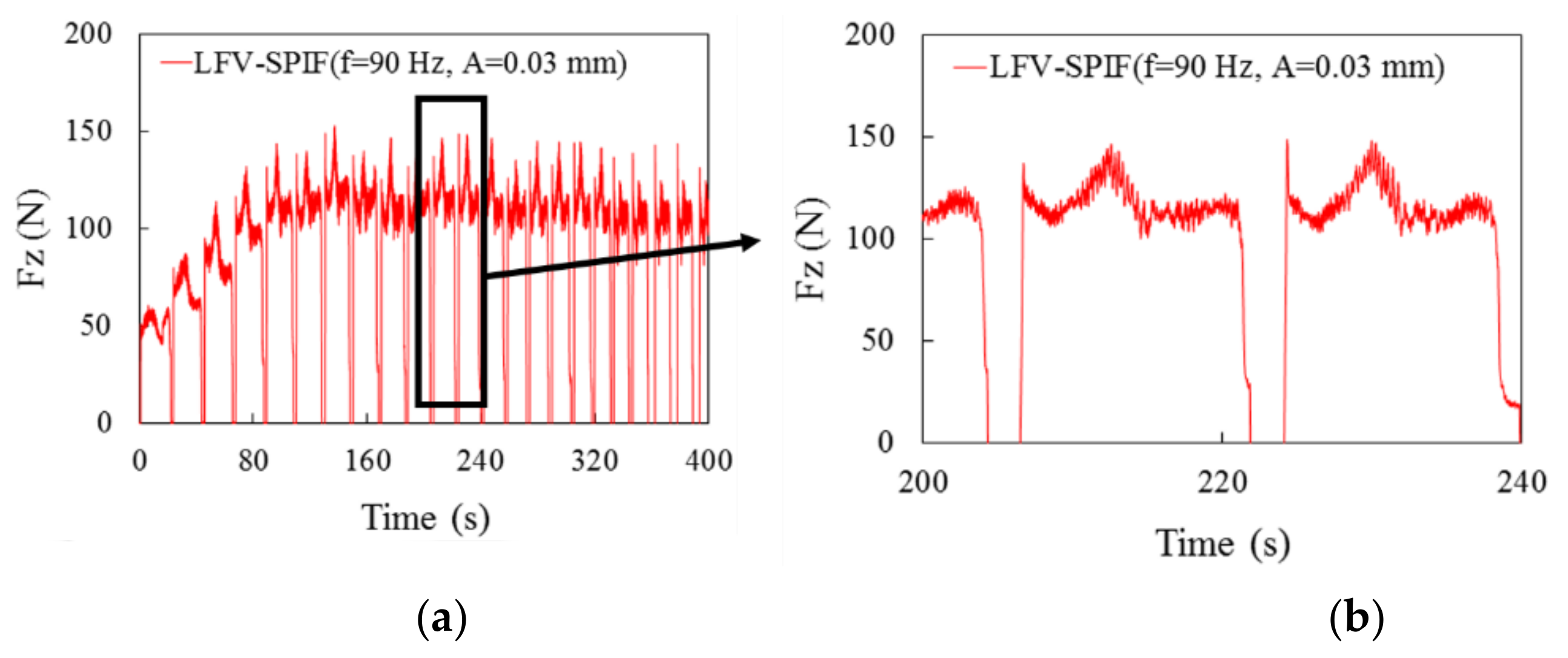
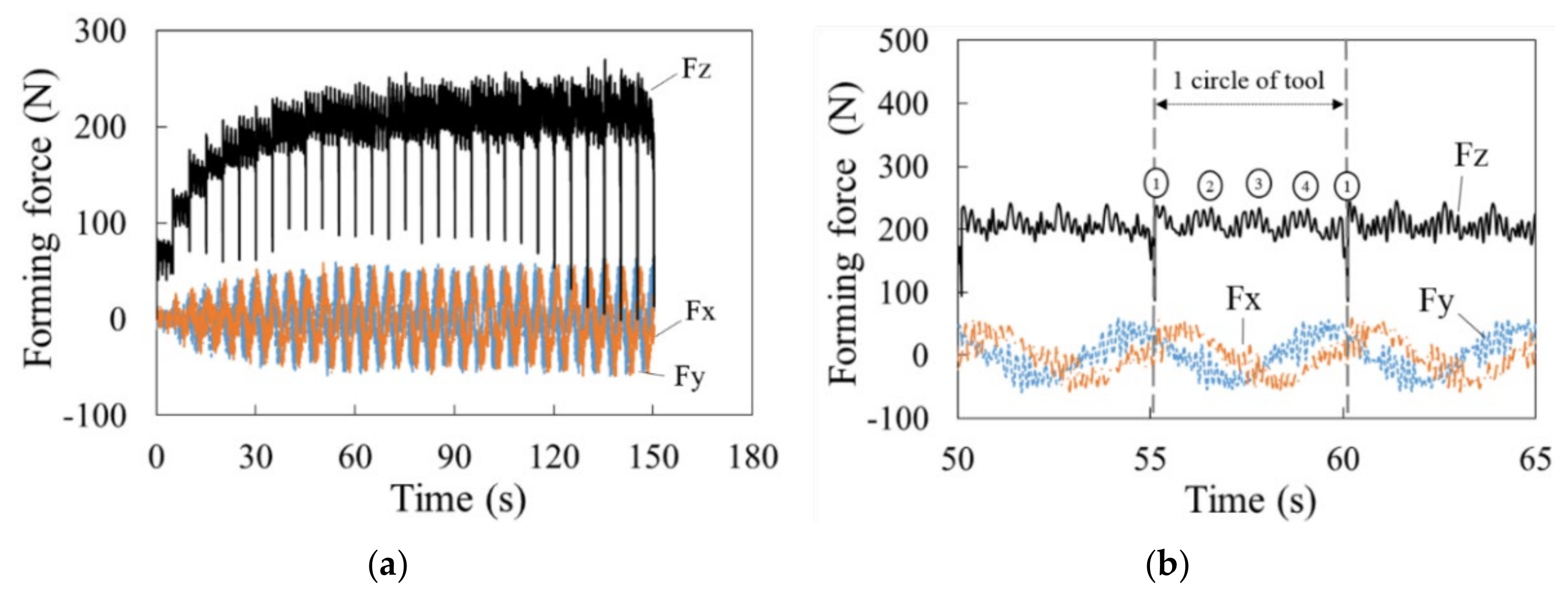
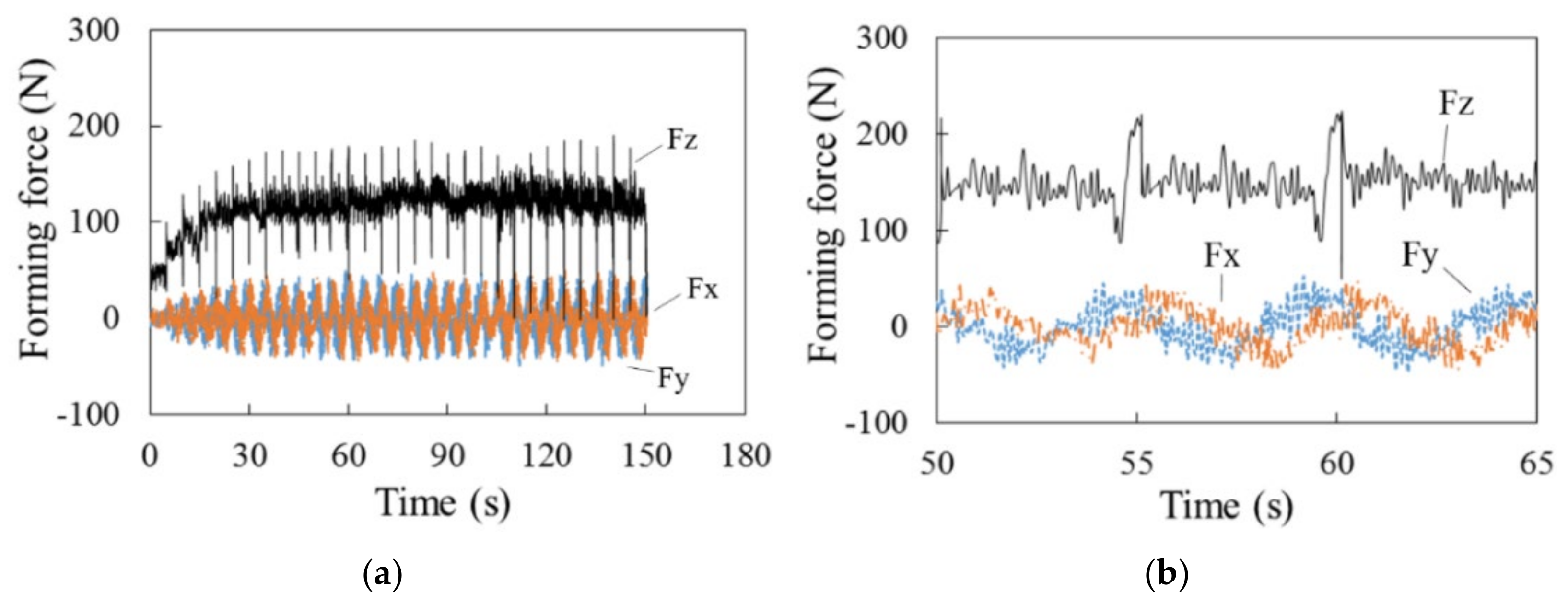
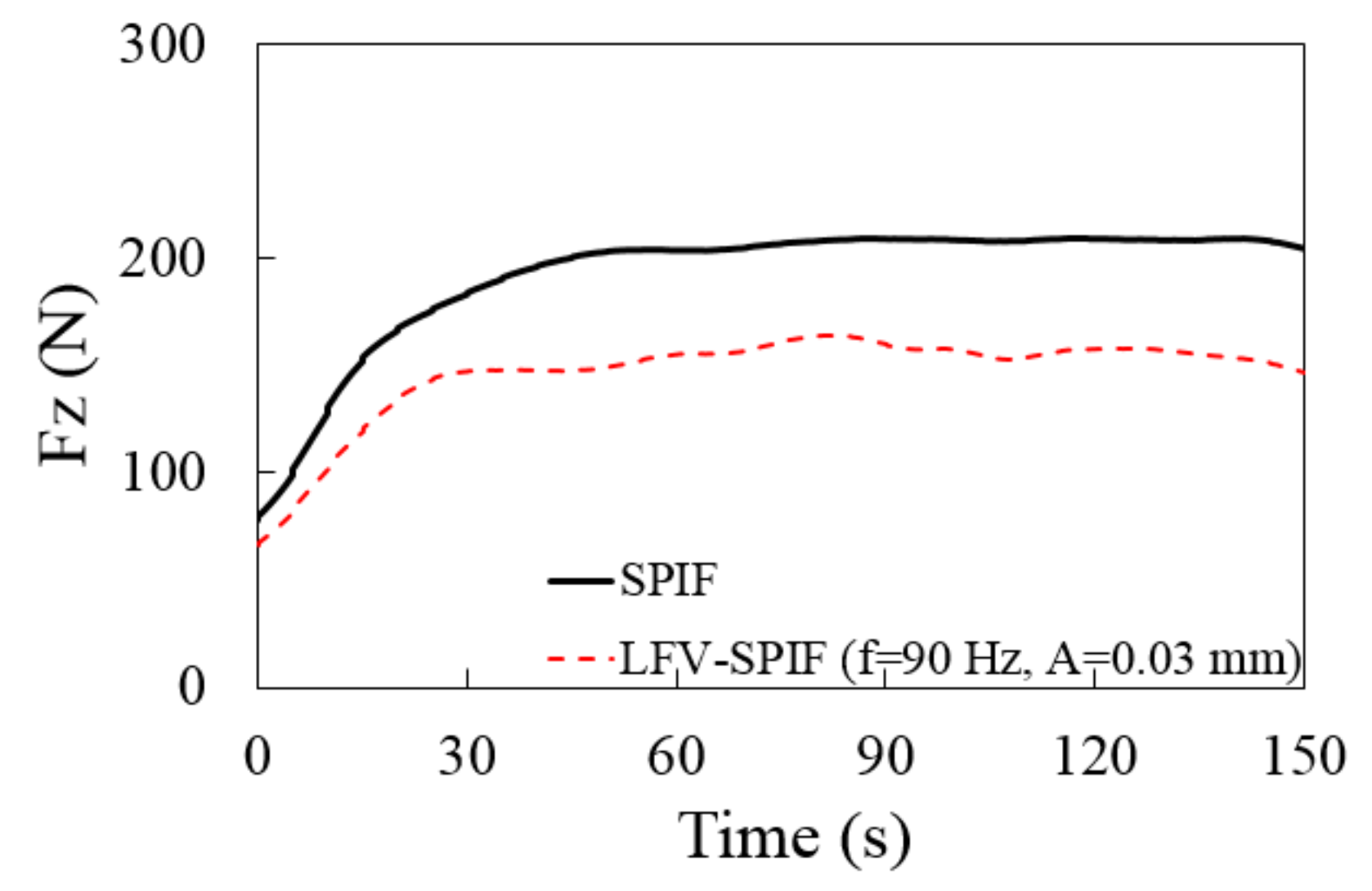
3.2.2. Effect of Low-Frequency Vibrations on the Axial Forming Force Fz
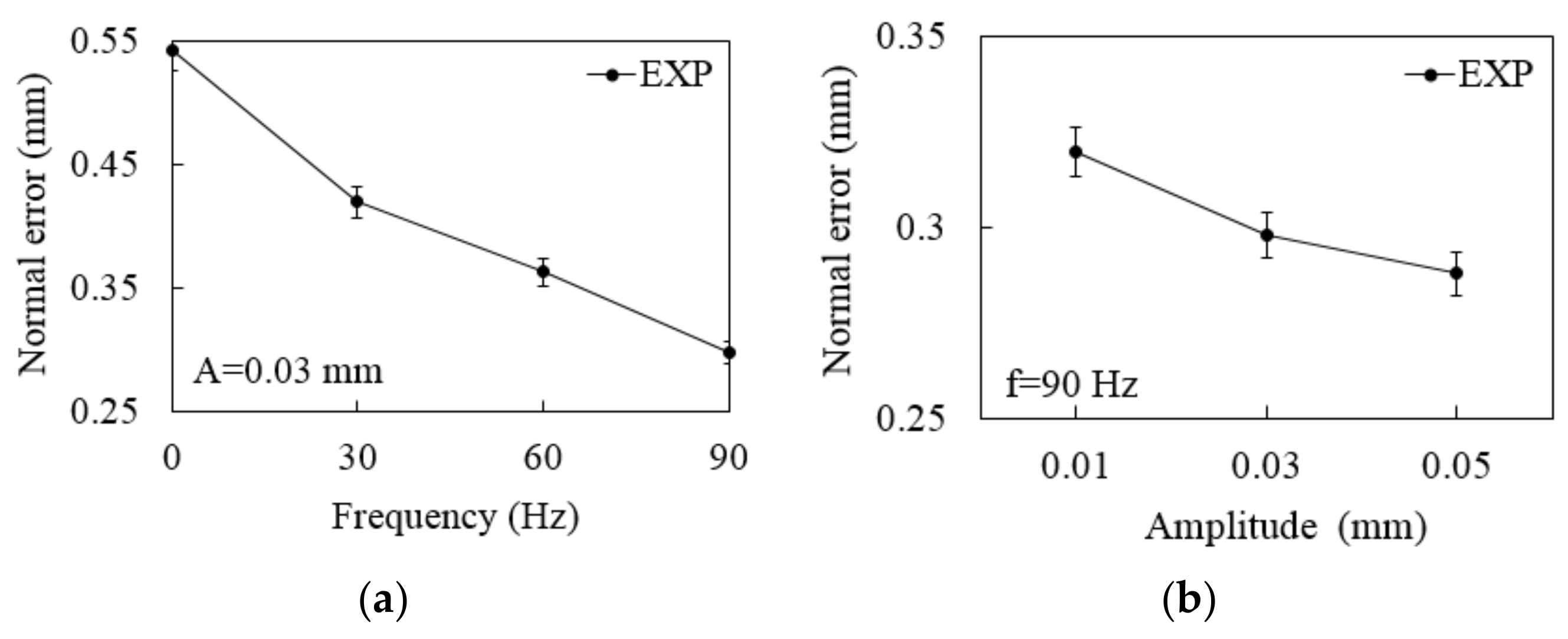
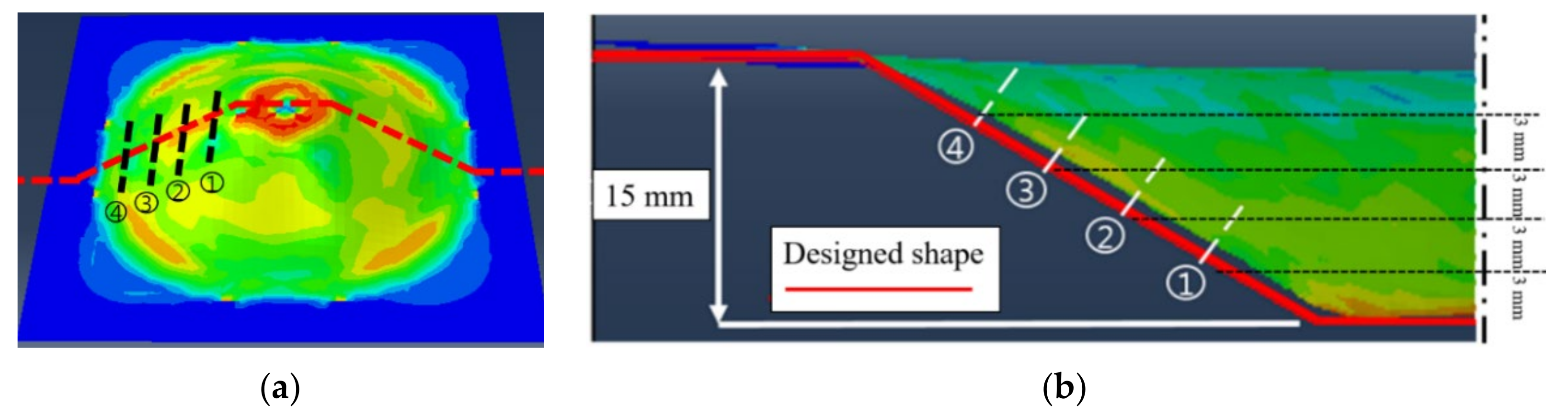
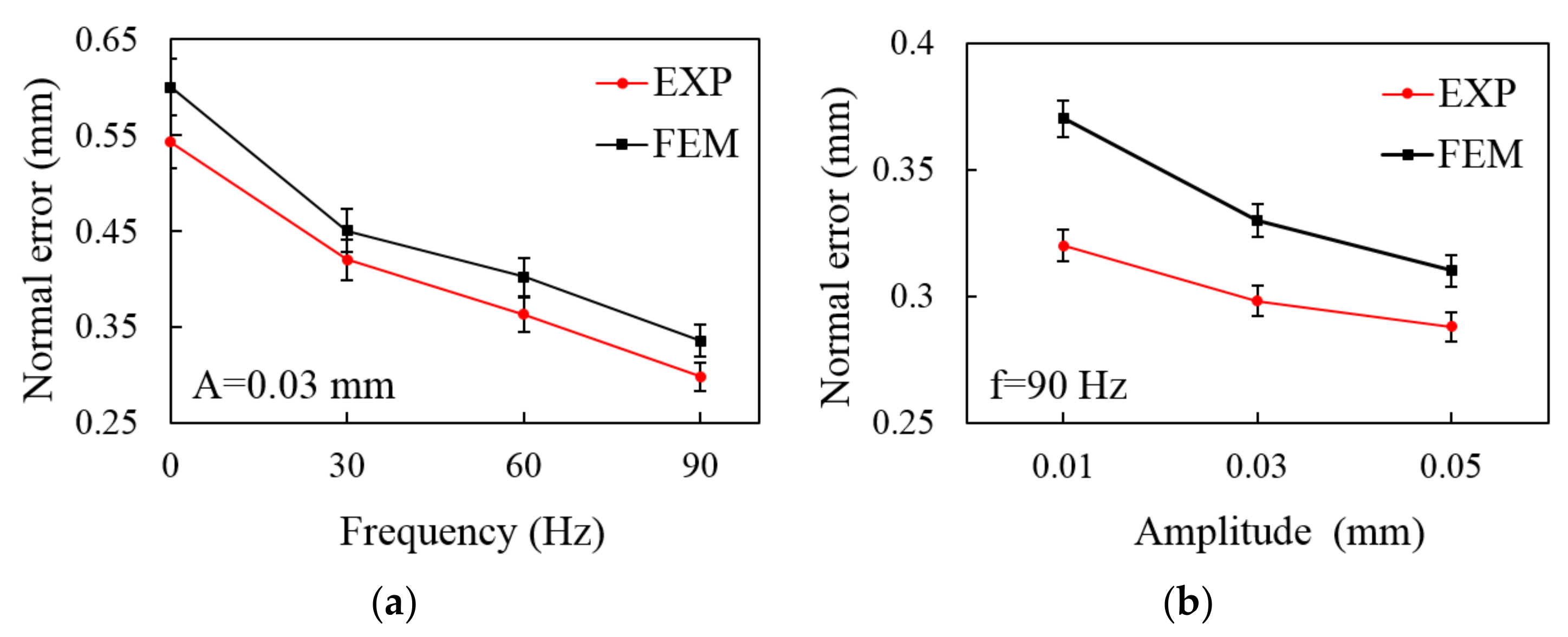
3.2.3. The Influence of Low-Frequency Vibrations on Geometric Accuracy
4. Research on Numerical Simulation of LFV-SPIF Process
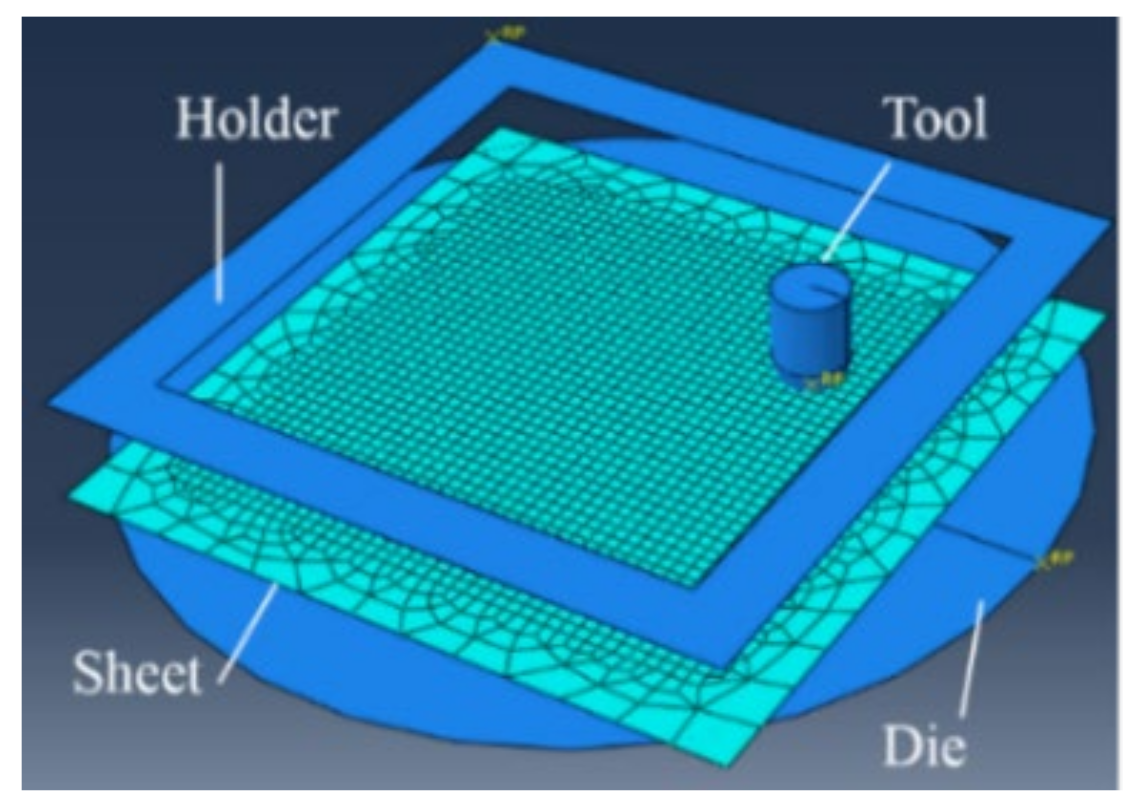
4.1. Finite Element Modeling
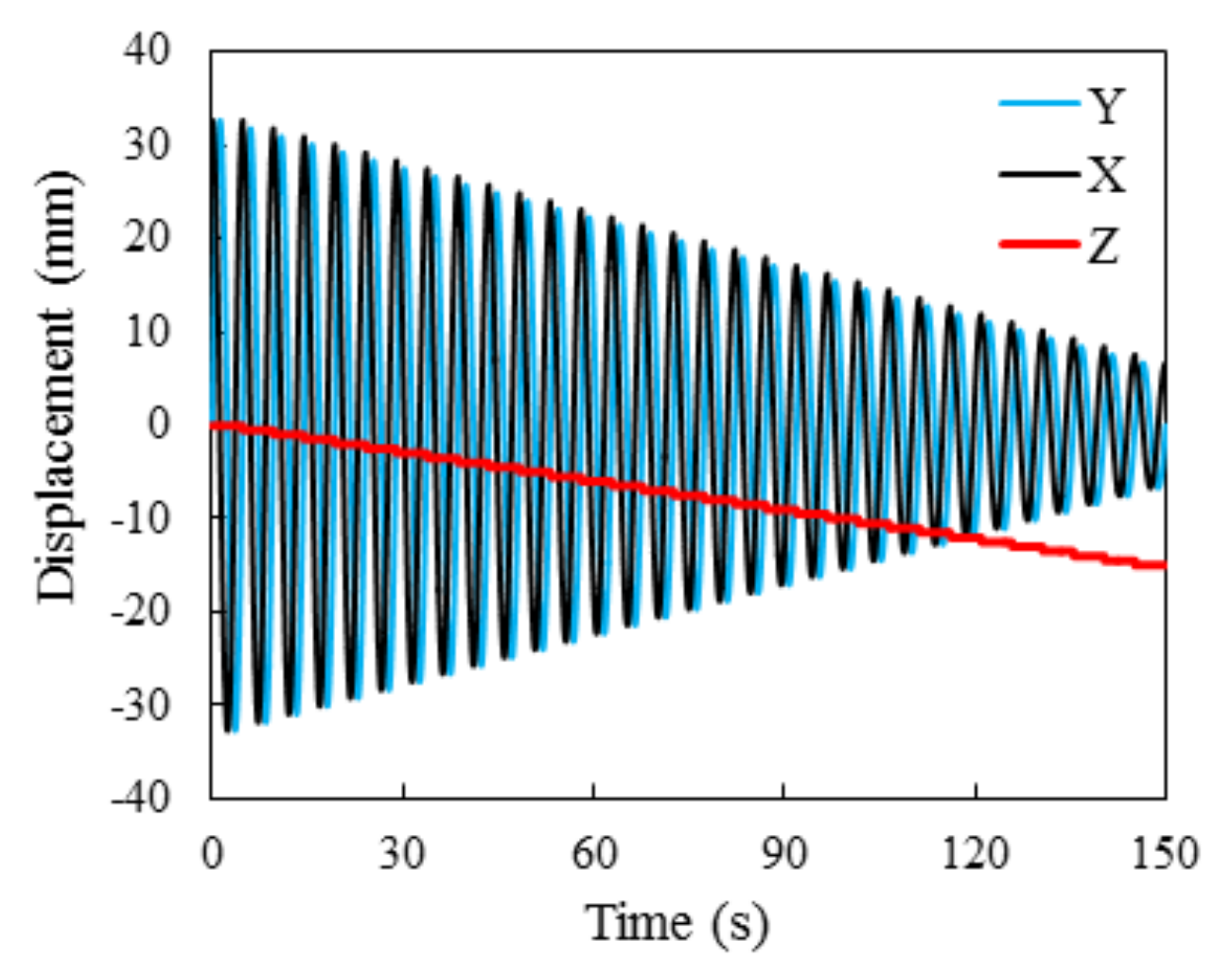
4.2. Forming Path
4.3. The Effect of Low-Frequency Vibrations on the Forming Process
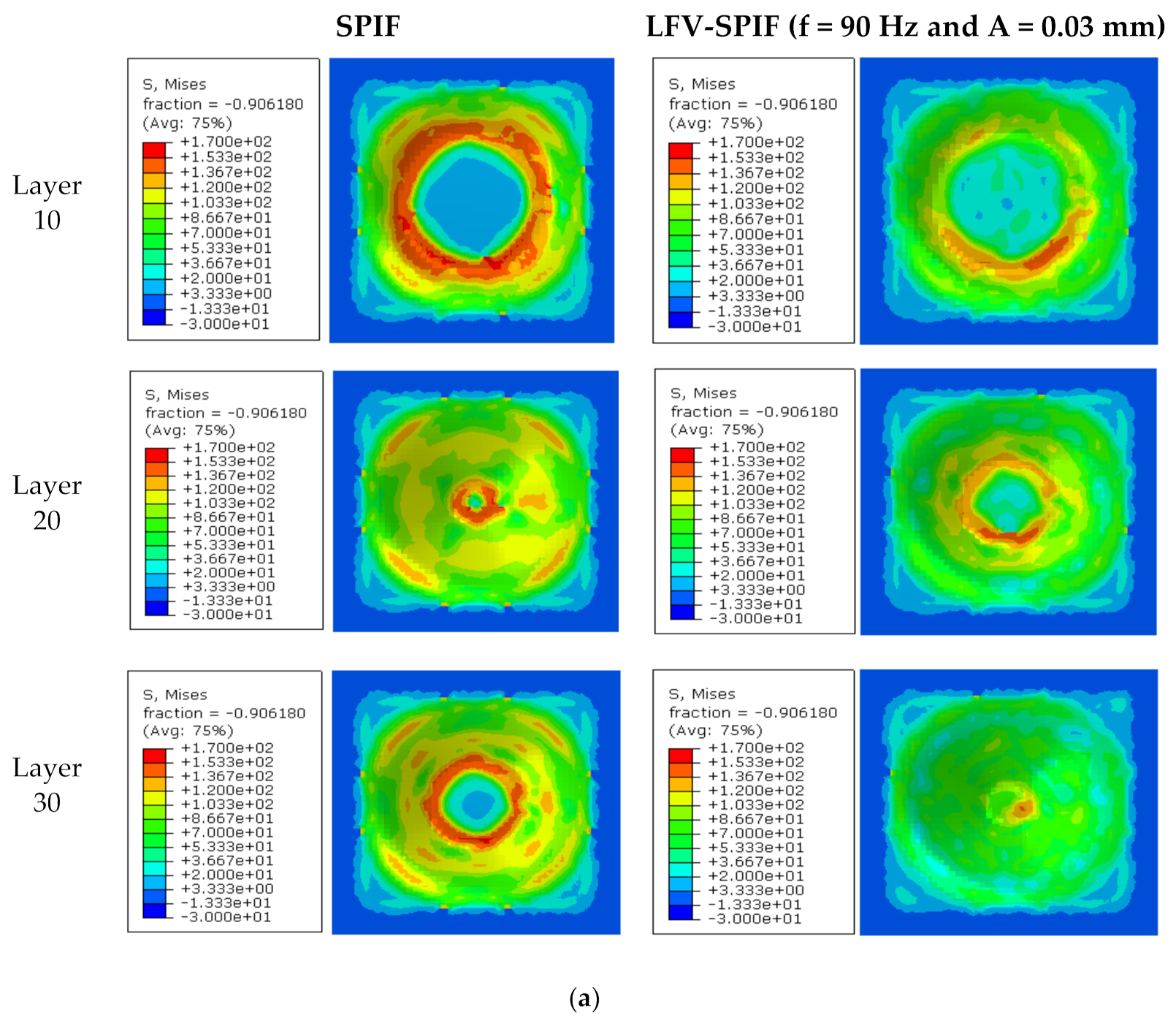
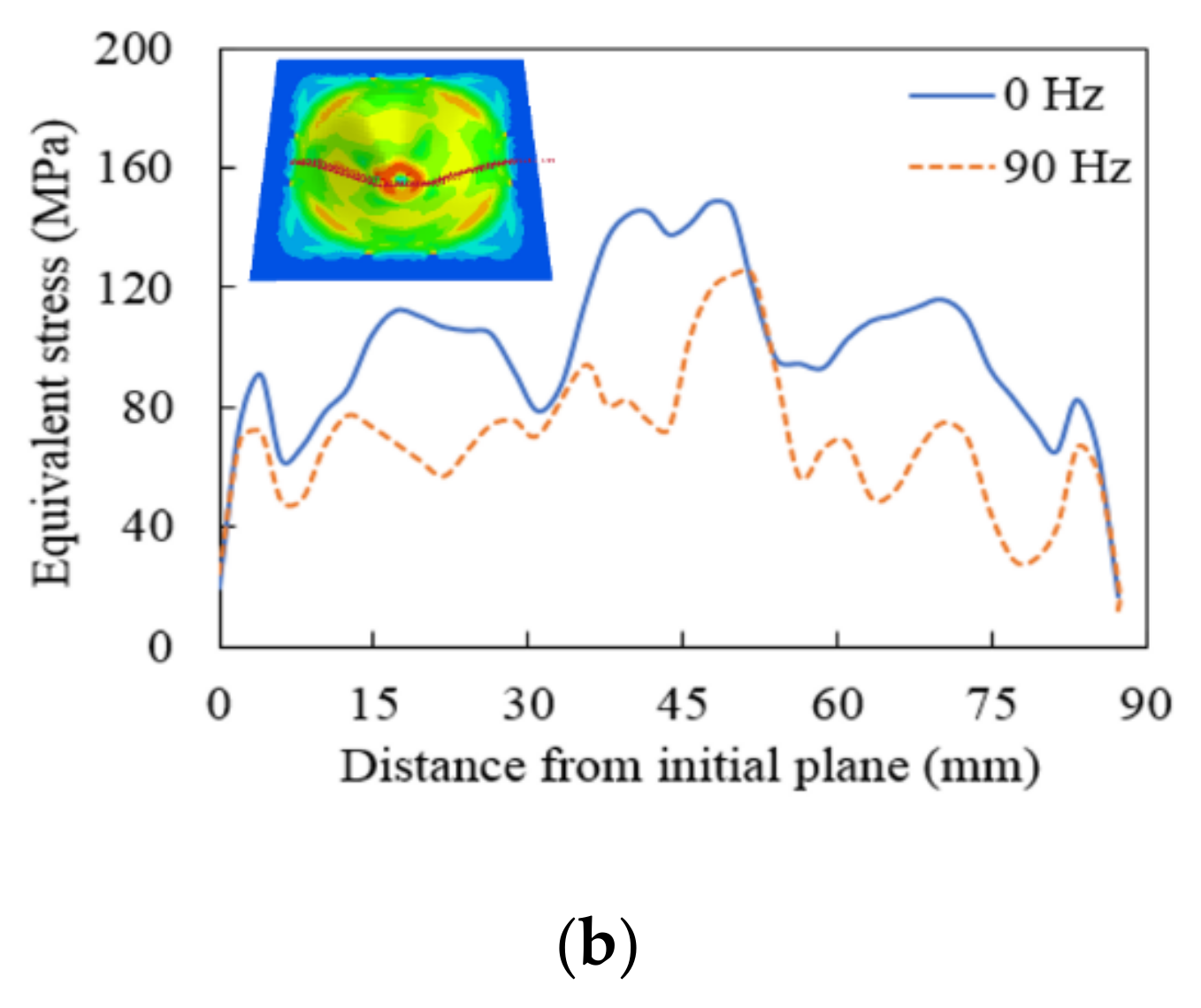
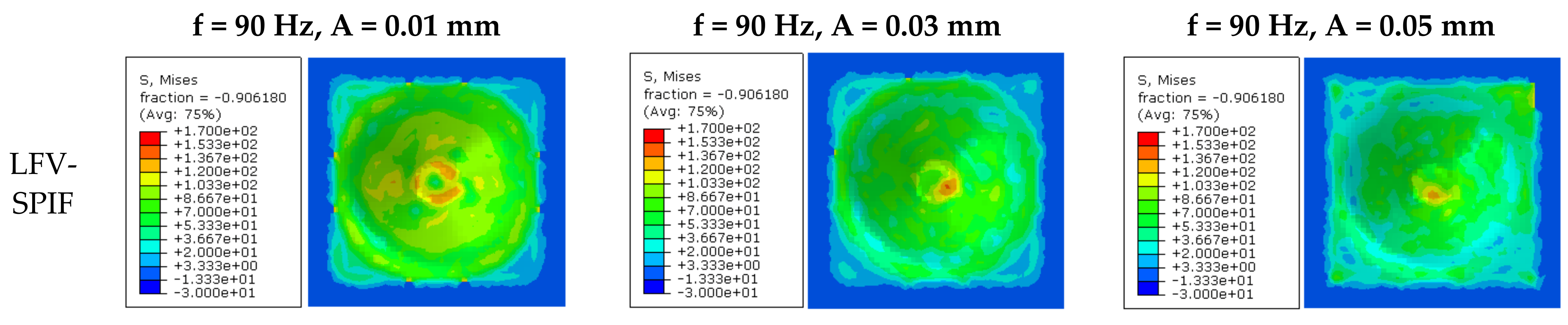
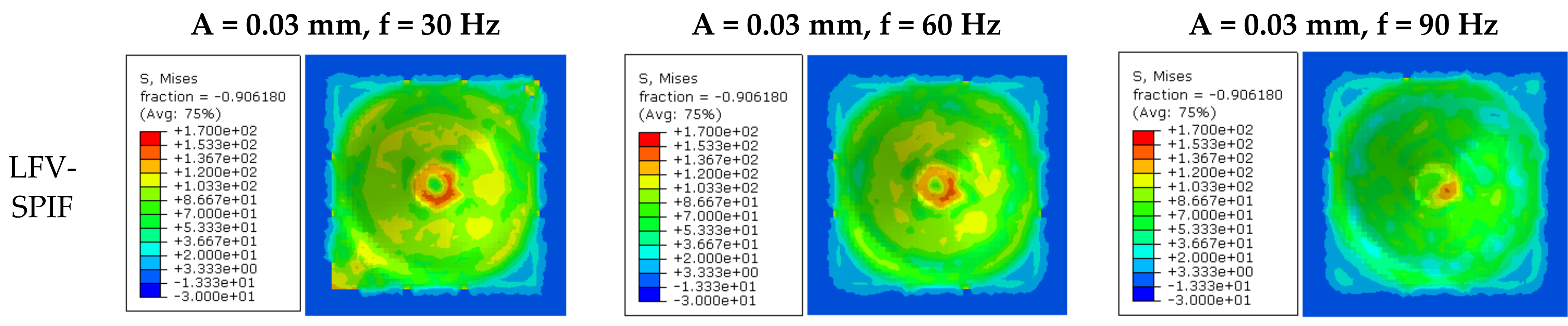
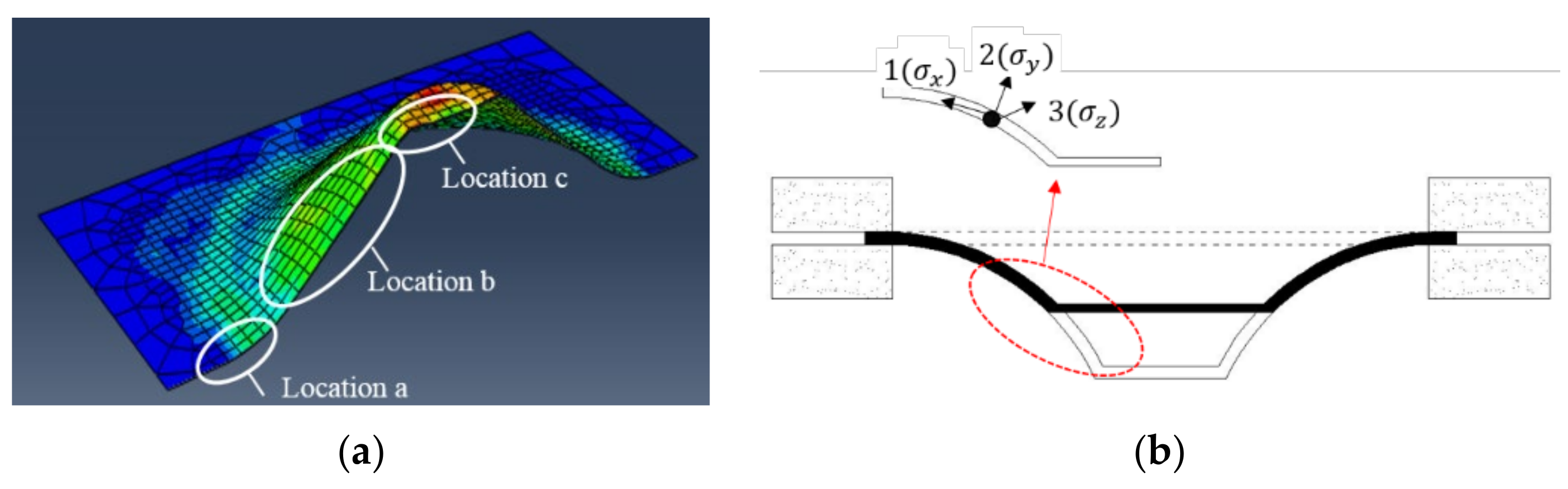
4.3.1. The Effect of Low-Frequency Vibrations on Equivalent Stress
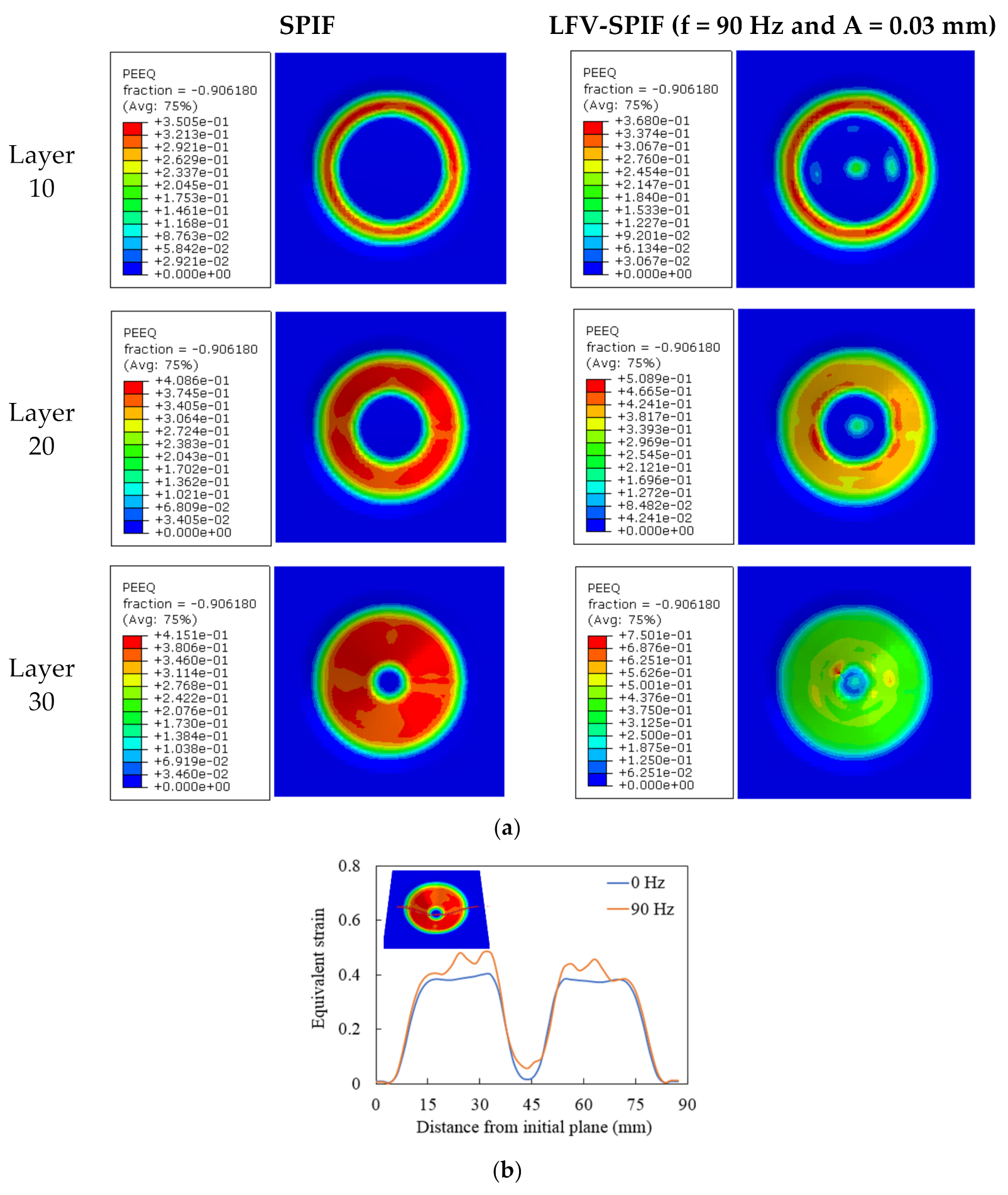
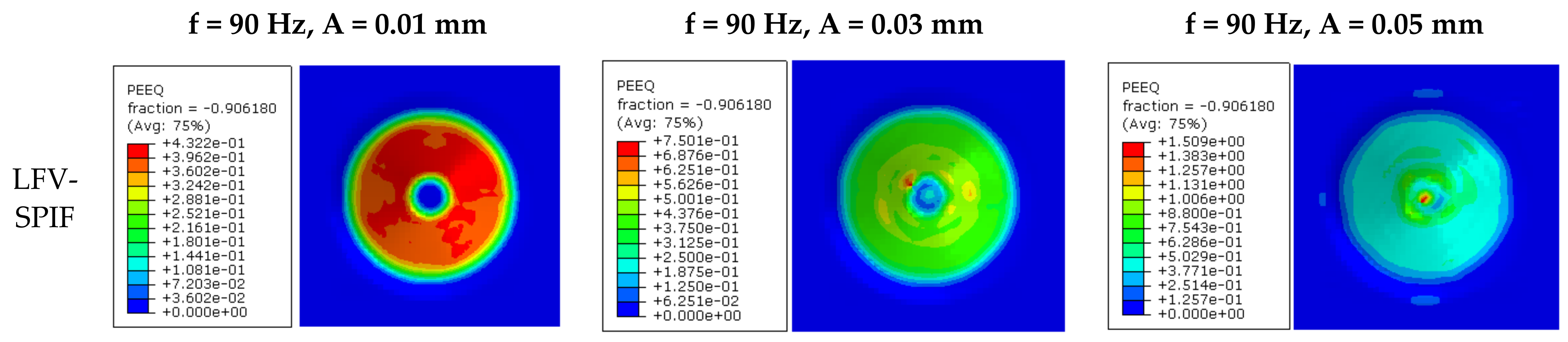
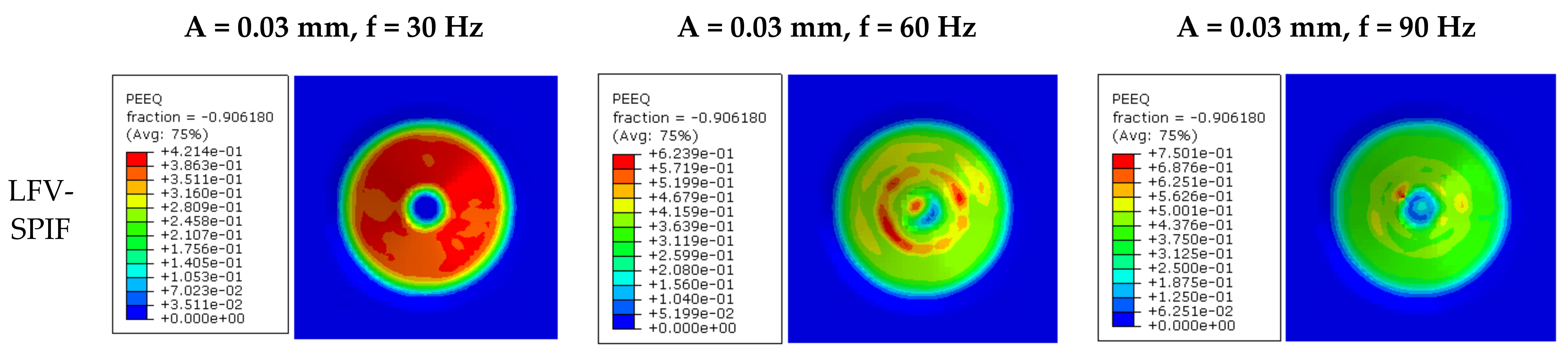
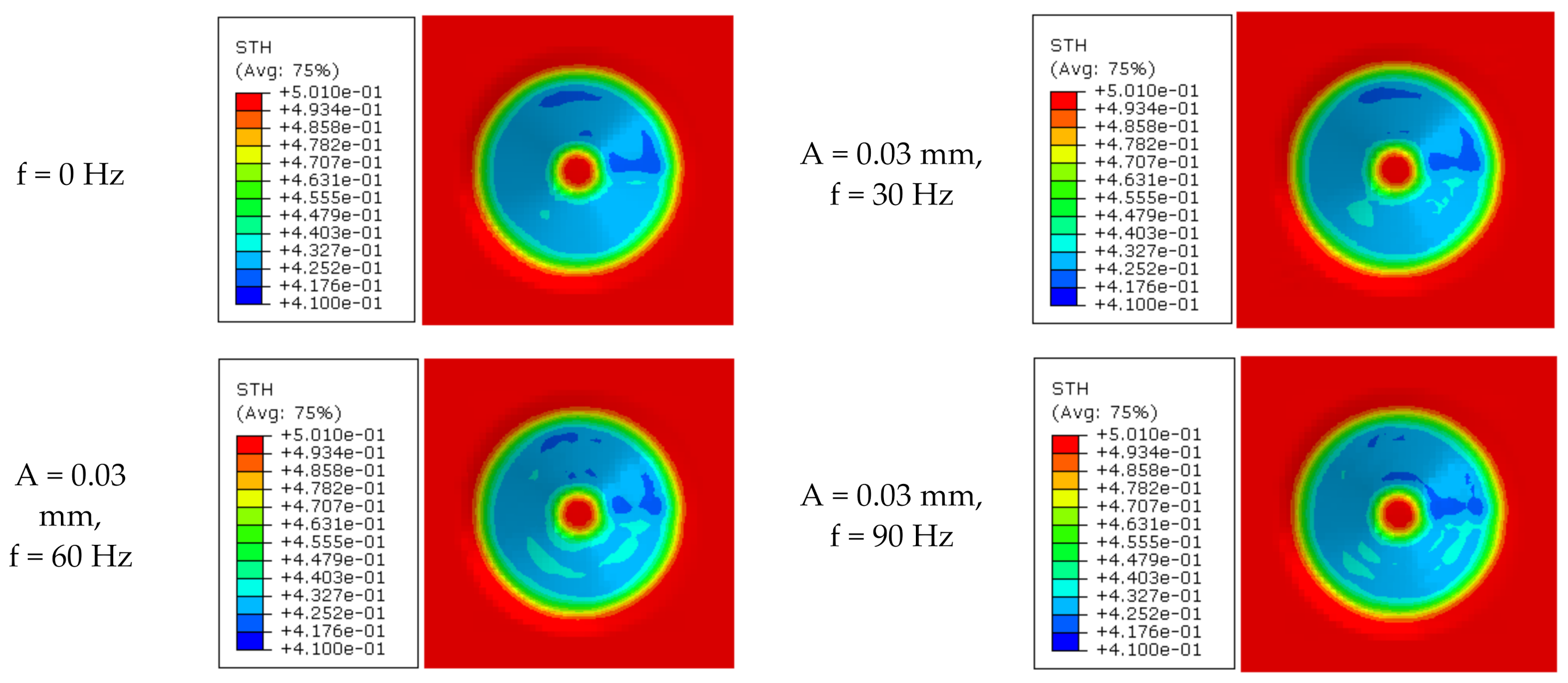
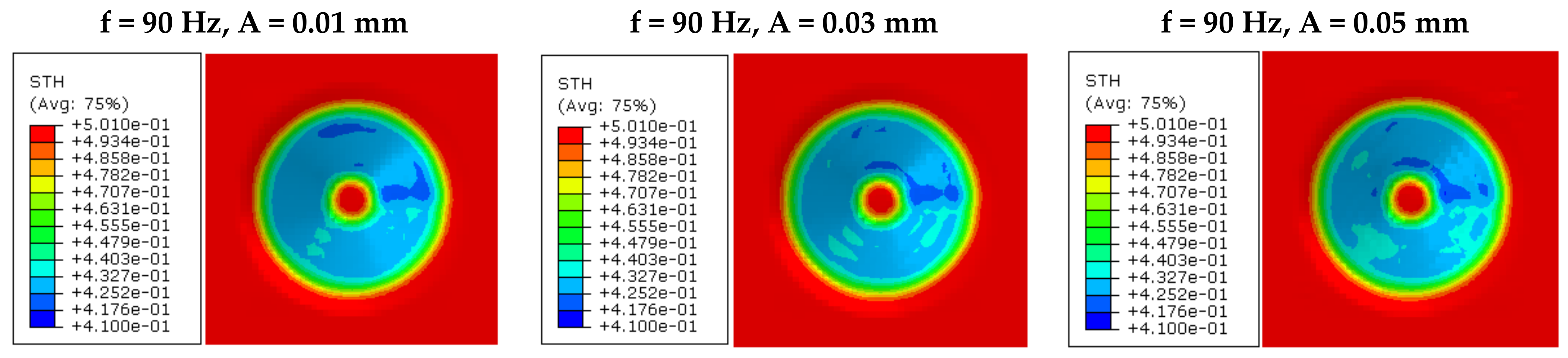
4.3.2. The Effect of Low-Frequency Vibrations on Equivalent Strain and Thickness Distribution
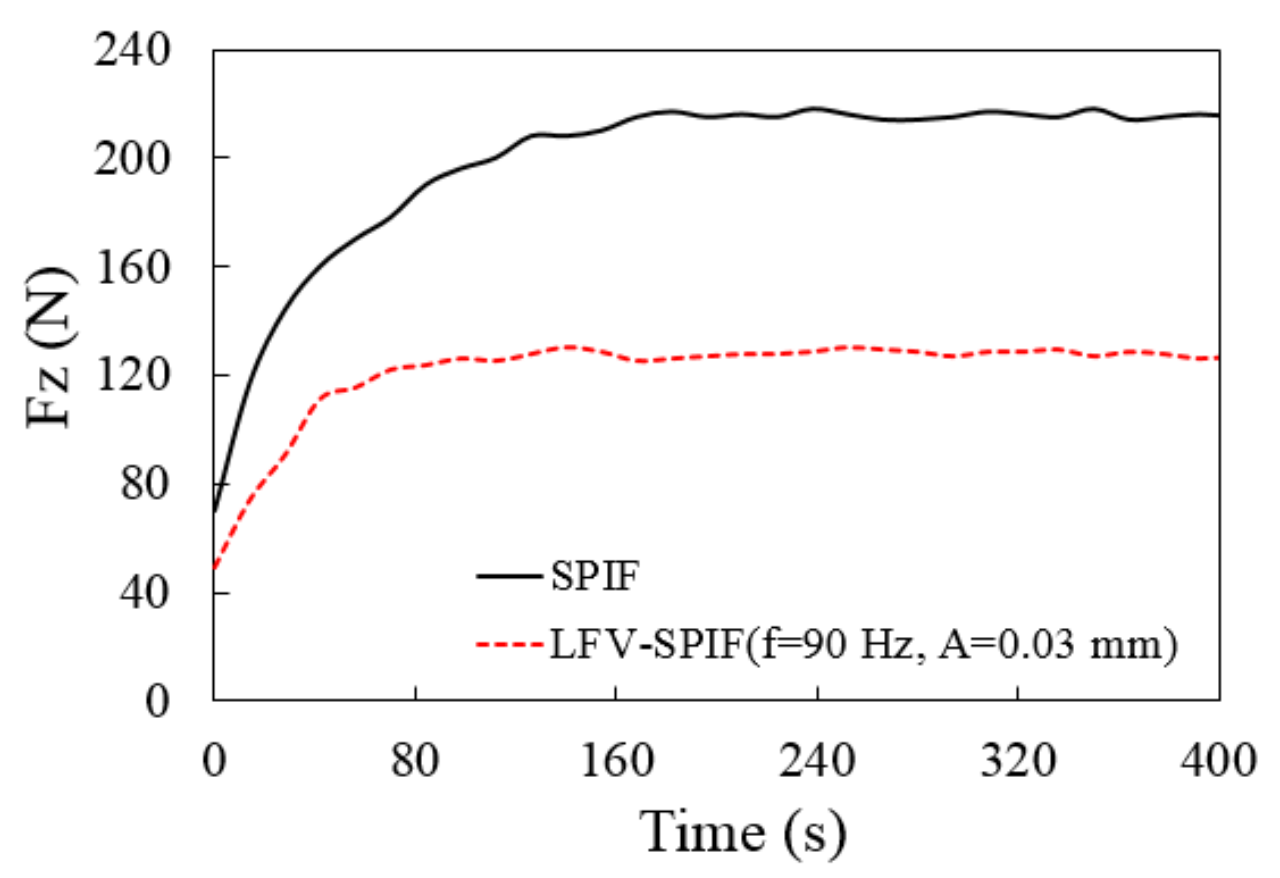
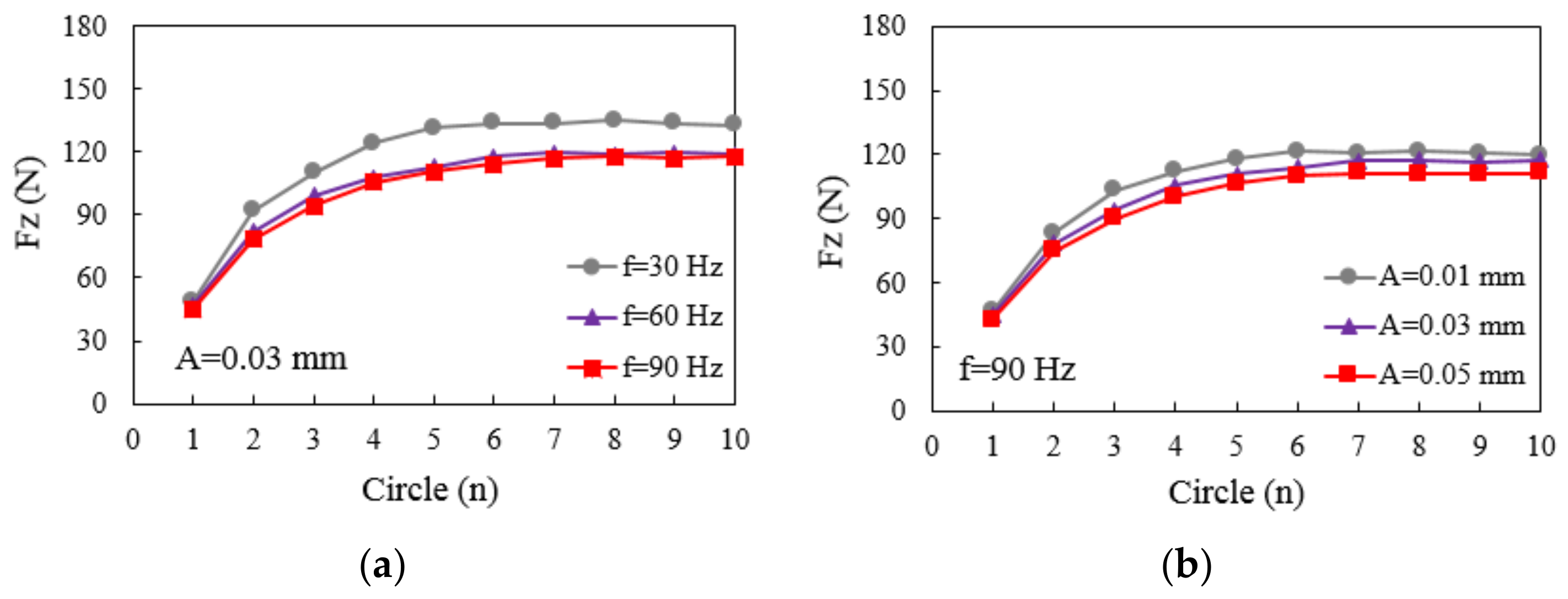
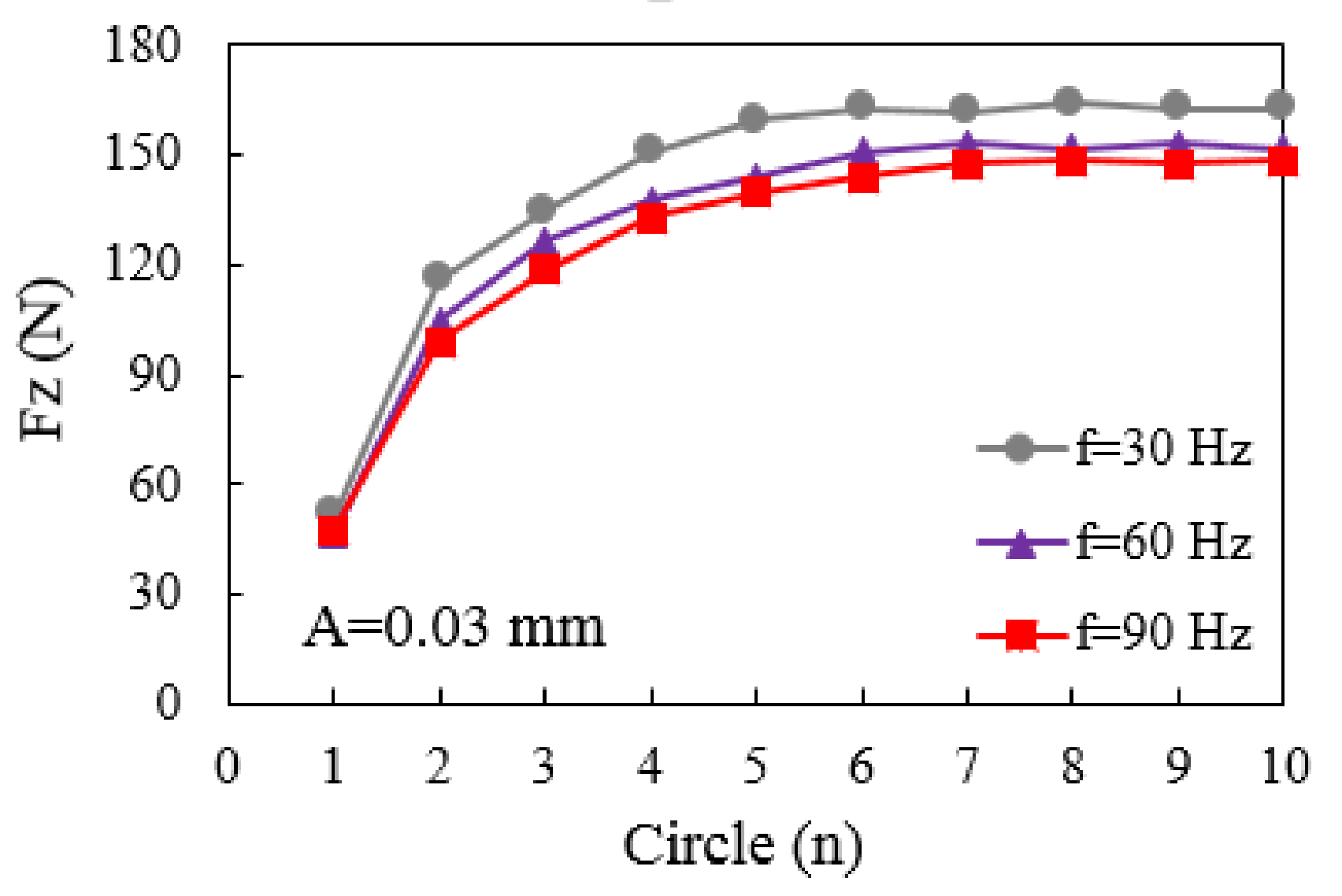
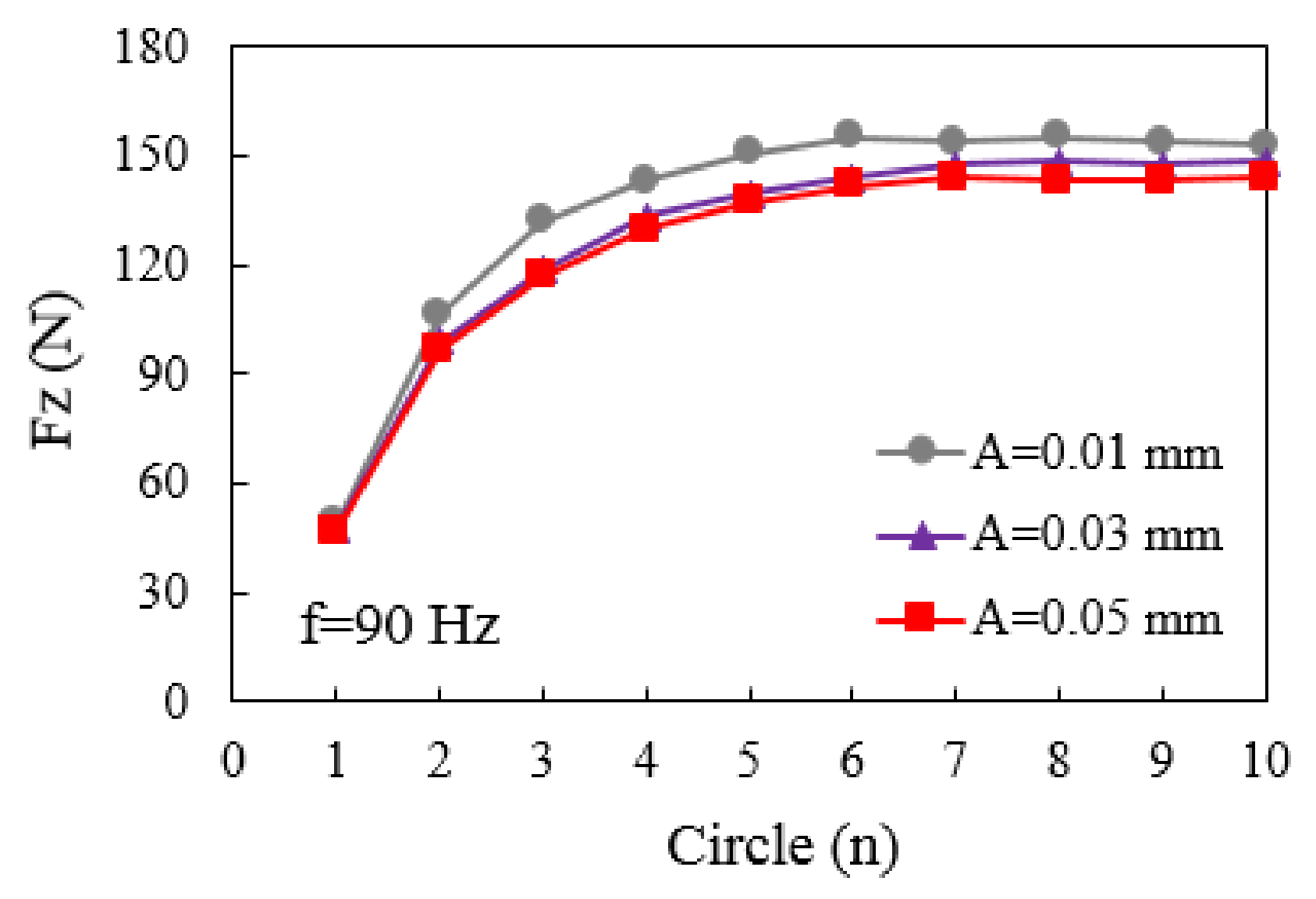
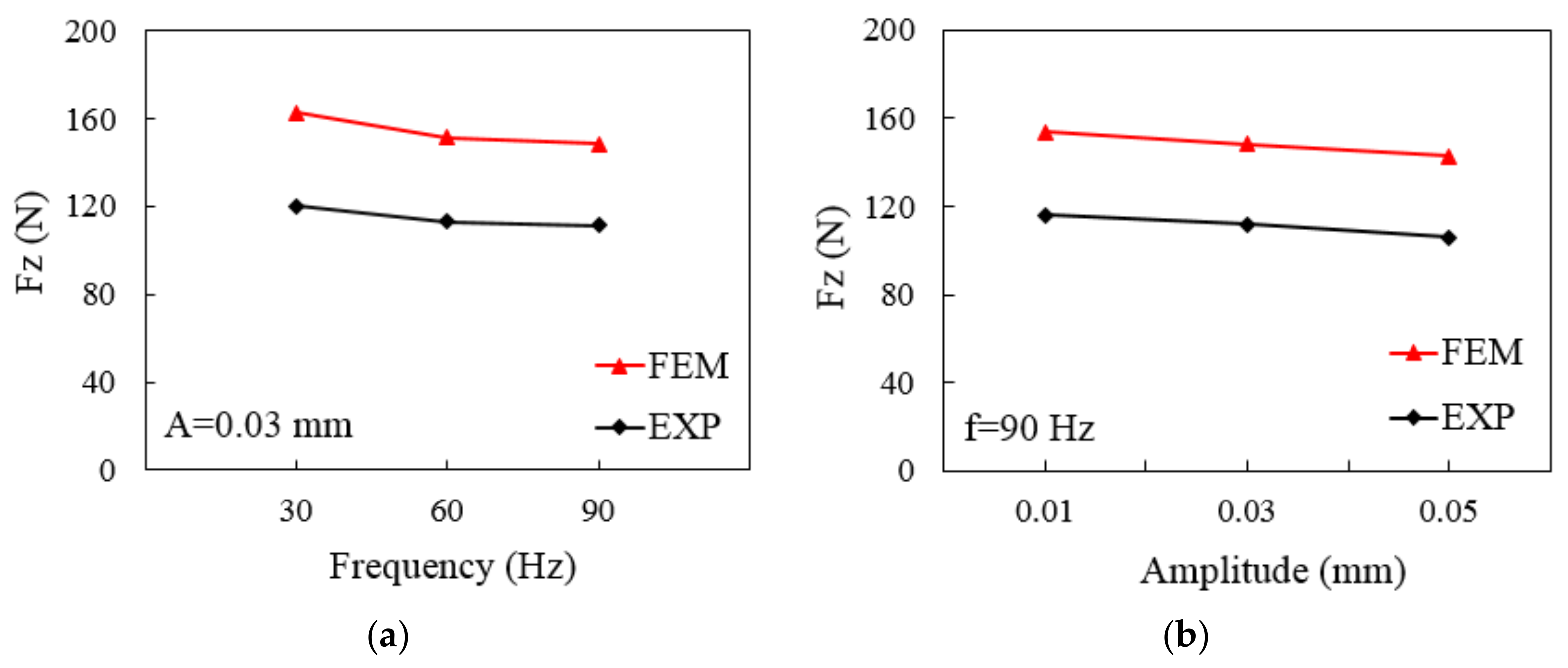
4.3.3. The Effect of Low-Frequency Vibrations on the Forming Force
4.3.4. The Effect of Low-Frequency Vibrations on Forming Accuracy
5. Conclusions
- –
- Low-frequency vibrations can effectively reduce the equivalent stress and axial forming force in sheet forming. Equivalent stress and axial forming force reduction correlate positively with frequency and amplitude. The larger the frequency and amplitude, the smaller the equivalent stress and axial forming force. As the vibration energy increases, the stress superposition effect is significant. The vibration energy causes dislocation to slip and rheological effects of the material, softening the material. When the frequency is increased to 90 Hz, the axial forming force can be reduced by 45.6%.
- –
- The LFV-SPIF equivalent strain values and distributions are similar to the SPIF process in the early forming stage. However, as the forming continues, for LFV-SPIF, a phenomenon of concentrated strain distribution occurs, and the equivalent strain value is large. When A > 0.03 mm or F > 60 Hz, the vibrating tool’s instantaneous press amount increases, the material’s strain rate and deformation energy increase, and the equivalent strain extreme value increases accordingly. The high frequency leads to more contact between the sheet and the tool per unit time, resulting in an uneven strain distribution and local strain concentration, decreasing the uniformity of the thickness distribution after the material is formed.
- –
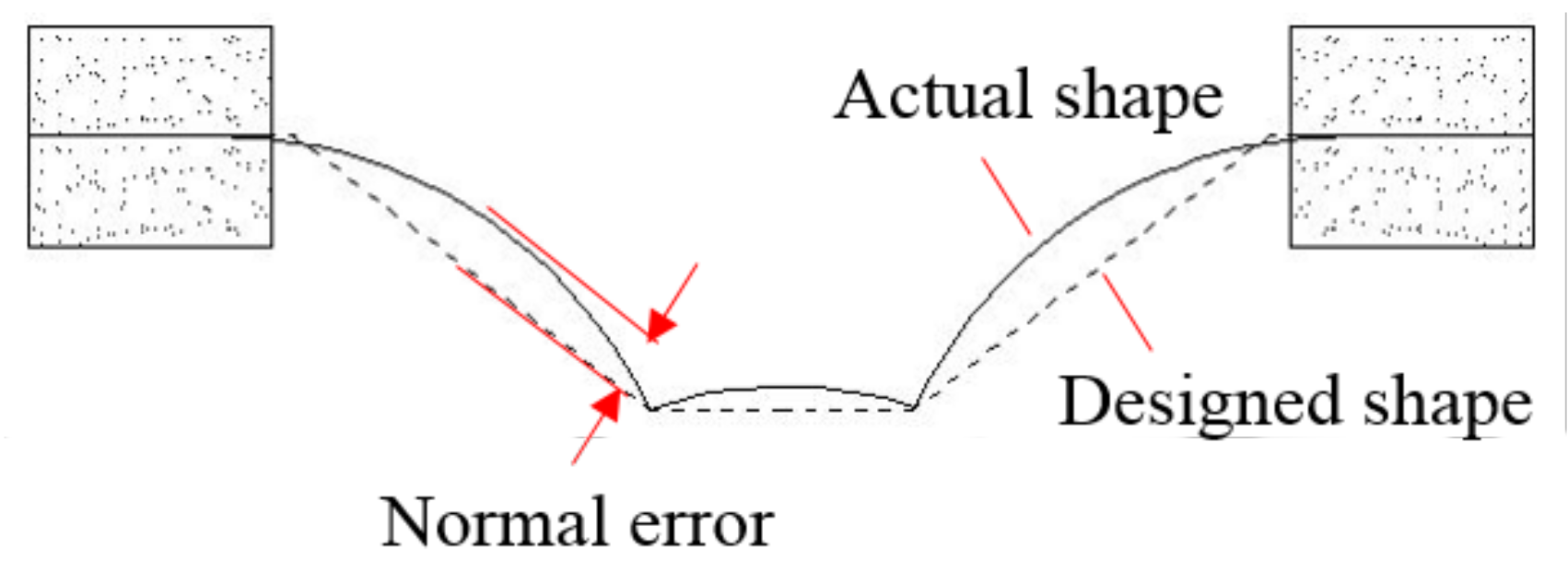
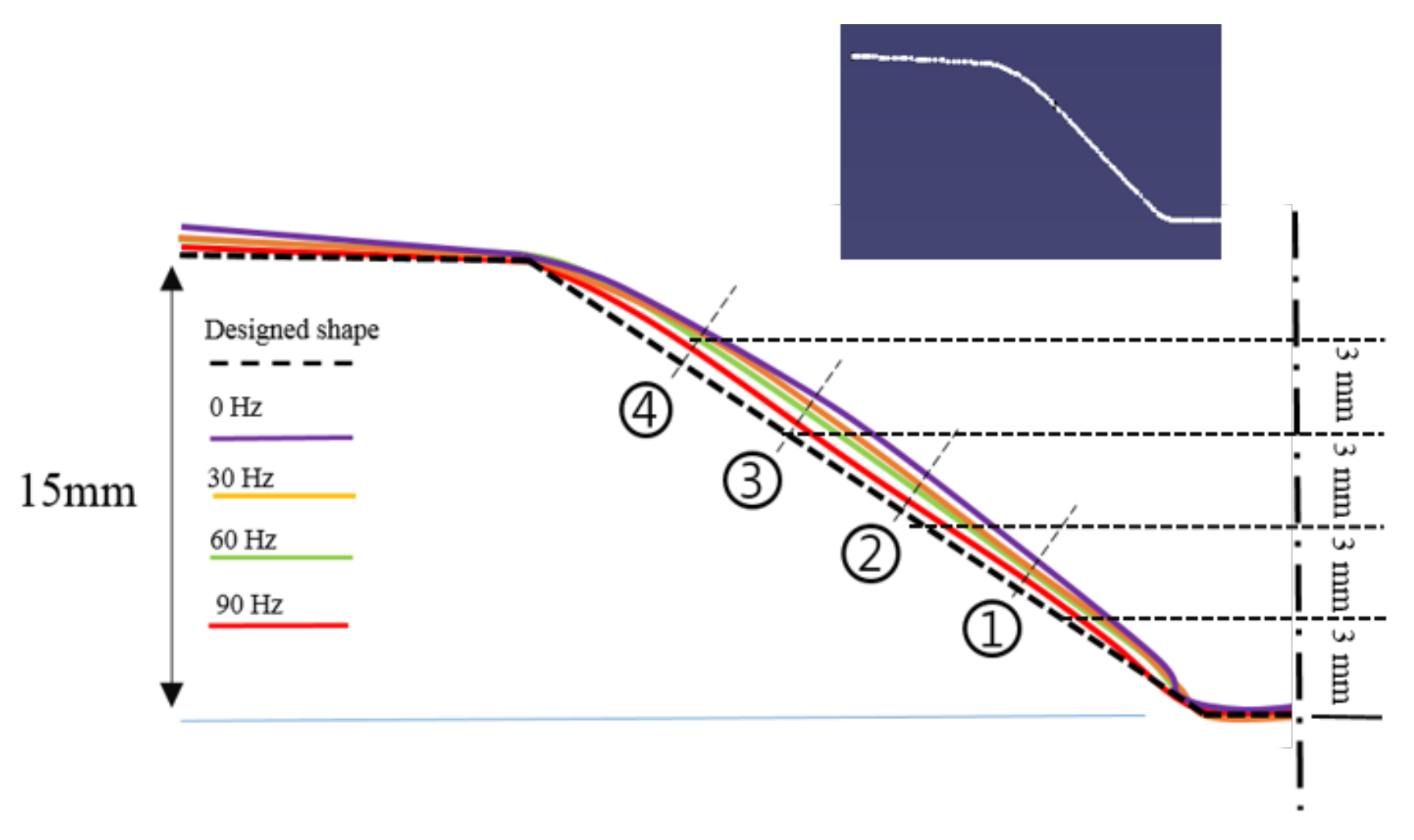
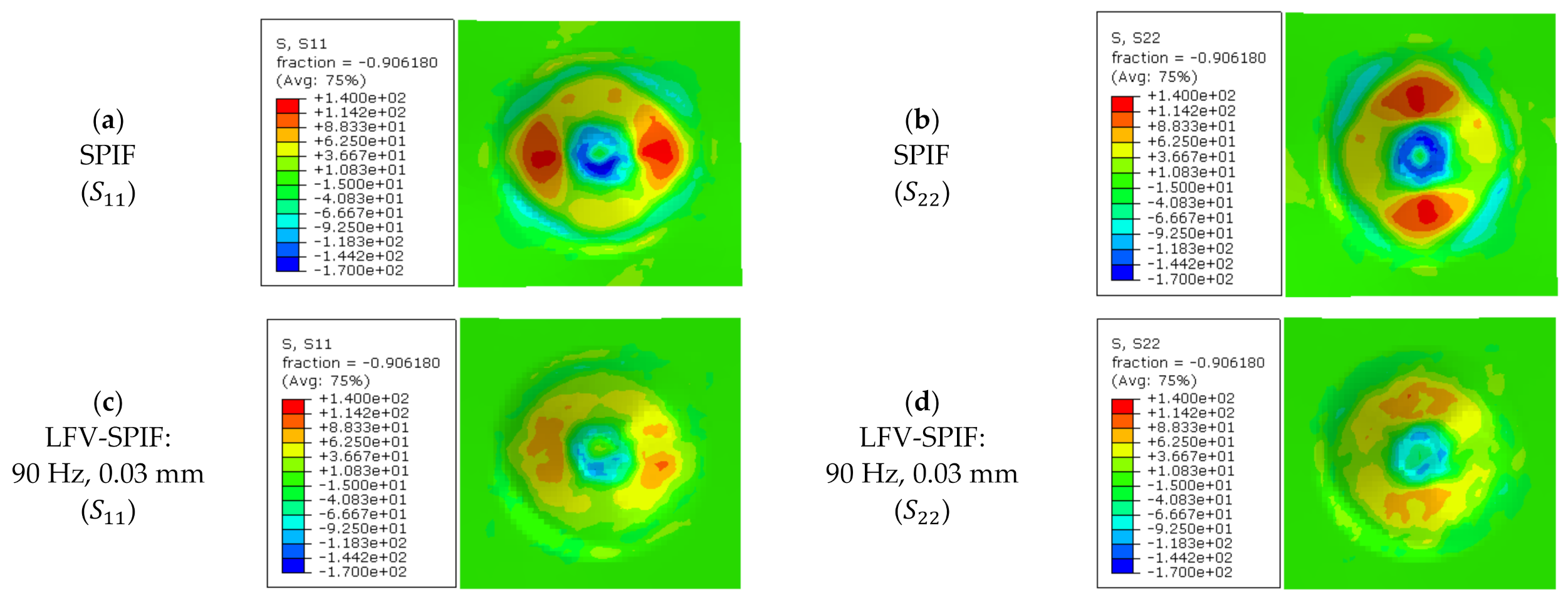
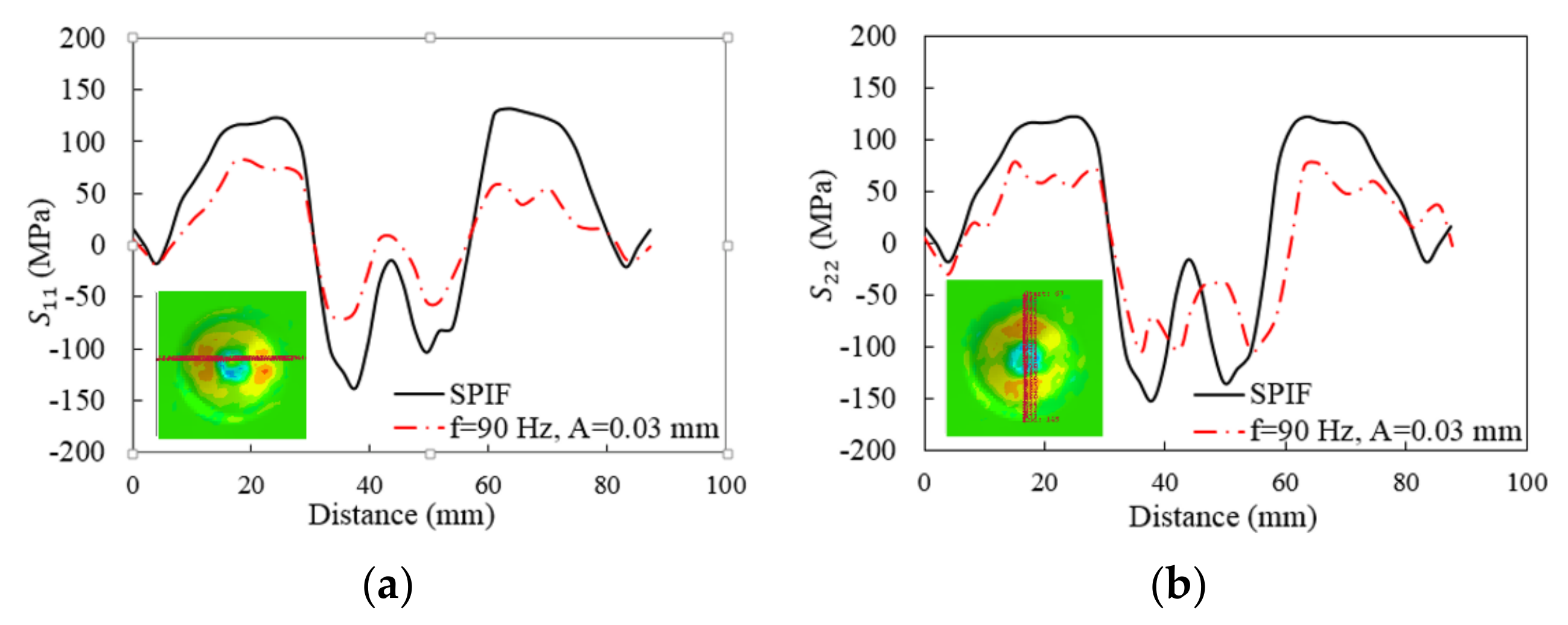
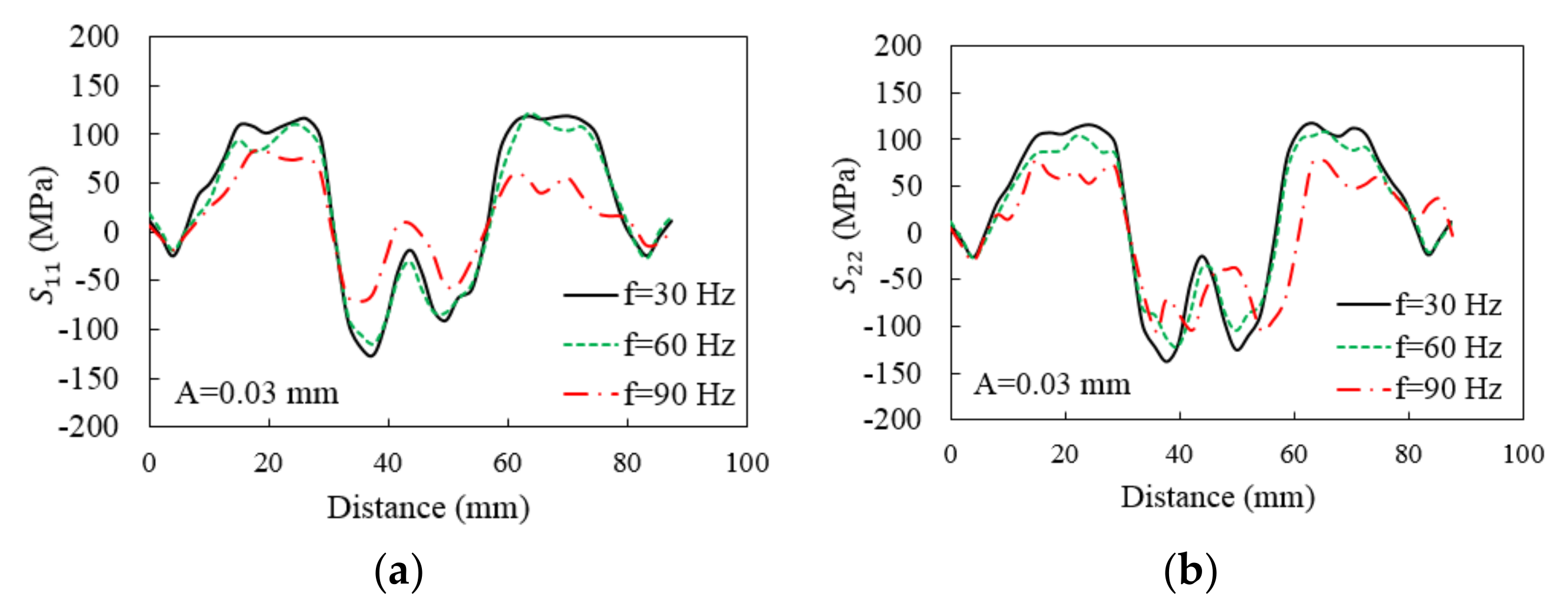
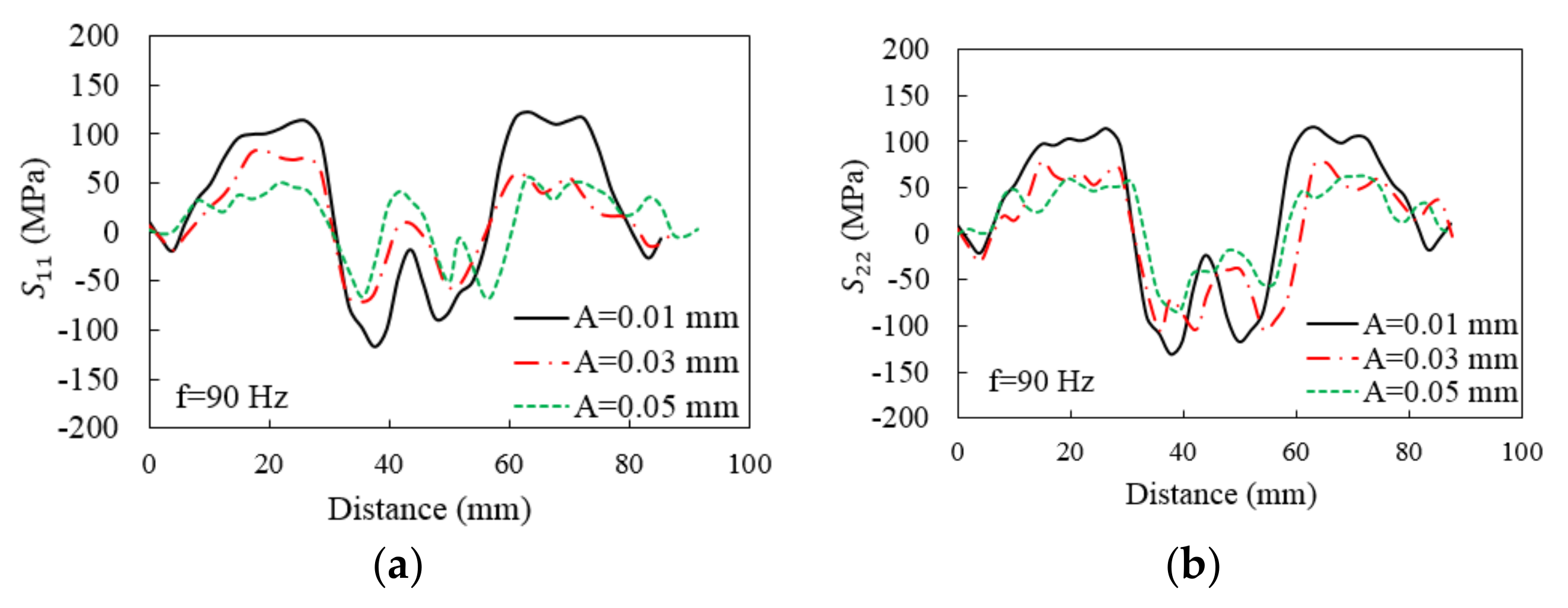
- Implicit analysis revealed the sheet’s residual stress distribution after unloading during the LFV-SPIF process. Through comparison, it was found that the axial and normal residual stresses are effectively reduced with increase in amplitude and frequency. Furthermore, the residual stress reduction improves the normal forming accuracy of the formed products. As the frequency increases to 90 Hz, the average accuracy of the formed product can be increased by 46.9%.
- –
- The use of LFV assistance in the SPIF process can effectively reduce the use of lubricants and reduce environmental pollution as LFV can effectively change the friction conditions. Therefore, the LFV-SPIF process can be regarded as a clean production technology.
6. Future Work
Author Contributions
Funding
Conflicts of Interest
References
- Iseki, H.; Kato, K.; Sakamoto, S. Flexible and Incremental Sheet Metal Bulging Using a Path-Controlled Spherical Roller. Trans. Jpn. Soc. Mech. Eng. 1992, 58, 3147–3155. [Google Scholar] [CrossRef] [Green Version]
- Ham, M.; Jeswiet, J. Single Point Incremental Forming and Forming Criteria for AA3003. CIRP Ann. Manuf. Technol. 2006, 55, 241–244. [Google Scholar] [CrossRef]
- Minutolo, F.C.; Durante, M.; Formisan, A.; Langella, A. Evaluation of the Maximum Slope Angle of Simple Geometries Carried Out by Incremental Forming Process. J. Mater. Process. Technol. 2007, 2, 365–376. [Google Scholar] [CrossRef]
- Jeswiet, J.; Szekeres, A. Forces in single point incremental forming. Trans. N. Am. Manuf. Res. Inst. 2005, 33, 399–403. [Google Scholar]
- Duflou, J.; Tunckol, Y.; Szekeres, A.; Vanherck, P. Experimental study on force measurements for single point incremental forming. J. Mater. Process. Technol. 2007, 189, 65–72. [Google Scholar] [CrossRef]
- Filice, L.; Ambrogio, G.; Micari, F. On-line control of single point incremental forming operations through punch force monitoring. CIRP Ann-Manuf. Technol. 2006, 55, 245–248. [Google Scholar] [CrossRef]
- Ambrogio, G.; Cozza, V.; Filice, L. An analytical model for improving precision in single point incremental forming. J. Mater. Process. Technol. 2007, 191, 92–95. [Google Scholar] [CrossRef]
- Durante, M.; Formisano, A.; Langella, A. Comparison between analytical and experimental roughness values of components created by incremental forming. J. Mater. Process. Technol. 2010, 210, 1934–1941. [Google Scholar] [CrossRef]
- Fiorentino, A.; Feriti, G.C.; Giardini, C.; Ceretti, E. Part precision improvement in incremental sheet forming of not axisymmetric parts using an artificial cognitive system. J. Manuf. Syst. 2015, 35, 215–222. [Google Scholar] [CrossRef]
- Hamilton, K.; Jeswiet, J. Single point incremental forming at high feed rates and rotational speeds: Surface and structural consequences. CIRP Ann.-Manuf. Technol. 2010, 59, 311–314. [Google Scholar] [CrossRef]
- Park, J.G.; Kim, J.H.; Park, N.W.; Kim, Y.S. Study of Forming Limit for Rotational Incremental Sheet Forming of Magnesium Alloy Sheet. Metall. Mater. Trans. A 2009, 41, 97–105. [Google Scholar] [CrossRef]
- Otsu, M.; Matsuo, H.; Matsuda, M.; Takashima, K. Friction stir incremental forming of aluminum alloy sheets. Steel Res. Int. 2010, 81, 942–945. [Google Scholar]
- Malhotra, R.; Cao, J.; Beltran, M.; Xu, D.; Magargee, J.; Kiridena, V.; Xia, Z.C. Accumulative-DSIF Strategy for Enhancing Process Capabilities in Incremental Forming. CIRP Ann. Manuf. Technol. 2012, 61, 251–254. [Google Scholar] [CrossRef]
- Xiao, X.; Kim, C.I.; Lv, X.D.; Hwang, T.S.; Kim, Y.S. Formability and forming force in incremental sheet forming of AA7075-T6 at different temperatures. J. Mech. Sci. Technol. 2019, 33, 3795–3802. [Google Scholar] [CrossRef]
- Xiao, X.; Kim, J.J.; Oh, S.H.; Kim, Y.S. Study on the incremental sheet forming of CFRP sheet. Compos.-A Appl. Sci. Manuf. 2021, 141, 106209. [Google Scholar] [CrossRef]
- Liu, R.; Lu, B.; Xu, D.; Chen, J.; Chen, F.; Ou, H.; Long, H. Development of novel tools for electricity-assisted incremental sheet forming of titanium alloy. Int. J. Adv. Manuf. Technol. 2016, 85, 1137–1144. [Google Scholar] [CrossRef]
- Mohammadi, A.; Vanhove, H.; Van Bael, A.; Duflou, J.R. Towards accuracy improvement in single point incremental forming of shallow parts formed under laser assisted conditions. Int. J. Mater. Form. 2016, 9, 339–351. [Google Scholar] [CrossRef]
- Jimma, T.; Kasuga, Y.; Iwaki, N.; Miyazawa, O.; Mori, E.; Ito, K.; Hatano, H. An application of ultrasonic vibration to the deep drawing process. J. Mater. Process. Technol. 1998, 98, 80–81. [Google Scholar] [CrossRef]
- Suh, C.M.; Song, G.H.; Suh, M.S.; Pyoun, Y.S. Fatigue and mechanical characteristics of nano-structured tool steel by ultrasonic cold forging technology. Mater. Sci. Eng. A 2007, 443, 101–106. [Google Scholar] [CrossRef]
- Mousavi, S.A.A.A.; Feizi, H.; Madoliat, R. Investigations on the effects of ultrasonic vibrations in the extrusion process. J. Mater. Process. Technol. 2007, 187, 657–661. [Google Scholar] [CrossRef]
- Mahmoud, A.; Behrouz, B.; Farzaneh, S. Simulation and experimental study of dynamic recrystallization process during friction stir vibration welding of magnesium alloys. Trans. Nonferrous Met. Soc. China 2021, 31, 2626–2650. [Google Scholar] [CrossRef]
- Amini, S.; Gollo, A.H.; Paktinat, H. An investigation of conventional and ultrasonic-assisted incremental forming of annealed AA1050 sheet. Int. J. Adv. Manuf. Technol. 2017, 90, 1569–1578. [Google Scholar] [CrossRef]
- Li, P.Y.; He, J.; Liu, Q.; Yang, M.S.; Wang, Q.D.; Yuan, Q.L.; Li, Y. Evaluation of forming forces in ultrasonic incremental sheet metal forming. Aerosp. Sci. Technol. 2017, 63, 132–139. [Google Scholar] [CrossRef] [Green Version]
- Long, Y.; Li, Y.; Sun, J.; Ille, I.; Li, J.; Twiefel, J. Effects of process parameters on force reduction and temperature variation during ultrasonic assisted incremental sheet forming process. Int. J. Adv. Manuf. Technol. 2018, 97, 13–24. [Google Scholar] [CrossRef]
- Maeno, T.; Osakada, K.; Mori, K. Reduction of friction in compression of plates by load pulsation. Int. J. Mach. Tools Manuf. 2011, 51, 612–617. [Google Scholar] [CrossRef]
- Ali, S.; Hinduja, S.; Atkinson, J.; Bolt, P.; Werkhoven, R. The effect of ultra-low frequency pulsations on tearing during deep drawing of cylindrical cups. Int. J. Mach. Tools Manuf. 2008, 48, 558–564. [Google Scholar] [CrossRef]
- Matsumoto, R.; Kou, J.K.; Utsunomiya, H. Reduction in axial forging load by low-frequency torsional oscillation in cold upsetting. Int. J. Adv. Manuf. Technol. 2017, 93, 933–943. [Google Scholar] [CrossRef]
- Meng, D.A.; Zhu, C.C.; Zhao, X.Z.; Zhao, S.D. Applying Low-Frequency Vibration for the Experimental Investigation of Clutch Hub Forming. Materials 2018, 11, 928. [Google Scholar] [CrossRef] [Green Version]
- Halicioglu, R.; Dulger, L.C.; Bozdana, A.T. Improvement of metal forming quality by motion design. Robot. Comput.-Integr. Manuf. 2018, 51, 112–120. [Google Scholar] [CrossRef]
- Wang, Z.H.; Zhan, W.T.; Hong, X.X. Characteristics of metal flow in cold extrusion under electric-hydraulic chattering. J. Iron Steel Res. Int. 2017, 24, 138–146. [Google Scholar] [CrossRef]
- Meng, D.A.; Zhao, X.Z.; Zhao, S.D.; Han, Q.Y. Effects of vibration direction on the mechanical behavior and microstructure of a metal sheet undergoing vibration-assisted uniaxial tension. Mater. Sci. Eng. A 2019, 743, 472–481. [Google Scholar] [CrossRef]
- Pham, Q.T.; Lee, B.H.; Park, K.C.; Kim, Y.S. Influence of the post-necking prediction of hardening law on the theoretical forming limit curve of aluminum sheets. Int. J. Mech. Sci. 2018, 140, 521–536. [Google Scholar] [CrossRef]
- Xiao, X.; Kim, J.J.; Hong, M.P.; Yang., S.; Kim, Y.S. RSM and BPNN Modeling in Incremental Sheet Forming Process for AA5052 Sheet: Multi-Objective Optimization Using Genetic Algorithm. Metals 2020, 10, 1003. [Google Scholar] [CrossRef]
- Kumar, V.C.; Hutchings, I.M. Reduction of the sliding friction of metals by the application of longitudinal or transverse ultrasonic vibration. Tribol. Int. 2004, 37, 833–840. [Google Scholar] [CrossRef]
- Do, V.C.; Pham, Q.T.; Kim, Y.S. Identification of forming limit curve at fracture in incremental sheet forming. Int. J. Adv. Manuf. Technol. 2017, 92, 4445–4455. [Google Scholar] [CrossRef]
- Li, Y.L.; Wang, Z.J.; Zhai, W.D.; Cheng, Z.N.; Li, F.Y.; Li, X.Q. The influence of ultrasonic vibration on parts properties during incremental sheet forming. Adv. Manuf. 2021, 9, 250–261. [Google Scholar] [CrossRef]
- Sedaghat, H.; Xu, W.; Zhang, L.C. Ultrasonic vibration-assisted metal forming: Constitutive modelling of acoustoplasticity and applications. J. Mater. Process. Technol. 2019, 265, 122–129. [Google Scholar] [CrossRef]








































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| AA1050 | |||
|---|---|---|---|
| Young’s modulus (GPa) | 68 | 69.4 | 68.8 |
| Yield stress (MPa) | 148.7 | 145.2 | 157.7 |
| Tensile strength (MPa) | 163.1 | 157.4 | 168.9 |
| Elongation (%) | 6.3 | 5.2 | 4.9 |
| AA1050 | |||
|---|---|---|---|
| (MPa) | 20.88 | 37.51 | 20.85 |
| 0.121 | 0.242 | 0.149 | |
| 443.66 | 680.12 | 557.37 |
| Exp. | Vibration | Lubrication | |
|---|---|---|---|
| 1 | No | No | 74.2 |
| 2 | Have | No | 78.4 |
| 3 | No | Have | 78.4 |
| 4 | Have | Have | 78.4 |
| Parameter Value | ||||||
|---|---|---|---|---|---|---|
| Vibration parameters | Frequency (f/Hz) | 0 | 30 | 60 | 90 | |
| Amplitude (A/mm) | 0 | 0.01 | 0.03 | 0.05 | ||
| Process parameters | Initial thickness (mm) | Forming angle (°) | Tool diameter (mm) | Feed rate (mm/min) | Step depth (mm) | Spindle speed (rpm) |
| 0.5 | 30 | 10 | 400 | 0.5 | 0 | |
| Frequency | Error 1 (mm) | Error 2 (mm) | Error 3 (mm) | Error 4 (mm) | Average Error (mm) |
|---|---|---|---|---|---|
| 0 Hz | 0.466 | 0.559 | 0.575 | 0.571 | 0.543 |
| 30 Hz | 0.307 | 0.453 | 0.616 | 0.604 | 0.495 |
| 60 Hz | 0.209 | 0.342 | 0.462 | 0.441 | 0.364 |
| 90 Hz | 0.168 | 0.266 | 0.367 | 0.392 | 0.298 |
| Amplitude | Error 1 (mm) | Error 2 (mm) | Error 3 (mm) | Error 4 (mm) | Average Error (mm) |
|---|---|---|---|---|---|
| 0.01 mm | 0.196 | 0.345 | 0.375 | 0.351 | 0.32 |
| 0.03 mm | 0.168 | 0.266 | 0.367 | 0.392 | 0.298 |
| 0.05 mm | 0.162 | 0.274 | 0.365 | 0.351 | 0.288 |
| Meshing | Sheet | S4R |
|---|---|---|
| Tool, Holder, Die | Analytical Rigid | |
| Material model | Sheet | Material: AA1050 |
| Elastic modulus = 69 GPa | ||
| Poisson’s ratio = 0.33 | ||
| Tool-sheet | ||
| Contact condition | Holder-sheet | Surface-to-surface |
| Die-sheet | ||
| Boundary | Tool | 3 degrees of freedom (DOF) constraint with the displacement in the X, Y, Z-direction |
| Holder | 1 degree of freedom (DOF) constraint with a load force in the Z-direction | |
| Die | Fixed | |
| Friction coefficient | Tool-sheet | 0.05 (SPIF), 0.02 (LFV-SPIF) |
| Holder-sheet | 0.15 | |
| Die-sheet | 0.15 |
| SPIF | LFV-SPIF (90 Hz, 0.03 mm) | |||
|---|---|---|---|---|
| Maximum tensile stress (MPa) | 131.6 | 123.5 | 94.7 | 93.3 |
| Maximum compressive stress (MPa) | −161.6 | −162.5 | −119.5 | −114.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiao, X.; Oh, S.-H.; Kim, S.-H.; Kim, Y.-S. Effects of Low-Frequency Vibrations on Single Point Incremental Sheet Forming. Metals 2022, 12, 346. https://doi.org/10.3390/met12020346
Xiao X, Oh S-H, Kim S-H, Kim Y-S. Effects of Low-Frequency Vibrations on Single Point Incremental Sheet Forming. Metals. 2022; 12(2):346. https://doi.org/10.3390/met12020346
Chicago/Turabian StyleXiao, Xiao, Se-Hyeon Oh, Sang-Hoon Kim, and Young-Suk Kim. 2022. "Effects of Low-Frequency Vibrations on Single Point Incremental Sheet Forming" Metals 12, no. 2: 346. https://doi.org/10.3390/met12020346