
Kinetics of Carbon Partitioning of Q&P Steel: Considering the Morphology of Retained Austenite

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Procedure
2.2. Kinetics of Carbon Partitioning
2.2.1. Governing Equation
2.2.2. Initial and Boundary Condition
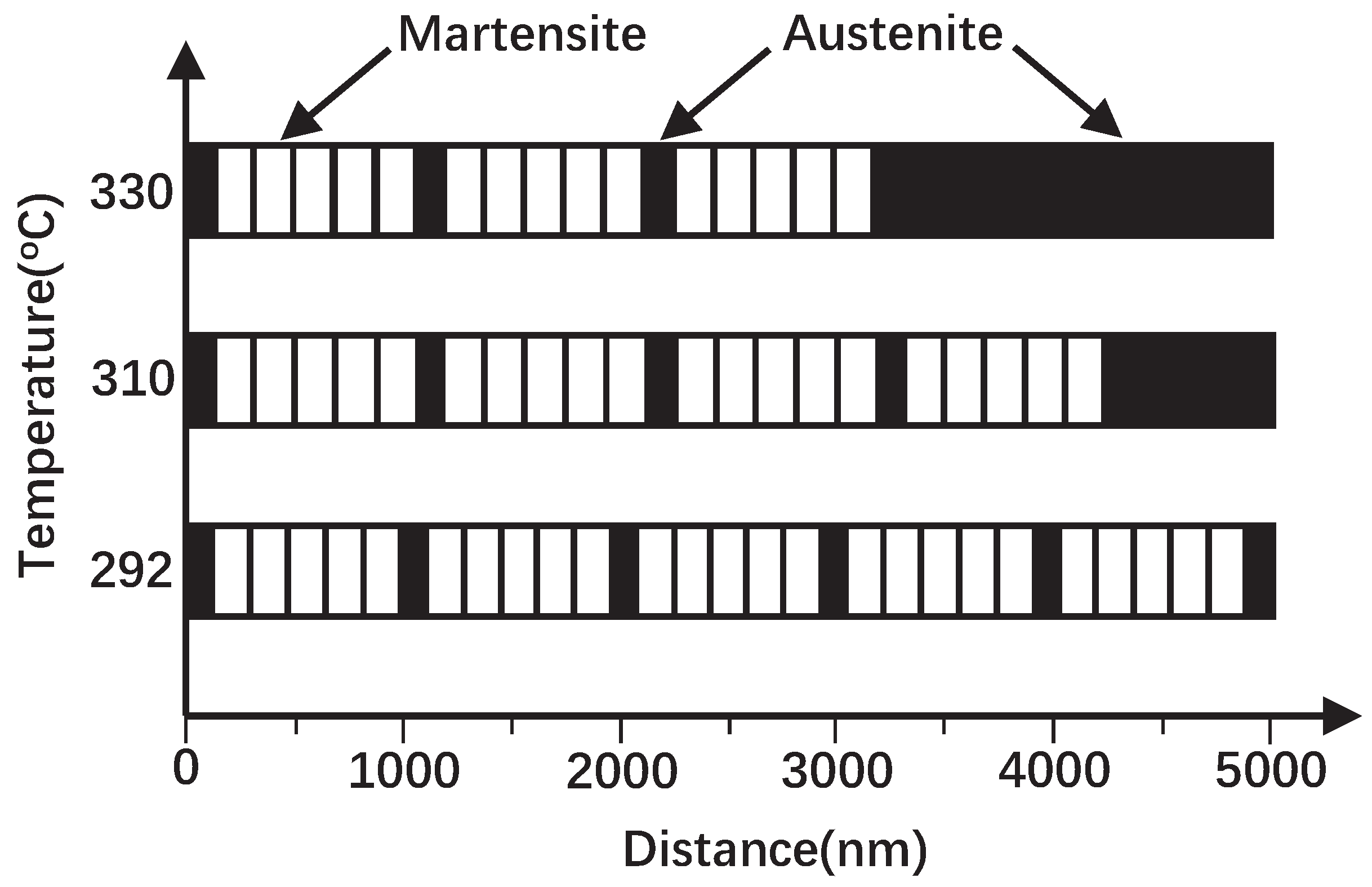
2.2.3. Modeling Conditions
3. Results and Discussion
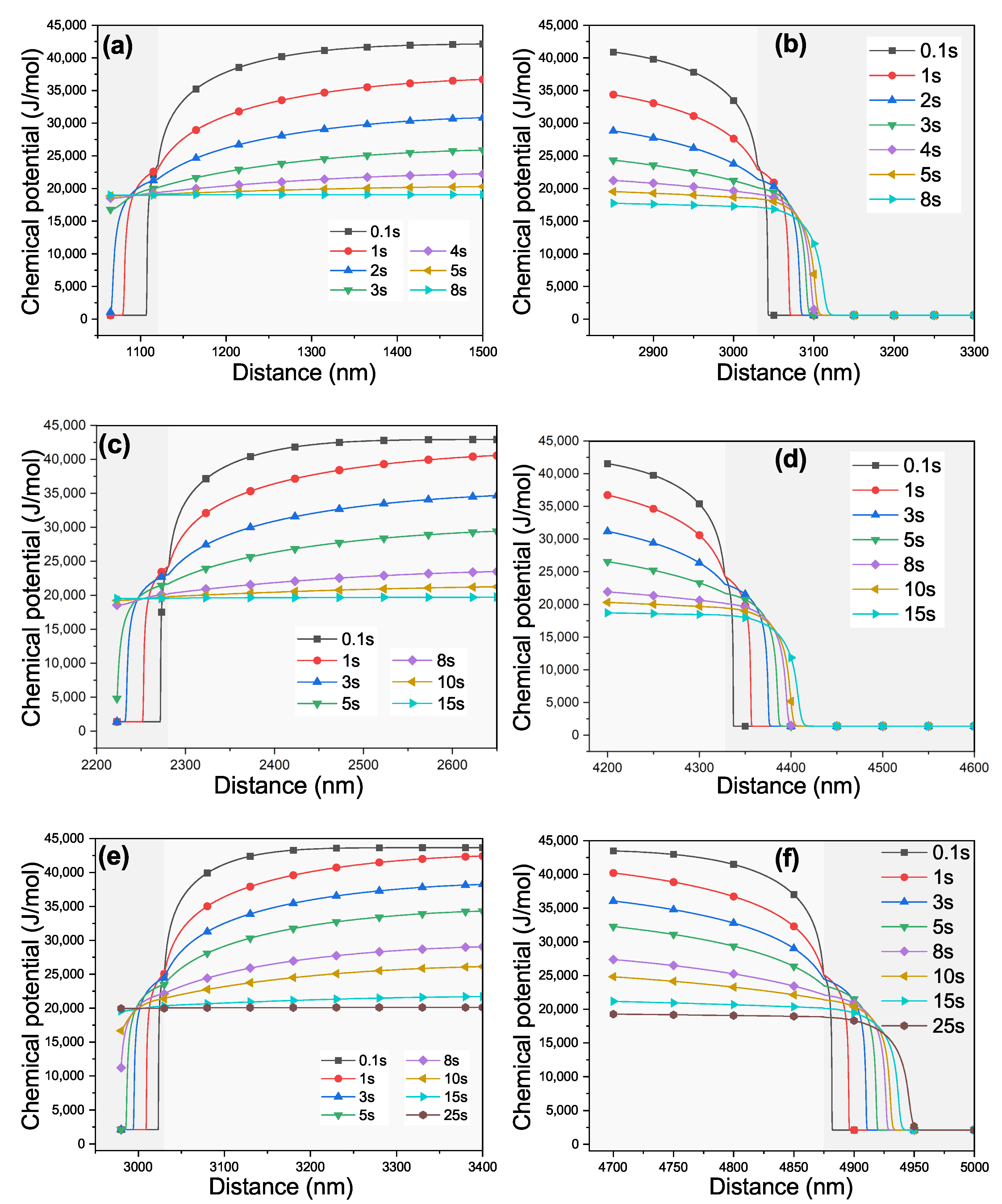
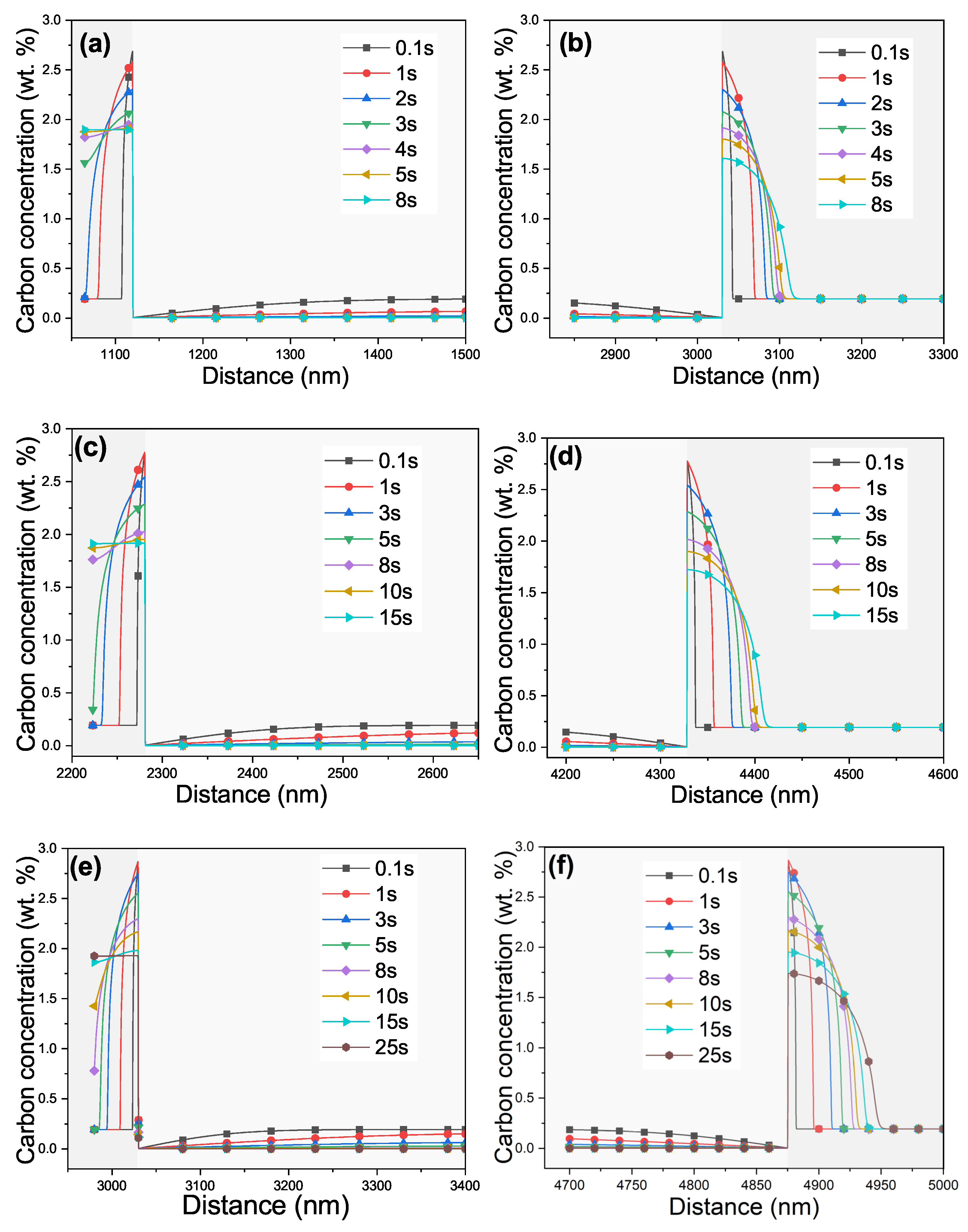
3.1. Evolution of the Carbon Chemical Potential and Concentration
3.2. Volume Fraction of Retained Austenite
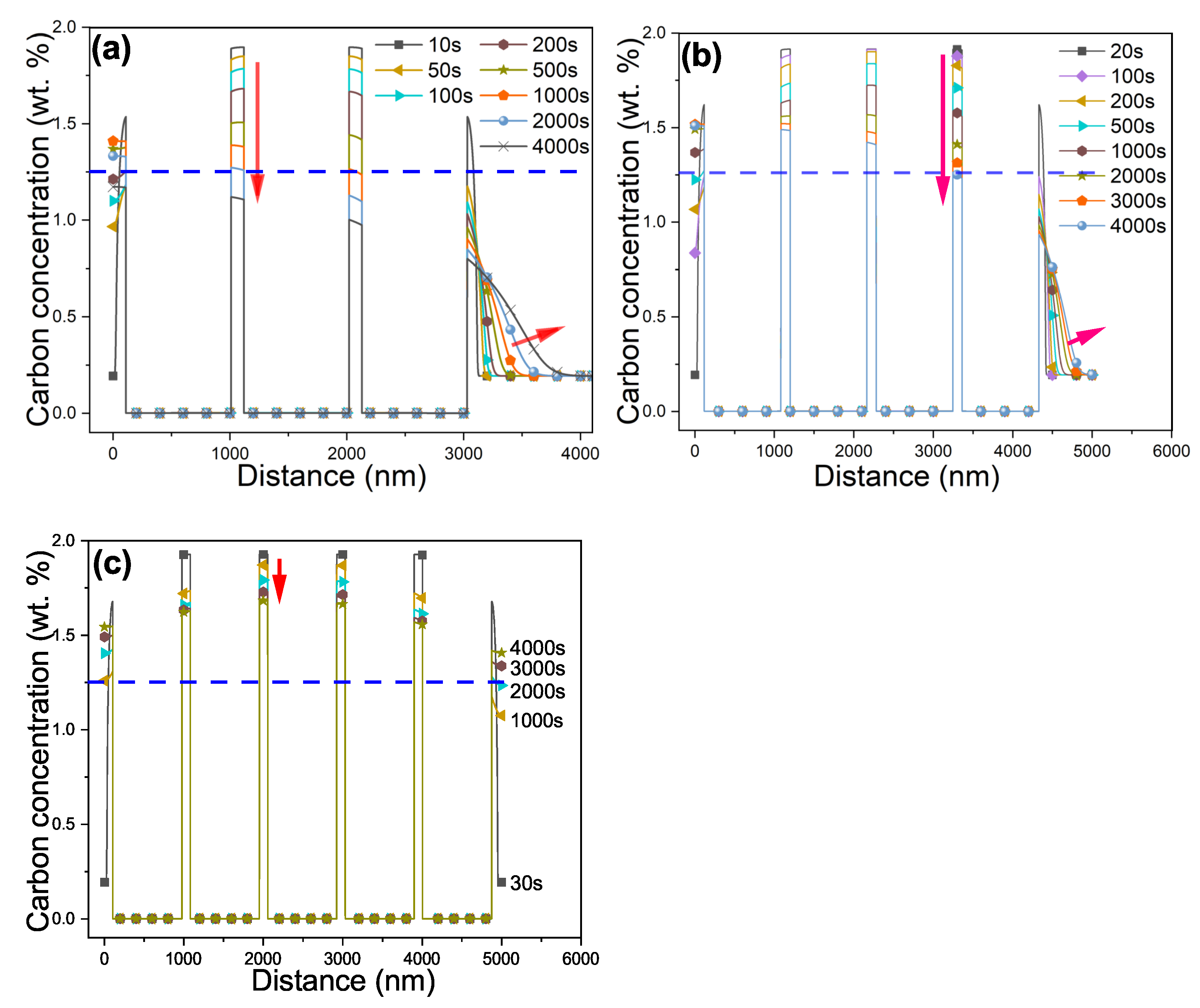
3.2.1. Bulk Carbon Concentration Distribution
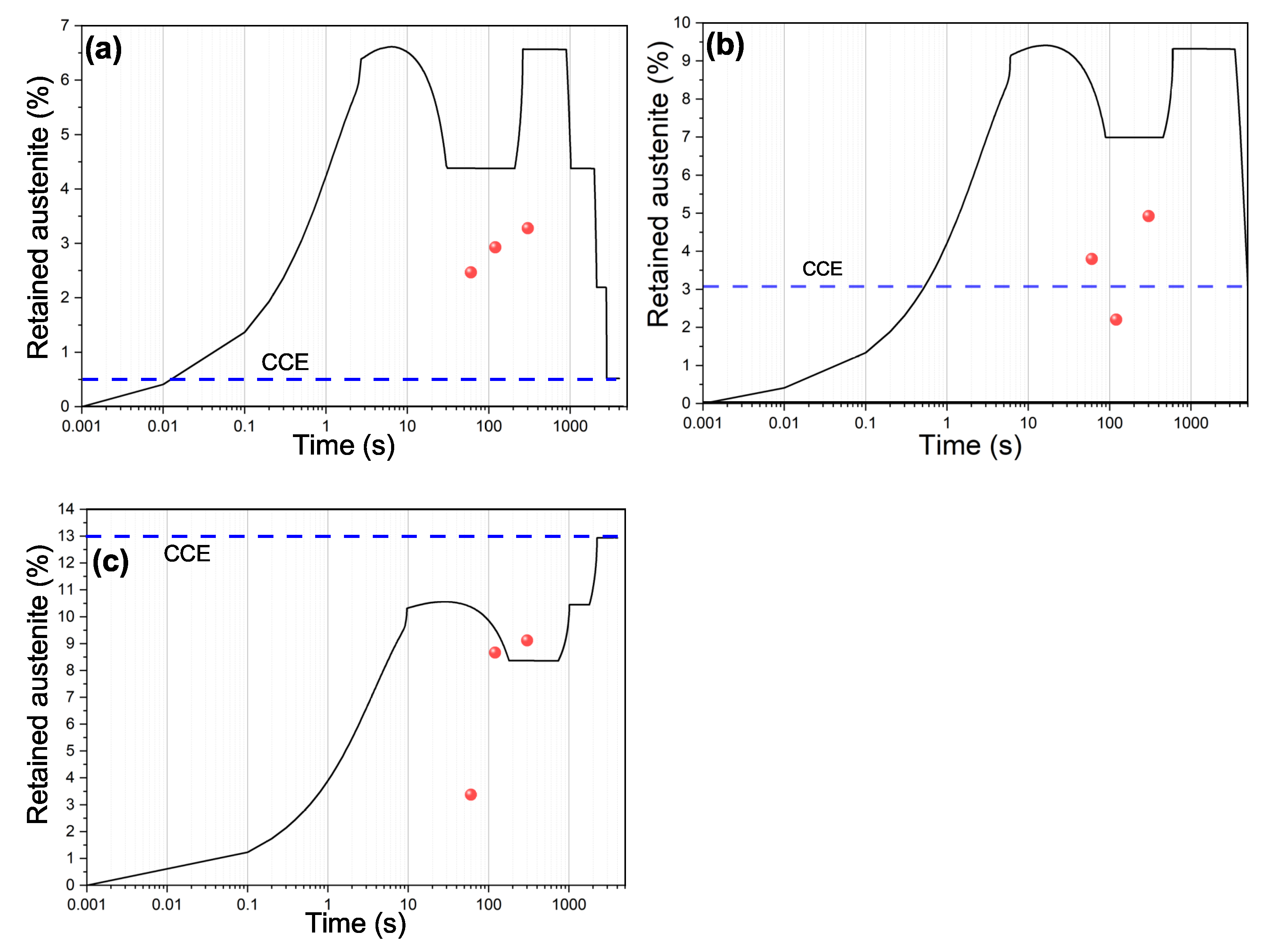
3.2.2. Retained Austenite
4. Conclusions
- In the primary stage of the partitioning, the film-like austenite will be enriched in carbon within a short time, leading to an increasing fraction of retained austenite with partitioning time. However, in the second stage, due to the influence of low carbon blocky austenite, the carbon concentration in film-like austenite that had been enriched in carbon and stable will be reduced, resulting in a fluctuation in the fraction of stable retained austenite.
- The carbon diffusion is driven by the chemical potential gradient. The carbon atoms diffuse not only from martensite to untransformed austenite but also from carbon-enriched film-like austenite through martensite to low-carbon blocky austenite by long-range diffusion.
- The kinetics of carbon partitioning is controlled by the diffusion of carbon in austenite and is significantly affected by the partitioning temperature.
- The end of the kinetics of carbon partitioning was the concentration determined by the CCE model, provided that the CCE condition was employed in this study. It took quite a long time to complete the carbon partitioning globally, which was influenced by the partitioning temperature.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| Q&P | Quenching and Partitioning |
| RA | Retained Austenite |
| CCE | Constrained Carbon Equilibrium |
| Ms | Martensite Start (temperature) |
| Mf | Martensite Finish (temperature) |
References
- Edmonds, D.V.; He, K.; Rizzo, F.C.; De Cooman, B.C.; Matlock, D.K.; Speer, J.G. Quenching and partitioning martensite—A novel steel heat treatment. Mater. Sci. Eng. A 2006, 438–440, 25–34. [Google Scholar] [CrossRef]
- Wang, Z.; Huang, M.X. Optimising the strength-ductility-toughness combination in ultra-high strength quenching and partitioning steels by tailoring martensite matrix and retained austenite. Int. J. Plast. 2020, 134, 102851. [Google Scholar] [CrossRef]
- Speer, J.G.; De Moor, E.; Clarke, A.J. Critical Assessment 7: Quenching and partitioning. Mater. Sci. Technol. 2015, 31, 3–9. [Google Scholar] [CrossRef]
- Speer, J.; Matlock, D.K.; De Cooman, B.C.; Schroth, J.G. Carbon partitioning into austenite after martensite transformation. Acta Mater. 2003, 51, 2611–2622. [Google Scholar] [CrossRef]
- Soleimani, M.; Kalhor, A.; Mirzadeh, H. Transformation-induced plasticity (TRIP) in advanced steels: A review. Mater. Sci. Eng. A 2020, 795, 140023. [Google Scholar]
- Wu, R.; Li, W.; Zhou, S.; Zhong, Y.; Wang, L.; Jin, X. Effect of Retained Austenite on the Fracture Toughness of Quenching and Partitioning (Q&P)-Treated Sheet Steels. Metall. Mater. Trans. A 2014, 45, 1892–1902. [Google Scholar]
- Salehiyan, D.; Samei, J.; Amirkhiz, B.S.; Hector, L.G.; Wilkinson, D.S. Microstructural Evolution During Deformation of a QP980 Steel. Metall. Mater. Trans. A 2020, 51, 4524–4539. [Google Scholar] [CrossRef]
- Xie, Z.J.; Ren, Y.Q.; Zhou, W.H.; Yang, J.R.; Shang, C.J.; Misra, R.D.K. Stability of retained austenite in multi-phase microstructure during austempering and its effect on the ductility of a low carbon steel. Mater. Sci. Eng. A 2014, 603, 69–75. [Google Scholar] [CrossRef]
- Shen, Y.; Qiu, L.; Sun, X.; Zuo, L.; Liaw, P.K.; Raabe, D. Effects of retained austenite volume fraction, morphology, and carbon content on strength and ductility of nanostructured TRIP-assisted steels. Mater. Sci. Eng. A 2015, 636, 551–564. [Google Scholar] [CrossRef] [Green Version]
- Zhou, S.; Hu, F.; Zhou, W.; Cheng, L.; Hu, C.; Wu, K. Effect of retained austenite on impact toughness and fracture behavior of medium carbon submicron-structured bainitic steel. J. Mater. Res. Technol. 2021, 14, 1021–1034. [Google Scholar] [CrossRef]
- Clarke, A.J.; Speer, J.G.; Matlock, D.K.; Rizzo, F.C.; Edmonds, D.V.; Santofimia, M.J. Influence of carbon partitioning kinetics on final austenite fraction during quenching and partitioning. Scr. Mater. 2009, 61, 149–152. [Google Scholar] [CrossRef] [Green Version]
- Seo, E.J.; Cho, L.; De Cooman, B.C. Kinetics of the partitioning of carbon and substitutional alloying elements during quenching and partitioning (Q&P) processing of medium Mn steel. Acta Mater. 2016, 107, 354–365. [Google Scholar]
- Klein, T.; Lukas, M.; Galler, M.; Ressel, G. Assessment of the Predictive Capabilities of Commercial Simulation Software Packages for the Analysis of the C Redistribution during Q&P Processing; IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2018; Volume 461, p. 012039. [Google Scholar]
- Gonzalez L, J.C.; Li, W.; Gong, Y.; Jin, X. A Finite-Element Approach for the Partitioning of Carbon in Q&P Steel. Metall. Mater. Trans. B 2019, 50, 1417–1427. [Google Scholar]
- Klein, T.; Lukas, M.; Sartory, B.; Galler, M.; Ressel, G. Redistribution of C in a Martensite/Austenite Assembly Resulting from Q&P Processing: Computational Modeling Supported by Experiments. Metall. Mater. Trans. A 2019, 50, 4006–4011. [Google Scholar]
- Santofimia, M.; Speer, J.; Clarke, A.; Zhao, L.; Sietsma, J. Influence of interface mobility on the evolution of austenite–martensite grain assemblies during annealing. Acta Mater. 2009, 57, 4548–4557. [Google Scholar] [CrossRef] [Green Version]
- Tirumalasetty, G.; Van Huis, M.; Kwakernaak, C.; Sietsma, J.; Sloof, W.; Zandbergen, H. Deformation-induced austenite grain rotation and transformation in TRIP-assisted steel. Acta Mater. 2012, 60, 1311–1321. [Google Scholar] [CrossRef] [Green Version]
- Xiong, X.; Chen, B.; Huang, M.; Wang, J.; Wang, L. The effect of morphology on the stability of retained austenite in a quenched and partitioned steel. Scr. Mater. 2013, 68, 321–324. [Google Scholar] [CrossRef]
- Gao, G.; Zhang, H.; Gui, X.; Luo, P.; Tan, Z.; Bai, B. Enhanced ductility and toughness in an ultrahigh-strength Mn–Si–Cr–C steel: The great potential of ultrafine filmy retained austenite. Acta Mater. 2014, 76, 425–433. [Google Scholar] [CrossRef]
- Park, H.S.; Han, J.C.; Lim, N.S.; Seol, J.B.; Park, C.G. Nano-scale observation on the transformation behavior and mechanical stability of individual retained austenite in CMnSiAl TRIP steels. Mater. Sci. Eng. A 2015, 627, 262–269. [Google Scholar] [CrossRef]
- Chen, J.; Lv, M.; Tang, S.; Liu, Z.; Wang, G. Correlation between mechanical properties and retained austenite characteristics in a low-carbon medium manganese alloyed steel plate. Mater. Charact. 2015, 106, 108–111. [Google Scholar] [CrossRef]
- De Knijf, D.; Föjer, C.; Kestens, L.A.I.; Petrov, R. Factors influencing the austenite stability during tensile testing of Quenching and Partitioning steel determined via in-situ Electron Backscatter Diffraction. Mater. Sci. Eng. A 2015, 638, 219–227. [Google Scholar] [CrossRef]
- He, B. On the Factors Governing Austenite Stability: Intrinsic versus Extrinsic. Materials 2020, 13, 3440. [Google Scholar] [CrossRef]
- Galindo-Nava, E.I.; Rivera-Díaz-del Castillo, P.E.J. A model for the microstructure behaviour and strength evolution in lath martensite. Acta Mater. 2015, 98, 81–93. [Google Scholar] [CrossRef] [Green Version]
- Sun, J.; Yu, H. Microstructure development and mechanical properties of quenching and partitioning (Q&P) steel and an incorporation of hot-dipping galvanization during Q&P process. Mater. Sci. Eng. A 2013, 586, 100–107. [Google Scholar]
- Tan, X.; Ponge, D.; Lu, W.; Xu, Y.; Yang, X.; Rao, X.; Wu, D.; Raabe, D. Carbon and strain partitioning in a quenched and partitioned steel containing ferrite. Acta Mater. 2019, 165, 561–576. [Google Scholar] [CrossRef]
- Yu, B.; Liu, S.; Hu, B.; Misra, R.D.K. The impact of periodic distribution of alloying elements during tempering in a multistep partitioned manganese steels on mechanical behavior: Experiments, simulation and analysis. Mater. Sci. Eng. A 2019, 766, 138357. [Google Scholar] [CrossRef]
- Yan, S.; Liu, X.; Liang, T.; Chen, J.; Zhao, Y. Effect of Micro-Alloying Elements on Microstructure and Mechanical Properties in C–Mn–Si Quenching and Partitioning (Q&P) Steels. Steel Res. Int. 2019, 90, 1800257. [Google Scholar]
- Aaronson, H.I.; Enomoto, M.; Lee, J.K. Mechanisms of Diffusional Phase Transformations in Metals and Alloys; CRC Press: Boca Raton, FL, USA, 2016. [Google Scholar]
- Agren, J. A revised expression for the diffusivity of carbon in binary Fe-C austenite. Scr. Metall. 1986, 20, 1507–1510. [Google Scholar] [CrossRef]
- Ågren, J. Numerical treatment of diffusional reactions in multicomponent alloys. J. Phys. Chem. Solids 1982, 43, 385–391. [Google Scholar] [CrossRef]
- Li, W.S.; Gao, H.Y.; Nakashima, H.; Hata, S.; Tian, W.H. In-situ study of the deformation-induced rotation and transformation of retained austenite in a low-carbon steel treated by the quenching and partitioning process. Mater. Sci. Eng. A 2016, 649, 417–425. [Google Scholar] [CrossRef]
- Wilde, J.; Cerezo, A.; Smith, G. Three-dimensional atomic-scale mapping of a Cottrell atmosphere around a dislocation in iron. Scr. Mater. 2000, 43, 39–48. [Google Scholar] [CrossRef]
- Behera, A.K.; Olson, G.B. Nonequilibrium thermodynamic modeling of carbon partitioning in quench and partition (Q&P) steel. Scr. Mater. 2018, 147, 6–10. [Google Scholar]
- Behera, A.K.; Olson, G.B. Prediction of Carbon Partitioning and Austenite Stability via Non-equilibrium Thermodynamics in Quench and Partition (Q&P) Steel. JOM 2019, 71, 1375–1385. [Google Scholar]
- Capdevila, C.; Caballero, F.G.; García de Andrés, C. Determination of Ms temperature in steels: A Bayesian neural network model. ISIJ Int. 2002, 42, 894–902. [Google Scholar] [CrossRef] [Green Version]
- Clarke, A.J.; Speer, J.G.; Miller, M.K.; Hackenberg, R.E.; Edmonds, D.V.; Matlock, D.K.; Rizzo, F.C.; Clarke, K.D.; De Moor, E. Carbon partitioning to austenite from martensite or bainite during the quench and partition (Q&P) process: A critical assessment. Acta Mater. 2008, 56, 16–22. [Google Scholar]
- Yan, S.; Liu, X.; Liu, W.J.; Liang, T.; Zhang, B.; Liu, L.; Zhao, Y. Comparative study on microstructure and mechanical properties of a C-Mn-Si steel treated by quenching and partitioning (Q&P) processes after a full and intercritical austenitization. Mater. Sci. Eng. A 2017, 684, 261–269. [Google Scholar]
- Arlazarov, A.; Ollat, M.; Masse, J.P.; Bouzat, M. Influence of partitioning on mechanical behavior of Q&P steels. Mater. Sci. Eng. A 2016, 661, 79–86. [Google Scholar]
- Toji, Y.; Miyamoto, G.; Raabe, D. Carbon partitioning during quenching and partitioning heat treatment accompanied by carbide precipitation. Acta Mater. 2015, 86, 137–147. [Google Scholar] [CrossRef]
- HajyAkbary, F.; Sietsma, J.; Miyamoto, G.; Furuhara, T.; Santofimia, M.J. Interaction of carbon partitioning, carbide precipitation and bainite formation during the Q&P process in a low C steel. Acta Mater. 2016, 104, 72–83. [Google Scholar]
- Ramesh Babu, S.; Jaskari, M.; Jarvenpää, A.; Davis, T.P.; Kömi, J.; Porter, D. Precipitation Versus Partitioning Kinetics during the Quenching of Low-Carbon Martensitic Steels. Metals 2020, 10, 850. [Google Scholar] [CrossRef]
- Linke, B.M.; Gerber, T.; Hatscher, A.; Salvatori, I.; Aranguren, I.; Arribas, M. Impact of Si on Microstructure and Mechanical Properties of 22MnB5 Hot Stamping Steel Treated by Quenching & Partitioning (Q&P). Metall. Mater. Trans. A 2018, 49, 54–65. [Google Scholar]
- Miyamoto, G.; Oh, J.C.; Hono, K.; Furuhara, T.; Maki, T. Effect of partitioning of Mn and Si on the growth kinetics of cementite in tempered Fe-0.6 mass% C martensite. Acta Mater. 2007, 55, 5027–5038. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variable | Equation | Unit | Reference |
|---|---|---|---|
| J/mol | [12] | ||
| J/mol | [12] | ||
| [30] | |||
| [31] |
| Temperature | Austenite | Martensite | Fraction of Martensite | |||
|---|---|---|---|---|---|---|
| °C | Film Width | Number | Blocky Width | Lath Width | Number | |
| 292 | 105 | 5 | 125 | 174 | 25 | 87% |
| 310 | 117 | 4 | 672 | 193 | 20 | 77% |
| 330 | 110 | 3 | 1970 | 180 | 15 | 54% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, Y.; Chen, F.; Li, Z.; Yang, G.; Bao, S.; Zhao, G.; Mao, X.; Shi, J. Kinetics of Carbon Partitioning of Q&P Steel: Considering the Morphology of Retained Austenite. Metals 2022, 12, 344. https://doi.org/10.3390/met12020344
Xu Y, Chen F, Li Z, Yang G, Bao S, Zhao G, Mao X, Shi J. Kinetics of Carbon Partitioning of Q&P Steel: Considering the Morphology of Retained Austenite. Metals. 2022; 12(2):344. https://doi.org/10.3390/met12020344
Chicago/Turabian StyleXu, Yaowen, Fei Chen, Zhen Li, Gengwei Yang, Siqian Bao, Gang Zhao, Xinping Mao, and Jun Shi. 2022. "Kinetics of Carbon Partitioning of Q&P Steel: Considering the Morphology of Retained Austenite" Metals 12, no. 2: 344. https://doi.org/10.3390/met12020344