
Corrosion Evaluation of Austenitic and Duplex Stainless Steels in Molten Carbonate Salts at 600 °C for Thermal Energy Storage
 , , and
, , and
Abstract
:1. Introduction
2. Experimental Procedure
2.1. Sample Preparation
2.2. Corrosion Tests
2.3. Compositional and Microstructural Characterization of Oxide Scales
2.4. Scratch Test
2.5. Profilometry Test
3. Results and Discussion
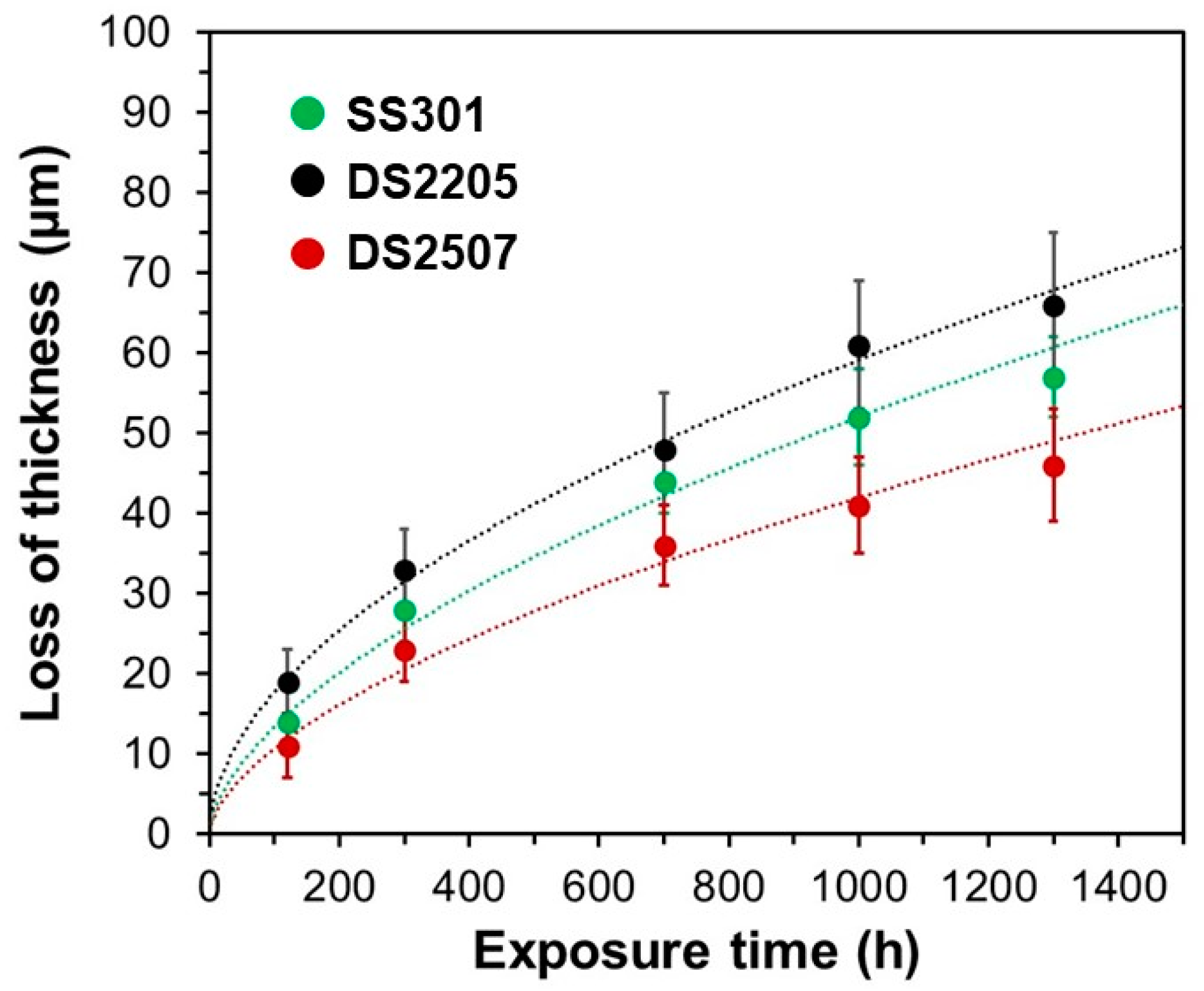
3.1. Corrosion Rates
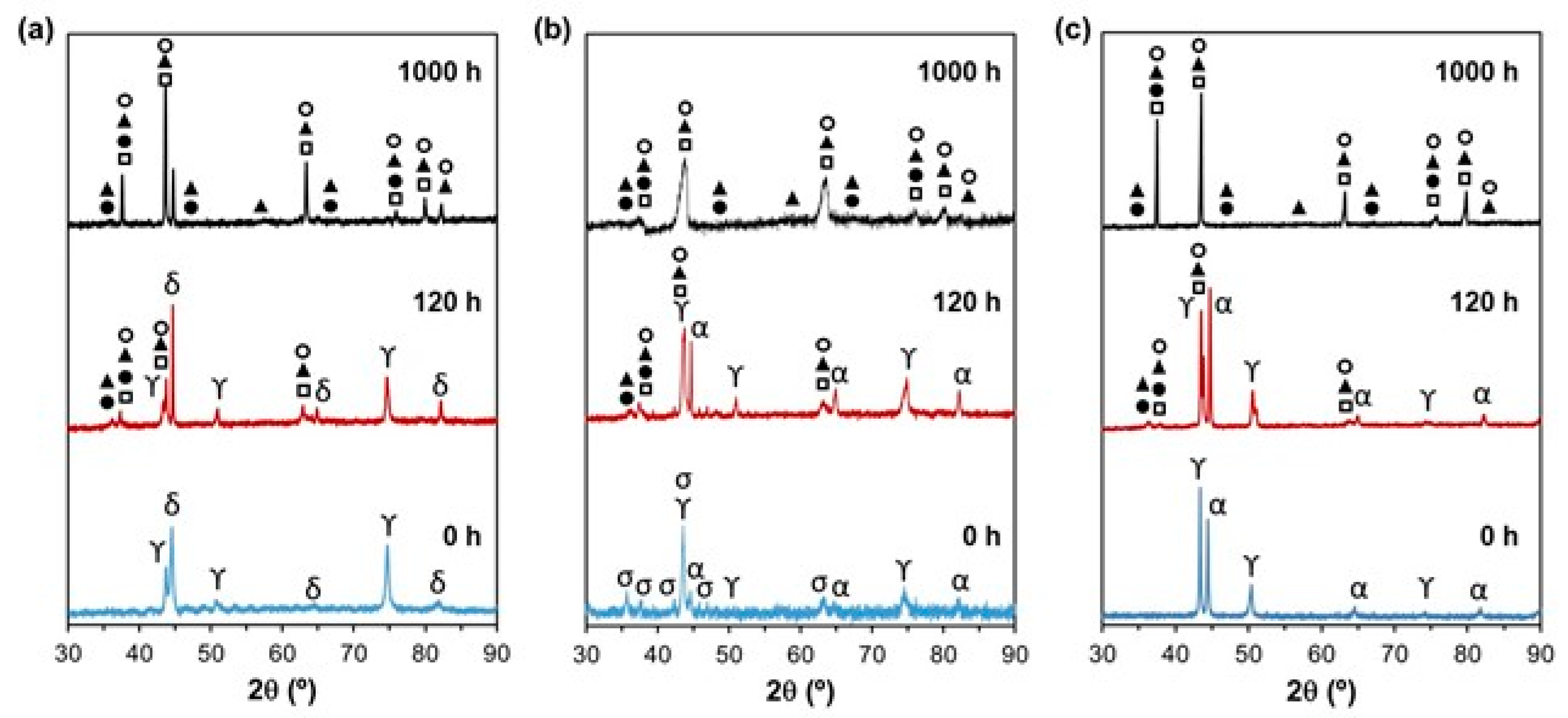
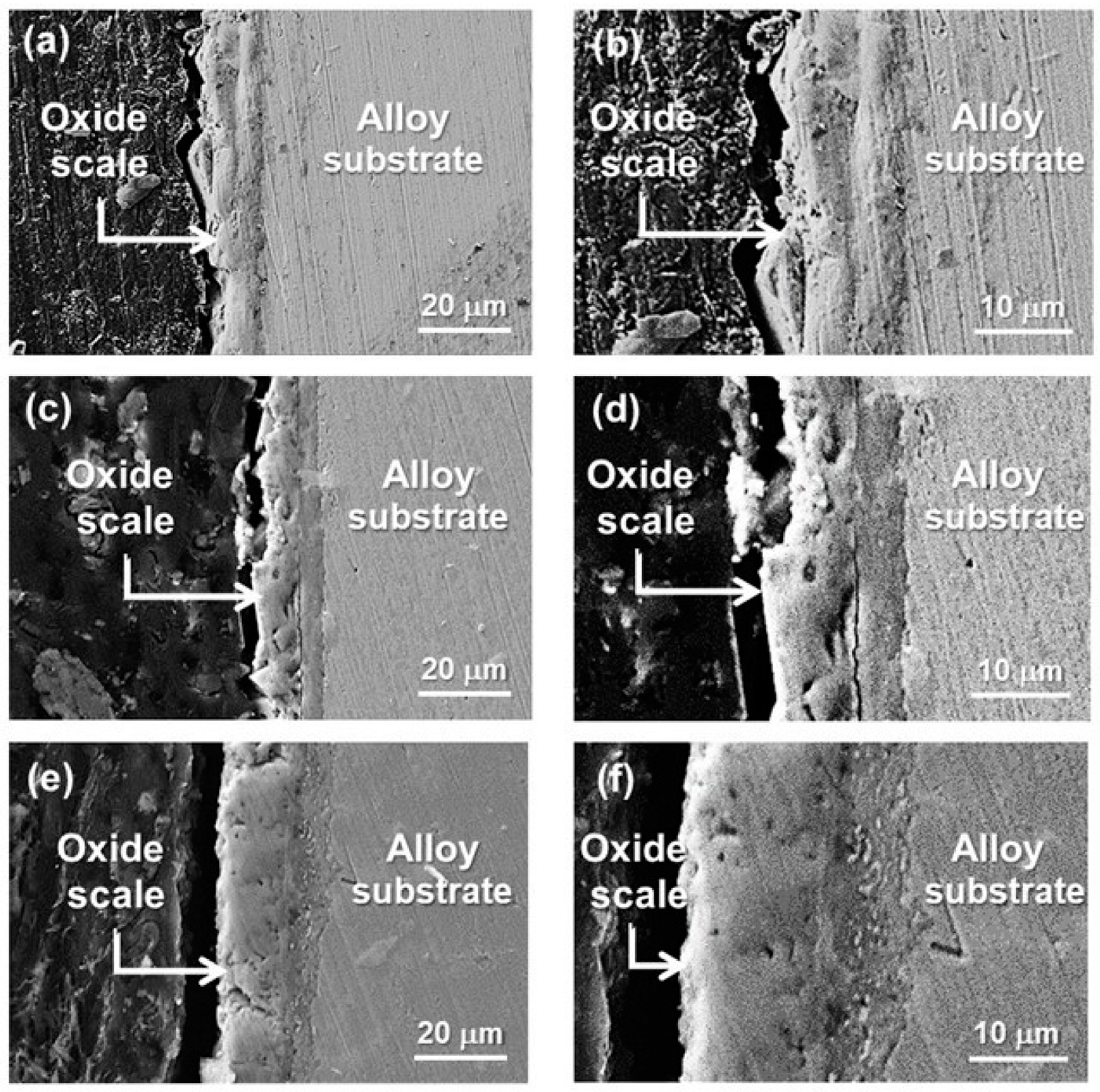
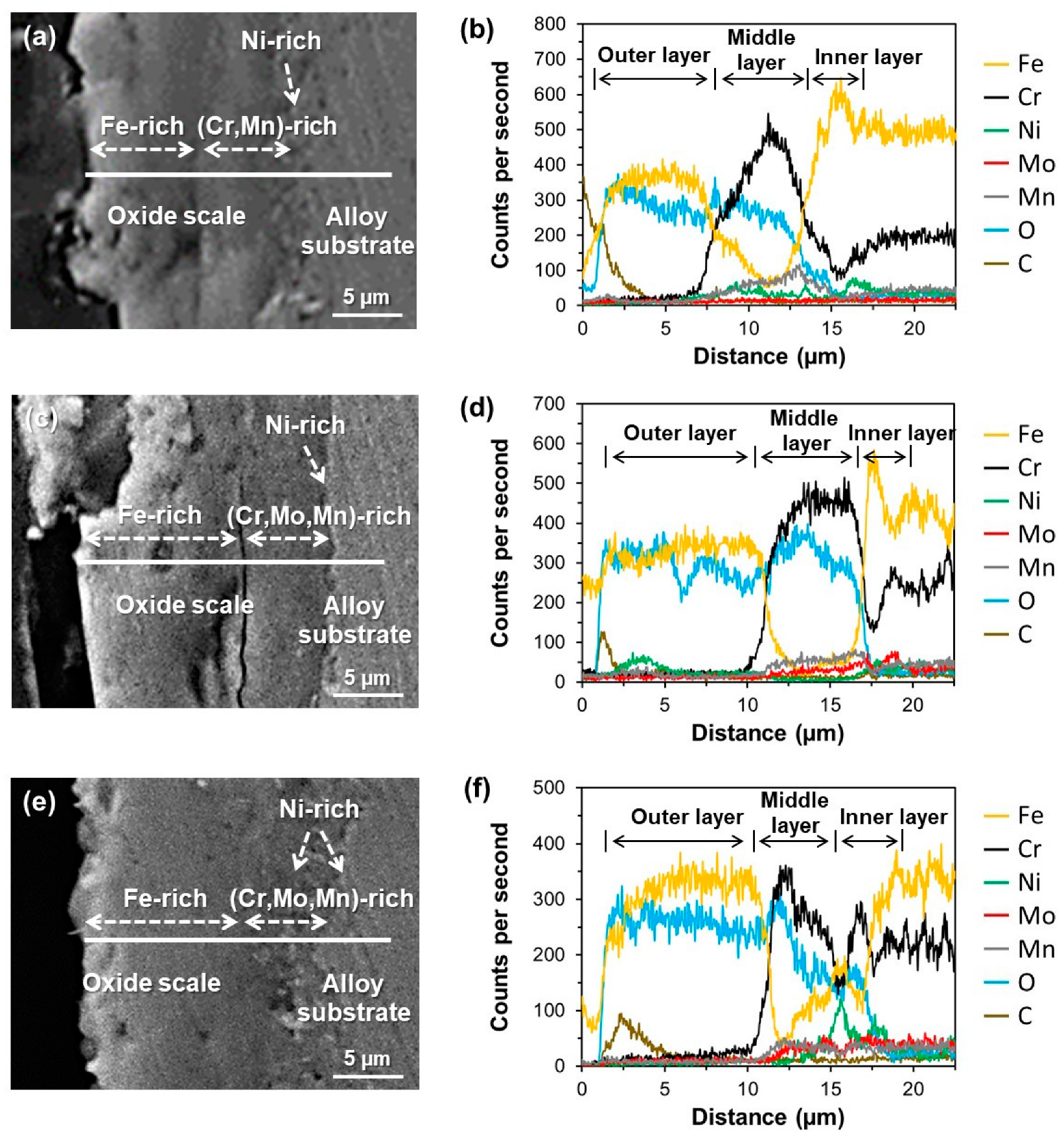
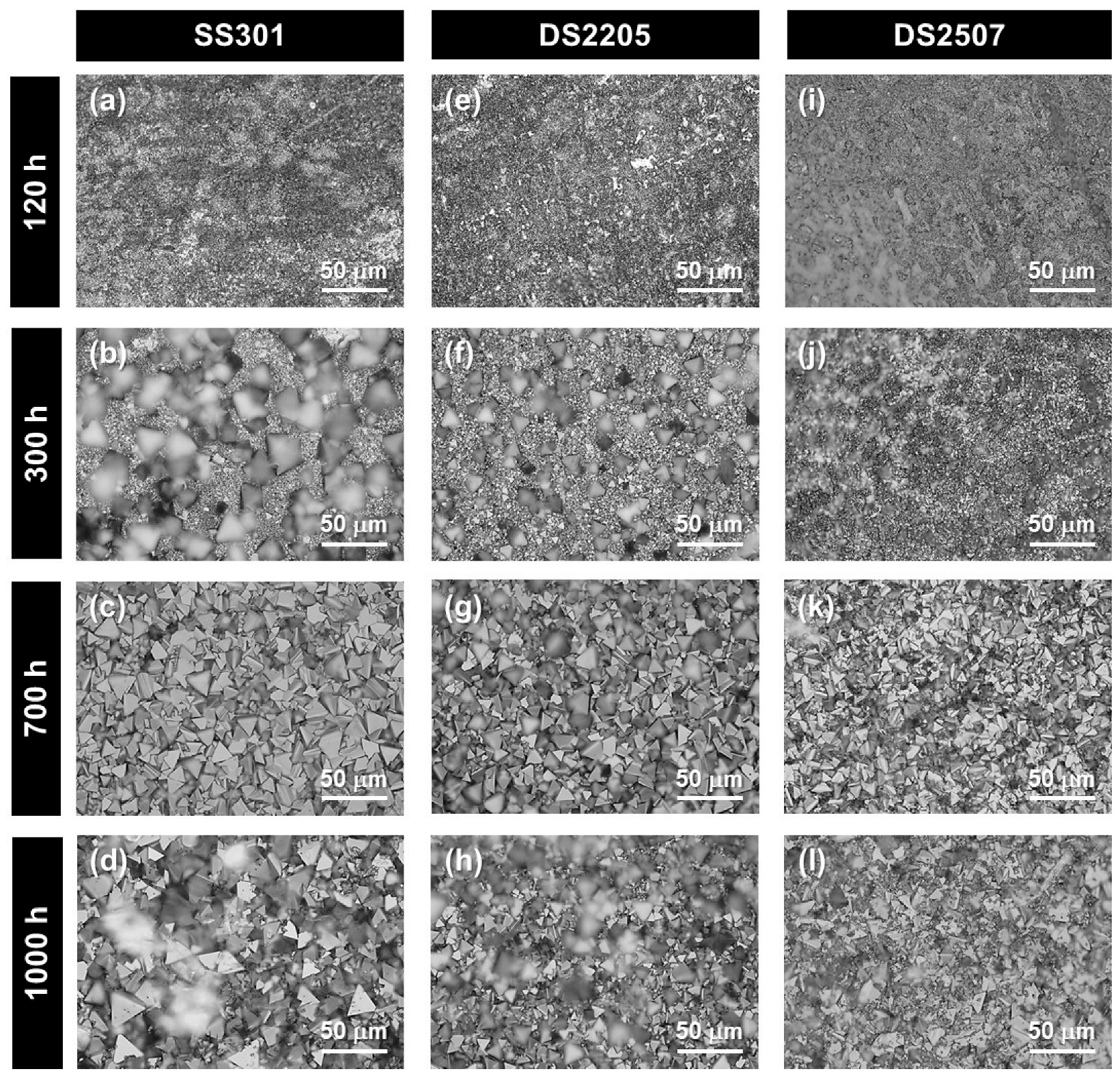
3.2. Composition and Microstructure of Oxide Scales
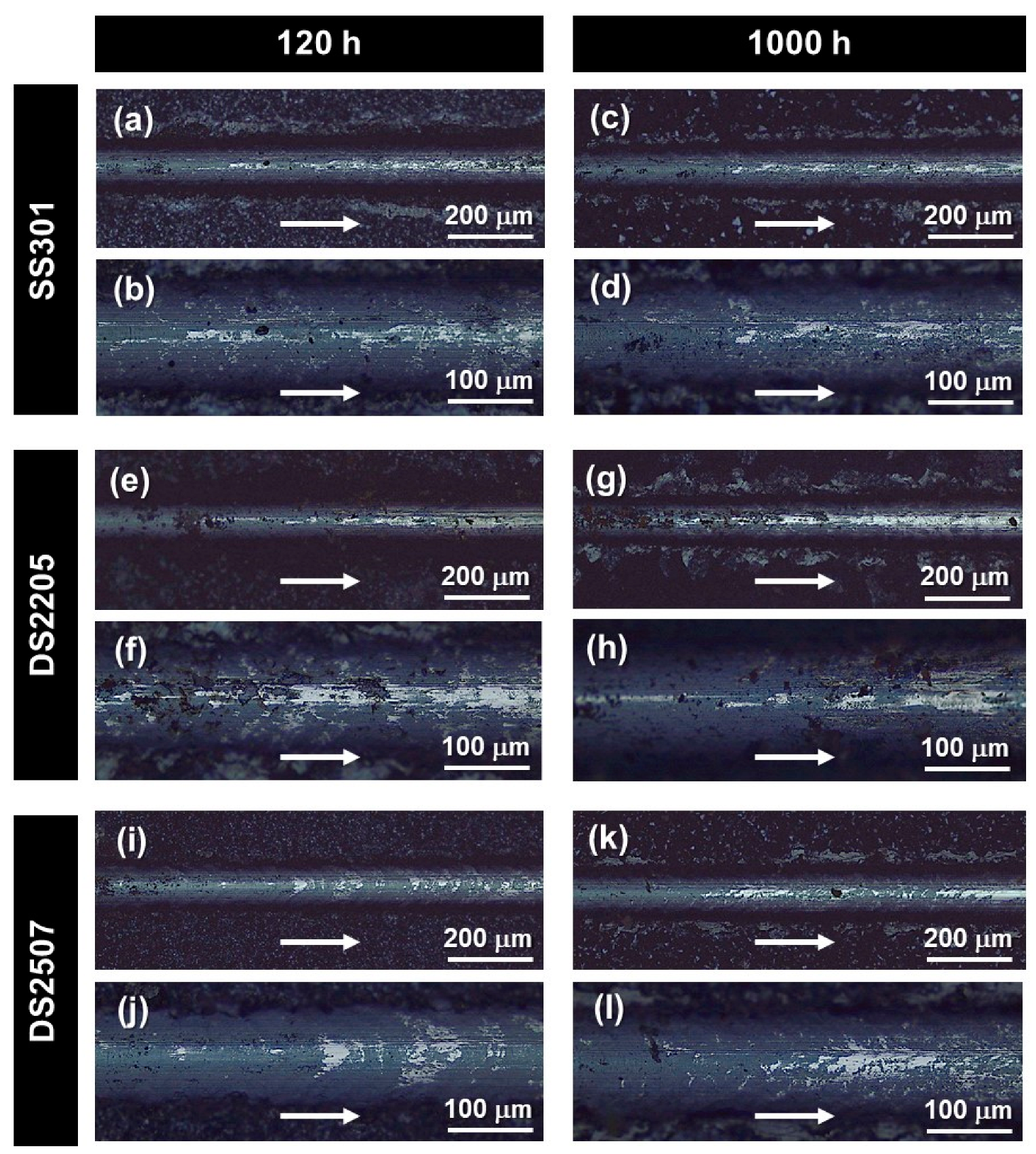
3.3. Mechanical Integrity of Oxide Scales
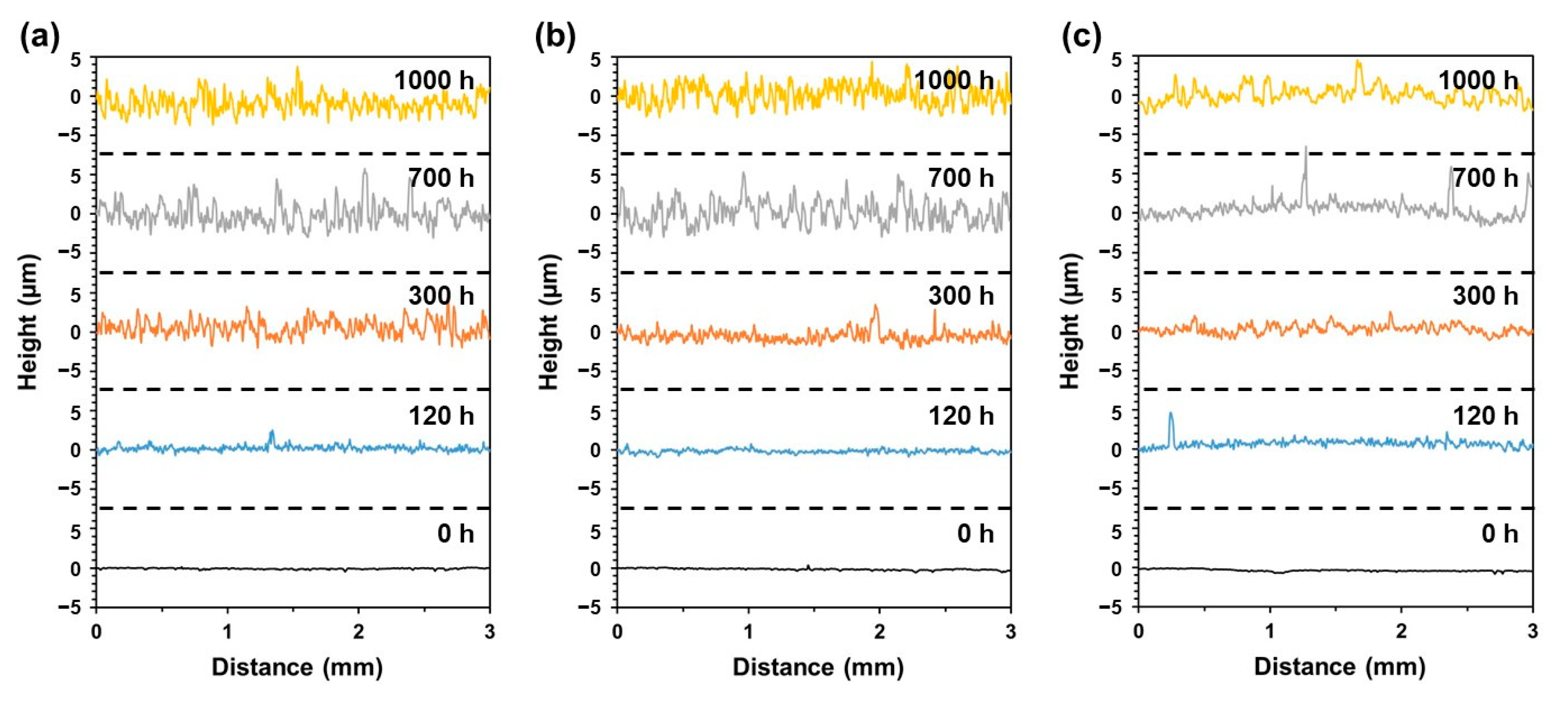
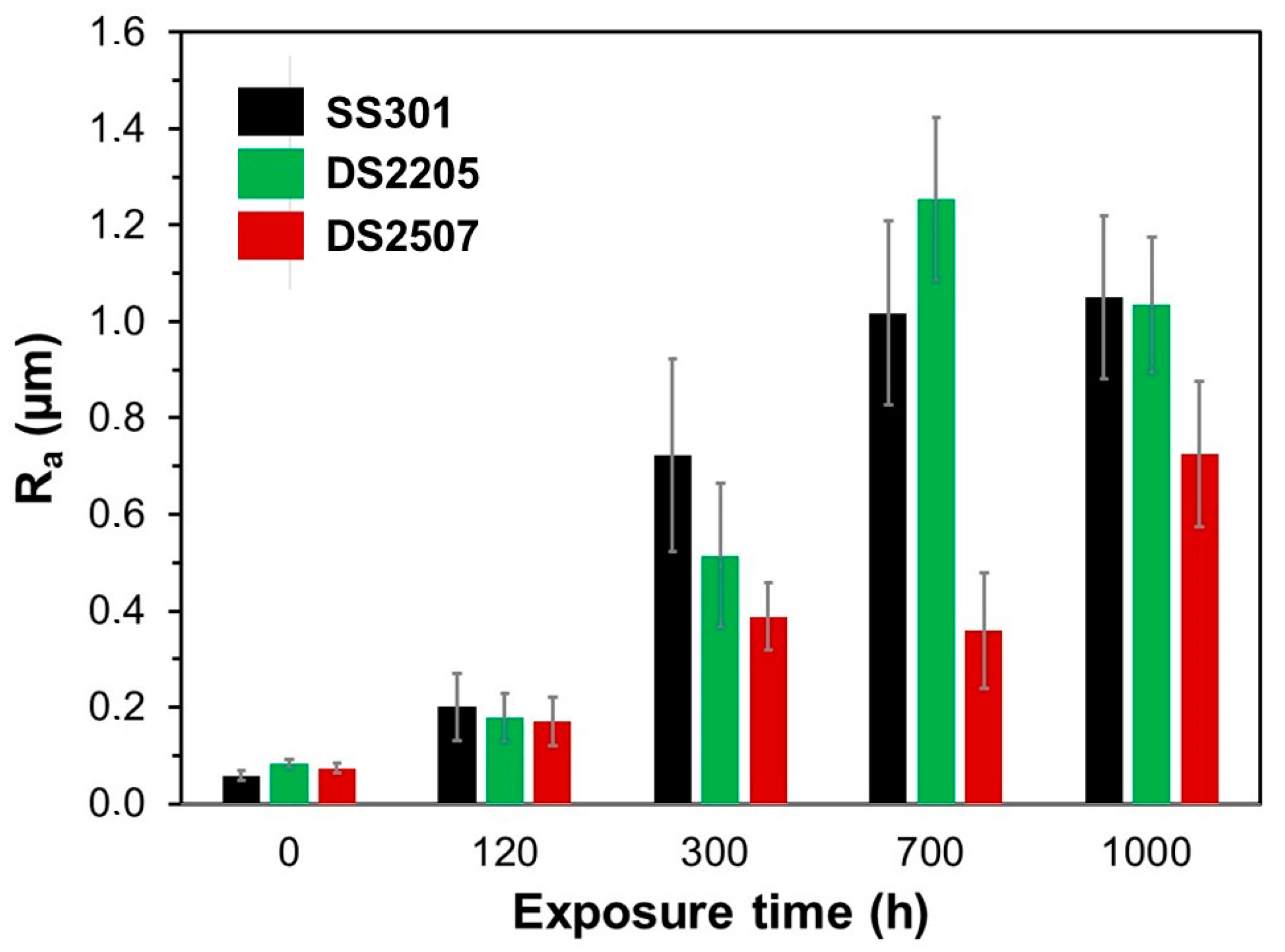
3.4. Surface Topography of Oxide Scales
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Liu, M.; Steven Tay, N.H.; Bell, S.; Belusko, M.; Jacob, R.; Will, G.; Saman, W.; Bruno, F. Review on Concentrating Solar Power Plants and New Developments in High Temperature Thermal Energy Storage Technologies. Renew. Sustain. Energy Rev. 2016, 53, 1411–1432. [Google Scholar] [CrossRef]
- Lovegrove, K.; Csiro, W.S. Introduction to Concentrating Solar Power (CSP) Technology. Conc. Sol. Power Technol. 2012, 3–15. [Google Scholar] [CrossRef]
- Lovegrove, K.; Pye, J. Fundamental Principles of Concentrating Solar Power (CSP) Systems. Conc. Sol. Power Technol. 2012, 16–67. [Google Scholar] [CrossRef]
- Liu, M.; Saman, W.; Bruno, F. Review on Storage Materials and Thermal Performance Enhancement Techniques for High Temperature Phase Change Thermal Storage Systems. Renew. Sustain. Energy Rev. 2012, 16, 2118–2132. [Google Scholar] [CrossRef]
- Cabeza, L.F.; Gutierrez, A.; Barreneche, C.; Ushak, S.; Fernández, Á.G.; Inés Fernádez, A.; Grágeda, M. Lithium in Thermal Energy Storage: A State-of-the-Art Review. Renew. Sustain. Energy Rev. 2015, 42, 1106–1112. [Google Scholar] [CrossRef] [Green Version]
- Bauer, T.; Pfleger, N.; Laing, D.; Steinmann, W.D.; Eck, M.; Kaesche, S. High-Temperature Molten Salts for Solar Power Application. Molten Salts Chem. 2013, 415–438. [Google Scholar] [CrossRef]
- Mao, Q.; Zhang, L.; Wu, H.; Liu, X. Design and calculation of a new storage tank for concentrating solar power plant Energy. Convers. Manag. 2015, 100, 414–418. [Google Scholar] [CrossRef]
- Parrado, C.; Marzo, A.; Fuentealba, E.; Fernández, A.G. 2050 LCOE Improvement Using New Molten Salts for Thermal Energy Storage in CSP Plants. Renew. Sustain. Energy Rev. 2016, 57, 505–514. [Google Scholar] [CrossRef]
- Ding, W.; Bauer, T. Progress in Research and Development of Molten Chloride Salt Technology for Next Generation Concentrated Solar Power Plants. Engineering 2021, 7, 334–347. [Google Scholar] [CrossRef]
- Sarvghad, M.; Delkasar Maher, S.; Collard, D.; Tassan, M.; Will, G.; Steinberg, T.A. Materials Compatibility for the next Generation of Concentrated Solar Power Plants. Energy Storage Mater. 2018, 14, 179–198. [Google Scholar] [CrossRef]
- Gomez, J.C. High-Temperature Phase Change Materials (PCM) Candidates for Thermal Energy Storage (TES) Applications; National Renewable Energy Lab. (NREL): Golden, CO, USA, 2011. [CrossRef] [Green Version]
- Kenisarin, M.M. High-Temperature Phase Change Materials for Thermal Energy Storage. Renew. Sustain. Energy Rev. 2010, 14, 955–970. [Google Scholar] [CrossRef]
- Myers, P.D.; Goswami, D.Y. Thermal Energy Storage Using Chloride Salts and Their Eutectics. Appl. Therm. Eng. 2016, 109, 889–900. [Google Scholar] [CrossRef] [Green Version]
- Mehos, M.; Turchi, C.; Vidal, J.; Wagner, M.; Ma, Z.; Ho, C.; Kolb, W.; Andraka, C.; Kruizenga, A. Concentrating Solar Power Gen3 Demonstration Roadmap. In NREL/TP-5500-67464; NREL: Golden, CO, USA, 2017; pp. 1–140. [Google Scholar] [CrossRef] [Green Version]
- Turchi, C.S.; Vidal, J.; Bauer, M. Molten Salt Power Towers Operating at 600–650 °C: Salt Selection and Cost Benefits. Sol. Energy 2018, 164, 38–46. [Google Scholar] [CrossRef]
- Nunes, V.M.B.; Lourenço, M.J.V.; Santos, F.J.V.; Nieto de Castro, C.A. Molten Alkali Carbonates as Alternative Engineering Fluids for High Temperature Applications. Appl. Energy 2019, 242, 1626–1633. [Google Scholar] [CrossRef]
- Fereres, S.; Prieto, C.; Giménez-Gavarrell, P.; Rodríguez, A.; Sánchez-Jiménez, P.E.; Pérez-Maqueda, L.A. Molten Carbonate Salts for Advanced Solar Thermal Energy Power Plants: Cover Gas Effect on Fluid Thermal Stability. Sol. Energy Mater. Sol. Cells 2018, 188, 119–126. [Google Scholar] [CrossRef]
- Prieto, C.; Fereres, S.; Ruiz-Cabañas, F.J.; Rodriguez-Sanchez, A.; Montero, C. Carbonate Molten Salt Solar Thermal Pilot Facility: Plant Design, Commissioning and Operation up to 700 °C. Renew. Energy 2020, 151, 528–541. [Google Scholar] [CrossRef]
- Mineral Requirements for Clean Energy Transitions—The Role of Critical Minerals in Clean Energy Transitions—Analysis—IEA. Available online: https://www.iea.org/reports/the-role-of-critical-minerals-in-clean-energy-transitions/mineral-requirements-for-clean-energy-transitions (accessed on 31 August 2022).
- Greim, P.; Solomon, A.A.; Breyer, C. Assessment of Lithium Criticality in the Global Energy Transition and Addressing Policy Gaps in Transportation. Nat. Commun. 2020, 11, 1–11. [Google Scholar] [CrossRef]
- U.S. Department of Energy. Federal Consortium for Advanced Batteries. National Blueprint for Lithium Batteries Executive Summary 2021–2030, 2021, pp. 1–24. Available online: www.energy.gov/eere/vehicles (accessed on 14 December 2022).
- Beyond Lithium: Other Potential Technologies That Battery Manufacturers Are Betting on | CIC EnergiGUNE. Available online: https://cicenergigune.com/en/blog/beyond-lithium-technologies-battery-manufacturers (accessed on 31 August 2022).
- Chi, X.; Zhang, Y.; Hao, F.; Kmiec, S.; Dong, H.; Xu, R.; Zhao, K.; Ai, Q.; Terlier, T.; Wang, L.; et al. An Electrochemically Stable Homogeneous Glassy Electrolyte Formed at Room Temperature for All-Solid-State Sodium Batteries. Nat. Commun. 2022, 13, 1–11. [Google Scholar] [CrossRef]
- Sarvghad, M.; Steinberg, T.A.; Will, G. Corrosion of Steel Alloys in Eutectic NaCl+Na2CO3 at 700 °C and Li2CO3+K2CO3+Na2CO3 at 450 °C for Thermal Energy Storage. Sol. Energy Mater. Sol. Cells 2017, 170, 48–59. [Google Scholar] [CrossRef]
- Sarvghad, M.; Will, G.; Steinberg, T.A. Corrosion of Inconel 601 in Molten Salts for Thermal Energy Storage. Sol. Energy Mater. Sol. Cells 2017, 172, 220–229. [Google Scholar] [CrossRef]
- Gallardo-González, J.; Martínez, M.; Barreneche, C.; Fernández, A.I.; Liu, M.; Tay, N.H.S.; Bruno, F.; Segarra, M. Corrosion of AISI316 as Containment Material for Latent Heat Thermal Energy Storage Systems Based on Carbonates. Sol. Energy Mater. Sol. Cells 2018, 186, 1–8. [Google Scholar] [CrossRef]
- Sah, S.P. Corrosion of 304 Stainless Steel in Carbonates Melt– a State of Enhanced Dissolution of Corrosion Products. Corros. Sci. 2020, 169, 108535. [Google Scholar] [CrossRef]
- de Miguel, M.T.; Encinas-Sánchez, V.; Lasanta, M.I.; García-Martín, G.; Pérez, F.J. Corrosion Resistance of HR3C to a Carbonate Molten Salt for Energy Storage Applications in CSP Plants. Sol. Energy Mater. Sol. Cells 2016, 157, 966–972. [Google Scholar] [CrossRef]
- Fernández, A.G.; Pineda, F.; Walczak, M.; Cabeza, L.F. Corrosion Evaluation of Alumina-Forming Alloys in Carbonate Molten Salt for CSP Plants. Renew. Energy 2019, 140, 227–233. [Google Scholar] [CrossRef]
- Grosu, Y.; Anagnostopoulos, A.; Navarro, M.E.; Ding, Y.; Faik, A. Inhibiting Hot Corrosion of Molten Li2CO3+K2CO3+Na2CO3 Salt through Graphitization of Construction Materials for Concentrated Solar Power. Sol. Energy Mater. Sol. Cells 2020, 215, 110650. [Google Scholar] [CrossRef]
- Rouillard, F.; Charten, F.; Moine, G. Corrosion Behavior of Different Metallic Materials in Supercritical Carbon Dioxide at 550 °C and 250 Bars. Corrosion 2011, 67, 095001–095007. [Google Scholar] [CrossRef]
- Chan, K.W.; Tjong, S.C. Effect of Secondary Phase Precipitation on the Corrosion Behavior of Duplex Stainless Steels. Materials 2014, 7, 5268–5304. [Google Scholar] [CrossRef] [Green Version]
- Solomon, H.D. Stainless Steels: Duplex. Encycl. Mater. Sci. Technol. 2001, 8802–8804. [Google Scholar] [CrossRef]
- Paulraj, P.; Garg, R. Effect Of Intermetallic Phases On Corrosion Behavior And Mechanical Properties Of Duplex Stainless Steel And Super-Duplex Stainless Steel. Adv. Sci. Technol. Res. J. 2015, 9, 87–105. [Google Scholar] [CrossRef]
- Sarvghad, M.; Will, G.; Steinberg, T.A. Corrosion of Steel Alloys in Molten NaCl + Na2SO4 at 700 °C for Thermal Energy Storage. Sol. Energy Mater. Sol. Cells 2018, 179, 207–216. [Google Scholar] [CrossRef]
- Llanes, L.; Mateo, A.; Villechaise, P.; Méndez, J.; Anglada, M. Effect of Testing Atmosphere (Air/in Vacuo) on Low Cycle Fatigue Characteristics of a Duplex Stainless Steel. Int. J. Fatigue 1999, 21, S119–S125. [Google Scholar] [CrossRef]
- Gironès, A.; Villechaise, P.; Mateo, A.; Anglada, M.; Méndez, J. EBSD Studies on the Influence of Texture on the Surface Damage Mechanisms Developed in Cyclically Loaded Aged Duplex Stainless Steels. Mater. Sci. Eng. A 2004, 387–389, 516–521. [Google Scholar] [CrossRef]
- Fargas, G.; Akdut, N.; Anglada, M.; Mateo, A. Microstructural Evolution during Industrial Rolling of a Duplex Stainless Steel. ISIJ Int. 2008, 48, 1596–1602. [Google Scholar] [CrossRef] [Green Version]
- Fargas, G.; Anglada, M.; Mateo, A. Effect of the Annealing Temperature on the Mechanical Properties, Formability and Corrosion Resistance of Hot-Rolled Duplex Stainless Steel. J. Mater. Process. Technol. 2009, 209, 1770–1782. [Google Scholar] [CrossRef]
- Verma, J.; Taiwade, R.V. Effect of Welding Processes and Conditions on the Microstructure, Mechanical Properties and Corrosion Resistance of Duplex Stainless Steel Weldments—A Review. J. Manuf. Process. 2017, 25, 134–152. [Google Scholar] [CrossRef]
- Besharatloo, H.; Carpio, M.; Cabrera, J.M.; Mateo, A.M.; Fargas, G.; Wheeler, J.M.; Roa, J.J.; Llanes, L. Novel Mechanical Characterization of Austenite and Ferrite Phases within Duplex Stainless Steel. Metals 2020, 10, 1352. [Google Scholar] [CrossRef]
- Maslak, M.; Stankiewicz, M.; Slazak, B. Duplex Steels Used in Building Structures and Their Resistance to Chloride Corrosion. Materials 2021, 14, 5666. [Google Scholar] [CrossRef]
- Morales, M.; Chimenos, J.M.; Fernández, A.I.; Segarra, M. Materials Selection for Superheater Tubes in Municipal Solid Waste Incineration Plants. J. Mater. Eng. Perform. 2014, 23, 3207–3214. [Google Scholar] [CrossRef]
- Mateo, A.; Heredero, F.; Fargas, G. Failure Investigation of a Centrifuge Duplex Stainless Steel Basket. Eng. Fail. Anal. 2011, 18, 2165–2178. [Google Scholar] [CrossRef]
- Hara, T.; Semba, H.; Amaya, H. Pipe and Tube Steels for Oil and Gas Industry and Thermal Power Plant. Encycl. Mater. Met. Alloy. 2022, 2, 140–152. [Google Scholar] [CrossRef]
- Wu, Y.T.; Ren, N.; Wang, T.; Ma, C.F. Experimental Study on Optimized Composition of Mixed Carbonate Salt for Sensible Heat Storage in Solar Thermal Power Plant. Sol. Energy 2011, 85, 1957–1966. [Google Scholar] [CrossRef]
- Chen, C.; Tran, T.; Olivares, R.; Wright, S.; Sun, S. Coupled Experimental Study and Thermodynamic Modeling of Melting Point and Thermal Stability of Li2CO3+K2CO3+Na2CO3 Based Salts. J. Sol. Energy Eng. Trans. ASME 2014, 136, 031017–031024. [Google Scholar] [CrossRef]
- Itoh, M. Time-Dependent Power Laws in the Oxidation and Corrosion of Metals and Alloys. Sci. Rep. 2022, 12, 6944–6953. [Google Scholar] [CrossRef] [PubMed]
- Morcillo, M.; Chico, B.; Díaz, I.; Cano, H.; De La Fuente, D. Atmospheric Corrosion Data of Weathering Steels. A Review. Corros. Sci. 2013, 77, 6–24. [Google Scholar] [CrossRef] [Green Version]
- Tan, L.; Yang, Y.; Allen, T.R. Oxidation Behavior of Iron-Based Alloy HCM12A Exposed in Supercritical Water. Corros. Sci. 2006, 48, 3123–3138. [Google Scholar] [CrossRef]
- Biedenkopf, P.; Spiegel, M.; Grabke, H.J. The corrosion behavior of Fe-Cr alloys containing Co, Mn, and/or Ni and of a Co-base alloy in the presence of molten (Li, K)-carbonate. Mater. Corros. 1997, 48, 731–743. [Google Scholar] [CrossRef]
- Biedenkopf, P.; Bischoff, M.M.; Wochner, T. Corrosion phenomena of alloys and electrode materials in molten carbonate fuel cells. Mater. Corros. 2000, 51, 287–302. [Google Scholar] [CrossRef]
- Dorcheh, A.S.; Durham, R.N.; Galetz, M.C. Corrosion behavior of stainless and low-chromium steels and IN625 in molten nitrate salts at 600 °C. Sol. Energy Mater. Sol. Cells 2016, 144, 109–116. [Google Scholar] [CrossRef]
- Morales, M.; Gordon, S.; Fernández-Arana, Ó.; García-Marro, F.; Mateo, A.; Llanes, L.; Fargas, G. Duplex Stainless Steels for Thermal Energy Storage: Characterization of Oxide Scales Formed in Carbonate Salts at 500 °C. Metals 2022, 12, 2156. [Google Scholar] [CrossRef]
- Morales, M.; Chimenos, J.M.; Espiell, F.; Segarra, M. The Effect of Temperature on Mechanical Properties of Oxide Scales Formed on a Carbon Steel in a Simulated Municipal Solid Waste Incineration Environment. Surf. Coat. Technol. 2014, 238, 51–57. [Google Scholar] [CrossRef]
- Farhan, M.S. A Review on Adhesion Strength of Single and Multilayer Coatings and the Evaluation Method. Wasit J. Eng. Sci. 2016, 4, 1–27. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | Fe | Cr | Ni | Mo | Mn | C | N | Si | P | S |
|---|---|---|---|---|---|---|---|---|---|---|
| SS301 | Bal. | 17.4 | 7.2 | 0.1 | 1.2 | 0.02 | 0.12 | <1.0 | <0.03 | <0.006 |
| DS2205 | Bal. | 22.6 | 5.2 | 3.0 | 1.5 | 0.02 | 0.16 | <0.45 | <0.03 | <0.015 |
| DS2507 | Bal. | 25.0 | 7.4 | 3.8 | 2.0 | 0.01 | 0.24 | <0.8 | <0.03 | <0.015 |
| - | SS301 | DS2205 | DS2507 |
|---|---|---|---|
| k (µm·h−1/2) | 0.89 | 1.59 | 0.69 |
| n | 0.58 | 0.52 | 0.59 |
| R2 | 0.987 | 0.995 | 0.989 |
| SS301 | DS2205 | DS2507 | |
|---|---|---|---|
| CR (mm/year) from 0 to 300 h | 0.69 | 1.02 | 0.59 |
| CR (mm/year) from 700 to 1300 h | 0.22 | 0.29 | 0.17 |
| Sample | Cr (wt%) | Ni (wt%) | Mo (wt%) | Li-Na-K2CO3 (wt%) | Temp. (°C) | CR (mm/year) | Ref |
|---|---|---|---|---|---|---|---|
| AISI 301LN | 17.4 | 7.2 | 0.1 | 32/33/35 | 600 | 0.22–0.69 | Present work |
| DS2205 | 22.6 | 5.2 | 3.0 | 0.29–1.02 | |||
| DS2507 | 25.0 | 7.4 | 3.8 | 0.17–0.59 | |||
| AISI 316 | 17.0–18.5 | 10.5–13.5 | 2.0–2.5 | 10/35/55 | 600 | 0.40–1.71 | [26] |
| 16/31/53 | 0.32–2.07 | ||||||
| 33/38/29 | 0.22–1.03 | ||||||
| AISI 310H | 24.0–26.0 | 19.0–22.0 | <0.1 | 32/33/35 | 700 | 0.18–0.21 | [18] |
| AISI 347H | 17.0–20.0 | 9.0–13.0 | <0.1 | 0.26–0.29 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Morales, M.; Cabezas, L.; Castro-Alloca, M.; Fargas, G.; Llanes, L.; Mateo, A. Corrosion Evaluation of Austenitic and Duplex Stainless Steels in Molten Carbonate Salts at 600 °C for Thermal Energy Storage. Metals 2022, 12, 2190. https://doi.org/10.3390/met12122190
Morales M, Cabezas L, Castro-Alloca M, Fargas G, Llanes L, Mateo A. Corrosion Evaluation of Austenitic and Duplex Stainless Steels in Molten Carbonate Salts at 600 °C for Thermal Energy Storage. Metals. 2022; 12(12):2190. https://doi.org/10.3390/met12122190
Chicago/Turabian StyleMorales, Miguel, Laura Cabezas, Manuel Castro-Alloca, Gemma Fargas, Luis Llanes, and Antonio Mateo. 2022. "Corrosion Evaluation of Austenitic and Duplex Stainless Steels in Molten Carbonate Salts at 600 °C for Thermal Energy Storage" Metals 12, no. 12: 2190. https://doi.org/10.3390/met12122190