
Microstructure and Corrosion Behavior of AISI 316 Steel Layers Deposited on AISI 347 Steel Substrate by Laser Metal Deposition
 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. AISI 347 Stainless Steel Substrate and AISI 316 Stainless Steel Powder
2.2. Laser Metal Deposition (LMD) Process
2.3. Metallography Procedures
2.4. Hardness Test
2.5. Corrosion Tests
3. Results and Discussion
3.1. Microstructural Analyses
3.2. Hardness Testing
3.3. Corrosion Tests
3.3.1. Open Circuit Potential (OCP) and Potentiodynamic Polarization
3.3.2. Electrochemical Impedance Spectroscopy (EIS)
3.3.3. Morphological Analysis after Electrochemical Tests
4. Conclusions
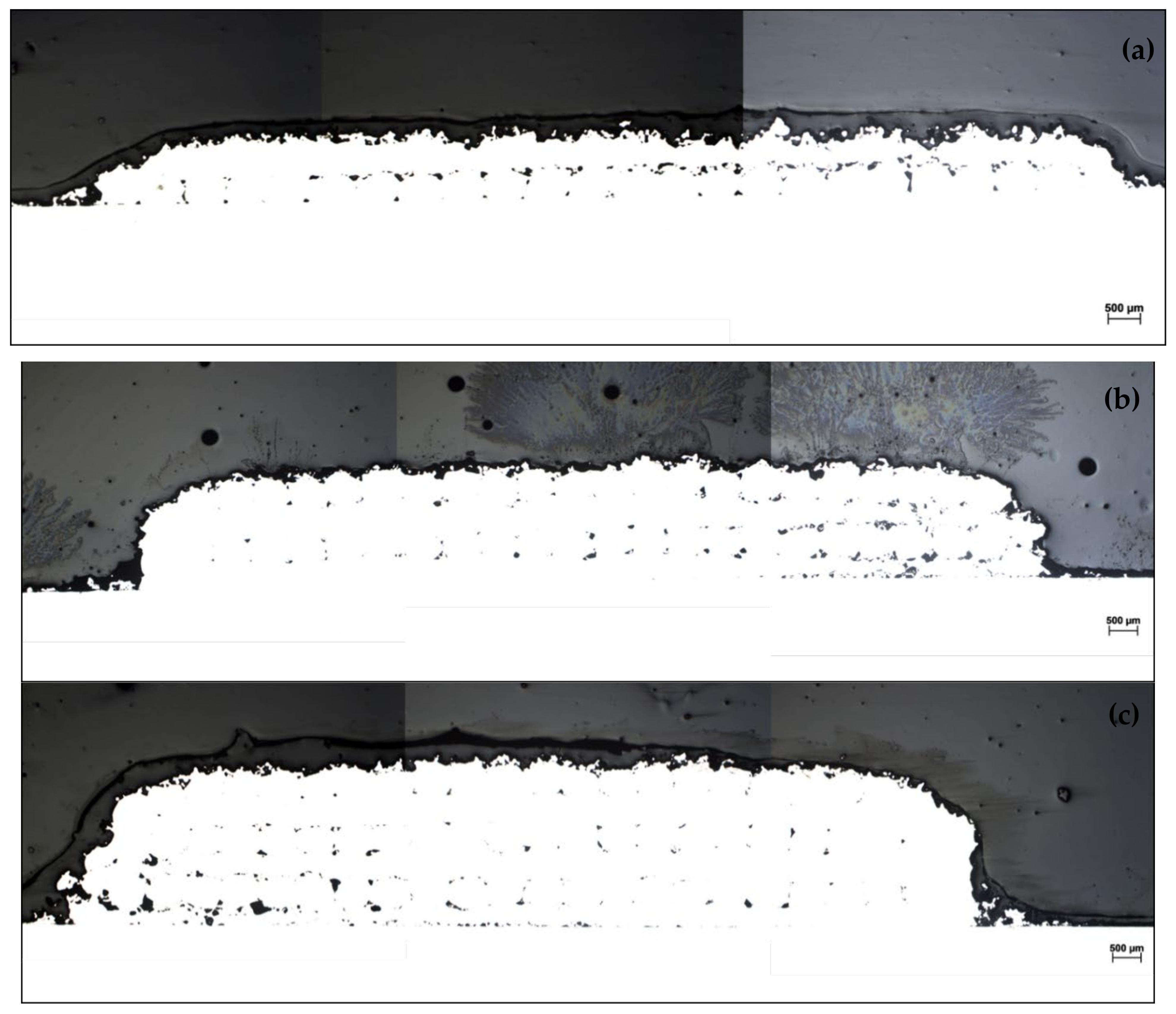
- The metallographic analyses performed in this preliminary study revealed a predominantly austenitic microstructure in the presence of ferrite for the AISI 347 steel substrate and a dendritic microstructure for the deposited AISI 316 steel layers, whose chemical composition belongs to the austenite + ferrite region of the Schaeffler diagram, with the possible formation of delta ferrite, as revealed in the electrolytic attack with NaOH.
- The hardness analysis of the deposited layers showed that, owing to the accumulation of heat and mass during the deposition, the hardness values decreased with distance from the substrate, and the samples with four and six depositions showed a hardness reduction in the layer transition close to the remelting regions.
- The electrochemical tests showed that the four-layer sample presented a higher resistance in relation to the two- and six-layer samples in terms of active sites for localized corrosion.
- In general terms of corrosion current speed, it can be said that they are similar for the deposited-layer samples since they presented similar values of icorr and impedance modulus at a low frequency (0.01 Hz). The AISI 347 steel exhibits good corrosion and pitting resistance, which explains the electrochemical responses of the substrate.
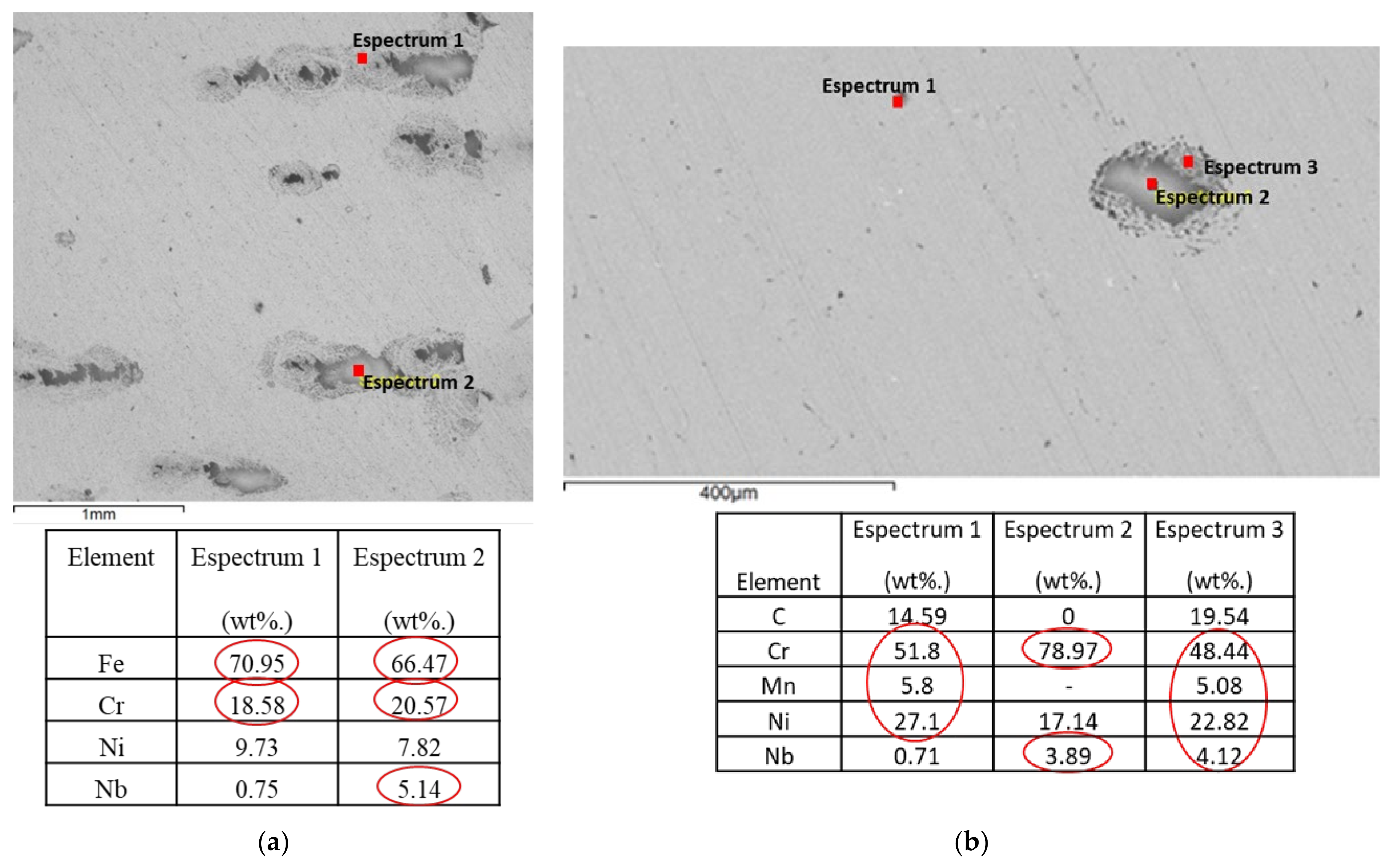
- The deposited layers of AISI 316 steel showed a superficial corrosion morphology characterized by small pitting points or relatively larger pits spread superficially around the pores. The AISI 347 steel substrate showed parallel bands of pits at regular intervals, which must have started at the ferrite and austenite phase interfaces, as well as in the NbC distributed along the substrate and in the possible presence of the σ and Laves phases.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Baufeld, B.; Van der Biest, O.; Gault, R. Additive manufacturing of Ti–6Al–4V components by shaped metal deposition: Microstructure and mechanical properties. Mater. Des. 2010, 31, S106–S111. [Google Scholar] [CrossRef]
- Kranz, J.; Herzog, D.; Emmelmann, C. Design guidelines for laser additive manufacturing of lightweight structures in TiAl6V4. J. Laser Appl. 2015, 27, S14001. [Google Scholar] [CrossRef]
- Wilson, J.M.; Piya, C.; Shin, Y.C.; Zhao, F.; Ramani, K. Remanufacturing of turbine blades by laser direct deposition with its energy and environmental impact analysis. J. Clean. Prod. 2014, 80, 170–178. [Google Scholar] [CrossRef]
- Zhang, K.; Wang, S.; Liu, W.; Shang, X. Characterization of stainless steel parts by Laser Metal Deposition Shaping. Mater. Des. 2014, 55, 104–119. [Google Scholar] [CrossRef]
- Volpato, N.; Munhoz, A.L.J.; Costa, C.A.; Ahrens, C.H.; de Carvalho, J.; dos Santos, J.R.L.; da Silva, J.V.L.; Foggiatto, J.A.; Lima, M.S.F. Manufatura Aditiva–Tecnologias e Aplicações da Impressão 3D, 1st ed.; Blucher: Sao Paolo, SP, Brazil, 2017; 400p. [Google Scholar]
- Emmelmann, C.; Kranz, J.; Herzog, D.; Wycisk, E. Laser additive manufacturing of metals. In Laser Technology in Biomimetics; Schmidt, V., Ed.; Springer: Berlin/Heidelberg, Germany, 2013; pp. 143–161. [Google Scholar]
- Lima MS, F.; Sankaré, S. Microstructure and mechanical behavior of laser additive manufactured AISI 316 stainless steel stringers. Mater. Des. 2014, 55, 526–532. [Google Scholar] [CrossRef]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Durejko, T.; Ziętala, M.; Polkowski, W.; Czujko, T. Thin wall tubes with Fe3Al/SS316L graded structure obtained by using laser engineered net shaping technology. Mater. Des. 2014, 63, 766–774. [Google Scholar] [CrossRef]
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Saboori, A.; Aversa, A.; Bosio, F.; Bassini, E.; Librera, E.; De Chirico, M.; Biamino, S.; Ugues, D.; Fino, P.; Lombardi, M. An investigation on the effect of powder recycling on the microstructure and mechanical properties of AISI 316L produced by Directed Energy Deposition. Mater. Sci. Eng. A 2019, 766, 138360. [Google Scholar] [CrossRef]
- Khairallah, S.A.; Anderson, A.T.; Rubenchik, A.; King, W.E. Laser powder-bed fusion additive manufacturing: Physics of complex melt flow and formation mechanisms of pores, spatter, and denudation zones. Acta Mater. 2016, 108, 36–45. [Google Scholar] [CrossRef]
- Majumdar, J.D.; Pinkerton, A.; Liu, Z.; Manna, I.; Li, L. Microstructure characterisation and process optimization of laser assisted rapid fabrication of 316L stainless steel. Appl. Surf. Sci. 2005, 247, 320–327. [Google Scholar] [CrossRef]
- Zheng, B.; Zhou, Y.; Smugeresky, J.; Schoenung, J.; Lavernia, E. Thermal Behavior and Microstructure Evolution during Laser Deposition with Laser-Engineered Net Shaping: Part II. Experimental Investigation and Discussion. Met. Mater. Trans. A 2008, 39, 2237–2245. [Google Scholar] [CrossRef]
- Carroll, B.E.; Palmer, T.A.; Beese, A.M. Anisotropic tensile behavior of Ti–6Al–4V components fabricated with directed energy deposition additive manufacturing. Acta Mater. 2015, 87, 309–320. [Google Scholar] [CrossRef]
- Thijs, L.; Sistiaga, M.L.M.; Wauthle, R.; Xie, Q.; Kruth, J.-P.; Van Humbeeck, J. Strong morphological and crystallographic texture and resulting yield strength anisotropy in selective laser melted tantalum. Acta Mater. 2013, 61, 4657–4668. [Google Scholar] [CrossRef] [Green Version]
- Brandl, E. Microstructural and Mechanical Properties of Additive Manufactured Titanium (Ti-6Al-4V) Using Wire. Ph.D. Thesis, TU Cottbus, Cottbus, Germany, 2010. [Google Scholar]
- Leuders, S.; Thöne, M.; Riemer, A.; Niendorf, T.; Tröster, T.; Richard, H.A.; Maier, H.J. On the mechanical behaviour of titanium alloy TiAl6V4 manufactured by selective laser melting: Fatigue resistance and crack growth performance. Int. J. Fatigue 2013, 48, 300–307. [Google Scholar] [CrossRef]
- Godec, M.; Donik, C.; Kocijan, A.; Podgornik, B.; Balantič, D.S. Effect of post-treated low-temperature plasma nitriding on the wear and corrosion resistance of 316L stainless steel manufactured by laser powder-bed fusion. Addit. Manuf. 2019, 32, 101000. [Google Scholar] [CrossRef]
- Zhukov, A.; Deev, A.; Kuznetsov, P. Effect of Alloying on the 316L and 321 Steels Samples Obtained by Selective Laser Melting. Phys. Procedia 2017, 89, 172–178. [Google Scholar] [CrossRef]
- Swaminathan, J.; Singh, R.; Gunjan, M.K.; Mahato, B. Sensitization induced stress corrosion failure of AISI 347 stainless steel fractionator furnace tubes. Eng. Fail. Anal. 2011, 18, 2211–2221. [Google Scholar] [CrossRef]
- Gnanamuthu, R.M.; Mohan, S.; Saravanan, G.; Lee, C.W. Comparative study on structure, corrosion and hardness of Zn–Ni alloy deposition on AISI 347 steel aircraft material. J. Alloy. Compd. 2012, 513, 449–454. [Google Scholar] [CrossRef]
- Fayazfar, H.; Salarian, M.; Rogalsky, A.; Sarker, D.; Russo, P.; Paserin, V.; Toyserkani, E. A critical review of powder-based additive manufacturing of ferrous alloys: Process parameters, microstructure and mechanical properties. Mater. Des. 2018, 144, 98–128. [Google Scholar] [CrossRef]
- Moskvina, V.; Astafurova, E.; Astafurov, S.; Reunova, K.; Panchenko, M.; Melnikov, E.; Kolubaev, E. Effect of Ion-Plasma Nitriding on Phase Composition and Tensile Properties of AISI 321-Type Stainless Steel Produced by Wire-Feed Electron-Beam Additive Manufacturing. Metals 2022, 12, 176. [Google Scholar] [CrossRef]
- Wang, X.; Hu, Q.; Liu, W.; Yuan, W.; Shen, X.; Gao, F.; Tang, D.; Hu, Z. Microstructure and Corrosion Properties of Wire Arc Additively Manufactured Multi-Trace and Multilayer Stainless Steel 321. Metals 2022, 12, 1039. [Google Scholar] [CrossRef]
- Duraisamy, R.; Kumar, S.M.; Kannan, A.R.; Shanmugam, N.S.; Sankaranarayanasamy, K. Reliability and sustainability of wire arc additive manufactured plates using ER 347 wire-mechanical and metallurgical perspectives. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2019, 235, 1860–1871. [Google Scholar] [CrossRef]
- David, S.A.; Vitek, J.M.; Reed, R.W.; Hebble, T.L. Effect of Rapid Solidification on Stainless Steel Weld Metal Microstructures and Its Implications on the Schaeffler Diagram (No. ORNL/TM-10487); Oak Ridge National Lab.: Oak Ridge, TN, USA, 1987. [Google Scholar] [CrossRef] [Green Version]
- Gäumann, M.; Henry, S.; Cleton, F.; Wagniere, J.D.; Kurz, W. Epitaxial laser metal forming: Analysis of micro-structure formation. Mat. Sci. Eng. 1999, 271, 232–241. [Google Scholar] [CrossRef]
- Revilla, R.I.; Van Calster, M.; Raes, M.; Arroud, G.; Andreatta, F.; Pyl, L.; Guillaume, P.; De Graeve, I. Microstructure and corrosion behavior of 316L stainless steel prepared using different additive manufacturing methods: A comparative study bringing insights into the impact of microstructure on their passivity. Corros. Sci. 2020, 176, 108914. [Google Scholar] [CrossRef]
- Oliveira, V.; Aguiar, C.; Vazquez, A.; Robin, A.; Barboza, M. Improving corrosion resistance of Ti–6Al–4V alloy through plasma-assisted PVD deposited nitride coatings. Corros. Sci. 2014, 88, 317–327. [Google Scholar] [CrossRef]
- Hou, X.; Ren, Q.; Yang, Y.; Cao, X.; Hu, J.; Zhang, C.; Deng, H.; Yu, D.; Li, K.; Lan, W. Effect of temperature on the electrochemical pitting corrosion behavior of 316L stainless steel in chloride-containing MDEA solution. J. Nat. Gas Sci. Eng. 2020, 86, 103718. [Google Scholar] [CrossRef]
- Schaller, R.F.; Mishra, A.; Rodelas, J.M.; Taylor, J.M.; Schindelholz, E.J. The Role of Microstructure and Surface Finish on the Corrosion of Selective Laser Melted 304L. J. Electrochem. Soc. 2018, 165, C234–C242. [Google Scholar] [CrossRef]
- Geenen, K.; Röttger, A.; Theisen, W. Corrosion behavior of 316L austenitic steel processed by selective laser melting, hot-isostatic pressing, and casting. Mater. Corros. 2017, 68, 764–775. [Google Scholar] [CrossRef]
- Lin, K.; Gu, D.; Xi, L.; Yuan, L.; Niu, S.; Lv, P.; Ge, Q. Selective laser melting processing of 316L stainless steel: Effect of microstructural differences along building direction on corrosion behavior. Int. J. Adv. Manuf. Technol. 2019, 104, 2669–2679. [Google Scholar] [CrossRef]
- Sander, G.; Thomas, S.; Cruz, V.; Jurg, M.; Birbilis, N.; Gao, X.; Brameld, M.; Hutchinson, C.R. On the corrosion and metastable pitting characteristics of 316L stainless steel produced by selective laser melting. J. Electrochem. Soc. 2017, 164, C250–C257. [Google Scholar] [CrossRef]
- Ganesh, P.; Giri, R.; Kaul, R.; Sankar, P.R.; Tiwari, P.; Atulkar, A.; Porwal, R.; Dayal, R.; Kukreja, L. Studies on pitting corrosion and sensitization in laser rapid manufactured specimens of type 316L stainless steel. Mater. Des. 2012, 39, 509–521. [Google Scholar] [CrossRef]
- Chandra, K.; Kain, V.; Tewari, R. Microstructural and electrochemical characterisation on heat-treated 347 stainless steel with diferente phases. Corros. Sci. 2013, 63, 118–129. [Google Scholar] [CrossRef]
- Feenstra, D.; Cruz, V.; Gao, X.; Molotnikov, A.; Birbilis, N. Effect of build height on the properties of large format stainless steel 316L fabricated via directed energy deposition. Addit. Manuf. 2020, 34, 101205. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Mn | Ni | S | Si | P | Cr | Nb | Mo |
|---|---|---|---|---|---|---|---|---|---|
| AISI 347 susbstrate | 0.045 | 1.29 | 9.95 | 0.0018 | 0.42 | 0.021 | 17.43 | 0.73 | - |
| AISI 316 powder | 0.018 | 1.46 | 12.78 | 0.004 | 0.60 | 0.008 | 17.78 | - | 2.20 |
| Composition | % Weight |
|---|---|
| Carbon, C | 0.02 |
| Silicon, Si | 0.6 |
| Manganese, Mn | 1.4 |
| Chrome, Cr | 16.5 |
| Molybdenum, Mo | 2.2 |
| Nickel, Ni | 11.1 |
| Niobim, Nb | 0 |
| Nitrogen, N | 0.4 |
| Chrome equivalent, Creq | 19.6 |
| Nickel equivalent, Nieq | 24.4 |
| Technique | 2 Layers | 4 Layers | 6 Layers | Substrate |
|---|---|---|---|---|
| OCP (V/SCE) | −0.1355 | −0.1354 | −0.1226 | −0.1092 |
| Sample | Ecorr (mV/SCE) | Eb (mV/SCE) | Eb−Ecorr (mV/SCE) | (mV/dec) | (mV/dec) | icorr (µA/cm2) |
|---|---|---|---|---|---|---|
| 2 layers | −135 | 159 | 294 | 48.46 | 44.5 | 0.116 |
| 4 layers | −135 | 119 | 254 | 54.88 | 138.4 | 0.149 |
| 6 layers | −123 | 300 | 423 | 4301 | 69.58 | 0.096 |
| Substrate | −109 | 333 | 442 | 68.96 | 169.17 | 0.214 |
| Sample | × 105 | Re (Ω cm2) | CPEf (µ Ω cm−2 sn) | nf | Rf (kΩ cm2) | CPEpit (µ Ω cm−2 sn) | npit | Rpit (kΩ cm2) | χ² × 10−4 |
|---|---|---|---|---|---|---|---|---|---|
| 2 layers | 1.49 | 5.6 | 51.7 | 0.93 | 68.40 | 15.6 | 0.59 | 274.0 | 1.4 |
| 4 layers | 2.19 | 5.4 | 42.5 | 0.93 | 164.65 | 8.9 | 0.61 | 395.5 | 2.2 |
| 6 layers | 1.18 | 6.3 | 56.1 | 0.93 | 14.25 | 19.0 | 0.62 | 327.2 | 0.6 |
| Substrate | 1.73 | 5.5 | 41.2 | 0.92 | 11.85 | 16.1 | 0.67 | 1261 | 0.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ligabo, I.A.; Braga, V.; Ferreira, C.C.A.; Siqueira, R.H.M.; Lourenço, J.C.; Abdalla, A.J.; Lima, M.S.F. Microstructure and Corrosion Behavior of AISI 316 Steel Layers Deposited on AISI 347 Steel Substrate by Laser Metal Deposition. Metals 2022, 12, 2161. https://doi.org/10.3390/met12122161
Ligabo IA, Braga V, Ferreira CCA, Siqueira RHM, Lourenço JC, Abdalla AJ, Lima MSF. Microstructure and Corrosion Behavior of AISI 316 Steel Layers Deposited on AISI 347 Steel Substrate by Laser Metal Deposition. Metals. 2022; 12(12):2161. https://doi.org/10.3390/met12122161
Chicago/Turabian StyleLigabo, Isabela A., Vagner Braga, Caroline C. A. Ferreira, Rafael H. M. Siqueira, Julio C. Lourenço, Antonio J. Abdalla, and Milton S. F. Lima. 2022. "Microstructure and Corrosion Behavior of AISI 316 Steel Layers Deposited on AISI 347 Steel Substrate by Laser Metal Deposition" Metals 12, no. 12: 2161. https://doi.org/10.3390/met12122161