
Extraction and Recovery of Metals from Spent HDS Catalysts: Lab- and Pilot-Scale Results of the Overall Process


Abstract
:1. Introduction
2. Materials and Methods
2.1. Characterization of Samples
2.2. Roasting of Samples
2.3. Leaching Tests
2.4. Recovery Tests
3. Results
3.1. Characterization of Samples
3.2. Roasting and Leaching Stages
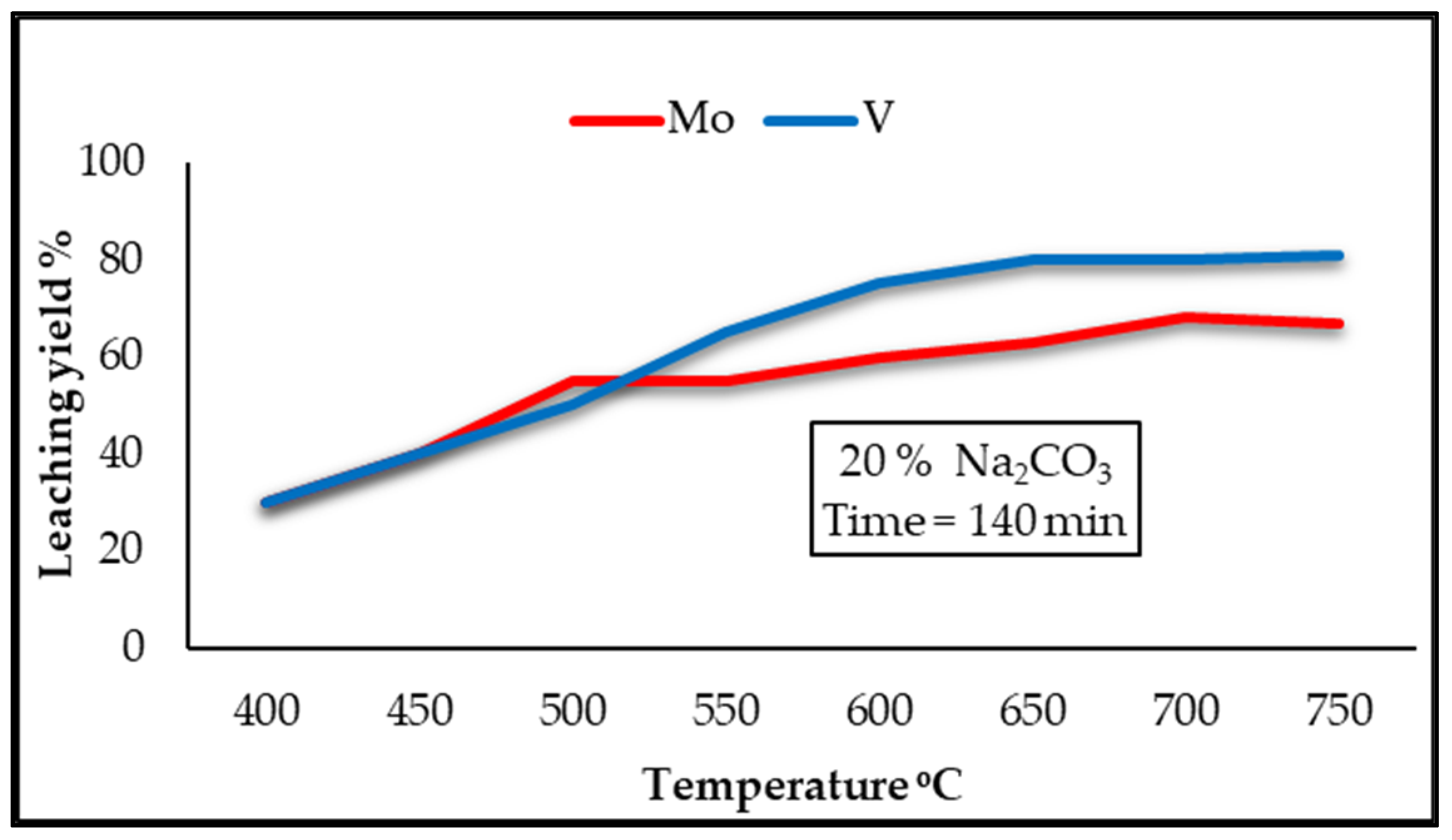
3.2.1. Effect of Roasting Temperature
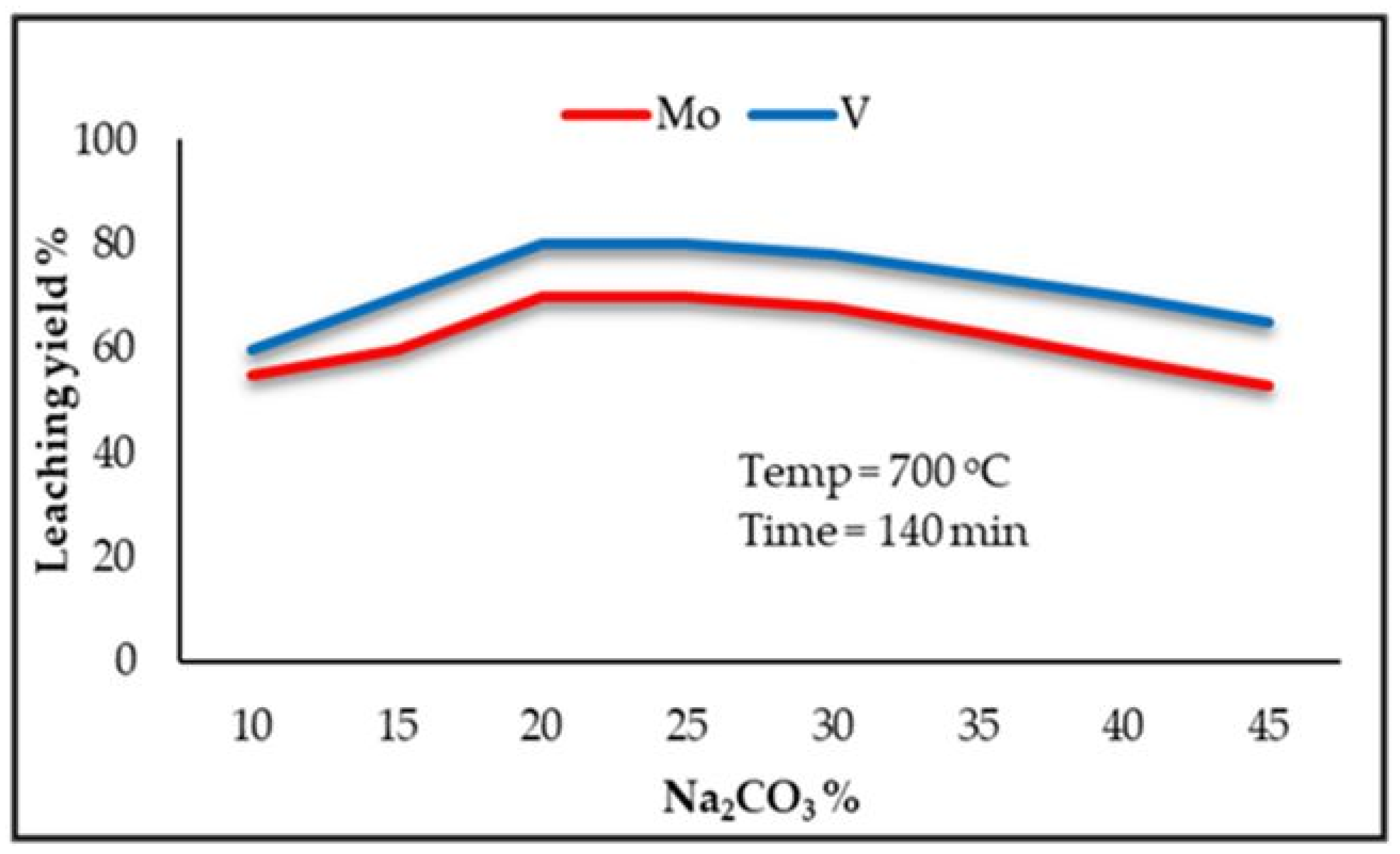
3.2.2. Effect of Soda Ash
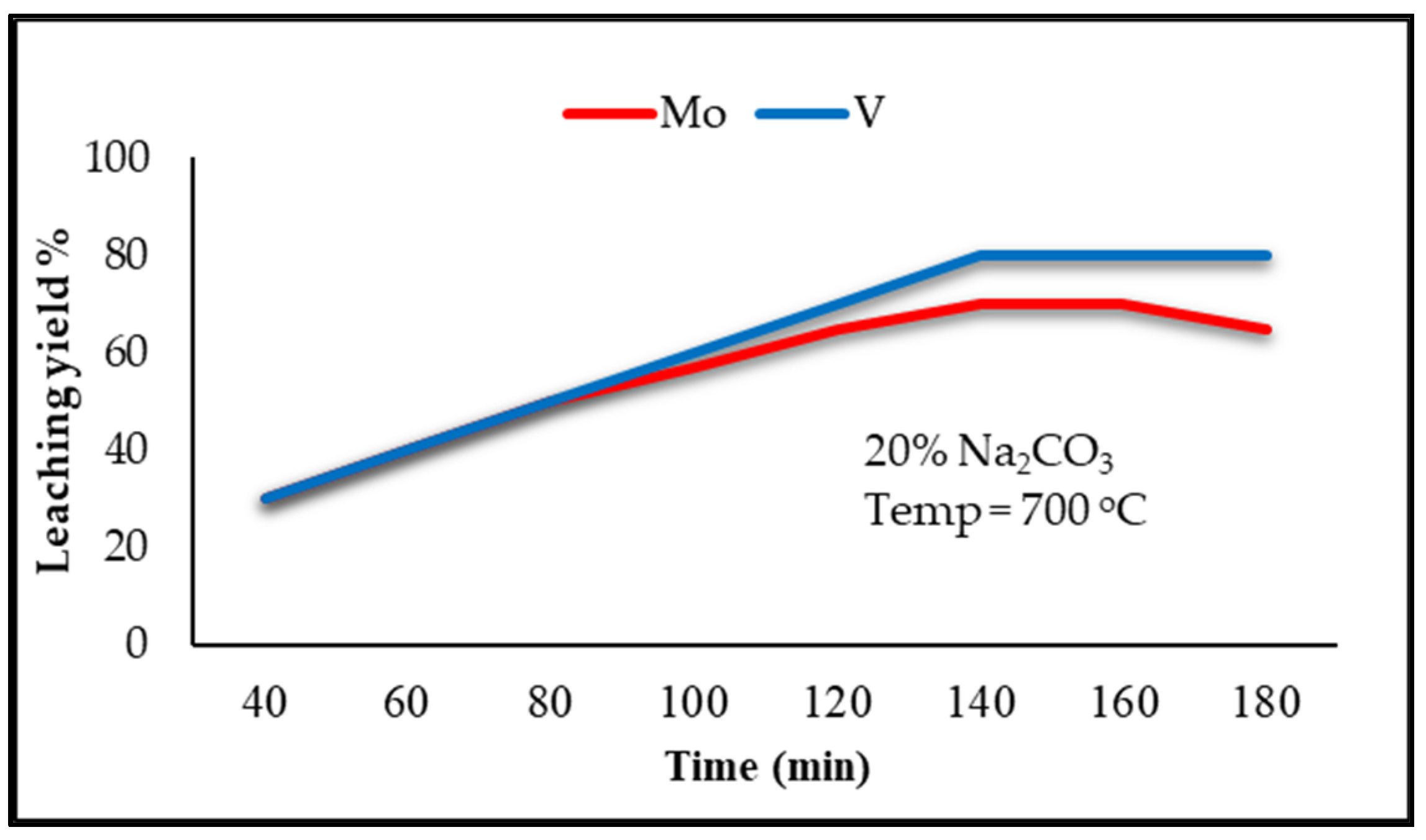
3.2.3. Effect of Roasting Time
3.3. Purification of Leach Liquor
3.4. Precipitation of Metals and Their Separation
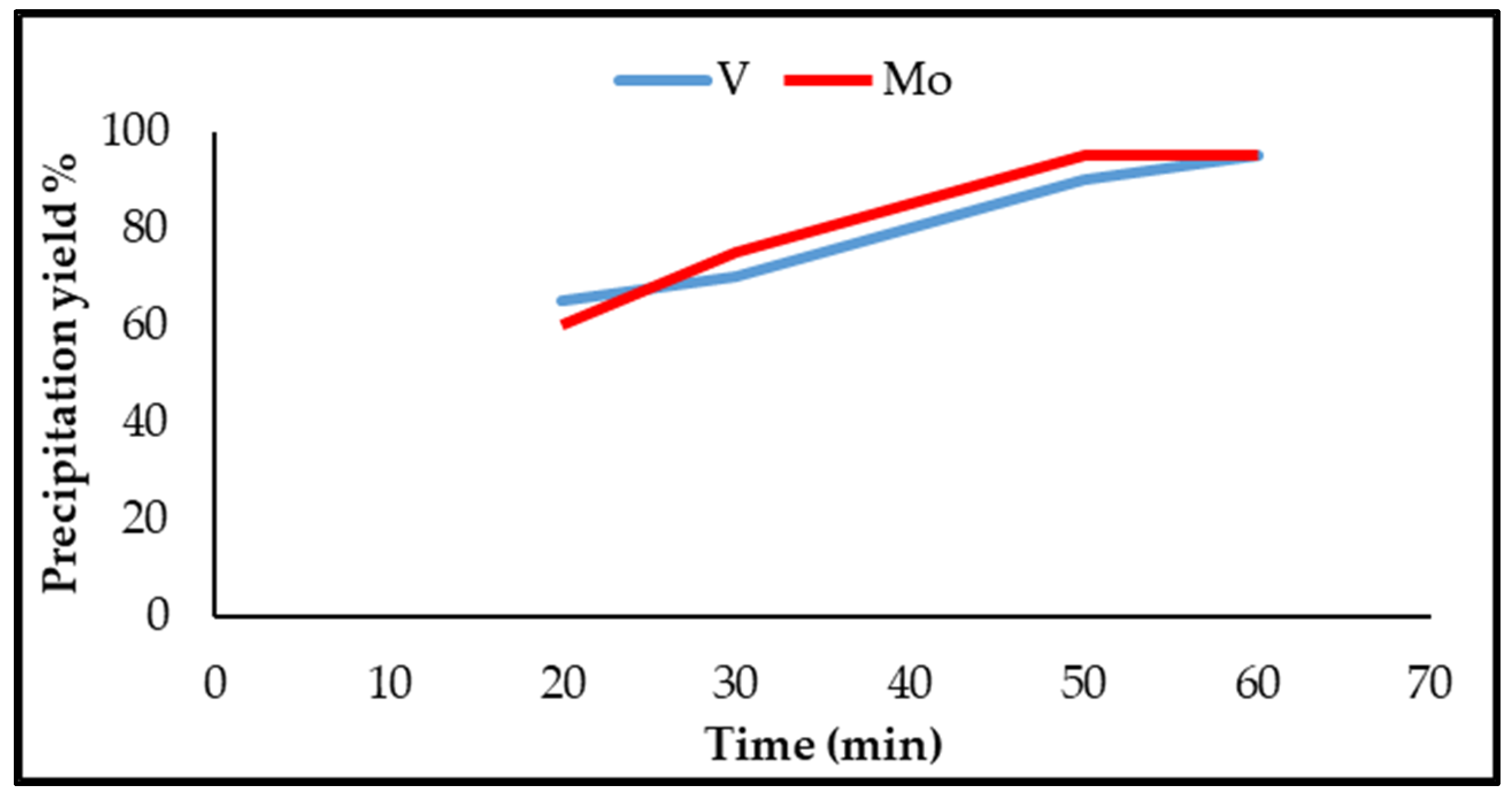
3.4.1. Effect of Time on Vanadium and Molybdenum Precipitation
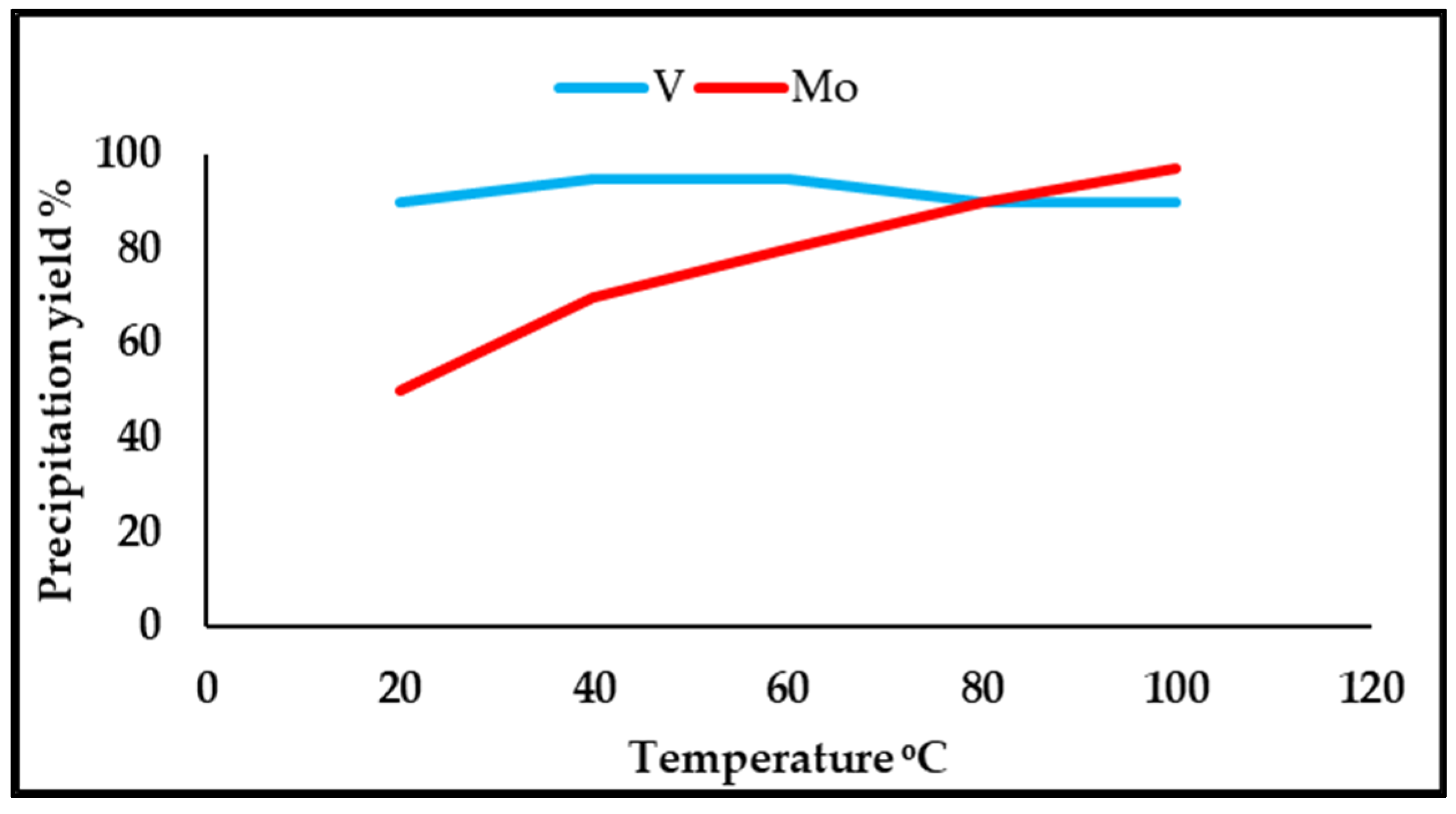
3.4.2. Effect of Temperature on Vanadium and Molybdenum Precipitation
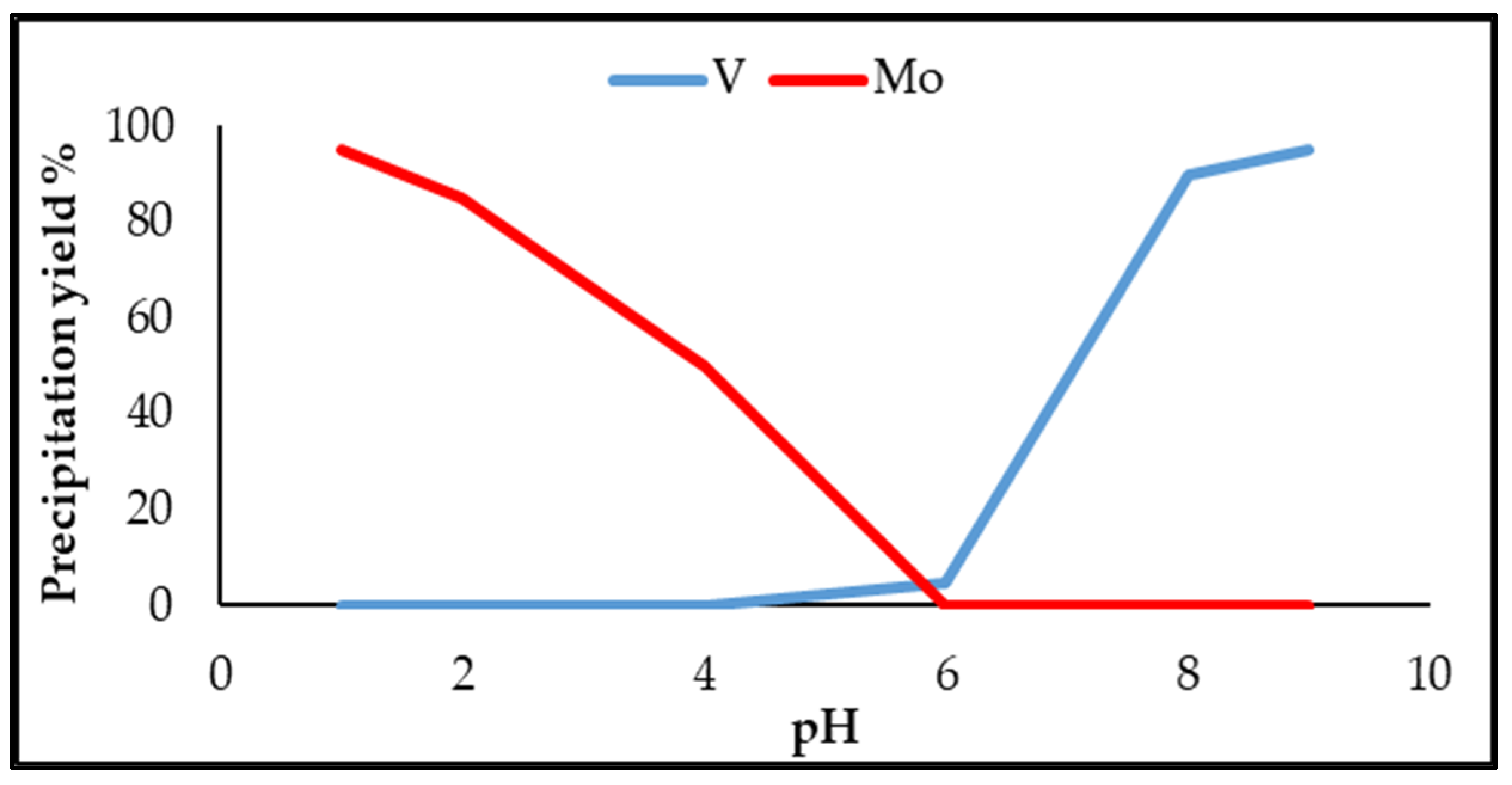
3.4.3. Effect of pH on Vanadium and Molybdenum Precipitation
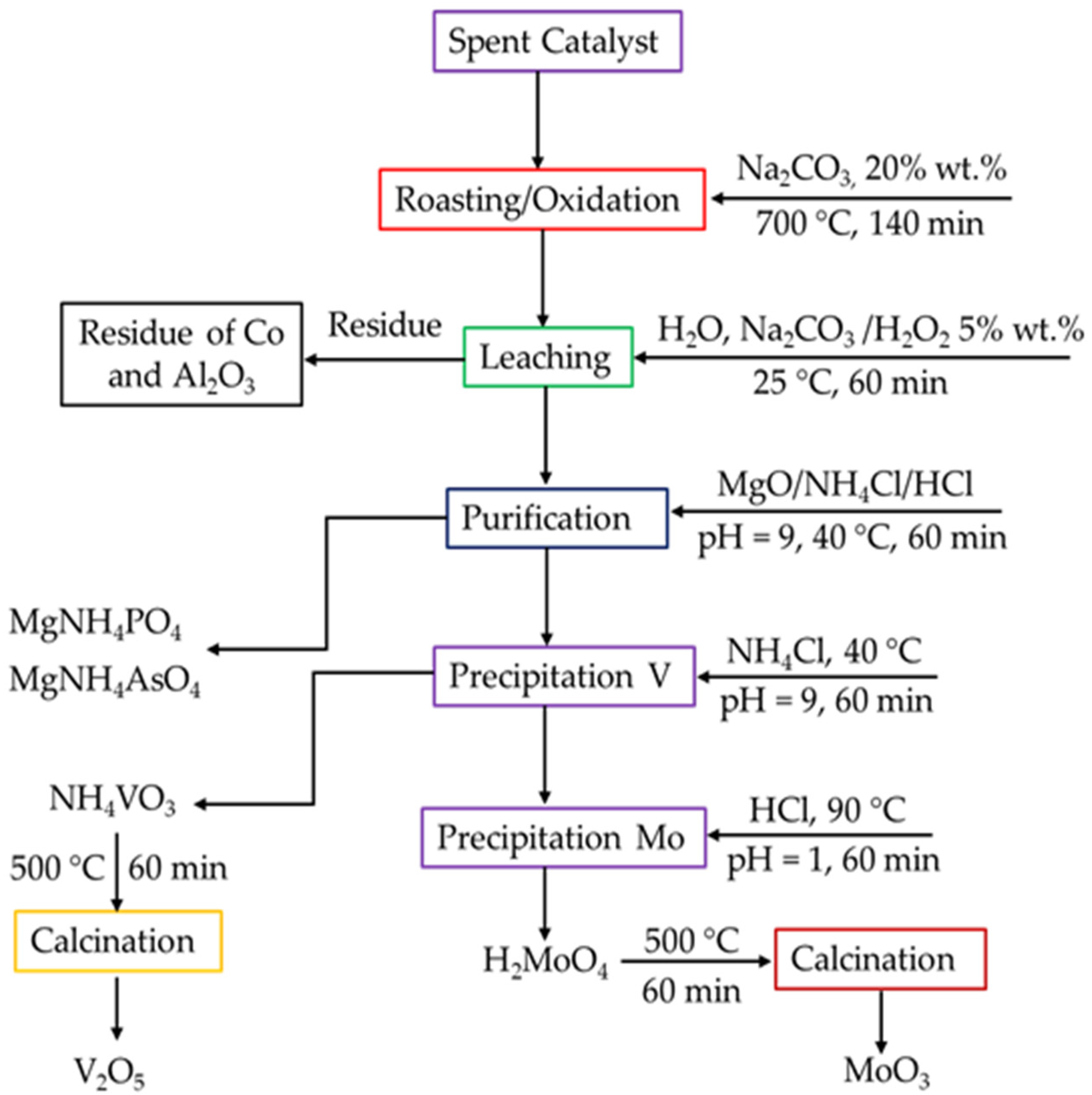
3.5. Production of MoO3 and V2O5
4. Discussion
4.1. Roasting and Leaching Process
4.2. Purification and Selective Precipitation of V and Mo
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- European Parliament, Directive 2003/17/EC. Available online: https://eur-lex.europa.eu/LexUriServ/LexUriServ.do?uri=OJ:L:2003:076:0010:0019:EN:PDF (accessed on 13 October 2022).
- Kim, H.I.; Park, K.H.; Mishra, D. Influence of sulfuric acid baking on leaching of spent Ni-Mo/Al2O3 hydro-processing catalyst. Hydrometallurgy 2009, 98, 192–195. [Google Scholar] [CrossRef]
- Wang, J.Z.; Du, H.; Olayiwola, A.; Liu, B.; Gao, F.; Jia, M.L.; Wang, M.H.; Gao, M.L.; Wang, X.D.; Wang, S.N. Recent advances in the recovery of transition metals from spent hydrodesulfurization catalysts. Tungsten 2021, 3, 305–328. [Google Scholar] [CrossRef]
- Marafi, M.; Stanislaus, A. Spent catalyst waste management: A review. Part I. Developments in hydro processing catalyst waste reduction and use. Resour. Conserv. Recy. 2008, 52, 859–873. [Google Scholar] [CrossRef]
- Marafi, M.; Stanislaus, A. Spent hydro processing catalyst management: A review. Part II. Advances in metal recovery and safe disposal methods. Resour. Conserv. Recy. 2008, 53, 1–26. [Google Scholar] [CrossRef]
- Akcil, A.; Vegliò, F.; Ferella, F.; Okudan, D.; Tunkun, A. A Review of metal recovery from spent petroleum catalyst sandash. Waste Manag. 2015, 45, 420–433. [Google Scholar] [CrossRef]
- Furimsky, E. Spent refinery catalysts: Environment, safety and utilization. Catal. Today 1996, 30, 223–286. [Google Scholar] [CrossRef]
- Ferella, F.; Ognyanova, A.; DeMichelis, I.; Taglieri, G.; Vegliò, F. Extraction of metals from spent hydro treating catalysts: Physico-mechanical pre-treatment sand leaching stage. J. Hazard. Mater. 2011, 192, 176–185. [Google Scholar]
- Wang, M.; Wang, X.; Liu, W. A novel technology of molybdenum extraction from low grade Ni-Moore. Hydrometallurgy 2009, 97, 126–130. [Google Scholar] [CrossRef]
- Feng, J.; Yan, S.; Zhang, R.; Gu, S.; Qu, X.; Bi, J. Recycling and reuse performance of cobalt catalyst for coal hydrogasification. Fuel 2023, 335, 126939. [Google Scholar] [CrossRef]
- Banda, R.; Nguyen, T.H.; Sohn, S.H.; Lee, M.S. Recovery of valuable metals and regeneration of acid from the leaching solution of spent HDS catalysts by solvent extraction. Hydrometallurgy 2013, 133, 161–167. [Google Scholar] [CrossRef]
- Pinto, I.S.S.; Soares, H.M.V.M. Recovery of molybdates from an alkaline leachate of spent hydro desulphurization catalyst proposal of an early-closed process. J. Clean. Prod. 2013, 52, 481–487. [Google Scholar] [CrossRef]
- Beolchini, F.; Fonti, V.; Ferella, F.; Veglio, F. Metal recovery by means of biotechnological strategies. J. Hazard. Mater. 2010, 178, 529–534. [Google Scholar] [CrossRef] [PubMed]
- Rocchetti, L.; Fonti, V.; Vegliò, F.; Beolchini, F. An environmentally friendly process for the recovery of valuable metals from spent refinery catalysts. Waste Manag. Res. 2013, 31, 568–576. [Google Scholar] [CrossRef] [PubMed]
- Pagnanelli, F.; Ferella, F.; DeMichelis, I.; Vegliò, F. Adsorption on to activated carbon for molybdenum recovery from leach liquors of exhausted hydro treating catalysts. Hydrometallurgy 2011, 110, 67–72. [Google Scholar] [CrossRef]
- Shalchian, H.; Ferella, F.; Birloaga, I.; DeMichelis, I.; Vegliò, F. Recovery of molybdenum from leach solution using polyelectrolyte extraction. Hydrometallurgy 2019, 190, 105167. [Google Scholar] [CrossRef]
- Park, K.; Kim, H.I.; Parhi, P.; Mishra, D.; Nam, C.; Park, J.; Kim, D. Extraction of metals from Mo–Ni/Al2O3 spent catalyst using H2SO4 baking-leaching-solvent extraction technique. J. Ind. Eng. Chem. 2012, 18, 2036–2045. [Google Scholar] [CrossRef]
- Wu, H.; Duan, S.; Liu, D.; Guo, X.; Yi, A.; Li, H. Recovery of nickel and molybdate from ammoniacal leach liquor of spent hydro desulfurization catalyst using LIX84 extraction. Sep. Purif. Technol. 2021, 269, 118750. [Google Scholar] [CrossRef]
- Kim, H.I.; Moon, G.; Choi, I.; Lee, J.Y.; Jyothi, R.K. Hydro metallurgical process development for the extraction, separation and recovery of vanadium from spent desulfurization catalyst bio-leach liquors. J. Clean. Prod. 2018, 187, 449–458. [Google Scholar] [CrossRef]
- Pradhan, D.; Kim, D.J.; Ahn, J.G.; Chaudhury, J.R.; Lee, S.W. Kinetics and statistical behavior of metals dissolution from spent petroleum catalyst using acido philiciron oxidizing bacteria. J. Ind. Eng. Chem. 2010, 16, 866–871. [Google Scholar] [CrossRef]
- Krinan, S.; Zulkapli, N.S.; Kamyab, H.; Taib, S.M.; Din, M.F.B.M.; AbdMajid, Z.S.; Chaiprapat, S.; Kenzo, I.; Ichikawa, Y.; Nasrullah, M. Current technologies for recovery of metals from industrial wastes: An overview. Environ. Technol. Innov. 2021, 22, 101525. [Google Scholar] [CrossRef]
- Le, M.N.; Lee, M.S. A Review on Hydrometallurgical Processes for the Recovery of Valuable Metals from Spent Catalysts and Life Cycle Analysis Perspective. Min. Proc. Ext. Met. Rev. 2021, 42, 335–354. [Google Scholar] [CrossRef]
- Ruiz, V.; Meux, E.; Diliberto, S.; Schneider, M. Hydrometallurgical Treatment for Valuable Metals Recovery from Spent CoMo/Al2O3 Catalyst. Improvement of Soda Leaching of an Industrially Roasted Catalyst. Ind. Eng. Chem. Res. 2011, 50, 5295–5306. [Google Scholar] [CrossRef]
- Huang, S.; Liu, J.; Zhang, C.; Hu, B.; Wang, X.; Wang, M.; Wang, X. Extraction of Molybdenum from Spent HDS Catalyst by Two-Stage Roasting Followed by Water Leaching. JOM 2019, 71, 4681–4686. [Google Scholar] [CrossRef]
- Ullmann’s Encyclopedia of Industrial Chemistry, 5th ed.; WILEY-VCH: Weinheim, Germany, 1996.
- Zeng, L.; Cheng, C.Y. A literature review of the recovery of molybdenum and vanadium from spent hydro desulphurization catalysts. Part I: Metallurgical processes. Hydrometallurgy 2009, 98, 1–9. [Google Scholar] [CrossRef]
- Zeng, L.; Cheng, C.Y. A literature review of the recovery of molybdenum and vanadium from spent hydro desulphurization catalysts. Part II: Separation and purification. Hydrometallurgy 2009, 98, 10–20. [Google Scholar] [CrossRef]
- Barik, S.; Park, K.H.; Parhi, P.; Park, J.; Nam, C. Extraction of metal values from waste spent petroleum catalyst using acidic solutions. Sep. Purif. Technol. 2012, 101, 85–90. [Google Scholar] [CrossRef]
- Barik, S.; Park, K.H.; Parhi, P.; Park, J. Direct leaching of molybdenum and cobalt from spent hydro desulphurization catalyst with sulphuric acid. Hydrometallurgy 2012, 111, 46–51. [Google Scholar] [CrossRef]
- Enbo, W.; Jingyang, N.; Lin, X. Study on thermal property of hetero polyacids with kegging structure. Acta Chimica Sinica 1995, 53, 757–764. [Google Scholar]
- Stratful, M.D.; Scrimshaw, L.; Lester, J.N. Conditions in fluencing the precipitation of magnesium ammonium phosphate. Water Res. 2001, 35, 4191–4199. [Google Scholar] [CrossRef]
- Battistoni, P.; Fava, G.; Pavan, P.; Musacco, A.; Cecchi, F. Phosphate removal in an aerobic liquors by struvite crystallization without addition of chemicals: Preliminary results. Water Res. 1997, 31, 2925–2929. [Google Scholar] [CrossRef]
- Liu, G.Z.; Sui, Z.T. The study of extracting vanadium and molybdenum from HDS spent catalyst. Compr. Util. Miner. 2002, 4, 39–41. [Google Scholar]
- Park, K.H.; Mohapatra, D.; Reddy, B.R. Selective recovery of molybdenum from spent HDS catalyst using oxidative soda ashleach/carbon adsorption method. J. Hazard. Mater. 2006, 1, 311–316. [Google Scholar] [CrossRef] [PubMed]
- Park, K.H.; Reddy, B.R.; Mohapatra, D.; Nam, C.W. Hydro metallurgical processing and recovery of molybdenum trioxide from spent catalyst. Int. J. Miner. Process. 2006, 80, 261–265. [Google Scholar] [CrossRef]
- Shao, Y.; Feng, Q.; Chen, Y.; Ou, L.; Zhang, G.; Lu, Y. Studies on recovery of vanadium from desilication residue obtained from processing of a spent catalyst. Hydrometallurgy 2009, 96, 166–170. [Google Scholar] [CrossRef]
- Xhaferaj, N. Development of Technologies of Hydrometallurgy in Organic for the Separation of Metal Sand/or their Salt Exploit Able on the Market, EurekaProject. Ph.D. Thesis, University of Camerino, Camerino (MC), Italy, 2016. [Google Scholar]
- Ruiz, V.; Meux, E.; Schneider, M.; Georgeaud, V. Hydro metallurgical Treatment for Valuable Metals Recovery from SpentCoMo/Al2O3 Catalyst. 2. Oxidative Leaching of an Unroasted Catalyst Using H2O2. Ind. Eng. Chem. Res. 2011, 50, 5307–5315. [Google Scholar] [CrossRef]
- Angelidis, T.N.; Tourasanidis, E.; Marinou, E.; Stalidis, G.A. Selective dissolution of critical metals from diesel and naptha spent hydro desulphurization catalysts. Resour. Conserv. Recycl. 1995, 13, 269–282. [Google Scholar] [CrossRef]
- Sun, D.D.; JooHwa, T.; HeeKiat, C.; Leung, D.L.K.; Qian, G. Recovery of heavy metals and stabilization of spent hydro treating catalyst using a glass-ceramic matrix. J. Hazard. Mater. 2001, 87, 213–223. [Google Scholar] [CrossRef]
- Mohapatra, D.; Park, K.H. Selective recovery of Mo, Co and Al from spent Co/Mo/gamma-Al2O3 catalyst: Effect of calcination temperature. J. Environ. Sci. Health. Part A Toxic Hazard. Subst. Environ. Eng. 2007, 42, 507–515. [Google Scholar] [CrossRef]
- Kar, B.B.; Datta, P.; Misra, V.N. Spent catalyst: Secondary source for molybdenum recovery. Hydrometallurgy 2004, 72, 87–92. [Google Scholar] [CrossRef]
- Wang, J.; Wang, S.; Olayiwola, A.; Yang, N.; Liu, B.; Weigand, J.J.; Wnzel, M.; Du, H. Recovering valuable metals from spent hydro desulfurization catalyst via blank roasting and alkaline leaching. J. Hazard. Mater. 2021, 416, 125849. [Google Scholar] [CrossRef]
- Huang, S.; Zhao, Z.; Chen, X.; Li, F. Alkali extraction of valuable metals from spent Mo–Ni/Al2O3 catalyst. Int. J. Refract. Met. Hard Mater. 2014, 46, 109–116. [Google Scholar] [CrossRef]
- Yang, Y.; Xu, S.; Li, Z.; Wang, J.; Zhao, Z.; Xu, Z. OilremovalofspenthydrotreatingcatalystCoMo/Al2O3 via a facile method with enhanced metal recovery. J. Hazard. Mater. 2016, 318, 723–731. [Google Scholar] [CrossRef] [PubMed]
- Chen, Y.; Feng, Q.; Shao, Y.; Zhang, G.; Ou, L.; Lu, Y. Research on the recycling of valuable metals in spent Al2O3-based catalyst. Miner. Eng. 2006, 19, 94–97. [Google Scholar] [CrossRef]
- Chen, Y.; Feng, Q.; Shao, Y.; Zhang, G.; Ou, L.; Lu, Y. Investigations on the extraction of molybdenum and vanadium from ammonia leaching residue of spent catalyst. Int. J. Miner. Process. 2006, 79, 48. [Google Scholar] [CrossRef]
- Imam, D.M.; El-Nadi, Y.A. Recovery of molybdenum from alkaline leach solution of spent hydro treating catalyst by solvent extraction using methyl tricapryl ammonium hydroxide. Hydrometallurgy 2018, 180, 172–179. [Google Scholar] [CrossRef]
- Cai, Y.; Ma, L.; Xi, X.; Nie, Z.; Yang, Z. Comprehensive recovery of metals in spent Ni–Mo/γ–Al2O3 hydro fining catalyst. Hydrometallurgy 2022, 208, 105800. [Google Scholar] [CrossRef]
- Sahu, K.K.; Agrawal, A.; Mishra, D. Hazardous waste to materials: Recovery of molybdenum and vanadium from acidic leach liquor of spent hydro processing catalyst using alamine 308. J. Environ. Manag. 2013, 125, 68–73. [Google Scholar] [CrossRef] [PubMed]
- Parhi, P.K.; Misra, P.K. Environmental friendly approach for selective extraction and recovery of molybdenum (Mo) from a sulphate mediated spent Ni–Mo/Al2O3 catalyst baked leach liquor. J. Environ. Manag. 2022, 306, 114474. [Google Scholar] [CrossRef] [PubMed]
- Zhang, D.; Liu, Y.; Hu, Q.; Ke, X.; Yuan, S.; Liu, S.; Ji, X.; Hu, J. Sustainable recovery of nickel, molybdenum, and vanadium from spent hydro processing catalysts by an integrated selective route. J. Clean. Prod. 2020, 252, 119763. [Google Scholar] [CrossRef]
- Li, H.; Feng, Y.; Wang, H.; Li, H.; Wu, H. Separation of V(V) and Mo(VI) in roasting-water leaching solution of spent hydro desulfurization catalyst by co-extraction using P507—N235 extractant. Sep. Purif. Technol. 2020, 248, 117135. [Google Scholar] [CrossRef]
- Gao, B.; Jiang, H.; Zeng, M.; Peng, M.; Hu, L.; Zhang, W.; Mao, L. High-efficiency recycling method for Mo and Ni from spent catalyst via soda roasting and solvent extraction. J. Clean. Prod. 2022, 367, 132976. [Google Scholar] [CrossRef]
- Feng, C.; Zhang, C.; Yuan, S.; Liu, M.; Chen, R.; Hu, H.; Hu, J. Sustainable recovery of surface-deposited oils and valuable metals from uncrushed spent hydro processing catalysts. J. Clean. Prod. 2022, 338, 130564. [Google Scholar] [CrossRef]
- Huang, Y.; Shi, K.; Su, S.; Liu, B.; Sun, H.; Han, G. Selectively stepwise separation and recovery of molybdenum and vanadium from simulated leaching solution of spent hydrodesulfurization catalysts. J. Environ. Chem. Eng. 2022, 10, 108462. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Mo | V | Co | Ni | Al | P * | As * |
|---|---|---|---|---|---|---|---|
| Co-Mo | 8.7 ± 0.9 | 0.25 ± 0.04 | 2.6 ± 0.4 | 0.10 ± 0.02 | 19.2 ± 3.3 | 1.5 ± 0.3 | 0.5 ± 0.1 |
| Constituents | C | H | S |
|---|---|---|---|
| Co-Mo | 11.24 ± 1.4 | 2.18 ± 0.6 | 9.24 ± 1.1 |
| Sample | Mo | V | Co | Ni | Al | P | As |
|---|---|---|---|---|---|---|---|
| Co-Mo | 80 ± 2.5 | 70 ± 3.7 | - | - | - | <0.1 | <0.05 |
| Stage (Yield, %) | V | Mo | Al | Si | P | As | Co | Ni |
|---|---|---|---|---|---|---|---|---|
| Leaching | 80.0 | 70.2 | ND | ND | ˂0.1 | ˂0.05 | ND | ND |
| After purification | 79.5 | 69.7 | - | - | ND | ND | - | - |
| Precipitation of V | 95.2 | - | - | - | - | - | - | - |
| Precipitation of Mo | - | 97.3 | - | - | - | - | - | - |
| Calcination of V (V2O5) | 89.5 | - | - | - | - | - | - | - |
| Calcination of Mo (MoO3) | - | 90.1 | - | - | - | - | - | - |
| Recovery of V and Mo in the whole process % | 67.9 | 60.8 | - | - | - | - | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xhaferaj, N.; Ferella, F. Extraction and Recovery of Metals from Spent HDS Catalysts: Lab- and Pilot-Scale Results of the Overall Process. Metals 2022, 12, 2162. https://doi.org/10.3390/met12122162
Xhaferaj N, Ferella F. Extraction and Recovery of Metals from Spent HDS Catalysts: Lab- and Pilot-Scale Results of the Overall Process. Metals. 2022; 12(12):2162. https://doi.org/10.3390/met12122162
Chicago/Turabian StyleXhaferaj, Nertil, and Francesco Ferella. 2022. "Extraction and Recovery of Metals from Spent HDS Catalysts: Lab- and Pilot-Scale Results of the Overall Process" Metals 12, no. 12: 2162. https://doi.org/10.3390/met12122162