
Design of In Situ Metal Matrix Composites Produced by Powder Metallurgy—A Critical Review
 , , and
, , and
Abstract
:1. Introduction
2. Concept
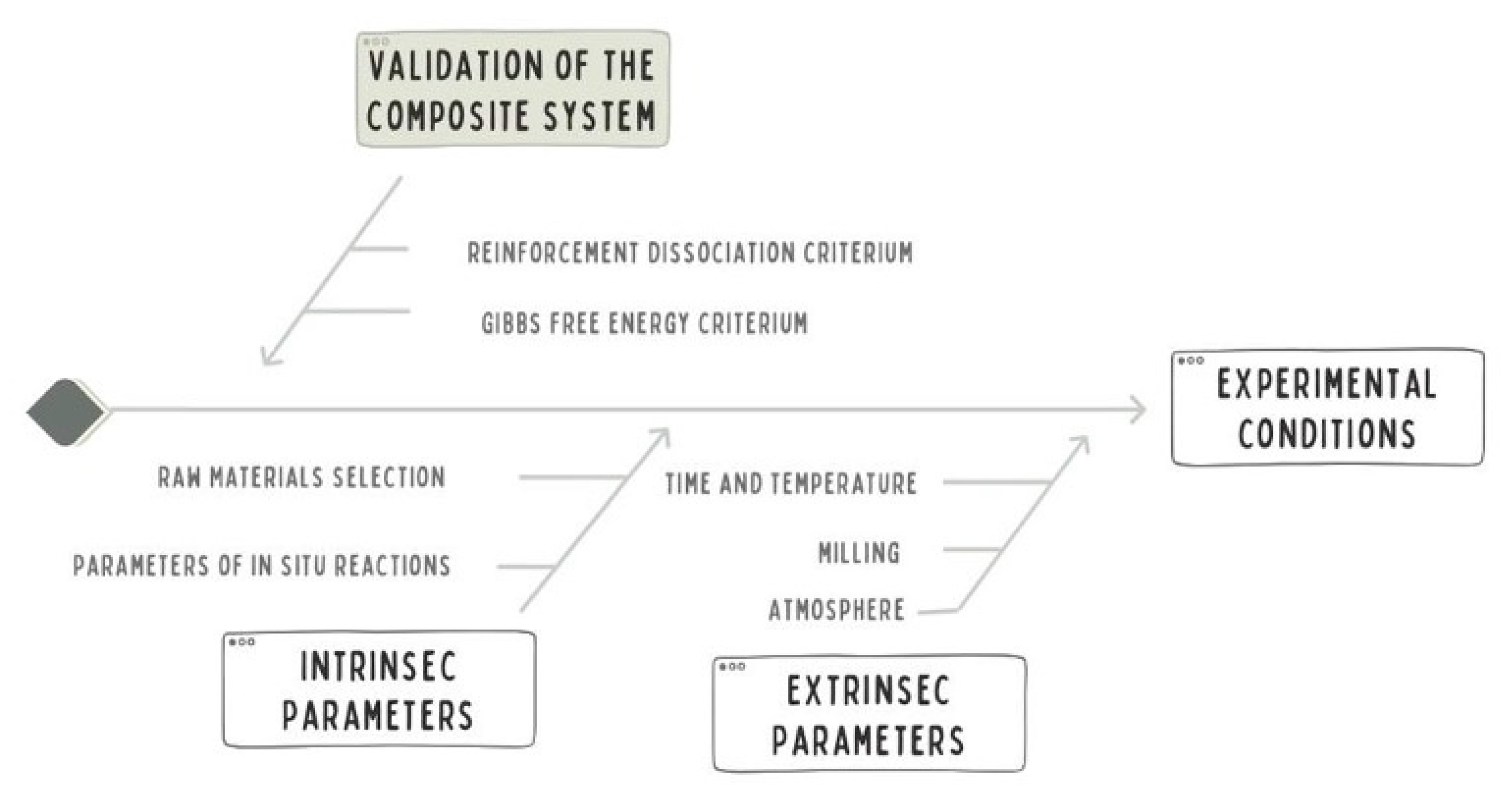
2.1. Validation of the Composite System
- Gibbs free energy criterion: the combination of desired phases should at least have a lower Gibbs free energy than the initial raw materials or, ideally, be stable upon equilibrium;
- Reinforcement dissociation criterion: the elements that are conceived as reinforcements should have sufficiently low solubility in the matrix.
2.1.1. Gibbs Free Energy Criterion
2.1.2. Reinforcement Dissociation Criterion
3. Intrinsic Parameters
3.1. Raw Material Selection
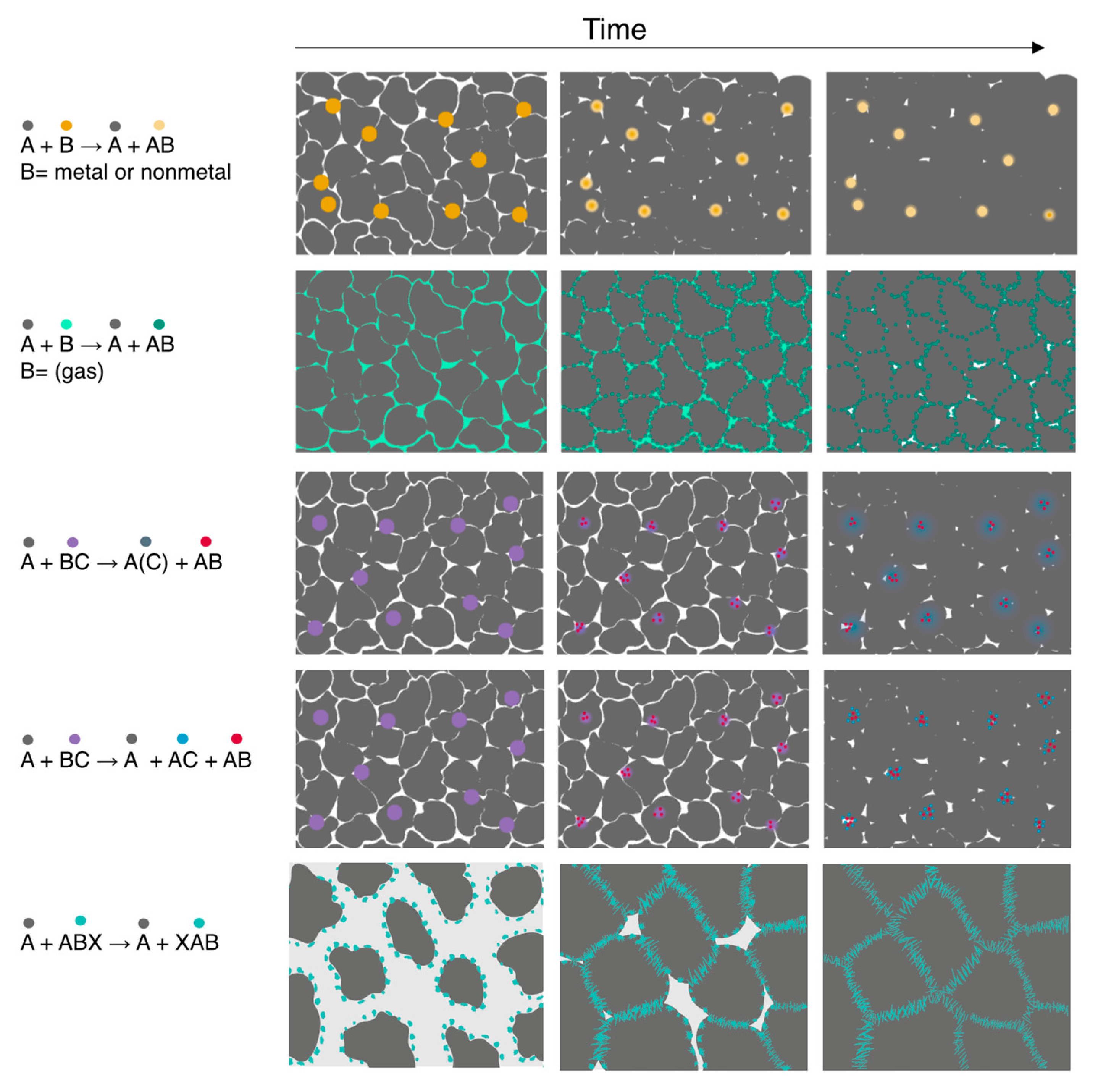
3.1.1. Composite A + AB
3.1.2. A + BC
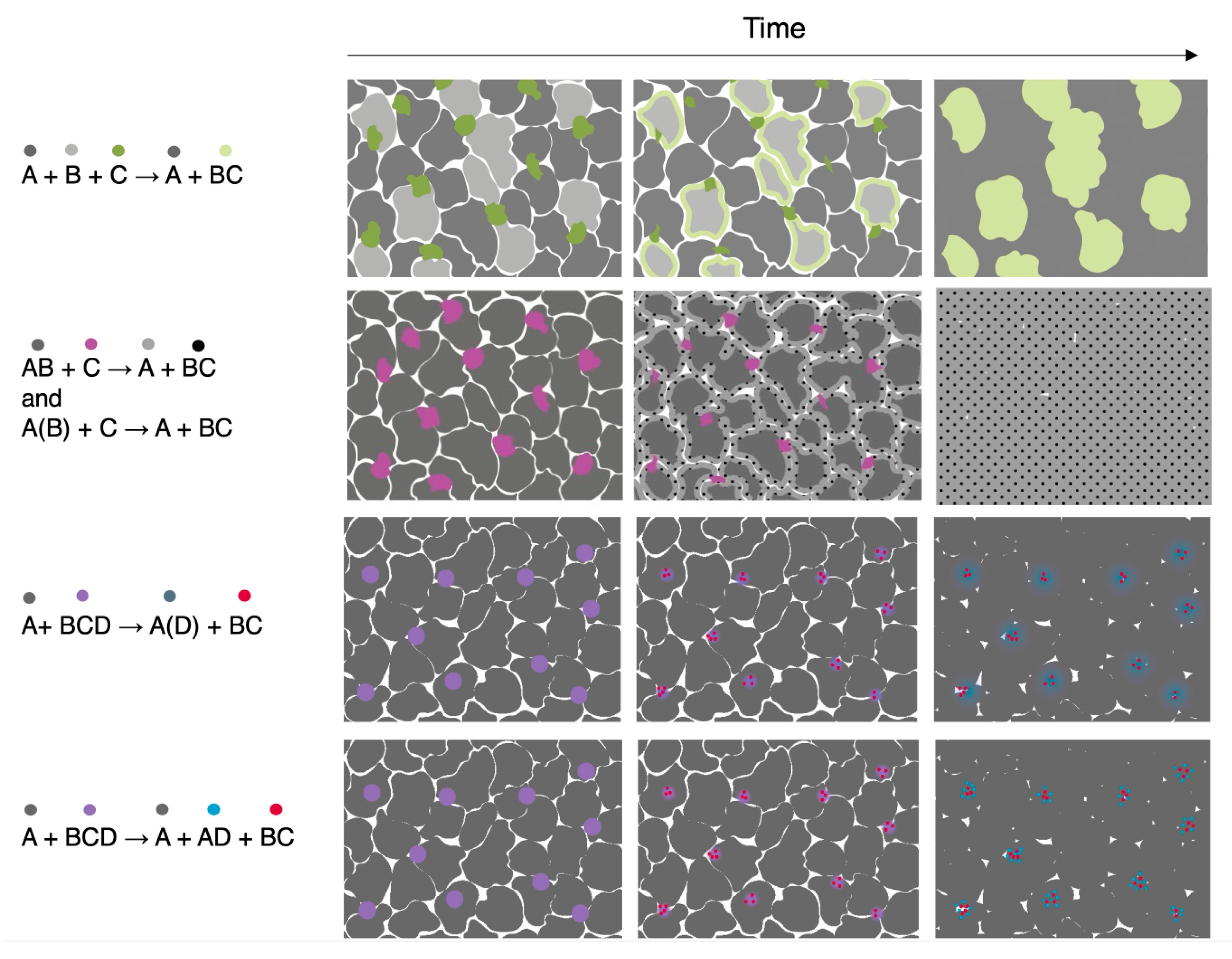
3.1.3. Multi-System Composites
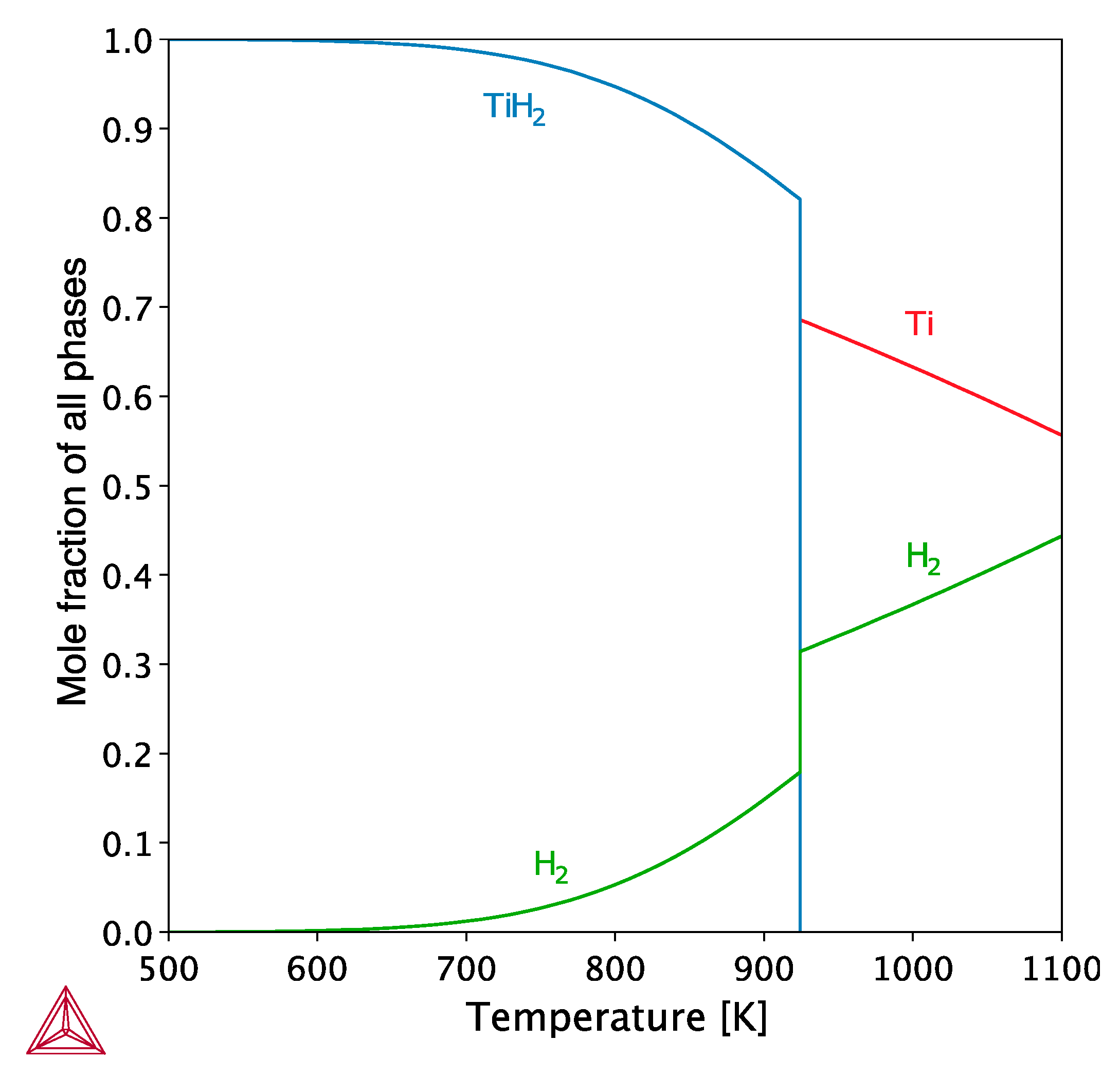
3.1.4. Decomposition Prior to In Situ Reactions
3.2. Parameters Regarding In Situ Reactions
3.2.1. Driving Force of Raw Materials’ Reaction
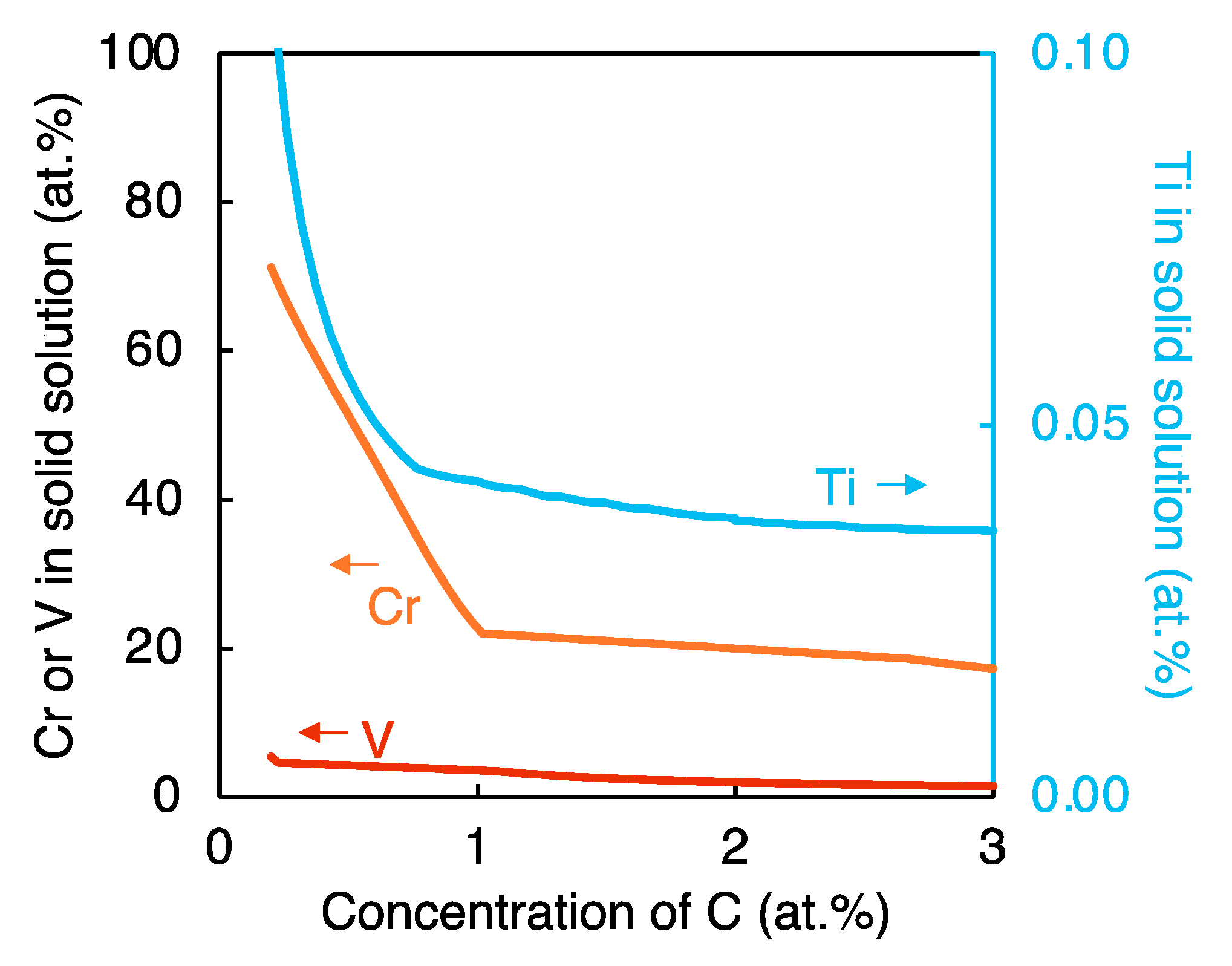
3.2.2. Solubility between Elements in the Composite
3.2.3. Diffusion during In Situ Reactions
3.2.4. In Situ Composites through Atomization
4. Extrinsic Parameters of In Situ Composites
4.1. Milling
4.2. Time and Temperature
4.2.1. Nucleation and Coarsening
4.2.2. Densification

4.3. Atmosphere
5. Concluding Remarks
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A. Database Search Queries

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Matrix. | Specific Keywords | General Keywords | Format for Scopus Advanced Search |
|---|---|---|---|
| Aluminum | “Aluminum”; “Aluminium”; “Al” | “Matrix” “Dispers*”; “Strength*”; “Composite”; “Nanocomposite”; “Sinter*”; “Powder metallurgy”; “PM”; “MIM”; “Injection mold*”; “SPS”; “SPH”; “HIP”; “In situ”; “In-situ”; “Insitu”; “Reactive sintering”; “Diffusion alloying” | TITLE-ABS-KEY ((aluminum OR aluminium OR al) W/3 (matrix OR (dispers* AND strength*) OR composite OR nanocomposite OR cermet) AND (sinter* OR “powder metallurgy” OR pm OR mim OR “injection mold*” OR sps OR sph OR hip) AND (“in situ” OR “in-situ” OR insitu OR “reactive sintering” OR “diffusion alloying”)) AND (EXCLUDE (DOCTYPE, “cp”) OR EXCLUDE (DOCTYPE, “cr”)) |
| Titanium | “Titanium”; “Ti” | TITLE-ABS-KEY ((titanium OR ti) W/3 (matrix OR (dispers* AND strength*) OR composite OR nanocomposite OR cermet) AND (sinter* OR “powder metallurgy” OR pm OR mim OR “injection mold*” OR sps OR sph OR hip) AND (“in situ” OR “in-situ” OR insitu OR “reactive sintering” OR “diffusion alloying”)) AND (EXCLUDE (DOCTYPE, “cp”) OR EXCLUDE (DOCTYPE, “cr”)) | |
| Nickel | “Nickel”; “Ni” | TITLE-ABS-KEY ((nickel OR ni) W/3 (matrix OR (dispers* AND strength*) OR composite OR nanocomposite OR cermet) AND (sinter* OR “powder metallurgy” OR pm OR mim OR “injection mold*” OR sps OR sph OR hip) AND (“in situ” OR “in-situ” OR insitu OR “reactive sintering” OR “diffusion alloying”)) AND (EXCLUDE (DOCTYPE, “cp”) OR EXCLUDE (DOCTYPE, “cr”)) | |
| Copper | “Cu”; “Copper”; “Brass”; “Bronze” | TITLE-ABS-KEY ((cu OR copper OR brass OR bronze) W/3 (matrix OR (dispers* AND strength*) OR composite OR nanocomposite OR cermet) AND (sinter* OR “powder metallurgy” OR pm OR mim OR “injection moud” OR sps OR sph OR hip) AND (“in situ” OR “in-situ” OR insitu OR “reactive sintering” OR “diffusion alloying”)) AND (EXCLUDE (DOCTYPE, “cp”) OR EXCLUDE (DOCTYPE, “cr”)) | |
| Iron | “Iron”; “Fe”; “Ferr*” | TITLE-ABS-KEY ((iron OR Fe or steel or ferr*) W/3 (matrix OR (dispers* AND strength*) OR composite OR nanocomposite OR cermet) AND (sinter* OR “powder metallurgy” OR pm OR mim OR “injection mold*” OR sps OR sph OR hip) AND (“in situ” OR “in-situ” OR insitu OR “reactive sintering” OR “diffusion alloying”)) AND (EXCLUDE (DOCTYPE, “cp”) OR EXCLUDE (DOCTYPE, “cr”)) |
Appendix B. Summary of Reviewed Literature
| Matrix | Reinforcement | Processing Method | Raw Materials | References |
|---|---|---|---|---|
| Al | Al0.5FeSi0.5 | Pressureless Sintering (PS) | Al; Fe; Si | [92] |
| Al | Al12W | Pressureless Sintering (PS); Hot Extrusion (HE) | Al; W | [93] |
| AA2024 | Al13Co4; Al3Y | Hot Pressing (HP); Hot Extrusion (HE) | AA2024; Al84Ni8.4Y4.8La1.8Co1 | [94] |
| Al | Al13Fe4 | Spark Plasma Sintering (SPS) | Al; Fe | [62] |
| Al | Al2O3 | Pressureless Sintering (PS) | Al | [95] |
| Al(Zn) | Al2O3 | Hot Pressing (HP) | Al; ZnO | [96] |
| Al | Al2O3 | Hot Forging (HF) | Al; O2 | [97] |
| Al | Al2O3 | Hot Pressing (HP) | Al; Fe2O3; Al2O3 | [98] |
| Al(Si,Mg,Cu) | Al2O3 | Pressureless Sintering (PS) | Al; Mg; Cu; Si; SiO2 | [60] |
| Al | Al2O3 | Hot Pressing (HP); Hot Extrusion (HE); Quasi-Isostatic Forging (QIF) | Al; O2 | [41] |
| Al | Al2O3 | Hot Pressing (HP); Hot Extrusion (HE) | Al; O2 | [99] |
| Al | Al2O3 | Hot Pressing (HP); Hot Extrusion (HE) | Al; O2 | [100] |
| Al | Al2O3 | Hot Isostatic pressing (HIP) | Al; O2 | [101] |
| Al(Zn) | Al2O3 | Pressureless Sintering (PS) | Al; ZnO | [102] |
| Al(Zn) | Al2O3 | Pressureless Sintering (PS) | Al; ZnO | [103] |
| Al | Al2O3-(Al3Ti; Al3Zr; TiB2) | Pressureless Sintering (PS) | Al; TiO2; ZrO2; B2O3 | [104] |
| Al | Al2O3; Al11Ce3 | Pressureless Sintering (PS); Friction Stir Processing (FSP) | Al; CeO2 | [105] |
| Al | Al2O3; Al2Cu | Pressureless Sintering (PS) | Al; CuO | [106] |
| Al | Al2O3; Al3Ti | Hot Pressing (HP) | Al; TiO2 | [107] |
| Al | Al2O3; Al3Ti | Hot Pressing (HP) | Al; TiO2 | [108] |
| Al | Al2O3; Al3Ti | Pressureless Sintering (PS) | Al; TiO2 | [109] |
| Al-V | Al2O3; Al3V; Al10V | Pressureless Sintering (PS) | Al; V2O5 | [110] |
| Al | Al2O3; Al3Zr | Pressureless Sintering (PS) | Al; ZrO2 | [111] |
| Al | Al2O3; AlNi; Al3Ni; Al3Ni2 | Hot Pressing (HP) | Al; NiO | [23] |
| Al | Al2O3; Carbon Nanotube (CNT) | Spark Plasma Sintering (SPS); Hot Extrusion (HE) | Al; Multiwalled Carbon Nanotubes (MWCNTs); O2 | [112] |
| Al | Al2O3; CuAl2 | Pressureless Sintering (PS); Hot Pressing (HP) | Al; CuO | [113] |
| Al | Al2O3; CuAl2 | Pressureless Sintering (PS) | Al; CuO | [114] |
| Al | Al2O3; CuAl2 | Pressureless Sintering (PS) | Al; CuO | [115] |
| Al | Al2O3; FeAl2; FeAl3 | Spark Plasma Sintering (SPS) | Al; Fe2O3 | [116] |
| Al | Al2O3; Si | Pressureless Sintering (PS) | Al; SiO2 | [117] |
| Al | Al2O3; Si | Pressureless Sintering (PS) | Al; SiO2 | [118] |
| Al | Al2O3; Si | Hot Isostatic Pressing (HIP); High Pressure Torsion (HPT) | Al; SiO2 | [119] |
| Al | Al2O3; Si | Pressureless Sintering (PS) | Al; SiO2 | [120] |
| Al | Al2O3; SiC; Al4C3; Si | Pressureless Sintering (PS); Hot Pressing (HP) | Al; SiO2; C | [121] |
| Al | Al2O3; TiB2 | Pressureless Sintering (PS) | Al; TiO2; B2O3 | [122] |
| Al | Al2O3; TiB2; Al3Ti | Pressureless Sintering (PS); Hot Pressing (HP); Hot Extrusion (HE) | Al; TiO2; B | [123] |
| Al | Al2O3; TiB2; TiC | Pressureless Sintering (PS); Hot Extrusion (HE) | Al; TiO2; B4C | [124] |
| Al | Al2O3; TiC | Hot Isostatic Pressing (HIP) | Al; TiO2; C | [125] |
| Al | Al2O3; TiC; Al3Ti; AlN | Pressureless Sintering (PS) | Al; C; TiO2; N2 | [126] |
| Al | Al2O3; WAl12 | Hot Pressing (HP); Hot Extrusion (HE) | Al; WO3 | [127] |
| Al | Al2O3; ZrB2 | Pressureless Sintering (PS); Hot Pressing (HP) | Al; ZrO2; B | [128] |
| Al | Al2OC-AlN; Al5O6N; Al7O3N5 | Pressureless Sintering (PS) | Al; Al2O3; N2 | [129] |
| Al | Al3(Zr, Ti) | Pressureless Sintering (PS); Hot Pressing (HP) | Al; Zr; Ti | [130] |
| Al | Al3CON; Al5O6N | Pressureless Sintering (PS) | Al; NH3; Ethylene-bis Stearamide | [131] |
| Al | Al3Ni; Al3Ni2; CeO2 | Pressureless Sintering (PS) | Al; Ni; CeO2 | [132] |
| Al | Al3Ti | Hot Extrusion (HE); Pressureless Sintering (PS) | Al; Ti | [22] |
| Al | Al3Ti | Pressureless Sintering (PS); Hot Pressing (HP) | Al; Ti | [133] |
| AA6061 | Al3Ti | Spark Plasma Sintering (SPS) | AA6061; Ti | [134] |
| Al | Al3Ti | Pressureless Sintering (PS); Hot Extrusion (HE) | Al; Ti | [40] |
| A356 | Al3Ti | Pressureless Sintering (PS) | A356; Ti | [135] |
| Al | Al3Ti | Pressureless Sintering (PS) | Al; Ti | [136] |
| Al | Al3Ti | Spark Plasma Sintering (SPS) | Al; Ti | [137] |
| Al | Al3Ti | Spark Plasma Sintering (SPS); Hot Rolling (HR) | Al; Ti | [138] |
| Al | Al3Ti | Spark Plasma Sintering (SPS) | Al; Ti | [139] |
| Al | Al3Ti | Hot Extrusion (HE); Hot Isostatic Pressing (HIP) | Al; Ti | [140] |
| Al | Al3Ti | Hot Pressing (HP); Friction Stir Processing (FSP) | Al; Ti | [141] |
| AA2024 | Al3Ti; Al2O3 | Hot Pressing (HP) | Al; TiO2 | [1] |
| Al | Al3Ti; Al2O3 | Pressureless Sintering (PS); Hot Extrusion (HE) | Al; Al2TiO5 | [142] |
| Al | Al3Ti; Al3O2 | Pressureless Sintering (PS); Hot Extrusion (HE) | Al; Al2TiO5 | [143] |
| AA7075 | Al3Ti; B4C | Pressureless Sintering (PS) | AA7075; Ti; B4C | [144] |
| Al | Al3Zr | Spark Plasma Sintering (SPS); Hot Forging (HF) | Al; ZrH2 | [145] |
| Al | Al3Zr; Al2O3 | Hot Pressing (HP); Hot Extrusion (HE); Hot Rolling (HR) | Al; ZrO2 | [146] |
| Al | Al3Zr; Al2O3 | Hot Pressing (HP); Hot Extrusion (HE); Hot Rolling (HR) | Al; ZrO2 | [147] |
| Al | Al4C3 | Hot Pressing (HP) | Al; Polyvinyl Butyral (PVB) | [72] |
| Al | Al4C3 | Pressureless Sintering (PS); Hot Extrusion (HE) | Al; C | [148] |
| Al | Al4C3 | Pressureless Sintering (PS) | Al; C | [149] |
| Al | Al4C3 | Pressureless Sintering (PS) | Al; C | [150] |
| Al | Al4C3 | Pressureless Sintering (PS) | Al; C | [151] |
| Al-O | Al4C3 | Hot Pressing (HP) | Al; Polyvinyl Buyral (PVB) | [152] |
| Al | Al4C3 | Spark Plasma Sintering (SPS); Hot Extrusion (HE) | Al; CNTs | [153] |
| Al | Al4C3 | Spark Plasma Sintering (SPS); Hot Extrusion (HE) | Al; Multiwalled Carbon Nanotubes (MWCNTs) | [154] |
| Al | Al5Fe2; Al13Fe4-Fe | Gas-Pressure Sintering (GPS) | Al; Fe | [63] |
| Al | Al5Fe2; AlN | Gas-Pressure Sintering (GPS) | Al; Fe; N2 | [64] |
| Al | Al9Co2 | Pressureless Sintering (PS) | Al; Co | [155] |
| Al | AlB2 | Spark Plasma Sintering (SPS); Hot Rolling (HR) | Al; B | [156] |
| AA6061 | AlN | Pressureless Sintering (PS); Equal Channel Angular Pressing (ECAP) | AA6061; Mg; Sn; Nylon; N2 | [157] |
| Al | AlN | Pressureless Sintering (PS); Hot Extrusion (HE) | AA6061; Mg; Sn; Nylon; N2 | [158] |
| Al | AlN | Pressureless Sintering (PS); Hot Forging (HF) | Al(Si,Ni,Mg); N2 | [159] |
| Al | AlN | Pressureless Sintering (PS); Hot Forging (HF) | Al(Si, Ni, Mg, Fe); N2 | [160] |
| Al | AlN | Pressureless Sintering (PS); Hot Extrusion (HE) | Al; Mg; Sn; N2 | [89] |
| Al | AlN | Hot Pressing (HP) | Al; N2 | [161] |
| Al | AlN | Pressureless Sintering (PS) | Al; NH3 | [162] |
| AA2024 | AlN | Pressureless Sintering (PS); Hot Extrusion (HE) | Al; Al-Mg; Cu; N2 | [163] |
| Al | AlN | Pressureless Sintering (PS); Hot Extrusion (HE) | Al; Sn; N2 | [164] |
| Al | AlN; AlB2 | Pressureless Sintering (PS) | Al; hBN | [165] |
| Al | AlN; Si | Pressureless Sintering (PS); Hot Extrusion (HE) | Al(Si, Ni, Mg, Fe); N2 | [166] |
| AA6061 | La2Si2O7 | Pressureless Sintering (PS) | AA6061; La | [167] |
| AA6061 | Mg(Al)B2 | Hot Pressing (HP); Hot Forging (HF); Hot Rolling (HR) | AA6061; B4C | [168] |
| AA6061 | MgAl2O4 | Pressureless Sintering (PS); Hot Extrusion (HE) | AA6061; Mg; H3BO3 | [169] |
| AA6061 | MgAl2O4 | Hot Pressing (HP) | AA6061; Mg; H3BO3 | [170] |
| AA6061 | MgAl2O4 | Pressureless Sintering (PS); Hot Extrusion (HE) | AA6061; Mg; H3BO3 | [171] |
| Al | MgAl2O4 | Pressureless Sintering (PS); Hot Extrusion (HE) | Al; Mg; H3BO3 | [172] |
| Al | MgAl2O4 | Pressureless Sintering (PS); Hot Extrusion (HE) | Al; Mg; H3BO3 | [173] |
| Al | MgAl2O4; (Mg,Al)B2 | Pressureless Sintering (PS); Hot Extrusion (HE) | Al; Mg; H3BO3 | [13] |
| Al | MgAl2O4; MgZn2 | Pressureless Sintering (PS); Hot Extrusion (HE) | Al; Mg; ZnO | [174] |
| Al | MgAlB4 | Pressureless Sintering (PS); Hot Extrusion (HE) | Al; Mg; B | [175] |
| Al | MoAl12; MoAl5; MoAl4; Al2O3 | Pressureless Sintering (PS) | Al; MoO3 | [176] |
| Al | Nano-C; Al2O3; Si | Hot Isostatic Pressing (HIP); Equal Channel Angular Pressing (ECAP) | Al; SiO2; CNTs; GNPs | [177] |
| Al | Ni-(Al3Ni2; Al3Ni; AlN) | Gas-Pressure Sintering (GPS) | Al; Ni; N2 | [178] |
| AA2014 | Ni3Al; NiAl | Hot Extrusion (HE) | AA2014; Ni | [21] |
| Al | Ni3Al; NiAl; Al3Ni | Hot Pressing (HP) | Al; Ni3Al | [179] |
| Al | Si; Al2O3; Multiwalled Carbon Nanotubes (MWCNTs) | Hot Pressing (HP) | Al; SiO2; Multiwalled Carbon Nanotubes (MWCNTs) | [180] |
| Al | SiC; AlN | Spark Plasma Sintering (SPS) | SiCN; Al | [181] |
| Al | Ti-Al3Ti | Spark Plasma Sintering (SPS) | Al; Ti | [182] |
| Al | Ti-Al3Ti | Gas-Pressure Sintering (GPS) | Al; Ti | [183] |
| AA7050 | TiB2 | Hot Isostatic Pressing (HIP) | AA7050; TiB2 | [184] |
| Al | TiB2 | Spark Plasma Sintering (SPS); Hot Extrusion (HE) | Al; Ti; B | [46] |
| Al | TiB2 | Pressureless Sintering (PS) | Al; Ti; B | [53] |
| Al | TiB2; Al2O3 | Pressureless Sintering (PS) | Al; B; TiO2 | [51] |
| Al | TiB2; Al2O3; Al2Cu | Pressureless Sintering (PS); Hot Extrusion (HE) | Al; Cu; TiO2; B2O3 | [185] |
| Al(Cu) | TiB2; TiAl3 | Microwave Heating (MH) | Al; Ti; B; Cu | [186] |
| Al | TiC | Pressureless Sintering (PS); Hot Pressing (HP) | Al; Ti; C | [14] |
| Al | TiC | Pressureless Sintering (PS) | Al; K2TiF6; C | [187] |
| Al | TiO; Al2O3 | Pressureless Sintering (PS) | Ti2CO; Al | [188] |
| Al | WAl12 | Spark Plasma Sintering (SPS) | Cu; Zr; Al; Ti; Ni; W | [189] |
| Al | WAl12 | Hot Pressing (HP) | Al; W | [190] |
| Al | WAl12 | Hot Pressing (HP) | Al; W | [191] |
| Al | y-LiAlO2 | Pressureless Sintering (PS); Arc Melting (AM) | Al; Li2O | [192] |
| Al | Y2O3; Al5Y3O12; CaO; CaAl4O7; CuAl2; FeAl3 | Hot Pressing (HP); Hot Extrusion (HE) | Al-Ca; Al-Y; CuO; Fe2O3 | [193] |
| Al | α-Al2O3; Al2Cu | Pressureless Sintering (PS) | Al; CuO | [194] |
| Al | α-Al2O3; Si | Pressureless Sintering (PS) | Al; SiO2 | [195] |
| Al | α-Al2O3; ZrB2 | Hot Pressing (HP) | Al; ZrO2; B | [16] |
| Al | β-Al3Mg2 | Hot Extrusion (HE) | Al; Mg | [196] |
| Al | β-Al3Mg2; γ-Al12Mg17 | Hot Pressing (HP) | Al; Mg | [56] |
| Al | γ-Al2O3 | Pressureless Sintering (PS); Hot Extrusion (HE) | Al; H3BO3; C18H36O2 | [15] |
| Matrix | Reinforcement | Processing Method | Raw Materials | References |
|---|---|---|---|---|
| Ti | GNPs; TiB; TiC | Spark Plasma Sintering (SPS) | Ti; Graphene Nanoplatelets (GNPs); TiB2 | [197] |
| Ti | Ti(C,N); TiC | Spark Plasma Sintering (SPS) | Ti; Graphene Nanoplatelets (GnP); g-C3N4 | [198] |
| Ti | Ti2Co | Spark Plasma Sintering (SPS) | GO; Co; Ti | [199] |
| Ti(Al,Zr,Mo,V) | Ti3AlC; TiC | Spark Plasma Sintering (SPS) | Ti(Al,Zr,Mo,V); Ti3AlC2 | [200] |
| Ti | Ti5Si3 | Spark Plasma Sintering (SPS) | Ti; Si | [201] |
| Ti | Ti5Si3 | Spark Plasma Sintering (SPS) | Ti; SiO2 | [202] |
| Ti(Mo) | Ti5Si3 | Spark Plasma Sintering (SPS); Hot Rolling (HR) | Ti; Mo; Si | [203] |
| Ti | Ti5Si3; Ti2C | Hot Pressing (HP) | Ti; SiC | [204] |
| Ti (Fe, Mo, Al); β-Ti | TiB | Electric Field Assisted Sintering (EFAS) | Ti; TiB2; Mo; Fe; Al | [85] |
| Ti | TiB | Coupled Multi-Physical Fields Activation Sintering Technology (CMPFAST) | Ti6Al4V; TiB2 | [205] |
| Ti | TiB | Spark Plasma Sintering (SPS) | Ti; TiB2 | [206] |
| Ti6Al4V | TiB | Spark Plasma Sintering (SPS) | Ti6Al4V; TiB2 | [207] |
| Ti | TiB | Spark Plasma Sintering (SPS) | Ti; TiB2 | [208] |
| Ti | TiB | Pressureless Sintering (PS) | Ti; TiB2 | [209] |
| Ti | TiB | Pressureless Sintering (PS) | Ti; TiB2 | [210] |
| Ti6Al4V | TiB | Hot Isostatic Pressing (HIP) | Ti6Al4V; TiB2 | [211] |
| Ti | TiB | Pulse Plasma Sintering (PPS) | Ti; B | [212] |
| Ti | TiB | Spark Plasma Sintering (SPS) | Ti; TiB2 | [213] |
| Ti | TiB | Spark Plasma Sintering (SPS) | Ti; TiB2 | [214] |
| Ti | TiB | Spark Plasma Sintering (SPS) | Ti; TiB2 | [215] |
| Ti; β-Ti | TiB | Spark Plasma Sintering (SPS) | Ti; KBF4; Al; Fe | [216] |
| Ti6Al4V | TiB | Spark Plasma Sintering (SPS) | Ti6Al4V; Ti; TiB2 | [217] |
| Ti(Al,Mo,V,Cr) | TiB | Pressureless Sintering (PS); Extrusion (E) | Ti-Al-Mo-V-Zr; TiB2 | [218] |
| Ti6Al4V | TiB | Pressureless Sintering (PS); Hot Extrusion (HE) | Ti6Al4V; TiB2 | [219] |
| Ti | TiB | Spark Plasma Sintering (SPS) | Ti; TiB2 | [220] |
| Ti | TiB | Pulse Plasma Sintering (PPS) | Ti; B | [221] |
| Ti | TiB | Spark Plasma Sintering (SPS) | Ti; TiB2 | [222] |
| Ti6Al4V | TiB | Pressureless Sintering (PS); Hot Extrusion (HE) | Ti6Al4V; TiB2 | [223] |
| Ti6Al4V | TiB | Hot Isostatic Pressing (HIP) | Ti6Al4V; TiB2 | [224] |
| Ti | TiB | Spark Plasma Sintering (SPS) | Ti; TiB2 | [225] |
| Ti | TiB | Pressureless Sintering (PS) | Ti; B | [226] |
| Ti6Al4V | TiB | Pressureless Sintering (PS); Hot Extrusion (HE) | Ti6Al4V; TiB2 | [227] |
| Ti6Al4V | TiB | Hot Isostatic Pressing (HIP) | Ti6Al4V; TiB2 | [228] |
| Ti6Al4V | TiB | Spark Plasma Sintering (SPS) | Ti6Al4V; Ti; TiB2 | [229] |
| Ti-Al-Mo-Fe | TiB | Pressureless Sintering (PS) | Ti; Al; Mo; Fe; TiB2; LaB6 | [230] |
| Ti | TiB | Pressureless Sintering (PS); Selective Laser Melting (SLM) | Ti; TiB2 | [231] |
| Ti | TiB | Spark Plasma Sintering (SPS) | Ti; KBF4 | [232] |
| Ti6Al4V | TiB | Hot Pressing (HP) | Ti6Al4V; TiB2 | [233] |
| Ti6Al4V | TiB | Hot Pressing (HP) | Ti6Al4V; TiB2 | [234] |
| Ti | TiB | Spark Plasma Sintering (SPS) | Ti; TiB2 | [235] |
| Ti(Fe,Mo) | TiB | Spark Plasma Sintering (SPS) | Ti; Fe-Mo; TiB2 | [236] |
| Ti60 | TiB | Hot Pressing (HP) | T60; TiB2 | [237] |
| Ti6Al4V | TiB | Hot Pressing (HP) | Ti6Al4V; TiB2 | [238] |
| Ti | TiB | Hot Pressing (HP) | Ti; TiB2 | [239] |
| Ti6Al4V | TiB | Spark Plasma Sintering (SPS) | Ti6Al4V; TiB2 | [240] |
| Ti6Al4V | TiB | Hot Pressing (HP) | Ti6Al4V; TiB2 | [241] |
| Ti | TiB | Spark Plasma Sintering (SPS) | Ti; TiB2 | [242] |
| Ti | TiB | Spark Plasma Sintering (SPS) | Ti; TiB2 | [243] |
| Ti | TiB | Current-Activated Pressure-Assisted Sintering (CAPAS); Pressureless Sintering (PS) | Ti; TiB2 | [31] |
| Ti | TiB | Current-Activated Pressure-Assisted Sintering (CAPAS); Pressureless Sintering (PS) | Ti; B; TiB2 | [244] |
| Ti(Mo, Fe) | TiB | Hot Pressing (HP) | Ti; Fe65Mo; B; TiB2 | [245] |
| Ti(Fe,Mo) | TiB | Spark Plasma Sintering (SPS) | Ti; Fe65Mo; B; TiB2 | [246] |
| Ti(Fe,Mo) | TiB | Spark Plasma Sintering (SPS) | Ti; TiB2; Fe65Mo | [247] |
| Ti(Fe,Mo) | TiB | Spark Plasma Sintering (SPS) | Ti; Fe65Mo; B | [248] |
| Ti | TiB | Hot Pressing (HP) | Ti; TiB2 | [249] |
| β-Ti | TiB | Hot Pressing (HP) | β-Ti(Mo, Nb, Al, Si); TiB2; α-Ti; Fe-Mo; Mo; Nb | [87] |
| β-Ti | TiB | Hot Pressing (HP) | Ti; Fe-Mo, TiB2 | [250] |
| Ti6Al4V | TiB | Hot Isostatic Pressing (HIP) | Ti6Al4V; B | [251] |
| Ti | TiB | Hot Pressing (HP) | Ti; TiB2 | [252] |
| Ti(Al,Sn,Zr,Mo) | TiB | Pressureless Sintering (PS); Hot Isostatic Pressing (HIP) | Ti(Al,Sn,Zr,Mo); TiB2 | [253] |
| Ti(N) | TiB | Spark Plasma Sintering (SPS); Hot Extrusion (HE) | Ti; h-BN | [34] |
| Ti | TiB | Spark Plasma Sintering (SPS) | Ti; TiB2 | [254] |
| Ti6Al4V | TiB | Plasma Activated Sintering (PAS) | Ti6Al4V; TiB2 | [255] |
| Ti | TiB | Pressureless Sintering (PS); Binder Jetting Printing (BJP) | TiH2; TiB2 | [256] |
| Ti(Ta,Ni) | TiB | Pressureless Sintering (PS) | Ti(Ta,N)i; TiB2 | [257] |
| Ti | TiB | Pressureless Sintering (PS) | Ti; BN | [35] |
| Ti | TiB | Hydrogen-Assisted Blended Elemental Powder Metallurgy (HABEPM) | TiH; TiB2 | [258] |
| Ti(Al,Zr,Mo,V) | TiB | Hot Pressing (HP); Canned Extrusion (CE) | Ti(Al,Zr,Mo,V); TiB2 | [259] |
| Ti | TiB | Pressureless Sintering (PS) | Ti; BN | [36] |
| Ti6Al4V | TiB | Spark Plasma Sintering (SPS); Pressureless Sintering (PS) | Ti6Al4V; B4C | [260] |
| β-Ti | TiB | Pressureless Sintering (PS); Hot Forging (HF) | Ti; Fe-62Mo; Al-50V; TiB2 | [86] |
| Ti(Zr) | TiB | Pressureless Sintering (PS); Hot Rolling (HR) | Ti; ZrB2 | [261] |
| T(Al,Mo,V,Cr,Fe) | TiB | Hot Pressing (HP) | T(Al,Mo,V,Cr,Fe); TiB2 | [262] |
| Ti6Al4V | TiB | Pressureless Sintering (PS) | TiH2, TiB2, and master alloy (Al–V) | [263] |
| Ti | TiB | Pressureless Sintering (PS) | TiH2; Ti; TiB2 | [264] |
| Ti6Al4V | TiB | Spark Plasma Sintering (SPS); Hot Extrusion (HE) | Ti6Al4V; TiB2 | [265] |
| Ti | TiB | Pressureless Sintering (PS) | TiH; TiB2 | [266] |
| Ti | TiB | Electric Field Assisted Sintering (EFAS) | Ti; TiB2; Fe; Mo | [267] |
| Ti | TiB; FeTi | Spark Plasma Sintering (SPS) | Ti; TiB2; Fe | [268] |
| Ti | TiB; Si3N4 | Pressureless Sintering (PS) | Ti; TiB2; Si3N4 | [269] |
| Ti6Al4V | TiB; Ti5Si3 | Spark Plasma Sintering (SPS) | Ti6Al4V; TiB2; Si | [270] |
| Ti6Al4V | TiB; Ti5Si3 | Hot Pressing (HP) | Ti6Al4V; TiB2; Si | [271] |
| Ti | TiB; TiB2 | Plasma Activated Sintering (PAS) | Ti-Al-V-Fe-C; B | [272] |
| Ti | TiB; TiC | Spark Plasma Sintering (SPS) | Ti; Mo; B4C | [273] |
| Ti(Al,Mo,V,Cr) | TiB; TiC | Spark Plasma Sintering (SPS) | Ti-Al-Mo-V-Cr; B4C | [71] |
| Ti4Al2Fe | TiB; TiC | Spark Plasma Sintering (SPS) | Ti; Al; Fe; KBF4; Graphite foils | [274] |
| Ti | TiB; TiC | Spark Plasma Sintering (SPS) | Ti; TiB2; B4C | [275] |
| Ti | TiB; TiC | Spark Plasma Sintering (SPS) | Ti; B4C | [45] |
| Ti6Al4V | TiB; TiC | Spark Plasma Sintering (SPS) | Ti6Al4V; B4C; B | [276] |
| Ti | TiB; TiC | Spark Plasma Sintering (SPS); Hot Extrusion (HE) | Ti; B4C | [277] |
| Ti | TiB; TiC | Spark Plasma Sintering (SPS) | Ti; B4C | [278] |
| Ti6Al4V | TiB; TiC | Spark Plasma Sintering (SPS); Hot Rolling (HR) | Ti6Al4V; B4C | [279] |
| Ti | TiB; TiC | Spark Plasma Sintering (SPS); Hot Extrusion (HE) | Ti; B4C | [280] |
| Ti | TiB; TiC | Spark Plasma Sintering (SPS); Hot Extrusion (HE) | Ti; B4C | [281] |
| Ti | TiB; TiC | Spark Plasma Sintering (SPS); Hot Extrusion (HE) | Ti; B4C | [282] |
| Ti | TiB; TiC | Spark Plasma Sintering (SPS) | Ti; B4C | [283] |
| Ti6Al4V | TiB; TiC | Hot Pressing (HP) | Ti; Ti6Al4V; B4C; C | [284] |
| Ti | TiB; TiC | Pressureless Sintering (PS) | Ti; B4C | [285] |
| Ti | TiB; TiC | Hot Pressing (HP) | Ti; TiB2; B4C | [286] |
| Ti | TiB; TiC | Pre-Sintered (PreS); Hot Isostatic Pressing (HIP) | Ti; TiB2; B4C | [287] |
| Ti(Al,Fe); Ti(Al,Cr) | TiB; TiC | Pressureless Sintering (PS); Hot Isostatic Pressing (HIP) | Ti; Al3Ti; FeB; Cr3C2 | [288] |
| Ti6Al4V | TiB; TiC | Spark Plasma Sintering (SPS) | Ti6Al4V; TiC; B | [289] |
| Ti | TiB; TiC | Pressureless Sintering (PS); Binder Jetting Printing (BJP) | TiH2; TiB2; TiC | [290] |
| Ti(Mo) | TiB; TiC | Spark Plasma Sintering (SPS) | TiB2; Ti; TiC; Mo | [291] |
| Ti6Al4V | TiB; TiC | Spark Plasma Sintering (SPS) | Ti6Al4V; B4C | [292] |
| Ti | TiB; TiC; Nd2O3 | Pressureless Sintering (PS) | NdB6; Ti(O); B4C | [90] |
| Ti | TiB; TiC; TiAl | Hot Pressing (HP) | Ti; B4C; Al | [293] |
| Ti | TiB; TiC; TiAl | Hot Pressing (HP) | Ti; B4C; Al | [294] |
| Ti | TiB; TiFe | Arc Melting (AM); Pressureless Sintering (PS); Hot Isostatic Pressing (HIP) | Ti; FeB | [295] |
| Ti | TiB; TiN | Pressureless Sintering (PS) | Ti; BN; Urea | [37] |
| Ti | TiC | Hot Pressing (HP) | Ti; Diamond | [296] |
| Ti6Al4V | TiC | Spark Plasma Sintering (SPS) | Ti6Al4V; Graphite | [297] |
| β-Ti(Nb) | TiC | High Pressure Sintering (HPS) | Ti; Nb; Stearic Acid | [298] |
| Ti | TiC | Pressureless Sintering (PS) | TiH2; CH4 | [299] |
| Ti(Mo) | TiC | Pressureless Sintering (PS); Hot Swaging (HS) | Ti; Mo; MoC | [43] |
| Ti6Al4V | TiC | Spark Plasma Sintering (SPS) | Ti6Al4V; Carbon Nanotubes (MWCNT) | [300] |
| Ti | TiC | Hot Pressing (HP); Hot Rolling (HR) | Ti; Carbon Nanotubes (MWCNT) | [301] |
| Ti | TiC | Spark Plasma Sintering (SPS) | Ti; Graphene | [41] |
| Ti | TiC | Pressureless Sintering (PS); Hot Extrusion (HE) | TiH2; Carbon Nanotubes (MWCNT) | [302] |
| β-Ti70Nb30 | TiC | Spark Plasma Sintering (SPS) | β-Ti70Nb30; C | [303] |
| Ti5Sn3C; Ti13Cr5Sn3C | TiC | Spark Plasma Sintering (SPS) | Ti; Cr; Sn; Carbon Black | [304] |
| Ti(Mo); Ti(V) | TiC | Pressureless Sintering (PS); Hot Rolling (HR) | Ti; Mo2C; VC | [305] |
| Ti | TiC | Spark Plasma Sintering (SPS); Hot Extrusion (HE) | Ti; Carbon Nanotubes (VGCFs) | [306] |
| Ti-Fe | TiC | Pressureless Sintering (PS) | Ti; Fe[C, O, SiO2]; Graphite | [307] |
| Ti(V); Ti(Mo) | TiC | Pressureless Sintering (PS); Hot Rolling (HR) | Ti; Mo2C; VC | [308] |
| Ti(Fe, Mo, V) | TiC | Pressureless Sintering (PS) | Ti; Fe; Mo; Mo2C; VC | [309] |
| Ti | TiC | Spark Plasma Sintering (SPS); Hot Extrusion (HE) | Ti; Carbon Black | [310] |
| Ti6Al4V | TiC | Pressureless Sintering (PS); Extrusion (E) | Ti6Al4V; Ti; C3H8 | [311] |
| Ti | TiC | Pressureless Sintering (PS); Hot Isostatic Pressing (HIP) | Ti; CH4 | [312] |
| Ti(Ta) | TiC | Spark Plasma Sintering (SPS); Hot Rolling (HR) | Ti; Ta; Stearic Acid | [313] |
| Ti | TiC | Hot Pressing (HP) | Ti; TiC | [314] |
| Ti6Al4V | TiC | Hot Pressing (HP) | Ti6Al4V; VC | [315] |
| Ti | TiC; Ti3Si | Pressureless Sintering (PS) | Ti; (SiH(CH3)–CH2-)n (PCS) | [316] |
| Ti–Al–Sn–Zr | TiC; Ti5Si3 | Pressureless Sintering (PS) | Ti(Al,Sn,Zr); Ti; SiC | [317] |
| Ti(Nb,Al,Mo) | TiC; Ti5Si3 | Spark Plasma Sintering (SPS) | Ti; Nb; Al; Mo; Si; SiC | [318] |
| Ti(Al,Sn,Zr,Nb,Mo,Si) | TiC; Ti5Si3 | Pressureless Sintering (PS) | Ti; Ti(Al,Sn,Zr,Nb,Mo,Si); SiC | [319] |
| Ti; β-Ti | TiC; TiB | Spark Plasma Sintering (SPS) | Ti; B4C | [320] |
| Ti | TiC; TiB | Spark Plasma Sintering (SPS) | Ti; B4C | [321] |
| Ti | TiC; TiB | Spark Plasma Sintering (SPS) | Ti; B4C | [322] |
| Ti6Al4V | TiC; TiB | Hot Pressing (HP) | Ti; B4C; Graphite; TiB2; TiC; Ti6Al4V | [323] |
| Ti6Al4V | TiC; TiB | Hot Pressing (HP) | Ti6Al4V; TiB2; Graphite | [324] |
| Ti(Al,Mo,V,Cr) | TiC; TiB | Spark Plasma Sintering (SPS) | Ti-Al-Mo-V-Cr; B4C; Graphite | [44] |
| Ti | TiC; TiB | Spark Plasma Sintering (SPS) | Ti; B4C | [325] |
| Ti | TiC; TiB | Pressureless Sintering (PS); Hot Extrusion (HE) | Ti; B4C | [326] |
| Ti(Al) | TiC; TiB; Ti3Al; TiAl | Hot Pressing (HP) | Ti; Al; B4C; Ti-Al | [327] |
| Ti | TiC; TiO2 | Spark Plasma Sintering (SPS) | Ti; Toluene | [328] |
| Ti5V | TiN | Spark Plasma Sintering (SPS) | Ti; V; N2 | [329] |
| Ti | TiN | Mechanosynthesis (M); Hot Pressing (HP) | Ti; NH3 | [330] |
| Ti | TiN | Mechanosynthesis (M); Hot Pressing (HP) | Ti; NH3 | [331] |
| Ti | TiN; Ti2Ni; TiCN | Spark Plasma Sintering (SPS) | Ti; Ni; TiCN | [332] |
| Matrix | Reinforcement | Processing Method | Raw Materials | References |
|---|---|---|---|---|
| Ni(Cr) | (Cr, Ni)3C2; (Cr, Mo)3C2; (Cr, Mo, Ni)7C3 | Pressureless Sintering (PS) | Cr; C; Ni; Mo | [333] |
| Ni | (Ti, Mo)C | Pressureless Sintering (PS) | Ti; C; Ni; Mo | [12] |
| Ni | (Ti, Mo)C | Pressureless Sintering (PS) | Ti; Ni; Mo; C | [76] |
| Ni | (Ti, Mo)C | Gas-Pressure Sintering (GPS) | Ni; Ti; Mo; C | [334] |
| Ni | (Ti, Mo)C | Pressureless Sintering (PS) | Ni; Ti; Mo; C | [335] |
| Ni | (Ti,W)C | Hot Isostatic Pressing (HIP) | Ni; Ti; W; C | [336] |
| Ni | (Ti,W)C | Pressureless Sintering (PS) | Ti; W; Ni; C | [337] |
| Ni | (Ti,W)C; WC | Pressureless Sintering (PS) | Ti; W; Graphite | [338] |
| Ni | Al2O3; NiAl2O4 | Hot Pressing (HP) | NiO; Al | [339] |
| Ni | Al2O3; TiC | Hot Pressing (HP) | Ni; Mo; Al; Ti; C; TiC; Al2O3; TiO2 | [340] |
| Ni | Cr3C2 | Pressureless Sintering (PS) | Ni; Cr; C; Mo | [341] |
| Ni | Cr3C2 | Hot Isostatic Pressing (HIP) | Ni; Cr; C | [342] |
| Ni | Cr3C2 | Pressureless Sintering (PS) | Ni; Cr; C | [343] |
| Ni | Cr3C2 | Pressureless Sintering (PS); Hot Isostatic Pressing (HIP) | Ni; Cr; C | [344] |
| Ni | Cr3C2 | Pressureless Sintering (PS) | Ni; Cr; C | [345] |
| Ni | Cr3C2 | Pressureless Sintering (PS) | Ni; Cr; C | [346] |
| Ni | Graphene | Pressureless Sintering (PS) | Sucrose; Ni | [25] |
| Ni | Graphene | Pressureless Sintering (PS) | Sucrose; Ni | [347] |
| Ni | Graphene | Hot Pressing (HP) | Ni; PMMA | [348] |
| Ni | Graphene | Hot Pressing (HP) | Ni; PMMA | [349] |
| Ni | Mo2NiB2 | Pressureless Sintering (PS) | Mo; Ni; N-B | [350] |
| Ni | NiAl2O4; Al2O3 | Hot Pressing (HP) | Ni(NO3)2.6H2O; Al(NO3)3.9H2O; NaOH; Na2CO3 | [91] |
| Ni(Mo) | Ti(C,N) | Gas-Pressure Sintering (GPS) | Ti; TiO2; Ni; Mo; Graphite; N2 | [351] |
| Ni(Mo) | Ti(C,N) | Pressureless Sintering (PS) | Ti; TiO2; Ni; Mo; Graphite; N2 | [352] |
| Ni(Mo) | Ti(C,N) | Pressureless Sintering (PS) | Ti; TiO2; Ni; Mo; Graphite; N2 | [353] |
| Ni | Ti(C,N) | Pressureless Sintering (PS) | Ni; TiO2; TiN; Mo; WC; C | [354] |
| Ni | Ti(C,N) | Pressureless Sintering (PS) | Ni; TiO2; TiN; Mo; WC; C | [355] |
| Ni | Ti(C,N) | Pressureless Sintering (PS) | Ni; TiO2; TiN; Mo; WC; C | [356] |
| Ti-Ni | TiB; La2O3 | Hot Pressing (HP) | Ti-Ni; LaB6 | [357] |
| Ni(Si,Ti) | TiC | Pressureless Sintering (PS) | Ti3SiC2; Ni | [80] |
| Ni | TiC | Pressureless Sintering (PS) | Ti-Ni; Graphite | [38] |
| Ni(Si,Ti) | TiC | Pressureless Sintering (PS) | Ti3SiC2; Ni | [358] |
| Ni | TiC | Spark Plasma Sintering (SPS) | Ni; Ti; C | [359] |
| Ni | TiC | Pressureless Sintering (PS) | Ni; Ti; Graphite | [360] |
| Ni(Al) | TiC | Hot Pressing (HP) | Ni; Ti2AlC | [361] |
| Ni | TiC | Pressureless Sintering (PS) | Ni; Ti; Graphite | [362] |
| Ni | TiC | Spark Plasma Sintering (SPS) | Ni; Ti; C | [363] |
| Ni | TiC; (NiCu)3Al; CuNi2Ti | Pressureless Sintering (PS) | Ni; Cu; Ti3AlC2 | [364] |
| Ni | TiC; Graphite | Spark Plasma Sintering (SPS) | Ni; Ti; Graphite | [365] |
| Ni | TiC; γ′-Ni3(Al,Ti) | Hot Pressing (HP) | Ti2AlC; Ni | [366] |
| Ni | TiC; γ′-Ni3(Al,Ti) | Hot Pressing (HP) | Ti2AlC; Ni | [50] |
| Ni | TiC; γ′-Ni3(Al,Ti) | Hot Pressing (HP) | Ti3AlC2; Ni(Cr, Si, Fe, B) | [367] |
| Ni | TiC; γ′-Ni3(Al,Ti) | Hot Pressing (HP) | Ti2AlC; Ni | [368] |
| Ni(Ti, Al) | TiC; γ′-Ni3(Al,Ti) | Pressureless Sintering (PS) | Ni; Ti2AlC | [369] |
| Ni(Mo); Ni(Cr) | TiCxNy; TiB2 | Hot Pressing (HP) | Ti; BN; B4C; Cr; Mo | [370] |
| Ni | TiN; TiCN; Ti2Ni | Spark Plasma Sintering (SPS) | Ti; Ni; TiCN | [371] |
| Ni | TiN; TiO2 | Pressureless Sintering (PS) | Ni; Ti; CONDAT | [372] |
| Ni(W) | WC | Spark Plasma Sintering (SPS) | Ni; W | [373] |
| Ni | WC | Hot Pressing (HP) | W; Ni; Graphite | [374] |
| Matrix | Reinforcement | Processing Method | Raw Materials | References |
|---|---|---|---|---|
| Cu | Al2O3 | Spark Plasma Sintering (SPS) | Cu(Al); Oxidants | [375] |
| Cu | Al2O3 | Pressureless Sintering (PS); Hot Extrusion (HE) | Cu-Al; O2 | [376] |
| Cu | Al2O3 | Spark Plasma Sintering (SPS) | Cu-Al; CuO; Cu | [377] |
| Cu(Sn) | Al2O3 | Pressureless Sintering (PS) | Sn; Cu2O; Cu-Al | [81] |
| Cu | Al2O3; CeO2; Cu2O | Spark Plasma Sintering (SPS) | CuAl2O3; Ce; La | [378] |
| Cu | Al2O3; TiC | Spark Plasma Sintering (SPS) | Cu; Ti2AlC; Cu2O | [379] |
| Cu | Cr2O3 | Hot Pressing (HP) | Cu; Cr; Cu2O | [380] |
| Cu | Cr3C2; Graphene; CeO2 | Spark Plasma Sintering (SPS) | Cu; Graphene Oxide; Cr; Ce | [381] |
| Cu | Cu5Zr; ZrB2 | Rapid Solidification Process (RSP); Nd:YAG Pulsed Laser | Cu; Zr; B | [24] |
| Cu | Gd2O3 | Hot Pressing (HP) | Cu(Gd); CuO2; O2 | [48] |
| Cu | Graphene | Hot Pressing (HP) | Cu; Paraffin | [382] |
| Cu | Graphene | Spark Plasma Sintering (SPS) | Cu; Wheat flour | [383] |
| Cu | Graphene; Al2O3 | Hot Pressing (HP) | Cu; C9H21AlO3 | [384] |
| Cu(Ti) | Graphene; TiC | Pressureless Sintering (PS) | Cu; Graphene; Ti | [385] |
| Cu | Mo2C | Hot Pressing (HP) | Cu; Mo; C | [386] |
| Cu | Mo2C | Pressureless Sintering (PS); Spark Plasma Sintering (SPS) | Cu; Mo; C | [387] |
| Cu | NbC | Pressureless Sintering (PS); Hot Extrusion (HE) | Cu-Nb; Nb; Stearic Acid | [388] |
| Cu | NbC | Pressureless Sintering (PS) | Cu; Nb; Graphite | [389] |
| Cu | NbC | Pressureless Sintering (PS) | Cu; Nb; Graphite | [390] |
| Cu | NbC | Spark Plasma Sintering (SPS) | Cu; Nb; Graphite | [49] |
| Cu | NbC | Pressureless Sintering (PS) | Cu; Nb; Graphite | [391] |
| Cu | NbC | Spark Plasma Sintering (SPS) | Cu; Nb; Graphite | [392] |
| Cu | NbC | Pressureless Sintering (PS) | Cu; Nb; Graphite | [393] |
| Cu | NbC | Pressureless Sintering (PS) | Cu; Nb; Graphite | [394] |
| Cu | NbC | Hot Pressing (HP) | Cu; Nb; Graphite | [395] |
| Cu | TiB2 | Hot Pressing (HP) | Cu; Ti; B | [396] |
| Cu | TiB2 | Hot Pressing (HP); Hot Extrusion (HE) | Cu; Ti; B | [397] |
| Cu | TiB2; TiB | Hot Pressing (HP) | Cu; Ti; TiH2; B | [398] |
| Cu | TiB2; TiB | Pressureless Sintering (PS) | Cu; Ti; B | [399] |
| Cu | TiB2; TiC | Laser Sintering (LS) | Cu; B4C; Ni; Ti | [400] |
| Cu | TiC | Spark Plasma Sintering (SPS) | Ti25Cu75; C | [401] |
| Cu | TiC | Spark Plasma Sintering (SPS) | Ti25Cu75; Carbon black; Nanodiamonds | [402] |
| Cu | TiC | Hot Pressing (HP) | Cu; Ti; Graphite | [403] |
| Cu | TiC | Spark Plasma Sintering (SPS) | Cu; Ti; Graphite | [404] |
| Cu | TiC | Spark Plasma Sintering (SPS) | Cu; Ti; TiH2; Graphite | [405] |
| Cu | TiC | Pressureless Sintering (PS) | Cu; Ti; Graphite | [406] |
| Cu | TiC | Spark Plasma Sintering (SPS) | Cu; Ti; Graphite | [407] |
| Cu(Ti) | TiC | Spark Plasma Sintering (SPS); Hot Rolling (HR) | Cu; Ti; Graphite | [39] |
| Cu | TiC | Spark Plasma Sintering (SPS); Hot Pressing (HP) | Cu; Ti; Carbon Black | [408] |
| Cu | TiC | Spark Plasma Sintering (SPS) | Cu; TiH2; C; TiC | [409] |
| Cu | TiC | Spark Plasma Sintering (SPS) | Cu; Ti; C; Graphite; Nanodiamonds | [410] |
| Cu | TiC; C | Pressureless Sintering (PS) | Cu; Ti; Graphite; Carbon nanotube (CNT); Graphene | [411] |
| Cu | TiC; CuTi4 | Hot Extrusion (HE) | CuTi; Graphite | [412] |
| Cu | TiC; Graphene | Pressureless Sintering (PS) | Cu; Ti; Graphite | [413] |
| Cu(Sn) | V2C | Hot Pressing (HP) | Cu; V2SnC | [414] |
| Cu | WC | Hot Pressing (HP) | Cu, W; Graphite | [68] |
| Cu(W) | WC | Hot Pressing (HP) | Cu; W; GCI | [415] |
| Cu | WC; W2C | Pressureless Sintering (PS) | Cu; W; Graphite | [70] |
| Cu | Y2Ti2O7 | Spark Plasma Sintering (SPS) | Cu(Y); TiO2 | [416] |
| Matrix | Reinforcement | Processing Method | Raw Materials | References |
|---|---|---|---|---|
| Fe | (Ti,V)C | Pressureless Sintering (PS) | Ti; Fe; FeV; C | [417] |
| Fe | (Ti,V)C | Pressureless Sintering (PS) | Fe; FeV; FeCr; FeMo; Ti; C | [418] |
| Fe | (Ti,V)C | Pressureless Sintering (PS) | Fe; FeV; FeCr; FeMo; Ti; C | [419] |
| Fe | (Ti,V)C | Pressureless Sintering (PS) | Ti; Fe; Fe–V; Fe–Cr; Fe–Mo; C | [420] |
| Fe(Al) | Al2O3; Fe3Al | Hot Pressing (HP) | Fe-Al | [421] |
| Fe | Al2O3; FeAl2O4 | Pressureless Sintering (PS) | Fe-Al2O3 | [422] |
| 316L Steel | Cr7C3; Cr3C2; Fe2Si | Spark Plasma Sintering (SPS) | 316L; PCS | [423] |
| 316L Steel | Cr7C3; FeSi | Spark Plasma Sintering (SPS) | 316L; PCS | [33] |
| HCWI | Cr7C3; TiC | Pressureless Sintering (PS); Hot Pressing (HP) | HCWI; TiC; Ti3AlC2 | [424] |
| Fe | Fe3O4 | Pressureless Sintering (PS) | Fe; O2 | [425] |
| Fe | Fe3O4 | Pressureless Sintering (PS) | Fe; H2O | [426] |
| Fe | Fe3O4 | Pressureless Sintering (PS) | Fe; Fe2O3 | [427] |
| Fe | FeAl2O4 | Hot Pressing (HP) | Fe; Fe2O3; Al2O3 | [428] |
| Fe | FeAl2O4 | Pressureless Sintering (PS) | Fe; Al2O3 | [429] |
| Fe | FeAl2O4; Al2O3 | Pressureless Sintering (PS) | Fe; Al2O3 | [430] |
| Fe | FeB; Fe2B | Hot Pressing (HP); Pressureless Sintering (PS) | Fe; B4C | [82] |
| Fe(Mo) | FeS; TiC; VC | Pressureless Sintering (PS) | Fe2O3; FeO; TiO2; V2O5; Al2O3; SiO2; MgO; Fe; Graphite; MoS2 | [431] |
| Fe(Cr,C) | M7C3; TiC | Pressureless Sintering (PS); Hot Pressing (HP) | HCWI; Ti3AlC2 | [432] |
| Fe-Si | MnO-SiO2 | Spark Plasma Sintering (SPS) | Fe-Si; MnO2 | [433] |
| Fe | Mo(Ti)2FeB | Pressureless Sintering (PS) | Mo; FeB; Fe; Ti | [434] |
| Fe-Ni | Nanodiamonds | Spark Plasma Sintering (SPS) | Fe30Ni; MWCNTs | [435] |
| Fe | NbC | Pressureless Sintering (PS) | Fe; Nb; Graphite | [436] |
| Fe | TiB2 | Spark Plasma Sintering (SPS) | FeTi; FeB | [437] |
| Fe-Cr-Mn-Al | TiB2 | Spark Plasma Sintering (SPS) | Cr; Fe; Mn; Al; Ti; B | [438] |
| Fe | TiB2 | Spark Plasma Sintering (SPS); Pressureless Sintering (PS) | FeB; TiH2 | [75] |
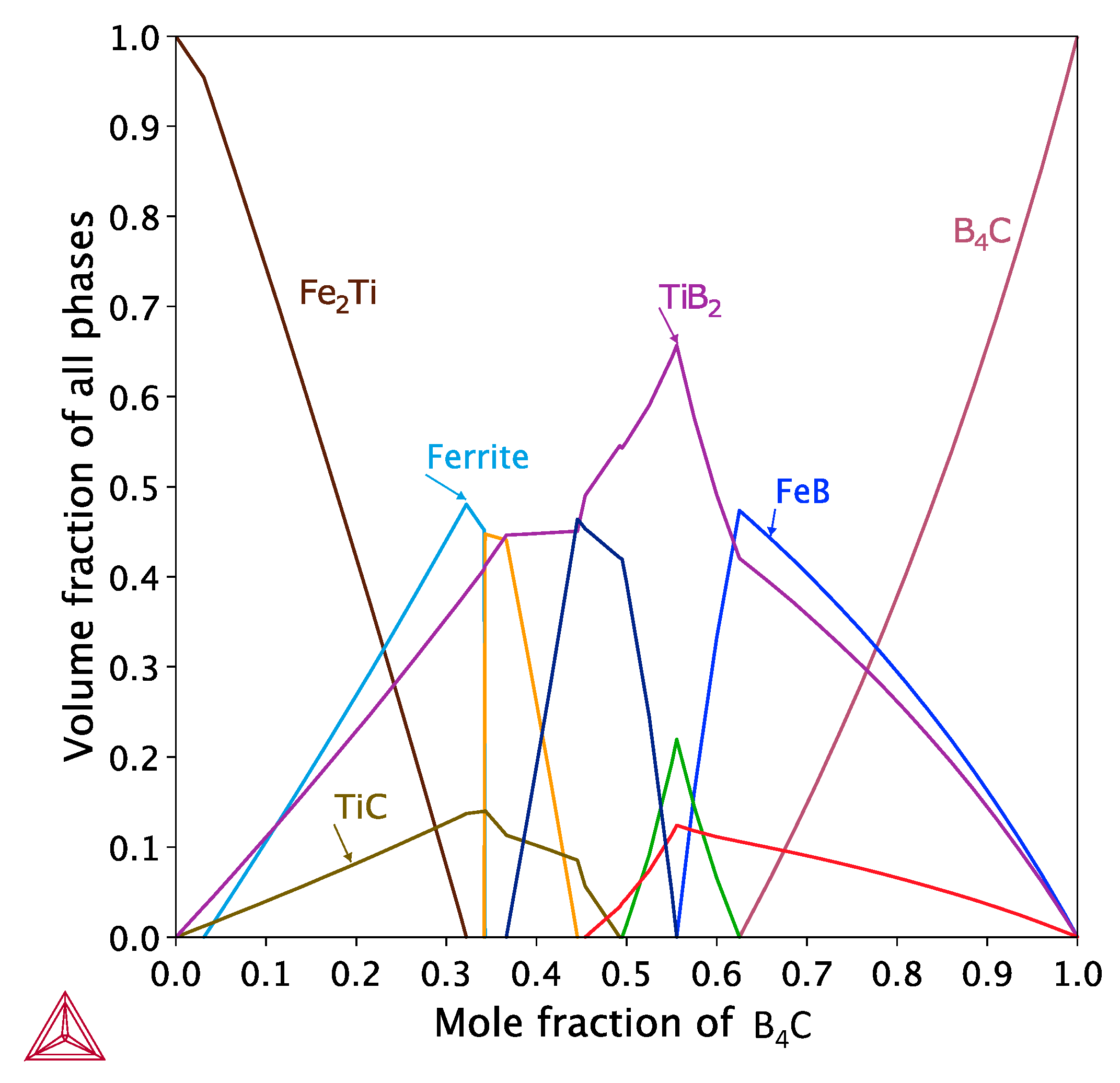
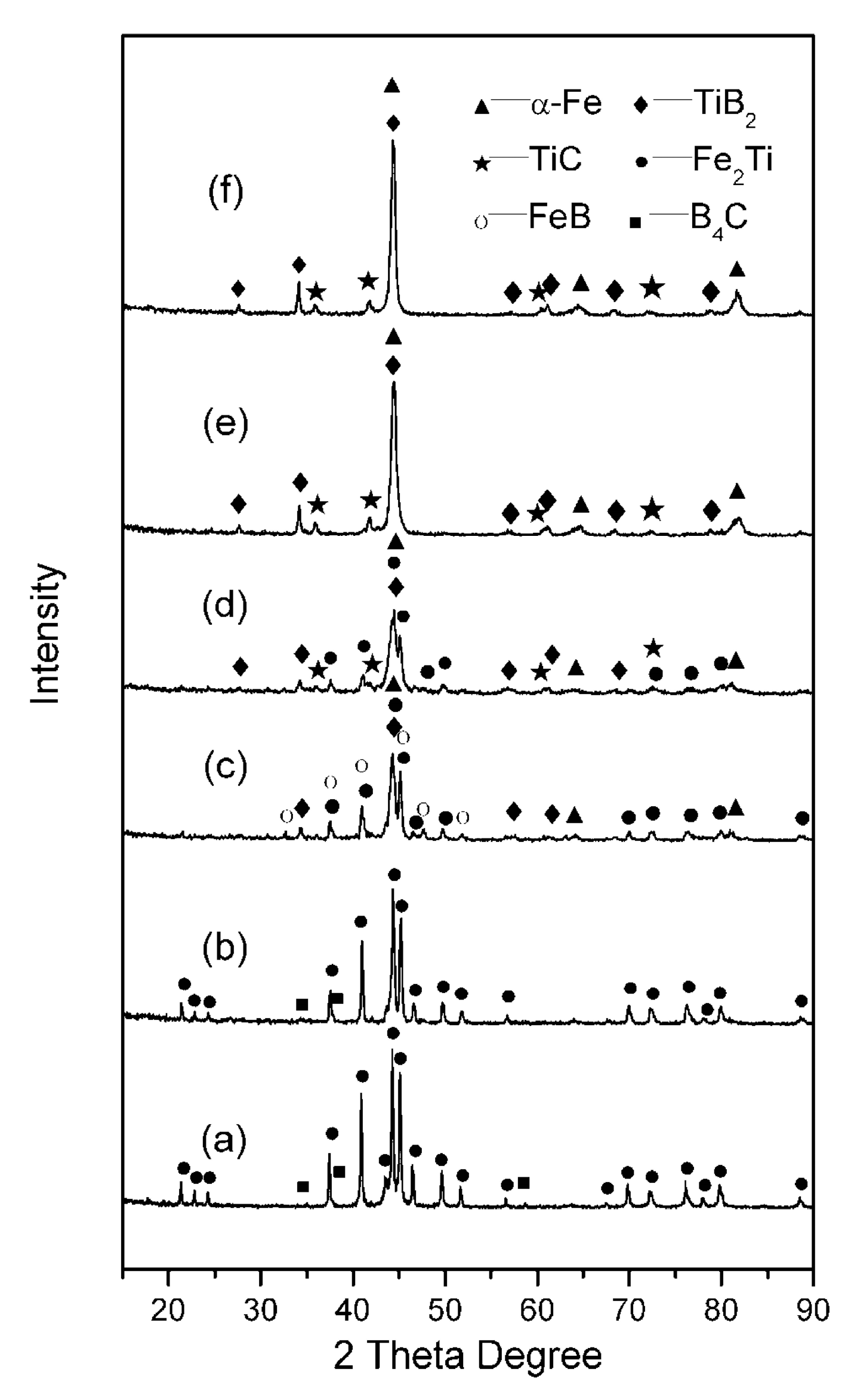
| Steel | TiB2; TiC | Spark Plasma Sintering (SPS) | Fe2Ti; B4C | [55] |
| Steel | TiB2; TiC | Spark Plasma Sintering (SPS) | FeTi; B4C | [17] |
| Steel | TiB2; TiC | Pressureless Sintering (PS) | 465 stainless steel; FeB; Ti; C | [20] |
| Fe/Steel | TiB2; TiC | Pressureless Sintering (PS) | 465 stainless steel; FeB; Ti; C | [439] |
| Fe | TiB2; TiC | Pressureless Sintering (PS) | Ti; C; FeB | [440] |
| Steel | TiC | Pressureless Sintering (PS); Hot Isostatic Press (HIP) | Fe; TiH2; C | [19] |
| Fe | TiC | Pressureless Sintering (PS) | Fe2O3; TiO2; Graphite | [52] |
| Fe | TiC | Pressureless Sintering (PS) | Fe; Ti; C | [441] |
| Fe | TiC | Pressureless Sintering (PS) | Fe3O4; FeTiO3; Al2O3; SiO2; MgO; CaO; Fe; La2O3; CeO2; Graphite | [442] |
| Fe(Ni, Mo, Cu) | TiC | Pressureless Sintering (PS) | Fe; Ti; Mo; Ni; Cu; Graphite | [443] |
| Fe | TiC | Pressureless Sintering (PS) | FeTi70; Sucrose | [74] |
| Fe | TiC | Hot Isostatic Pressing (HIP); Hot Pressing (HP) | Graphite; Steel; FeTi; WCI | [444] |
| Fe | TiC | Pressureless Sintering (PS) | FeTiO3; Graphite | [445] |
| Steel | TiC; TiB2 | Pressureless Sintering (PS) | 465 stainless steel; FeB; Ti; C | [446] |
| Fe | TiN | Spark Plasma Sintering (SPS); Pressureless Sintering (PS) | Fe(Cr,Ni,Ti); N2 | [447] |
| Steel | TiN; TiB2 | Spark Plasma Sintering (SPS) | FeTi; BN | [448] |
| Steel | TiN; VN | Hot Isostatic Pressing (HIP) | X4CrMoV15–1; FeTi; X4CrMo15–1; FeV; Graphite; N2 | [449] |
| Fe(Cr, V) | V3B4; V8C7 | Pressureless Sintering (PS) | FeV; C; Fe45 | [450] |
| Fe(Cr,Mo) | VC | Pressureless Sintering (PS) | Fe; FeV; FeCr; FeMo; C | [32] |
| Fe | VC | Spark Plasma Sintering (SPS) | FeV; C | [45] |
| Fe | WC; Fe3W3C; W2C | Spark Plasma Sintering (SPS) | Fe; Cu; W; C | [451] |
| Fe | WC; W2C; Fe3W3C | Spark Plasma Sintering (SPS) | Fe; C; W; Cu; WC | [452] |
| Fe | ZrO2; Zr6Fe3O | Pressureless Sintering (PS) | Fe; ZrO2 | [453] |
References
- Chao, Z.; Zhang, L.; Jiang, L.; Qiao, J.; Xu, Z.; Chi, H.; Wu, G. Design, microstructure and high temperature properties of in-situ Al3Ti and nano-Al2O3 reinforced 2024Al matrix composites from Al-TiO2 system. J. Alloy. Compd. 2019, 775, 290–297. [Google Scholar] [CrossRef]
- Tanprayoon, D.; Srisawadi, S.; Sato, Y.; Tsukamoto, M.; Suga, T. Microstructure and hardness response of novel 316L stainless steel composite with TiN addition fabricated by SLM. Opt. Laser Technol. 2020, 129, 106238. [Google Scholar] [CrossRef]
- Behera, M.P.; Dougherty, T.; Singamneni, S. Conventional and Additive Manufacturing with Metal Matrix Composites: A Perspective. Procedia Manuf. 2019, 30, 159–166. [Google Scholar] [CrossRef]
- Lloyd, D.; Lagace, H.; McLeod, A.; Morris, P. Microstructural aspects of aluminium-silicon carbide particulate composites produced by a casting method. Mater. Sci. Eng. A 1989, 107, 73–80. [Google Scholar] [CrossRef]
- Pandey, U.; Purohit, R.; Agarwal, P.; Dhakad, S.; Rana, R. Effect of TiC particles on the mechanical properties of aluminium alloy metal matrix composites (MMCs). Mater. Today Proc. 2017, 4, 5452–5460. [Google Scholar] [CrossRef]
- Maurya, M.; Kumar, S.; Bajpai, V.; Maurya, N.K. Process parameters, development and applications of stir cast composite: A review. Mater. Test. 2020, 62, 196–208. [Google Scholar] [CrossRef]
- Lawley, A.; Apelian, D. Spray Forming of Metal Matrix Composites. Powder Met. 1994, 37, 123–128. [Google Scholar] [CrossRef]
- Bains, P.S.; Sidhu, S.; Payal, H.S. Fabrication and Machining of Metal Matrix Composites: A Review. Mater. Manuf. Process. 2015, 31, 553–573. [Google Scholar] [CrossRef]
- Rahimipour, M.R.; Sobhani, M. Evaluation of Centrifugal Casting Process Parameters for In Situ Fabricated Functionally Gradient Fe-TiC Composite. Met. Mater. Trans. Mater. Process. Sci. 2013, 44, 1120–1123. [Google Scholar] [CrossRef]
- Shin, D.-S.; Lee, J.-C.; Yoon, E.-P.; Lee, H.-I. Effect of the processing methods on the formation of Al4C3 in SiCp/2024 Al composites. Mater. Res. Bull. 1997, 32, 1155–1163. [Google Scholar] [CrossRef]
- Veeravalli, R.R.; Nallu, R.; Sarcar, M.M.M. Mechanical and tribological properties of AA7075–TiC metal matrix composites under heat treated (T6) and cast conditions. J. Mater. Res. Technol. 2016, 5, 377–383. [Google Scholar] [CrossRef] [Green Version]
- Jõeleht, M. The Influence of Sintering Temperature of Reactive Sintered (Ti, Mo)C-Ni Cermets. Mater. Sci. 2015, 21, 435–438. [Google Scholar] [CrossRef]
- Wang, F.; Li, J.; Shi, C.; Zhao, N.; Liu, E.; He, C.; He, F. Preparation and mechanical properties of in-situ synthesized nano-MgAl2O4 particles and MgxAl(1-x)B2 whiskers co-reinforced Al matrix composites. Mater. Sci. Eng. A 2018, 735, 236–242. [Google Scholar] [CrossRef]
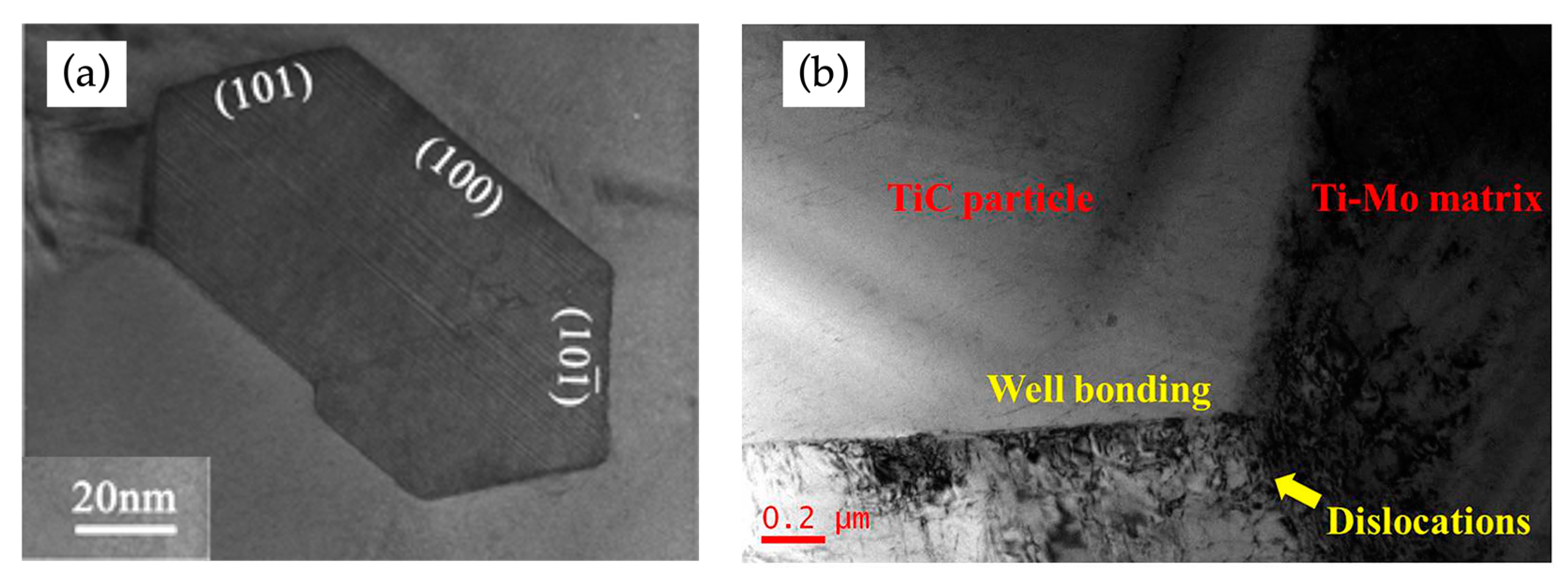
- Duygulu, O. High-resolution transmission electron microscopy investigation of in situ TiC/Al composites. Met. Mater. 2018, 56, 265–275. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Qu, X.; Wang, F.; Shi, C.; Zhao, N.; Liu, E.; He, C.; He, F. In situ synthesis of a gamma-Al2O3 whisker reinforced aluminium matrix composite by cold pressing and sintering. Mater. Sci. Eng. A 2018, 709, 223–231. [Google Scholar] [CrossRef]
- Mokhnache, E.O.; Wang, G.-S.; Geng, L.; Balasubramaniam, K.; Henniche, A.; Ramdani, N. In situ (α-Al2O3 + ZrB2)/Al composites with network distribution fabricated by reaction hot pressing. Int. J. Miner. Met. Mater. 2016, 22, 1092–1100. [Google Scholar] [CrossRef]
- Li, B.; Liu, Y.; Li, J.; Cao, H.; He, L. Effect of sintering process on the microstructures and properties of in situ TiB2–TiC reinforced steel matrix composites produced by spark plasma sintering. J. Mater. Process. Technol. 2010, 210, 91–95. [Google Scholar] [CrossRef]
- Verezub, O.; Kálazi, Z.; Buza, G.; Verezub, N.V.; Kaptay, G. Classification of laser beam induced surface engineering technologies andin situsynthesis of steel matrix surface nanocomposites. Surf. Eng. 2011, 27, 428–435. [Google Scholar] [CrossRef]
- Lee, J.; Lee, D.; Song, M.H.; Rhee, W.; Ryu, H.J.; Hong, S.H. In-situ synthesis of TiC/Fe alloy composites with high strength and hardness by reactive sintering. J. Mater. Sci. Technol. 2018, 34, 1397–1404. [Google Scholar] [CrossRef]
- Akhtar, F. Microstructure evolution and wear properties of in situ synthesized TiB2 and TiC reinforced steel matrix composites. J. Alloy. Compd. 2008, 459, 491–497. [Google Scholar] [CrossRef]
- da Costa, C.; Zapata, W.; Velasco, F.; Ruiz-Prieto, J.; Torralba, J. Wear behaviour of aluminum reinforced with nickel aluminide MMCs. J. Mater. Process. Technol. 1999, 92–93, 66–70. [Google Scholar] [CrossRef]
- Rezaei, A.; Hosseini, H.R.M. Investigating the effect of heat treatment on the fracture toughness of a hot extruded Al–Ti composite produced by powder metallurgy route. Mater. Sci. Eng. A 2020, 771, 138573. [Google Scholar] [CrossRef]
- Fogagnolo, J.; Pallone, E.; Martin, D.; Kiminami, C.; Bolfarini, C.; Botta, W. Processing of Al matrix composites reinforced with Al–Ni compounds and Al2O3 by reactive milling and reactive sintering. J. Alloy. Compd. 2009, 471, 448–452. [Google Scholar] [CrossRef]
- Stašić, J.; Rajković, V.; Ružić, J.; Božić, D. An investigation on synthesis development of high hardened, high conductivity Cu-Zr and Cu-Zr-ZrB2 alloys through green compact laser sintering. Int. J. Adv. Manuf. Technol. 2015, 80, 1049–1057. [Google Scholar] [CrossRef]
- Jiang, J.; He, X.; Du, J.; Pang, X.; Yang, H.; Wei, Z. In-situ fabrication of graphene-nickel matrix composites. Mater. Lett. 2018, 220, 178–181. [Google Scholar] [CrossRef]
- Tjong, S.C. Microstructural and mechanical characteristics of in situ metal matrix composites. Mater. Sci. Eng. R Rep. 2000, 29, 49–113. [Google Scholar] [CrossRef]
- Amosov, A.P. Nanomaterials of SHS technology for tribological applications: A review. Russ. J. Non-Ferrous Met. 2017, 58, 530–539. [Google Scholar] [CrossRef]
- Subrahmanyam, J.; Vijayakumar, M. Self-propagating high-temperature synthesis. J. Mater. Sci. 1992, 27, 6249–6273. [Google Scholar] [CrossRef]
- Karanjai, M.; Sundaresan, R.; Rao, G.V.N.; Mohan, T.R.R.; Kashyap, B.P. Development of titanium based biocomposite by powder metallurgy processing with in situ forming of Ca–P phases. Mater. Sci. Eng. A 2007, 447, 19–26. [Google Scholar] [CrossRef]
- Karanjai, M.; Kumar, B.M.; Sundaresan, R.; Basu, B.; Mohan, T.R.; Kashyap, B. Fretting wear study on Ti–Ca–P biocomposite in dry and simulated body fluid. Mater. Sci. Eng. A 2008, 475, 299–307. [Google Scholar] [CrossRef]
- Patel, V.; El-Desouky, A.; Garay, J.; Morsi, K. Pressure-less and current-activated pressure-assisted sintering of titanium dual matrix composites: Effect of reinforcement particle size. Mater. Sci. Eng. A 2009, 507, 161–166. [Google Scholar] [CrossRef]
- Wang, J.; Fu, S. Production of in situ Vanadium Carbide Particulate Reinforced Iron Matrix Composite. Mater. Sci. 2014, 20, 409–413. [Google Scholar] [CrossRef] [Green Version]
- Guan, D.; He, X.; Zhang, R.; Li, R.; Qu, X. Tribological and corrosion properties of PM 316L matrix composites reinforced by in situ polymer-derived ceramics. Vacuum 2018, 148, 319–326. [Google Scholar] [CrossRef]
- Pan, D.; Li, S.; Gao, L.; Liu, L.; Zhang, X.; Ji, X.; Umeda, J.; Kondoh, K. TiB Whisker and Nitrogen Solid-Solution Synergistic-Strengthened Titanium Matrix Composites by Ti–BN via Spark Plasma Sintering and Hot Extrusion. Adv. Eng. Mater. 2021, 23. [Google Scholar] [CrossRef]
- Otte, J.A.; Zou, J.; Patel, R.; Lu, M.; Dargusch, M.S. TiB Nanowhisker Reinforced Titanium Matrix Composite with Improved Hardness for Biomedical Applications. Nanomaterials 2020, 10, 2480. [Google Scholar] [CrossRef] [PubMed]
- Otte, J.A.; Zou, J.; Huang, Y.; Dargusch, M.S. Ultrahigh Aspect Ratio TiB Nanowhisker-Reinforced Titanium Matrix Composites as Lightweight and Low-Cost Replacements for Superalloys. ACS Appl. Nano Mater. 2020, 3, 8208–8215. [Google Scholar] [CrossRef]
- Toptan, F. Corrosion and wear behaviour of highly porous Ti-TiB-TiNxin situ composites in simulated physiological solution. Turk. J. Chem. 2020, 44, 805–816. [Google Scholar] [CrossRef] [PubMed]
- Kwon, H.; Jung, S.-A.; Suh, C.-Y.; Roh, K.-M.; Kim, W.; Kim, J. Highly toughened dense TiC–Ni composite by in situ decomposition of (Ti,Ni)C solid solution. Ceram. Int. 2015, 41, 4656–4661. [Google Scholar] [CrossRef]
- Wang, F.; Li, Y.; Yamanaka, K.; Wakon, K.; Harata, K.; Chiba, A. Influence of two-step ball-milling condition on electrical and mechanical properties of TiC-dispersion-strengthened Cu alloys. Mater. Des. 2014, 64, 441–449. [Google Scholar] [CrossRef]
- Rezaei, A.; Hosseini, H.R.M. Evolution of microstructure and mechanical properties of Al-5 wt% Ti composite fabricated by P/M and hot extrusion: Effect of heat treatment. Mater. Sci. Eng. A 2017, 689, 166–175. [Google Scholar] [CrossRef]
- Zhang, X.; Song, F.; Wei, Z.; Yang, W.; Dai, Z. Microstructural and mechanical characterization of in-situ TiC/Ti titanium matrix composites fabricated by graphene/Ti sintering reaction. Mater. Sci. Eng. A 2017, 705, 153–159. [Google Scholar] [CrossRef]
- Krizik, P.; Balog, M.; Nagy, S. Small punch testing of heat resistant ultrafine-grained Al composites stabilized by nano-metric Al2O3 (HITEMAL©) in a broad temperature range. J. Alloy. Compd. 2021, 887, 161332. [Google Scholar] [CrossRef]
- Xu, S.; Zhou, C.; Liu, Y.; Liu, B.; Li, K. Microstructure and mechanical properties of Ti-15Mo-xTiC composites fabricated by in-situ reactive sintering and hot swaging. J. Alloy. Compd. 2018, 738, 188–196. [Google Scholar] [CrossRef]
- Grützner, S.; Krüger, L.; Radajewski, M.; Schneider, I. Characterization of In-Situ TiB/TiC Particle-Reinforced Ti-5Al-5Mo-5V-3Cr Matrix Composites Synthesized by Solid-State Reaction with B4C and Graphite through SPS. Metals 2018, 8, 377. [Google Scholar] [CrossRef] [Green Version]
- Huang, L.; Qian, M.; Liu, Z.; Nguyen, V.T.; Yang, L.; Wang, L.; Zou, J. In situ preparation of TiB nanowires for high-performance Ti metal matrix nanocomposites. J. Alloy. Compd. 2018, 735, 2640–2645. [Google Scholar] [CrossRef] [Green Version]
- Sadeghian, Z.; Lotfi, B.; Enayati, M.; Beiss, P. Microstructural and mechanical evaluation of Al–TiB2 nanostructured composite fabricated by mechanical alloying. J. Alloy. Compd. 2011, 509, 7758–7763. [Google Scholar] [CrossRef]
- He, L.; Liu, Y.; Li, B.; Cao, H.; Li, J. Reaction synthesis of in situ vanadium carbide particulates-reinforced iron matrix composites by spark plasma sintering. J. Mater. Sci. 2010, 45, 2538–2542. [Google Scholar] [CrossRef]
- Cao, H.; Zhan, Z.; Lv, X. Microstructure Evolution and Properties of an In-Situ Nano-Gd2O3/Cu Composite by Powder Metallurgy. Materials 2021, 14, 5021. [Google Scholar] [CrossRef]
- Long, B.; Othman, R.; Umemoto, M.; Zuhailawati, H. Spark plasma sintering of mechanically alloyed in situ copper–niobium carbide composite. J. Alloy. Compd. 2010, 505, 510–515. [Google Scholar] [CrossRef]
- Hu, W.; Huang, Z.; Cai, L.; Lei, C.; Zhai, H.; Zhou, Y. Exploring the interfacial state and tensile behaviors in nickel matrix composite with in-situ TiC and γ′-Ni3(Al,Ti) reinforcements. J. Alloy. Compd. 2018, 765, 987–993. [Google Scholar] [CrossRef]
- Chen, Z.-C.; Takeda, T.; Ikeda, K. Microstructural evolution of reactive-sintered aluminum matrix composites. Compos. Sci. Technol. 2008, 68, 2245–2253. [Google Scholar] [CrossRef]
- Ghiasabadi, S.M.; Raygan, S. In Situ Production of Fe-TiC Nanocomposite by Mechanical Activation and Heat Treatment of the Fe2O3/TiO2/C Powder. J. Mater. Eng. Perform. 2012, 21, 2295–2302. [Google Scholar] [CrossRef]
- Brinkman, H.; Duszczyk, J.; Katgerman, L. In-situ formation of TiB 2 in a P/M aluminum matrix. Scr. Mater. 1997, 37, 293–297. [Google Scholar] [CrossRef]
- Andrieux, J.; Dezellus, O.; Bosselet, F.; Viala, J.C. Low-Temperature Interface Reaction Between Titanium and the Eutectic Silver-Copper Brazing Alloy. J. Phase Equilibria Diffus. 2009, 30, 40–45. [Google Scholar] [CrossRef] [Green Version]
- Li, B.H.; Liu, Y.; Li, J.; Cao, H.; He, L. Fabrication of in situ TiB2–TiC reinforced steel matrix composites by spark plasma sintering. Powder Met. 2011, 54, 222–224. [Google Scholar] [CrossRef]
- Shahid, R.N.; Scudino, S. Microstructure and Mechanical Behavior of Al-Mg Composites Synthesized by Reactive Sintering. Metals 2018, 8, 762. [Google Scholar] [CrossRef] [Green Version]
- Ediger, M. Dynamics of Polymer Glasses and Melts: Probe Diffusion. In Encyclopedia of Materials: Science and Technology; Elsevier: Amsterdam, The Netherlands, 2004. [Google Scholar] [CrossRef]
- Shi, H.; Zhao, Y.; Gao, H.-B.; Zhang, M.-S.; Jiang, Y.-H.; Cao, F.; Zou, J.-T.; Liang, S.-H. In-situ spherical TiB2/Cu composite powder: A new method of liquid phase reaction coupled with gas atomization. Mater. Charact. 2022, 191, 112096. [Google Scholar] [CrossRef]
- German, R.M. Powder Metallurgy & Particulate Materials Processing; Metal Powder Industry: Princeton, NJ, USA, 2005. [Google Scholar]
- Woo, K.D.; Lee, H.B. Fabrication of Al alloy matrix composite reinforced with subsive-sized Al2O3 particles by the in situ displacement reaction using high-energy ball-milled powder. Mater. Sci. Eng. A 2007, 449–451, 829–832. [Google Scholar] [CrossRef]
- Aguilar, C.; Martin, P.; Pio, E.; Salvo, C.; Neves, G. Materials analysis applying thermodynamic (MAAT) software: A friendly and free tool to analyze the formation of solid solutions, amorphous phases and intermetallic compounds. Comput. Phys. Commun. 2021, 259, 107573. [Google Scholar] [CrossRef]
- Gu, J.; Gu, S.; Xue, L.; Wu, S.; Yan, Y. Microstructure and mechanical properties of in-situ Al13Fe4/Al composites prepared by mechanical alloying and spark plasma sintering. Mater. Sci. Eng. A 2012, 558, 684–691. [Google Scholar] [CrossRef]
- Xue, Y.; Shen, R.; Ni, S.; Xiao, D.; Song, M. Effects of Sintering Atmosphere on the Mechanical Properties of Al-Fe Particle-Reinforced Al-Based Composites. J. Mater. Eng. Perform. 2015, 24, 1890–1896. [Google Scholar] [CrossRef]
- Xue, Y.; Shen, R.; Ni, S.; Song, M.; Xiao, D. Fabrication, microstructure and mechanical properties of Al–Fe intermetallic particle reinforced Al-based composites. J. Alloy. Compd. 2015, 618, 537–544. [Google Scholar] [CrossRef]
- Miedema, A.; de Châtel, P.; de Boer, F. Cohesion in alloys—Fundamentals of a semi-empirical model. Phys. B+C 1980, 100, 1–28. [Google Scholar] [CrossRef]
- Zhang, R.; Zhang, S.; He, Z.; Jing, J.; Sheng, S. Miedema Calculator: A thermodynamic platform for predicting formation enthalpies of alloys within framework of Miedema’s Theory. Comput. Phys. Commun. 2016, 209, 58–69. [Google Scholar] [CrossRef]
- Aguilar, C.; Martinez, C.; Tello, K.; Palma, S.; Delonca, A.; Martín, F.S.; Alfonso, I. Thermodynamic Analysis of the Formation of FCC and BCC Solid Solutions of Ti-Based Ternary Alloys by Mechanical Alloying. Metals 2020, 10, 510. [Google Scholar] [CrossRef] [Green Version]
- Li, J.; Ni, J.; Huang, B.; Chen, J.; Xu, Z.; Liao, S.; Wang, C.; Luo, W. Long-term ball milling and hot pressing of in-situ nanoscale tungsten carbides reinforced copper composite and its characterization. Mater. Charact. 2019, 152, 134–140. [Google Scholar] [CrossRef]
- Chookajorn, T.; Murdoch, H.A.; Schuh, C.A. Design of Stable Nanocrystalline Alloys. Science 2012, 337, 951–954. [Google Scholar] [CrossRef] [Green Version]
- Yusoff, M.; Zuhailawati, H. In Situ Tungsten Carbide Formation in Nanostructured Copper Matrix Composite Using Mechanical Alloying and Sintering. Materials 2022, 15, 2340. [Google Scholar] [CrossRef]
- Grützner, S.; Krüger, L.; Schimpf, C.; Radajewski, M.; Schneider, I. Microstructure and Mechanical Properties of In Situ TiB/TiC Particle-Reinforced Ti-5Al-5Mo-5V-3Cr Composites Synthesized by Spark Plasma Sintering. Met. Mater. Trans. A 2018, 49, 5671–5682. [Google Scholar] [CrossRef]
- Hu, J.; Zhang, J.; Luo, G.; Sun, Y.; Shen, Q.; Zhang, L. Design and Synthesis of C-O Grain Boundary Strengthening of Al Composites. Nanomaterials 2020, 10, 438. [Google Scholar] [CrossRef] [Green Version]
- Karak, S.; Chudoba, T.; Witczak, Z.; Lojkowski, W.; Manna, I. Development of ultra high strength nano-Y2O3 dispersed ferritic steel by mechanical alloying and hot isostatic pressing. Mater. Sci. Eng. A 2011, 528, 7475–7483. [Google Scholar] [CrossRef]
- Wang, J.-J.; Hao, J.-J.; Guo, Z.-M.; Wang, S. Plasma preparation and low-temperature sintering of spherical TiC–Fe composite powder. Int. J. Miner. Met. Mater. 2015, 22, 1328–1333. [Google Scholar] [CrossRef]
- Cho, H.-R.; Kim, J.-S.; Chung, K.-H. Microstructure, mechanical, and tribological properties of pressureless sintered and spark plasma sintered Fe TiB2 nanocomposites. Tribol. Int. 2019, 131, 83–93. [Google Scholar] [CrossRef]
- Viljus, M.; Pirso, J.; Juhani, K.; Letunovitš, S. Structure Formation in Ti-C-Ni-Mo Composites during Reactive Sintering. Mater. Sci. 2012, 18, 62–65. [Google Scholar] [CrossRef] [Green Version]
- Porter, D.A. Phase Transformations in Metals and Alloys; Springer: Berlin/Heidelberg, Germany, 1992. [Google Scholar]
- Lifshitz, I.; Slyozov, V. The kinetics of precipitation from supersaturated solid solutions. J. Phys. Chem. Solids 1961, 19, 35–50. [Google Scholar] [CrossRef]
- Wagner, C. Theorie der Alterung von Niederschliigen durch Umlosen (Ostwald-Reifung). Z. Elektrochem. Ber. Bunsenges. Phys. Chem. 1961, 65, 581–591. [Google Scholar]
- Chiker, N.; Benamor, A.; Hadji, Y.; Haddad, A.; Hakem, M.; Azzaz, M.; Sahraoui, T.; Hadji, M. Microstructure and Tribological Behavior of In Situ TiC-Ni(Si,Ti) Composites Elaborated from Ni and Ti3SiC2 Powders. J. Mater. Eng. Perform. 2020, 29, 1995–2005. [Google Scholar] [CrossRef]
- Chen, F.; Yan, Z.; Wu, X.; Liu, B.; Liu, Y. Microstructures and properties of Cu-10Sn oil bearings reinforced by Al2O3 nanoparticles. Adv. Powder Technol. 2021, 32, 710–717. [Google Scholar] [CrossRef]
- Nair, F.; Hamamcı, M. Effect of In-Situ Synthesized Boride Phases on the Impact Behavior of Iron-Based Composites Reinforced by B4C Particles. Metals 2020, 10, 554. [Google Scholar] [CrossRef]
- Tokita, M. The Potential of Spark Plasma Sintering (SPS) Method for the Fabrication on an Industrial Scale of Functionally Graded Materials. Adv. Sci. Technol. 2010, 63, 322–331. [Google Scholar] [CrossRef]
- Cavaliere, P. Spark plasma sintering of materials: Advances in processing and applications. In Spark Plasma Sintering of Materials; Advances in Processing and Applications; Springer: Berlin/Heidelberg, Germany, 2019. [Google Scholar] [CrossRef]
- Degnah, A.; Du, J.; Chandran, K.R. CALPHAD Approach and processing of a multicomponent titanium matrix composite for high strength and fracture toughness. Mater. Sci. Eng. A 2020, 781, 139210. [Google Scholar] [CrossRef]
- Saito, T.; Takamiya, H.; Furuta, T. Thermomechanical properties of P/M β titanium metal matrix composite. Mater. Sci. Eng. A 1998, 243, 273–278. [Google Scholar] [CrossRef]
- Panda, K.B.; Chandran, K.S.R. Synthesis of ductile titanium-titanium boride (Ti-TiB) composites with a beta-titanium matrix: The nature of TiB formation and composite properties. Met. Mater. Trans. A 2003, 34, 1371–1385. [Google Scholar] [CrossRef]
- Klein, A.N.; Furlan, K.P.; Schroeder, R.M.; Hammes, G.; Binder, C.; Neto, J.B.R.; Probst, S.H.; de Mello, J.D.B. Thermodynamic aspects during the processing of sintered materials. Powder Technol. 2015, 271, 193–203. [Google Scholar] [CrossRef]
- Balog, M.; Krizik, P.; Svec, P.; Orovcik, L. Industrially fabricated in-situ Al-AlN metal matrix composites (part A): Processing, thermal stability, and microstructure. J. Alloy. Compd. 2021, 883, 160858. [Google Scholar] [CrossRef]
- Lu, J.; Qin, J.; Lu, W.; Liu, Y.; Gu, J.; Zhang, D. In situ preparation of (TiB+TiC+Nd2O3)/Ti composites by powder metallurgy. J. Alloy. Compd. 2009, 469, 116–122. [Google Scholar] [CrossRef]
- Rodeghiero, E.D.; Chisaki, J.; Giannelis, E.P. In Situ Microstructural Control of Ni/Al2O3 and Ni/NiAl2O4 Composites from Layered Double Hydroxides. Chem. Mater. 1997, 9, 478–484. [Google Scholar] [CrossRef]
- Zhao, L.; Jiao, Y.; Zhao, M.; Zhang, J. Investigation on in situ Al0.5FeSi0.5/Al composites prepared by transient liquid phase sintering. Mater. Des. 2014, 59, 70–75. [Google Scholar] [CrossRef]
- Feng, Y.; Geng, L.; Li, A.; Zheng, Z. Fabrication and characteristics of in situ Al12W particles reinforced aluminum matrix composites by reaction sintering. Mater. Des. 2010, 31, 965–967. [Google Scholar] [CrossRef]
- Yang, Q.; Zhang, Y.; Zhang, H.; Zheng, R.; Xiao, W.; Ma, C. Fabrication of Al-based composites reinforced with in situ devitrified Al84Ni8.4Y4.8La1.8Co1 particles by hot pressing consolidation. J. Alloy. Compd. 2015, 648, 382–388. [Google Scholar] [CrossRef]
- Nalivaiko, A.Y.; Arnautov, A.N.; Zmanovsky, S.V.; Ozherelkov, D.; Shurkin, P.K.; Gromov, A.A. Al–Al2O3 powder composites obtained by hydrothermal oxidation method: Powders and sintered samples characterization. J. Alloy. Compd. 2020, 825, 154024. [Google Scholar] [CrossRef]
- Haghi, S.M.A.; Sajjadi, S.A.; Babakhani, A. In-situ fabrication of Al(Zn)−Al2O3 graded composite using the aluminothermic reaction during hot pressing. Int. J. Miner. Met. Mater. 2018, 25, 832–839. [Google Scholar] [CrossRef]
- Moreno, M.F.; Balog, M.; Krizik, P. Mechanical characterization of PM aluminum composites by small punch test. Matéria 2018, 23. [Google Scholar] [CrossRef]
- Nicoara, M.; Locovei, C.; Opris, C.; Ursu, D.; Vasiu, R.; Stoica, M. Optimizing the parameters for in situ fabrication of hybrid Al-Al2O3 composites. J. Therm. Anal. 2017, 127, 115–122. [Google Scholar] [CrossRef]
- Kováč, P.; Balog, M.; Hušek, I.; Kopera, L.; Križik, P.; Rosová, A.; Kováč, J.; Kulich, M.; Čaplovičová, M. Properties of near- and sub-micrometre Al matrix composites strengthened with nano-scale in-situ Al2O3 aimed for low temperature applications. Cryogenics 2017, 87, 58–65. [Google Scholar] [CrossRef]
- Balog, M.; Simancik, F.; Walcher, M.; Rajner, W.; Poletti, M.C. Extruded Al–Al2O3 composites formed in situ during consolidation of ultrafine Al powders: Effect of the powder surface area. Mater. Sci. Eng. A 2011, 529, 131–137. [Google Scholar] [CrossRef]
- Dirras, G.; Gubicza, J.; Tingaud, D.; Billard, S. Microstructure of Al–Al2O3 nanocomposite formed by in situ phase transformation during Al nanopowder consolidation. Mater. Chem. Phys. 2011, 129, 846–852. [Google Scholar] [CrossRef]
- Durai, T.; Das, K.; Das, S. Synthesis and characterization of Al matrix composites reinforced by in situ alumina particulates. Mater. Sci. Eng. A 2007, 445-446, 100–105. [Google Scholar] [CrossRef]
- Yu, P.; Deng, C.-J.; Ma, N.-G.; Ng, D.H. A new method of producing uniformly distributed alumina particles in Al-based metal matrix composite. Mater. Lett. 2004, 58, 679–682. [Google Scholar] [CrossRef]
- Lakra, S.; Bandyopadhyay, T.K.; Das, S.; Das, K. Thermal conductivity of in-situ dual matrix aluminum composites with segregated morphology. Mater. Res. Bull. 2021, 144, 111515. [Google Scholar] [CrossRef]
- Chen, C.-F.; Huang, C.-N.; Kao, P.-W. Nanometer-sized δ*-Al2O3-reinforced aluminum composites using the friction stir process: A TEM study. Mater. Charact. 2020, 170, 110704. [Google Scholar] [CrossRef]
- Yu, P.; Kwok, C.; To, C.; Li, T.; Ng, D.H. Enhanced precipitation hardening in an alumina reinforced Al–Cu alloy matrix composite. Compos. Part B Eng. 2008, 39, 327–331. [Google Scholar] [CrossRef]
- Kleiner, S.; Bertocco, F.; Khalid, F.A.; Beffort, O. Reactively Synthesized Nanostructured PM Aluminium Composite—Microstructure Stability and Elevated Temperature Hardness Response. Adv. Eng. Mater. 2005, 7, 380–383. [Google Scholar] [CrossRef]
- Roy, D.; Basu, B.; Mallick, A.B. Tribological properties of Ti-aluminide reinforced Al-based in situ metal matrix composite. Intermetallics 2005, 13, 733–740. [Google Scholar] [CrossRef]
- Lakra, S.; Bandyopadhyay, T.K.; Das, S.; Das, K. Synthesis and characterization of in-situ (Al–Al3Ti–Al2O3)/Al dual matrix composite. J. Alloy. Compd. 2020, 842, 155745. [Google Scholar] [CrossRef]
- Woo, K.D.; Kim, J.H.; Kwon, E.P.; Moon, M.S.; Lee, H.B.; Sato, T.; Liu, Z. Fabrication of Al matrix composite reinforced with submicrometer-sized Al2O3 particles formed by combustion reaction between HEMM Al and V2O5 composite particles during sintering. Met. Mater. Int. 2010, 16, 213–218. [Google Scholar] [CrossRef]
- Mandal, A.; DAS, K.; DAS, S. Characterization of microstructure and properties of Al–Al3Zr–Al2O3 composite. Bull. Mater. Sci. 2016, 39, 913–924. [Google Scholar] [CrossRef] [Green Version]
- Chen, B.; Zhou, X.; Zhang, B.; Kondoh, K.; Li, J.; Qian, M. Microstructure, tensile properties and deformation behaviors of aluminium metal matrix composites co-reinforced by ex-situ carbon nanotubes and in-situ alumina nanoparticles. Mater. Sci. Eng. A 2020, 795, 139930. [Google Scholar] [CrossRef]
- Dikici, B.; Gavgali, M. The effect of sintering time on synthesis of in situ submicron α-Al2O3 particles by the exothermic reactions of CuO particles in molten pure Al. J. Alloy. Compd. 2013, 551, 101–107. [Google Scholar] [CrossRef]
- Zahid, G.; Azhar, T.; Musaddiq, M.; Rizvi, S.; Ashraf, M.; Hussain, N.; Iqbal, M. In situ processing and aging behaviour of an aluminium/Al2O3 composite. Mater. Des. 2011, 32, 1630–1635. [Google Scholar] [CrossRef]
- Rong, X.; Zhang, X.; Zhao, D.; He, C.; Shi, C.; Liu, E.; Zhao, N. In-situ Al2O3-Al interface contribution towards the strength-ductility synergy of Al-CuO composite fabricated by solid-state reactive sintering. Scr. Mater. 2021, 198, 113825. [Google Scholar] [CrossRef]
- Mallik, B.; Sikdar, K.; Roy, D. Tribological Performance of In Situ Reinforced Al-Based Metal Matrix Composite Processed by Spark Plasma Sintering. Mater. Perform. Charact. 2019, 8, 62–71. [Google Scholar] [CrossRef]
- Huo, H.; Woo, K.D. In situ synthesis of Al2O3 particulate-reinforced Al matrix composite by low temperature sintering. J. Mater. Sci. 2006, 41, 3249–3253. [Google Scholar] [CrossRef]
- Mintzer, S.; Ipohorski, M. Microstructure of aluminium-alumina-silica participate composites obtained by reactive sintering. J. Mater. Sci. 1995, 30, 4703–4709. [Google Scholar] [CrossRef]
- Chen, J.; Jiang, X.; Lyu, L.; Li, Y.; Christian, P.; Sun, H.; Shu, R. Microstructure and properties of nano-C and in-situ Al2O3 reinforced aluminum matrix composites processed by high-pressure torsion. Compos. Interfaces 2022, 29, 579–595. [Google Scholar] [CrossRef]
- Sharma, A.; Lee, H.; Ahn, B. Microstructure and properties of in-situ Al–Si/Al2O3 composites prepared by displacement reaction. Powder Met. 2021, 64, 192–197. [Google Scholar] [CrossRef]
- Mokhnache, E.O.; Wang, G.; Geng, L.; Kaveendran, B.; Henniche, A.; Ramdani, N. In Situ Al Based Composites Fabricated in Al-SiO2-C System by Reaction Sintering. JOM 2015, 67, 1505–1514. [Google Scholar] [CrossRef]
- Lakra, S.; Bandyopadhyay, T.K.; Das, S.; Das, K. In situ dual matrix composite with segregated microstructure fabricated from Al–TiO2–B2O3 system by mechanical thermal process. J. Alloy. Compd. 2021, 860, 158527. [Google Scholar] [CrossRef]
- Ma, Z.Y.; Li, J.H.; Li, S.X.; Ning, X.G.; Lu, Y.X.; Bi, J. Property-microstructure correlation in in situ formed Al2O3, TiB2 and Al3Ti mixture-reinforced aluminium composites. J. Mater. Sci. 1996, 31, 741–747. [Google Scholar] [CrossRef]
- Odhiambo, J.O.; Yoshida, M.; Otsu, A.; Yi, L.-F.; Onda, T.; Chen, Z.-C. Microstructure and tensile properties of in-situ synthesized and hot-extruded aluminum-matrix composites reinforced with hybrid submicron-sized ceramic particles. J. Compos. Mater. 2022, 56, 1987–2001. [Google Scholar] [CrossRef]
- Yu, P.; Mei, Z.; Tjong, S. Structure, thermal and mechanical properties of in situ Al-based metal matrix composite reinforced with Al2O3 and TiC submicron particles. Mater. Chem. Phys. 2005, 93, 109–116. [Google Scholar] [CrossRef]
- Liu, H.; Ruiying, Z.; Sen, Y.; Jinxuan, L.; Han, Y. Effect of TiO2 particle size on reinforcements, reaction mode and kinetics in Al-TiO2-C system. Mater. Res. Express 2019, 6, 116505. [Google Scholar] [CrossRef]
- Fan, G.; Wang, Q.; Geng, L.; Wang, G.; Feng, Y. Preparation and characterization of aluminum matrix composites based on Al–WO3 system. J. Alloy. Compd. 2012, 545, 130–134. [Google Scholar] [CrossRef]
- Feng, C.; Froyen, L. In-situ P/M Al/(ZrB2 + Al2O3) MMCs: Processing, microstructure and mechanical characterization. Acta Mater. 1999, 47, 4571–4583. [Google Scholar] [CrossRef]
- Wu, X.; Li, Y.; Jiang, P.; Sun, J. In situ formation mechanism of spinel-like Al5O6N and plate-like Al7O3N5 in the two-step sintered Al–Al2O3 composites. Mater. Chem. Phys. 2021, 271, 124951. [Google Scholar] [CrossRef]
- Xu, D.; Long, W.; Zhou, X. Microstructure and corrosion resistance of Al3(Zr, Ti)/Al composite prepared by powder metallurgy. Adv. Compos. Lett. 2020, 29, 2633366X20906160. [Google Scholar] [CrossRef]
- Cintas, J.; Cuevas, F.; Montes, J.M.; Caballero, E.; Herrera, E. Strengthening of ultrafine PM aluminium using nano-sized oxycarbonitride dispersoids. Mater. Sci. Eng. A 2011, 528, 8286–8291. [Google Scholar] [CrossRef]
- Akçamlı, N.; Şenyurt, B. Fabrication and characterization of in-situ Al3Ni intermetallic and CeO2 particulate-reinforced aluminum matrix composites. Ceram. Int. 2021, 47, 21197–21206. [Google Scholar] [CrossRef]
- Wan, Q.; Li, F.; Wang, W.; Hou, J.; Cui, W.; Li, Y. Study on In-Situ Synthesis Process of Ti–Al Intermetallic Compound-Reinforced Al Matrix Composites. Materials 2019, 12, 1967. [Google Scholar] [CrossRef]
- Goyal, V.; Ravi, R.; Bakshi, S.R.; Soni, P.R. Development and Mechanical Properties of In Situ Al3Ti-Reinforced Nanostructured AA6061 via Mechanical Alloying. J. Mater. Eng. Perform. 2019, 28, 117–122. [Google Scholar] [CrossRef]
- Dursun, Ö.; Tansel, T.; Hatice, E. Ibrahim, Synthesis, Characterization and Dry Sliding Wear Behavior of In-situ Formed TiAl3 Precipitate Reinforced A356 Alloy Produced by Mechanical Alloying Method. Mater. Res. 2015, 18, 813–820. [Google Scholar] [CrossRef] [Green Version]
- Chianeh, V.A.; Hosseini, H.M.; Nofar, M. Micro structural features and mechanical properties of Al–Al3Ti composite fabricated by in-situ powder metallurgy route. J. Alloy. Compd. 2009, 473, 127–132. [Google Scholar] [CrossRef]
- Sun, Z.; Hashimoto, H.; Wang, Q.; Park, Y.; Abe, T. Synthesis of Al–Al3Ti Composites using Pulse Discharge Sintering Process. Mater. Trans. JIM 2000, 41, 597–600. [Google Scholar] [CrossRef] [Green Version]
- Guo, B.; Song, M.; Zhang, X.; Cen, X.; Li, W.; Chen, B.; Wang, Q. Achieving high combination of strength and ductility of Al matrix composite via in-situ formed Ti-Al3Ti core-shell particle. Mater. Charact. 2020, 170, 110666. [Google Scholar] [CrossRef]
- Vorotilo, S.; Nepapushev, A.; Moskovskikh, D.; Buinevich, V.; Trusov, G.; Kovalev, D.Y.; Semenyuk, A.; Stepanov, N.; Nalivaiko, A.; Gromov, A. Engineering of strong and hard in-situ Al-Al3Ti nanocomposite via high-energy ball milling and spark plasma sintering. J. Alloy. Compd. 2022, 895, 162676. [Google Scholar] [CrossRef]
- Krizik, P.; Balog, M.; Nosko, M.; Riglos, M.V.C.; Dvorak, J.; Bajana, O. Ultrafine-grained Al composites reinforced with in-situ Al3Ti filaments. Mater. Sci. Eng. A 2016, 657, 6–14. [Google Scholar] [CrossRef]
- Zhang, Q.; Xiao, B.; Wang, D.; Ma, Z. Formation mechanism of in situ Al3Ti in Al matrix during hot pressing and subsequent friction stir processing. Mater. Chem. Phys. 2011, 130, 1109–1117. [Google Scholar] [CrossRef]
- Azarniya, A.; Hosseini, H.R.M.; Jafari, M.; Bagheri, N. Thermal decomposition of nanostructured Aluminum Titanate in an active Al matrix: A novel approach to fabrication of in situ Al/Al2O3–Al3Ti composites. Mater. Des. 2015, 88, 932–941. [Google Scholar] [CrossRef]
- Azarniya, A.; Hosseini, H.R.M. A new method for fabrication of in situ Al/Al 3 Ti–Al 2 O 3 nanocomposites based on thermal decomposition of nanostructured tialite. J. Alloy. Compd. 2015, 643, 64–73. [Google Scholar] [CrossRef]
- Yıldırım, M.; Ōzyūrek, D. An Investigation of Wear Behaviors of AA7075 Al Hybrid Composites. High Temp. Mater. Process. 2018, 37, 619–624. [Google Scholar] [CrossRef]
- Umeda, J.; Nishimura, N.; Fujii, H.; Jia, L.; Kondoh, K. In-Situ Formed Al3Zr Compounds Reinforced Al Composites and Tribological Application. Crystals 2021, 11, 227. [Google Scholar] [CrossRef]
- Geng, L.; Imai, T.; Mao, J.; Takagi, M.; Yao, C. Microstructure and high strain rate superplasticity ofin situcomposite synthesised from aluminium and nano ZrO2 particles by powder metallurgy. Mater. Sci. Technol. 2001, 17, 187–194. [Google Scholar] [CrossRef]
- Geng, L.; Zheng, Z.Z.; Yao, C.K.; Mao, J.F.; Imai, T. A new in situ composite fabricated by powder metallurgy with aluminum and nanocrystalline ZrO2 particles. J. Mater. Sci. Lett. 2000, 19, 985–987. [Google Scholar] [CrossRef]
- Velgosová, O.; Besterci, M.; Balloková, B. Influence of Al4C3 nanophase on structural stability and mechanical properties of Al-Al4C3 composites after thermal exposure. Met. Res. Technol. 2018, 115, 606. [Google Scholar] [CrossRef]
- Ozdemir, A.T.; Bostan, B. Microstructure and electrical resistivity features in Al-Al4C3 in-situ composite after attrition milling and double sequence of compaction and high temperature treatment. Met. Mater. 2012, 50, 89–95. [Google Scholar] [CrossRef] [Green Version]
- Arik, H.; Aydin, M.; Kurt, A.; Turker, M. Weldability of Al4C3–Al composites via diffusion welding technique. Mater. Des. 2005, 26, 555–560. [Google Scholar] [CrossRef]
- Arik, H. Production and characterization of in situ Al4C3 reinforced aluminum-based composite produced by mechanical alloying technique. Mater. Des. 2004, 25, 31–40. [Google Scholar] [CrossRef]
- Hu, J.; Zhang, J.; Luo, G.; Sun, Y.; Shen, Q.; Zhang, L. Effectively enhanced strength by interfacial reactions in in-situ carbon reinforced Al matrix composites. Vacuum 2021, 188, 110148. [Google Scholar] [CrossRef]
- Wan, J.; Chen, B.; Feng, D.; Cao, L.; Shen, J.; Guo, B.; Li, J. Strengthening efficiency competition between carbon nanotubes (CNTs) and in-situ Al4C3 nanorods in CNTs/Al composites influenced by alumina characteristics. Compos. Part A Appl. Sci. Manuf. 2022, 152, 106704. [Google Scholar] [CrossRef]
- Chen, B.; Jia, L.; Li, S.; Imai, H.; Takahashi, M.; Kondoh, K. In Situ Synthesized Al4C3Nanorods with Excellent Strengthening Effect in Aluminum Matrix Composites. Adv. Eng. Mater. 2014, 16, 972–975. [Google Scholar] [CrossRef]
- Lekatou, A.; Sfikas, A.; Karantzalis, A. The influence of the fabrication route on the microstructure and surface degradation properties of Al reinforced by Al9CO2. Mater. Chem. Phys. 2017, 200, 33–49. [Google Scholar] [CrossRef]
- Yuan, L.; Han, J.; Liu, J.; Jiang, Z. Mechanical properties and tribological behavior of aluminum matrix composites reinforced with in-situ AlB2 particles. Tribol. Int. 2016, 98, 41–47. [Google Scholar] [CrossRef] [Green Version]
- Balog, M.; Yu, P.; Qian, M.; Behulova, M.; Švec, P.; Cicka, R. Nanoscaled Al–AlN composites consolidated by equal channel angular pressing (ECAP) of partially in situ nitrided Al powder. Mater. Sci. Eng. A 2013, 562, 190–195. [Google Scholar] [CrossRef]
- Yu, P.; Balog, M.; Yan, M.; Schaffer, G.; Qian, M. In situ fabrication and mechanical properties of Al–AlN composite by hot extrusion of partially nitrided AA6061 powder. J. Mater. Res. 2011, 26, 1719–1725. [Google Scholar] [CrossRef]
- Kondoh, K.; Umeda, J.; Watanabe, R. Cavitation erosion of aluminum matrix sintered composite with AlN dispersoids. Wear 2009, 267, 1511–1515. [Google Scholar] [CrossRef]
- Kondoh, K.; Kimura, A.; Watanabe, R. Cavitation toughness ofin situnitrided Al–AlN composite sintered material. Powder Met. 2001, 44, 157–160. [Google Scholar] [CrossRef]
- Balog, M.; Krizik, P.; Dvorak, J.; Bajana, O.; Krajcovic, J.; Drienovsky, M. Industrially fabricated in-situ Al-AlN metal matrix composites (part B): The mechanical, creep, and thermal properties. J. Alloy. Compd. 2022, 909, 164720. [Google Scholar] [CrossRef]
- Caballero, E.S.; Cuevas, F.G.; Ternero, F.; Astacio, R.; Montes, J.M.; Cintas, J. In Situ Synthesis of Al-Based MMCs Reinforced with AlN by Mechanical Alloying under NH3 Gas. Materials 2018, 11, 823. [Google Scholar] [CrossRef] [Green Version]
- Yang, W.-W.; Guo, Z.-M.; Guo, L.-C.; Cao, H.-Q.; Luo, J.; Ye, A.-P. In situ fabrication and properties of AlN dispersion strengthened 2024 aluminum alloy. Int. J. Miner. Met. Mater. 2014, 21, 1228–1232. [Google Scholar] [CrossRef]
- Balog, M.; Krizik, P.; Yan, M.; Simancik, F.; Schaffer, G.; Qian, M. SAP-like ultrafine-grained Al composites dispersion strengthened with nanometric AlN. Mater. Sci. Eng. A 2013, 588, 181–187. [Google Scholar] [CrossRef]
- Gostariani, R.; Asadabad, M.A.; Paydar, M.H.; Ebrahimi, R. Morphological and phase evaluation of Al/15 wt.% BN nanocomposite synthesized by planetary ball mill and sintering. Adv. Powder Technol. 2017, 28, 2232–2238. [Google Scholar] [CrossRef]
- Kondoh, K.; Takeda, Y. Tribological property of in situ directly nitrided and sintered Al/AlN composite. Powder Met. 2000, 43, 69–75. [Google Scholar] [CrossRef]
- Chen, C.-L.; Lin, C.-H. In-situ dispersed La oxides of Al6061 composites by mechanical alloying. J. Alloy. Compd. 2019, 775, 1156–1163. [Google Scholar] [CrossRef]
- Zhou, Y.; Zan, Y.; Zheng, S.; Shao, X.; Jin, Q.; Zhang, B.; Wang, Q.; Xiao, B.; Ma, X.; Ma, Z. Thermally stable microstructures and mechanical properties of B4C-Al composite with in-situ formed Mg(Al)B. J. Mater. Sci. Technol. 2019, 35, 1825–1830. [Google Scholar] [CrossRef]
- Hao, G.; Shi, C.-S.; Zhao, N.-Q.; Liu, E.-Z.; He, C.-N.; He, F.; Ma, L.-Y. Microstructural evolution and mechanical behavior of in situ synthesized MgAl2O4 whiskers reinforced 6061 Al alloy composite after hot extrusion and annealing. Rare Met. 2018, 1–11. [Google Scholar] [CrossRef]
- Xing, L.; Zhang, Y.; Shi, C.; Zhou, Y.; Zhao, N.; Liu, E.; He, C. In-situ synthesis of MgAl2O4 nanowhiskers reinforced 6061 aluminum alloy composites by reaction hot pressing. Mater. Sci. Eng. A 2014, 617, 235–242. [Google Scholar] [CrossRef]
- Zhou, Y.; Zhao, N.; Shi, C.; Liu, E.; Du, X.; He, C. In-situ processing and aging behaviors of MgAl2O4 spinel whisker reinforced 6061Al composite. Mater. Sci. Eng. A 2014, 598, 114–121. [Google Scholar] [CrossRef]
- Zhou, Y.; Yu, Z.; Zhao, N.; Shi, C.; Liu, E.; Du, X.; He, C. Microstructure and properties of in situ generated MgAl2O4 spinel whisker reinforced aluminum matrix composites. Mater. Des. 2013, 46, 724–730. [Google Scholar] [CrossRef]
- Yu, Z.; Zhao, N.; Liu, E.; Shi, C.; Du, X.; Wang, J. Fabrication of aluminum matrix composites with enhanced mechanical properties reinforced by in situ generated MgAl2O4 whiskers. Compos. Part A Appl. Sci. Manuf. 2012, 43, 631–634. [Google Scholar] [CrossRef]
- Jia, L.; Rong, X.; Zhao, D.; Zhang, X.; He, C.; Zhao, N. Microstructural characteristic and mechanical properties of the in-situ MgAl2O4 reinforced Al matrix composite based on Al-Mg-ZnO system. J. Alloy. Compd. 2022, 891, 161991. [Google Scholar] [CrossRef]
- Li, J.; Wang, F.; Shi, C.; Liu, E.; He, C.; Zhao, N. High strength-ductility synergy of MgAlB4 whisker reinforced aluminum matrix composites achieved by in situ synthesis. Mater. Sci. Eng. A 2020, 799, 140127. [Google Scholar] [CrossRef]
- Maiti, R.; Chakraborty, M. Synthesis and characterization of molybdenum aluminide nanoparticles reinforced aluminium matrix composites. J. Alloy. Compd. 2008, 458, 450–456. [Google Scholar] [CrossRef]
- Chen, J.; Jiang, X.; Lyu, L.; Li, Y.; Christian, P.; Sun, H.; Shu, R. Microstructures and mechanical properties of nano-C and in situ Al2O3 reinforced aluminium matrix composites processed by equal-channel angular pressing. J. Alloy. Compd. 2021, 876, 160159. [Google Scholar] [CrossRef]
- Wu, W.; Guo, B.; Xue, Y.; Shen, R.; Ni, S.; Song, M. Ni-AlxNiy core–shell structured particle reinforced Al-based composites fabricated by in-situ powder metallurgy technique. Mater. Chem. Phys. 2015, 160, 352–358. [Google Scholar] [CrossRef]
- Ma, J.; Fan, C.; Chen, W.; Tan, H.; Zhu, S.; Li, Q.; Yang, J. Core-shell structure in situ reinforced aluminum matrix composites: Microstructure, mechanical and tribological properties. J. Alloy. Compd. 2022, 901, 163613. [Google Scholar] [CrossRef]
- Li, J.; Jiang, X.; Shao, Z.; Zhu, D.; Johnson, S.S.; Luo, Z.; Zhu, M. Microstructure and Mechanical Properties of Multiphase Strengthened Al/Si/Al2O3/SiO2/MWCNTs Nanocomposites Sintered byIn SituVacuum Hot Pressing. J. Nanomater. 2015, 2015, 433. [Google Scholar] [CrossRef] [Green Version]
- Daoush, W.; Francis, A.; Lin, Y.; German, R. An exploratory investigation on the in-situ synthesis of SiC/AlN/Al composites by spark plasma sintering. J. Alloy. Compd. 2015, 622, 458–462. [Google Scholar] [CrossRef]
- Hu, Z.-Y.; Zhang, Z.-H.; Wang, H.; Li, S.-L.; Yin, S.-P.; Song, Q.; Cheng, X.-W. A rapid route for synthesizing Ti-(AlxTiy/UFG Al) core-multishell structured particles reinforced Al matrix composite with promising mechanical properties. Mater. Sci. Eng. A 2018, 721, 61–64. [Google Scholar] [CrossRef]
- Guo, B.; Yi, J.; Ni, S.; Shen, R.; Song, M. Factors affecting the microstructure and mechanical properties of Ti-Al3Ti core-shell-structured particle-reinforced Al matrix composites. Philos. Mag. 2016, 96, 1197–1211. [Google Scholar] [CrossRef]
- Zhu, H.; Liu, J.; Wu, Y.; Zhang, Q.; Shi, Q.; Chen, Z.; Wang, L.; Zhang, F.; Wang, H. Hot Deformation Behavior and Workability of in Situ TiB2/7050Al Composites Fabricated by Powder Metallurgy. Materials 2020, 13, 5319. [Google Scholar] [CrossRef]
- Lü, L.; Lai, M.; Su, Y.; Teo, H.; Feng, C. In situ TiB2 reinforced Al alloy composites. Scr. Mater. 2001, 45, 1017–1023. [Google Scholar] [CrossRef]
- Zhang, J.; Zhang, D.; Zhu, H.; Xie, Z. In-situ TiB2 reinforced Al–4Cu matrix composites synthesized through microwave and conventional heating methods: Thermodynamics, dynamics and mechanical properties. Mater. Chem. Phys. 2021, 270, 124843. [Google Scholar] [CrossRef]
- Birol, Y. Response to thermal exposure of Al/K2TiF6/C powder blends. J. Alloy. Compd. 2008, 455, 164–167. [Google Scholar] [CrossRef]
- Qin, Q.D.; Huang, B.W.; Li, W.; Zeng, Z.Y. Preparation and Wear Resistance of Aluminum Composites Reinforced with In Situ Formed TiO/Al2O. J. Mater. Eng. Perform. 2016, 25, 2029–2036. [Google Scholar] [CrossRef]
- Wang, N.; Wu, B.; Wu, W.; Li, J.; Ge, C.; Dong, Y.; Zhang, L.; Wang, Y. Microstructure and properties of aluminium-high entropy alloy composites fabricated by mechanical alloying and spark plasma sintering. Mater. Today Commun. 2020, 25, 101366. [Google Scholar] [CrossRef]
- Cai, S.; Ma, X.; Tang, H. In situ WAl12 particle-reinforced Al matrix composites synthesized by combining mechanical alloying and vacuum hot pressing technology. J. Alloy. Compd. 2012, 520, 170–173. [Google Scholar] [CrossRef]
- Cai, S.G.; Ma, X.F.; Tang, H.G.; Zhao, W.; Zhu, C.J.; Yan, J.M.; Qiao, Z.H.; Zhao, B. Processing, Microstructure and Mechanical Properties of in Situ Al-based Metal Matrix Composite Reinforced with 22 wt%WAl12 Particles. Adv. Eng. Mater. 2006, 8, 740–743. [Google Scholar] [CrossRef]
- Li, T.; Ng, D.H. Fabrication of Al–LiAlO2 metal matrix composites and crystalline γ-LiAlO. Mater. Sci. Eng. A 2007, 445–446, 652–656. [Google Scholar] [CrossRef]
- Kaneko, J.; Sugamata, M.; Okubo, M. In Situ Dispersion of Yttrium and Calcium Oxides in Mechanically Alloyed Al-Y and Al-Ca Alloys. Mater. Sci. Forum 2000, 331–337, 1209–1214. [Google Scholar] [CrossRef]
- Yu, P.; Deng, C.-J.; Ma, N.-G.; Yau, M.-Y.; Ng, D.H. Formation of nanostructured eutectic network in α-Al2O3 reinforced Al–Cu alloy matrix composite. Acta Mater. 2003, 51, 3445–3454. [Google Scholar] [CrossRef]
- Deqing, W.; Ziyuan, S. Aluminothermic Reduction of Silica for the Synthesis of Alumina-Aluminum-Silicon Composite. J. Mater. Synth. Process. 2001, 9, 241–246. [Google Scholar] [CrossRef]
- Zhang, W.; Chai, D.; Ran, G.; Zhou, J. Study on microstructure and tensile properties of in situ fiber reinforced aluminum matrix composites. Mater. Sci. Eng. A 2008, 476, 157–161. [Google Scholar] [CrossRef]
- Liu, L.; Li, Y.; Zhang, H.; Cheng, X.; Mu, X.; Fan, Q.; Ge, Y.; Guo, S. Simultaneously enhancing strength and ductility in graphene nanoplatelets reinforced titanium (GNPs/Ti) composites through a novel three-dimensional interface design. Compos. Part B Eng. 2021, 216, 108851. [Google Scholar] [CrossRef]
- Vasanthakumar, K.; Ghosh, S.; Koundinya, N.; Ramaprabhu, S.; Bakshi, S.R. Synthesis and mechanical properties of TiCx and Ti(C,N) reinforced Titanium matrix in situ composites by reactive spark plasma sintering. Mater. Sci. Eng. A 2019, 759, 30–39. [Google Scholar] [CrossRef]
- Yu, J.; Zhao, Y.; Zhao, Q.; Zhang, W.; Huo, W.; Zhang, Y. Microstructure and Properties of Titanium Matrix Composites Synergistically Reinforced by Graphene Oxide and Alloying Elements. Adv. Eng. Mater. 2022; in press. [Google Scholar] [CrossRef]
- Xiong, Y.; Du, M.; Zhang, F.; Saba, F.; Shang, C. Preparation and mechanical properties of titanium alloy matrix composites reinforced by Ti3AlC and TiC ceramic particulates. J. Alloy. Compd. 2021, 886, 161216. [Google Scholar] [CrossRef]
- Zhang, X.; He, M.; Yang, W.; Wu, K.; Zhan, Y.; Song, F. Structure and mechanical properties of in-situ titanium matrix composites with homogeneous Ti5Si3 equiaxial particle-reinforcements. Mater. Sci. Eng. A 2017, 698, 73–79. [Google Scholar] [CrossRef]
- Sumida, M.; Kondoh, K. In-Situ Synthesis of Ti Matrix Composite Reinforced with Dispersed Ti5Si3 Particles via Spark Plasma Sintering. Mater. Trans. 2005, 46, 2135–2141. [Google Scholar] [CrossRef] [Green Version]
- Lu, Q.; Lv, Y.; Zhang, C.; Zhang, H.; Chen, W.; Xu, Z.; Feng, P.; Fan, J. Highly oxidation-resistant Ti-Mo alloy with two-scale network Ti5Si3 reinforcement. J. Mater. Sci. Technol. 2022, 110, 24–34. [Google Scholar] [CrossRef]
- Huang, L.; Wang, S.; Geng, L.; Kaveendran, B.; Peng, H.-X. Low volume fraction in situ (Ti5Si3 + Ti2C)/Ti hybrid composites with network microstructure fabricated by reaction hot pressing of Ti–SiC system. Compos. Sci. Technol. 2013, 82, 23–28. [Google Scholar] [CrossRef]
- Huang, K.; Chen, W.; Wu, M.; Wang, J.; Jiang, K.; Liu, J. Microstructure and densification of the Ti6Al4V–70%TiB2 metal-ceramic by coupled multi-physical fields-activated sintering. J. Alloy. Compd. 2020, 820, 153091. [Google Scholar] [CrossRef]
- Mohammadzadeh, A.; Azadbeh, M.; Danninger, H.; Namini, A.S. Ti–TiB2 composites consolidated by spark plasma sintering: Reaction mechanism, characteristics of in-situ formed phases and densification behavior. Mater. Chem. Phys. 2020, 242, 122556. [Google Scholar] [CrossRef]
- Cao, Y.; Liu, Y.; Li, Y.; Liu, B.; Xu, R. Hot deformation behavior of nano-sized TiB reinforced Ti-6Al-4V metal matrix composites. Mech. Mater. 2020, 141, 103260. [Google Scholar] [CrossRef]
- Namini, A.S.; Dilawary, S.A.A.; Motallebzadeh, A.; Asl, M.S. Effect of TiB2 addition on the elevated temperature tribological behavior of spark plasma sintered Ti matrix composite. Compos. Part B Eng. 2019, 172, 271–280. [Google Scholar] [CrossRef]
- Singh, H.; Hayat, M.; He, Z.; Peterson, V.K.; Das, R.; Cao, P. In situ neutron diffraction observations of Ti-TiB composites. Compos. Part A Appl. Sci. Manuf. 2019, 124, 105501. [Google Scholar] [CrossRef]
- Singh, H.; Hayat, M.; Zhang, H.; Das, R.; Cao, P. Effect of TiB2 content on microstructure and properties of in situ Ti-TiB composites. Int. J. Miner. Met. Mater. 2019, 26, 915–924. [Google Scholar] [CrossRef]
- Cai, C.; He, S.; Li, L.; Teng, Q.; Song, B.; Yan, C.; Wei, Q.; Shi, Y. In-situ TiB/Ti-6Al-4V composites with a tailored architecture produced by hot isostatic pressing: Microstructure evolution, enhanced tensile properties and strengthening mechanisms. Compos. Part B Eng. 2019, 164, 546–558. [Google Scholar] [CrossRef]
- Miklaszewski, A.; Jurczyk, M. Mechanical Alloying and Electrical Current-Assisted Sintering Adopted for In Situ Ti-TiB Metal Matrix Composite Processing. Materials 2019, 12, 653. [Google Scholar] [CrossRef] [Green Version]
- Namini, A.S.; Motallebzadeh, A.; Nayebi, B.; Asl, M.S.; Azadbeh, M. Microstructure–mechanical properties correlation in spark plasma sintered Ti–4.8 wt.% TiB2 composites. Mater. Chem. Phys. 2019, 223, 789–796. [Google Scholar] [CrossRef]
- Wang, H.; Hu, Z.-Y.; Cheng, X.-W.; Zhang, Z.-H.; Song, Q.; Li, X.-Y. A rapid route to fabricate in situ TiB-whisker-reinforced Ti-6Al-4V alloy composites by spark plasma sintering and heat treatment. Mater. Res. Express 2019, 6, 1265d3. [Google Scholar] [CrossRef]
- Mohammadzadeh, A.; Namini, A.S.; Azadbeh, M.; Motallebzadeh, A. On the physical and mechanical properties of spark plasma sintered pure Ti and Ti-TiB composite. Mater. Res. Express 2018, 5, 126512. [Google Scholar] [CrossRef]
- Chaudhari, R.; Bauri, R. A novel spark plasma sintering route to process high-strength Ti–4Al–2Fe/TiB nano-composite. Mater. Sci. Technol. 2018, 34, 2008–2017. [Google Scholar] [CrossRef]
- Xu, R.; Liu, B.; Liu, Y.; Cao, Y.; Guo, W.; Nie, Y.; Liu, S. High Temperature Deformation Behavior of In-Situ Synthesized Titanium-Based Composite Reinforced with Ultra-Fine TiB Whiskers. Materials 2018, 11, 1863. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Feng, Y.; Cui, G.; Zhang, W.; Chen, W.; Yu, Y. High temperature tensile fracture characteristics of the oriented TiB whisker reinforced TA15 matrix composites fabricated by pre-sintering and canned extrusion. J. Alloy. Compd. 2018, 738, 164–172. [Google Scholar] [CrossRef]
- Chen, W.; Yang, J.; Zhang, W.; Wang, M.; Du, D.; Cui, G. Influence of TiBw volume fraction on microstructure and high-temperature properties of in situ TiBw/Ti6Al4V composites with TiBw columnar reinforced structure fabricated by pre-sintering and canned extrusion. Adv. Powder Technol. 2017, 28, 2346–2356. [Google Scholar] [CrossRef]
- Namini, A.S.; Azadbeh, M.; Asl, M.S. Effect of TiB2 content on the characteristics of spark plasma sintered Ti–TiB w composites. Adv. Powder Technol. 2017, 28, 1564–1572. [Google Scholar] [CrossRef]
- Miklaszewski, A. Ultrafast densification and microstructure evolution of in situ Ti/TiB metal matrix composite obtained by PPS approach. Int. J. Refract. Met. Hard Mater. 2017, 65, 34–38. [Google Scholar] [CrossRef]
- Namini, A.S.; Azadbeh, M. Microstructural characterisation and mechanical properties of spark plasma-sintered TiB2-reinforced titanium matrix composite. Powder Met. 2017, 60, 22–32. [Google Scholar] [CrossRef]
- Zhang, W.; Feng, Y.; Chen, W.; Yang, J. Effects of heat treatment on the microstructure and mechanical properties of in situ inhomogeneous TiBw/Ti6Al4V composite fabricated by pre–sintering and canned powder extrusion. J. Alloy. Compd. 2017, 693, 1116–1123. [Google Scholar] [CrossRef]
- Cai, C.; Song, B.; Qiu, C.; Li, L.; Xue, P.; Wei, Q.; Zhou, J.; Nan, H.; Chen, H.; Shi, Y. Hot isostatic pressing of in-situ TiB/Ti-6Al-4V composites with novel reinforcement architecture, enhanced hardness and elevated tribological properties. J. Alloy. Compd. 2017, 710, 364–374. [Google Scholar] [CrossRef] [Green Version]
- Ozerov, M.; Klimova, M.; Vyazmin, A.; Stepanov, N.; Zherebtsov, S. Orientation relationship in a Ti/TiB metal-matrix composite. Mater. Lett. 2017, 186, 168–170. [Google Scholar] [CrossRef]
- Miklaszewski, A. Effect of starting material character and its sintering temperature on microstructure and mechanical properties of super hard Ti/TiB metal matrix composites. Int. J. Refract. Met. Hard Mater. 2015, 53, 56–60. [Google Scholar] [CrossRef]
- Yu, Y.; Zhang, W.; Dong, W.; Yang, J.; Feng, Y. Effects of pre-sintering on microstructure and properties of TiBw/Ti6Al4V composites fabricated by hot extrusion with steel cup. Mater. Sci. Eng. A 2015, 638, 38–45. [Google Scholar] [CrossRef]
- Ropars, L.; Dehmas, M.; Gourdet, S.; Delfosse, J.; Tricker, D.; Aeby-Gautier, E. Structure evolutions in a Ti–6Al–4V matrix composite reinforced with TiB, characterised using high energy X-ray diffraction. J. Alloy. Compd. 2015, 624, 179–188. [Google Scholar] [CrossRef]
- Cao, Y.; Zeng, F.; Lu, J.; Liu, B.; Liu, Y.; Li, Y. In Situ Synthesis of TiB/Ti6Al4V Composites Reinforced with Nano TiB through SPS. Mater. Trans. 2015, 56, 259–263. [Google Scholar] [CrossRef] [Green Version]
- Yan, Z.; Chen, F.; Cai, Y.; Zheng, Y. Microstructure and mechanical properties of in-situ synthesized TiB whiskers reinforced titanium matrix composites by high-velocity compaction. Powder Technol. 2014, 267, 309–314. [Google Scholar] [CrossRef]
- Attar, H.; Bönisch, M.; Calin, M.; Zhang, L.; Zhuravleva, K.; Funk, A.; Scudino, S.; Yang, C.; Eckert, J. Comparative study of microstructures and mechanical properties of in situ Ti–TiB composites produced by selective laser melting, powder metallurgy, and casting technologies. J. Mater. Res. 2014, 29, 1941–1950. [Google Scholar] [CrossRef]
- Chaudhari, R.; Bauri, R. Reaction mechanism, microstructure and properties of Ti–TiB insitu composite processed by spark plasma sintering. Mater. Sci. Eng. A 2013, 587, 161–167. [Google Scholar] [CrossRef]
- Huang, L.; Zhang, Y.; Liu, B.; Song, X.; Geng, L.; Wu, L. Superplastic tensile characteristics of in situ TiBw/Ti6Al4V composites with novel network microstructure. Mater. Sci. Eng. A 2013, 581, 128–132. [Google Scholar] [CrossRef]
- Huang, L.; Zhang, Y.; Geng, L.; Wang, B.; Ren, W. Hot compression characteristics of TiBw/Ti6Al4V composites with novel network microstructure using processing maps. Mater. Sci. Eng. A 2013, 580, 242–249. [Google Scholar] [CrossRef]
- Wei, S.; Zhang, Z.-H.; Wang, F.-C.; Shen, X.-B.; Cai, H.-N.; Lee, S.-K.; Wang, L. Effect of Ti content and sintering temperature on the microstructures and mechanical properties of TiB reinforced titanium composites synthesized by SPS process. Mater. Sci. Eng. A 2013, 560, 249–255. [Google Scholar] [CrossRef]
- Zhang, Z.-H.; Shen, X.-B.; Wang, F.-C.; Wei, S.; Li, S.-K.; Cai, H.-N. Microstructure characteristics and mechanical properties of TiB/Ti-1.5Fe-2.25Mo composites synthesized in situ using SPS process. Trans. Nonferrous Met. Soc. China 2013, 23, 2598–2604. [Google Scholar] [CrossRef]
- Huang, L.; Yang, F.; Hu, H.; Rong, X.; Geng, L.; Wu, L. TiB whiskers reinforced high temperature titanium Ti60 alloy composites with novel network microstructure. Mater. Des. 2013, 51, 421–426. [Google Scholar] [CrossRef]
- Huang, L.; Geng, L.; Wang, B.; Wu, L. Effects of volume fraction on the microstructure and tensile properties of in situ TiBw/Ti6Al4V composites with novel network microstructure. Mater. Des. 2013, 45, 532–538. [Google Scholar] [CrossRef]
- Huang, L.; Wang, S.; Dong, Y.; Zhang, Y.; Pan, F.; Geng, L.; Peng, H. Tailoring a novel network reinforcement architecture exploiting superior tensile properties of in situ TiBw/Ti composites. Mater. Sci. Eng. A 2012, 545, 187–193. [Google Scholar] [CrossRef]
- Koo, M.Y.; Park, J.S.; Park, M.K.; Kim, K.T.; Hong, S.H. Effect of aspect ratios of in situ formed TiB whiskers on the mechanical properties of TiBw/Ti–6Al–4V composites. Scr. Mater. 2012, 66, 487–490. [Google Scholar] [CrossRef]
- Huang, L.; Geng, L.; Peng, H.-X.; Kaveendran, B. High temperature tensile properties of in situ TiBw/Ti6Al4V composites with a novel network reinforcement architecture. Mater. Sci. Eng. A 2012, 534, 688–692. [Google Scholar] [CrossRef]
- Shen, X.; Zhang, Z.; Wei, S.; Wang, F.; Lee, S. Microstructures and mechanical properties of the in situ TiB–Ti metal–matrix composites synthesized by spark plasma sintering process. J. Alloy. Compd. 2011, 509, 7692–7696. [Google Scholar] [CrossRef]
- Zhang, Z.-H.; Shen, X.-B.; Wen, S.; Luo, J.; Lee, S.-K.; Wang, F.-C. In situ reaction synthesis of Ti–TiB composites containing high volume fraction of TiB by spark plasma sintering process. J. Alloy. Compd. 2010, 503, 145–150. [Google Scholar] [CrossRef]
- Morsi, K.; Patel, V.; Naraghi, S.; Garay, J. Processing of titanium–titanium boride dual matrix composites. J. Mater. Process. Technol. 2008, 196, 236–242. [Google Scholar] [CrossRef]
- Feng, H.; Jia, D.; Zhou, Y. Influence factors of ball milling process on BE powder for reaction sintering of TiB/Ti–4.0Fe–7.3Mo composite. J. Mater. Process. Technol. 2006, 182, 79–83. [Google Scholar] [CrossRef]
- Feng, H.; Zhou, Y.; Jia, D.; Meng, Q.; Rao, J. Growth Mechanism of In Situ TiB Whiskers in Spark Plasma Sintered TiB/Ti Metal Matrix Composites. Cryst. Growth Des. 2006, 6, 1626–1630. [Google Scholar] [CrossRef]
- Feng, H.B.; Jia, D.C.; Zhou, Y. Spark plasma sintering reaction synthesized TiB reinforced titanium matrix composites. Compos. Part A Appl. Sci. Manuf. 2005, 36, 558–563. [Google Scholar] [CrossRef]
- Feng, H.; Zhou, Y.; Jia, D.; Meng, Q. Microstructure and mechanical properties of in situ TiB reinforced titanium matrix composites based on Ti–FeMo–B prepared by spark plasma sintering. Compos. Sci. Technol. 2004, 64, 2495–2500. [Google Scholar] [CrossRef]
- Gorsse, S.; Petitcorps, Y.; Matar, S.; Rebillat, F. Investigation of the Young’s modulus of TiB needles in situ produced in titanium matrix composite. Mater. Sci. Eng. A 2003, 340, 80–87. [Google Scholar] [CrossRef]
- Panda, K.B.; Chandran, K.S.R. Titanium-titanium boride (Ti-TiB) functionally graded materials through reaction sintering: Synthesis, microstructure, and properties. Met. Mater. Trans. Phys. Metall. Mater. Sci. 2003, 34, 1993–2003. [Google Scholar] [CrossRef]
- Godfrey, T.; Wisbey, A.; Goodwin, P.; Bagnall, K.; Ward-Close, C. Microstructure and tensile properties of mechanically alloyed Ti–6A1–4V with boron additions. Mater. Sci. Eng. A 2000, 282, 240–250. [Google Scholar] [CrossRef]
- Gorsse, S.; Chaminade, J.; Le Petitcorps, Y. In situ preparation of titanium base composites reinforced by TiB single crystals using a powder metallurgy technique. Compos. Part A Appl. Sci. Manuf. 1998, 29, 1229–1234. [Google Scholar] [CrossRef]
- Hagiwara, M.; Kim, S.-J. Low cost synthesis and property evaluation of P/M Ti alloys and ti-based particulate composites. Met. Mater. 1998, 4, 141–149. [Google Scholar] [CrossRef]
- Kumar, R.; Antonov, M.; Liu, L.; Hussainova, I. Sliding wear performance of in-situ spark plasma sintered Ti-TiBw composite at temperatures up to 900 °C. Wear 2021, 476, 203663. [Google Scholar] [CrossRef]
- Luo, G.; Chen, J.; Qin, J.; Sun, Y.; Zhang, J.; Li, Y.; Shen, Q. Microstructure and strengthening mechanism of boride in-situ reinforced titanium matrix composites prepared by plasma activated sintering. Ceram. Int. 2021, 47, 15910–15922. [Google Scholar] [CrossRef]
- Song, B.-N.; Cao, J. Sintering properties of in situ Ti-TiB microlattices created by 3D extrusion printing of TiH2 + TiB2 inks. J. Cent. South Univ. 2021, 28, 1078–1088. [Google Scholar] [CrossRef]
- Chang, S.-H.; Liang, C.-H.; Huang, K.-T.; Liang, C. Evaluation of the microstructures, strengthening mechanisms and corrosion behaviors of TiB2 powder added to Ti–8Ta–6Ni alloys through the vacuum sintering process. J. Alloy. Compd. 2021, 857, 157629. [Google Scholar] [CrossRef]
- Song, Y.; Dong, S.; Stasiuk, O.; Savvakin, D.; Ivasishin, O. Synthesis of Ti/TiB Composites via Hydrogen-Assisted Blended Elemental Powder Metallurgy. Front. Mater. 2020, 7, 572005. [Google Scholar] [CrossRef]
- Feng, Y.; Hou, J.; Gao, L.; Cui, G.; Zhang, W. Research on the inhomogeneity and joint interface of in situ oriented TiBw/TA15 composites fabricated by vacuum hot-pressing sintering and canned extrusion. J. Manuf. Process. 2020, 59, 791–800. [Google Scholar] [CrossRef]
- Tabrizi, S.G.; Babakhani, A.; Sajjadi, S.A.; Lü, W.-J. Microstructural aspects of in-situ TiB reinforced Ti–6Al–4V composite processed by spark plasma sintering. Trans. Nonferrous Met. Soc. China 2015, 25, 1460–1467. [Google Scholar] [CrossRef]
- Zhou, Y.; Yang, F.; Chen, C.; Shao, Y.; Lu, B.; Sui, Y.; Guo, Z. Mechanical property and microstructure of in-situ TiB/Ti composites via vacuum sintering and hot rolling. J. Alloy. Compd. 2022, 911, 165042. [Google Scholar] [CrossRef]
- Chen, R.; An, Q.; Wang, S.; Huang, L.; Zhang, R.; Wang, C.; Zhou, S.; Geng, L. Overcoming the strength-ductility trade-off dilemma in TiBw/TC18 composites via network architecture with trace reinforcement. Mater. Sci. Eng. A 2022, 842, 143092. [Google Scholar] [CrossRef]
- Song, Y.; Ma, G.; Qiu, F.; Stasiuk, O.; Savvakin, D.; Ivasishin, O.; Xu, X.; Cheng, T. Nearly dense Ti–6Al–4V/TiB composites manufactured via hydrogen assisted BEPM. Ceram. Int. 2022, 48, 10902–10910. [Google Scholar] [CrossRef]
- Song, Y.; Qiu, F.; Savvakin, D.; Xu, X.; Stasiuk, O.; Ivasishin, O.; Cheng, T. In Situ Ti6Al4V/TiB Composites Prepared by Hydrogen-Assisted Sintering of Blends Containing TiH2 and Ball-Milled Ti + TiB2 Powders. Materials 2022, 15, 1049. [Google Scholar] [CrossRef] [PubMed]
- Wang, Q.; Zhang, Z.-H.; Su, T.-J.; Cheng, X.-W.; Li, X.-Y.; Zhang, S.-Z.; He, J.-Y. A TiB whisker-reinforced titanium matrix composite with controllable orientation: A novel method and superior strengthening effect. Mater. Sci. Eng. A 2022, 830, 142309. [Google Scholar] [CrossRef]
- Yang, C.; Wang, J.; Kang, L.; Chen, T.; Zhang, W.; Liu, L.; Li, Y. Improvement in tensile plasticity of pressureless-sintered TiBw/Ti composites by evading Kirkendall’s pore. Powder Technol. 2022, 396, 444–448. [Google Scholar] [CrossRef]
- Lark, A.; Du, J.; Chandran, K.R. Material design and processing of a new class of titanium boride cermets with tough metallic phases and mechanical properties. J. Mater. Res. 2018, 33, 4296–4306. [Google Scholar] [CrossRef]
- Ranjan, A.; Tyagi, R.; Jindal, V.; Chandran, K.S.R. Investigation on Wear Characteristics of TiBFe Composites Containing 10 at.% Boron and 10-30 at.% Iron. J. Mater. Eng. Perform. 2020, 29, 6333–6342. [Google Scholar] [CrossRef]
- Hayat, M.D.; Singh, H.; Miodowski, A.; Bokhari, S.W.; He, Z.; Cao, P. Fabrication, microstructure and mechanical properties of in situ formed particle reinforced titanium matrix composite. Int. J. Refract. Met. Hard Mater. 2020, 92, 105257. [Google Scholar] [CrossRef]
- Jiao, Y.; Huang, L.; Wei, S.; Peng, H.; An, Q.; Jiang, S.; Geng, L. Constructing two-scale network microstructure with nano-Ti5Si3 for superhigh creep resistance. J. Mater. Sci. Technol. 2019, 35, 1532–1542. [Google Scholar] [CrossRef]
- Jiao, Y.; Huang, L.; An, Q.; Jiang, S.; Gao, Y.; Cui, X.; Geng, L. Effects of Ti5Si3 characteristics adjustment on microstructure and tensile properties of in-situ (Ti5Si3 + TiBw)/Ti6Al4V composites with two-scale network architecture. Mater. Sci. Eng. A 2016, 673, 595–605. [Google Scholar] [CrossRef]
- Sun, Y.; Zhang, J.; Luo, G.; Shen, Q.; Zhang, L. Microstructure and Mechanical Behaviors of Titanium Matrix Composites Containing in situ Whiskers Synthesized via Plasma Activated Sintering. Materials 2018, 11, 544. [Google Scholar] [CrossRef] [Green Version]
- Namini, A.S.; Asl, M.S.; Delbari, S.A. Influence of Sintering Temperature on Microstructure and Mechanical Properties of Ti–Mo–B4C Composites. Met. Mater. Int. 2021, 27, 1092–1102. [Google Scholar] [CrossRef]
- Chaudhari, R.; Bauri, R. A novel functionally gradient Ti/TiB/TiC hybrid composite with wear resistant surface layer. J. Alloy. Compd. 2018, 744, 438–444. [Google Scholar] [CrossRef]
- Namini, A.S.; Azadbeh, M.; Asl, M.S. Effects of in-situ formed TiB whiskers on microstructure and mechanical properties of spark plasma sintered Ti–B4C and Ti–TiB2 composites. Sci. Iran. 2017, 25, 762–771. [Google Scholar] [CrossRef] [Green Version]
- Huang, L.; Wang, L.; Qian, M.; Zou, J. High tensile-strength and ductile titanium matrix composites strengthened by TiB nanowires. Scr. Mater. 2017, 141, 133–137. [Google Scholar] [CrossRef]
- Li, S.; Kondoh, K.; Imai, H.; Chen, B.; Jia, L.; Umeda, J.; Fu, Y. Strengthening behavior of in situ -synthesized (TiC–TiB)/Ti composites by powder metallurgy and hot extrusion. Mater. Des. 2016, 95, 127–132. [Google Scholar] [CrossRef]
- Balaji, V.S.; Kumaran, S. Dry Sliding Wear Behavior of Titanium–(TiB + TiC) in situ Composite Developed by Spark Plasma Sintering. Tribol. Trans. 2015, 58, 698–703. [Google Scholar] [CrossRef]
- Tabrizi, S.G.; Sajjadi, S.A.; Babakhani, A.; Lu, W. Influence of spark plasma sintering and subsequent hot rolling on microstructure and flexural behavior of in-situ TiB and TiC reinforced Ti6Al4V composite. Mater. Sci. Eng. A 2015, 624, 271–278. [Google Scholar] [CrossRef]
- Jia, L.; Chen, B.; Li, S.-F.; Imai, H.; Kondoh, K. Pinning Effect of In-Situ TiCp and TiBw on the Grain Size and Room Temperature Strength of (TiC + TiB)/Ti Composites. KONA Powder Part. J. 2015, 32, 264–269. [Google Scholar] [CrossRef] [Green Version]
- Jia, L.; Chen, B.; Li, S.; Imai, H.; Takahashi, M.; Kondoh, K. Stability of strengthening effect of in situ formed TiCp and TiBw on the elevated temperature strength of (TiCp + TiBw)/Ti composites. J. Alloy. Compd. 2014, 614, 29–34. [Google Scholar] [CrossRef]
- Jia, L.; Li, S.-F.; Imai, H.; Chen, B.; Kondoh, K. Size effect of B4C powders on metallurgical reaction and resulting tensile properties of Ti matrix composites by in-situ reaction from Ti–B4C system under a relatively low temperature. Mater. Sci. Eng. A 2014, 614, 129–135. [Google Scholar] [CrossRef]
- Balaji, V.S.; Kumaran, S. Synthesis and Characterization of Ti/(TiB + TiC) Hybrid in-situ Composites by Spark Plasma Sintering. Trans. Indian Inst. Met. 2013, 66, 339–341. [Google Scholar] [CrossRef]
- Zhou, P.; Qin, J.N.; Lu, W.J.; Zhang, D. Microstructure and mechanical properties of in situ synthesised (TiC+TiB)/Ti–6Al–4V composites prepared by powder metallurgy. Mater. Sci. Technol. 2011, 27, 1788–1792. [Google Scholar] [CrossRef]
- Vadayar, K.S.; Poshal, G.; Prasad, V.V.B. Reaction Synthesis of Titanium Matrix Composites Through Powder Metallurgy Processing Technique. Trans. Indian Inst. Met. 2011, 64, 439–445. [Google Scholar] [CrossRef]
- Bhat, B.R.; Subramanyam, J.; Prasad, V.B. Preparation of Ti-TiB-TiC & Ti-TiB composites by in-situ reaction hot pressing. Mater. Sci. Eng. A 2002, 325, 126–130. [Google Scholar] [CrossRef]
- Jeong, H.W.; Kim, S.J.; Hyun, Y.T.; Lee, Y.T. Densification and compressive strength ofin-situ processed Ti/TiB composites by powder metallurgy. Met. Mater. Int. 2002, 8, 25–35. [Google Scholar] [CrossRef]
- Hagiwara, M.; Arimoto, N.; Emura, S.; Kawabe, Y.; Suzuki, H.G. Mechanical Properties of Particulate Reinforced Titanium-based Metal Matrix Composites Produced by the Blended Elemental P/M Route. ISIJ Int. 1992, 32, 909–916. [Google Scholar] [CrossRef]
- Singh, N.; Ummethala, R.; Karamched, P.S.; Sokkalingam, R.; Gopal, V.; Manivasagam, G.; Prashanth, K.G. Spark plasma sintering of Ti6Al4V metal matrix composites: Microstructure, mechanical and corrosion properties. J. Alloy. Compd. 2021, 865, 158875. [Google Scholar] [CrossRef]
- Song, B.; Kenel, C.; Dunand, D.C. 3D ink-extrusion printing and sintering of Ti, Ti-TiB and Ti-TiC microlattices. Addit. Manuf. 2020, 35, 101412. [Google Scholar] [CrossRef]
- Nguyen, T.P.; Delbari, S.A.; Azizian-Kalandaragh, Y.; Babapoor, A.; Van Le, Q.; Namini, A.S.; Shokouhimehr, M.; Asl, M.S. Characteristics of quadruplet Ti–Mo–TiB2–TiC composites prepared by spark plasma sintering. Ceram. Int. 2020, 46, 20885–20895. [Google Scholar] [CrossRef]
- Hu, Z.-Y.; Peng, H.-C.; Zhang, Z.-H.; Song, P.; Chen, M.; Ding, Y.-S.; Liang, Y.-Y.; Li, S.-M. Influence of the sintering temperature on the microstructure, mechanical properties and densification characteristics of (TiB + TiC)/TC4 composite. Mater. Res. Express 2021, 8, 126517. [Google Scholar] [CrossRef]
- Montealegre-Melendez, I.; Arévalo, C.; Ariza, E.; Pérez-Soriano, E.M.; Rubio-Escudero, C.; Kitzmantel, M.; Neubauer, E. Analysis of the Microstructure and Mechanical Properties of Titanium-Based Composites Reinforced by Secondary Phases and B4C Particles Produced via Direct Hot Pressing. Materials 2017, 10, 1240. [Google Scholar] [CrossRef]
- Arévalo, C.; Montealegre-Meléndez, I.; Ariza, E.; Kitzmantel, M.; Rubio-Escudero, C.; Neubauer, E. Influence of Sintering Temperature on the Microstructure and Mechanical Properties of In Situ Reinforced Titanium Composites by Inductive Hot Pressing. Materials 2016, 9, 919. [Google Scholar] [CrossRef] [Green Version]
- Bram, M.; Aubertin, F.; Venskutonis, A.; Breme, J. Kinetics of the phase transformation and wear resistance of in-situ processed titanium matrix composites based on Ti–Fe–B. Mater. Sci. Eng. A 1999, 264, 74–80. [Google Scholar] [CrossRef]
- Sun, F.; Huang, L.; Zhang, R.; Wang, S.; Jiang, S.; Sun, Y.; An, Q.; Jiao, Y.; Geng, L. In-situ synthesis and superhigh modulus of network structured TiC/Ti composites based on diamond-Ti system. J. Alloy. Compd. 2020, 834, 155248. [Google Scholar] [CrossRef]
- Bai, M.; Namus, R.; Xu, Y.; Guan, D.; Rainforth, M.W.; Inkson, B.J. In-situ Ti-6Al-4V/TiC composites synthesized by reactive spark plasma sintering: Processing, microstructure, and dry sliding wear behaviour. Wear 2019, 432–433, 202944. [Google Scholar] [CrossRef]
- Liu, Z.; Zhang, D.C.; Gong, L.J.; Lin, J.G.; Wen, C. Microstructures and mechanical properties of in situ TiC-β-Ti-Nb composites with ultrafine grains fabricated by high-pressure sintering. Sci. Rep. 2018, 8, 9496. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, C.; Guo, Z.; Yang, F.; Wang, H.; Shao, Y.; Lu, B. In situ formation of low interstitials Ti-TiC composites by gas-solid reaction. J. Alloy. Compd. 2018, 769, 37–44. [Google Scholar] [CrossRef]
- Wei, W.-H.; Shao, Z.-N.; Shen, J.; Duan, X.-M. Microstructure and mechanical properties of in situ formed TiC-reinforced Ti–6Al–4V matrix composites. Mater. Sci. Technol. 2018, 34, 191–198. [Google Scholar] [CrossRef]
- Sun, X.; Han, Y.; Cao, S.; Qiu, P.; Lu, W. Rapid in-situ reaction synthesis of novel TiC and carbon nanotubes reinforced titanium matrix composites. J. Mater. Sci. Technol. 2017, 33, 1165–1171. [Google Scholar] [CrossRef]
- Zheng, Y.; Yao, X.; Su, Y.; Zhang, D. Fabrication of an in-situ Ti-2.6vol%TiC metal matrix composite by thermomechanical consolidation of a TiH2-1vol%CNTs powder blend. Mater. Sci. Eng. A 2016, 667, 300–310. [Google Scholar] [CrossRef]
- Yang, C.; Ding, Z.; Lin, J.; Qu, S.; Li, X.; Zhang, W.; Li, Y. Serrated Flow Behavior of Titanium-Based Composites with Different In Situ TiC Contents. Adv. Eng. Mater. 2015, 17, 1383–1390. [Google Scholar] [CrossRef]
- Zadra, M.; Girardini, L. High-performance, low-cost titanium metal matrix composites. Mater. Sci. Eng. A 2014, 608, 155–163. [Google Scholar] [CrossRef]
- Yanbin, L.; Yong, L.; Zhongwei, Z.; Yanhui, C.; Huiping, T. Effect of addition of metal carbide on the oxidation behaviors of titanium matrix composites. J. Alloy. Compd. 2014, 599, 188–194. [Google Scholar] [CrossRef]
- Li, S.; Sun, B.; Imai, H.; Kondoh, K. Powder metallurgy Ti–TiC metal matrix composites prepared by in situ reactive processing of Ti-VGCFs system. Carbon 2013, 61, 216–228. [Google Scholar] [CrossRef]
- Chen, B.-Y.; Hwang, K.-S. Sintered Ti–Fe alloys with in situ synthesized TiC dispersoids. Mater. Sci. Eng. A 2012, 541, 88–97. [Google Scholar] [CrossRef]
- Yanbin, L.; Yong, L.; Huiping, T.; Bin, W.; Bin, L. Fabrication and mechanical properties of in situ TiC/Ti metal matrix composites. J. Alloy. Compd. 2011, 509, 3592–3601. [Google Scholar] [CrossRef]
- Bin Liu, Y.; Liu, Y.; Tang, H.P.; Wang, B.; Liu, B. Reactive sintering mechanism of Ti + Mo2C and Ti + VC powder compacts. J. Mater. Sci. 2011, 46, 902–909. [Google Scholar] [CrossRef]
- Threrujirapapong, T.; Kondoh, K.; Imai, H.; Umeda, J.; Fugetsu, B. Mechanical Properties of a Titanium Matrix Composite Reinforced with Low Cost Carbon Black via Powder Metallurgy Processing. Mater. Trans. 2009, 50, 2757–2762. [Google Scholar] [CrossRef] [Green Version]
- Kim, Y.; Kim, Y.; Ahn, J.; Chung, H. Reaction Synthesis of Ti/TiC Particulate Reinforced Composite. Mater. Technol. 2003, 18, 32–35. [Google Scholar] [CrossRef]
- Kim, Y.-J.; Chung, H.; Kang, S.-J. In situ formation of titanium carbide in titanium powder compacts by gas–solid reaction. Compos. Part A Appl. Sci. Manuf. 2001, 32, 731–738. [Google Scholar] [CrossRef]
- Xu, S.; Lu, T.; Qiu, J.; Fu, A.; Liu, Y. Microstructure and mechanical properties of Ti-Ta based composites enhanced by in-situ formation of TiC particles. Mater. Charact. 2021, 178, 111241. [Google Scholar] [CrossRef]
- Myalska-Głowacka, H.; Chmiela, B.; Godzierz, M.; Sozańska, M. Residual Stress Induced by Addition of Nanosized TiC in Titanium Matrix Composite. Materials 2022, 15, 2517. [Google Scholar] [CrossRef]
- Du, K.; Liu, Z.; Zhang, J.; Wen, L.; Xiao, Z. Microstructure and properties of high-throughput in situ network structure TiC reinforced TC4 composite materials. Fenmo Yejin Cailiao Kexue Yu Gongcheng Mater. Sci. Eng. Powder Metall. 2022, 27, 56–65. [Google Scholar] [CrossRef]
- Lu, X.; Pan, Y.; Li, W.; Hayat, M.D.; Yang, F.; Singh, H.; Song, W.; Qu, X.; Xu, Y.; Cao, P. High-performance Ti composites reinforced with in-situ TiC derived from pyrolysis of polycarbosilane. Mater. Sci. Eng. A 2020, 795, 139924. [Google Scholar] [CrossRef]
- Xu, X.; Liu, Y.; Tabie, V.; Cai, C.; Xiao, Y.; Zhang, X.; Li, C.; Jiang, Z.; Liu, Q.; Chen, H. High-temperature oxidation resistance of a Ti–Al–Sn–Zr titanium matrix composites reinforced with in situ TiC and Ti5Si3 fabricated by powder metallurgy. Appl. Phys. A 2020, 126, 254. [Google Scholar] [CrossRef]
- Lu, Q.; Hao, Y.; Wang, Y.; Feng, P.; Fan, J. Microstructural evolution and high-temperature oxidation mechanisms of a Ti-Mo-Si composite. Corros. Sci. 2019, 161, 108180. [Google Scholar] [CrossRef]
- Wang, H.; Xu, X.; Liu, Y.; Cai, C.; Sun, Z.; Han, M.; Sha, S.; Tabie, V.M. Effect of SiC Content on Hot Corrosion Resistance of TiC and Ti5Si3 Reinforced Ti-Al-Sn-Zr Titanium Matrix Composites. J. Mater. Eng. Perform. 2021, 30, 2439–2448. [Google Scholar] [CrossRef]
- Namini, A.S.; Delbari, S.A.; Nayebi, B.; Asl, M.S.; Parvizi, S. Effect of B4C content on sintering behavior, microstructure and mechanical properties of Ti-based composites fabricated via spark plasma sintering. Mater. Chem. Phys. 2020, 251, 123087. [Google Scholar] [CrossRef]
- Fattahi, M.; Delbari, S.A.; Namini, A.S.; Ahmadi, Z.; Azadbeh, M.; Asl, M.S. Characterization of triplet Ti–TiB–TiC composites: Comparison of in-situ formation and ex-situ addition of TiC. Ceram. Int. 2020, 46, 11726–11734. [Google Scholar] [CrossRef]
- Balaji, V.S.; Surendarnath, S. High-Temperature Wear Behavior of Spark-Plasma-Sintered Titanium/(TiB + TiC) In Situ Composites. Trans. Indian Inst. Met. 2019, 72, 1669–1673. [Google Scholar] [CrossRef]
- Yi, M.; Zhang, X.; Ge, C.; Liu, G.; Xu, S.; Zhong, D.; Qiao, G. Oxidation behavior of in situ synthesized (TiB + TiC)/Ti–6Al–4V composites from Ti–B4C–C and Ti–TiB2–TiC systems. J. Mater. Res. 2019, 34, 1762–1772. [Google Scholar] [CrossRef]
- Wei, S.; Huang, L.; Li, X.; An, Q.; Geng, L. Interactive effects of cyclic oxidation and structural evolution for Ti-6Al-4V/(TiC+TiB) alloy composites at elevated temperatures. J. Alloy. Compd. 2018, 752, 164–178. [Google Scholar] [CrossRef] [Green Version]
- Jia, L.; Wang, X.; Chen, B.; Imai, H.; Li, S.; Lu, Z.; Kondoh, K. Microstructural evolution and competitive reaction behavior of Ti-B4C system under solid-state sintering. J. Alloy. Compd. 2016, 687, 1004–1011. [Google Scholar] [CrossRef] [Green Version]
- Li, S.; Kondoh, K.; Imai, H.; Chen, B.; Jia, L.; Umeda, J. Microstructure and mechanical properties of P/M titanium matrix composites reinforced by in-situ synthesized TiC–TiB. Mater. Sci. Eng. A 2015, 628, 75–83. [Google Scholar] [CrossRef]
- Montealegre-Meléndez, I.; Arévalo, C.; Pérez-Soriano, E.M.; Kitzmantel, M.; Neubauer, E. Microstructural and XRD Analysis and Study of the Properties of the System Ti-TiAl-B4C Processed under Different Operational Conditions. Metals 2018, 8, 367. [Google Scholar] [CrossRef] [Green Version]
- Ali, K.S.; Karunanithi, R.; Prashanth, M.; Sivasankaran, S.; Subramanian, B.; Jailani, H.S. Structure and mechanical properties of in-situ synthesized α-Ti/TiO2/TiC hybrid composites through mechanical milling and spark plasma sintering. Ceram. Int. 2022, 48, 11215–11227. [Google Scholar] [CrossRef]
- Borkar, T.; Nag, S.; Ren, Y.; Tiley, J.; Banerjee, R. Reactive spark plasma sintering (SPS) of nitride reinforced titanium alloy composites. J. Alloy. Compd. 2014, 617, 933–945. [Google Scholar] [CrossRef]
- Wexler, D.; Calka, A.; Mosbah, A.Y. Ti–TiN hardmetals prepared by in situ formation of TiN during reactive ball milling of Ti in ammonia. J. Alloy. Compd. 2000, 309, 201–207. [Google Scholar] [CrossRef]
- Wexler, D.; Calka, A.; Mosbah, A.Y. Microstructure and Properties of Ti-TiN In-Situ Composites Prepared by Reactive Ball Milling of Ti in Ammonia Followed by Hot Pressing. Mater. Sci. Forum 2000, 343–346, 399–404. [Google Scholar] [CrossRef]
- Rominiyi, A.L.; Shongwe, M.B.; Jeje, S.O.; Olubambi, P.A. Microstructure, tribological and oxidation behaviour of spark plasma sintered Ti-Ni-xTiCN composites. J. Alloy. Compd. 2022, 890, 161857. [Google Scholar] [CrossRef]
- Sun, L.; Hui, W.; Xu, L.; Zhai, W.; Dong, H.; Wang, Y.; He, L.; Peng, J. Interface characterization and mechanical properties of Mo-added chromium carbide-nickel composite. Ceram. Int. 2020, 46, 27071–27079. [Google Scholar] [CrossRef]
- Jõeleht, M.; Pirso, J.; Juhani, K.; Viljus, M.; Traksmaa, R. The influence of high energy milling and sintering parameters on reactive sintered (Ti, Mo)C–Ni cermets. J. Alloy. Compd. 2015, 636, 381–386. [Google Scholar] [CrossRef]
- Jõeleht, M.; Pirso, J.; Juhani, K.; Viljus, M.; Traksmaa, R. The formation of reactive sintered (Ti, Mo)C–Ni cermet from nanocrystalline powders. Int. J. Refract. Met. Hard Mater. 2014, 43, 284–290. [Google Scholar] [CrossRef]
- Xiong, H.; Wen, Y.; Li, Z.; Zhou, K. Dual-grained (Ti, W)C–Ni cermets by two-step carbonization: Hot isotropic press sintering of NiTiW alloys and colloidal graphite. J. Am. Ceram. Soc. 2019, 102, 4296–4305. [Google Scholar] [CrossRef]
- Xiong, H.; Guo, Y.; Li, Z.; Zhou, K. New production of (Ti, W)C-based cermets toughened by in-situ formed WC and twinned (Ti, W)C platelets: Carbonization of the Nix(Ti0.6, W0.4)4C-type η phases. J. Alloy. Compd. 2018, 731, 253–263. [Google Scholar] [CrossRef]
- Kwon, H.; Suh, C.; Kim, W. Preparation of a highly toughened (Ti,W)C-20Ni cermet through in situ formation of solid solution and WC whiskers. Ceram. Int. 2015, 41, 4223–4226. [Google Scholar] [CrossRef]
- Mameri, A.; Daoud, I.; Rezzoug, A.; Azem, S.; Yamanoglu, R. Tribological properties of in situ oxide reinforced nickel matrix composites produced by pressure-assisted sintering. Int. J. Adv. Manuf. Technol. 2022, 120, 3731–3740. [Google Scholar] [CrossRef]
- Wang, J.; Wang, W.; Jia, J. The oxidation resistance and tribological properties of Ni-based composites with in situ/ex situ Al2O3 and TiC ceramic phases at high temperatures. J. Mater. Res. 2016, 31, 3262–3271. [Google Scholar] [CrossRef]
- Zhai, W.; Gao, Y.; Sun, L.; He, L.; Wang, Y. Improvement of high temperature oxidation behavior of Cr3C2-20 wt % Ni cermets by adding 1 wt% Mo. J. Alloy. Compd. 2018, 731, 271–278. [Google Scholar] [CrossRef]
- Zhai, W.; Gao, Y.; Sun, L.; Wang, Y.; Niwa, K.; Hasegawa, M. High pressure in-situ synthesis and physical properties of Cr3C2-Ni cermets. Ceram. Int. 2017, 43, 17202–17205. [Google Scholar] [CrossRef]
- Zhai, W.Y.; Gao, Y.M.; Huang, Z.F.; He, L. Cr3C2–20%Ni cermets prepared by high energy milling and reactive sintering, and their mechanical properties. Adv. Appl. Ceram. 2016, 115, 327–332. [Google Scholar] [CrossRef]
- Juhani, K.; Pirso, J.; Letunovits, S.; Viljus, M. Phase evolution, microstructure characteristics and properties of Cr3C2-Ni cermets prepared by reactive sintering. Int. J. Mater. Prod. Technol. 2011, 40, 75. [Google Scholar] [CrossRef]
- Hussainova, I.; Pirso, J.; Antonov, M.; Juhani, K.; Letunovitš, S. Erosion and abrasion of chromium carbide based cermets produced by different methods. Wear 2007, 263, 905–911. [Google Scholar] [CrossRef]
- Pirso, J.; Viljus, M.; Letunovits, S.; Juhani, K. Reactive carburizing sintering—A novel production method for high quality chromium carbide–nickel cermets. Int. J. Refract. Met. Hard Mater. 2006, 24, 263–270. [Google Scholar] [CrossRef]
- Lei, Y.; Jiang, J.; Bi, T.; Du, J.; Pang, X. Tribological behavior of in situ fabricated graphene–nickel matrix composites. RSC Adv. 2018, 8, 22113–22121. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.; Liu, Y.; Liu, X.; Zhang, J.; Chen, X.; Wu, Y.; Jing, L.; Wu, X.; Zhao, M.; Han, P. In-situ grown few-layer graphene reinforced Ni matrix composites with simultaneously enhanced strength and ductility. Mater. Sci. Eng. A 2021, 828, 142118. [Google Scholar] [CrossRef]
- Liu, Y.; Liu, X.; Zhang, X.; Chen, X.; Zhang, J.; Jing, L.; Wu, Y.; Yu, S. Tribological properties and self-lubrication mechanism of in-situ grown graphene reinforced nickel matrix composites in ambient air. Wear 2022, 496–497, 204308. [Google Scholar] [CrossRef]
- Zheng, X.-Q.; Liu, Y. Slurry erosion–corrosion wear behavior in SiC-containing NaOH solutions of Mo2NiB2 cermets prepared by reactive sintering. Int. J. Refract. Met. Hard Mater. 2019, 78, 193–200. [Google Scholar] [CrossRef]
- Xu, X.; Zheng, Y.; Ke, Z.; Wu, H.; Yang, M.; Liang, H.; Zhao, Y. Graded Ti(C,N)-based cermets fabricated by mechanical activation and in situ carbothermal reduction: Investigation of nitrogen sintering pressure on microstructure and mechanical performance. Ceram. Int. 2022, 48, 913–919. [Google Scholar] [CrossRef]
- Xu, X.; Zheng, Y.; Zhang, J.; Ke, Z.; Wu, H.; Yang, Z. Evolution of microstructure and interfacial characteristics of complete solid-solution Ti(C,N)-based cermets fabricated by mechanical activation and subsequent in situ carbothermal reduction. Ceram. Int. 2021, 47, 16786–16793. [Google Scholar] [CrossRef]
- Xu, X.; Zheng, Y.; Zhang, G.; Yang, Z.; Ke, Z.; Wu, H.; Lu, X. Preparation of highly toughened Ti(C,N)-based cermets via mechanical activation and subsequent in situ carbothermal reduction. Int. J. Refract. Met. Hard Mater. 2020, 92, 105310. [Google Scholar] [CrossRef]
- Zhang, G.; Zheng, Y.; Zhang, J.; Ke, Z.; Zhou, W.; Xiong, W. Growth of ceramic grains during liquid-phase sintering in Ti(C,N)-based cermets prepared by in situ carbothermal reduction of TiO2. Int. J. Refract. Met. Hard Mater. 2019, 85, 105060. [Google Scholar] [CrossRef]
- Zhang, G.; Zheng, Y.; Ke, Z.; Zhang, J.; Zhao, Y.; Lu, X. Effect of WC content on the microstructure and mechanical properties of Ti(C,N)-based cermets fabricated by in situ carbothermal reduction of TiO2. Mater. Sci. Eng. A 2019, 761, 138024. [Google Scholar] [CrossRef]
- Zhang, G.; Zheng, Y.; Zhou, W.; Zhao, Y.; Zhang, J.; Ke, Z.; Yu, L. Microstructure and mechanical properties of Ti(C,N)-based cermets fabricated by in situ carbothermal reduction of TiO2 and subsequent liquid phase sintering. Ceram. Int. 2018, 44, 3092–3098. [Google Scholar] [CrossRef]
- Yi, X.; Wang, H.; Sun, K.; Shen, G.; Meng, X.; Gao, Z.; Cai, W. Tailoring martensitic transformation and mechanical properties of Ti–Ni composite reinforced by network structure of in-situ TiB and La2O3 phase. Vacuum 2021, 184, 109894. [Google Scholar] [CrossRef]
- Wang, W.; Zhai, H.; Chen, L.; Huang, Z.; Bei, G.; Baumgärtner, C.; Greil, P. Preparation and mechanical properties of in situ TiCx–Ni (Si, Ti) alloy composites. Mater. Sci. Eng. A 2014, 616, 214–218. [Google Scholar] [CrossRef]
- Zohari, S.; Sadeghian, Z.; Lotfi, B.; Broeckmann, C. Application of spark plasma sintering (SPS) for the fabrication of in situ Ni–TiC nanocomposite clad layer. J. Alloy. Compd. 2015, 633, 479–483. [Google Scholar] [CrossRef]
- Zhao, Z.; Qi, Q.; Ma, M.; Han, R.; Shang, Q.; Yao, S. The formation mechanism of TiC/Ni composites fabricated by pressureless reactive sintering. Int. J. Refract. Met. Hard Mater. 2021, 97, 105524. [Google Scholar] [CrossRef]
- Gao, Q.; Wang, W.; Yi, G.; Wang, B.; Feng, X.; Shi, P.; Hua, M. High temperature and room temperature tribological behaviors of in-situ carbides reinforced Ni-based composites by reactive sintering Ni and Ti2AlC precursor. Wear 2022, 488–489, 204165. [Google Scholar] [CrossRef]
- Zhao, Z.; Yu, X.; Wang, C.; Yao, S.; Qi, Q.; Wang, L. Oxidation mechanism of in-situ TiC/Ni composites at 1073 K. Corros. Sci. 2022, 194, 109958. [Google Scholar] [CrossRef]
- Ding, L.; Xiang, D.; Pan, Y.; Zhang, T.; Wu, Z. In situ synthesis of TiC cermet by spark plasma reaction sintering. J. Alloy. Compd. 2016, 661, 136–140. [Google Scholar] [CrossRef]
- Wang, W.; Zhai, H.; Chen, L.; Huang, Z.; Bei, G.; Greil, P. Preparation and mechanical properties of TiC x–(NiCu)3Al–CuNi2 Ti–Ni hybrid composites by reactive pressureless sintering pre-alloyed Cu/Ti3AlC2 and Ni as precursor. Mater. Sci. Eng. A 2016, 670, 351–356. [Google Scholar] [CrossRef]
- Patil, A.; Walunj, G.; Torgerson, T.B.; Koricherla, M.V.; Khan, M.U.F.; Scharf, T.W.; Gupta, R.; Borkar, T. Tribological Behavior of In Situ Processed Ni-Ti-C Nanocomposites. Tribol. Trans. 2021, 64, 53–64. [Google Scholar] [CrossRef]
- Hu, W.; Huang, Z.; Yu, Q.; Wang, Y.; Jiao, Y.; Zhou, Y.; Zhai, H. Investigation on High Temperature Mechanical Behaviors of TiC-γ′ Reinforced Ni Composite. Met. Mater. Int. 2021, 27, 3003–3012. [Google Scholar] [CrossRef]
- Hu, W.; Huang, Z.; Cai, L.; Lei, C.; Zhai, H.; Hao, S.; Yu, W.; Zhou, Y. Preparation and mechanical properties of TiCx-Ni3(Al,Ti)/Ni composites synthesized from Ni alloy and Ti3AlC2 powders. Mater. Sci. Eng. A 2017, 697, 48–54. [Google Scholar] [CrossRef]
- Hu, W.; Huang, Z.; Cai, L.; Lei, C.; Zhai, H.; Wo, S.; Li, X. In-situ TiC and γ′-Ni3(Al,Ti) triggered microstructural modification and strengthening of Ni matrix composite by reactive hot-press sintering pure Ni and Ti2AlC precursor. J. Alloy. Compd. 2018, 747, 1043–1052. [Google Scholar] [CrossRef]
- Chiker, N.; Benamor, A.; Haddad, A.; Hadji, Y.; Hakem, M.; Badji, R.; Labaiz, M.; Azzaz, M.; Hadji, M. Pressureless sintering and tribological properties of in-situ TiC-Ni3(Al,Ti)/Ni(Al,Ti) composites. Int. J. Refract. Met. Hard Mater. 2021, 98, 105559. [Google Scholar] [CrossRef]
- Chang, F.; Qiu, F.; Li, C.; Wang, Y.; Jiang, Q. Effects of Cr and Mo elements on the microstructures and compressive properties of the in situ (TiCxNy–TiB2)/Ni cermets. Prog. Nat. Sci. 2019, 29, 20–27. [Google Scholar] [CrossRef]
- Rominiyi, A.L.; Shongwe, M.B.; Tshabalala, L.C.; Ogunmuyiwa, E.N.; Jeje, S.O.; Babalola, B.J.; Olubambi, P.A. Spark plasma sintering of Ti–Ni–TiCN composites: Microstructural characterization, densification and mechanical properties. J. Alloy. Compd. 2020, 848, 156559. [Google Scholar] [CrossRef]
- Chen, Y.-C.; Fan, F.-Y.; Tsai, M.-H.; Wu, C.-H.; Chen, S.-T.; Ou, S.-F. Microstructure and mechanical properties of Ti nitride/Ni metal-based composites fabricated by reactive sintering. Ceram. Int. 2019, 45, 10834–10839. [Google Scholar] [CrossRef]
- Genç, A.; Ayas, E.; Öveçoğlu, M.L.; Turan, S. Fabrication of in situ Ni(W)–WC nano composites via mechanical alloying and spark plasma sintering. J. Alloy. Compd. 2012, 542, 97–104. [Google Scholar] [CrossRef]
- Azem, S.; Grosbras, M.; Yefsah, S. Effect of carbon content on the reactive sintering of mixed W-Co-C powders. Rev. Métallurgie 2004, 101, 419–425. [Google Scholar] [CrossRef]
- Zhang, X.-H.; Lin, C.-G.; Cui, S.; Li, Z.-D. Microstructure and properties of Al2O3 dispersion-strengthened copper fabricated by reactive synthesis process. Rare Met. 2014, 33, 191–195. [Google Scholar] [CrossRef]
- Yan, P.; Lin, C.; Cui, S.; Lu, Y.; Zhou, Z.; Li, Z. Microstructural features and properties of high-hardness and heat-resistant dispersion strengthened copper by reaction milling. J. Wuhan Univ. Technol. Sci. Ed. 2011, 26, 902–907. [Google Scholar] [CrossRef]
- Fallah, M.K.; Tabrizi, S.G.; Seyedi, S. Investigation of in-situ synthesis of alumina reinforcement and comparative flexural behavior with respect to ex-situ Al2O3 reinforced copper composite. J. Ultrafine Grained Nanostruct. Mater. 2021, 54, 101–111. [Google Scholar] [CrossRef]
- Fu, Y.; Pan, Q.; Cao, Z.; Li, S.; Huo, Y. Strength and electrical conductivity behavior of nanoparticles reaction on new alumina dispersion-strengthened copper alloy. J. Alloy. Compd. 2019, 798, 616–621. [Google Scholar] [CrossRef]
- Yan, Y.; Zou, J.; Zhang, X.; Xiao, Q.; Chen, B.; Huang, F.; Li, X.; Yang, B.; Liang, T. Investigation on microstructure and properties of TiC0.5-Al2O3/Cu composites fabricated by a novel in-situ reactive synthesis. Ceram. Int. 2021, 47, 18858–18865. [Google Scholar] [CrossRef]
- Shojaeepour, F.; Abachi, P.; Purazrang, K.; Moghanian, A.H. Production and properties of Cu/Cr2O3 nano-composites. Powder Technol. 2012, 222, 80–84. [Google Scholar] [CrossRef]
- Liu, S.; Li, L.; Zhou, M.; Liang, S.; Zhang, Y.; Huang, J.; Tian, B.; Geng, Y.; Liu, Y.; Jia, Y.; et al. Preparation and properties of graphene reinforced Cu/0.5CeO230Cr electrical contact materials. Vacuum 2022, 195, 110687. [Google Scholar] [CrossRef]
- Gao, Z.; Zuo, T.; Wang, M.; Zhang, L.; Da, B.; Ru, Y.; Xue, J.; Wu, Y.; Han, L.; Xiao, L. In-situ graphene enhanced copper wire: A novel electrical material with simultaneously high electrical conductivity and high strength. Carbon 2022, 186, 303–312. [Google Scholar] [CrossRef]
- Yang, T.; Chen, W.; Zhang, H.; Ma, L.; Fu, Y.-Q. In-situ generated graphene from wheat flour for enhancing mechanical and electrical properties of copper matrix composites. Mater. Sci. Eng. A 2022, 835, 142662. [Google Scholar] [CrossRef]
- Wang, M.; Zuo, T.; Xue, J.; Ru, Y.; Wu, Y.; Xu, Z.; Gao, Z.; Han, L.; Xiao, L. A novel approach for in-situ preparation of copper/graphene composite with high hardness and high electrical conductivity. Mater. Lett. 2022, 319, 132219. [Google Scholar] [CrossRef]
- Akbarpour, M.; Sadeghi, N.; Aghajani, H. Nano TiC-Graphene-Cu composites fabrication by a modified ball-milling method followed by reactive sintering: Effects of reinforcements content on microstructure, consolidation, and mechanical properties. Ceram. Int. 2022, 48, 130–136. [Google Scholar] [CrossRef]
- Bian, Y.; Ni, J. Microstructure Evolution and Properties of In Situ Micro/Nanoscale Mo2C Reinforced Copper Composite Synthesized by Hot-Pressing Consolidation of Mechanical Alloying Powders. J. Mater. Eng. Perform. 2022, 31, 4604–4610. [Google Scholar] [CrossRef]
- Ke-Sheng, Z.; Sheng-Qi, X.; Jing-En, Z. Effect of sintering methods on properties of Cu-Based composite reinforced by mechanically alloyed Cu–Mo–C powder. Results Mater. 2021, 9, 100153. [Google Scholar] [CrossRef]
- Zeng, W.; Xie, J.; Zhou, D.; Fu, Z.; Zhang, D.; Lavernia, E.J. Bulk Cu-NbC nanocomposites with high strength and high electrical conductivity. J. Alloy. Compd. 2018, 745, 55–62. [Google Scholar] [CrossRef]
- Shiri, S.G.; Abachi, P.; Pourazarang, K.; Rahvard, M.M. Preparation of in-situ Cu/NbC nanocomposite and its functionally graded behavior for electrical contact applications. Trans. Nonferrous Met. Soc. China 2015, 25, 863–872. [Google Scholar] [CrossRef]
- Long, B.; Umemoto, M.; Todaka, Y.; Othman, R.; Zuhailawati, H. Fabrication of high strength Cu–NbC composite conductor by high pressure torsion. Mater. Sci. Eng. A 2011, 528, 1750–1756. [Google Scholar] [CrossRef]
- Zuhailawati, H.; Salihin, H.M.; Mahani, Y. Microstructure and properties of copper composite containing in situ NbC reinforcement: Effects of milling speed. J. Alloy. Compd. 2010, 489, 369–374. [Google Scholar] [CrossRef]
- Long, B.; Zuhailawati, H.; Umemoto, M.; Todaka, Y.; Othman, R. Effect of ethanol on the formation and properties of a Cu–NbC composite. J. Alloy. Compd. 2010, 503, 228–232. [Google Scholar] [CrossRef]
- Zuhailawati, H.; Mahani, Y. Effects of milling time on hardness and electrical conductivity of in situ Cu–NbC composite produced by mechanical alloying. J. Alloy. Compd. 2009, 476, 142–146. [Google Scholar] [CrossRef]
- Zuhailawati, H.; Yong, T. Consolidation of dispersion strengthened copper–niobium carbide composite prepared by in situ and ex situ methods. Mater. Sci. Eng. A 2009, 505, 27–30. [Google Scholar] [CrossRef]
- Bian, Y.; Ni, J.; Wang, C.; Zhen, J.; Hao, H.; Kong, X.; Chen, H.; Li, J.; Li, X.; Jia, Z.; et al. Microstructure and wear characteristics of in-situ micro/nanoscale niobium carbide reinforced copper composites fabricated through powder metallurgy. Mater. Charact. 2021, 172, 110847. [Google Scholar] [CrossRef]
- Dong, S.J.; Zhou, Y.; Chang, B.H.; Shi, Y.W. Formation of a TiB2-reinforced copper-based composite by mechanical alloying and hot pressing. Met. Mater. Trans. A 2002, 33, 1275–1280. [Google Scholar] [CrossRef]
- Ma, Z.; Tjong, S. High temperature creep behavior of in-situ TiB2 particulate reinforced copper-based composite. Mater. Sci. Eng. A 2000, 284, 70–76. [Google Scholar] [CrossRef]
- Jiang, Y.; Wang, C.; Liang, S.; Ren, J.; Du, X.; Liu, F. TiB2(-TiB)/Cu in-situ composites prepared by hot-press with the sintering temperature just beneath the melting point of copper. Mater. Charact. 2016, 121, 76–81. [Google Scholar] [CrossRef]
- Lan, T.; Jiang, Y.-H.; Zhang, X.-J.; Cao, F.; Liang, S.-H. Competitive precipitation behavior of hybrid reinforcements in copper matrix composites fabricated by powder metallurgy. Int. J. Miner. Met. Mater. 2021, 28, 1090–1096. [Google Scholar] [CrossRef]
- Leong, C.; Lu, L.; Fuh, J.; Wong, Y. In-situ formation of copper matrix composites by laser sintering. Mater. Sci. Eng. A 2002, 338, 81–88. [Google Scholar] [CrossRef]
- Dudina, D.V.; Korchagin, M.A.; Gavrilov, A.I.; Bulina, N.V.; Batraev, I.; Esikov, M.A.; Georgarakis, K.; Kato, H. Formation of TiC-Cu nanocomposites by a reaction between Ti25Cu75 melt-spun alloy and carbon. Mater. Lett. 2019, 235, 104–106. [Google Scholar] [CrossRef] [Green Version]
- Dudina, D.V.; Vidyuk, T.M.; Korchagin, M.A.; Gavrilov, A.I.; Bulina, N.V.; Esikov, M.A.; Datekyu, M.; Kato, H. Interaction of a Ti–Cu Alloy with Carbon: Synthesis of Composites and Model Experiments. Materials 2019, 12, 1482. [Google Scholar] [CrossRef] [Green Version]
- Ni, J.; Li, J.; Luo, W.; Han, Q.; Yin, Y.; Jia, Z.; Huang, B.; Hu, C.; Xu, Z. Microstructure and properties of in-situ TiC reinforced copper nanocomposites fabricated via long-term ball milling and hot pressing. J. Alloy. Compd. 2018, 755, 24–28. [Google Scholar] [CrossRef]
- Wang, F.; Li, Y.; Chiba, A. Effects of carbon content and size on Ti-C reaction behavior and resultant properties of Cu-Ti-C alloy system. Mater. Charact. 2018, 141, 186–192. [Google Scholar] [CrossRef]
- Oanh, N.T.H.; Viet, N.H.; Kim, J.-S.; Junior, A.M.J. Characterization of In-Situ Cu–TiH2–C and Cu–Ti–C Nanocomposites Produced by Mechanical Milling and Spark Plasma Sintering. Metals 2017, 7, 117. [Google Scholar] [CrossRef] [Green Version]
- Bagheri, G. The effect of reinforcement percentages on properties of copper matrix composites reinforced with TiC particles. J. Alloy. Compd. 2016, 676, 120–126. [Google Scholar] [CrossRef]
- Wang, F.; Li, Y.; Wang, X.; Koizumi, Y.; Kenta, Y.; Chiba, A. In-situ fabrication and characterization of ultrafine structured Cu–TiC composites with high strength and high conductivity by mechanical milling. J. Alloy. Compd. 2016, 657, 122–132. [Google Scholar] [CrossRef]
- Dudina, D.V.; Vidyuk, T.M.; Gavrilov, A.I.; Ukhina, A.V.; Bokhonov, B.B.; Legan, M.A.; Matvienko, A.A.; Korchagin, M.A. Separating the reaction and spark plasma sintering effects during the formation of TiC–Cu composites from mechanically milled Ti–C–3Cu mixtures. Ceram. Int. 2021, 47, 12494–12504. [Google Scholar] [CrossRef]
- Viet, N.H.; Oanh, N.T.H. Microstructure and Electrical Property of Ex-Situ and In-Situ Copper Titanium Carbide Nanocomposites. Metals 2020, 10, 735. [Google Scholar] [CrossRef]
- Vidyuk, T.M.; Dudina, D.V.; Korchagin, M.A.; Gavrilov, A.I.; Ukhina, A.V.; Bulanova, U.E.; Legan, M.A.; Novoselov, A.N.; Esikov, M.A.; Anisimov, A.G. Manufacturing of TiC-Cu composites by mechanical milling and spark plasma sintering using different carbon sources. Surf. Interfaces 2021, 27, 101445. [Google Scholar] [CrossRef]
- Sadeghi, N.; Aghajani, H.; Akbarpour, M. Microstructure and tribological properties of in-situ TiC-C/Cu nanocomposites synthesized using different carbon sources (graphite, carbon nanotube and graphene) in the Cu-Ti-C system. Ceram. Int. 2018, 44, 22059–22067. [Google Scholar] [CrossRef]
- Sauer, C.; Weissgaerber, T.; Puesche, W.; Dehm, G.; Mayer, J.; Kieback, B. High temperature creep of micro-crystalline dispersion strengthened copper alloys. Int. J. Powder Metall. 1997, 33, 45–53. [Google Scholar] [CrossRef]
- Sadeghi, N.; Akbarpour, M.; Aghajani, H. A novel two-step mechanical milling approach and in-situ reactive synthesis to fabricate TiC/Graphene layer/Cu nanocomposites and investigation of their mechanical properties. Mater. Sci. Eng. A 2018, 734, 164–170. [Google Scholar] [CrossRef]
- Quan, Y.; Hu, B.; Fu, S.; Wan, D.; Bao, Y.; Feng, Q.; Grasso, S.; Hu, C. Fabrication, Microstructure, and Properties of In Situ V2C-Reinforced Copper Composites. Metals 2021, 11, 1829. [Google Scholar] [CrossRef]
- Zhang, Q.; Chen, B.; Chen, Z.; Zhu, Z.; Hu, X.; Ding, Y.; Liang, S. Microstructure and properties of W Cu composites reinforced by in-situ generated WC. Int. J. Refract. Met. Hard Mater. 2021, 99, 105585. [Google Scholar] [CrossRef]
- Zhao, M.; Xu, B.; Zhang, P.; Xu, J.; Jiang, Y.; Liu, F.; Yan, Y. Microstructure development of Y–Ti–O dispersion strengthened Cu alloys fabricated by mechanical alloying. Mater. Charact. 2022, 186, 111808. [Google Scholar] [CrossRef]
- Fu, S.; Xu, H. Microstructure and Wear Behavior of (Ti,V)C Reinforced Ferrous Composite. J. Mater. Eng. Perform. 2010, 19, 825–828. [Google Scholar] [CrossRef]
- Jing, W.; Yisan, W.; Yichao, D. Reaction synthesis of Fe–(Ti,V)C composites. J. Mater. Process. Technol. 2008, 197, 54–58. [Google Scholar] [CrossRef]
- Wang, J.; Wang, Y.; Ding, Y.; Gong, W. Microstructure and wear-resistance of Fe–(Ti,V)C composite. Mater. Des. 2007, 28, 2207–2209. [Google Scholar] [CrossRef]
- Jing, W.; Yisan, W.; Yichao, D. Production of (Ti,V)C reinforced Fe matrix composites. Mater. Sci. Eng. A 2007, 454–455, 75–79. [Google Scholar] [CrossRef]
- Chen, X.; Zhai, H.; Wang, W.; Huang, Z. Fabrication of Cr2AlC-Fe based composites by in-situ reaction technique. Kuei Suan Jen Hsueh Pao J. Chin. Ceram. Soc. 2013, 41, 309–313. [Google Scholar] [CrossRef]
- Gupta, P.; Kumar, D.; Quraishi, M.A.; Parkash, O. Effect of sintering parameters on the corrosion characteristics of Iron-Alumina metal matrix nanocomposites. J. Mater. Environ. Sci. 2015, 6, 155–167. [Google Scholar]
- Guan, D.; He, X.; Zhang, R.; Qu, X. Microstructure and tensile properties of in situ polymer-derived particles reinforced steel matrix composites produced by powder metallurgy method. Mater. Sci. Eng. A 2017, 705, 231–238. [Google Scholar] [CrossRef]
- Jiang, J.; Li, S.; Hu, S.; Zhang, J.; Yu, W.; Zhou, Y. Comparison of high Cr white iron composites reinforced with directly added TiC and in situ formed TiCx. J. Mater. Res. Technol. 2020, 9, 3140–3148. [Google Scholar] [CrossRef]
- Zhang, Q.; Li, S.; Zhang, W.; Peng, K. Influence of processed parameters on the magnetic properties of Fe/Fe3O4 composite cores. J. Mater. Sci. Mater. Electron. 2021, 32, 1233–1241. [Google Scholar] [CrossRef]
- Li, J.; Yu, J.; Li, W.; Che, S.; Zheng, J.; Qiao, L.; Ying, Y. The preparation and magnetic performance of the iron-based soft magnetic composites with the Fe@Fe3O4 powder of in situ surface oxidation. J. Magn. Magn. Mater. 2018, 454, 103–109. [Google Scholar] [CrossRef]
- Marinca, T.F.; Neamţu, B.V.; Chicinaş, I.; Isnard, O. Structural and Magnetic Characteristics of Composite Compacts of Fe/Fe3O4 Type Obtained by Sintering. IEEE Trans. Magn. 2014, 50, 2800604. [Google Scholar] [CrossRef]
- Zhang, K.; Li, Y.; Yan, H.; Wang, C.; Li, H.; Liang, J.; Dang, J. Effect of Sintering Temperature on Microstructure and Mechanical Properties of Hot-Pressed Fe/FeAl2O4 Composite. Crystals 2021, 11, 422. [Google Scholar] [CrossRef]
- Gupta, P.; Kumar, D.; Jha, A.K.; Parkash, O. Effect of height to diameter (h/d) ratio on the deformation behaviour of Fe–Al2O3 metal matrix nanocomposites. Bull. Mater. Sci. 2016, 39, 1245–1258. [Google Scholar] [CrossRef] [Green Version]
- Gupta, P.; Kumar, D.; Parkash, O.; Jha, A.K. Structural and mechanical behaviour of 5% Al2O3-reinforced Fe metal matrix composites (MMCs) produced by powder metallurgy (P/M) route. Bull. Mater. Sci. 2013, 36, 859–868. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Feng, K.; Shui, Y. Effect of MoS2 on Iron-Based Friction Material Prepared Directly from Vanadium-Bearing Titanomagnetite Concentrates. Met. Mater. Int. 2020, 26, 1070–1078. [Google Scholar] [CrossRef]
- Jiang, J.; Li, S.; Hu, S.; Zhou, Y. Effects of in situ formed TiCx on the microstructure, mechanical properties and abrasive wear behavior of a high chromium white iron. Mater. Chem. Phys. 2018, 214, 80–88. [Google Scholar] [CrossRef]
- Luo, Z.; Fan, X.; Zhang, Y.; Yang, Z.; Wang, J.; Wu, Z.; Liu, X.; Li, G.; Li, Y. Formation mechanism and magnetic performance of Fe-Si soft magnetic composites coated with MnO-SiO2 composite coatings. Adv. Powder Technol. 2021, 32, 3364–3371. [Google Scholar] [CrossRef]
- Shen, Y.; Huang, Z.; Zhang, L.; Li, K.; Cao, Z.; Xiao, P.; Jian, Y. Sintering Mechanism, Microstructure Evolution, and Mechanical Properties of Ti-Added Mo2FeB2-Based Cermets. Materials 2020, 13, 1889. [Google Scholar] [CrossRef]
- Zhang, F.; Zhao, P.; Liu, T.; Liu, S.; Zhang, P.; Yu, J.; Sun, J. In-situ synthesis of nanodiamonds reinforced iron-nickel matrix nanocomposites and their properties. Diam. Relat. Mater. 2018, 83, 60–66. [Google Scholar] [CrossRef]
- Rasib SZ, M.; Zuhailawati, H. Fabrication of in situ Fe-NbC composite by mechanical alloying. Sains Malays. 2013, 42, 1751–1754. [Google Scholar]
- Li, B.; Liu, Y.; Cao, H.; He, L.; Li, J. Rapid synthesis of TiB2/Fe composite in situ by spark plasma sintering. J. Mater. Sci. 2009, 44, 3909–3912. [Google Scholar] [CrossRef]
- Liu, J.; Wu, M.; Chen, J.; Ye, Z.; Lin, C.; Chen, W.; Du, C. In-Situ Synthesis, Microstructure, and Mechanical Properties of TiB2-Reinforced Fe-Cr-Mn-Al Steel Matrix Composites Prepared by Spark Plasma Sintering. Materials 2021, 14, 2346. [Google Scholar] [CrossRef]
- Akhtar, F. Processing, microstructure, properties and wear behavior of in situ synthesized TiB2 and TiC thick films on steel substrates. Surf. Coat. Technol. 2007, 201, 9603–9609. [Google Scholar] [CrossRef]
- Akhtar, F.; Hasan, F. Reactive sintering and properties of TiB2 and TiC porous cermets. Mater. Lett. 2008, 62, 1242–1245. [Google Scholar] [CrossRef]
- Jing, W.; Yisan, W. In-situ production of Fe–TiC composite. Mater. Lett. 2007, 61, 4393–4395. [Google Scholar] [CrossRef]
- Zhai, D.; Shui, Y.; Feng, K.; Zhang, Y. Effects of rare-earth oxides on the microstructure and properties of Fe-based friction materials synthesized by in situ carbothermic reaction from vanadium-bearing titanomagnetite concentrates. RSC Adv. 2019, 9, 20687–20697. [Google Scholar] [CrossRef] [Green Version]
- Liu, Z.; Zhang, H.; Liu, X.; Zheng, Y.; Huang, X.; Zou, D. Effects of diffusion alloying on the microstructure and properties of TiC-reinforced Fe-based PM materials. Int. J. Mater. Res. 2016, 107, 1082–1090. [Google Scholar] [CrossRef]
- Berns, H.; Wewers, B. Development of an abrasion resistant steel composite with in situ TiC particles. Wear 2001, 251, 1386–1395. [Google Scholar] [CrossRef]
- Mojisola, T.; Ramakokovhu, M.M.; Raethel, J.; Olubambi, P.; Matizamhuka, W. In-situ synthesis and characterization of Fe–TiC based cermet produced from enhanced carbothermally reduced ilmenite. Int. J. Refract. Met. Hard Mater. 2019, 78, 92–99. [Google Scholar] [CrossRef]
- Farid, A.; Guo, S.; Cui, F.-E.; Feng, P.; Lin, T. TiB2 and TiC stainless steel matrix composites. Mater. Lett. 2007, 61, 189–191. [Google Scholar] [CrossRef]
- Tang, C.F.; Pan, F.; Qu, X.H.; Duan, B.H.; He, X.B.; Wang, T.J. Production of iron matrix composite reinforced by TiN particulate through nitriding by powder metallurgy. Powder Met. 2009, 52, 24–27. [Google Scholar] [CrossRef]
- Zeng, X.G. Reaction synthesis of ultrafine titanium diborides and nitrides reinforced steel matrix composites in situ by spark plasma sintering. Powder Met. 2015, 58, 193–196. [Google Scholar] [CrossRef]
- Weber, S.; Berns, H. Development of Wear and Corrosion Resistant Metal Matrix Composites with hard Particles formed in Situ. Mater. Werkst. 2007, 38, 205–211. [Google Scholar] [CrossRef]
- Qin, Y.; Wang, Y.; Wu, S.; Fan, L.; Miao, W.; Chen, H. Formation mechanism of in-situ V8C7 and V3B4 particles in iron matrix composites by vacuum sintering. Mater. Werkst. 2021, 52, 529–539. [Google Scholar] [CrossRef]
- Zhang, Z.; Chen, Y.; Zuo, L.; Zhang, Y.; Qi, Y.; Gao, K. The effect of volume fraction of WC particles on wear behavior of in-situ WC/Fe composites by spark plasma sintering. Int. J. Refract. Met. Hard Mater. 2017, 69, 196–208. [Google Scholar] [CrossRef]
- Zhang, Z.; Chen, Y.; Zhang, Y.; Gao, K.; Zuo, L.; Qi, Y.; Wei, Y. Tribology characteristics of ex-situ and in-situ tungsten carbide particles reinforced iron matrix composites produced by spark plasma sintering. J. Alloy. Compd. 2017, 704, 260–268. [Google Scholar] [CrossRef]
- Jha, P.; Gupta, P.; Kumar, D.; Parkash, O. Synthesis and characterization of Fe–ZrO2 metal matrix composites. J. Compos. Mater. 2014, 48, 2107–2115. [Google Scholar] [CrossRef]


















| Reaction | Description | Microstructural Features | Examples |
|---|---|---|---|
| Metal matrix powder reacting with another metallic powder. The reaction generates intermetallic reinforcements. | Difference in solubility of metals causes Kirkendall porosity. Reinforcements are about the size of B particles. If B powder is too large, reaction may be incomplete. | Al + Ti → Al + Al3Ti [40] | |
| Metallic matrix powder reacts with a nonmetal to form the reinforcement. If the nonmetal presents some solubility in the matrix, it is usually interstitial. | Reinforcements have similar size to B powder particles. Reinforcement yield may vary according to the stoichiometry range of the AB compound. | Ti + C (Graphene) → Al + TiC [41] | |
| The atmosphere reacts with the matrix powder to generate reinforcements. It is usually performed in powder form or in porous compacts. | Reinforcements are located at prior particle boundaries. | Al + O2 →Al + Al2O3 [42] | |
| Metal matrix powder reacts with a compound powder. BC compound becomes two types of reinforcements by reacting with the matrix. | AB and AC form near BC reinforcements, so a cluster of nuclei forms at former BC particles. Microstructural evolution relies on the stability of BC [16]. Coherent and semi-coherent interfaces are possible. | Ti + B4C → Ti + TiC + TiB [43] | |
| Metal matrix powder reacts with a compound powder. BC dissociates and C dissolves in A, while B reacts with the matrix to become a reinforcement. | AB forms near BC reinforcements, usually as clusters. Microstructural evolution relies on the stability of BC [16]. Coherent and semi-coherent interfaces are possible. C may act as an alloying element. | Ti + Mo2C → Ti(Mo) + TiC [44] | |
| Metal matrix powder reacts with a compound powder. Decomposition of the compound gives rise to another compound possessing a different stoichiometry. | Reinforcements grow outward from Abx. There is usually a clean and semi-coherent reinforcement interface. | Ti + TiB2 → Ti + 2TiB [45] |
| Reaction | Description | Microstructural Features | Example |
|---|---|---|---|
| Elemental powder mixture of A, B, and C. B and C reaction yields reinforcements and A becomes the matrix surrounding them. | Adhesion between matrix and reinforcement depends on A densifying around BC. The differences in diffusion fluxes between raw materials determines the final microstructure. | Al + Ti + B → Al + TiB2 [46] | |
| Less stable compounds are selected as raw materials for obtaining A + BC composites. Usually an intermetallic compound reacting with a nonmetal. | Reinforcement fraction is defined by the stoichiometry of the AB compound. Microstructure is mostly defined by the diffusion flux of B and C in A. | FeV + C → Fe + VC [47] | |
| Composite is formed through a reaction between an elemental powder and a solid solution. | If the flux of C towards B is significantly larger, precipitation of BC compounds occurs within A. If the flux of B towards C is more intense, it is likely that reinforcements would have shapes and sizes similar to C particles. | Cu(Gd) + Hu2 → Cu + Gd2O3 [48] | |
| A, B, and C form a single solution, which, upon heating, precipitates BC reinforcements within A. | Both B and C are dissolved in the matrix, so they nucleate and grow within it, like a classical solid state nucleation process. | Cu(Nb,C) → Cu + NbC [49] | |
| Ternary compounds, mostly MAX phases, react with the matrix releasing D. Element D either remains dissolved in the matrix or precipitates upon cooling or aging. | Reinforcement clusters are sometimes located where the former MAX phase used to be. It is possible for reinforcement distribution to become more homogeneous, if the matrix melts and wets BC clusters. | Ni + Ti2AlC → Ni + TiC + γ′ [50] |
| C | Si | Mn | P | S | Ni | Cr | Mo | Cu | V | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| 1.57 | 0.35 | 0.44 | 0.013 | 0.006 | 0.08 | 11.98 | 1.00 | 0.02 | 0.35 | Bal. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schramm Deschamps, I.; dos Santos Avila, D.; Vanzuita Piazera, E.; Dudley Cruz, R.C.; Aguilar, C.; Klein, A.N. Design of In Situ Metal Matrix Composites Produced by Powder Metallurgy—A Critical Review. Metals 2022, 12, 2073. https://doi.org/10.3390/met12122073
Schramm Deschamps I, dos Santos Avila D, Vanzuita Piazera E, Dudley Cruz RC, Aguilar C, Klein AN. Design of In Situ Metal Matrix Composites Produced by Powder Metallurgy—A Critical Review. Metals. 2022; 12(12):2073. https://doi.org/10.3390/met12122073
Chicago/Turabian StyleSchramm Deschamps, Isadora, Daniel dos Santos Avila, Enzo Vanzuita Piazera, Robinson Carlos Dudley Cruz, Claudio Aguilar, and Aloisio Nelmo Klein. 2022. "Design of In Situ Metal Matrix Composites Produced by Powder Metallurgy—A Critical Review" Metals 12, no. 12: 2073. https://doi.org/10.3390/met12122073