
Kinetics of Bainite Transformation in Multiphase High Carbon Low-Silicon Steel with and without Pre-Existing Martensite

 ,
,  ,
,
Abstract
:1. Introduction
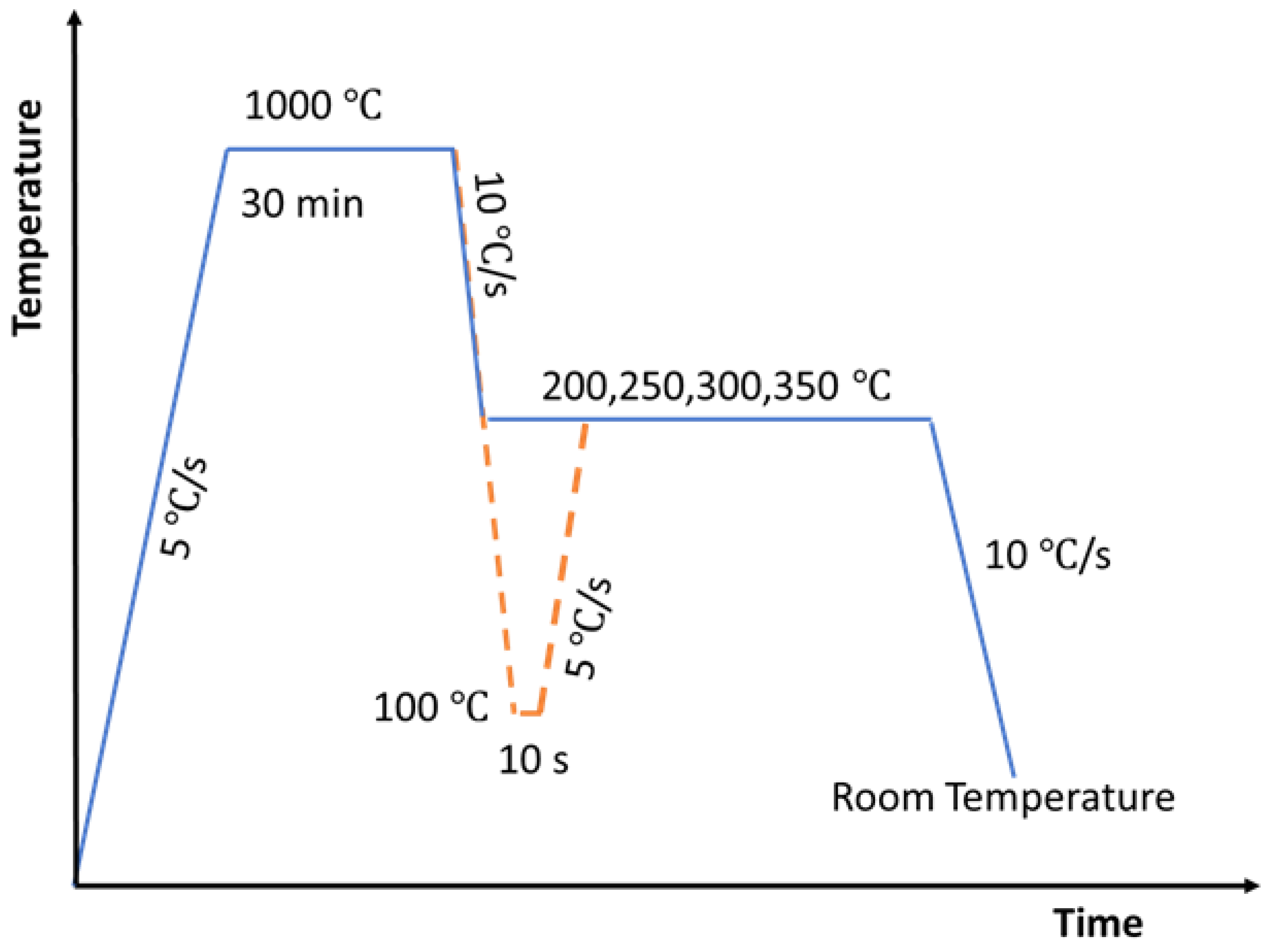
2. Materials and Methods
3. Results and Discussion
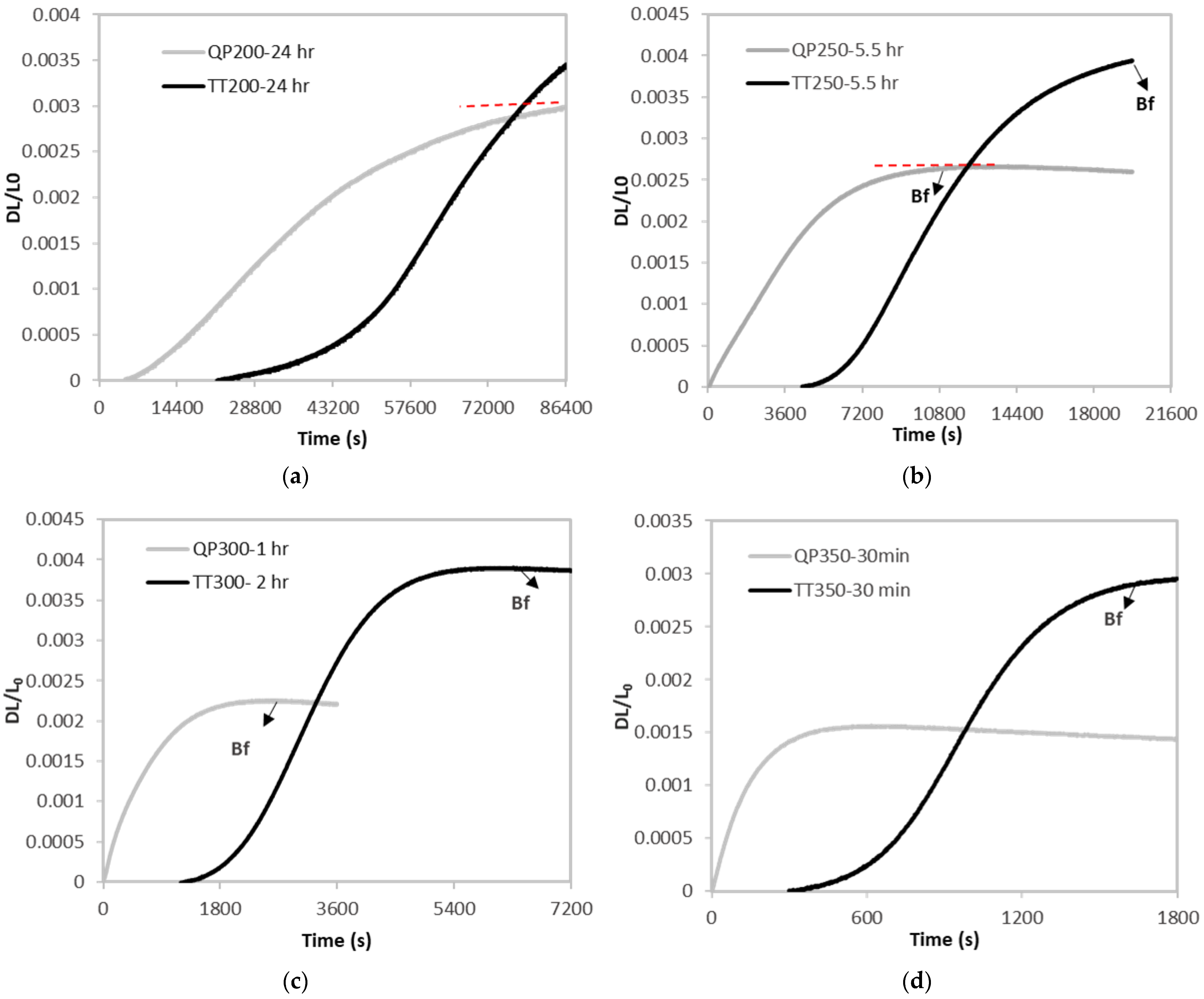
3.1. Role of Pre-Existing Martensite on Bainite Formation
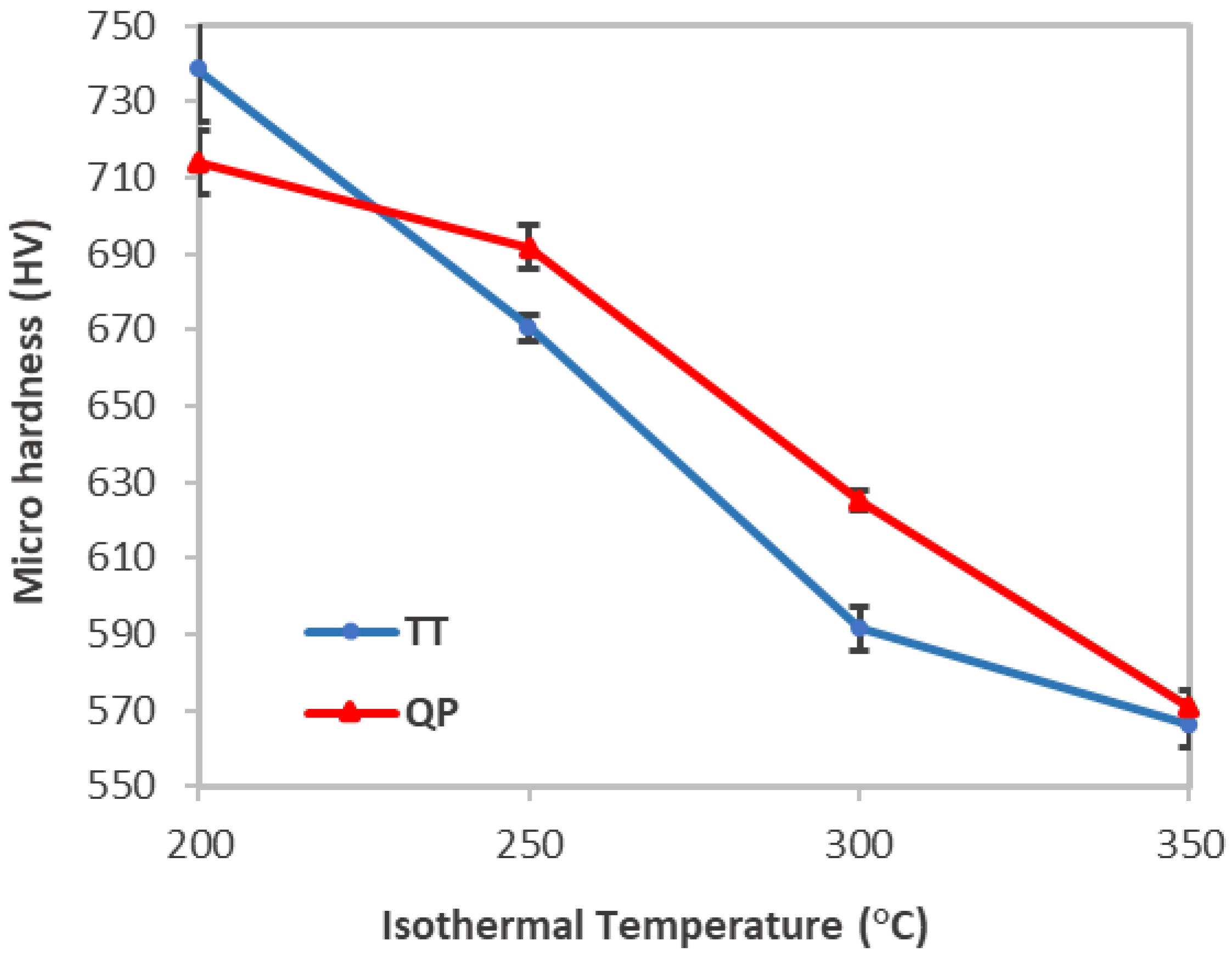
3.2. Hardness Measurement and the Fraction of Retained Austenite
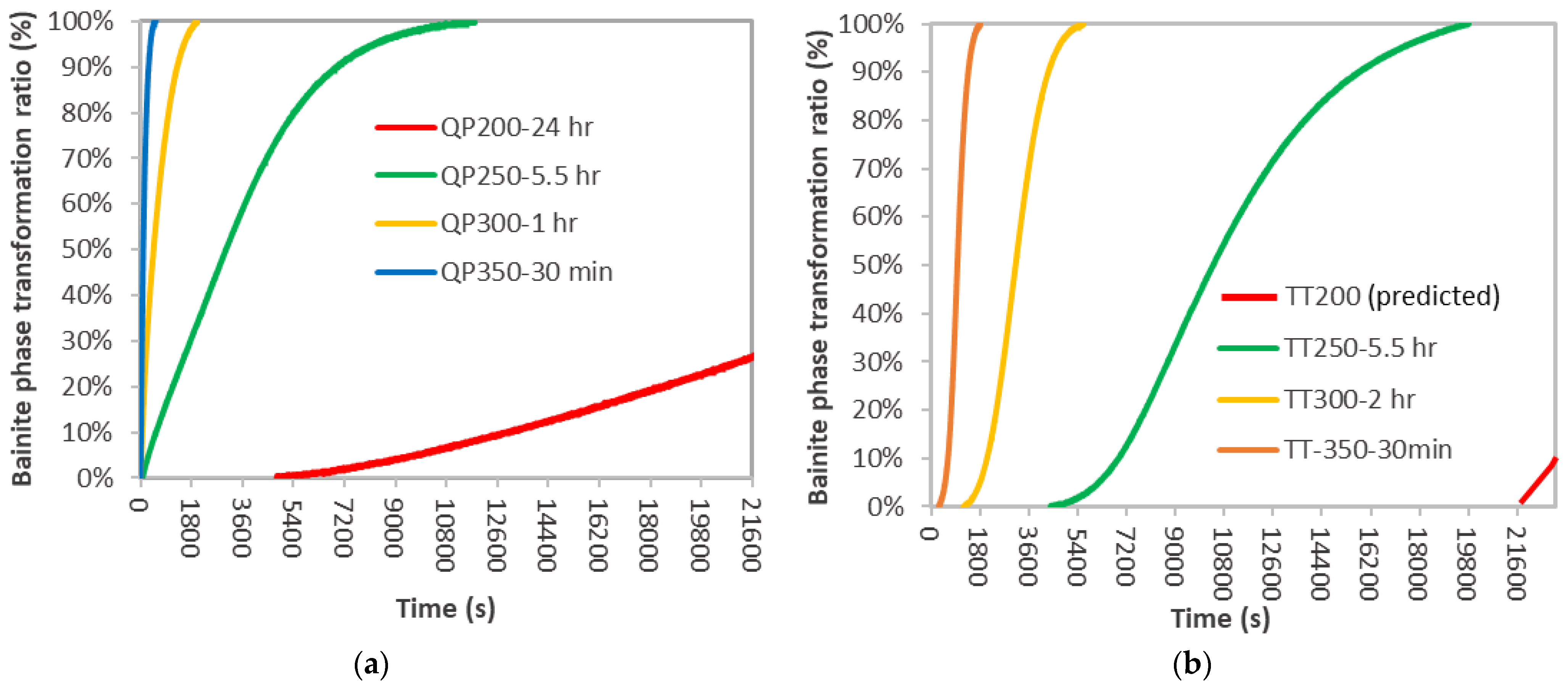
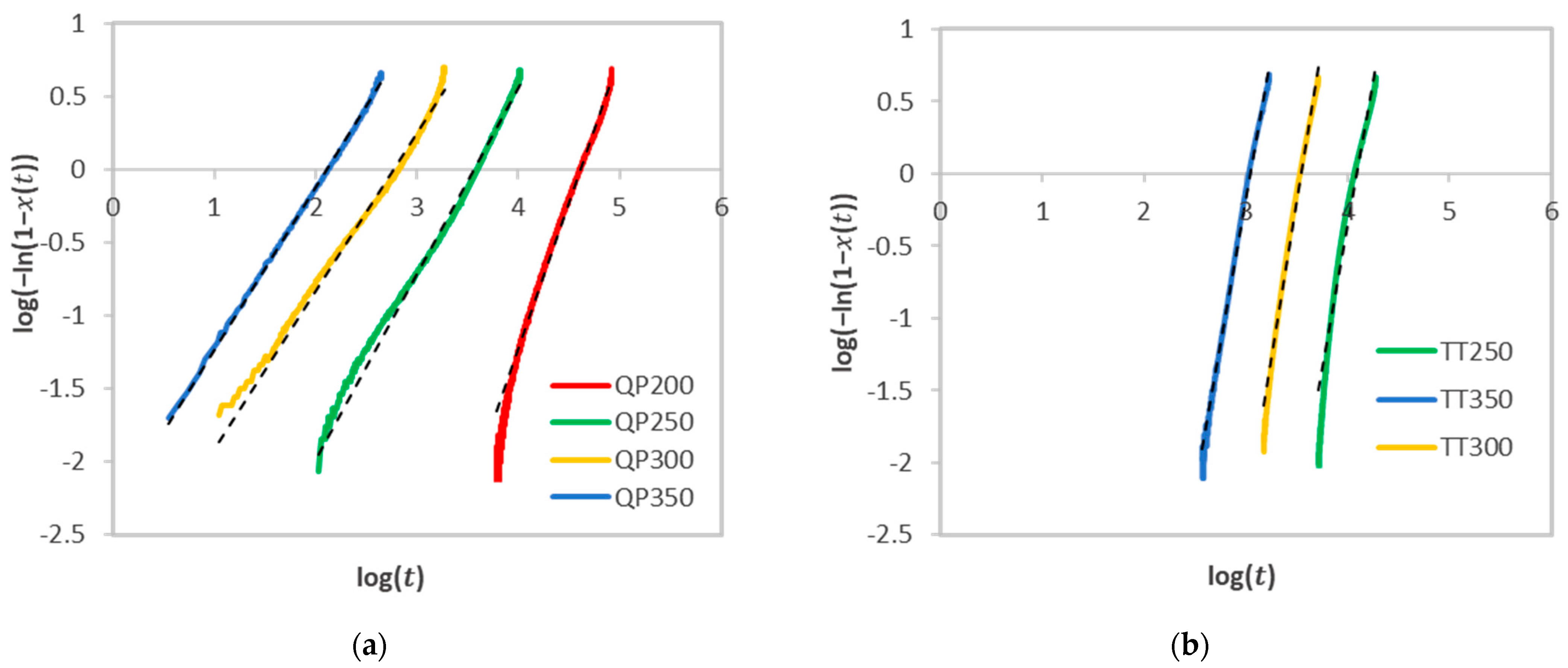
3.3. Kinetics of Bainite Formation
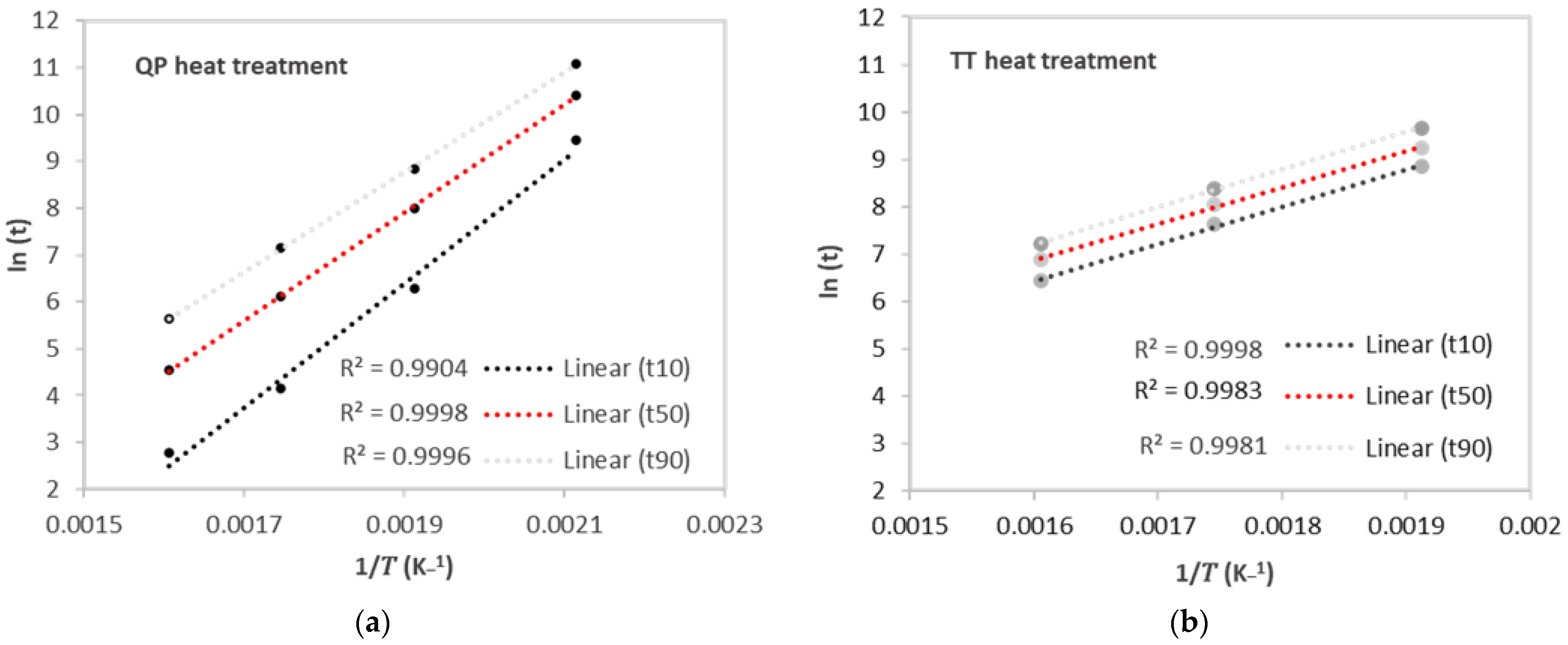
3.4. Activation Energy
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Speer, J.G.; Rizzo, F.; Krauss, G.; Streicher, A.M.; Matlock, D. Quenching and Partitioning: A Fundamentally New Process to Create High Strength TRIP Sheet Microstructures. In Proceedings of the Austenite Formation and Decomposition, Chicago, IL, USA, 1 November 2003. [Google Scholar]
- Speer, J.G.; Assunção, F.C.R.; Matlock, D.K.; Edmonds, D.V. The “quenching and partitioning” process: Background and recent progress. Mater. Res. 2005, 8, 417–423. [Google Scholar] [CrossRef] [Green Version]
- Edmonds, D.; He, K.; Miller, M.K.; Rizzo, F.; Clarke, A.; Matlock, D.K.; Speer, J.G. Microstructural Features of ‘Quenching and Partitioning’: A New Martensitic Steel Heat Treatment. Mater. Sci. Forum 2007, 539–543, 4819–4825. [Google Scholar] [CrossRef]
- Edmonds, D.; He, K.; Rizzo, F.; De Cooman, B.; Matlock, D.; Speer, J. Quenching and partitioning martensite—A novel steel heat treatment. Mater. Sci. Eng. A 2006, 438-440, 25–34. [Google Scholar] [CrossRef]
- Huyghe, P.; Malet, L.; Caruso, M.; Georges, C.; Godet, S. On the relationship between the multiphase microstructure and the mechanical properties of a 0.2C quenched and partitioned steel. Mater. Sci. Eng. A 2017, 701, 254–263. [Google Scholar] [CrossRef]
- de Diego-Calderón, I.; Sabirov, I.; Molina-Aldareguia, J.; Föjer, C.; Thiessen, R.; Petrov, R. Microstructural design in quenched and partitioned (Q&P) steels to improve their fracture properties. Mater. Sci. Eng. A 2016, 657, 136–146. [Google Scholar] [CrossRef]
- Yan, S.; Liu, X.; Liu, W.J.; Liang, T.; Zhang, B.; Liu, L.; Zhao, Y. Comparative study on microstructure and mechanical properties of a C-Mn-Si steel treated by quenching and partitioning (Q&P) processes after a full and intercritical austenitization. Mater. Sci. Eng. A 2017, 684, 261–269. [Google Scholar] [CrossRef]
- He, S.; He, B.; Zhu, K.; Ding, R.; Chen, H.; Huang, M. Revealing the role of dislocations on the stability of retained austenite in a tempered bainite. Scr. Mater. 2019, 168, 23–27. [Google Scholar] [CrossRef]
- Samanta, S.; Das, S.; Chakrabarti, D.; Samajdar, I.; Singh, S.B.; Haldar, A. Development of Multiphase Microstructure with Bainite, Martensite, and Retained Austenite in a Co-Containing Steel Through Quenching and Partitioning (Q&P) Treatment. Met. Mater. Trans. A 2013, 44, 5653–5664. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Caballero, F.G.; Sourmail, T.; Cornide, J.; Smanio, V.; Elvira, R. Composition design of nanocrystalline bainitic steels by diffusionless solid reaction. Met. Mater. Int. 2014, 20, 405–415. [Google Scholar] [CrossRef] [Green Version]
- Sourmail, T.; Caballero, F.; Garcia-Mateo, C.; Smanio, V.; Ziegler, C.; Kuntz, M.; Elvira, R.; Leiro, A.; Vuorinen, E.; Teeri, T. Evaluation of potential of high Si high C steel nanostructured bainite for wear and fatigue applications. Mater. Sci. Technol. 2013, 29, 1166–1173. [Google Scholar] [CrossRef]
- Sourmail, T.; Caballero, F.; Moudian, F.; De Castro, D.; Benito, M. High hardness and retained austenite stability in Si-bearing hypereutectoid steel through new heat treatment design principles. Mater. Des. 2018, 142, 279–287. [Google Scholar] [CrossRef]
- Quidort, D.; Bréchet, Y. The role of carbon on the kinetics of bainite transformation in steels. Scr. Mater. 2002, 47, 151–156. [Google Scholar] [CrossRef]
- Nayak, S.; Anumolu, R.; Misra, R.; Kim, K.; Lee, D. Microstructure–hardness relationship in quenched and partitioned medium-carbon and high-carbon steels containing silicon. Mater. Sci. Eng. A 2008, 498, 442–456. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Caballero, F.G.; Bhadeshia, H.K.D.H. Acceleration of Low-temperature Bainite. ISIJ Int. 2003, 43, 1821–1825. [Google Scholar] [CrossRef] [Green Version]
- Goulas, C.; Mecozzi, M.G.; Sietsma, J. Bainite Formation in Medium-Carbon Low-Silicon Spring Steels Accounting for Chemical Segregation. Met. Mater. Trans. A 2016, 47, 3077–3087. [Google Scholar] [CrossRef] [Green Version]
- Dong, J.; Vetters, H.; Hoffmann, F.; Zoch, H.W.; Beswick, J.; Dean, S.W. Microstructure and Fatigue Strength of the Bearing Steel 52100 after Shortened Bainitic Treatment. J. ASTM Int. 2010, 7, 17–31. [Google Scholar] [CrossRef]
- Sourmail, T. Bainite and Superbainite in Long Products and Forged Applications. HTM J. Heat Treat. Mater. 2017, 72, 371–378. [Google Scholar] [CrossRef]
- Navarro-López, A.; Sietsma, J.; Santofimia, M.J. Effect of Prior Athermal Martensite on the Isothermal Transformation Kinetics Below M s in a Low-C High-Si Steel. Met. Mater. Trans. A 2015, 47, 1028–1039. [Google Scholar] [CrossRef] [Green Version]
- Navarro-López, A.; Hidalgo, J.; Sietsma, J.; Santofimia, M. Influence of the prior athermal martensite on the mechanical response of advanced bainitic steel. Mater. Sci. Eng. A 2018, 735, 343–353. [Google Scholar] [CrossRef]
- Kawata, H.; Hayashi, K.; Sugiura, N.; Yoshinaga, N.; Takahashi, M. Effect of Martensite in Initial Structure on Bainite Transformation. Mater. Sci. Forum 2010, 638–642, 3307–3312. [Google Scholar] [CrossRef]
- Santofimia, M.J.; Van Bohemen, S.M.C.; Sietsma, J. Combining bainite and martensite in steel microstructures for light weight applications. J. S. Afr. Inst. Min. Metall. 2013, 113, 143–148. [Google Scholar]
- Ravi, A.M.; Sietsma, J.; Santofimia, M.J. Exploring bainite formation kinetics distinguishing grain-boundary and autocatalytic nucleation in high and low-Si steels. Acta Mater. 2016, 105, 155–164. [Google Scholar] [CrossRef] [Green Version]
- Smanio, V.; Sourmail, T. Effect of Partial Martensite Transformation on Bainite Reaction Kinetics in Different 1%C Steels. Solid State Phenom. 2011, 172–174, 821–826. [Google Scholar] [CrossRef]
- Vetters, H.; Dong, J.; Bomas, H.; Hoffmann, F.; Zoch, H.-W. Microstructure and fatigue strength of the roller-bearing steel 100Cr6 (SAE 52100) after two-step bainitisation and combined bainitic–martensitic heat treatment. Int. J. Mater. Res. 2006, 97, 1432–1440. [Google Scholar] [CrossRef]
- Toji, Y.; Matsuda, H.; Raabe, D. Effect of Si on the acceleration of bainite transformation by pre-existing martensite. Acta Mater. 2016, 116, 250–262. [Google Scholar] [CrossRef]
- Hu, F.; Wu, K. Nanostructured high-carbon dual-phase steels. Scr. Mater. 2011, 65, 351–354. [Google Scholar] [CrossRef]
- Ravi, A.M.; Sietsma, J.; Santofimia, M.J. Bainite formation kinetics in steels and the dynamic nature of the autocatalytic nucleation process. Scr. Mater. 2017, 140, 82–86. [Google Scholar] [CrossRef]
- Shah, M.; Das, S.K.; Pastor, A. Phenomenological kinetic model of the nano-bainitic steels to characterize the dynamics of the autocatalytic nucleation process. SN Appl. Sci. 2020, 2, 635. [Google Scholar] [CrossRef] [Green Version]
- Guimarães, J.R.C.; Rios, P.R.; Alves, A.L.M. An Alternative to Avrami Equation. Mater. Res. 2019, 22. [Google Scholar] [CrossRef]
- Li, H.; Gai, K.; He, L.; Zhang, C.; Cui, H.; Li, M. Non-isothermal phase-transformation kinetics model for evaluating the austenization of 55CrMo steel based on Johnson–Mehl–Avrami equation. Mater. Des. 2016, 92, 731–741. [Google Scholar] [CrossRef]
- Quidort, D.; Bréchet, Y.J.M. A Model of Isothermal and Non Isothermal Transformation Kinetics of Bainite in 0.5% C Steels. ISIJ Int. 2002, 42, 1010–1017. [Google Scholar] [CrossRef]
- Kuklina, A.A.; Maisuradze, M.V.; Yudin, Y.V. Analytical Description of the Bainite Transformation Kinetics in Steels 300M and D6AC. Mater. Sci. Forum 2017, 907, 31–37. [Google Scholar] [CrossRef]
- Ruitenberg, G.; Woldt, E.; Petford-Long, A. Comparing the Johnson–Mehl–Avrami–Kolmogorov equations for isothermal and linear heating conditions. Thermochim. Acta 2001, 378, 97–105. [Google Scholar] [CrossRef]
- Van Bohemen, S.M.C.; Sietsma, J. Kinetics of martensite formation in plain carbon steels: Critical assessment of possible influence of austenite grain boundaries and autocatalysis. Mater. Sci. Technol. 2014, 30, 1024–1033. [Google Scholar] [CrossRef]
- Zhu, J.G. Bainite Transformation Kinetics-Microstructure Characterization of Austempered 4140/4150 Steel. Ph.D. Thesis, Oakland University, Rochester, MI, USA, 2019. [Google Scholar]
- Babasafari, Z.; Pan, A.V.; Pahlevani, F.; Hossain, R.; Sahajwalla, V.; du Toit, M.; Dippenaar, R. Effects of austenizing temperature, cooling rate and isothermal temperature on overall phase transformation characteristics in high carbon steel. J. Mater. Res. Technol. 2020, 9, 15286–15297. [Google Scholar] [CrossRef]
- Babasafari, Z.; Pan, A.V.; Pahlevani, F.; Kong, C.; Du Toit, M.; Dippenaar, R. Effect of Microstructural Features on Magnetic Properties of High-Carbon Steel. Met. Mater. Trans. A 2021, 52, 5107–5122. [Google Scholar] [CrossRef]
- Babasafari, Z.; Pan, A.V.; Pahlevani, F.; Kong, C.; Sahajwalla, V.; du Toit, M.; Dippenaar, R. Effect of silicon and partitioning temperature on the microstructure and mechanical properties of high-carbon steel in a quenching and partitioning heat treatment. J. Mater. Sci. 2021, 56, 15423–15440. [Google Scholar] [CrossRef]
- Damon, J.; Mühl, F.; Dietrich, S.; Schulze, V. A Comparative Study of Kinetic Models Regarding Bainitic Transformation Behavior in Carburized Case Hardening Steel 20MnCr5. Met. Mater. Trans. A 2018, 50, 104–117. [Google Scholar] [CrossRef]
- Zhu, J.G.; Sun, X.; Barber, G.C.; Han, X.; Qin, H. Bainite Transformation-Kinetics-Microstructure Characterization of Austempered 4140 Steel. Metals 2020, 10, 236. [Google Scholar] [CrossRef] [Green Version]
- van Bohemen, S. Autocatalytic nature of the bainitic transformation in steels: A new hypothesis. Philos. Mag. 2013, 93, 388–408. [Google Scholar] [CrossRef]
- Kang, M.; Zhang, M.-X.; Liu, F.; Zhu, M. Kinetics and Morphology of Isothermal Transformations at Intermediate Temperature in 15CrMnMoV Steel. Mater. Trans. 2009, 50, 123–129. [Google Scholar] [CrossRef]
- Askeland, D.R. Atom Movement in Materials. In The Science and Engineering of Materials; Springer: Boston, MA, USA, 1996; Chapter 5; pp. 111–137. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Holding Temperature (°C) | Bs-TT (s) | Bf-TT (s) | Bs-QP (s) | Bf-QP (s) | Transformation Reduction Time (%) |
|---|---|---|---|---|---|
| 200 | 21,800 | >86,400 | 4800 | 86,400 | - |
| 250 | 4400 | 19,800 | 45 | 11,800 | 40 |
| 300 | 1120 | 5350 | 0 | 2000 | 63 |
| 350 | 300 | 1800 | 0 | 540 | 70 |
| Temperature (°C) | TT | QP |
|---|---|---|
| RA%–Holding Time | RA%–Holding Time | |
| 200 | 36.8%–24 h | 20.0%–24 h |
| 250 | 9.2%–5.5 h | 7.0%–5.5 h |
| 300 | 10.0%–2 h | 4.8%–1 h |
| 350 | 4.0%–30 min | 7.8%–30 min |
| Heat Treatment Condition | n | Log (K) | K | R2 |
|---|---|---|---|---|
| QP200–24 h | 1.9959 | −9.2155 | 0.9925 | |
| QP250–5.5 h | 1.2741 | −4.5359 | 0.9924 | |
| QP300–1 h | 1.0813 | −2.9928 | 0.9872 | |
| QP350–30 min | 1.1158 | −2.3564 | 0.9972 | |
| TT250–5.5 h | 3.8976 | −15.9480 | 0.9620 | |
| TT300–2 h | 4.1313 | −15.2910 | 0.9902 | |
| TT350–30 min | 4.0090 | −12.1970 | 0.9949 |
| Heat Treatment | Temperature (K) | t10 (s) | t50 (s) | t90 (s) |
|---|---|---|---|---|
| QP200–24 h | 473 | 12,950 | 32,894 | 65,625 |
| QP250–5.5 h | 523 | 540 | 3007 | 6912 |
| QP300–1 h | 573 | 63 | 456 | 1278 |
| QP350–30 min | 623 | 16 | 94 | 280 |
| Activation energy QP (kJ/mol) | 110.0 | 99.6 | 88.7 | |
| TT250–5.5 h | 523 | 6906 | 10381 | 15800 |
| TT300–2h | 573 | 2059 | 3110 | 4310 |
| TT350–30 min | 623 | 630 | 968 | 1366 |
| Activation energy TT (kJ/mol) | 64.7 | 64.2 | 66.3 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Babasafari, Z.; Pan, A.V.; Pahlevani, F.; Moon, S.C.; Du Toit, M.; Dippenaar, R. Kinetics of Bainite Transformation in Multiphase High Carbon Low-Silicon Steel with and without Pre-Existing Martensite. Metals 2022, 12, 1969. https://doi.org/10.3390/met12111969
Babasafari Z, Pan AV, Pahlevani F, Moon SC, Du Toit M, Dippenaar R. Kinetics of Bainite Transformation in Multiphase High Carbon Low-Silicon Steel with and without Pre-Existing Martensite. Metals. 2022; 12(11):1969. https://doi.org/10.3390/met12111969
Chicago/Turabian StyleBabasafari, Zeinab, Alexey V. Pan, Farshid Pahlevani, Suk Chun Moon, Madeleine Du Toit, and Rian Dippenaar. 2022. "Kinetics of Bainite Transformation in Multiphase High Carbon Low-Silicon Steel with and without Pre-Existing Martensite" Metals 12, no. 11: 1969. https://doi.org/10.3390/met12111969