
Microstructure Refinement by a Combination of Heat Treatment and Thixoforming Process Followed by Severe Plastic Deformation and Their Effects on Al-Si Alloy Hardness

 , and
, and
Abstract
:1. Introduction
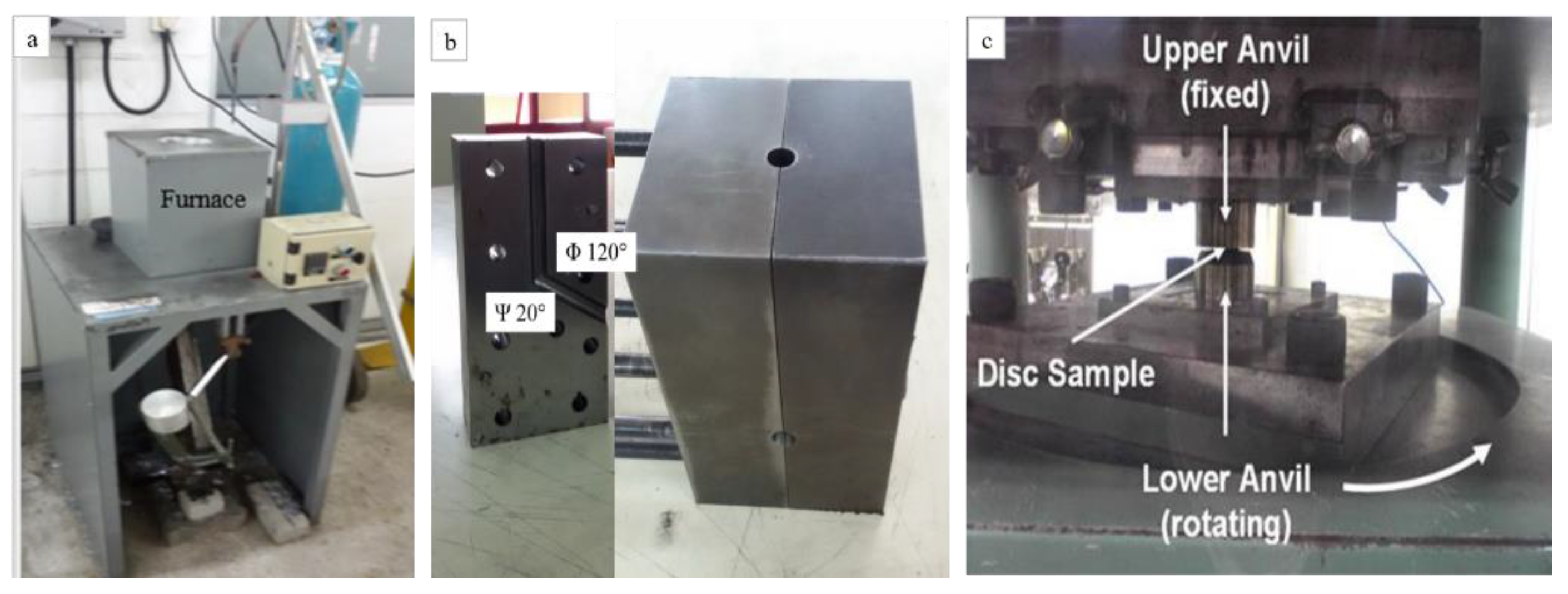
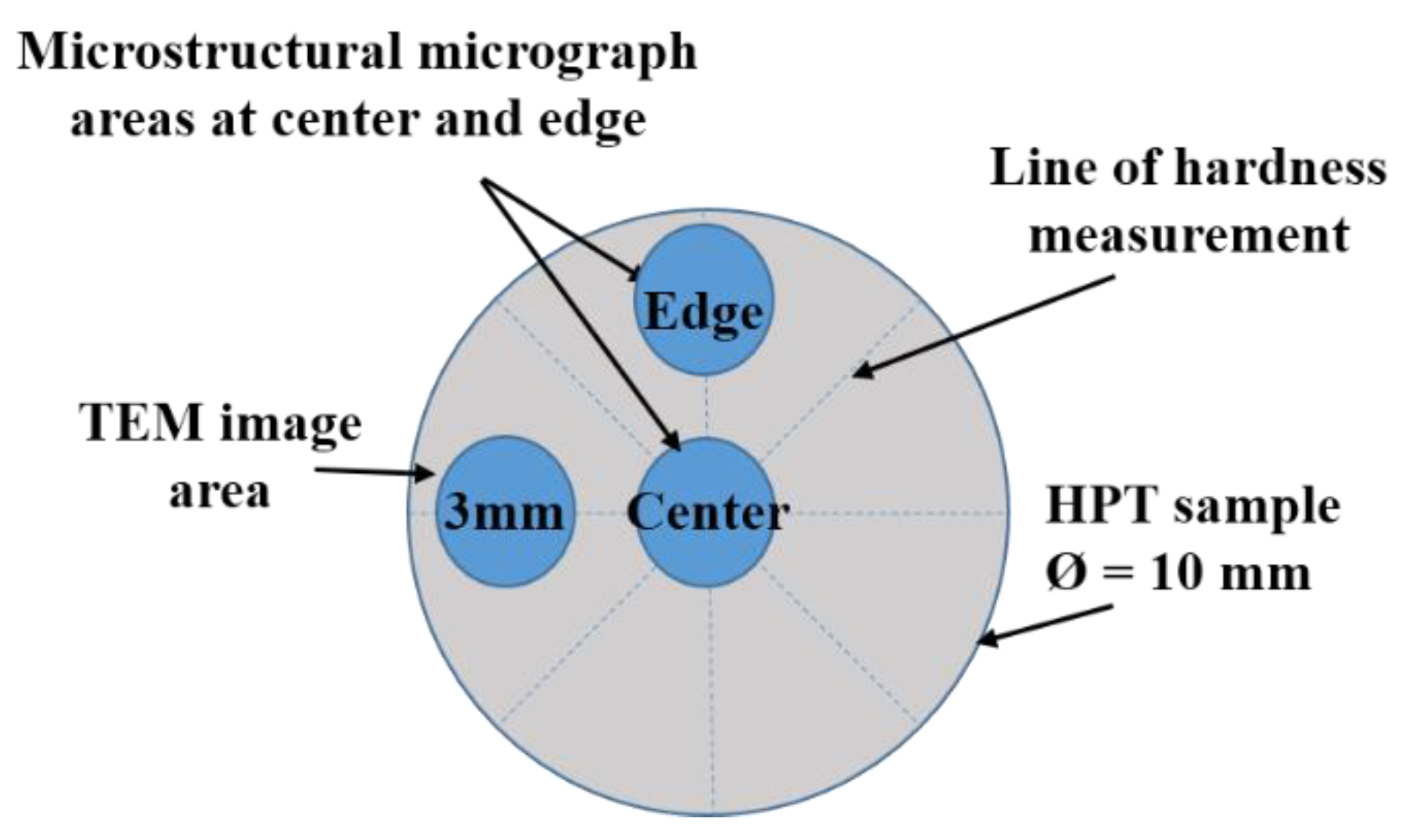
2. Materials and Methods
3. Results and Discussion
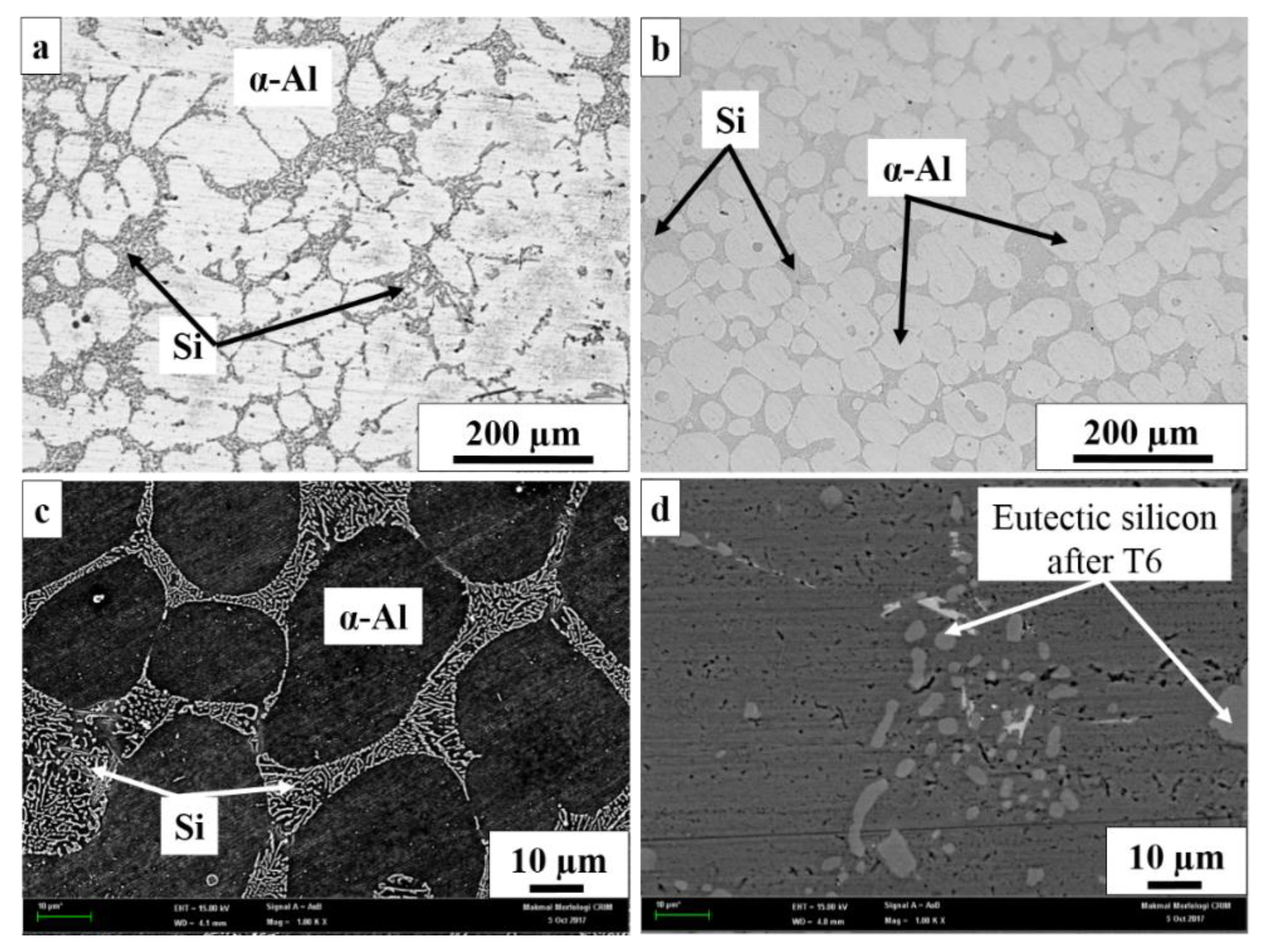
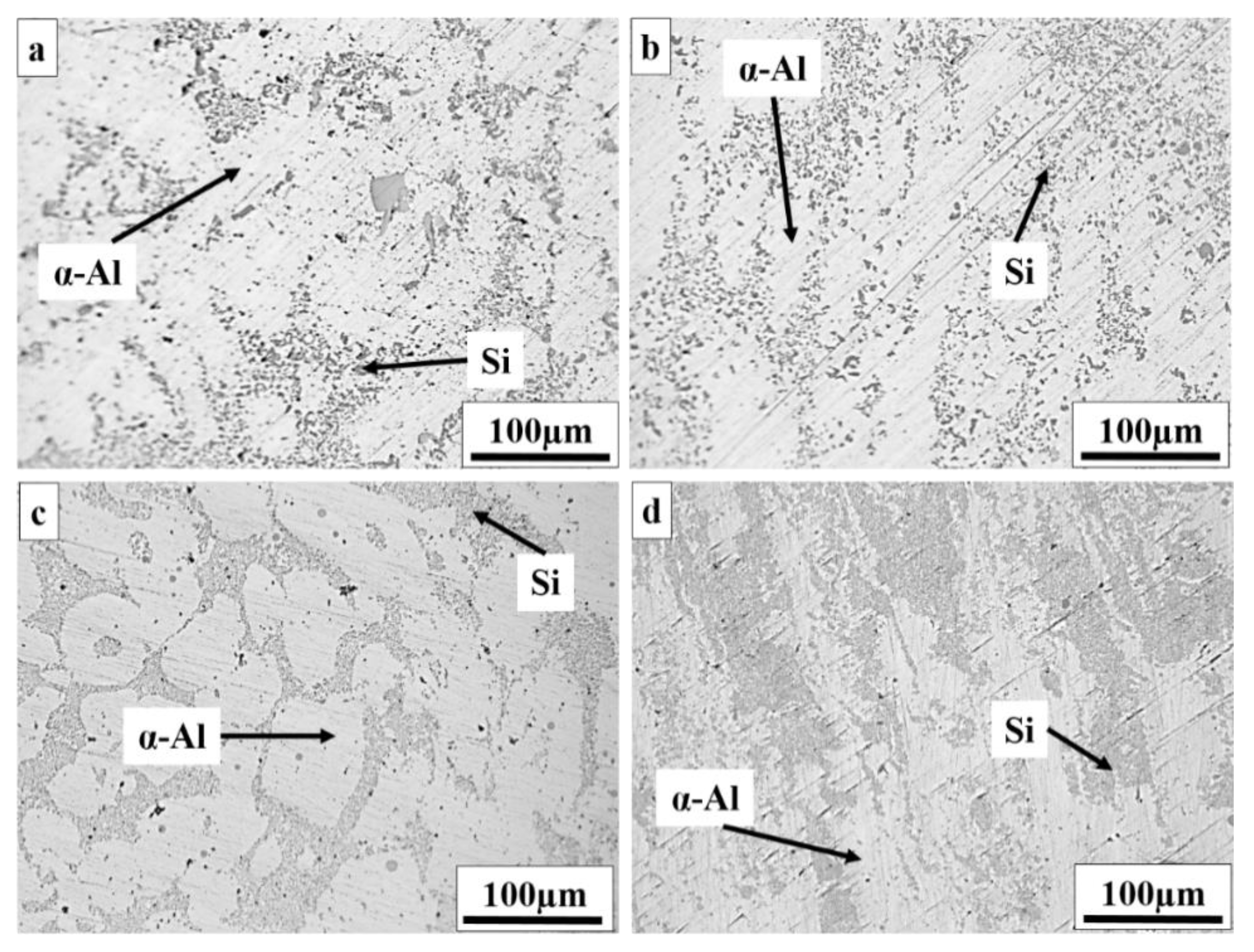
3.1. Microstructure of the As-Cast and Semisolid Al-Si Alloy Pre/Post T6
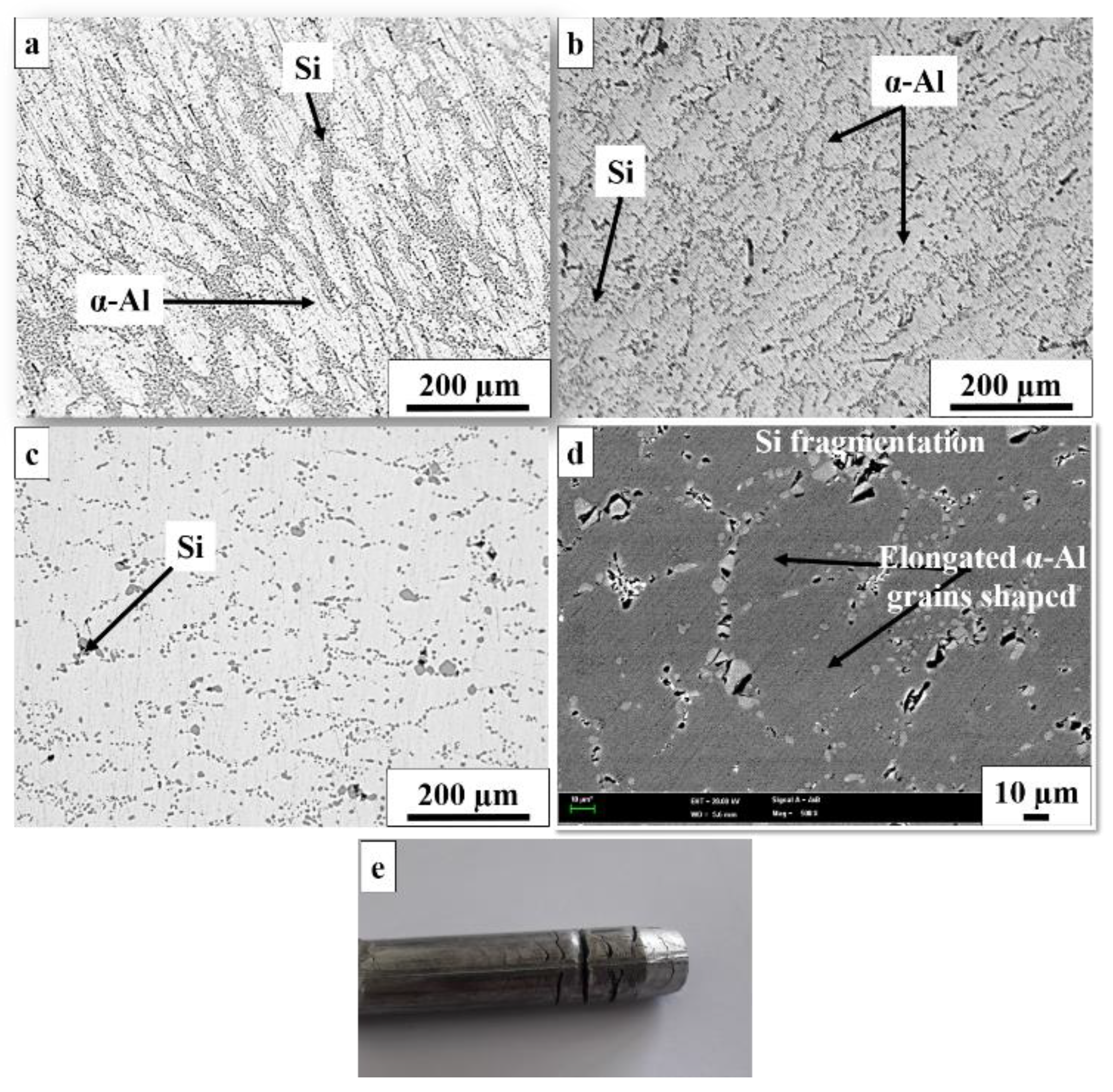
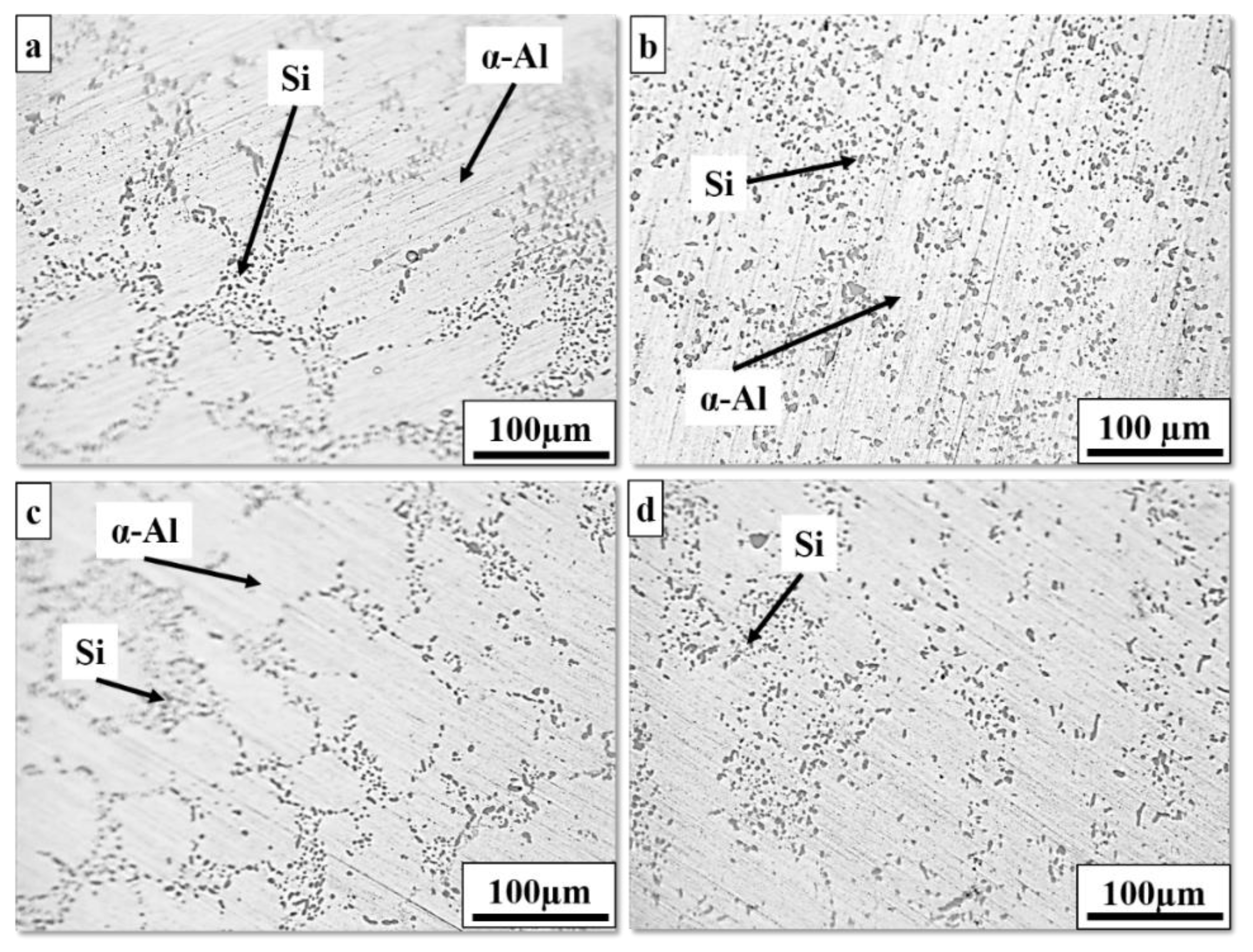
3.2. Microstructure of the ECAPed As-Cast and Thixoformed Samples after Two Passes Pre-/Post-T6
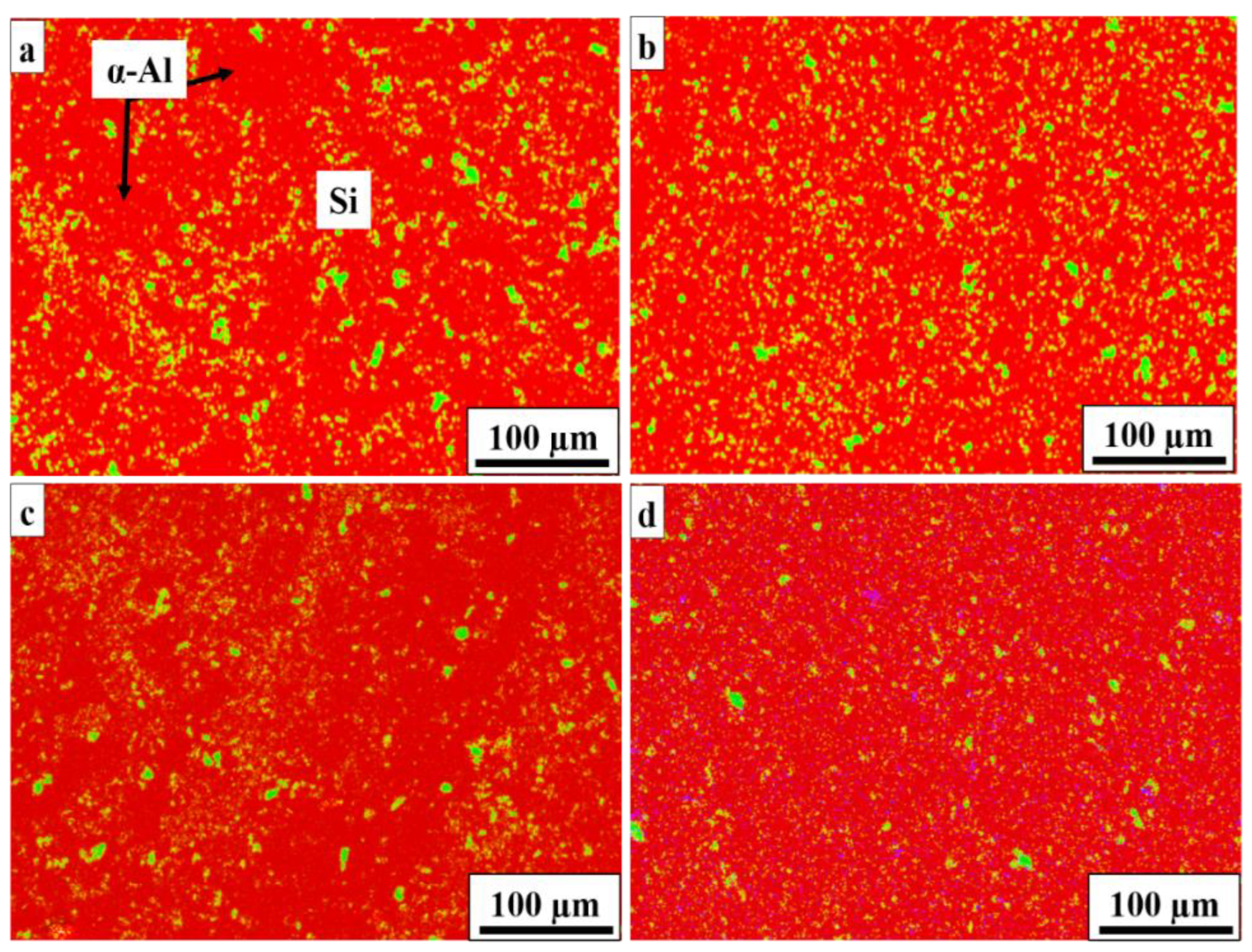
3.3. Microstructure of the HPTed As-Cast and Thixoformed Al-Si Alloy Pre-/Post-T6 after 0.75 Turns
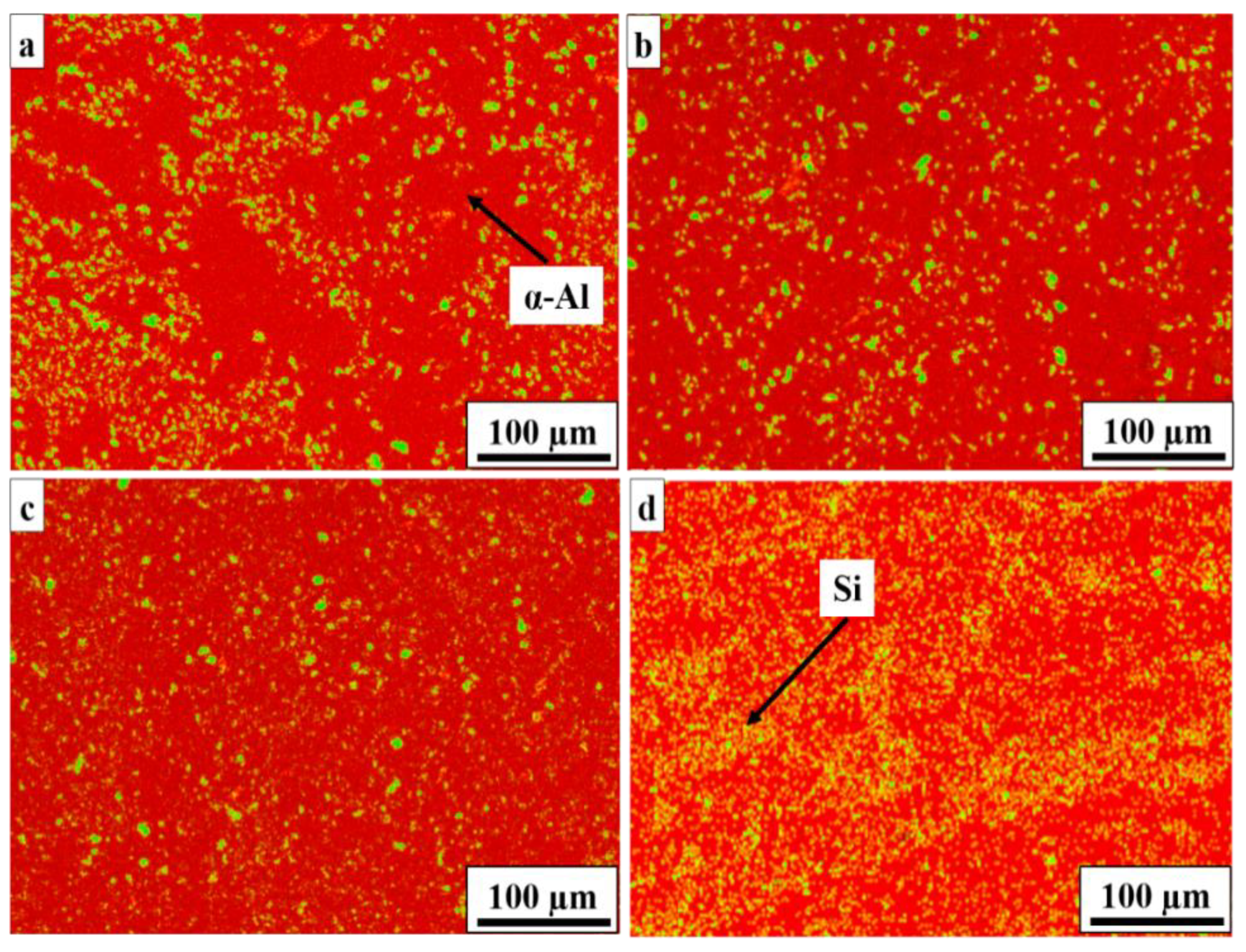
3.4. Microstructure of the HPTed As-Cast and Thixoformed Pre-/Post-T6 after Five Turns
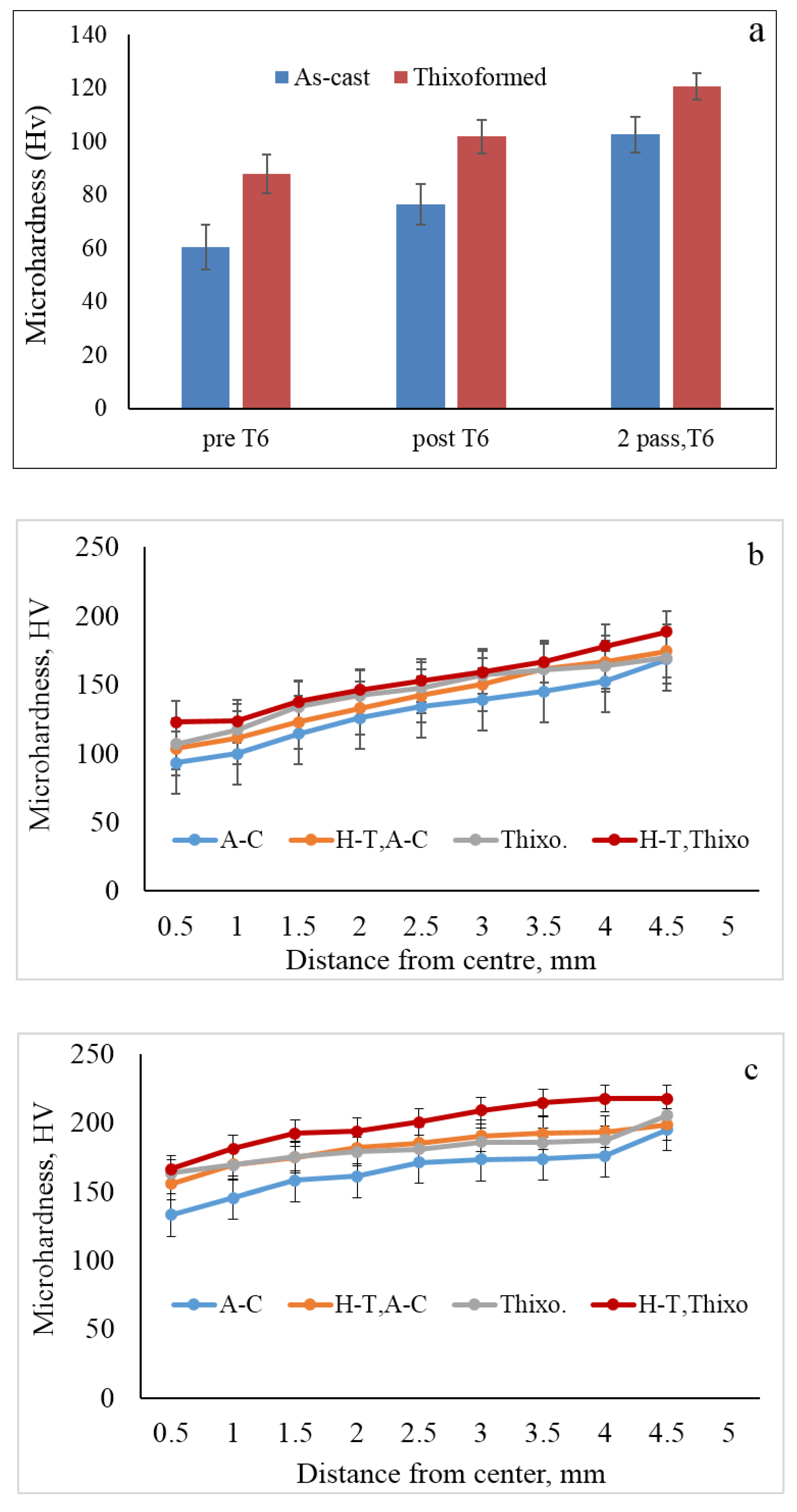
3.5. Hardness of ECAPed and HPTed As-Cast and Thixoformed Pre-/Post-T6
4. Conclusions
- Refining the microstructure of the Al-Si alloy through a combination of thixoforming and heat treatment before SPD produces a more homogeneous and finer microstructure than without heat treatment.
- The thixoformed samples after T6 heat treatment followed by ECAP reach up to two passes. Increasing the number of ECAP passes resulted in crack formation on the surface of the thixoformed samples due to the high strength of the thixoformed alloy.
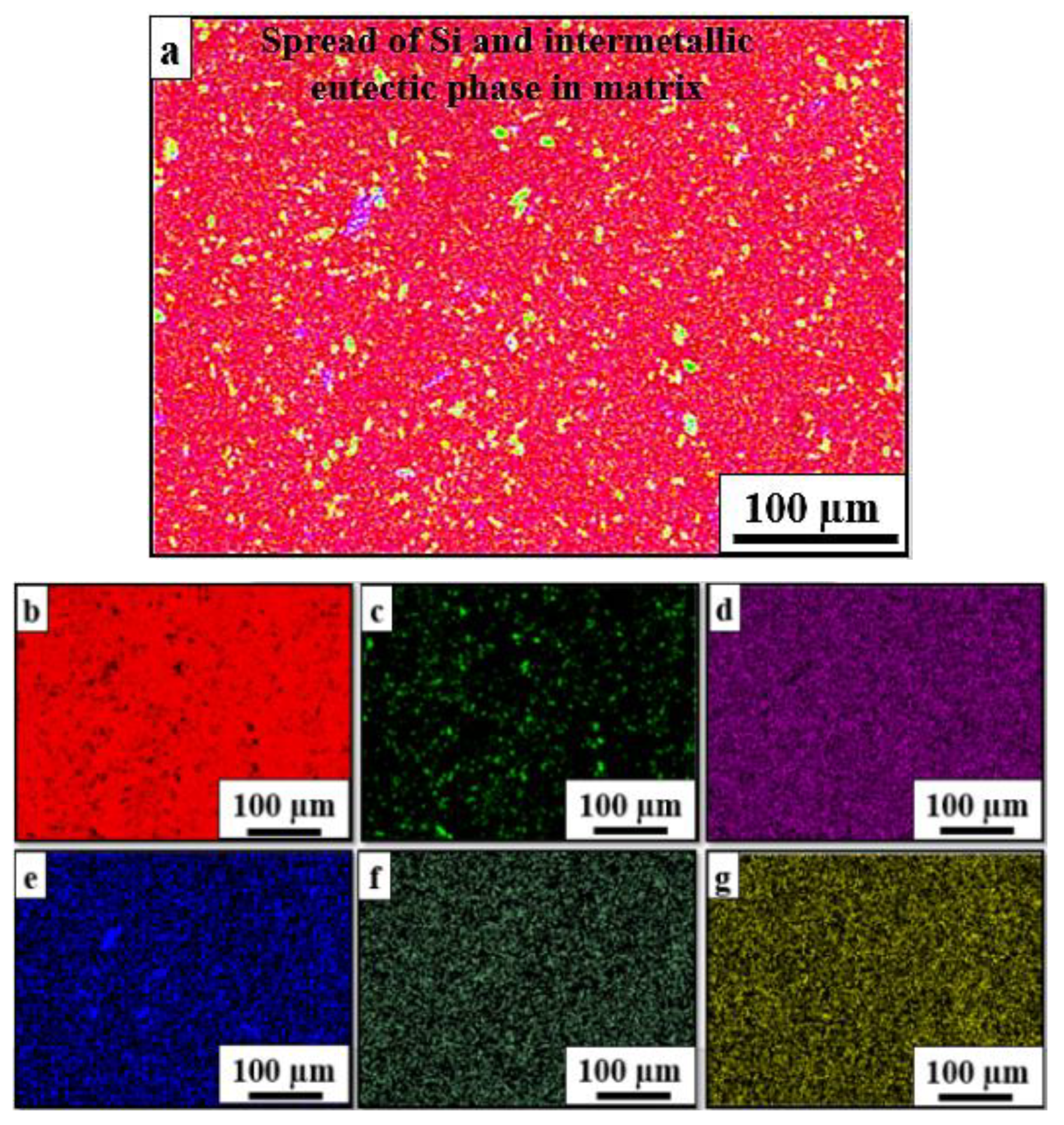
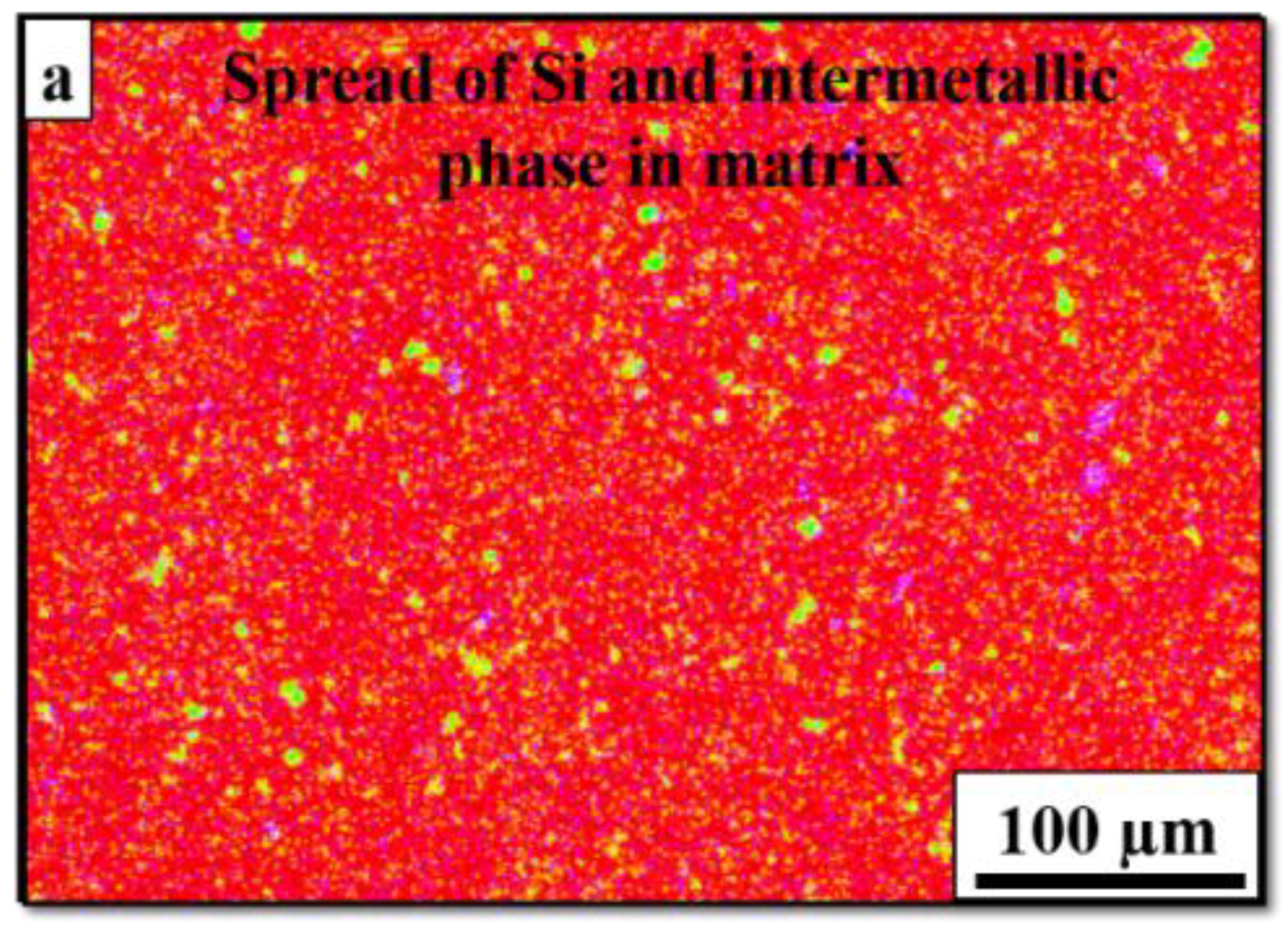
- Combining thixoforming and heat treatment followed by five revolutions of HPT processing at a pressure of 6.0 GPa and room temperature produces a hypoeutectic Al-Si alloy with an ultrafine microstructure and a homogeneous distribution of the eutectic Si particles and intermetallic compounds.
- Increasing the number of ECAP passes and the number of turns in HPT after the combination of thixoforming and heat treatment resulted in the significantly higher hardness of the hypoeutectic Al-Si alloy.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Haghdadi, N.; Zarei-Hanzaki, A.; Abedi, H.R.; Sabokpa, O. The effect of thermomechanical parameters on the eutectic silicon characteristics in a non-modified cast A356 aluminum alloy. Mater. Sci. Eng. A 2012, 549, 93–99. [Google Scholar] [CrossRef]
- Davis, J.R. Aluminum and Aluminum Alloys. Light Met. Alloys 2001, 66, 351–416. [Google Scholar] [CrossRef]
- Galvin, E.; O’Brien, D.; Cummins, C.; Mac Donald, B.J.; Lally, C. A strain-mediated corrosion model for bioabsorbable metallic stents. Acta Biomater. 2017, 55, 505–517. [Google Scholar] [CrossRef]
- Birol, Y. A357 thixoforming feedstock produced by cooling slope casting. J. Mater. Process. Technol. 2007, 186, 94–101. [Google Scholar] [CrossRef]
- Haga, T.; Kapranos, P. Billetless simple thixoforming process. J. Mater. Process. Technol. 2002, 130–131, 581–586. [Google Scholar] [CrossRef]
- Das, P.; Samanta, S.K.; Venkatpathi, B.R.K.; Chattopadhyay, H.; Dutta, P. Microstructural evolution of A356 Al alloy during flow along a cooling slope. Trans. Indian Inst. Met. 2012, 65, 669–672. [Google Scholar] [CrossRef]
- Salleh, M.S.; Omar, M.Z.; Alhawari, K.S.; Mohanned, M.N.; Ali, M.A.M.; Mohamad, E. Microstructural evolution and mechanical properties of thixoformed A319 alloys containing variable amounts of magnesium. Trans. Nonferrous Met. Soc. China (Engl. Ed.) 2016, 26, 2029–2042. [Google Scholar] [CrossRef]
- Möller, H.; Govender, G.; Stumpf, W. Fcators Influencing Tensile Mechanical Properties Of Al-7Si-Mg Casting AlloysA356/7. In Light Metals; Springer: New York, NY, USA, 2012; pp. 467–471. [Google Scholar]
- Nguyen, V.T.; Hussain, Z.; Anasyida, A.S.; Huy, T.D.; Almanar, I.P. Influence of Semi-Solid Casting and Equal Channel Pressing on Microstructure of a Hypoeutectic Al-Si Alloy. Mater. Sci. Forum 2015, 819, 9–14. [Google Scholar] [CrossRef]
- Mohamed, A.M.A.; Samuel, F.H. A Review on the Heat Treatment of Al-Si-Cu/Mg Casting Alloys. Conv. Nov. Appl. 2012, 229, 422. [Google Scholar] [CrossRef]
- Ogris, E.; Wahlen, A.; Lüchinger, H.; Uggowitzer, P.J. On the silicon spheroidization in Al-Si alloys. J. Light Met. 2002, 2, 263–269. [Google Scholar] [CrossRef]
- Moradi, M.; Nili-Ahmadabadi, M.; Heidarian, B. Improvement of mechanical properties of AL (A356) cast alloy processed by ecap with different heat treatments. Int. J. Mater. Form. 2009, 2, 85–88. [Google Scholar] [CrossRef]
- Bastidas, J.M.; Forn, A.; Torres, C.L.; Baile, M.T.; Polo, J.L. Pitting corrosion of A357 aluminium alloy obtained by semisolid processing. Mater. Corros. 2001, 52, 691–696. [Google Scholar] [CrossRef]
- Mingo, B.; Arrabal, R.; Pardo, A.; Matykina, E.; Skeldon, P. 3D study of intermetallics and their effect on the corrosion morphology of rheocast aluminium alloy. Mater. Charact. 2016, 112, 122–128. [Google Scholar] [CrossRef]
- Wang, Q.G.; Praud, M.; Needleman, A.; Kim, K.S.; Griffiths, J.R.; Davidson, C.J.; Cáceres, C.H.; Benzerga, A.A. Size effects in aluminium alloy castings. Acta Mater. 2010, 58, 3006–3013. [Google Scholar] [CrossRef]
- Garcia-Infanta, J.M.; Zhilyaev, A.P.; Cepeda-Jiménez, C.M.; Ruano, O.A.; Carreño, F. Effect of the deformation path on the ductility of a hypoeutectic Al–Si casting alloy subjected to equal-channel angular pressing by routes A, BA, BC and C. Scr. Mater. 2008, 58, 138–141. [Google Scholar] [CrossRef]
- Langdon, T.G. The principles of grain refinement in equal-channel angular pressing. Mater. Sci. Eng. A 2007, 462, 3–11. [Google Scholar] [CrossRef]
- Saito, Y. Ultra-fine grained bulk aluminum produced by accumulative roll-bonding (ARB) process. Scr. Mater. 1998, 39, 1221–1227. [Google Scholar] [CrossRef]
- Łyszkowski, R. Influence of Strain Route Changes on the Microstructure and Mechanical Properties of CuZn36 Alloy during Cross Channel Extrusion CCE. Materials 2022, 15, 1124. [Google Scholar] [CrossRef] [PubMed]
- Ishak, N.N.M.; Salleh, M.S.; Yahaya, S.H.; Mohamad, E.; Sulaiman, M.A. The Effect of Equal Channel Angular Pressing (ECAP) on the Microstructure and Hardness of A356 Aluminium Alloy. J. Adv. Manuf. Technol. 2017, 11, 47–58. [Google Scholar]
- Natori, K.; Utsunomiya, H.; Tanaka, T. Improvement in formability of semi-solid cast hypoeutectic Al-Si alloys by equal-channel angular pressing. J. Mater. Process. Technol. 2017, 240, 240–248. [Google Scholar] [CrossRef]
- Van Thuong, N.; Zuhailawati, H.; Seman, A.A.; Huy, T.D.; Dhindaw, B.K. Microstructural evolution and wear characteristics of equal channel angular pressing processed semi-solid-cast hypoeutectic aluminum alloys. Mater. Des. 2015, 67, 448–456. [Google Scholar] [CrossRef]
- Nomura, F.; Matsuba, T.; Tanaka, T.; Imaida, Y. Improvement of mechanical properties of semi-solid alloys by ECAP processing. In Advanced Materials Research; Trance Tech Publication: Stafa-Zurich, Switzerland, 2010; Volume 123–125, pp. 483–486. [Google Scholar] [CrossRef]
- Gebril, M.A.; Omar, M.Z.; Mohamed, I.F.; Othman, N.K. Microstructural Evaluation and Corrosion Resistance of Semisolid Cast A356 Alloy Processed by Equal Channel Angular Pressing. Metals 2019, 9, 303. [Google Scholar] [CrossRef] [Green Version]
- Nejadseyfi, O.; Shokuhfar, A.; Dabiri, A.; Azimi, A. Combining equal-channel angular pressing and heat treatment to obtain enhanced corrosion resistance in 6061 aluminum alloy. J. Alloys Compd. 2015, 648, 912–918. [Google Scholar] [CrossRef]
- Gebril, M.A.; Omar, M.Z.; Mohamed, I.F.; Othman, N.K.; Irfan, O.M. Combining Heat Treatment and High-Pressure Torsion to Enhance the Hardness and Corrosion Resistance of A356 Alloy. Metals 2022, 12, 853. [Google Scholar] [CrossRef]
- Samsudin, M.; Omar, M.Z.; Abdullah, S. Effects of rheocasting and thixoforming on the microstructure and mechanical properties of A356 aluminium alloy. J. Teknol. 2016, 78, 107–113. [Google Scholar] [CrossRef] [Green Version]
- Rooy, E.L.; Linden, J.H.L. Van ASM Metals Handbook, Vol 02 Properties and Selection: Nonferrous Alloys and Special-Purpose Materials; ASM International: Geauga, OH, USA, 1990; pp. 3330–3345. [Google Scholar] [CrossRef]
- Tiryakioǧlu, M. Si particle size and aspect ratio distributions in an Al-7%Si-0.6%Mg alloy during solution treatment. Mater. Sci. Eng. A 2008, 473, 1–6. [Google Scholar] [CrossRef]
- Li, B.; Wang, H.; Jie, J.; Wei, Z. Effects of yttrium and heat treatment on the microstructure and tensile properties of Al-7.5Si-0.5Mg alloy. Mater. Des. 2011, 32, 1617–1622. [Google Scholar] [CrossRef]
- Cepeda-Jiménez, C.M.; García-Infanta, J.M.; Ruano, O.A.; Carreño, F. Mechanical properties at room temperature of an Al-Zn-Mg-Cu alloy processed by equal channel angular pressing. J. Alloys Compd. 2011, 509, 8649–8656. [Google Scholar] [CrossRef] [Green Version]
- Edalati, K.; Horita, Z.; Furuta, T.; Kuramoto, S. Dynamic recrystallization and recovery during high-pressure torsion: Experimental evidence by torque measurement using ring specimens. Mater. Sci. Eng. A 2013, 559, 506–509. [Google Scholar] [CrossRef]
- Nie, M.; Wang, C.T.; Qu, M.; Gao, N.; Wharton, J.A.; Langdon, T.G. The corrosion behaviour of commercial purity titanium processed by high-pressure torsion. J. Mater. Sci. 2014, 49, 2824–2831. [Google Scholar] [CrossRef]
- El Aal, M.I.A.; Kim, H.S. Wear properties of high pressure torsion processed ultrafine grained Al–7% Si alloy. Mater. Des. 2014, 53, 373–382. [Google Scholar] [CrossRef]
- Wang, X.; Nie, M.; Wang, C.T.; Wang, S.C.; Gao, N. Microhardness and corrosion properties of hypoeutectic Al-7Si alloy processed by high-pressure torsion. Mater. Des. 2015, 83, 193–202. [Google Scholar] [CrossRef]
- Edalati, K.; Fujioka, T.; Horita, Z. Microstructure and mechanical properties of pure Cu processed by high-pressure torsion. Mater. Sci. Eng. A 2008, 497, 168–173. [Google Scholar] [CrossRef]
- Barekar, N.S.; Pradhan, R.; Dhindaw, B.K. Mechanism of microstructural refinement of al-cu alloy during low melt sheared slope casting. J. Mater. Eng. Perform. 2014, 23, 439–443. [Google Scholar] [CrossRef]
- Descartes, S.; Desrayaud, C.; Rauch, E.F. Inhomogeneous microstructural evolution of pure iron during high-pressure torsion. Mater. Sci. Eng. A 2011, 528, 3666–3675. [Google Scholar] [CrossRef]
- Cepeda-Jiménez, C.M.; Orozco-Caballero, A.; García-Infanta, J.M.; Zhilyaev, A.P.; Ruano, O.A.; Carreño, F. Assessment of homogeneity of the shear-strain pattern in Al–7 wt.% Si casting alloy processed by high-pressure torsion. Mater. Sci. Eng. A 2014, 597, 102–110. [Google Scholar] [CrossRef] [Green Version]
- Ito, Y.; Horita, Z. Microstructural evolution in pure aluminum processed by high-pressure torsion. Mater. Sci. Eng. A 2009, 503, 32–36. [Google Scholar] [CrossRef]
- BoChao, L.; YoungKoo, P.; HongSheng, D. Effects of rheocasting and heat treatment on microstructure and mechanical properties of A356 alloy. Mater. Sci. Eng. A 2011, 528, 986–995. [Google Scholar] [CrossRef]
- Zhu, M. Effects of T6 heat treatment on the microstructure, tensile properties, and fracture behavior of the modified A356 alloys. J. Mater. 2017, 36, 243–249. [Google Scholar] [CrossRef]
- Cepeda-Jiménez, C.M.; García-Infanta, J.M.; Zhilyaev, A.P.; Ruano, O.A.; Carreño, F. Influence of the supersaturated silicon solid solution concentration on the effectiveness of severe plastic deformation processing in Al-7 wt.% Si casting alloy. Mater. Sci. Eng. A 2011, 528, 7938–7947. [Google Scholar] [CrossRef] [Green Version]
- Goodarzy, M.H.; Arabi, H.; Boutorabi, M.A.; Seyedein, S.H.; Najafabadi, S.H.H. The effects of room temperature ECAP and subsequent aging on mechanical properties of 2024 Al alloy. J. Alloys Compd. 2014, 585, 753–759. [Google Scholar] [CrossRef]
- Kumar, S.R.; Gudimetla, K.; Venkatachalam, P.; Ravisankar, B.; Jayasankar, K. Microstructural and mechanical properties of Al 7075 alloy processed by Equal Channel Angular Pressing. Mater. Sci. Eng. A 2012, 533, 50–54. [Google Scholar] [CrossRef]
- Loucif, A.; Figueiredo, R.B.; Baudin, T.; Brisset, F.; Langdon, T.G. Microstructural evolution in an Al-6061 alloy processed by high-pressure torsion. Mater. Sci. Eng. A 2010, 527, 4864–4869. [Google Scholar] [CrossRef]
- Ghosh, K.S.; Gao, N.; Starink, M.J. Characterisation of high pressure torsion processed 7150 Al–Zn–Mg–Cu alloy. Mater. Sci. Eng. A 2012, 552, 164–171. [Google Scholar] [CrossRef]
- Kawasaki, M. Different models of hardness evolution in ultrafine-grained materials processed by high-pressure torsion. J. Mater. Sci. 2014, 49, 18–34. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number of Passes | Si Particles Size (µm) | Grain Size (µm) |
|---|---|---|
| As-cast | 4.22 | 172.31 |
| As-cast, 2 passes | 2.68 | 105.1 |
| Heat treated as-cast, 2 passes | 1.74 | 62.85 |
| Thixoformed, 2 passes | 3.10 | 72.12 |
| Heat-treated thixoformed, 2 passes | 1.21 | 47.50 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gebril, M.A.; Omar, M.Z.; Mohamed, I.F.; Othman, N.K.; Irfan, O.M. Microstructure Refinement by a Combination of Heat Treatment and Thixoforming Process Followed by Severe Plastic Deformation and Their Effects on Al-Si Alloy Hardness. Metals 2022, 12, 1972. https://doi.org/10.3390/met12111972
Gebril MA, Omar MZ, Mohamed IF, Othman NK, Irfan OM. Microstructure Refinement by a Combination of Heat Treatment and Thixoforming Process Followed by Severe Plastic Deformation and Their Effects on Al-Si Alloy Hardness. Metals. 2022; 12(11):1972. https://doi.org/10.3390/met12111972
Chicago/Turabian StyleGebril, Mohamed Abdelgawad, Mohd Zaidi Omar, Intan Fadhlina Mohamed, Norinsan Kamil Othman, and Osama M. Irfan. 2022. "Microstructure Refinement by a Combination of Heat Treatment and Thixoforming Process Followed by Severe Plastic Deformation and Their Effects on Al-Si Alloy Hardness" Metals 12, no. 11: 1972. https://doi.org/10.3390/met12111972