
Welding of Low Carbon Steel Tubes Using Magnetically Impelled Arc Butt Welding: Experimental Investigation and Characterization


Abstract
:1. Introduction
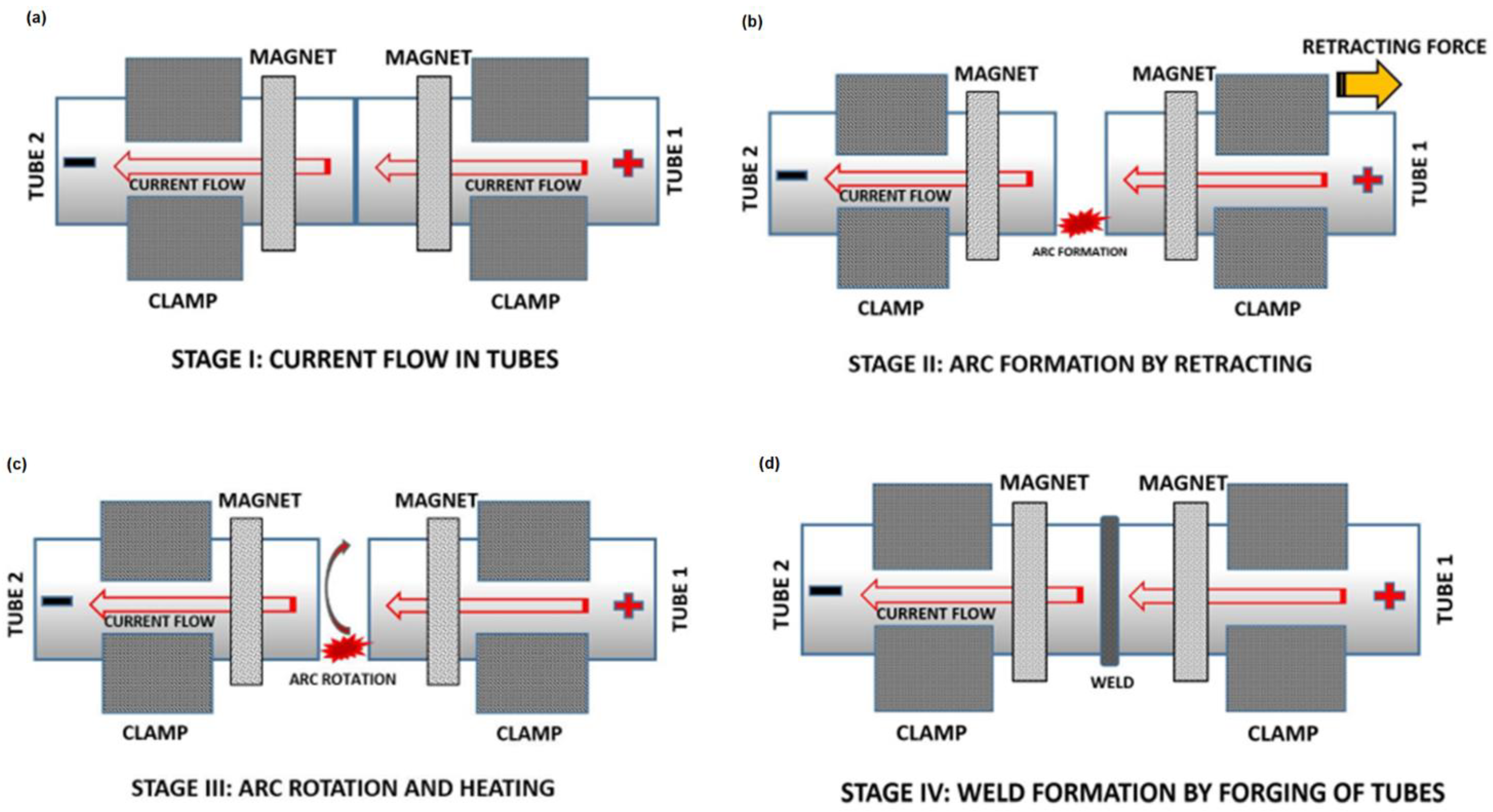
- Stage I—arc generation and sustenance—the clamped tubes to be welded are brought in contact and the power supply is turned on to allow current flow;
- Stage II—tubes are then retracted to create a gap of 1 to 2 mm, for the creation of an arc. The tube gap is set based on the applied voltage, amperage, material properties, and geometry. The sustenance of the arc depends on the arc gap and the applied voltage [4];
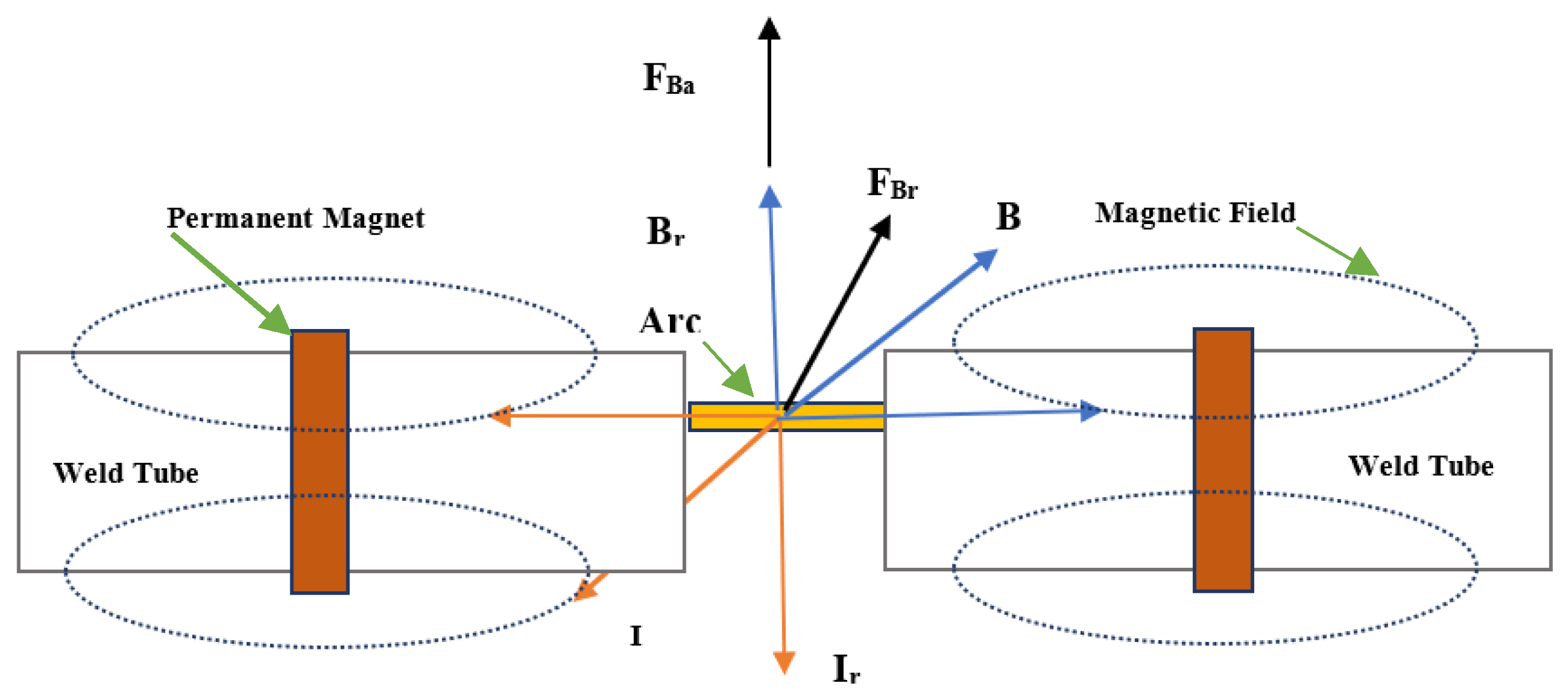
- Stage III—arc rotation and heating-pre-programmed arc current and time are applied based on prior trials and technical reports. Interaction of the welding current and the magnetic field causes the arc to rotate along the periphery and in zigzag movement [5] on the faying surfaces. The heating effect of the rotating arc causes the weld region temperature to rise to the material’s solidus temperature. The faying surface gets heated up and is plasticized;
- Stage IV—upset and arc quenching—in the plasticized state, the two tubes are forged together by the application of preset upset pressure. When the two surfaces fuse together, the arc gets quenched. The plasticized material and the impurities that have lower melting temperature gets expelled out of the interface and form the weld bead. The expelled material is deposited on the periphery of the weld interface in the form of a flash and is termed as reinforcement [2,3]. Figure 2 shows the different stages of the process.
- (i)
- Active spots of the rotating arc on the two weld surfaces should be nearly the same measurement as the weld thickness;
- (ii)
- Any Nonuniformity at the faying surfaces should be less than 0.7 mm.
2. Experimental Trials and Tests
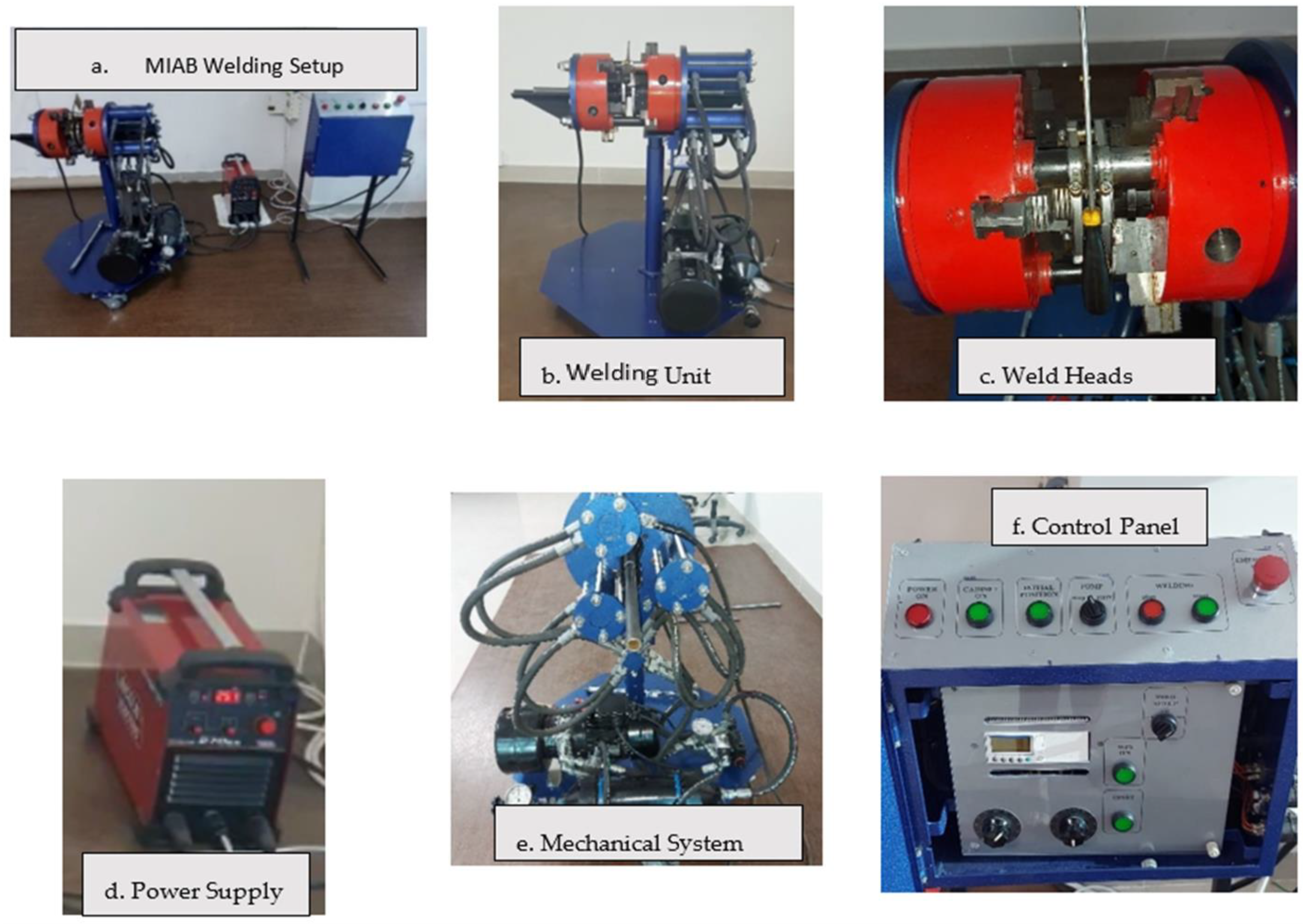
2.1. Experimental Setup
- (i)
- Welding Unit, Figure 3b includes:
- (ii)
- power supply module—Figure 3d. 3-phase supply of 440 V, 50 Hz is given to the module which converts it to DC and is supplied to the welding machine;
- (iii)
- control panel for current and time settings—Figure 3f is used to pre-set the amperage and the time duration for the two stages of this welding process. The pre-set values depend upon the parametric analysis of the MIAB welding process using experimental study or by using trial and error technique. Previous literature also suggests an operable range for the parameters, based on the material to be welded.

2.2. Parametric Influence and Operating Range Selection
2.2.1. Parametric Influence
2.2.2. Operating Range Selection
2.3. Tests Conducted
3. Results and Discussion
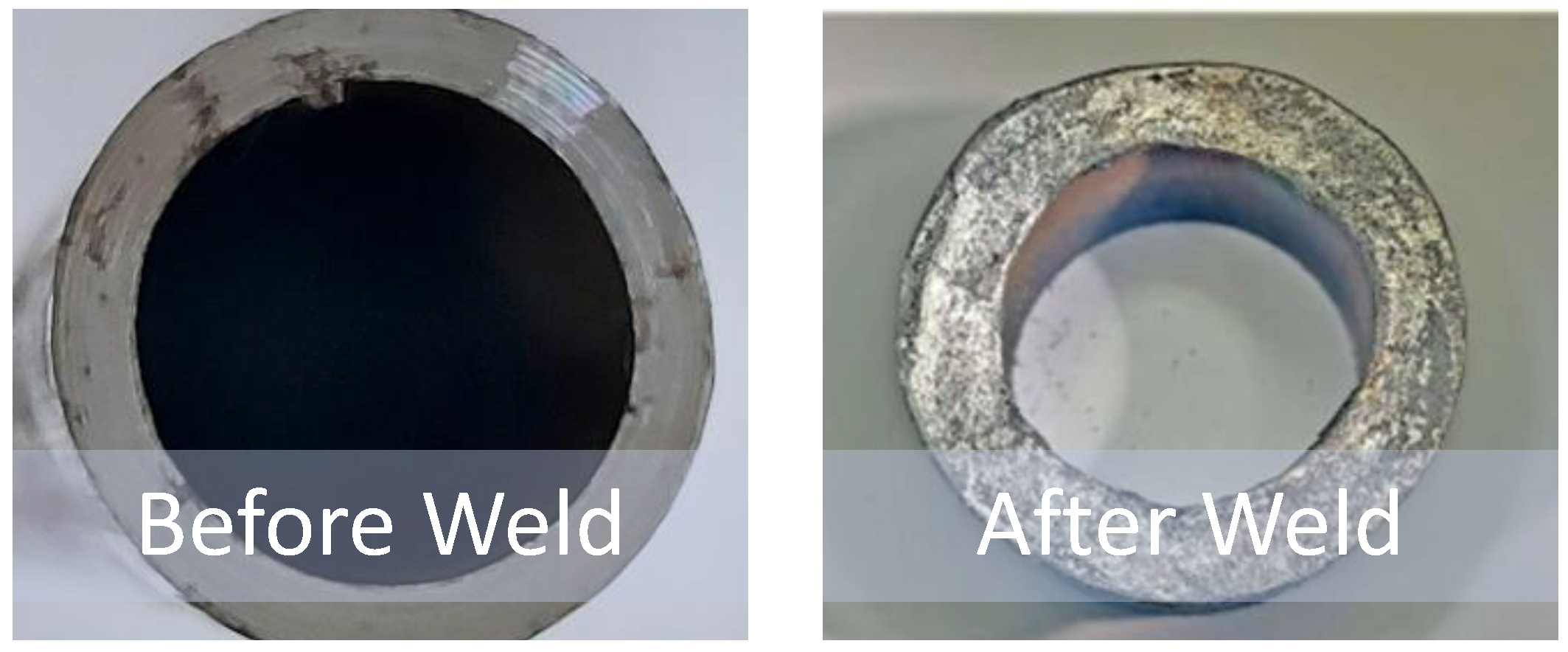
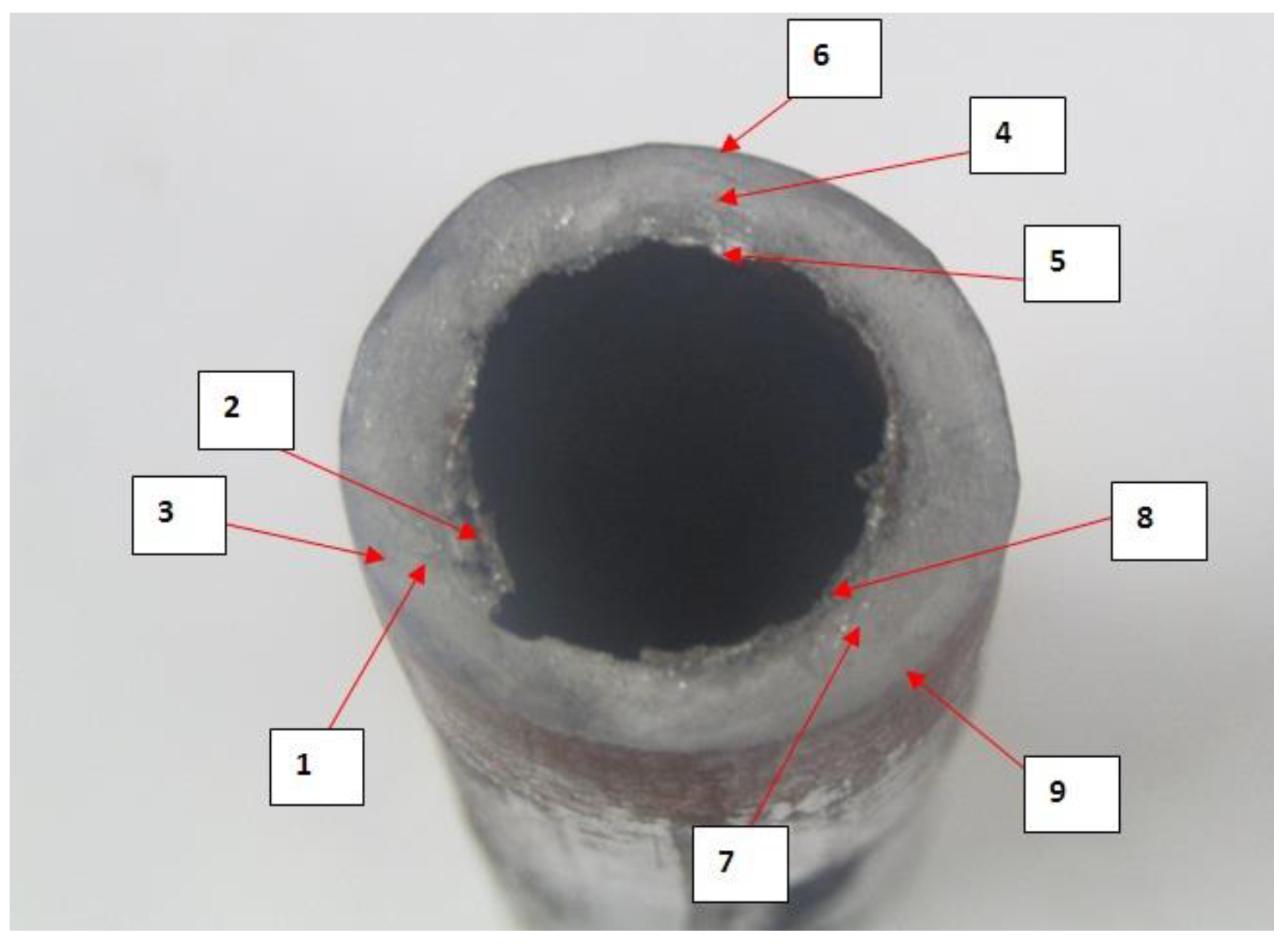
3.1. Visual Inspection of the MIAB Weld Sample
- Hydraulic Pressure—3.5–4 MPa;
- Current Range—Stage I—150 A, Stage II—270 A;
- Time Durations—Stage I—5 s, Stage II—0.3 s.
3.2. Chemical Composition of the MIAB Weld Sample
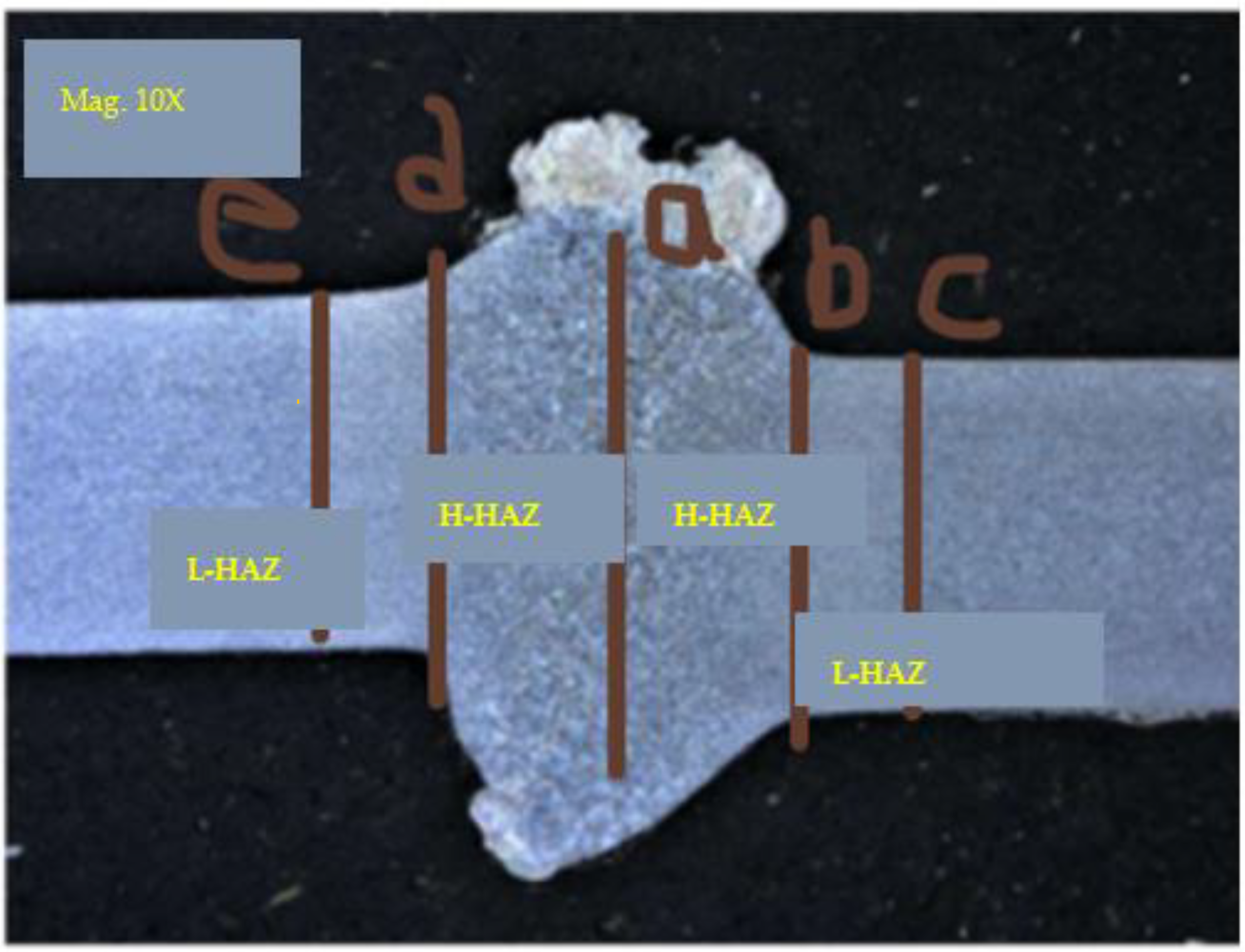
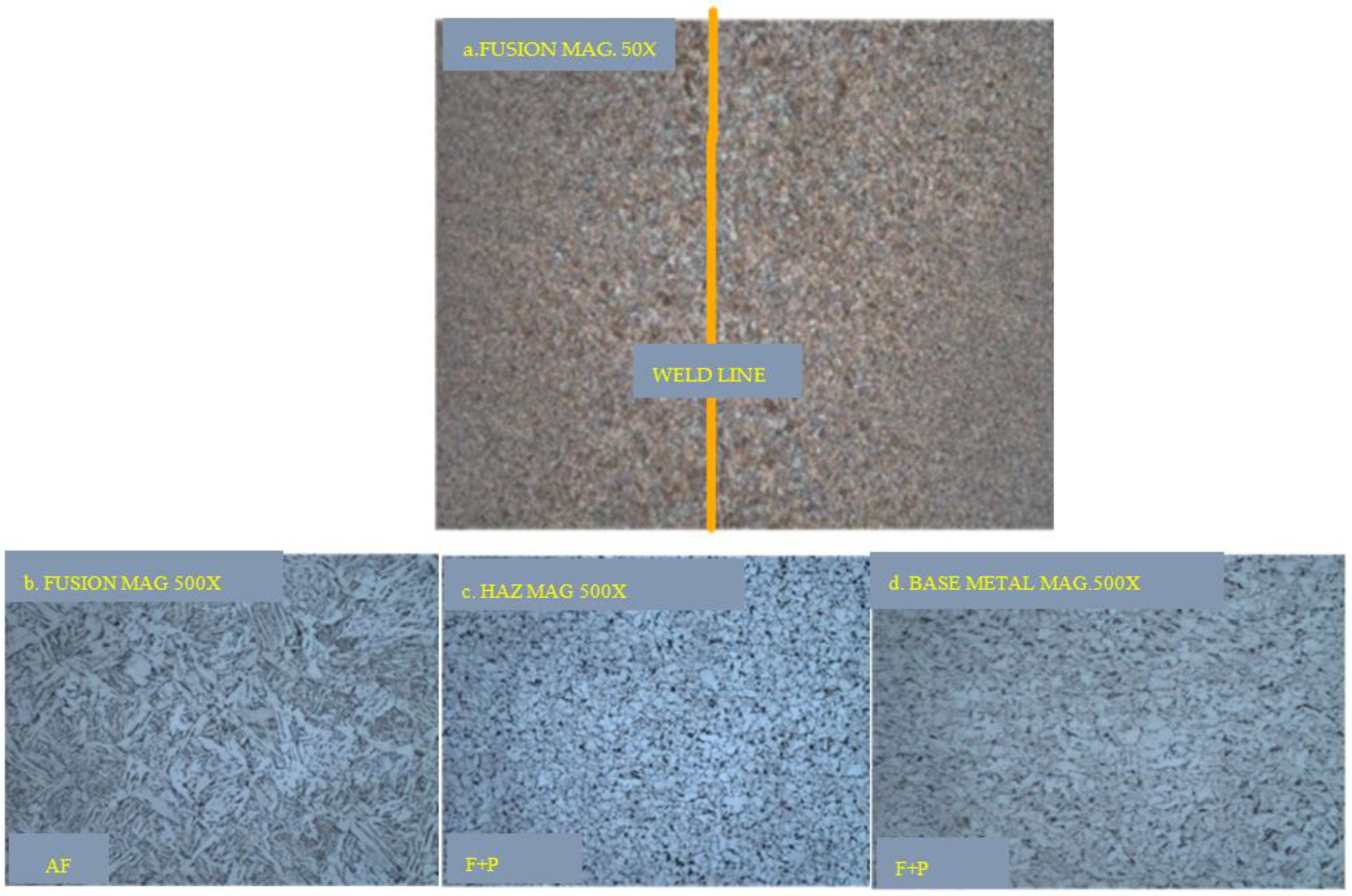
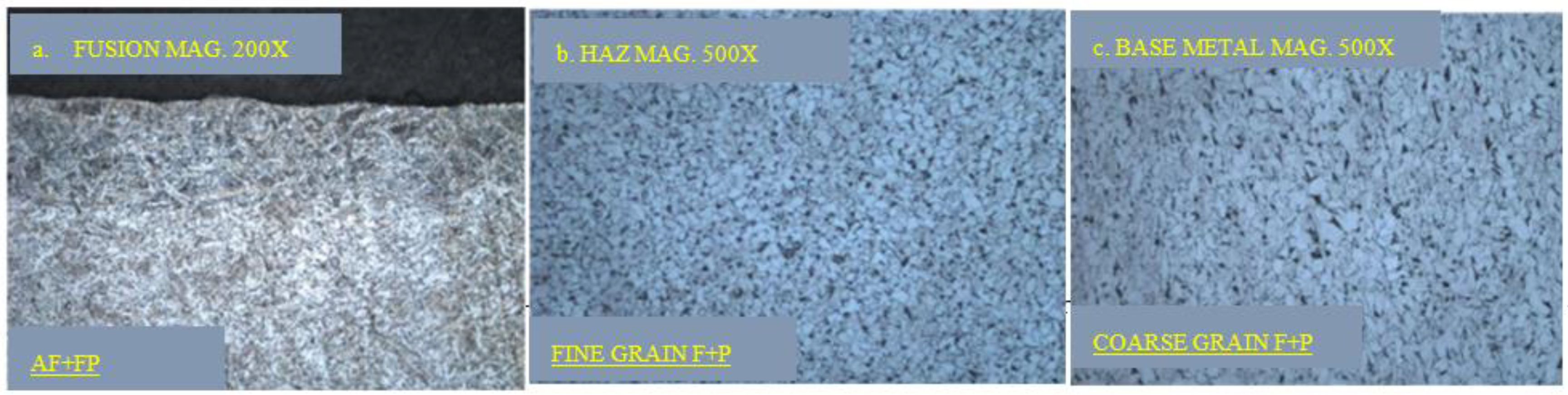
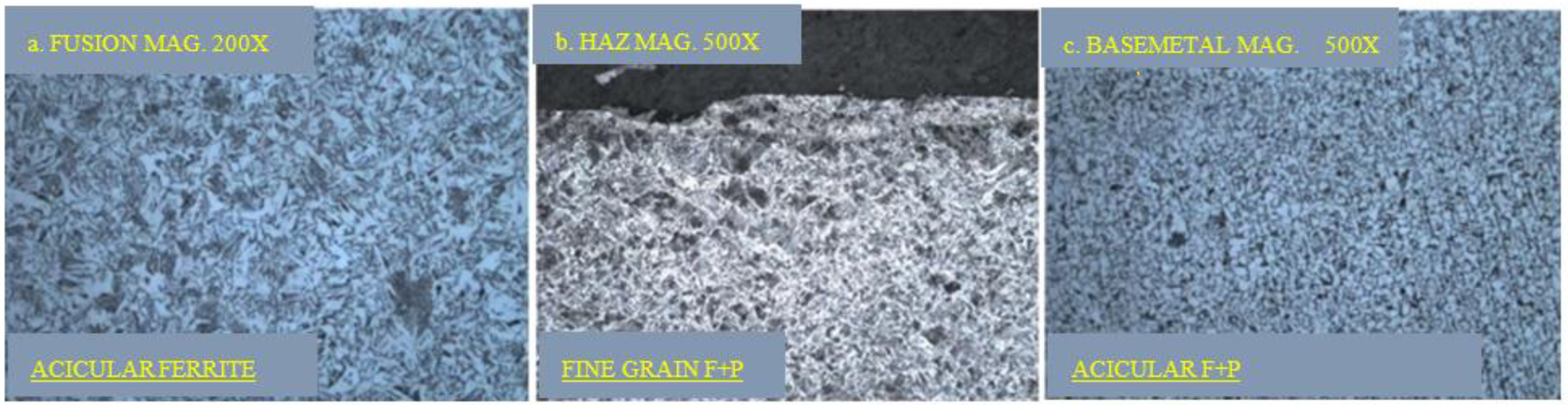
3.3. Macrostructural Characterisation of the MIAB Weld Sample
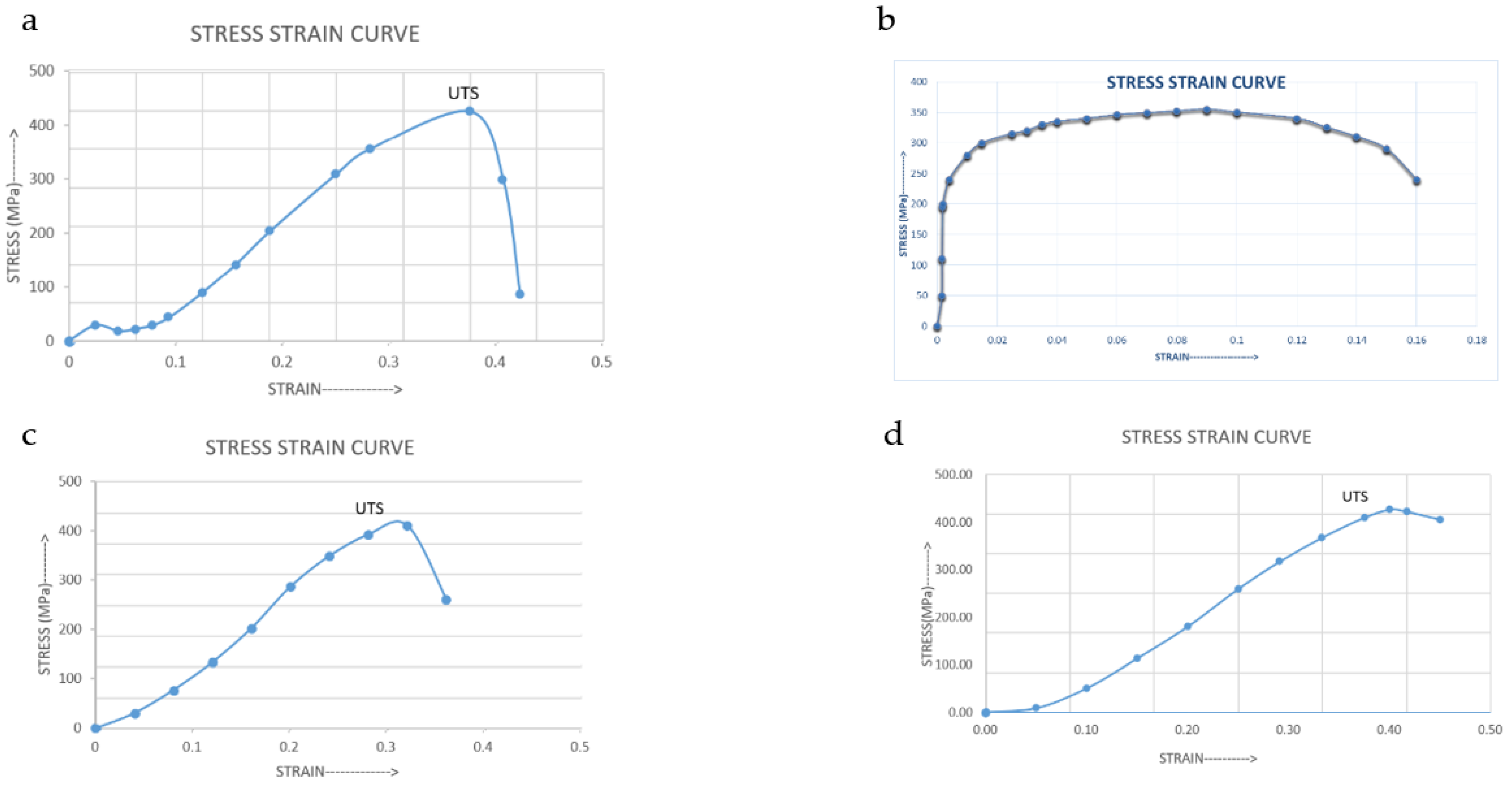
3.4. Tensile Test Result of the MIAB Weld Sample
- Arc current—158 A,
- an upset current of 270 A,
- with an arc heating time of 5 s,
- upset time of 0.3 s.
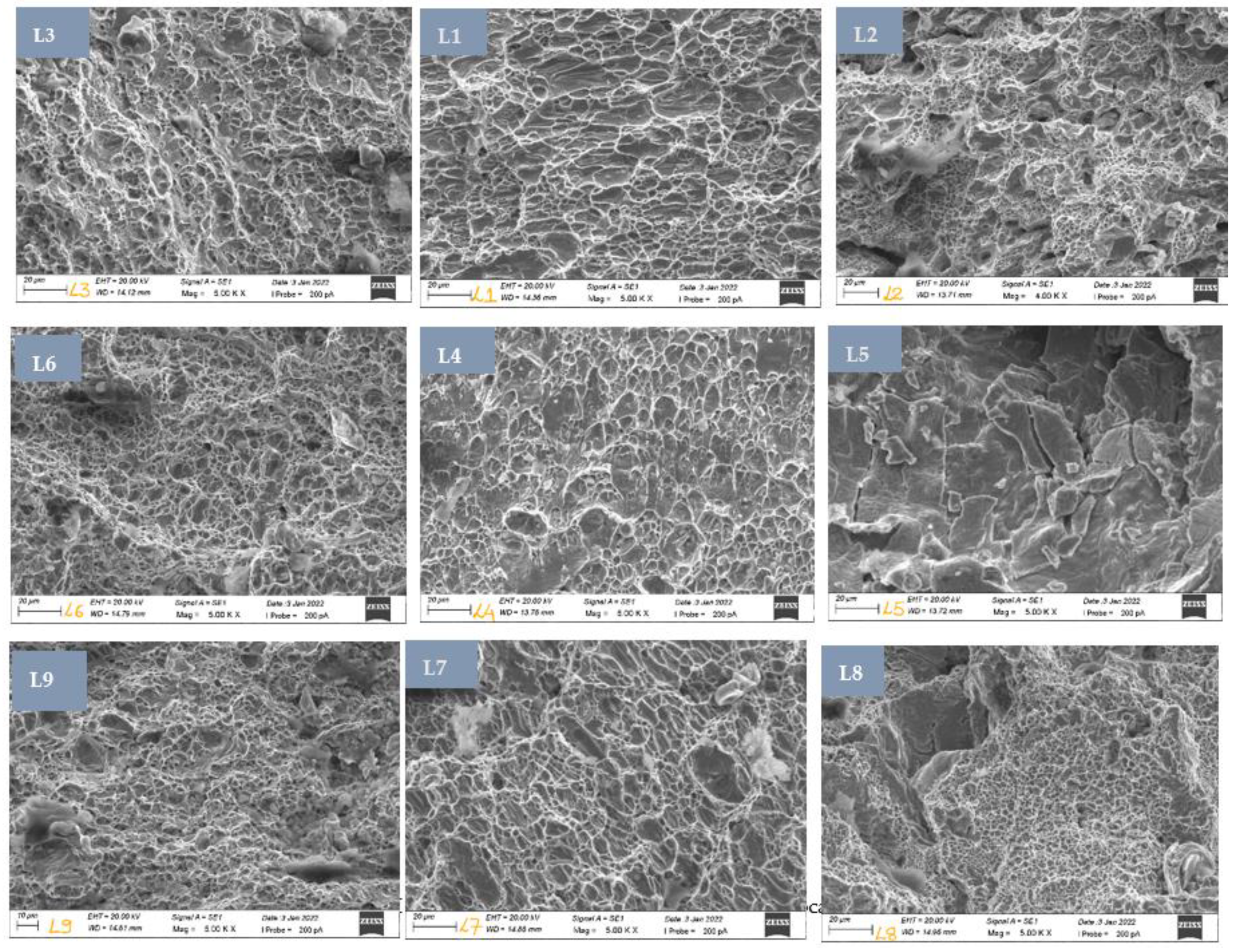
3.5. SEM Analysis of the MIAB Weld Sample
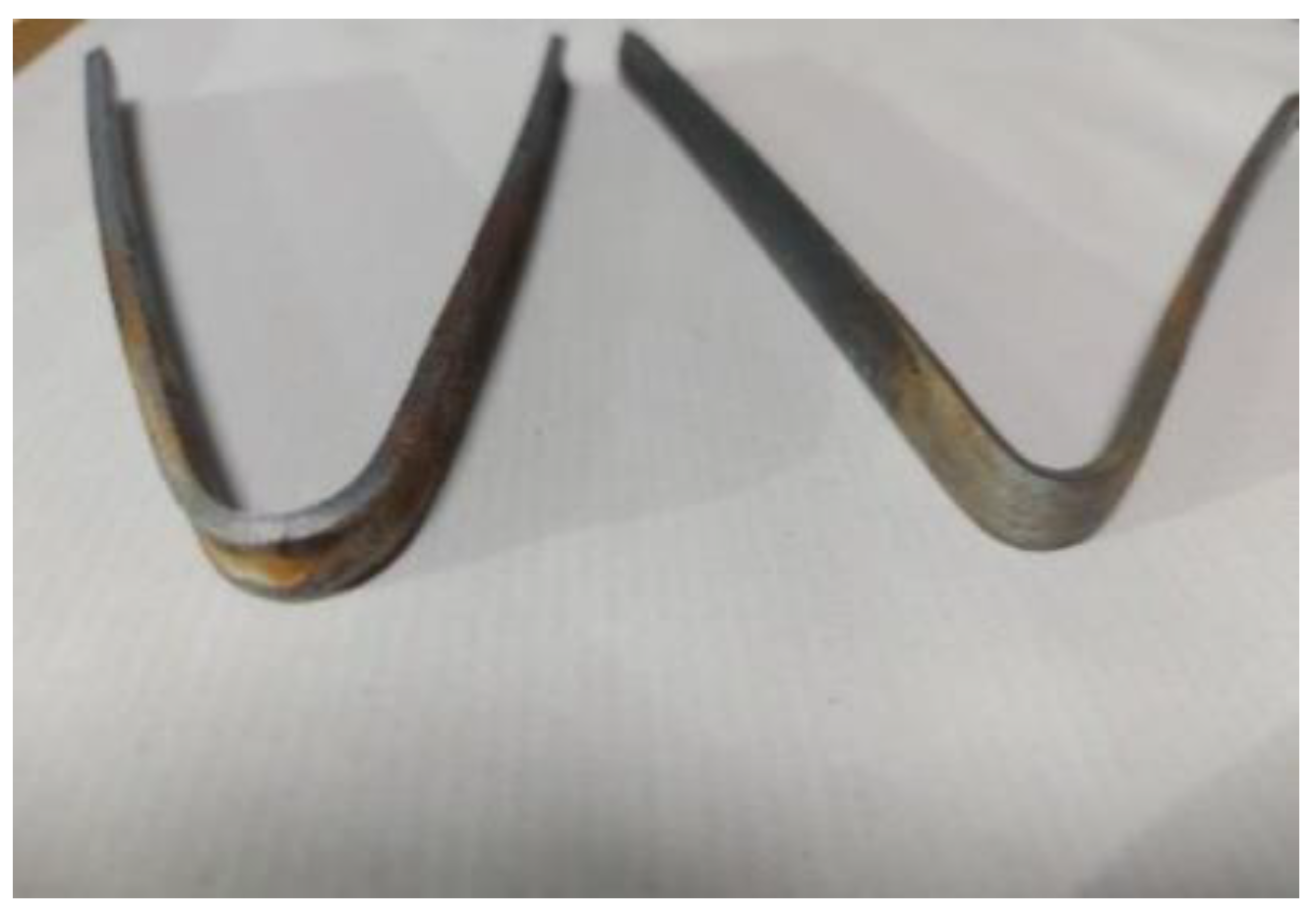
3.6. Bend Test Results of the MIAB Weld Sample
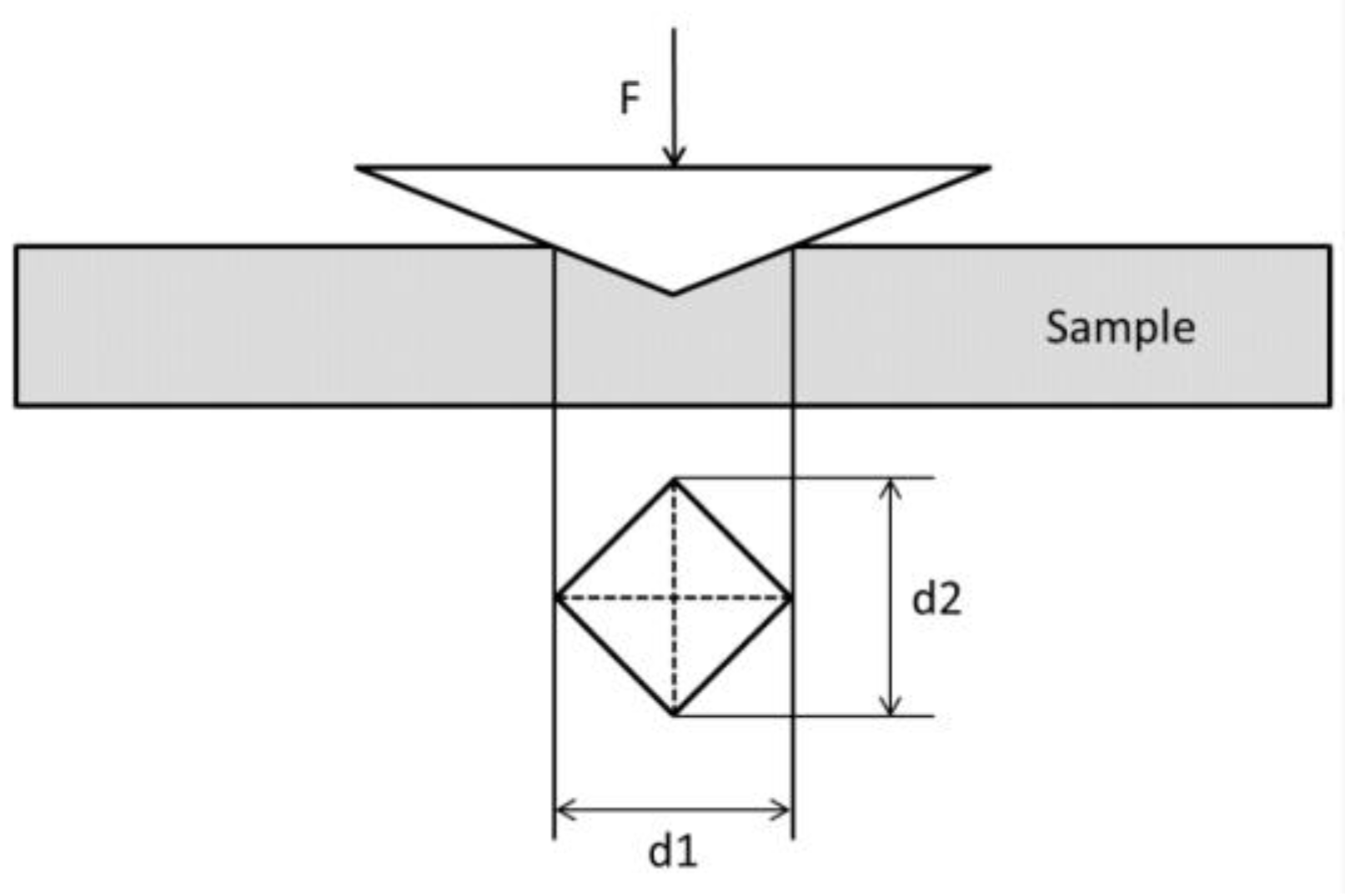
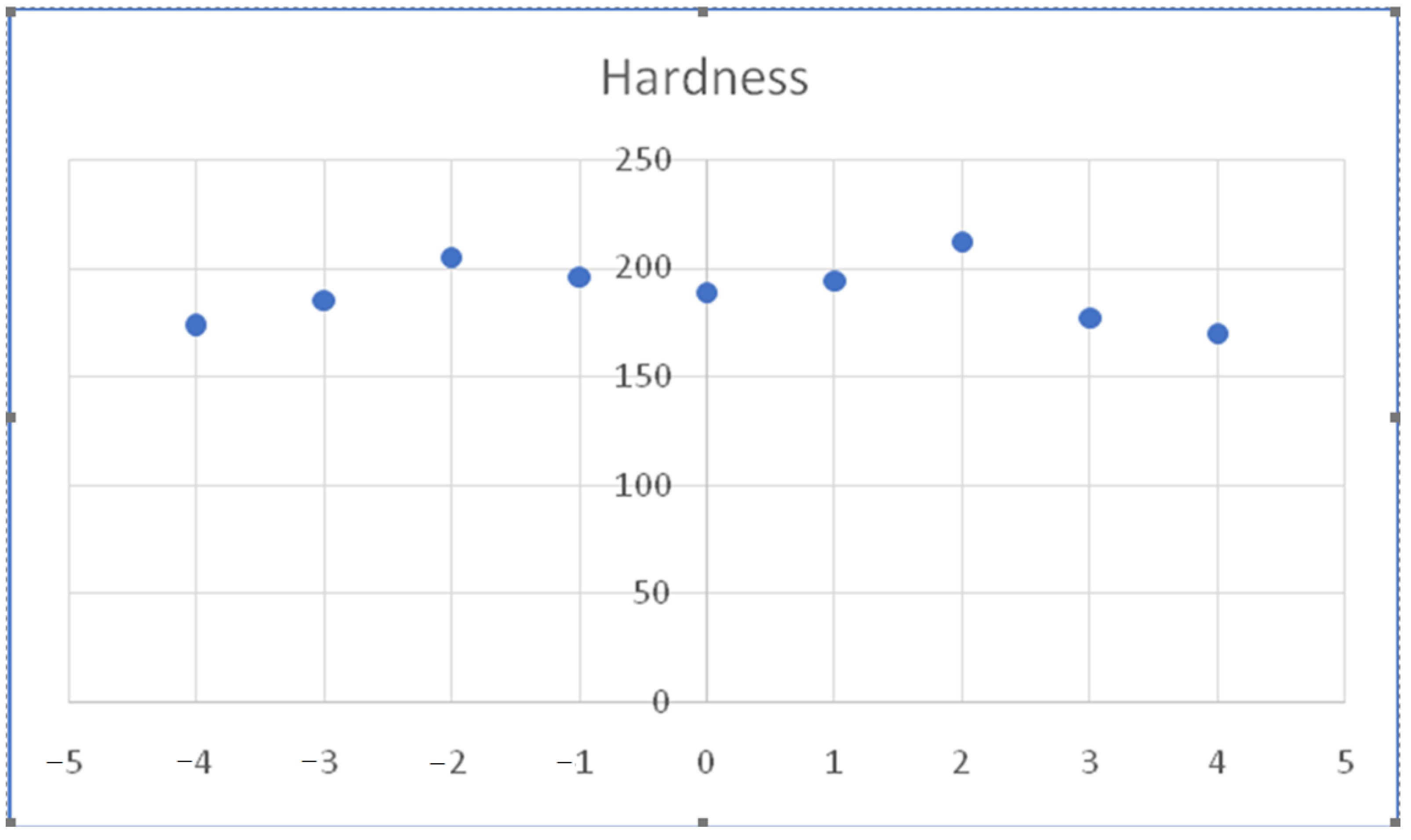
3.7. Hardness Testing of the MIAB Weld Sample
4. Conclusions
- The arc current for the two stages and respective time durations are maintained in the appropriate range based on the material properties, tube thickness, geometry, and tube gap. The mechanical test results confirm the operating range for the selected material and its geometry;
- Maintaining the appropriate upset current in the upset duration is critical for the expulsion of the molten material along with any impurities and for the flash deposit of the plasticized material as the reinforcement at the weld interface. Microscopic images clearly indicate the reinforcement formed and the HAZ formations. Chemical analysis of the weld surface indicates properties to be the same as the base metal, indicating no formation of intermetallic;
- However, on maintaining these current and time values, the weld formed may have variations which can be attributed to weld surface irregularities or the variations in upset pressure and the rate of application of pressure, magnetic properties of the AlNiCo or ferrous magnets and the tube gap length;
- Particularly insufficient heat input leads to uneven localized melting and the formation of voids in the weld. This would not allow the complete expulsion of impurities, resulting in the formation of the decarburized zone at the weld interface. This is indicated in the phase transformations observed in the SEM image analysis;
- Further research in this field must focus on minimizing the variable factors influencing the weld characteristics with the aim to get reproducible, reliable weld characteristics on every iteration.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Vendan, S.A.; Manoharan, S.; Buvanashekaran, G.; Nagamani, C. Magnetically Impelled Arc Butt Welding of alloy steel tubes in boilers—Establishment of parameter window. Mechatronics 2011, 21, 30–37. [Google Scholar] [CrossRef]
- Kachinskiy, V.S.; Krivenko, V.G.; Ignatenko, V.Y. Magnetically Impelled Arc Butt Welding of Hollow and Solid Parts. Weld. World 2002, 46, 49–56. [Google Scholar] [CrossRef]
- Vendan, S.A.; Manoharan, S.; Buvanashekaran, G.; Nagamani, C. Development of a MIAB welding module and experimental analysis of rotational behavior of arc—Simulation of electromagnetic force distribution during MIAB welding of steel pipes using finite element analysis. Int. J. Adv. Manuf. Technol. 2009, 43, 1144–1156. [Google Scholar] [CrossRef]
- Takagi, K.; Arakida, F.; Miyamori, H.; Ozawa, M. Arc rotating phenomena in Rotating Arc Butt Welding of steel pipes. Q. J. Jpn. Weld. Soc. 1986, 4, 305–311. [Google Scholar] [CrossRef] [Green Version]
- Vendan, S.A.; Thangadurai, V.; Vasudevan, A.; Kumar, A.S. Investigations on temperature distribution during revolutionary and zigzag movement of arc in magnetically impelled arc butt welding of tubes. Int. J. Appl. Electromagn. Mech. 2014, 46, 155–163. [Google Scholar] [CrossRef]
- Taneko, A.; Arakida, F.; Takagi, K. Analysis of arc rotation velocity in magnetically impelled arc butt welding. Weld. Int. 1987, 1, 247–253. [Google Scholar] [CrossRef]
- Sato, T.; Katayama, J.; Ioka, S.; Otani, M. An experimental study of rotational behaviour of the arc during magnetically impelled arc butt welding. Weld. Int. 1991, 5, 5–10. [Google Scholar] [CrossRef]
- Li, J.; Shrestha, S.L.; Long, Y.; Zhijun, L.; Xintai, Z. The formation of eutectic phases and hot cracks in one Ni–Mo–Cr superalloy. Mater. Des. 2016, 93, 324–333. [Google Scholar] [CrossRef]
- Deng, Y.; Zhang, J.; Jiao, K. Viscosity measurement and prediction model of molten iron. Ironmak. Steelmak. 2017, 45, 773–777. [Google Scholar] [CrossRef]
- Sivasankari, R.; Balusamy, V.; Venkateswaran, P.; Buvanashekaran, G.; Kumar, K.G. Characterization of magnetically impelled arc butt welded T11 tubes for high pressure applications. Def. Technol. 2015, 11, 244–254. [Google Scholar] [CrossRef]
- Kim, J.-W.; Choi, D.-H. A study on the numerical analysis of magnetic flux density by a solenoid for magnetically impelled arc butt welding. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2003, 217, 1401–1407. [Google Scholar] [CrossRef]
- Vendan, S.A.; Manoharan, S.; Buvanashekaran, G.; Nagamani, C. Magnetic flux distribution modelling of magnetically-impelled arc butt-welding of steel tubes using finite-element analysis. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2008, 222, 1783–1790. [Google Scholar] [CrossRef]
- Vendan, S.A.; Manoharan, S.; Nagamani, C.; Buvanashekaran, G.; Subbiah, A.V. Experimental and statistical analysis of impact of various parameters on arc rotation in miab welding process by developing a laboratory module. Exp. Technol. 2010, 34, 40–48. [Google Scholar] [CrossRef]
- Vendan, S.A.; Manoharan, S.; Buvanashekaran, G.; Nagamani, C. Some studies on the electromagnetic aspects governing the magnetically impelled arcs through experimentation, finite element simulation and statistical analysis. Int. J. Appl. Electromagn. Mech. 2009, 31, 113–126. [Google Scholar] [CrossRef]
- Norrish, J.; Cuiuri, D.; Hossain, M. Modelling and simulation of the Magnetically Impelled Arc Butt (MIAB) process for transmission pipeline applications. In Proceedings of the International Pipeline Integrity Conference Australia, Sydney, Australia, 9 March 2005. [Google Scholar]
- Piwowarczyk, T.; Korzeniowski, M.; Ambroziak, A.; Kowal, T.; Rutka, R.; Karolewski, M. Effect of Pipe Face Preparation on the Quality of Magnetically Impelled Arc Welded Joints. Biul. Inst. Spaw. 2016, 60, 111–119. [Google Scholar] [CrossRef] [Green Version]
- Vendan, S.A.; Manoharan, S.; Buvanashekaran, G.; Nagamani, C. Simulation of Magnetic Flux Distribution for Magnetically Impelled Arc Butt Welding of Steel Tubes. Multidiscip. Model. Mater. Struct. 2009, 5, 229–234. [Google Scholar] [CrossRef]
- Sk, A.K.; Khan, N. An Experimental Investigation of Magnetically Impelled Arc Butt Welding of Pipes: A Review. Int. J. Curr. Eng. Technol. 2018. [Google Scholar] [CrossRef] [Green Version]
- Phillips, D.H. Magnetically Impelled Arc Butt (MIAB) Welding of Chromium-Plated Steel Tubular Components Utilizing Arc Voltage Monitoring Techniques. Ph.D. Thesis, The Ohio State University, Columbus, OH, USA, 2008. [Google Scholar]
- Panda, B.N.; Vendan, S.A.; Garg, A. Experimental- and numerical-based studies for magnetically impelled arc butt welding of T11 chromium alloy tubes. Int. J. Adv. Manuf. Technol. 2017, 88, 3499–3506. [Google Scholar] [CrossRef]
- Sedighi, M.; Mosayebnezhad, J. The influence of process parameters on the distribution of residual stresses in magnetically impelled arc welded joints. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2019, 233, 3936–3949. [Google Scholar] [CrossRef]
- Vignesh, S.; Babu, P.D.; Venkatesh, V.P.; Vinoth, S.M.; Marimuthu, P. Experimental Investigations on Magnetically Impelled Arc Butt Welded T91 Steel Tubes. Trans. Indian Inst. Met. 2017, 70, 741–748. [Google Scholar] [CrossRef]
- Kumar, S.R.; Ravishankar, B.; Vijay, M. Prediction and analysis of magnetically impelled arc butt welded dissimilar metal. Mater. Today Proc. 2019, 27, 2037–2041. [Google Scholar] [CrossRef]
- Dhivyasri, G.; Rahul, S.; Kavitha, P.; Vendan, S.A.; Kumar, K.R.; Gao, L.; Garg, A. Dynamic control of welding current and welding time to investigate ultimate tensile strength of miab welded T11 tubes. J. Manuf. Process. 2018, 32, 564–581. [Google Scholar] [CrossRef]
- Iordachescu, D.; Georgescu, B.; Miranda, R.; Ruiz-Hervias, J.; Ocaña, J. Technological windows for MIAB welding of tubes featuring original longitudinal magnetization system with peripheral solenoids. J. Mater. Process. Technol. 2010, 210, 951–960. [Google Scholar] [CrossRef]
- Fletcher, L.; Stecher, G.; Stubbs, C.; Norrish, J.; Cuiuri, D.; Moscrop, J. MIAB welding of oil and gas pipelines. In Proceedings of the International Pipeline Conference, Calgary, AB, Canada, 26 September 2006; pp. 643–650. [Google Scholar]
- Kuchuk-Yatsenko, S.I.; Kachinsky, V.S.; Ignatenko, V.Y.; Goncharenko, E.I.; Koval, M.P. Magnetically-impelled arc butt welding of parts of automobile range of products. Paton Weld. J. 2010, 6, 28–31. [Google Scholar]
- Faes, K.; Kachinskiy, V.S.; Silva, R.G.N.; Kuchuk-Yatsenko, S.I. Magnetically impelled arc butt welding of high-strength steel tubular parts of hydraulic cylinder. Weld. Mater. Test. 2020, 3. [Google Scholar]
- Vendan, S.A.; Mundla, S.R.; Buvanashekaran, G. Feasibility of Magnetically Impelled Arc Butt (MIAB) Welding of High-Thickness Tubes for Pressure Parts. Mater. Manuf. Process. 2011, 27, 573–579. [Google Scholar] [CrossRef]
- Vendan, S.A.; Manoharan, S.; Nagamani, C. MIAB welding of alloy steel tubes in pressure parts: Metallurgical characterization and non destructive testing. J. Manuf. Process. 2012, 14, 82–88. [Google Scholar] [CrossRef]
- Vendan, S.A.; Manoharan, S.; Buvanashekaran, G.; Nagamani, C. Strength assessment using destructive testing on MIAB welded alloy steel tubes and subsequent techno-economical evaluation. J. Manuf. Process. 2012, 14, 328–335. [Google Scholar] [CrossRef]
- Sivasankari, R.; Balusamy, V.; Venkateswaran, P.R.; Buvanashekaran, G.; Kumar, K.G. Light Band Zone Formation and its Influence on Properties of Magnetically Impelled Arc Butt (MIAB) Welded Carbon Steel Tubes. Trans. Indian Inst. Met. 2017, 71, 351–360. [Google Scholar] [CrossRef]
- Kustroń, P.; Korzeniowski, M.; Piwowarczyk, T.; Sokołowski, P. Application of Immersion Ultrasonic Testing for Non-Contact Quality Evaluation of Magnetically Impelled Arc Butt Welded Drive Shafts of Motor Vehicles. Adv. Automob. Eng. 2017, 2017, 59380187. [Google Scholar] [CrossRef] [Green Version]
- Shen, J.; Gonçalves, R.; Choi, Y.T.; Lopes, J.; Yang, J.; Schell, N.; Kim, H.S.; Oliveira, J. Microstructure and mechanical properties of gas metal arc welded CoCrFeMnNi joints using a 410 stainless steel filler metal. Mater. Sci. Eng. A 2022, 857, 144025. [Google Scholar] [CrossRef]
- Medeiros, E.E.; Dias, A.M.d.S. Experimental and numerical analysis of Vickers hardness testing. Int. J. Res. Rev. Appl. Sci. 2013, 17, 9–18. [Google Scholar]
- AbuShanab, W.S.; Elaziz, M.A.; Ghandourah, E.I.; Moustafa, E.B.; Elsheikh, A.H. A new fine-tuned random vector functional link model using Hunger games search optimizer for modeling friction stir welding process of polymeric materials. J. Mater. Res. Technol. 2021, 14, 1482–1493. [Google Scholar] [CrossRef]
- Elsheikh, A. Bistable Morphing Composites for Energy-Harvesting Applications. Polymers 2022, 14, 1893. [Google Scholar] [CrossRef]
- Elsheikh, A.H.; Elaziz, M.A.; Vendan, A. Modeling ultrasonic welding of polymers using an optimized artificial intelligence model using a gradient-based optimizer. Weld. World 2021, 66, 27–44. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Stage | Current (A) | Time (s) |
|---|---|---|
| I: Arc-Formation, Rotation, Heating | 140–180 | 5–5.5 |
| II: Upset Stage | 250–270 | 0.3–0.4 |
| Element | C | Si | Mn | P | S |
|---|---|---|---|---|---|
| Wt% | 0.14–0.20 | 0.15 | 0.6–0.9 | 0.04 (max) | 0.05 (max) |
| TUBE OUTER DIAMETER—27 mm, HYDRAULIC PRESSURE—3–3.5 Mpa | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Sample | I1 | I2 | T1 | T2 | Spark Generation | Arc Rotation | Welding | Avg. Reinforcement | HAZ |
| 1 | 155 | 265 | 5 | 0.3 | NO | NO | NO | 0 | 0 |
| 2 | 160 | 270 | 5 | 0.3 | NO | NO | NO | 0 | 0 |
| 3 | 155 | 265 | 5 | 0.3 | NO | NO | NO | 0 | 0 |
| 4 | 160 | 270 | 5 | 0.3 | NO | NO | NO | 0 | 0 |
| TUBE OUTER DIAMETER—27 mm, Hydraulic Pressure—4 MPa | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Sample | I1 | I2 | T1 (s) | T2 (s) | Spark Generation | Arc Rotation | Welding | Avg. Reinforcement (mm) | HAZ (mm) | Remark |
| 1 | 145 | 250 | 3 | 0.1 | NO | NO | NO | - | - | Inappropriate parameters for arc formation |
| 2 | 147 | 250 | 3 | 0.1 | NO | NO | NO | - | - | |
| 3 | 147 | 250 | 3 | 0.3 | NO | NO | NO | - | - | |
| 4 | 150 | 250 | 3 | 0.3 | NO | NO | NO | - | - | |
| 5 | 155 | 250 | 3 | 0.1 | NO | NO | NO | - | - | |
| 6 | 155 | 255 | 5 | 0.3 | NO | NO | NO | - | - | |
| 7 | 155 | 255 | 5 | 0.3 | YES | YES | NO | 3.5 | 24 | Arc got created, rotation speed was insufficient for required heat generation |
| 8 | 160 | 270 | 5 | 0.3 | YES | YES | YES | 5 | 27 | Arc rotation with partial melting. Weld formation not proper |
| 9 | 155 | 265 | 4.5 | 0.3 | YES | YES | YES | 3.8 | 25 | Uniform reinforcement and no breakage on pressure striking |
| 10 | 160 | 270 | 4.5 | 0.3 | YES | YES | YES | 4.25 | 27 | Weld formed, but broke on pressure striking |
| 11 | 170 | 270 | 4.40 | 0.4 | YES | YES | YES | 4 | 29 | Excess heating due to high arc current |
| 12 | 170 | 275 | 4.75 | 0.5 | YES | YES | YES | 4.95 | 29 | Surface impurity melted before the metal. Can negatively impact the weld quality |
| 13 | 180 | 280 | 5.0 | 0.5 | YES | YES | NO | -- | 30 | Excess melting of the surface with high values of current and time |
| Sample | Welding Current (A) | Upset Current (A) | Weld Time (s) | HAZ (mm) | Weld | Visual Observation |
|---|---|---|---|---|---|---|
| S1 | 158 | 265 | 4.8+0.3 | 18 |  | Insufficient reinforcement |
| S2 | 158 | 265 | 5+0.3 | 17 |  | Non-Uniform bead |
| S3-W1,W2 | 158 | 270 | 5+0.3 | 18 |  | Good Reinforcement |
| Element | C | Si | Mn | P | S | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) |
|---|---|---|---|---|---|---|---|---|
| Wt% | 0.081 | 0.143 | 0.805 | 0.015 | 0.001 | 258 | 485 | 31 |
| Sample | Ultimate Tensile Load (kN) | Tensile Strength (MPa) | Test Result |
|---|---|---|---|
| S1 | 117.8 | 503 | Ductile Fracture at Base Metal |
| S2 | 124.7 | 491 | Ductile Fracture at Base Metal |
| S3-W1 | 103.1 | 448 | Ductile Fracture at Weld |
| S3-W2 | -- | -- | No Failure at Weld |
| Region | Hardness Value (HV) | |||
|---|---|---|---|---|
| Location 1 (HV) | Location 2 (HV) | Location 3 (HV) | Average HV | |
| Weld | 189 | 194 | 196 | 193 |
| HAZ | 212 | 205 | 185 | 200 |
| BASE | 177 | 174 | 170 | 174 |
| Hydraulic Pressure (MPa) | Nitrogen Accumulator Pressure (MPa) | Arc Current—Stage I (A) | Weld Time—Stage I (s) | Arc Current—Stage II (A) | Weld Time—Stage II (s) |
|---|---|---|---|---|---|
| 3–3.5 | 2.8–3 | 150–170 | 5–5.5 | 260–280 | 0.3–0.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chaturvedi, M.; Subbiah, A.V.; Tharwan, M.Y.; Al Sofyani, S.; Kachinskiy, V.; Radder, S.; Suban, A.A.K.; Showman, E.; Fattouh, M.; Elsheikh, A.H. Welding of Low Carbon Steel Tubes Using Magnetically Impelled Arc Butt Welding: Experimental Investigation and Characterization. Metals 2022, 12, 1965. https://doi.org/10.3390/met12111965
Chaturvedi M, Subbiah AV, Tharwan MY, Al Sofyani S, Kachinskiy V, Radder S, Suban AAK, Showman E, Fattouh M, Elsheikh AH. Welding of Low Carbon Steel Tubes Using Magnetically Impelled Arc Butt Welding: Experimental Investigation and Characterization. Metals. 2022; 12(11):1965. https://doi.org/10.3390/met12111965
Chicago/Turabian StyleChaturvedi, Mukti, Arungalai Vendan Subbiah, Mohammed Y. Tharwan, Sharaf Al Sofyani, Vladimir Kachinskiy, Sharanabasavaraj Radder, Ashraff Ali Kaveripakkam Suban, Essmat Showman, M. Fattouh, and Ammar H. Elsheikh. 2022. "Welding of Low Carbon Steel Tubes Using Magnetically Impelled Arc Butt Welding: Experimental Investigation and Characterization" Metals 12, no. 11: 1965. https://doi.org/10.3390/met12111965