
The Influence of the Tool Tilt Angle on the Heat Generation and the Material Behavior in Friction Stir Welding (FSW)


Abstract
:1. Introduction
2. Heat Generation Model Descriptions
2.1. Heat from Friction
2.1.1. Norton Friction Model
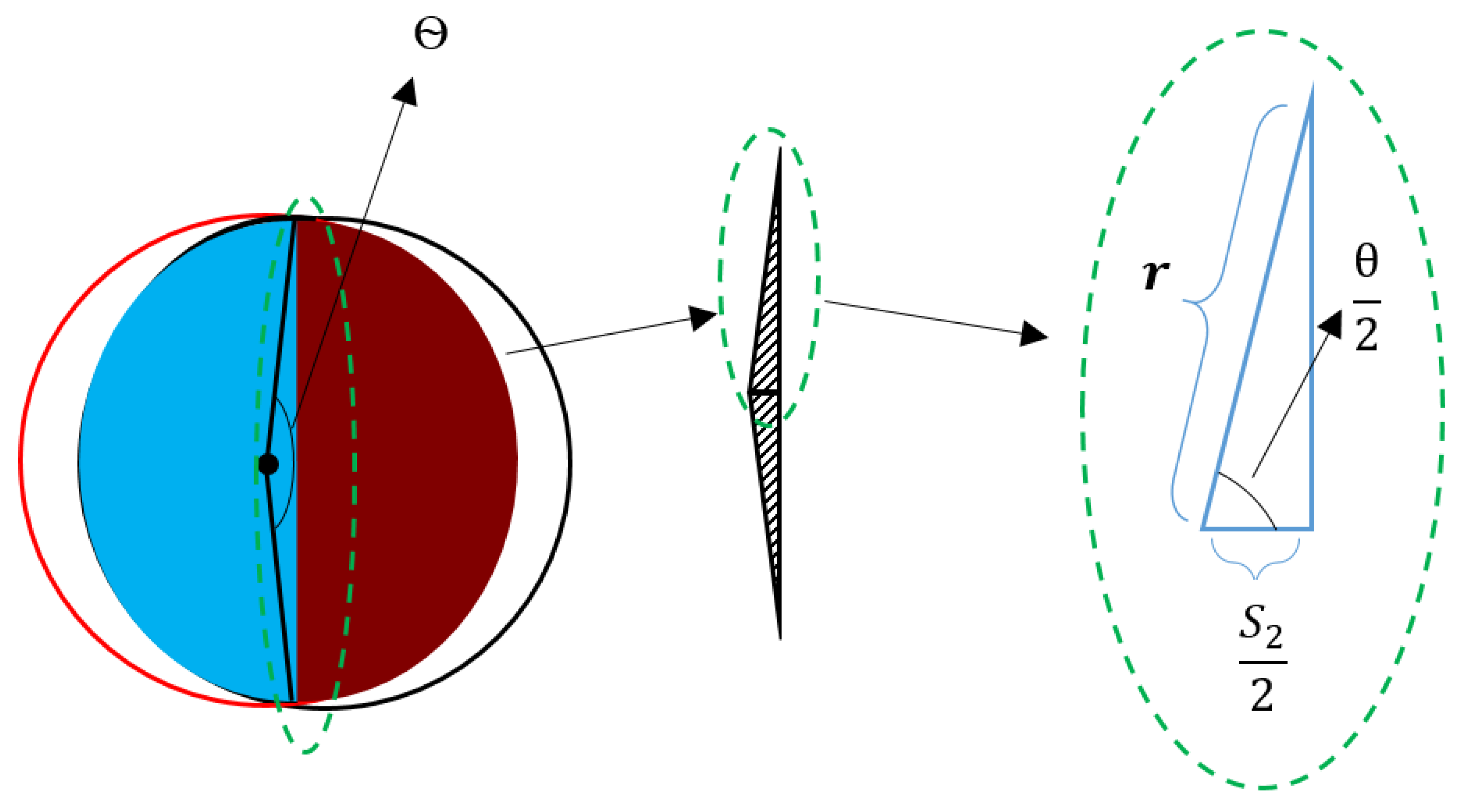
2.1.2. The Influence of the Tilt Angle on the Contact Pressure
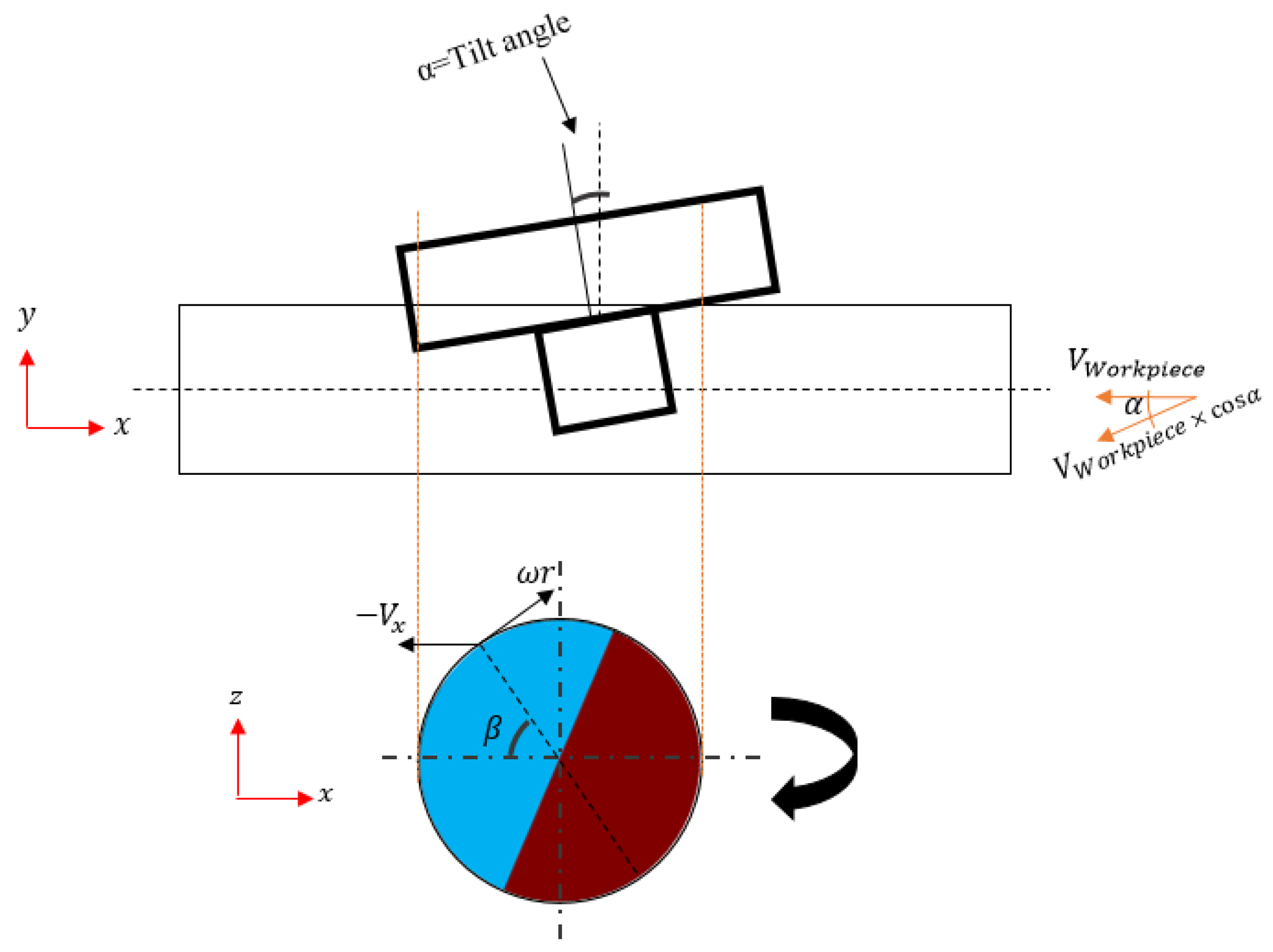
2.1.3. The Influence of the Tilt Angle on the Relative Velocity
2.2. Heat from Plastic Deformation
2.2.1. Stress Calculation
2.2.2. Plastic Strain Calculation
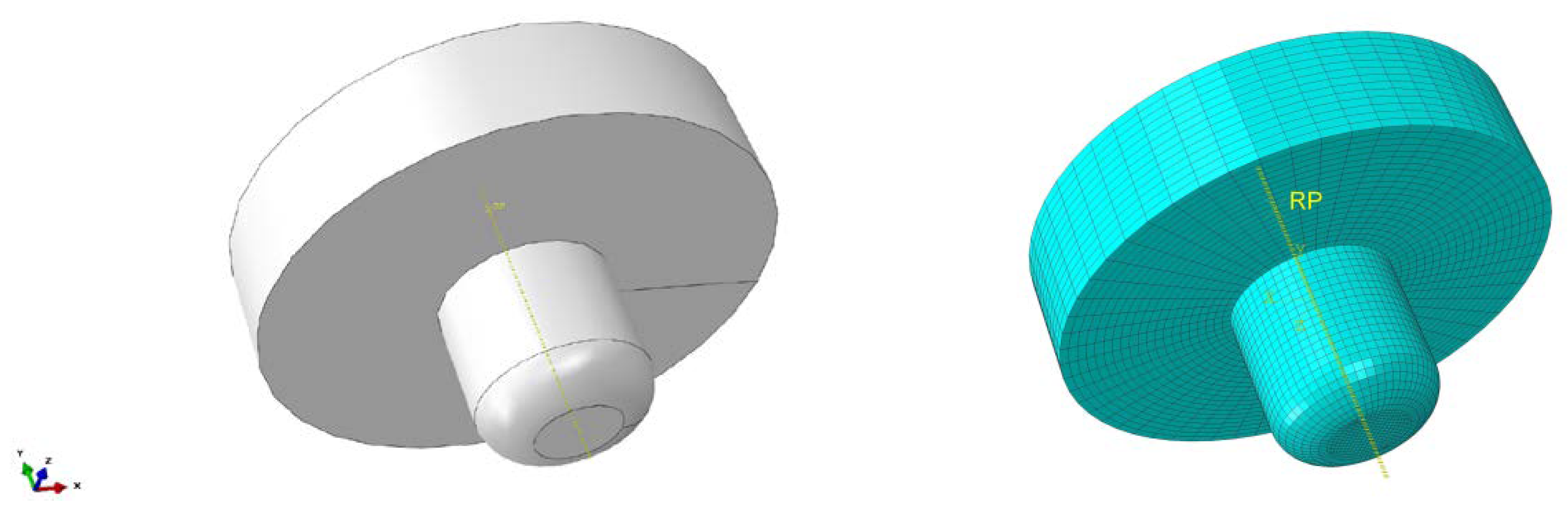
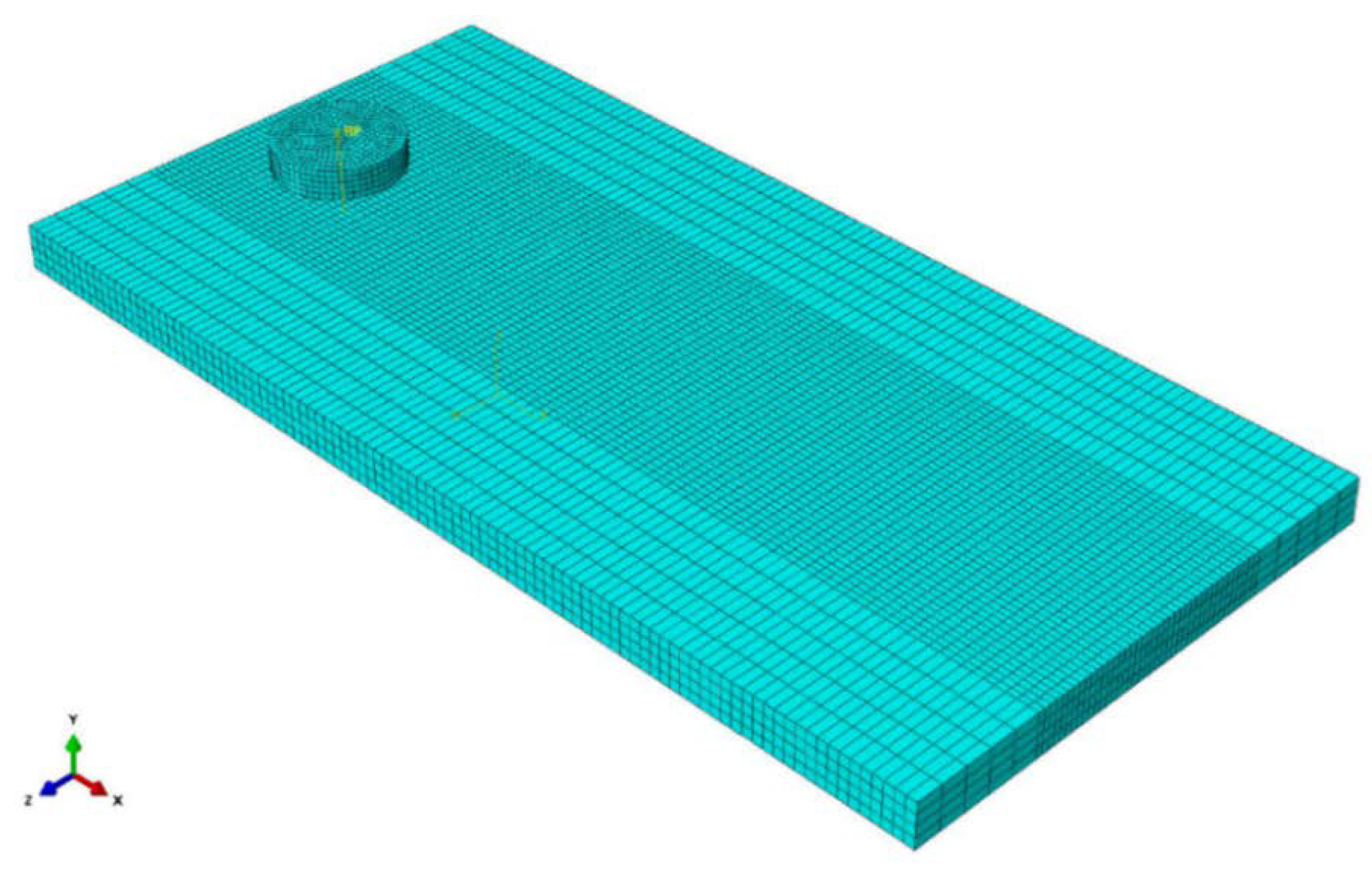
3. Finite Element Model Descriptions
3.1. Plasticity Modelling
3.2. Material Definition Descriptions
4. Results and Discussion
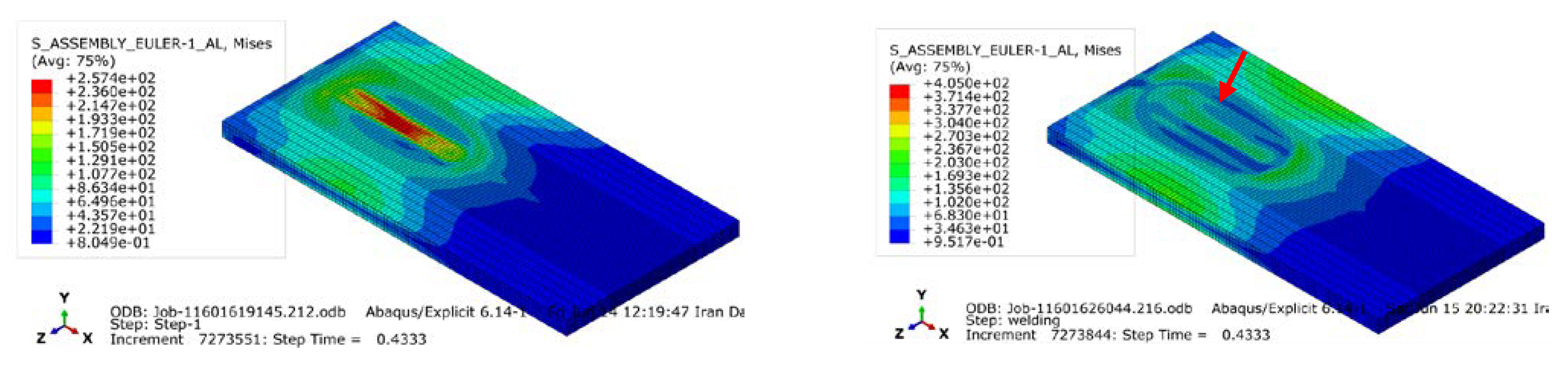
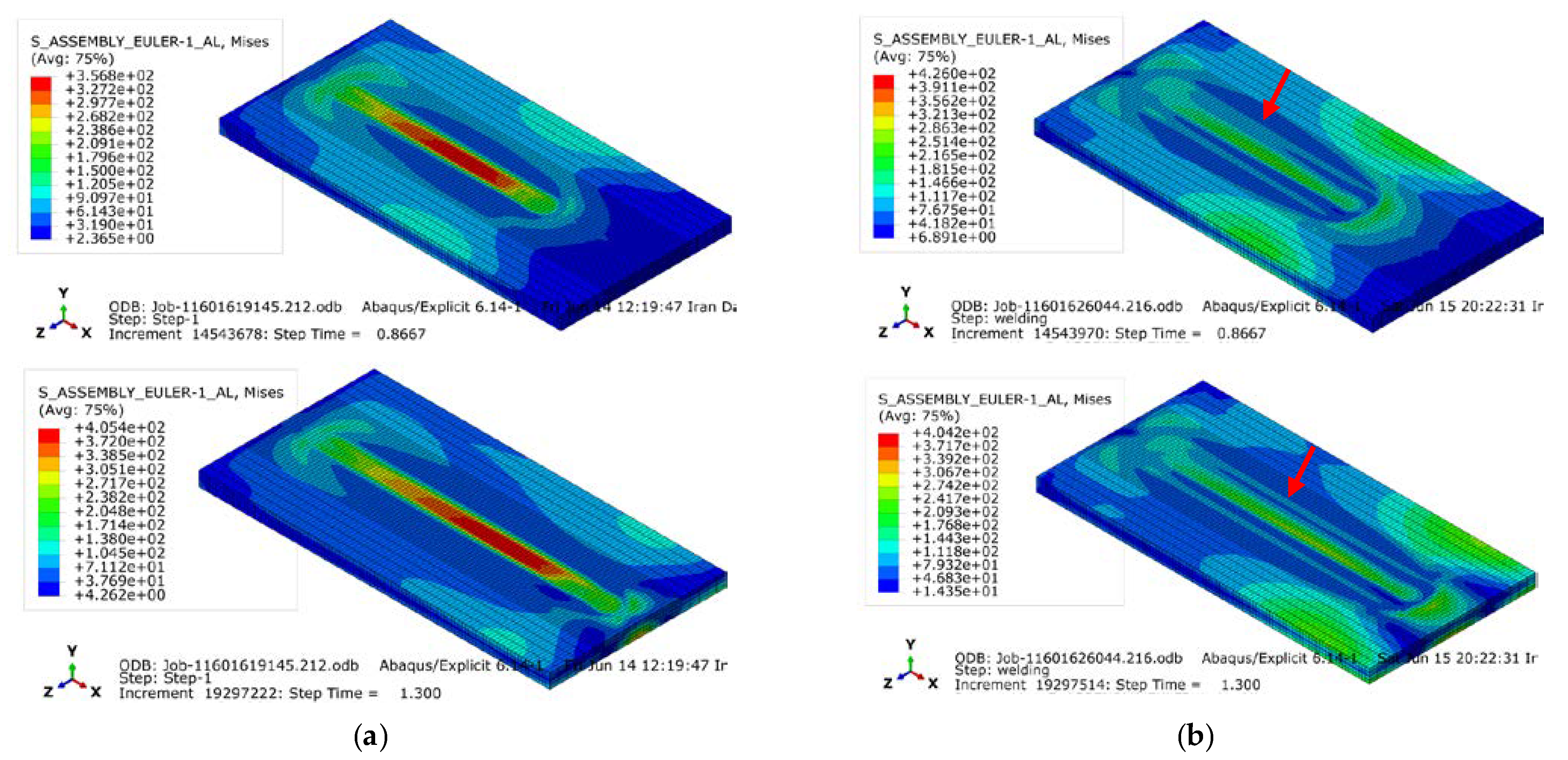
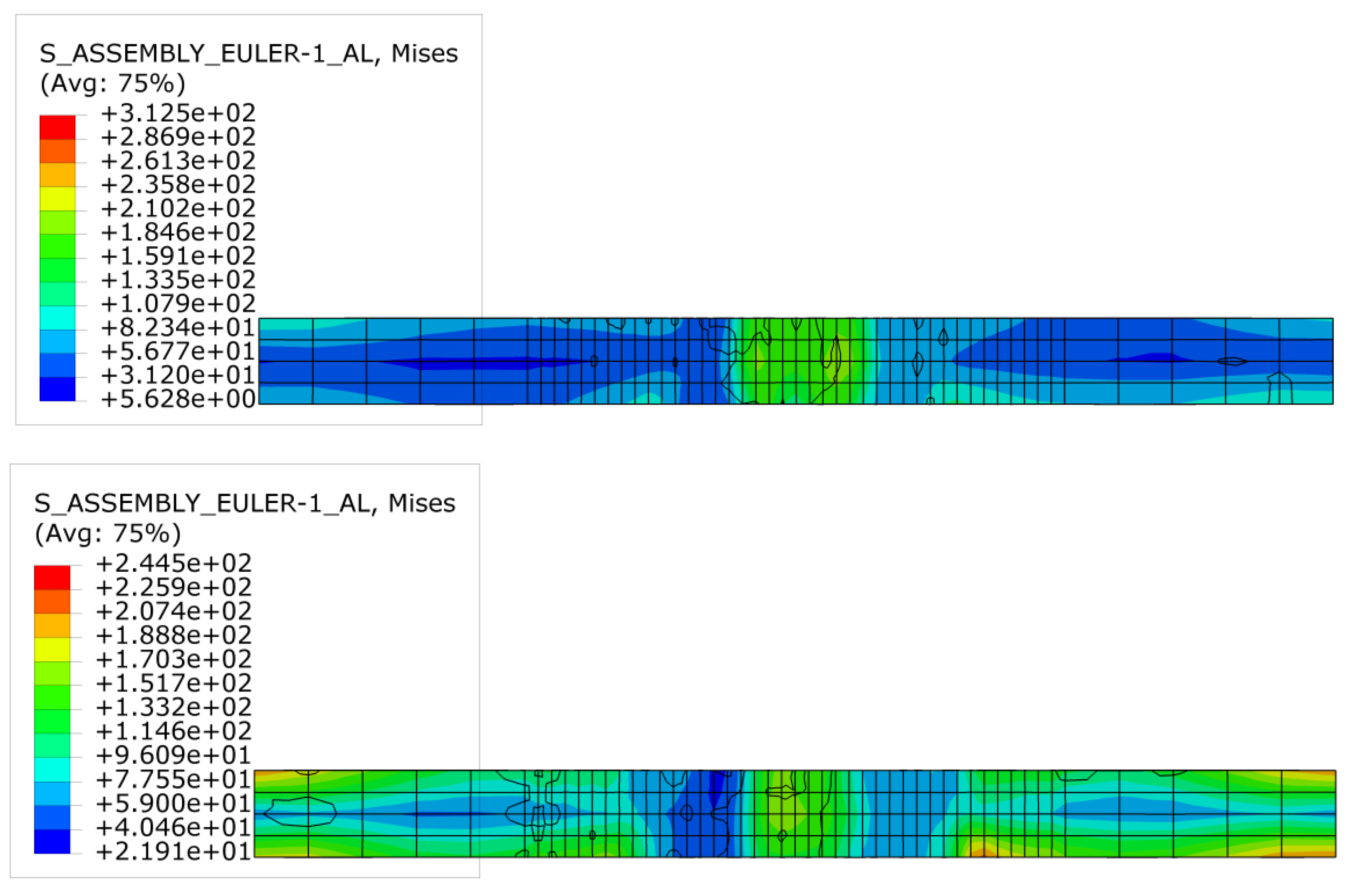
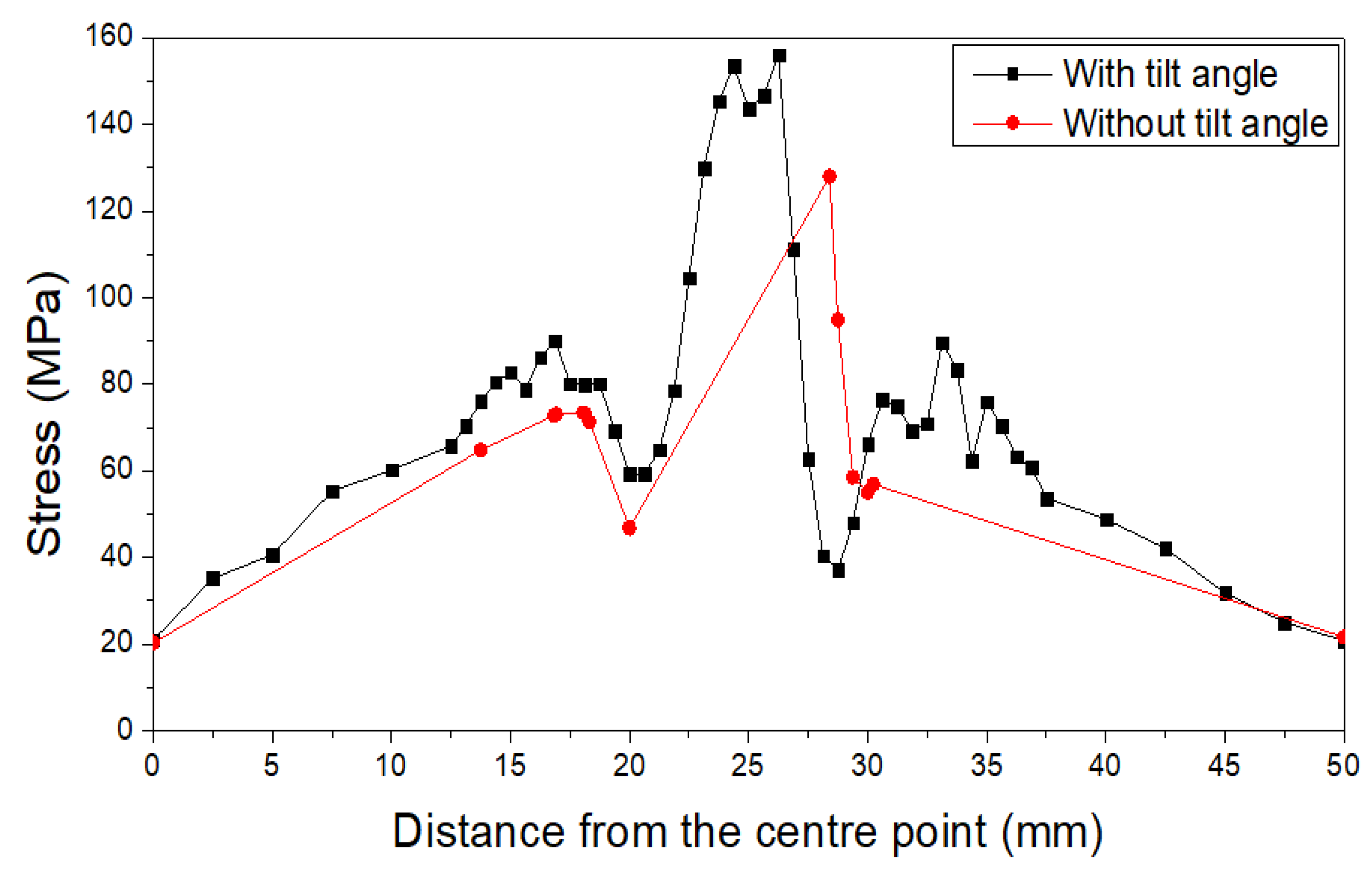
4.1. Stress Distributions
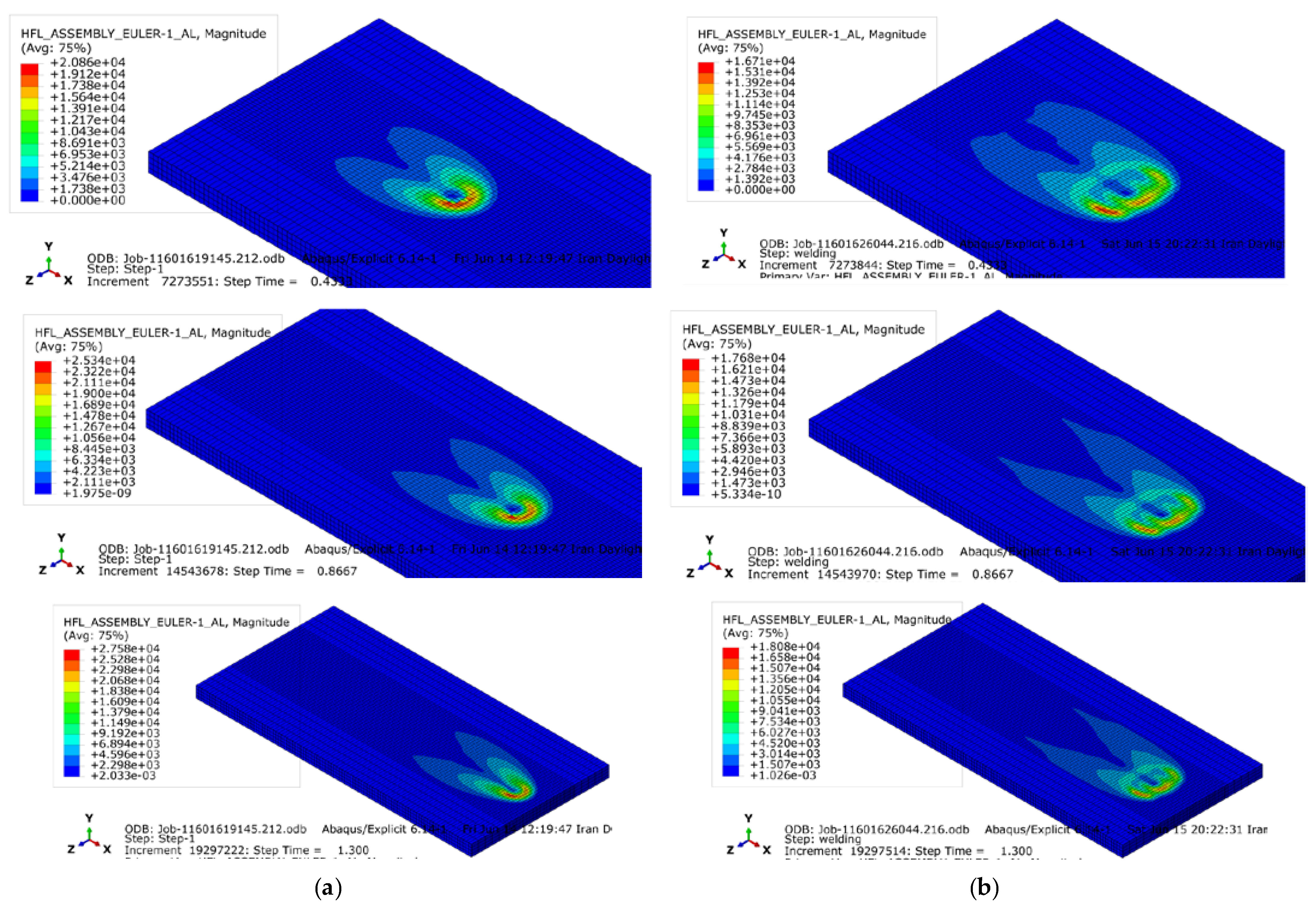
4.2. Heat Flux
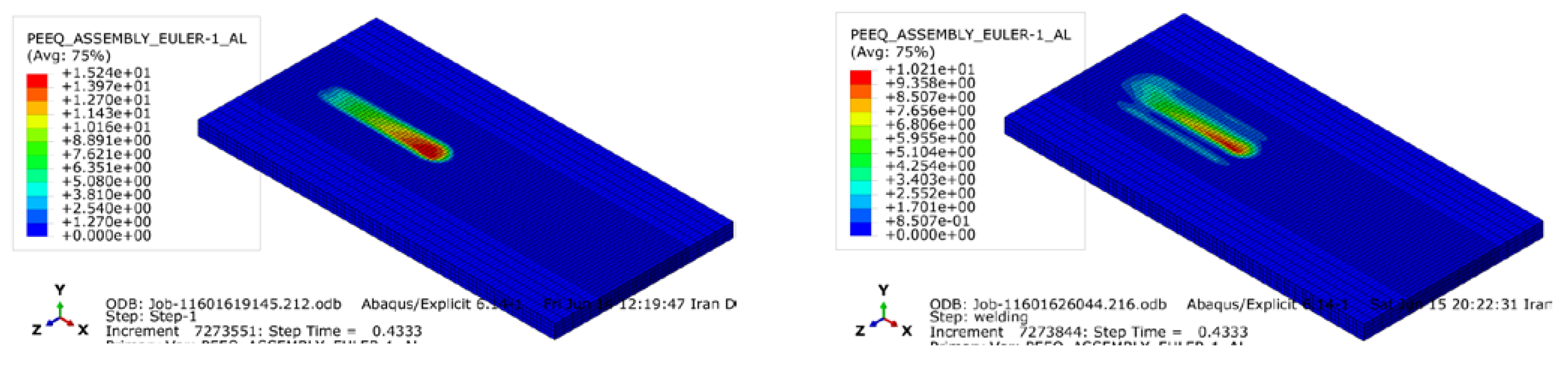
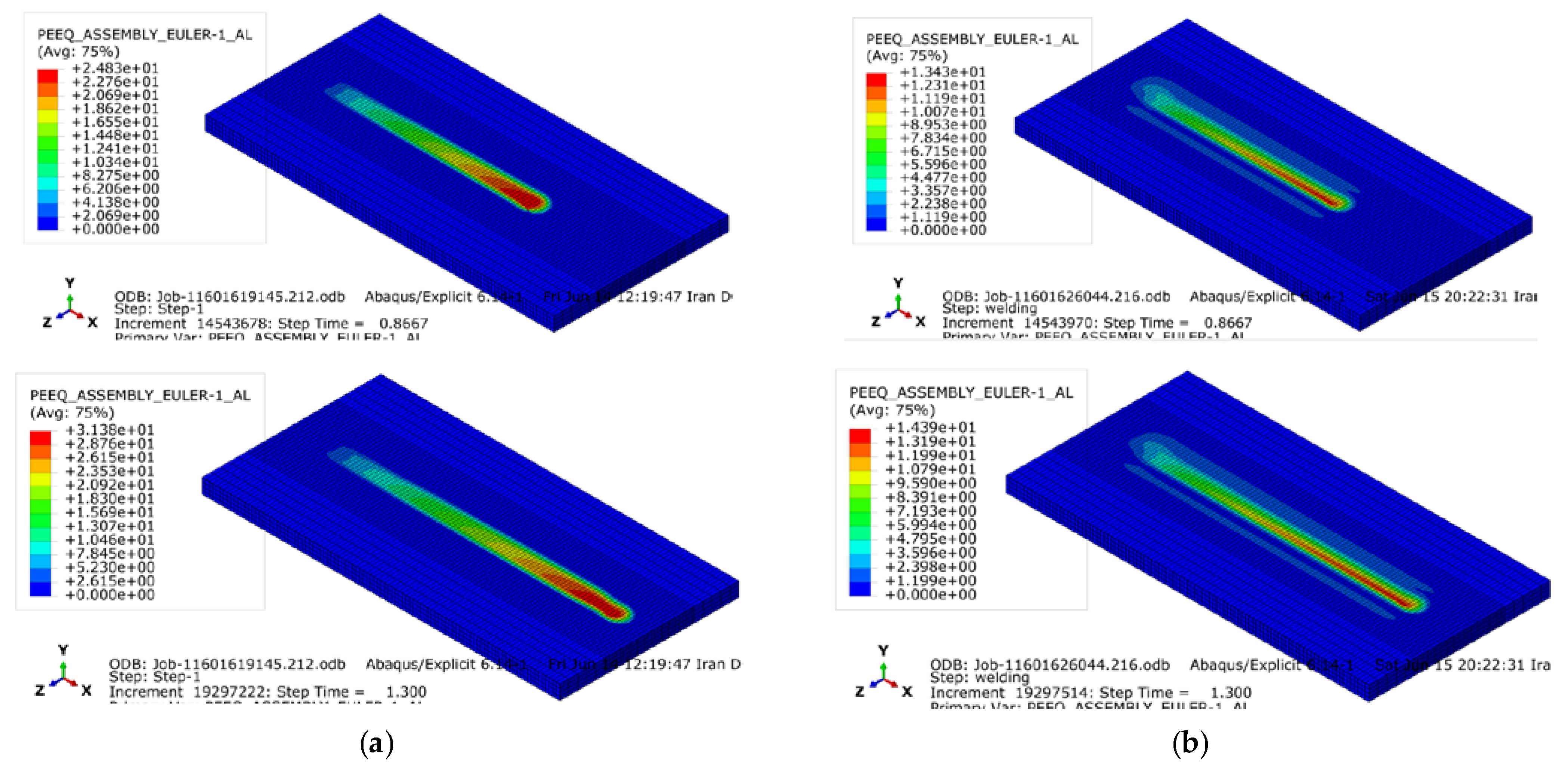
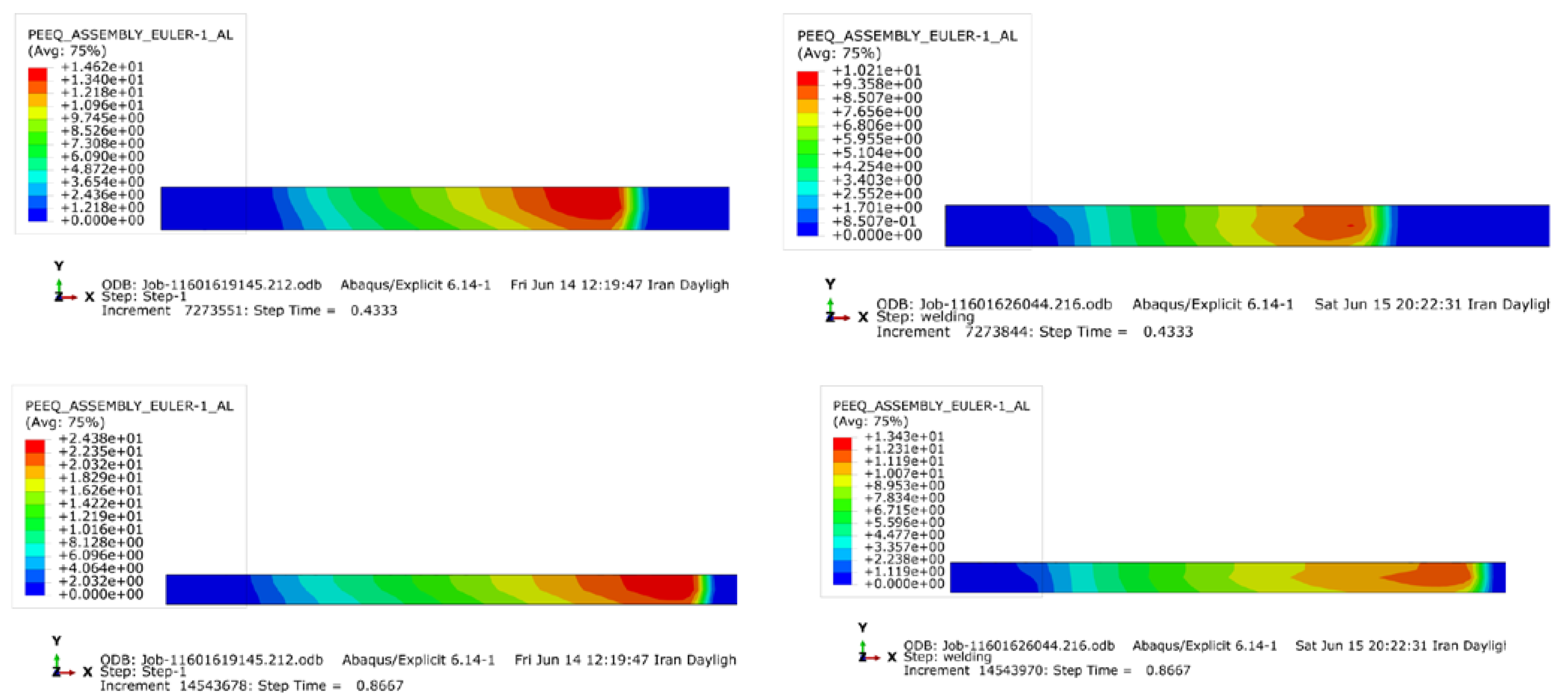
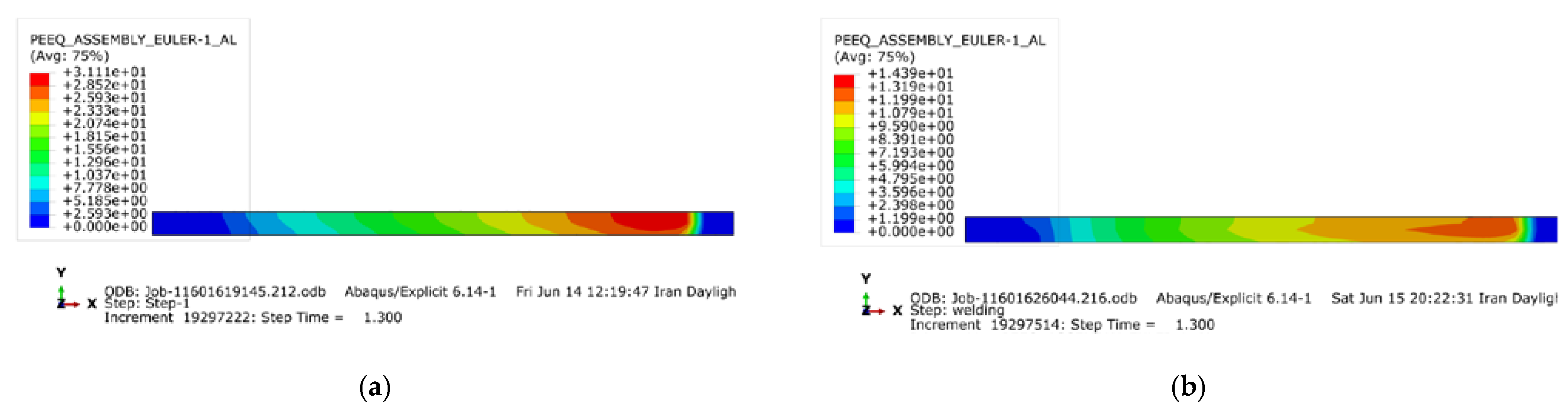
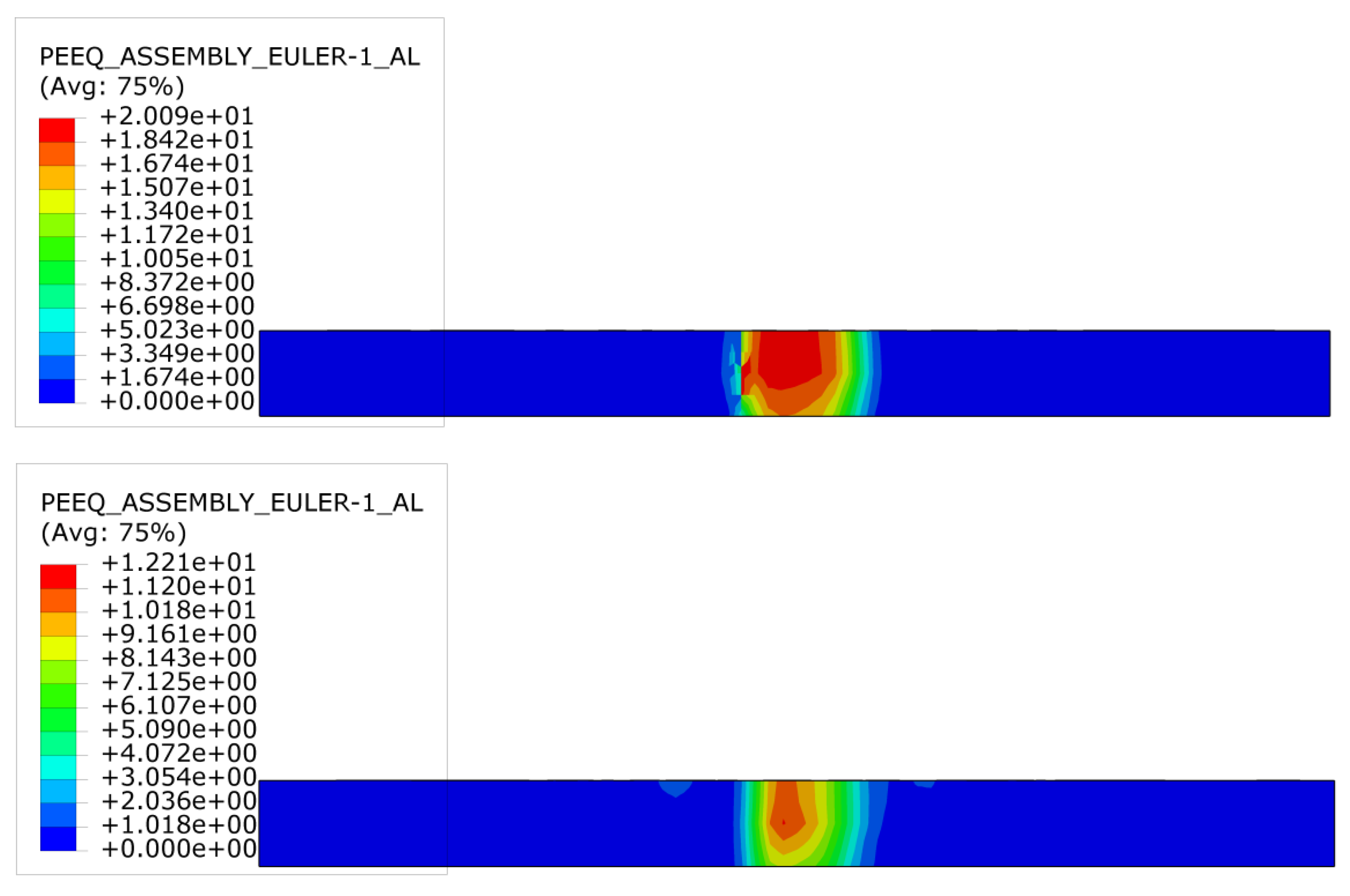
4.3. Equivalent Plastic Strain (PEEQ)
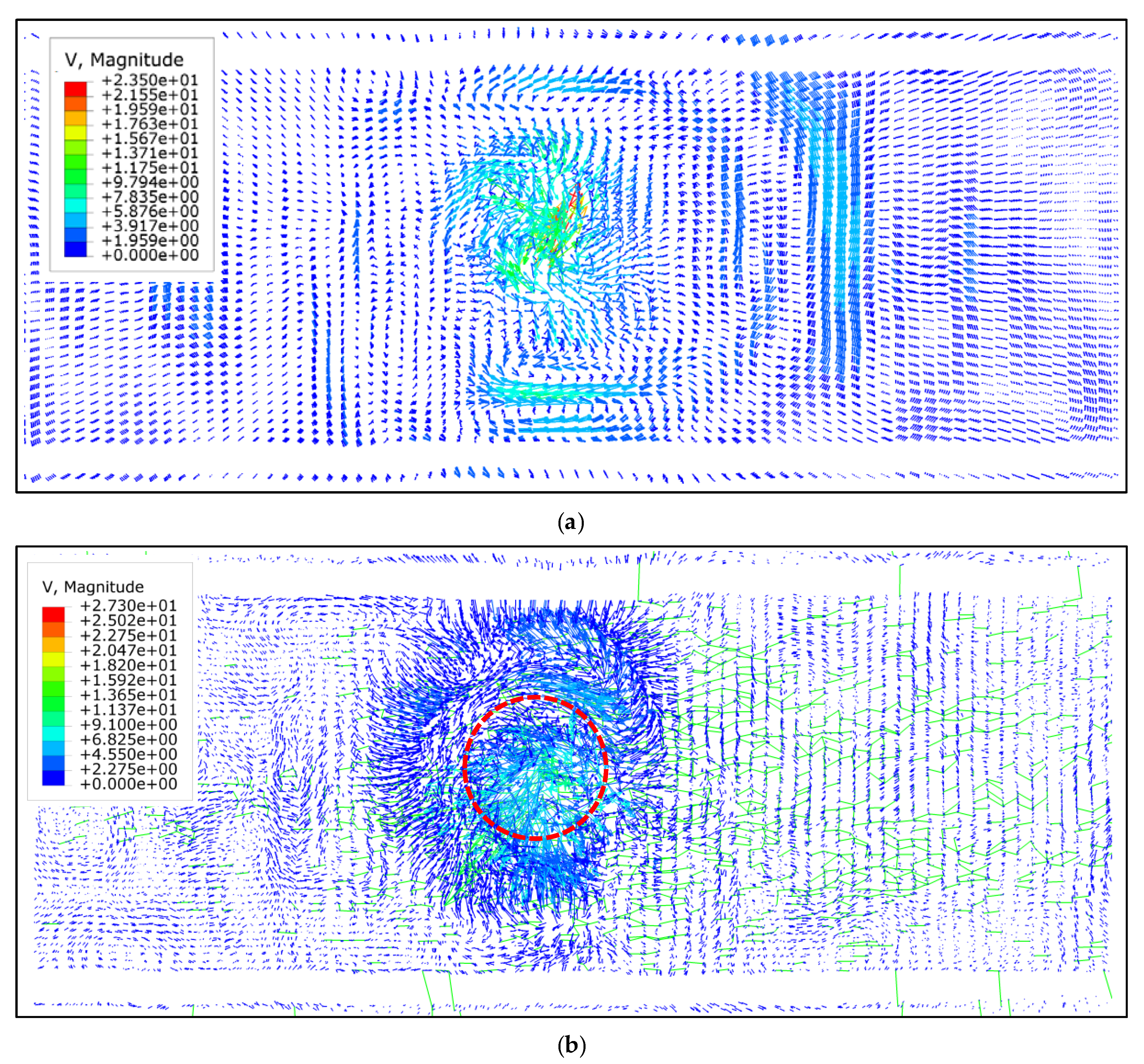
4.4. Flow Velocity
4.5. Temperature Behavior
5. Conclusions
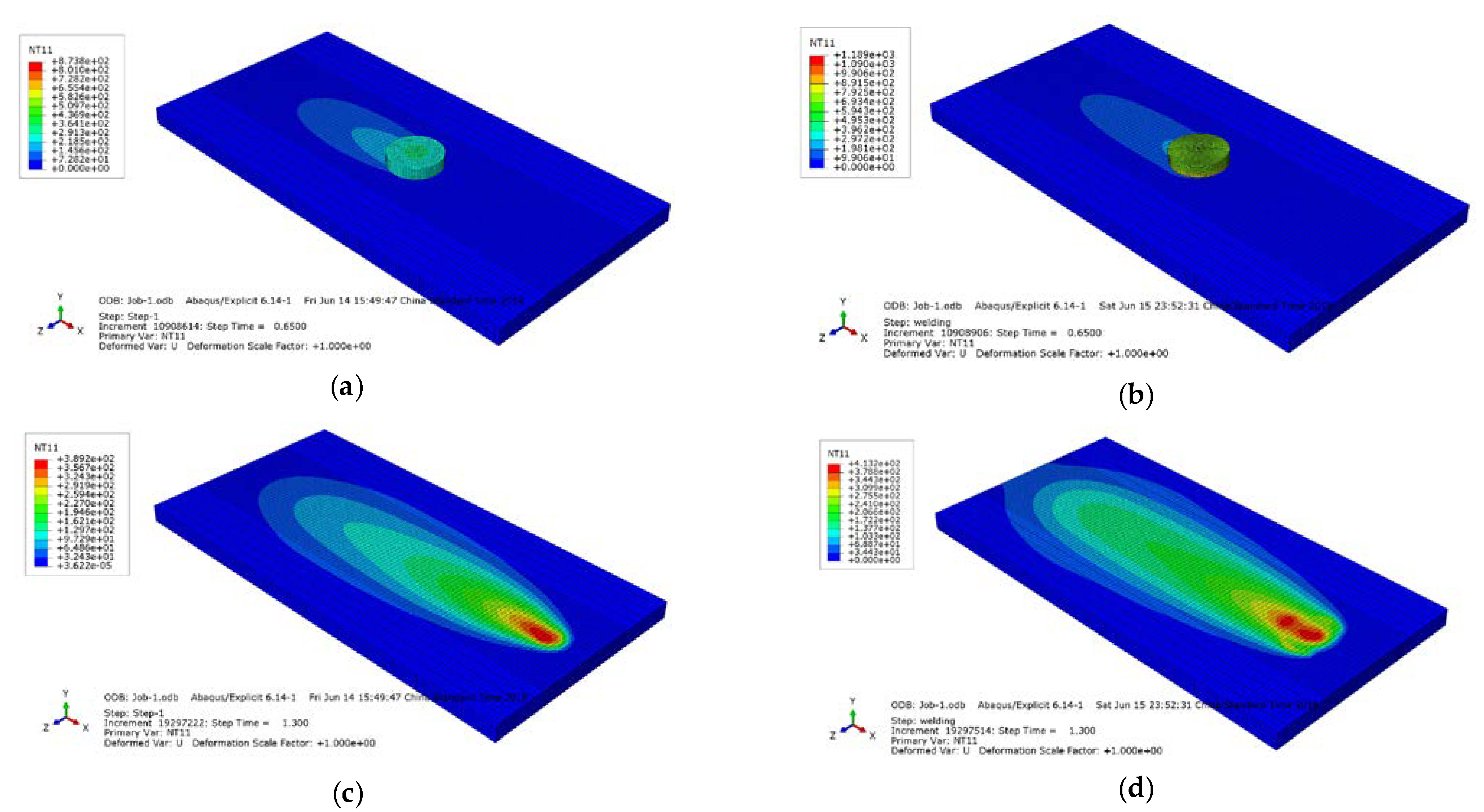
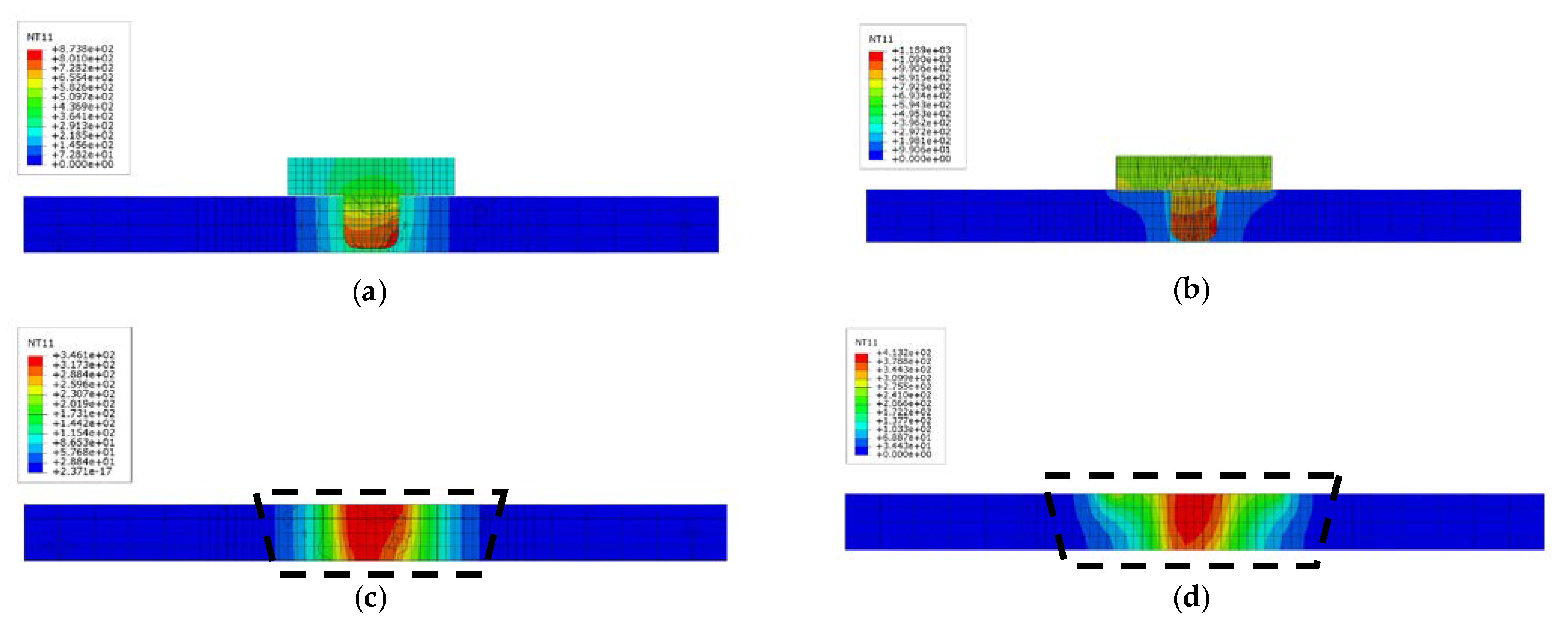
- For the model without the tilt angle, the temperature at the tool is found to be around 873 °C; however, it gradually decreases in the direction of the welding transverse speed. Meanwhile, at the welding center point, the maximum temperature is around 389 °C, which is lower than the material melting temperature.
- It was reported that the nominal temperature of the area near the weldment specimen edge reaches 36 °C.
- Furthermore, the highest temperature was recorded at the upper surfaces of the intersection between the shoulder and the pin region, while the bottom surface of the workpiece recorded lower temperature.
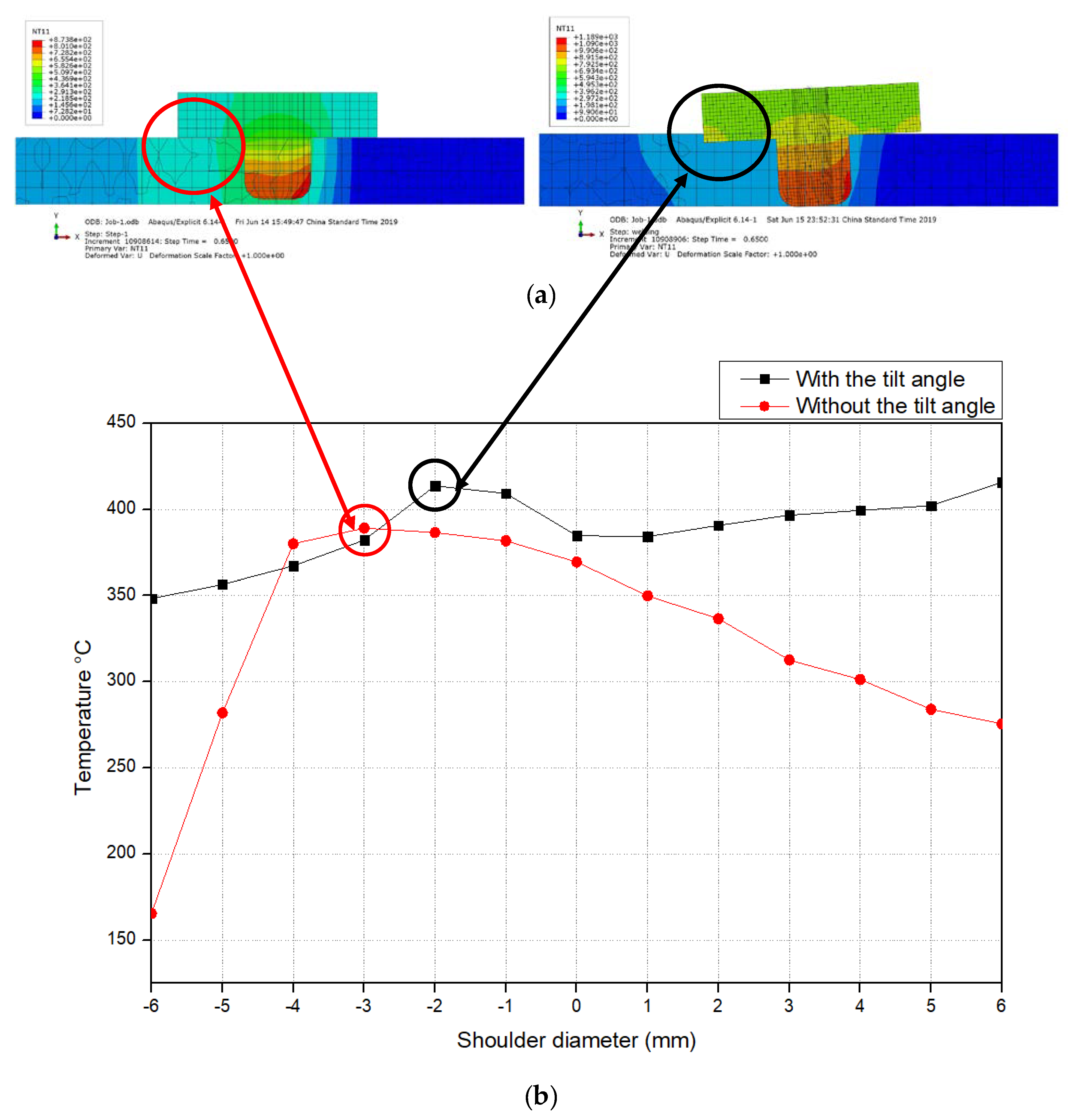
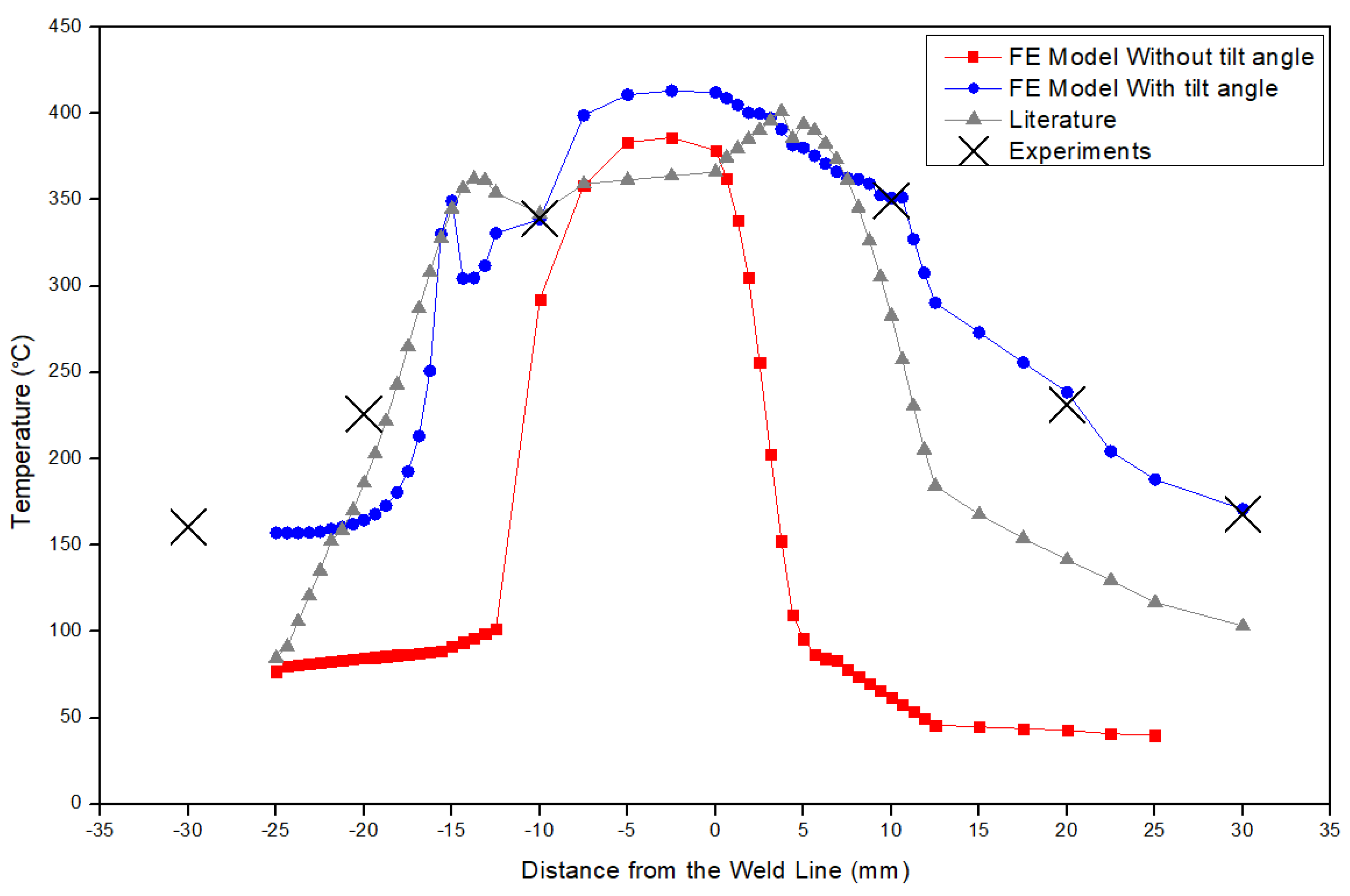
- The cross section view also illustrates an almost non-symmetrical temperature distribution where the temperature at the advancing and retreating side is different. In the model with the tilt angle, the tool temperature was recoded to be around 1118 °C, while the temperature at the welding plate is around 413 °C, which is higher compared to the model without the tilt angle. It was shown that the maximum temperature is recorded at the welding zone, and it declines via the heat affected zone (HAZ) until the weldment edge moved away from the center.
- It was observed that the friction at the shoulder/sheets causes an asymmetrical distribution for the temperature in both X and Y direction. In the X direction, this issue is caused by the differences in the frictional force at the advancing and retreating sides while, in the Y direction, the issue is caused by the presence of the tilt angle. In the Y direction, the tilt angle also causes higher deformation area and higher mixing of the material.
- Moreover, the distributions of the strain rate have shown different behaviors because welding behavior is influenced by the impact of the tilt angle at different welding edges. This matter leads to the increase in the maximum strain rate in the joint section. Therefore, an improvement in the mixing of the material (at the back side of the tool) is seen. This improvement subsequently enhances the welding quality and decrease the likelihood for defects.
- Finally, after comparing the obtained results with the outcomes reported by the published studies, the validation and the verification of the results is proved.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mishra, R.S.; De, P.S.; Kumar, N. Friction stir processing. In Friction Stir Welding and Processing; Springer: Berlin/Heidelberg, Germany, 2014; pp. 259–296. [Google Scholar]
- Padhy, G.; Wu, C.; Gao, S. Friction stir based welding and processing technologies-processes, parameters, microstructures and applications: A review. J. Mater. Sci. Technol. 2018, 34, 1–38. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z. Friction stir welding and processing. Mater. Sci. Eng. R Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Casalino, G. Recent Achievements in Rotary, Linear and Friction Stir Welding of Metals Alloys; Multidisciplinary Digital Publishing Institute: Basel, Switzerland, 2020. [Google Scholar]
- Zhai, M.; Wu, C.; Su, H. Influence of tool tilt angle on heat transfer and material flow in friction stir welding. J. Manuf. Process. 2020, 59, 98–112. [Google Scholar] [CrossRef]
- Mehta, K.P.; Badheka, V.J. Effects of tilt angle on the properties of dissimilar friction stir welding copper to aluminum. Mater. Manuf. Process. 2016, 31, 255–263. [Google Scholar] [CrossRef]
- Awang, M. The Advances in Joining Technology; Springer: Berlin/Heidelberg, Germany, 2019. [Google Scholar]
- Awang, M.; Emamian, S.S.; Yusof, F. Advances in Material Sciences and Engineering; Springer: Berlin/Heidelberg, Germany, 2020. [Google Scholar]
- Arici, A.; Selale, S. Effects of tool tilt angle on tensile strength and fracture locations of friction stir welding of polyethylene. Sci. Technol. Weld. Join. 2007, 12, 536–539. [Google Scholar] [CrossRef]
- Meyghani, B.; Awang, M. A Novel Tool Path Strategy for Modelling Complicated Perpendicular Curved Movements. Key Eng. Mater. 2019, 796, 164–174. [Google Scholar] [CrossRef]
- Meyghani, B.; Awang, M. Developing a Finite Element Model for Thermal Analysis of Friction Stir Welding (FSW) Using Hyperworks. In Advances in Material Sciences and Engineering; Springer: Singapore, 2020; pp. 619–628. [Google Scholar]
- Meyghani, B.; Awang, M.; Emamian, S. A comparative study of finite element analysis for friction stir welding application. ARPN J. Eng. Appl. Sci. 2016, 11, 12984–12989. [Google Scholar]
- Vigneshkumar, M.; Padmanaban, G.; Balasubramanian, V. Influence of Tool Tilt Angle on the Formation of Friction Stir Processing Zone in Cast Magnesium Alloy ZK60/SiCp Surface Composites. Metallogr. Microstruct. Anal. 2019, 8, 58–66. [Google Scholar] [CrossRef]
- Narges, D.; Cervera, M.; Chiumenti, M. Numerical modelling of microstructure evolution in friction stir welding (FSW). Metals 2018, 8, 183. [Google Scholar]
- Meyghani, B.; Awang, M.; Emamian, S. A Mathematical Formulation for Calculating Temperature Dependent Friction Coefficient Values: Application in Friction Stir Welding (FSW). Defect Diffus. Forum 2017, 379, 73–82. [Google Scholar] [CrossRef]
- Meshram, S.D.; Reddy, G.M. Influence of Tool Tilt Angle on Material Flow and Defect Generation in Friction Stir Welding of AA2219. Def. Sci. J. 2018, 68, 512. [Google Scholar]
- Meyghani, B.; Wu, C. Progress in Thermomechanical Analysis of Friction Stir Welding. Chin. J. Mech. Eng. 2020, 33, 1–33. [Google Scholar] [CrossRef] [Green Version]
- Zhang, S.; Shi, Q.; Liu, Q.; Xie, R.; Zhang, G.; Chen, G. Effects of tool tilt angle on the in-process heat transfer and mass transfer during friction stir welding. Int. J. Heat Mass Transf. 2018, 125, 32–42. [Google Scholar] [CrossRef]
- Dialami, N.; Cervera, M.; Chiumenti, M. Effect of the tool tilt angle on the heat generation and the material flow in friction stir welding. Metals 2018, 9, 28. [Google Scholar] [CrossRef] [Green Version]
- Long, L.; Chen, G.; Zhang, S.; Liu, T.; Shi, Q. Finite-element analysis of the tool tilt angle effect on the formation of friction stir welds. J. Manuf. Process. 2017, 30, 562–569. [Google Scholar] [CrossRef]
- Meyghani, B.; Awang, M.; Emamian, S. Introducing an Enhanced Friction Model for Developing Inertia Welding Simulation: A Computational Solid Mechanics Approach. Int. J. Eng. 2021, 24, 737–743. [Google Scholar]
- Meyghani, B.; Awang, M.; Wu, C. Finite Element Modelling of Friction Stir Welding (FSW) on a Complex Curved Plate. J. Adv. Join. Process. 2020, 1, 100007. [Google Scholar] [CrossRef]
- Meyghani, B. A modified friction model and its application in finite-element analysis of friction stir welding process. J. Manuf. Process. 2021, 72, 29–47. [Google Scholar] [CrossRef]
- Dialami, N.; Cervera, M.; Chiumenti, M.; de Saracibar, C.A. A fast and accurate two-stage strategy to evaluate the effect of the pin tool profile on metal flow, torque and forces in friction stir welding. Int. J. Mech. Sci. 2017, 122, 215–227. [Google Scholar] [CrossRef] [Green Version]
- Dialami, N.; Chiumenti, M.; Cervera, M.; Segatori, A.; Osikowicz, W. Enhanced friction model for Friction Stir Welding (FSW) analysis: Simulation and experimental validation. Int. J. Mech. Sci. 2017, 133, 555–567. [Google Scholar] [CrossRef] [Green Version]
- Meyghani, B.; Awang, M.; Wu, C. Thermal analysis of friction stir processing (FSP) using arbitrary Lagrangian-Eulerian (ALE) and smoothed particle hydrodynamics (SPH) meshing techniques. Mater. Werkst. 2020, 51, 550–557. [Google Scholar] [CrossRef]
- Meyghani, B.; Awang, M.; Wu, C.S.; Emamian, S. Temperature Distribution Investigation During Friction Stir Welding (FSW) Using Smoothed-Particle Hydrodynamics (SPH). In Advances in Manufacturing Engineering; Springer: Singapore, 2020; pp. 749–761. [Google Scholar]
- Meyghani, B.; Awang, M. A Comparison Between the Flat and the Curved Friction Stir Welding (FSW) Thermomechanical Behaviour. Arch. Comput. Methods Eng. 2019, 27, 1–14. [Google Scholar] [CrossRef]
- Meyghani, B.; Awang, M.B.; Emamian, S.S.; Nor, M.K.B.M.; Pedapati, S.R. A Comparison of Different Finite Element Methods in the Thermal Analysis of Friction Stir Welding (FSW). Metals 2017, 7, 450. [Google Scholar] [CrossRef]
- Meyghani, B.; Awang, M.B.; Poshteh, R.G.M.; Momeni, M.; Kakooei, S.; Hamdi, Z. The Effect of Friction Coefficient in Thermal Analysis of Friction Stir Welding (FSW). IOP Conf. Ser. Mater. Sci. Eng. 2019, 495, 012102. [Google Scholar] [CrossRef]
- Meyghani, B.; Awang, M.B.; Teimouri, R. Prediction of the Temperature Behaviour During Friction Stir Welding (FSW) Using Hyperworks®. Adv. Mater. Sci. Eng. 2021, 119–130. [Google Scholar]
- Meyghani, B.; Awang, M. Thermomechanical Simulation of FSW Using User Defined Subroutine Modeling Technique. In Welding Simulations Using ABAQUS; Springer: Berlin/Heidelberg, Germany, 2022; pp. 69–122. [Google Scholar]
- Meyghani, B.; Awang, M. Thermomechanical Analysis. In Welding Simulations Using ABAQUS; Springer: Berlin/Heidelberg, Germany, 2022; pp. 5–6. [Google Scholar]
- Sun, Z.; Wu, C.; Kumar, S. Determination of heat generation by correlating the interfacial friction stress with temperature in friction stir welding. J. Manuf. Process. 2018, 31, 801–811. [Google Scholar] [CrossRef]
- MEYGHANI, B. Thermomechanical Analysis of Friction Stir Welding (FSW) on Curved Plates by Adapting Calculated Temperature Dependent Properties; Universiti Teknologi PETRONAS: Perak, Malaysia, 2018. [Google Scholar]
- Meyghani, B.; Awang, M. Introduction to Friction Stir Welding (FSW). In Welding Simulations Using ABAQUS; Springer: Berlin/Heidelberg, Germany, 2022; pp. 1–3. [Google Scholar]
- Meyghani, B.; Awang, M. Post Processor and Visualization of the Results. In Welding Simulations Using ABAQUS; Springer: Berlin/Heidelberg, Germany, 2022; pp. 63–67. [Google Scholar]
- Meyghani, B.; Awang, M. Arbitrary Lagrangian–Eulerian (ALE) Method. In Welding Simulations Using ABAQUS; Springer: Berlin/Heidelberg, Germany, 2022; pp. 13–61. [Google Scholar]
- Meyghani, B.; Awang, M. Finite Element Modeling of FSW. In Welding Simulations Using ABAQUS; Springer: Berlin/Heidelberg, Germany, 2022; pp. 7–12. [Google Scholar]
- Meyghani, B.; Awang, M. Welding Simulations Using ABAQUS: A Practical Guide for Engineers; Springer Nature: Berlin/Heidelberg, Germany, 2022. [Google Scholar]
- Meyghani, B.; Awang, M.B.; Momeni, M.; Rynkovskaya, M. Development of a Finite Element Model for Thermal Analysis of Friction Stir Welding (FSW). IOP Conf. Ser. Mater. Sci. Eng. 2019, 495, 012101. [Google Scholar] [CrossRef]
- Khodir, S.A.; Shibayanagi, T.; Naka, M. Microstructure and mechanical properties of friction stir welded AA2024-T3 aluminum alloy. Mater. Trans. 2006, 47, 185–193. [Google Scholar] [CrossRef] [Green Version]
- Meyghani, B.; Awang, M.B. Awang, Prediction of the temperature distribution during friction stir welding (FSW) with a complex curved welding seam: Application in the automotive industry. MATEC Web Conf. 2018, 225, 01001. [Google Scholar] [CrossRef]
- Meyghani, B.; Awang, M.; Emamian, S.; Nor, M.K.B.M. Thermal modelling of friction stir welding (FSW) using calculated young’s modulus values. In The Advances in Joining Technology; Springer: Berlin/Heidelberg, Germany, 2019; pp. 1–13. [Google Scholar]
- Meyghani, B.; Awang, M. Welding Simulations Using ABAQUS; Springer: Berlin/Heidelberg, Germany, 2022. [Google Scholar]
- Emamian, S.; Awang, M.; Yusof, F.; Hussain, P.; Meyghani, B.; Zafar, A. The effect of pin profiles and process parameters on temperature and tensile strength in friction stir welding of AL6061 alloy. In The Advances in Joining Technology; Springer: Berlin/Heidelberg, Germany, 2019; pp. 15–37. [Google Scholar]
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Explanation |
|---|---|
| A | Yield stress |
| B | Strain factor |
| n | Strain exponent |
| C | Strain rate factor |
| m | Temperature exponent |
| The effective plastic strain | |
| The effective plastic strain rate | |
| Normalizing strain rate | |
| Room temperature | |
| Material melting temperature |
| Temperature (°C) | Elasticity Modulus (E) | Poisson’s Ratio [ν] | Thermal Expansion Coefficient | Specific Heat (J/Kg °C) |
|---|---|---|---|---|
| 37.8 | 69.7 | 0.3 | 2.345 × 10−5 | 95 |
| 93.3 | 66.2 | 0.3 | 2.461 × 10−5 | 978 |
| 148.9 | 62.7 | 0.3 | 2.567 × 10−5 | 1004 |
| 204.4 | 59.2 | 0.3 | 2.669 × 10−5 | 1028 |
| 260 | 53.49 | 0.3 | 2.756 × 10−5 | 1052 |
| 315.6 | 47.78 | 0.3 | 2.853 × 10−5 | 1078 |
| 371.1 | 39.75 | 0.3 | 2.957 × 10−5 | 1104 |
| 426.7 | 31.72 | 0.3 | 3.071 × 10−5 | 1133 |
| Temperature (°C) | Thermal Conductivity (W/mK) |
|---|---|
| 148.9 | 162 |
| 204.4 | 177 |
| 260 | 184 |
| 315.16 | 192 |
| 371.1 | 201 |
| 426.7 | 207 |
| 148.9 | 217 |
| 204.4 | 223 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Meyghani, B.; Awang, M. The Influence of the Tool Tilt Angle on the Heat Generation and the Material Behavior in Friction Stir Welding (FSW). Metals 2022, 12, 1837. https://doi.org/10.3390/met12111837
Meyghani B, Awang M. The Influence of the Tool Tilt Angle on the Heat Generation and the Material Behavior in Friction Stir Welding (FSW). Metals. 2022; 12(11):1837. https://doi.org/10.3390/met12111837
Chicago/Turabian StyleMeyghani, Bahman, and Mokhtar Awang. 2022. "The Influence of the Tool Tilt Angle on the Heat Generation and the Material Behavior in Friction Stir Welding (FSW)" Metals 12, no. 11: 1837. https://doi.org/10.3390/met12111837