
Effects of PWHT on the Residual Stress and Microstructure of Bisalloy 80 Steel Welds

Abstract
:1. Introduction
2. Materials and Methods
2.1. Base and Filler Material
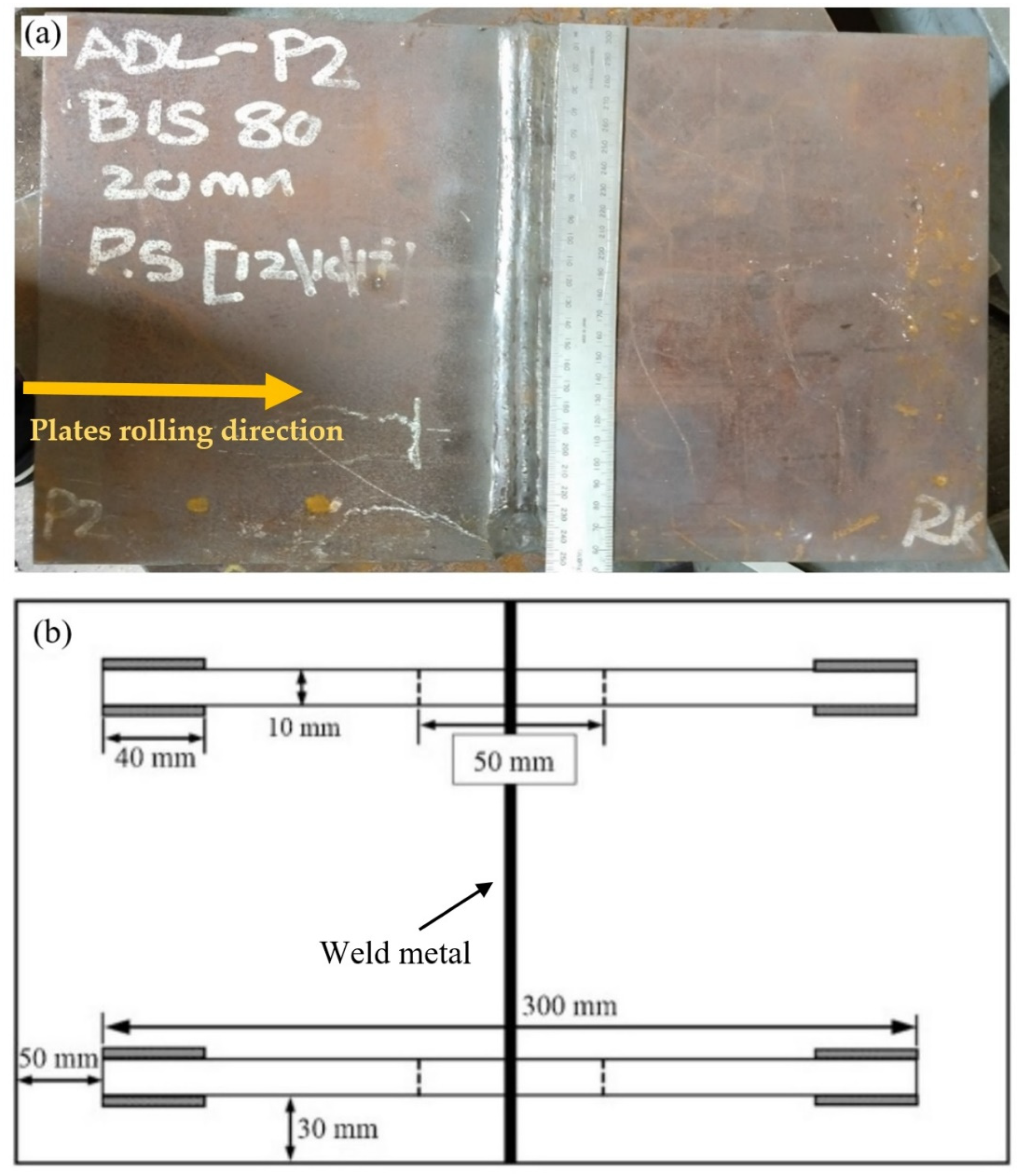
2.2. Welding
2.3. PWHT
2.4. Hardness and Microstructural Analysis
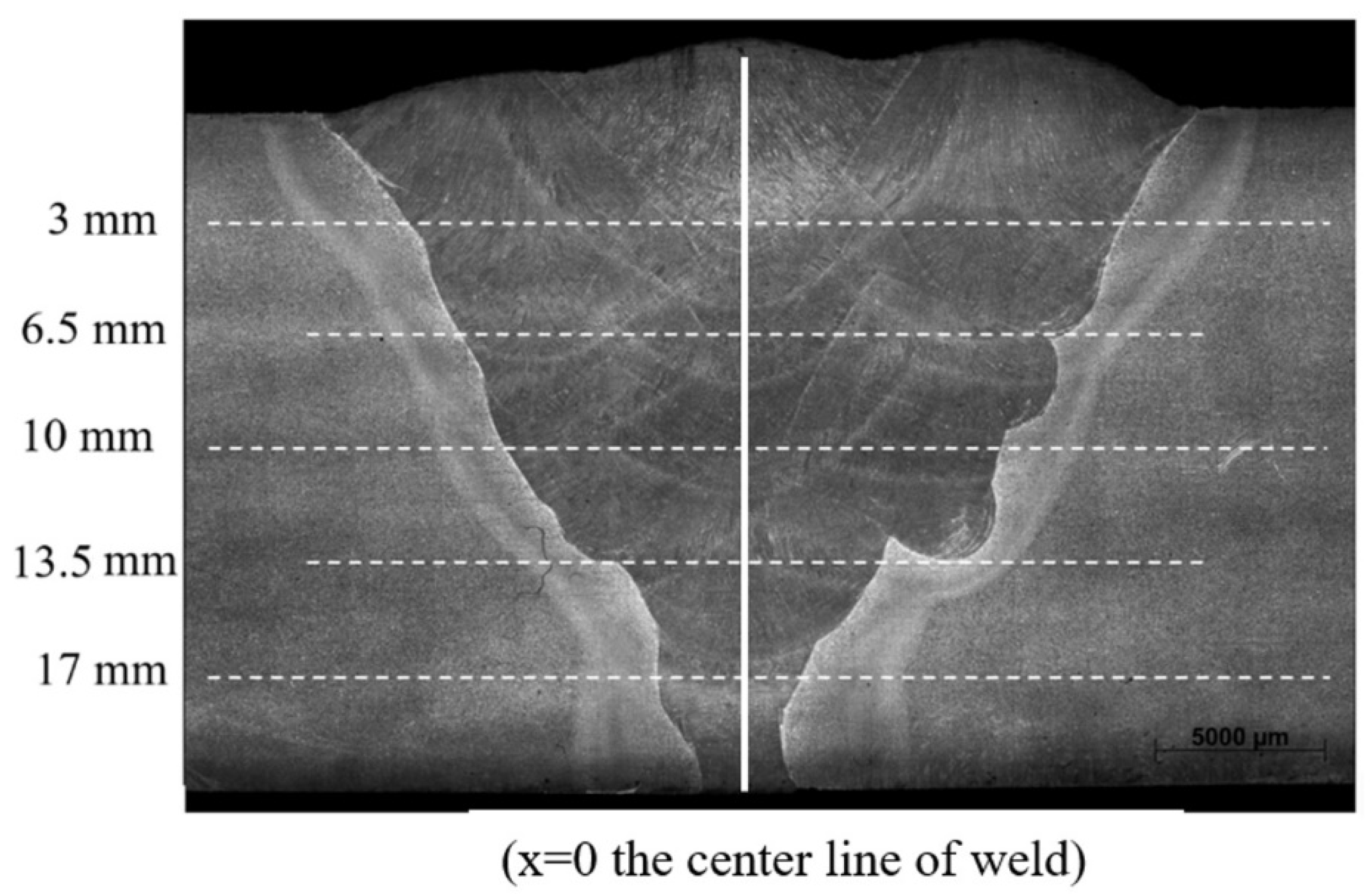
2.5. Neutron Diffraction Stress Measurements before and after PWHT
3. Results and Discussion
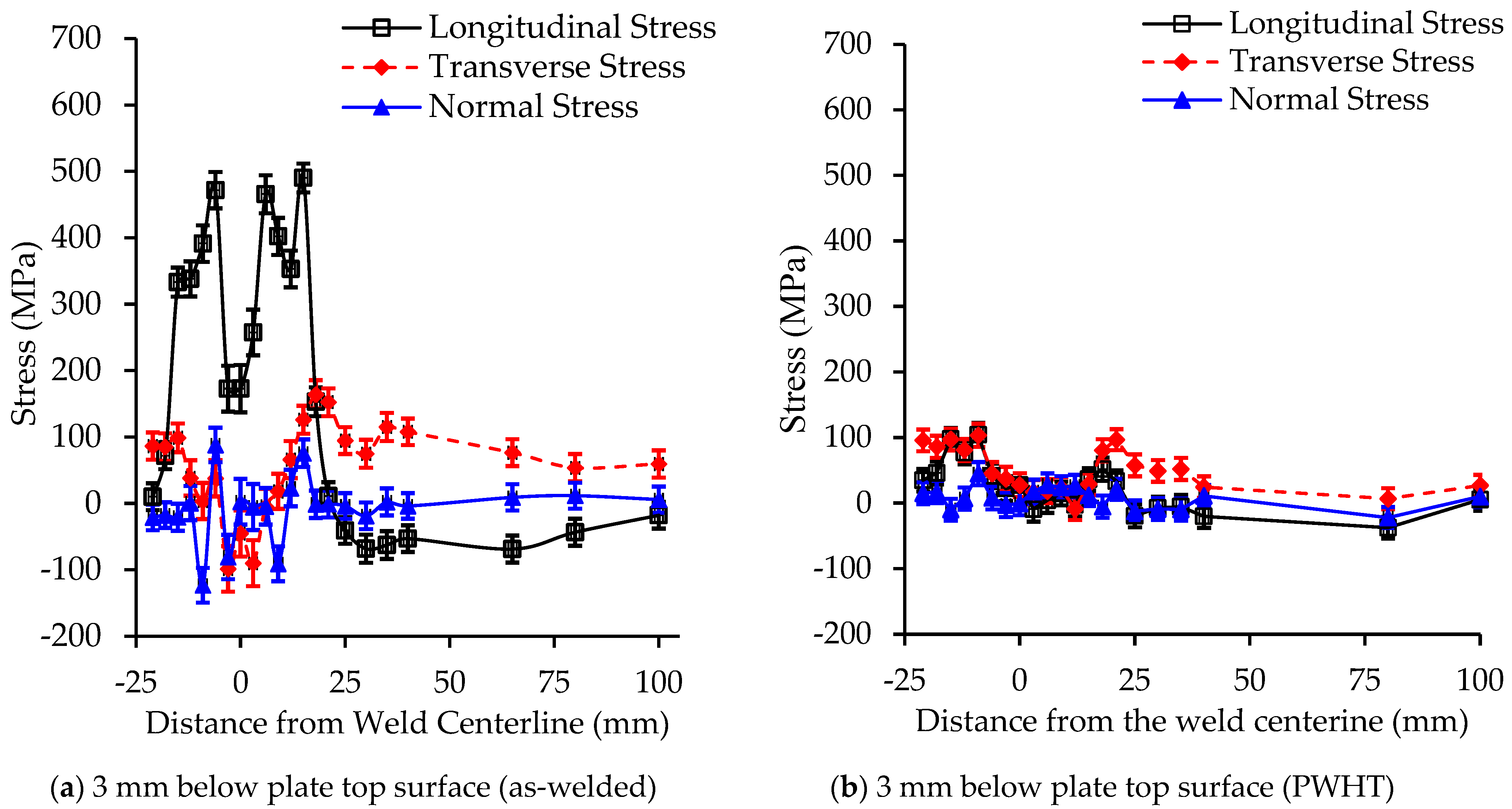
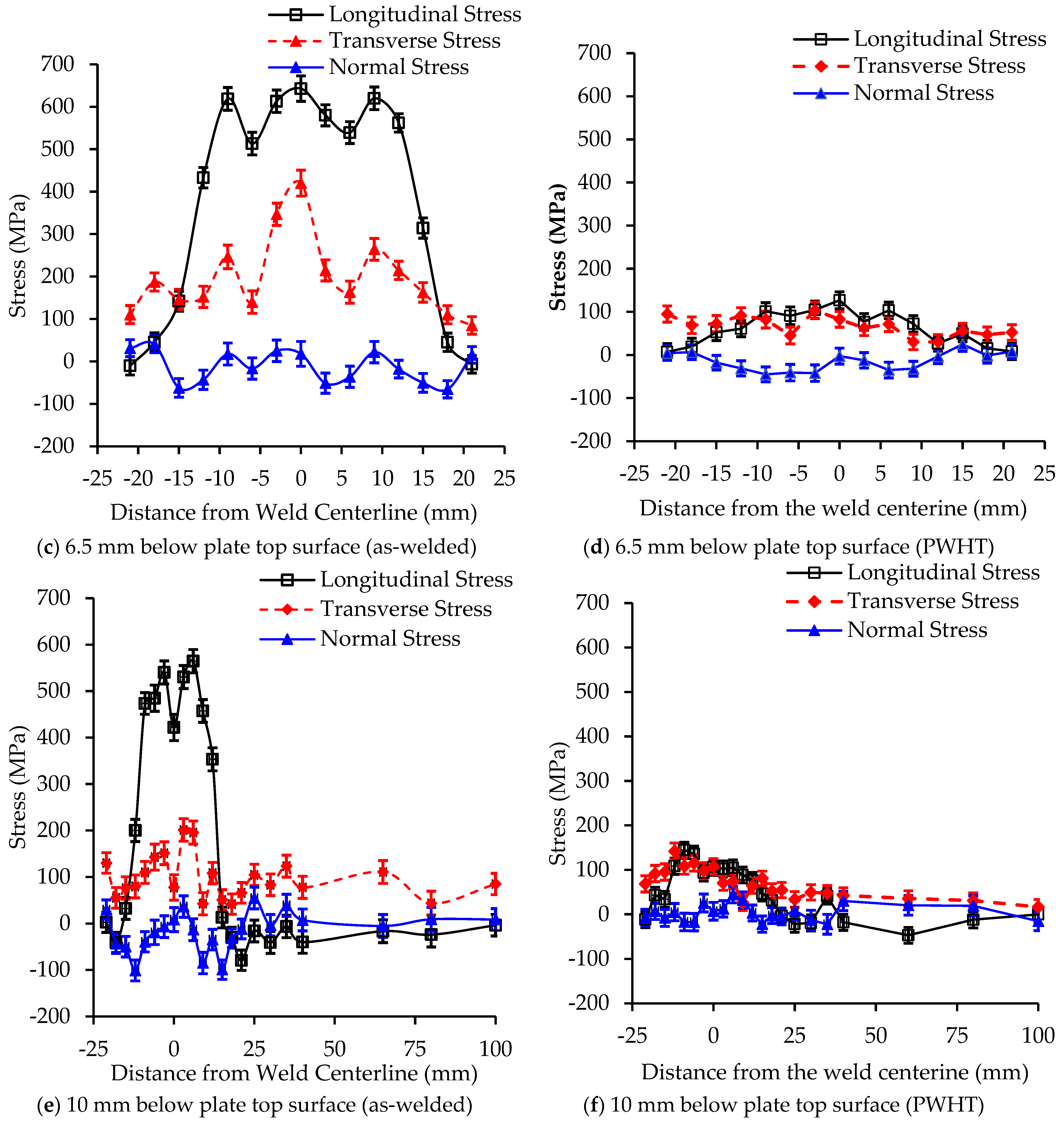
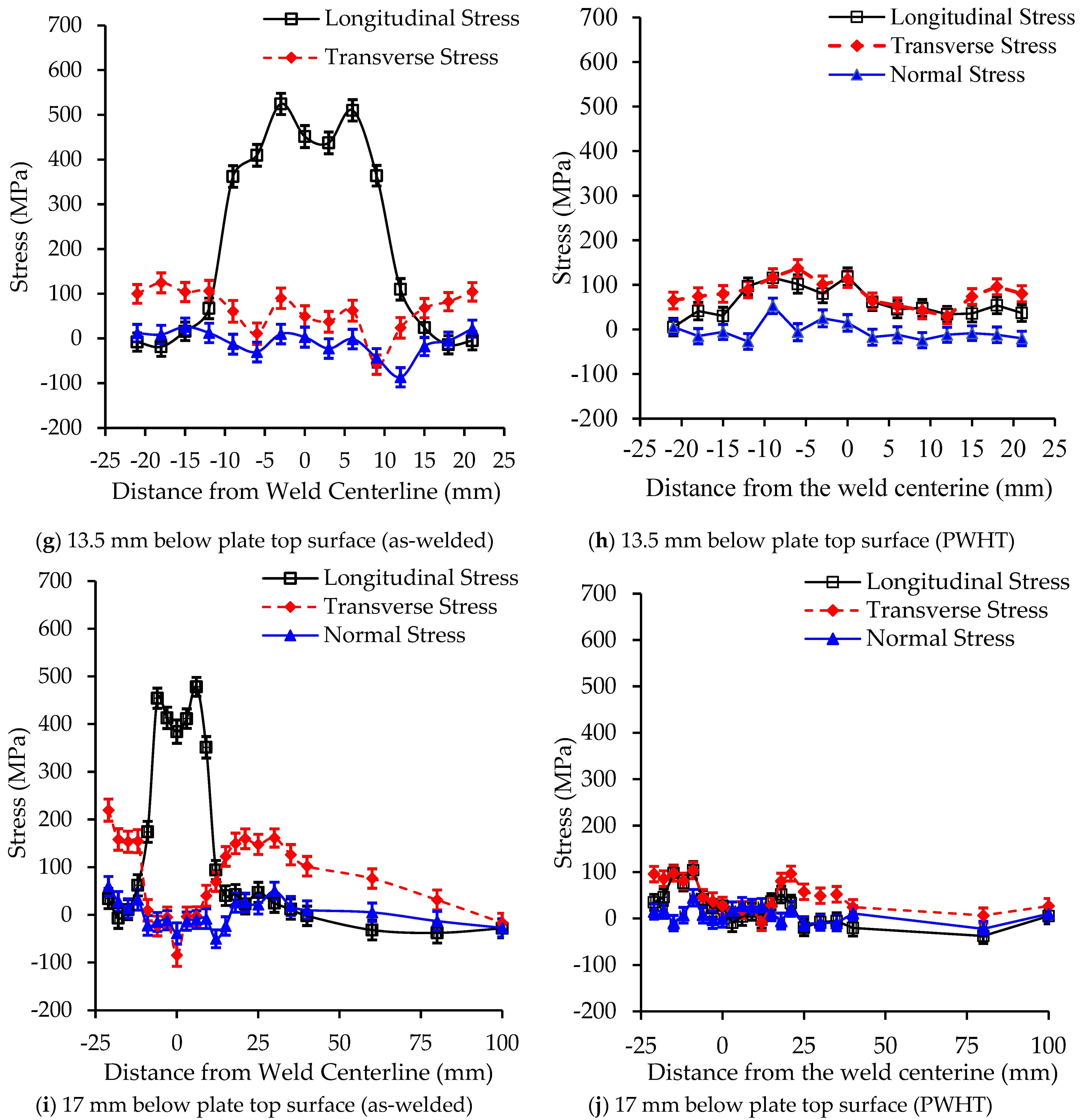
3.1. Neutron Diffraction Measurements
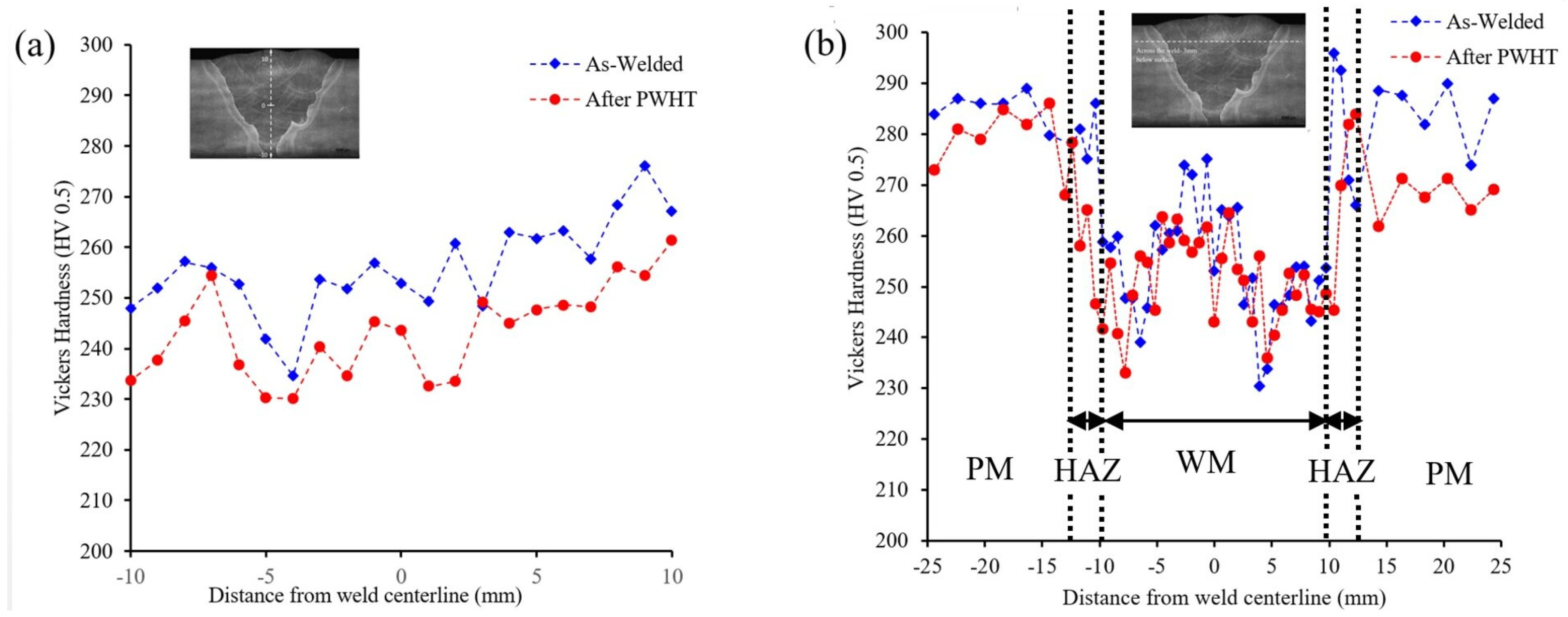
3.2. Hardness Measurements
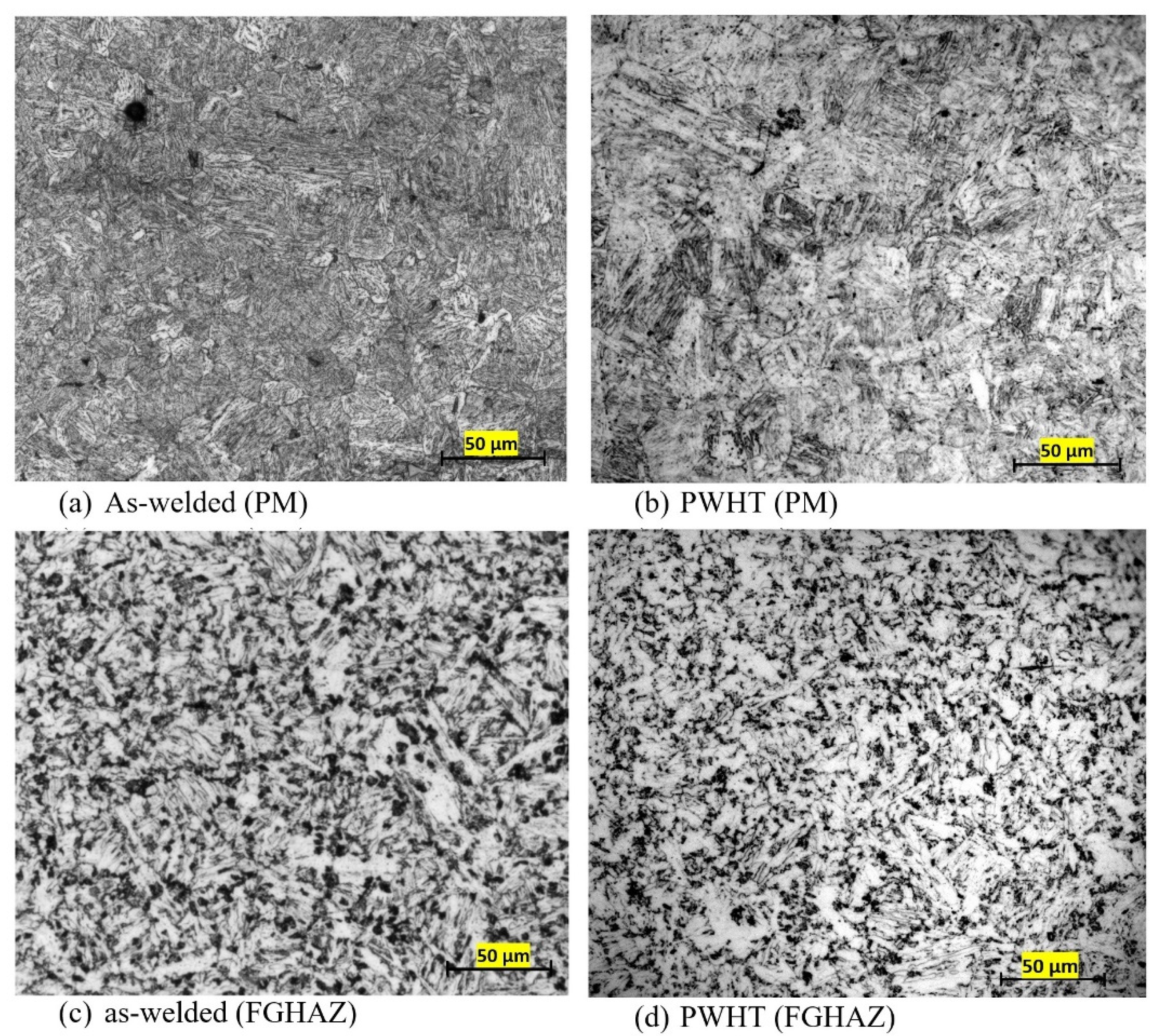
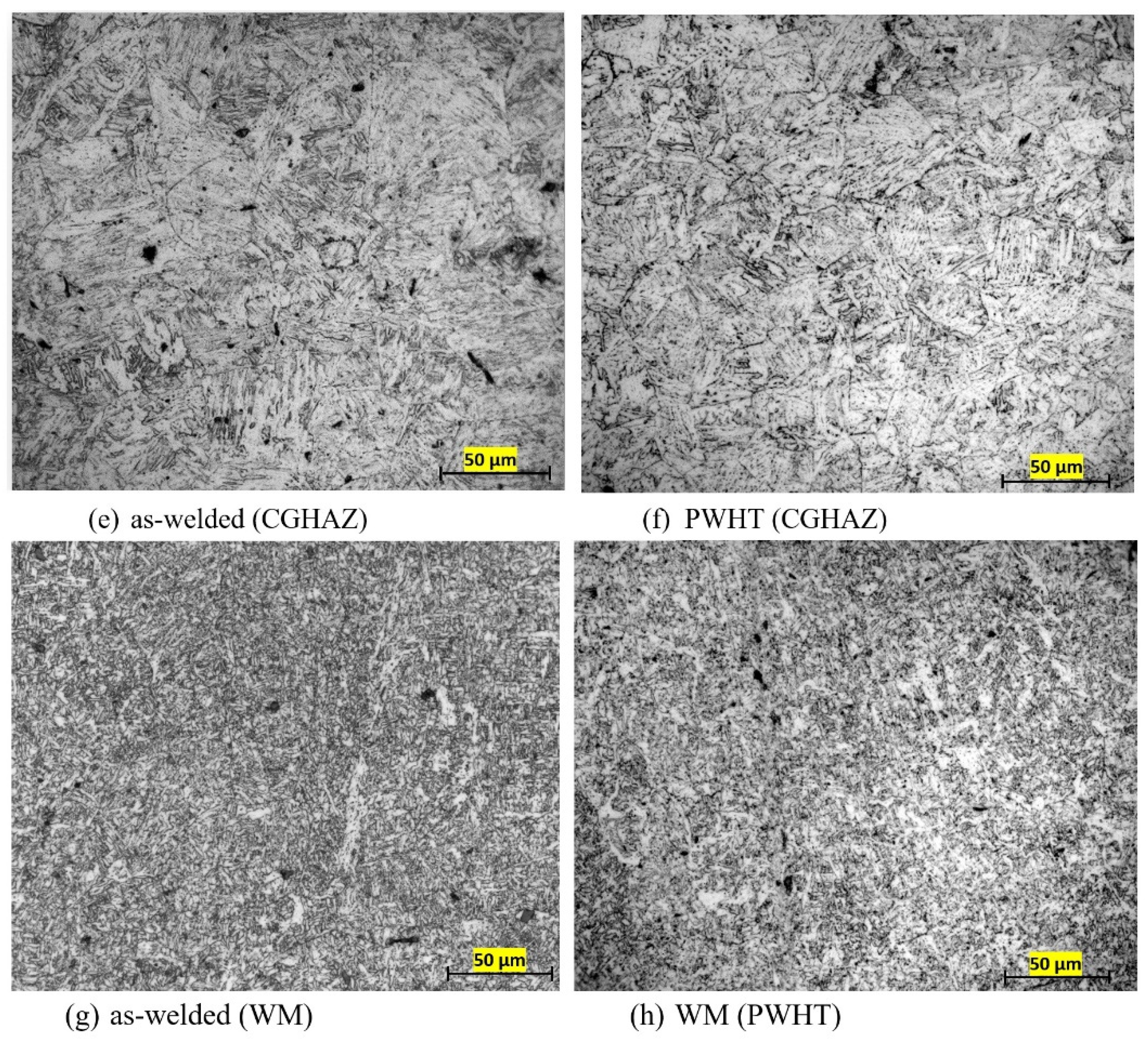
3.3. Microstructural Characterization
4. Conclusions
- (1)
- A high magnitude of tensile residual stresses was found in the as-welded specimens (a maximum of 642 ± 24 MPa), which was significantly reduced after PWHT (about 145 ± 21 MPa).
- (2)
- There were some levels of softening related with the tempering effects in the FGHAZ of the as-welded sample, as indicated by the hardness measurements where there was a drop in the hardness values as compared with the PM. There was, however, an increase in the hardness values in the fusion zone due to steep thermal gradients at this region, which resulted in higher cooling rates when the weld pool solidified. The existence of high hardness values in this region was associated with the formation of harder phases such as Widmanstätten ferrite and bainite for the as-welded specimens.
- (3)
- The multi-pass welding had tempering effects, particularly from the mid-thickness weld passes toward the root passes of the as-welded plate, where lower hardness values and a reduction in the residual stresses were observed. However, it is also clear from the results presented that the development of residual stresses is also dependent on the weld geometry.
- (4)
- High hardness values were found particularly in the HAZ of the as-welded specimen, which was reduced after PWHT. This finding is consistent with the residual stress measurements, where a significant reduction in residual stress was found after PWHT.
- (5)
- The applied PWHT led to microstructural changes in the PM, HAZ and WM. These changes included formation of coarsened polygonal ferrite grains and coarsening of the bainitic ferrite laths after PWHT. Again, these findings are consistent with the reduction in the magnitude of residual stress and lower hardness values, particularly in the HAZ and WM of the heat-treated specimen.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Balakrishnan, M.; Balasubramanian, V.; Reddy, G.M. Effect of joint design on ballistic performance of quenched and tempered steel welded joints. Mater. Des. 2014, 54, 616–623. [Google Scholar] [CrossRef]
- Ryan, S.; Li, H.J.; Edgerton, M.; Gallardy, D.; Cimpoeru, S.J. Ballistic Evaluation of an Australian Ultra-High Hardness Steel. In Proceedings of the 29th International Symposium on Ballistics, BALLISTICS, Edinburgh, Scotland, 9–13 May 2016; DEStech Publications, Inc.: Lancaster, PA, USA, 2016; pp. 1773–1778. [Google Scholar]
- Clark, H.M.; Llewellyn, R.J. Assessment of the erosion resistance of steels used for slurry handling and transport in mineral processing applications. Wear 2001, 250, 32–44. [Google Scholar] [CrossRef]
- Ade, F. Ballistic Qualification of Armor Steel Weldments. Weld. J. 1991, 70, 53–58. [Google Scholar]
- Magudeeswaran, G.; Balasubramanian, V.; Reddy, G.M.; Balasubramanian, T.S. Effect of welding processes and consumables on tensile and impact properties of high strength quenched and tempered steel joints. J. Iron Steel Res. Int. 2008, 15, 87–94. [Google Scholar] [CrossRef]
- Magudeeswaran, G.; Balasubramanian, V.; Reddy, G.M. Hydrogen induced cold cracking studies on armour grade high strength, quenched and tempered steel weldments. Int. J. Hydrog. Energy 2008, 33, 1897–1908. [Google Scholar] [CrossRef]
- Magudeeswaran, G.; Balasubramanian, V.; Reddy, G.M. Effect of welding processes and consumables on fatigue crack growth behaviour of armour grade quenched and tempered steel joints. Def. Technol. 2014, 10, 47–59. [Google Scholar] [CrossRef]
- Falkenreck, T.; Kromm, A.; Böllinghaus, T. Investigation of physically simulated weld HAZ and CCT diagram of HSLA armour steel. Weld. World 2018, 62, 47–54. [Google Scholar] [CrossRef]
- Hochhauser, F.; Ernst, W.; Rauch, R.; Vallant, R.; Enzinger, N. Influence of the soft zone on the strength of welded modern HSLA steels. Weld. World 2012, 56, 77–85. [Google Scholar] [CrossRef]
- Hanhold, B.; Babu, S.S.; Cola, G. Investigation of heat affected zone softening in armour steels Part 1—Phase transformation kinetics. Sci. Technol. Weld. Join. 2013, 18, 247–252. [Google Scholar] [CrossRef]
- Hanhold, B.; Babu, S.S.; Cola, G. Investigation of heat affected zone softening in armour steels Part 2—Mechanical and microstructure heterogeneity. Sci. Technol. Weld. Join. 2013, 18, 253–260. [Google Scholar] [CrossRef]
- Kovacevic, R. Hybrid Laser-GMAW Welding of High Strength Quenched-Tempered Steels. Rare Met. Mater. Eng. 2011, 40, 102–105. [Google Scholar]
- Górka, J.; Kotarska, A. MAG welding of 960QL quenched and tempered steel. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Lasi, Rommania, 19–22 June 2019; IOP Publishing: Bristol, UK, 2019; Volume 591, p. 012017. [Google Scholar]
- Yurioka, N.; Suzuki, H. Hydrogen assisted cracking in C-Mn and low alloy steel weldments. Int. Mater. Rev. 1990, 35, 217–249. [Google Scholar] [CrossRef]
- Costin, W.L.; Lavigne, O.; Kotousov, A.; Ghomashchi, R.; Linton, V. Investigation of hydrogen assisted cracking in acicular ferrite using site-specific micro-fracture tests. Mater. Sci. Eng. A 2016, 651, 859–868. [Google Scholar] [CrossRef]
- Kurji, R.; Lavigne, O.; Ghomashchi, R. Micromechanical characterisation of weld metal susceptibility to hydrogen-assisted cold cracking using instrumented indentation. Weld. World 2016, 60, 883–897. [Google Scholar] [CrossRef]
- Alipooramirabad, H.; Paradowska, A.M.; Ghomashchi, R.; Kotousov, A.; Hoye, N. Prediction of welding stresses in WIC test and its application in pipelines. Mater. Sci. Technol. 2016, 32, 1462–1470. [Google Scholar] [CrossRef]
- Alipooramirabad, H.; Paradowska, A.; Lavigne, O.; Ghomashchi, R.; Reid, M. In situ neutron diffraction measurement of strain relaxation in welds during heat treatment. Sci. Technol. Weld. Join. 2017, 22, 484–495. [Google Scholar] [CrossRef]
- Alipooramirabad, H.; Paradowska, A.; Ghomashchi, R.; Reid, M. Investigating the effects of welding process on residual stresses, microstructure and mechanical properties in HSLA steel welds. J. Manuf. Processes 2017, 28, 70–81. [Google Scholar] [CrossRef]
- Kuzmikova, L. An Investigation of the Weldability of High Hardness Armour Steels. Ph.D. Thesis, University of Wollongong, Wollongong, Australia, 2013. [Google Scholar]
- Jo, M.C.; Kim, S.; Suh, D.W.; Kim, H.K.; Kim, Y.J.; Sohn, S.S.; Lee, S. Enhancement of ballistic performance enabled by transformation-induced plasticity in high-strength bainitic steel. J. Mater. Sci. Technol. 2021, 84, 219–229. [Google Scholar] [CrossRef]
- Kaplan, D.; Murry, G. Thermal, Metallurgical and Mechanical Phenomena in the Heat Affected Zone. Metall. Mech. Weld. Process. Ind. Appl. 2008, 1, 89–131. [Google Scholar]
- Zhao, M.S.; Chiew, S.P.; Lee, C.K. Post weld heat treatment for high strength steel welded connections. J. Constr. Steel Res. 2016, 122, 167–177. [Google Scholar] [CrossRef]
- Saini, N.; Mulik, R.S.; Mahapatra, M.M. Influence of filler metals and PWHT regime on the microstructure and mechanical property relationships of CSEF steels dissimilar welded joints. Int. J. Press. Vessel. Pip. 2019, 170, 1–9. [Google Scholar] [CrossRef]
- Sparkes, D.J.; Bailey, N.; Gooch, T.G. Effect of post-weld heat treatment on heat affected zone microstructures of microalloyed C–Mn submerged arc welds. Mater. Sci. Technol. 1990, 6, 1215–1226. [Google Scholar] [CrossRef]
- Sterjovski, Z.; Dunne, D.P.; Ambrose, S. Evaluation of cross-weld properties of quenched and tempered pressure vessel steel before and after PWHT. Int. J. Press. Vessel. Pip. 2004, 81, 465–470. [Google Scholar] [CrossRef]
- Sterjovski, Z.; Carr, D.G.; Dunne, D.P.; Ambrose, S. Effect of PWHT cycles on fatigue crack growth and toughness of quenched and tempered pressure vessel steels. Mater. Sci. Eng. A 2005, 391, 256–263. [Google Scholar] [CrossRef]
- AS/NZS 3992:2015; Australian/New Zealand Standard AS/NZS 3992-Welding and Brazing Qualification, Sections 3 and 7. Standards Australia International Ltd.: Strathfield, Australia, 2015.
- Alipooramirabad, H.; Paradowska, A.; Nafisi, S.; Reid, M.; Ghomashchi, R. Post-Weld Heat Treatment of API 5L X70 High Strength Low Alloy Steel Welds. Materials 2020, 13, 5801. [Google Scholar] [CrossRef]
- AS 2205.6.1-2003; Methods for Destructive Testing of Welds in Metal—Weld Joint Hardness Test. Standards Australia: Sydney, Australia, 2003.
- Alipooramirabad, H.; Paradowska, A.; Reid, M.; Ghomashchi, R. Effect of holding time on strain relaxation in high-strength low-alloy steel welds: An in-situ neutron diffraction approach. J. Manuf. Processes 2022, 73, 326–339. [Google Scholar] [CrossRef]
- Roy, T.; Paradowska, A.; Abrahams, R.; Law, M.; Mutton, P.; Soodi, M.; Yan, W. Residual stress in laser cladded heavy-haul rails investigated by neutron diffraction. J. Mater. Process. Technol. 2020, 278, 116511. [Google Scholar] [CrossRef]
- Allen, A.J.; Hutchings, M.T.; Windsor, C.G.; Andreani, C. Neutron diffraction methods for the study of residual stress fields. Adv. Phys. 1985, 34, 445–473. [Google Scholar] [CrossRef]
- Ueda, Y.; Murakawa, H.; Ma, N. Welding Deformation and Residual Stress Prevention; Elsevier: Amsterdam, The Netherlands, 2012; ISBN 0123948045. [Google Scholar]
- Paradowska, A.; Price, J.W.H.; Ibrahim, R.; Finlayson, T. A neutron diffraction study of residual stress due to welding. J. Mater. Process. Technol. 2005, 164, 1099–1105. [Google Scholar] [CrossRef]
- Zhan, Y.; Liu, C.; Kong, X.; Lin, Z. Experiment and numerical simulation for laser ultrasonic measurement of residual stress. Ultrasonics 2017, 73, 271–276. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | C | Mn | Si | P | S | Ni | Cr | Mo | Cu | Al | Sn | Ti | B | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Bisalloy plate | 0.17 | 1.37 | 0.21 | 0.18 | 0.04 | 0.017 | 0.20 | 0.20 | 0.026 | 0.035 | 0.002 | 0.019 | 0.002 | Balance |
| Consumable wire | - | 1.5 | 0.4 | 0.015 | 0.01 | 2.2 | 0.15 | 0.4 | 0.15 | - | - | - | - | Balance |
| Direction | Flat (1G) |
|---|---|
| Diameter of Wire | 1.2 mm |
| Electrode Class (AWS) | A5.28 |
| Specification | ER 110S-G |
| Polarity | DC+ |
| Shielding Gas | Ar 18% Co2 (15–20 L/min) |
| Current | 135–225 A |
| Voltage | 21–30 V |
| Travel Speed | 170–400 mm/min |
| Heat Input Range | 0.48–2.19 kJ/mm |
| Pre Heat Range | 25 °C |
| Deposition Mode | GMAW-P (ISO 857 Process No.13) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alipooramirabad, H.; Paradowska, A.; Reid, M.; Ghomashchi, R. Effects of PWHT on the Residual Stress and Microstructure of Bisalloy 80 Steel Welds. Metals 2022, 12, 1569. https://doi.org/10.3390/met12101569
Alipooramirabad H, Paradowska A, Reid M, Ghomashchi R. Effects of PWHT on the Residual Stress and Microstructure of Bisalloy 80 Steel Welds. Metals. 2022; 12(10):1569. https://doi.org/10.3390/met12101569
Chicago/Turabian StyleAlipooramirabad, Houman, Anna Paradowska, Mark Reid, and Reza Ghomashchi. 2022. "Effects of PWHT on the Residual Stress and Microstructure of Bisalloy 80 Steel Welds" Metals 12, no. 10: 1569. https://doi.org/10.3390/met12101569