4.2. Analysis of Surface Roughness and Internal Defects
The average surface roughness parameter (Ra) was noticed to vary significantly among different sides of the same sample and also among three different build orientations of the Ti6Al4V samples. It ranges between 6 µm and 27 µm. The surfaces perpendicular to the build direction had the lowest surface roughness, as opposed to the surfaces parallel to the build direction for all three orientations. For example, the flat-built sample’s perpendicular top surface had an average surface roughness (Ra) value of 6.5 ± 1.4 µm, whereas the parallel surface had a value of 21 ± 1.9 µm. This is expected, as the surface perpendicular to the build orientation is a single-layer surface with perfect melting of the powders while the surfaces parallel to the build direction include multiple layers sandwiched on top of each other. In addition, the parallel surface contains round shapes, partially melted powder particles, and melt pools, which contribute to the high surface anomalies. To compare the average surface roughness parameters (Ra) among the three orientations, measurements were taken from both the parallel and perpendicular planes of the three samples at multiple locations, and average values were calculated. The average measurements data measured from the three as-built EBM Ti6Al4V samples of the three orientations are tabulated below in
Table 1. The flat-built sample has a slightly lower Ra, since it has minimal numbers of layers compared to the other two orientations, and the majority of the surface area consists of a single layer. The top-built sample possesses a comparatively higher roughness because its surface area consists mostly of parallel planes, where a larger number of layers are combined to create the surface area. A complete report on surface roughness and its impact on long-term mechanical and fatigue behavior is provided elsewhere [
27].
For the porosity measurements, a scanning volume of 332 mm
3 to 393.54 mm
3 was selected from the gauge section of the three types of samples. The flat-built sample revealed a very high porosity of 0.17%, whereas both the side-built and top-built samples demonstrated a similar porosity value of around 0.05%. The high porosity and lack-of-fusion (LOF) defects normally result from the insufficient melting of powder particles in between the subsequent layers, due to the deviation of the processing parameters from the desired ones caused by changes in either the power source or scanning system operation [
23]. The scanning cross-section area being larger in the flat-built sample results in higher chances of accumulating LOF defects than the other two samples. The various porosity and internal defects data acquired from the 3D X-ray CT analysis of the three EBM Ti64 samples are presented in
Table 2.
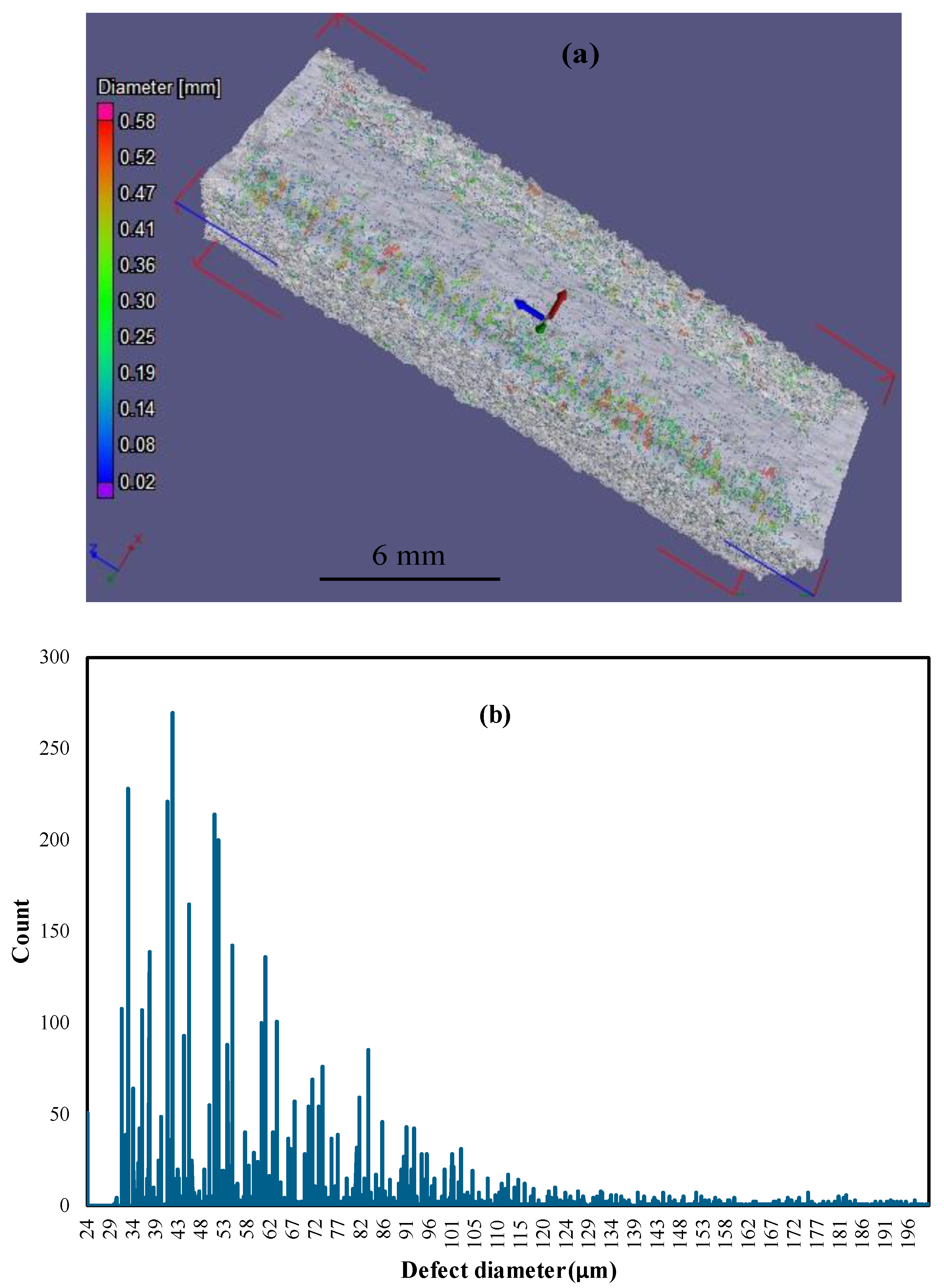
In the flat-built sample, the un-melted powder particle regions are found to be distributed along the scanning length in the longitudinal direction, and also extending to the depth of the sample, as can be observed from
Figure 3a. The growth of this un-melted region was parallel to the build direction. This lack of melting defects is mainly caused by inadequate energy density delivery, as a result of a deviation of the scanning parameters from the desired ones, mainly due to variation either in the power source, scanning system maneuver, or from an intervention coming from other factors such as electromagnetic interference [
23,
30]. The electron beam scanning direction being along the longitudinal and tensile loading direction, the defects which are distributed along the scanning path and produced by this inadequate energy delivery have hardly any effect on the tensile strength properties, as could be noticed from the earlier mechanical property measurements discussion.
Figure 3b shows the frequencies of the distributed defects inside the flat-built sample. In this sample, 95% of the defects were observed to be in the diameter range of 20 µm to 150 µm, with a mean defect diameter of around 70 µm. Furthermore, the bulk of the defects, with a significant number of counts, is situated below 120 µm. Most of the defects are entrapped gas porosity, which is uniform in shape. There are several larger, non-uniform, un-melted, or partially melted region defects, which could be very critical to the performance of the final parts and need to be taken care of through process parameter optimization or other techniques.
However,
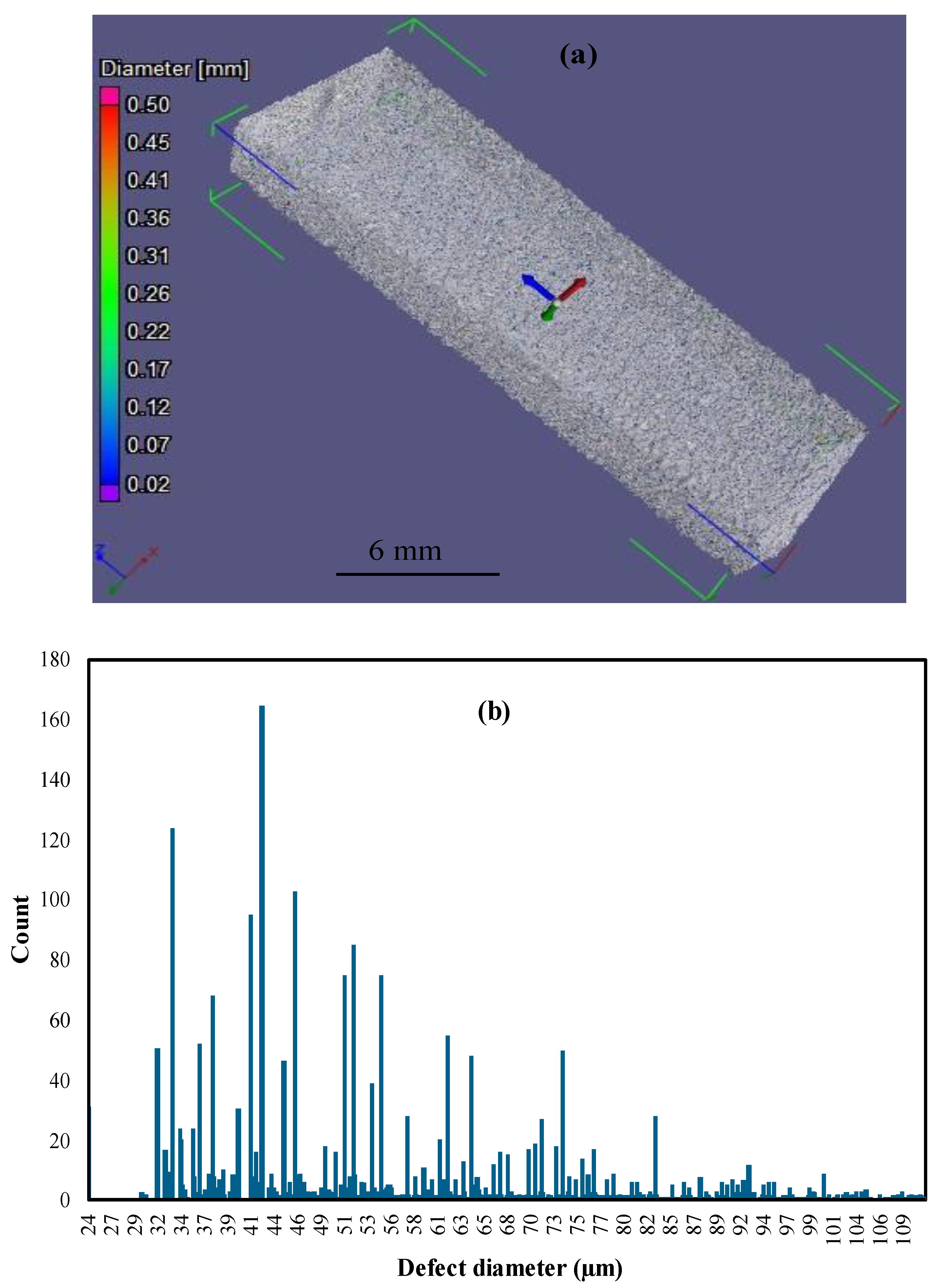
Figure 4 and
Figure 5 show that both the side-built and top-built samples have a similar kind of defect distribution inside them. In these two samples, the severity and intensity of the defects’ formation and distribution are much lower compared to the case of the flat-built samples (
Figure 3). In the side-built and top-built samples, the porosity and other internal defects are distributed very homogeneously, where a majority (95%) of the defects are found to be in the diameter range of 20 µm to 110 µm, with a mean defect diameter of around 60 µm. In the side-built sample, most of the defects with a significant number of counts are below the diameter of 80 µm, and this figure is below 70 µm in the top-built sample. Although there are hardly any long un-melted or partially melted powder particle regions in these two samples as opposed to the flat-built sample, there are still some smaller un-melted or partially melted regions that could be detrimental to their fatigue performances.
Furthermore, the morphology of the defect distribution has been analyzed to observe how it changes with the defect diameter. The morphology of various available defects can be realized by the sphericity parameter (
S), which is defined as Equation (1) [
10]. Here, the
V and
A are the volume and surface area of the defect, respectively. The sphericity (
S) ranges between the values of 0 and 1. A smaller
S means an irregular or flatter shape defect. The defect has a more spherical or regular shape as the sphericity value grows larger and closer to 1.
The sphericity of defects inside the flat-built sample spreads between 0.35 and 0.75 and decreases with an increasing defect diameter, which could be as high as 210 µm, as presented in
Figure 6a. This further confirms that the flat-built sample has a large number of irregular-shaped defects with low defect sphericity and high diameter. The porosity, which generates from the lack-of-fusion (LOF) defect, normally has a very irregular shape and large diameter, as observed in this case [
20]. The scattering length of the sphericity becomes narrower with an increasing defect diameter in flat-built samples. However, the sphericity of defects for side-built and top-built samples scatter between 0.42 and 0.73 (
Figure 6b,c), while most of the defects have sphericity greater than 0.45. The defect diameters are also constrained below 120 µm in these two cases. Therefore, the regularity of the defects in these two samples is much better than the flat-built sample.
The width of the scatter in sphericity grows larger with an increasing defect diameter in both the side-built and top-built samples, as opposed to the case of a flat-built sample. This further indicates that the severity of the defects in side-built and top-built samples is lower than in the flat-built ones. Furthermore, the comparison of the trendlines of the sphericity distribution with defect diameter among the three samples is presented in
Figure 6d. All three lines meet at a defect diameter of around 43 µm. The flat-built sample has higher sphericity below this intersection point and lower sphericity beyond that, as compared to the other two samples. Again, the flat-built sample has significantly low sphericity of the defects with a very large diameter, which could make it highly susceptible to faster failure under fatigue critical applications. Although both the side-built and top-built samples have similar trendlines, the latter has slightly lower sphericity in the larger defect region. All of the internal defects having highly irregular morphology, lower sphericity, and larger defect diameters might be very crucial as potential crack initiation and propagation sites under fatigue loading. Therefore, although surface defects are more crucial to the fatigue performance, the internal porosity defects with sharp morphology, as created due to lack of melting, might also adversely affect the performance of the as-built metal AM parts under different quasi-static and cyclic loading, leading to premature failure.
Finally, although the flat-built sample has a very poor porosity value with a lower sphericity of defects as opposed to the side-built and top-built samples, it also possesses overall better mechanical properties under tensile loading. Again, the external surface roughness defects demonstrate the opposite trend as internal defects, where the flat-built sample has a better surface finish than the other two samples. Still, the variation of average surface roughness, as calculated from different sides of the samples, is not that significant among the different orientations. Therefore, the effect of porosity and surface roughness on the anisotropic mechanical strength behavior of EB-PBF Ti6Al4V parts might not be that significant. This may also indicate that another underlying reason could be the cause of the significant anisotropy that is observed in the mechanical properties of the different build orientations. Previous studies have shown that the variation in columnar grain growth observed in different build orientations, along with microstructural variation, could be responsible for the anisotropic behaviors [
17]. This variation in microstructure occurs due to several different factors, including variation in cooling rates and thermal gradients, and impacts the grain formation and growth during the process. However, further microstructural analysis is needed to make a definitive conclusion. Hence, the microstructural orientation and texture changes are further analyzed below to understand their effect on the apparent anisotropy among the various EBM Ti6Al4V parts built in different orientations with respect to the build table.
4.3. Microstructural EBSD Analysis
A microstructural analysis on EBM Ti6Al4V samples built in three different orientations was conducted using EBSD as discussed below. Initially, the two surfaces, as located on the planes which are parallel and perpendicular to the build direction of the flat-built sample, were analyzed to observe their microstructural changes, as presented in
Figure 7. The inverse pole figure (IPF) of the parallel XZ plane (
Figure 7a) shows grains distributed in the preferred orientation with α platelets and α colonies. On the contrary, the IPF of the XY plane, which is perpendicular to the build direction (
Figure 7b), displays equiaxed and randomly orientated grains. The alpha pole figure of harmonic texture (
Figure 7c,d) shows more α variants, with various grain colors on the XY plane and with a maximum texture intensity of 7.386, as compared to the XZ plane, which has a maximum texture intensity of 8.989. On both planes, the grain orientations of the α phases are in three preferred orientations of ˂0 0 0 1>, ˂1 1
0>, and ˂1 1
1>, whereas the beta pole figure of harmonic texture (
Figure 7e,f) indicates more beta variants on the XY plane with a maximum texture intensity of 2.598, as opposed to the XZ plane where the maximum texture intensity is 2.348.
Furthermore, the XY plane also contains a greater fraction of the beta phases than the XZ plane (
Figure 7g,h). The former plane has 21% beta phases while the latter plane has only 5%. The higher fraction of the beta phases on the XY plane compared to the XZ plane could be due to several reasons. For instance, during the building process, the layers further away from the build table have higher temperature gradients and higher cooling rates than the layers closer to the build table. Bottom layers face a greater number of subsequent melting and solidification steps than the top layers that are further away from the build table. Therefore, the location of the XY plane, being distant from the build table, causes phases on them to get less time to transform from prior beta phases to alpha phases, and thus the XY plane possesses a higher percentage of beta phases than the XZ plane. Again, the columnar grain growth along the building direction of the XZ plane, which is parallel to the building direction, has elongated α platelets which form several α colonies with similar preferred grain orientations possessing similar grain colors. The columnar grain growth stratifications can be observed in
Figure 7a, as opposed to the randomly distributed grains with different grain colors on the plane perpendicular to the build direction (
Figure 7b).
The inverse pole figures of the XZ plane of flat-built, side-built, and top-built samples (
Figure 8) again confirm the columnar grain growth along the build direction. This columnar grain can typically be several millimeters long and its orientation and growth direction are dictated by the largest temperature gradient towards the build plate during the rapid cooling process [
12,
14,
15]. The IPF maps further show that the grains in the microstructure consist mainly of α colony, α basketweave, and prior β phases, which are distributed among the alpha phases and can be seen in
Figure 8a–c. The α colonies are made of the α platelets which have parallel grain orientation and belong to the same grain category of the Burger relationship. In the basket weave, the alpha grain classification has α platelets with different α categories and with different preferred grain orientations, as distinguished by various grain colors.
Furthermore, the variation in the microstructure formation and preferred grain orientations in the three samples with three build orientations can also be observed in
Figure 8. The flat-built, side-built, and top-built samples display significant distinctive grains in different preferred orientations, as is also highlighted by phase color maps along with IPF maps. The organization of grains in different preferred orientations is dictated by the higher thermal gradient direction during the solidification and cooling of the molten powder layers [
13,
14]. Both the flat-built and side-built samples have alpha grains preferably orientated in the <1 1
1> and <1 1
0> directions, while the preferred orientation in the top-built samples is more inclined towards the <0 0 0 1> direction, along with a significant number of grains orientated in the <1 0
0> direction. The top-built sample has slightly thicker and larger α platelets than both the flat-built and side-built samples. These variations in preferred orientation and grain sizes could be mainly due to the variation of the geometry of the three samples and subsequent changes in the thermal gradient and cooling rates [
13]. Since the side-built sample shares a smaller cross-sectional area with the build plate than the flat-built sample, the former has a lower cooling rate in the building direction than the latter one. Besides, the side-built sample might transport some more heat to the sounding powders because of its narrower shape than the flat-built one. This phenomenon could contribute to the larger α platelets in the side-built sample as compared to the flat-built one. Thus, the side-built sample has a wider grain diameter size distribution than the flat-built sample.
In contrast, the top-built sample, being orientated vertically along the build direction, shares a very small cross-section with the build table. It is located further away from the build table. Consequently, it has very high cooling rates into the surrounding powder environment along with the build direction, as opposed to the flat-built and side-built samples. Therefore, the top-built sample displays slightly thicker α platelets as elongated towards the X direction. The IPF maps taken at a high magnification, as shown in
Figure 8a–c, also indicate that the top-built sample has slightly larger grains, with a considerably different preferred grain orientation than the other two samples. They also reveal the elongated grain boundary, alpha colonies, and alpha basket weave platelets in various EBM-built Ti6Al4V samples. The phase maps in
Figure 8d–f also indicate that all three samples consist mainly of α phases, with a very small fraction of β phases in between the grain boundaries. The size of the β grains is also very small compared to the α laths. The β laths are normally in the range of 50–60 nm and are typically very difficult to detect. The flat-built samples are found to have around 3.3% β phases and 96.7% α phases on the scanned area. The β phase percentages have increased to 5.1% and 9.0% for the side-built sample and top-built samples, respectively. The higher percentage of the comparatively softer β phases makes the top-built sample softer and more ductile than the other two samples.
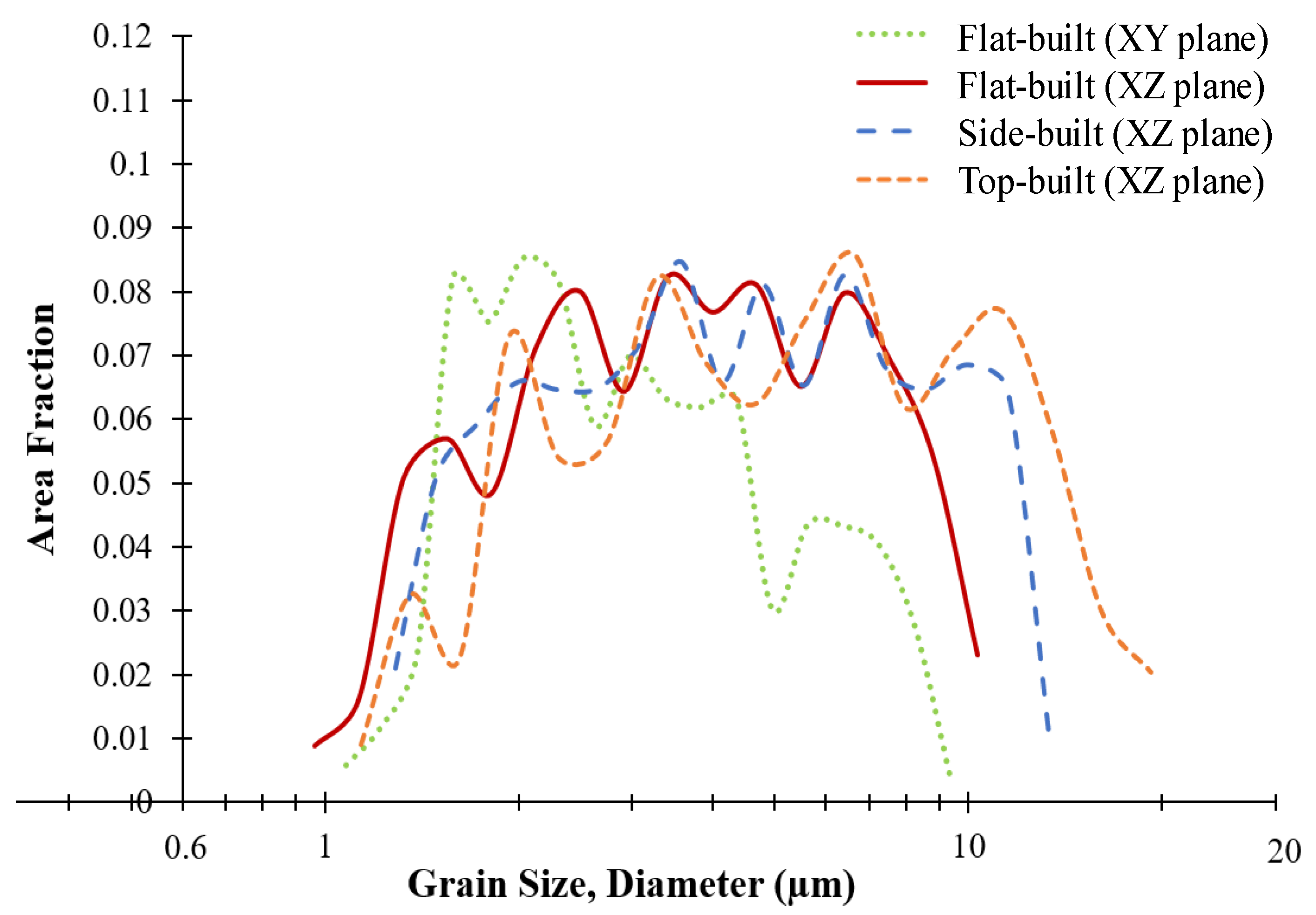
Most of the grains are concentrated towards the 2 microns size in the XY plane of flat-built samples, with an average grain size of 2.8 microns (
Figure 9). On the contrary, the XZ plane of the flat-built samples has grains well distributed around an average size of 4.1 microns. The grain boundary misorientation angles are also higher in the XY plane than the XZ plane. The former has an average angle of 30.7 degrees whereas the latter plane has 25.7 degrees (
Figure 10). For the side-built samples, the grains are coarser than flat-built samples and distributed between 1–13 microns, with an average size of 5.3 µm. In contrast, the flat-built sample has a comparatively finer grain size distribution between 1–10 microns, with an average size of 4.1 µm. The top-built sample being orientated in the Z direction and possessing a very small cross-section in the XY plane (plane perpendicular to the build direction) thus displays a higher number of elongated grains in the X-direction. The distance from the build plate also plays a significant role in this regard. The top-built sample is taken from the middle of the sample, which has a significantly larger distance from the build plate. This sample has a lower thermal gradient in the build (Z) direction as opposed to the other two orientations. The overall slow cooling rate in the longitudinal direction for this sample produces very coarse grains with very different preferred grain orientations from the other two samples. The grain sizes for the top-built sample could be as high as 20 microns with an average of 6.6 µm, as can be seen from
Figure 9.
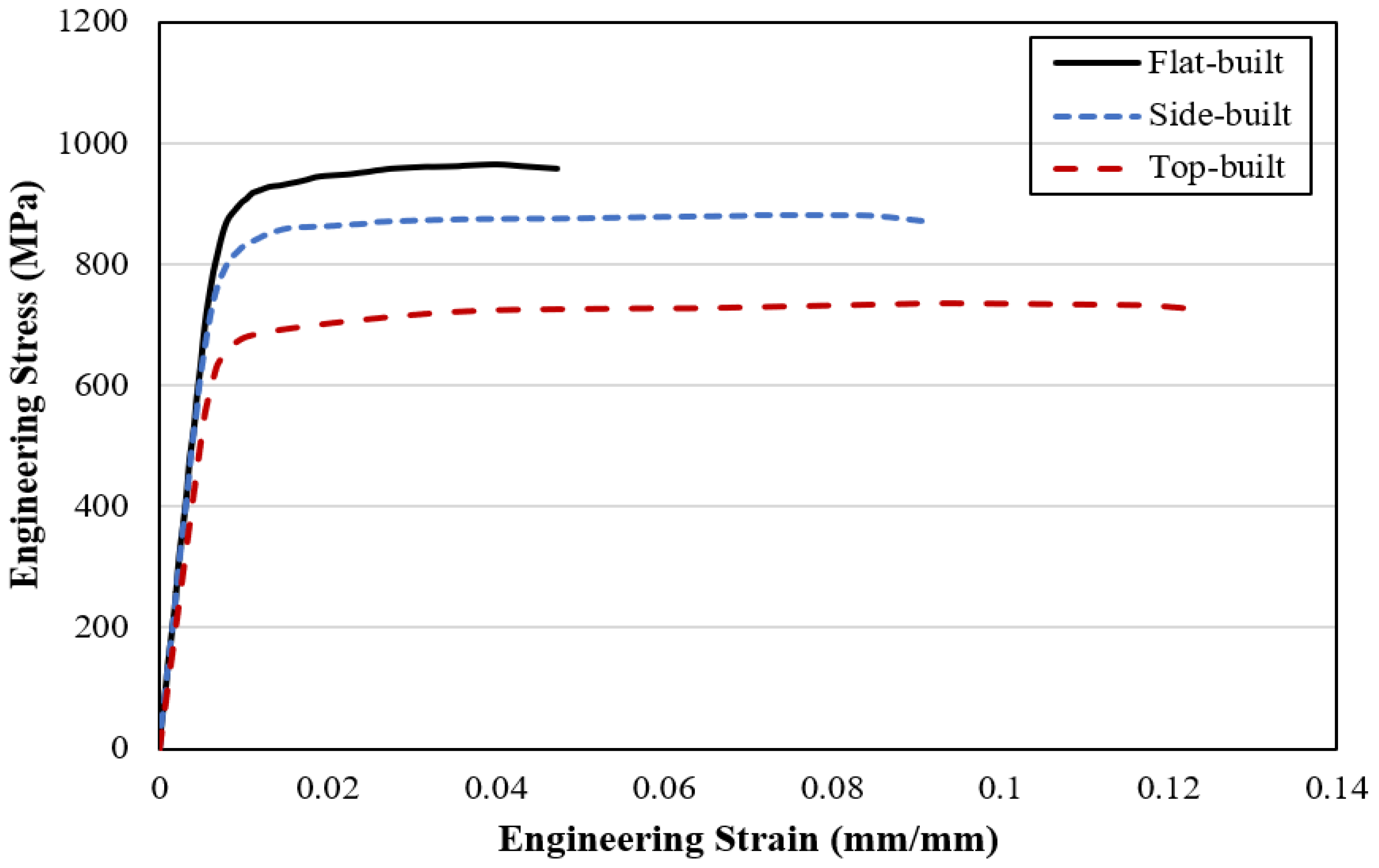
The variation in grain size and preferred orientation of the grains contributed mainly to the anisotropic mechanical behavior of the EBM-built samples. The flat-built sample displays the highest strength, modulus of elasticity, and hardness among the three orientations as a result of having the finest grain size. Conversely, the top-built samples have the lowest values of the above-mentioned properties because of their coarser grains due to slower cooling compared to the other two samples. On the contrary, the top-built sample has superior ductility to the other two samples, partly because it has a higher percentage of prior β phases (
Figure 8f), and also due to its larger grain sizes. The flat-built (XZ plane) sample has an average misorientation angle of 25.7 degrees, while the side-built (XZ plane) and top-built (XZ plane) samples have average misorientation angles of 23.2 degrees and 22.9 degrees, respectively (
Figure 10). The higher average misorientation angle contributes to the higher dislocation defects and, eventually, higher strength and lower ductility [
31]. Therefore, in the flat-built samples, the grain boundary strengthening mechanism, where the high volumetric density of the grain boundaries inhibits the dislocation movements and thus strengthens the materials [
32], is stronger than the other two samples. As the average misorientation angles decrease, so do the dislocation defects, which eventually increase the ductility while losing some strength. For that reason, the top-built sample potentially exhibits the lowest strength and highest percent elongation as compared to the other two samples.
The presence of a higher fraction of β phases with a strong ˂001> texture direction can also be seen from the beta pole figure in
Figure 11, and can potentially contribute to the greater ductility for the top-built sample [
13,
33,
34]. However, the flat-built sample has the lowest maximum intensity of the beta phases, resulting in very poor ductility as opposed to the side-built and top-built samples. Similarly, the harmonic texture of the α pole figure (
Figure 11) shows the texture intensities of the various types of α phases with different preferred grain orientations, as generated from the parent β phases [
14,
15]. The maximum texture intensity of the α phases is the lowest (8.99) in the flat-built sample, indicating that it has more distinct types of α phases, possessing different preferred grain orientations resulting from the primary β phases during the β→α transformation, following the Burgers relationship. The higher number of different α variants gives it more strength and hardness than the other two samples. In contrast, the maximum texture intensity of the α phases is 11.65 and 14.94 for side-built and top-built samples, respectively. The highest maximum texture intensity in top-built samples indicates a smaller number of distinct α phases, as opposed to the other two orientational samples. Consequently, the top-built sample is the weakest in terms of strength and hardness among the three samples. Therefore, the dissimilarity in microstructural grain sizes, preferred grain orientation, grain boundary misorientation angles, and harmonic texture in different EBM-built Ti6Al4V samples, heavily contributed to the anisotropic mechanical behavior among the samples built in different orientations with respect to the build table.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}