
Influence of Bifilm Defects Generated during Mould Filling on the Tensile Properties of Al–Si–Mg Cast Alloys




Abstract
:1. Introduction
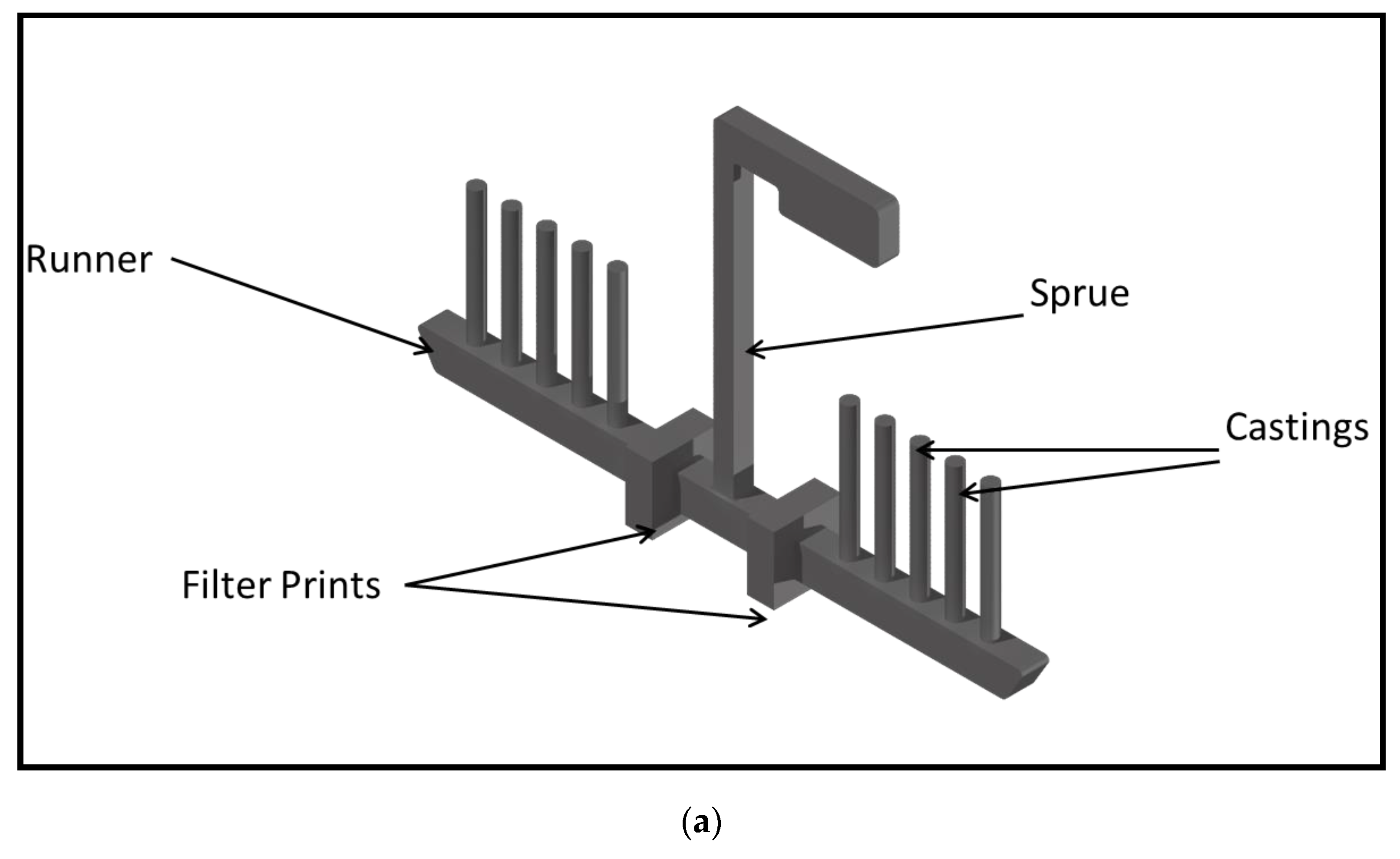
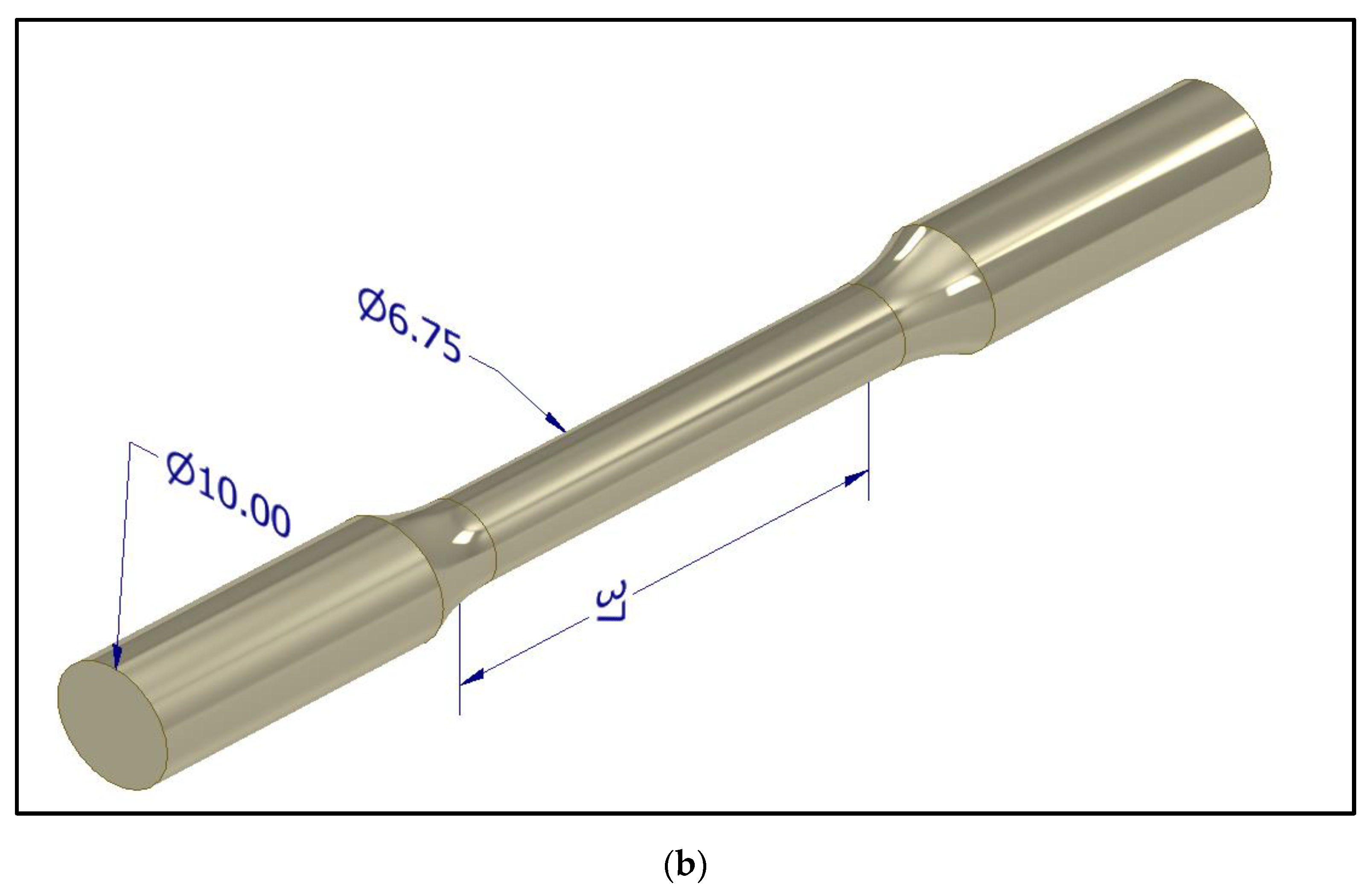
2. Experiment
3. Results and Discussion
4. Conclusions
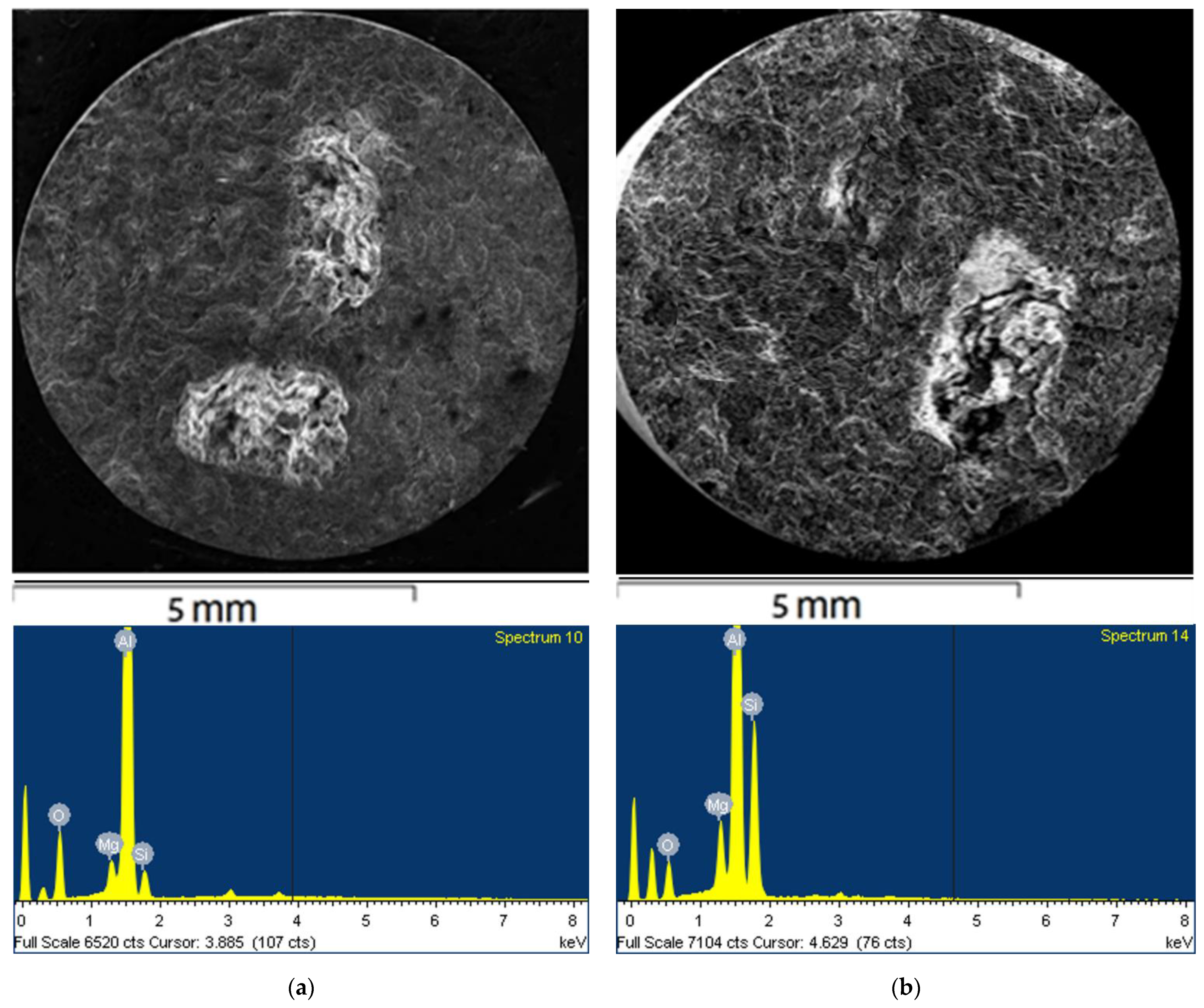
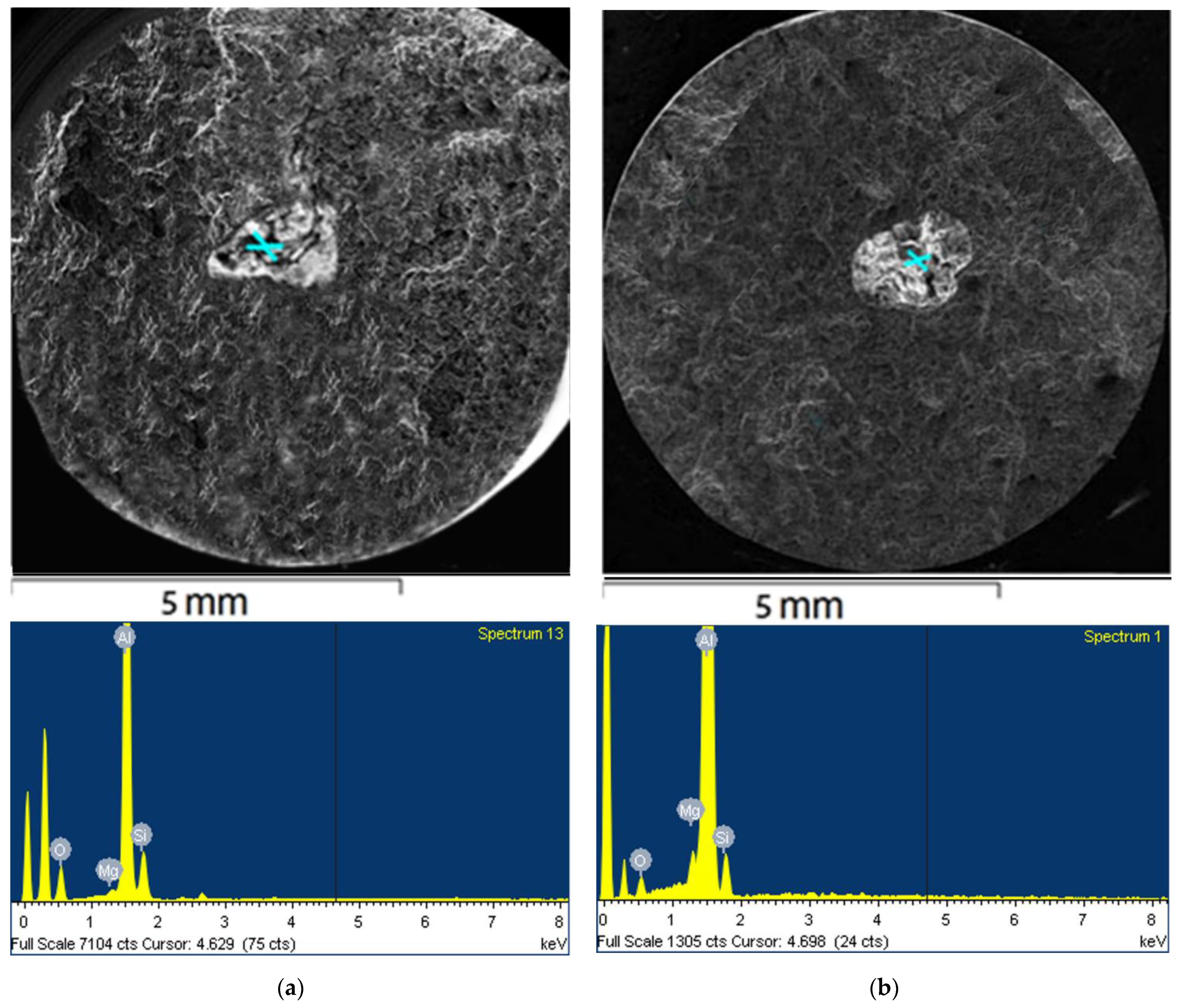
- The detection of bifilms at fracture surfaces of the majority of tensile samples examined is a suggestion of the deleterious influence of these inclusions on the mechanical properties of Al cast alloys.
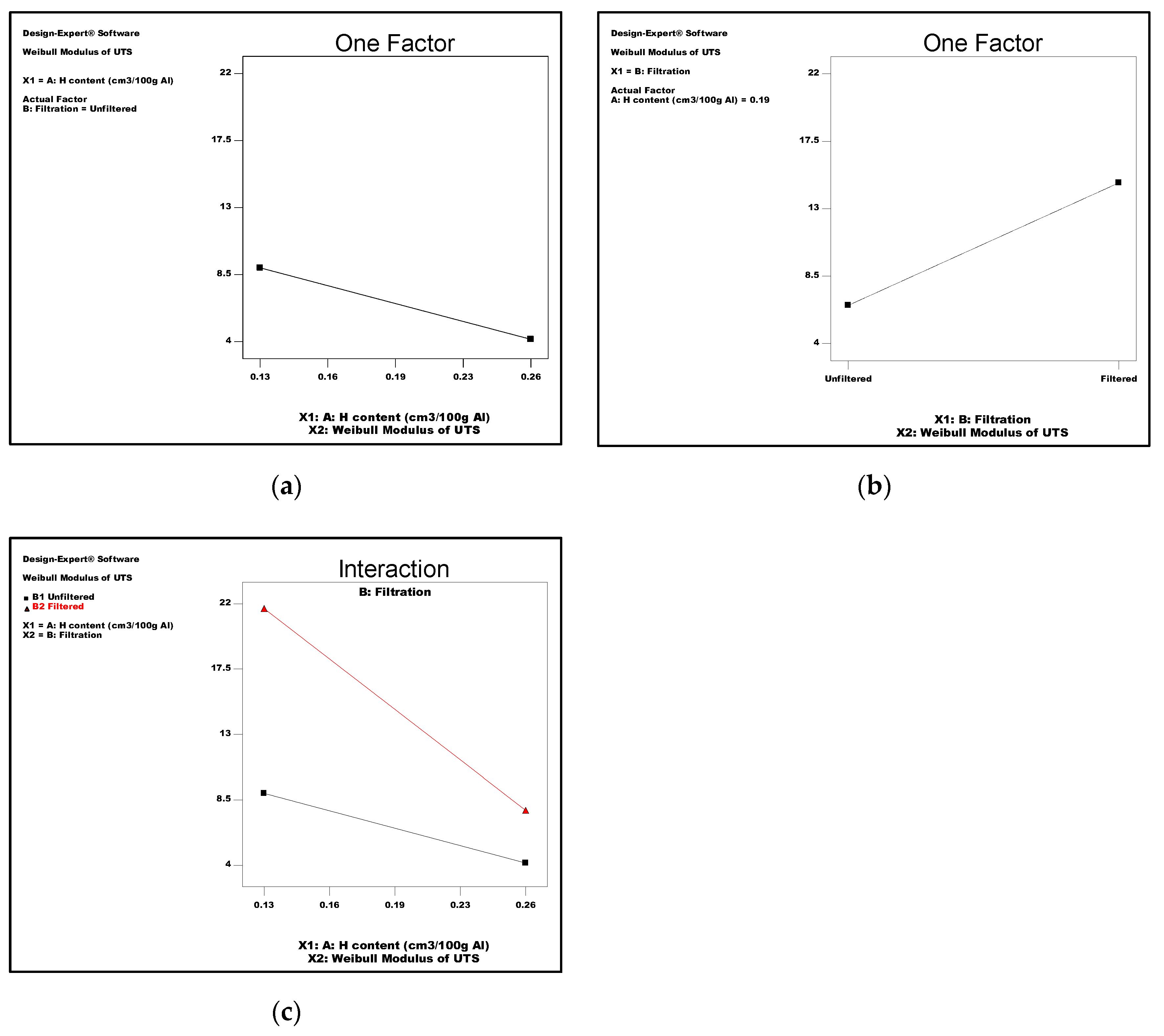
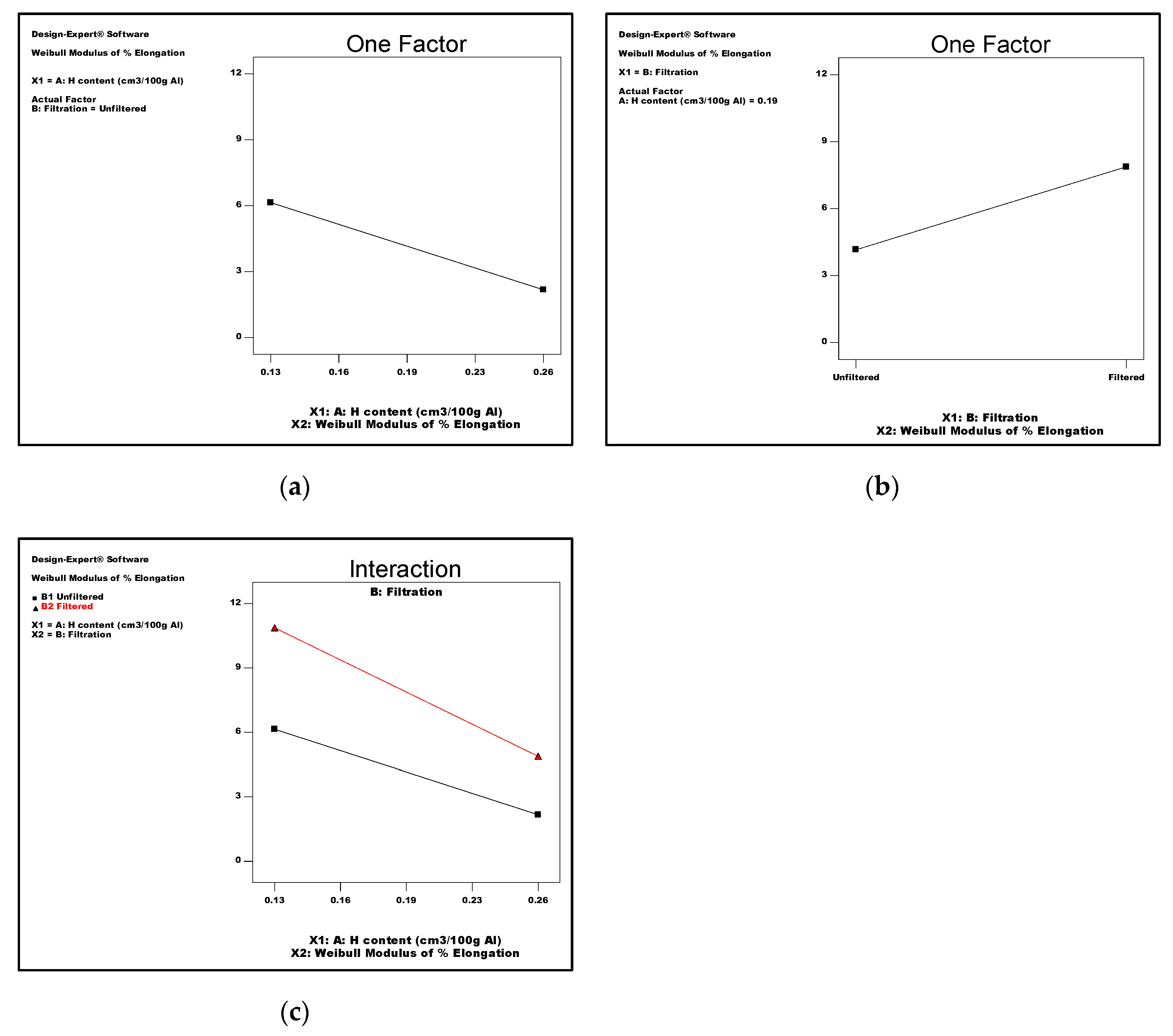
- ANOVA results suggested that reducing the hydrogen content of an Al–7 Si–0.3 Mg cast alloy and the application of 10 PPI filters had remarkable positive standardised effects of about 9 and 4, respectively, on the UTS and % elongation Weibull modulus.
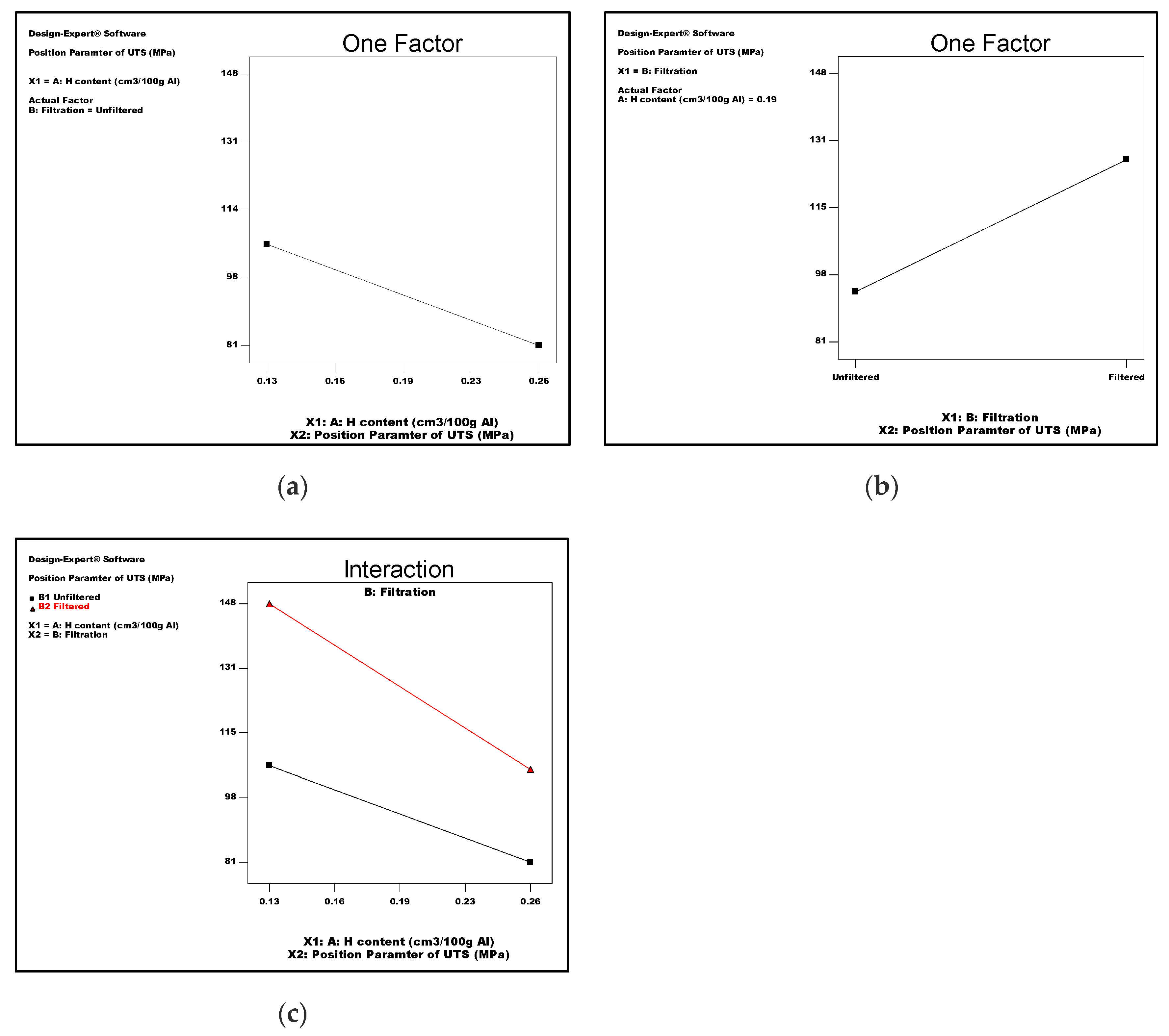
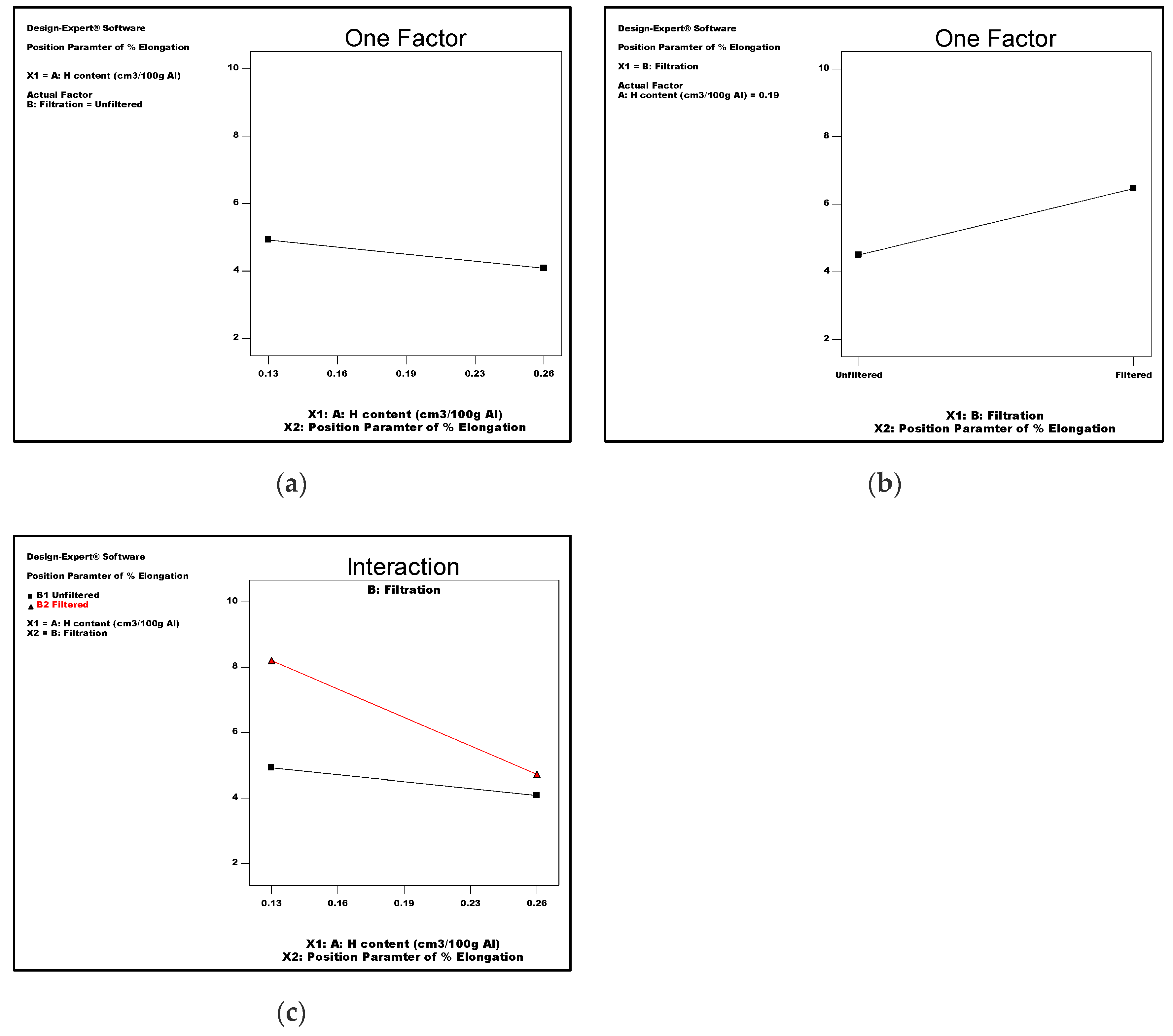
- Statistical analysis also indicated that both parameters had significant standardised effects on the UTS and % elongation position parameters, of 33 MPa and 2%, respectively.
- The optimised casting condition involving the implementation of filters and the application of the precautions required to decrease the hydrogen level of the casting resulted in an outstanding improvement of the Weibull moduli of the UTS and % elongation by a factor of about 4.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Divandari, M.; Campbell, J. A new technique for the study of aluminum oxide films. Aluminum Trans. 2000, 2, 233–238. [Google Scholar]
- Dai, X.; Yang, X.; Campbell, J.; Wood, J. Influence of oxide film defects generated in filling on mechanical strength of aluminium alloy castings. Mater. Sci. Technol. 2004, 20, 505–513. [Google Scholar] [CrossRef]
- Divandari, M.; Campbell, J. Oxide film characteristics of Al–7Si–Mg alloy in dynamic conditions in casting. Int. J. Cast Met. Res. 2004, 17, 182–187. [Google Scholar] [CrossRef]
- Wang, Q.; Crepeau, P.; Davidson, C.; Griffiths, J. Oxide films, pores and the fatigue lives of cast aluminum alloys. Metall. Mater. Trans. B 2006, 37, 887–895. [Google Scholar] [CrossRef]
- Mirak, A.; Divandari, M.; Boutorabi, S.; Campbell, J. Oxide film characteristics of AZ91 magnesium alloy in casting conditions. Int. J. Cast Met. Res. 2007, 20, 215–220. [Google Scholar] [CrossRef]
- Campbell, J. Entrainment defects. Mater. Sci. Technol. 2006, 22, 127–145. [Google Scholar] [CrossRef]
- Erzi, E.; Gürsoy, Ö.; Yüksel, Ç.; Colak, M.; Dispinar, D. Determination of Acceptable Quality Limit for Casting of A356 Aluminium Alloy: Supplier’s Quality Index (SQI). Metals 2019, 9, 957. [Google Scholar] [CrossRef] [Green Version]
- Matejka, M.; Bolibruchová, D.; Podprocká, R. The Influence of Returnable Material on Internal Homogeneity of the High-Pressure Die-Cast AlSi9Cu3(Fe) Alloy. Metals 2021, 11, 1084. [Google Scholar] [CrossRef]
- Neuser, M.; Grydin, O.; Andreiev, A.; Schaper, M. Effect of Solidification Rates at Sand Casting on the Mechanical Joinability of a Cast Aluminium Alloy. Metals 2021, 11, 1304. [Google Scholar] [CrossRef]
- Souissi, N.; Souissi, S.; Niniven, C.L.; Amar, M.B.; Bradai, C.; Elhalouani, F. Optimization of Squeeze Casting Parameters for 2017 A Wrought Al Alloy Using Taguchi Method. Metals 2014, 4, 141–154. [Google Scholar] [CrossRef] [Green Version]
- Griffiths, W.; Lai, N.-W. Double oxide film defects in cast magnesium alloy. Metall. Mater. Trans. A 2007, 38, 190–196. [Google Scholar] [CrossRef]
- Raiszadeh, R.; Griffiths, W. The behaviour of double oxide film defects in liquid Al alloys under atmospheric and reduced pressures. J. Alloys Compd. 2010, 491, 575–580. [Google Scholar] [CrossRef]
- El-Sayed, M.A. The behaviour of bifilm defects in cast Al-7Si-Mg alloy. PLoS ONE 2016, 11, e0160633. [Google Scholar] [CrossRef]
- El-Sayed, M.; Salem, H.G.; Kandeil, A.-R.; Griffiths, W.D. A study of the behaviour of double oxide films in Al alloy melts. In Materials Science Forum; Trans Tech Publications Ltd.: Zurich, Switzerland, 2013; pp. 260–265. [Google Scholar]
- Hamed Basuny, F.; Ghazy, M.; Kandeil, A.-R.; El-Sayed, M.A. Effect of casting conditions on the fracture strength of Al-5 Mg alloy castings. Adv. Mater. Sci. Eng. 2016. [Google Scholar] [CrossRef] [Green Version]
- Lai, N.; Griffiths, W.; Campbell, J. Modelling of the potential for oxide film entrainment in light metal alloy castings. Modeling Cast. Weld. Adv. Solidif. Processes-X 2003, 415–422. Available online: https://www.researchgate.net/profile/John-Campbell-38/publication/260629687_Modelling_of_the_potential_for_oxide_film_entrainment_in_light_metal_alloy_castings/links/02e7e5349543c16b2a000000/Modelling-of-the-potential-for-oxide-film-entrainment-in-light-metal-alloy-castings (accessed on 3 December 2021).
- Raiszadeh, R.; Griffiths, W. The effect of holding liquid aluminum alloys on oxide film content. Metall. Mater. Trans. B 2011, 42, 133–143. [Google Scholar] [CrossRef]
- Reilly, C.; Green, N.; Jolly, M.; Gebelin, J.-C. The modelling of oxide film entrainment in casting systems using computational modelling. Appl. Math. Modell. 2013, 37, 8451–8466. [Google Scholar] [CrossRef]
- Campbell, J. Castings; Elsevier: Amsterdam, The Netherlands, 2003. [Google Scholar]
- El-Sayed, M.A.M. Double Oxide Film Defects and Mechanical Properties in Aluminium Alloys; University of Birmingham: Birmingham, UK, 2012. [Google Scholar]
- Griffiths, W.; Caden, A.; El-Sayed, M. The Behaviour of Entrainment Defects in Aluminium Alloy Castings. In Proceedings of the 2013 International Symposium on Liquid Metal Processing and Casting, Austin, TX, USA, 22–25 September 2013; pp. 187–192. [Google Scholar]
- Griffiths, W.D.; Caden, A.; El-Sayed, M. An investigation into double oxide film defects in aluminium alloys. In Materials Science Forum; Trans Tech Publications Ltd.: Zurich, Switzerland, 2014; pp. 142–147. [Google Scholar]
- Bahreinian, F.; Boutorabi, S.M.A.; Campbell, J. Critical gate velocity for magnesium casting alloy (ZK51A). Int. J. Cast Met. Res. 2006, 19, 45–51. [Google Scholar] [CrossRef]
- Cox, M.; Wickins, M.; Kuang, J.P.; Harding, R.A.; Campbell, J. Effect of top and bottom filling on reliability of investment castings in Al, Fe, and Ni based alloys. Mater. Sci. Technol. 2000, 16, 1445–1452. [Google Scholar] [CrossRef]
- Halvaee, A.; Campbell, J. Critical mold entry velocity for aluminum bronze castings. AFS Trans. 1997, 105, 35–46. [Google Scholar]
- Runyoro, J.; Boutorabi, S.M.A.; Campbell, J. Critical gate velocities for film-forming casting alloys: A basic for process specification. AFS Trans. 1992, 100, 225–234. [Google Scholar]
- Dispinar, D.; Campbell, J. Critical assessment of reduced pressure test. Part 1: Porosity phenomena. Int. J. Cast Met. Res. 2004, 17, 280–286. [Google Scholar] [CrossRef]
- El-Sayed, M.; Griffiths, W. Hydrogen, bifilms and mechanical properties of Al castings. Int. J. Cast Met. Res. 2014, 27, 282–287. [Google Scholar] [CrossRef]
- El-Sayed, M.; Hassanin, H.; Essa, K. Effect of casting practice on the reliability of Al cast alloys. Int. J. Cast Met. Res. 2016, 29, 350–354. [Google Scholar] [CrossRef] [Green Version]
- Chen, Q.; Griffiths, W. The investigation of the floatation of double oxide film defect in liquid aluminium alloys by a four-point bend test. Int. J. Cast Met. Res. 2019, 32, 221–228. [Google Scholar] [CrossRef]
- Chen, Q.; Griffiths, W. Modification of Double Oxide Film Defects with the Addition of Mo to An Al-Si-Mg Alloy. Metall. Mater. Trans. B. 2021, 52, 502–516. [Google Scholar] [CrossRef]
- Laakso, P.; Riipinen, T.; Laukkanen, A.; Andersson, T.; Jokinen, A.; Revuelta, A.; Ruusuvuori, K. Optimization and simulation of SLM process for high density H13 tool steel parts. Phys. Procedia 2016, 83, 26–35. [Google Scholar]
- Leary, M.; Mazur, M.; Elambasseril, J.; McMillan, M.; Chirent, T.; Sun, Y.; Qian, M.; Easton, M.; Brandt, M. Selective laser melting (SLM) of AlSi12Mg lattice structures. Mater. Des. 2016, 98, 344–357. [Google Scholar] [CrossRef]
- Pawlak, A.; Rosienkiewicz, M.; Chlebus, E. Design of experiments approach in AZ31 powder selective laser melting process optimization. Arch. Civ. Mech. Eng. 2017, 17, 9–18. [Google Scholar] [CrossRef]
- El-Sayed, M.A.; Essa, K.; Ghazy, M.; Hassanin, H. Design optimization of additively manufactured titanium lattice structures for biomedical implants. Int. J. Adv. Manuf. Technol. 2020, 110, 1–12. [Google Scholar] [CrossRef]
- Croarkin, C.; Tobias, P.; Zey, C. Engineering Statistics Handbook; The Institute Gaithersburg: Gaithersburg, MD, USA, 2001. [Google Scholar]
- Weibull, W. A statistical distribution function of wide applicability. J. Appl. Mech. 1951, 18, 293–297. [Google Scholar] [CrossRef]
- Green, N.R.; Campbell, J. Statistical distributions of fracture strengths of cast Al-7Si-Mg alloy. Mater. Sci. Eng. A 1993, 173, 261–266. [Google Scholar] [CrossRef]
- Winardi, L.; Griffin, R.D.; Littleton, H.E.; Griffin, J.A. Variables Affecting Gas Evolution Rates and Volumes from Cores in Contact with Molten Metal. AFS Trans. 2008, 116, 505. [Google Scholar]
- Farhoodi, B.; Raiszadeh, R.; Ghanaatian, M.-H. Role of double oxide film defects in the formation of gas porosity in commercial purity and Sr-containing Al alloys. J. Mater. Sci. Technol. 2014, 30, 154–162. [Google Scholar] [CrossRef]
- Nayak, A.K.; Pal, D.; Santra, K. Ispaghula mucilage-gellan mucoadhesive beads of metformin HCl: Development by response surface methodology. Carbohydr. Polym. 2014, 107, 41–50. [Google Scholar] [CrossRef] [PubMed]
- Green, N.; Campbell, J. Influence of oxide film filling defects on the strength of Al-7Si-Mg alloy castings. AFS Trans. 1994, 102, 341–347. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experiment | |||||
|---|---|---|---|---|---|
| Factor | Coded Symbol | 1 | 2 | 3 | 4 |
| Hydrogen content of the casting | A | −1 | +1 | −1 | +1 |
| Level | - | (High) | (Low) | (High) | (Low) |
| Filtration | B | −1 | −1 | +1 | +1 |
| Level | - | (Unfiltered) | (Unfiltered) | (Filtered) | (Filtered) |
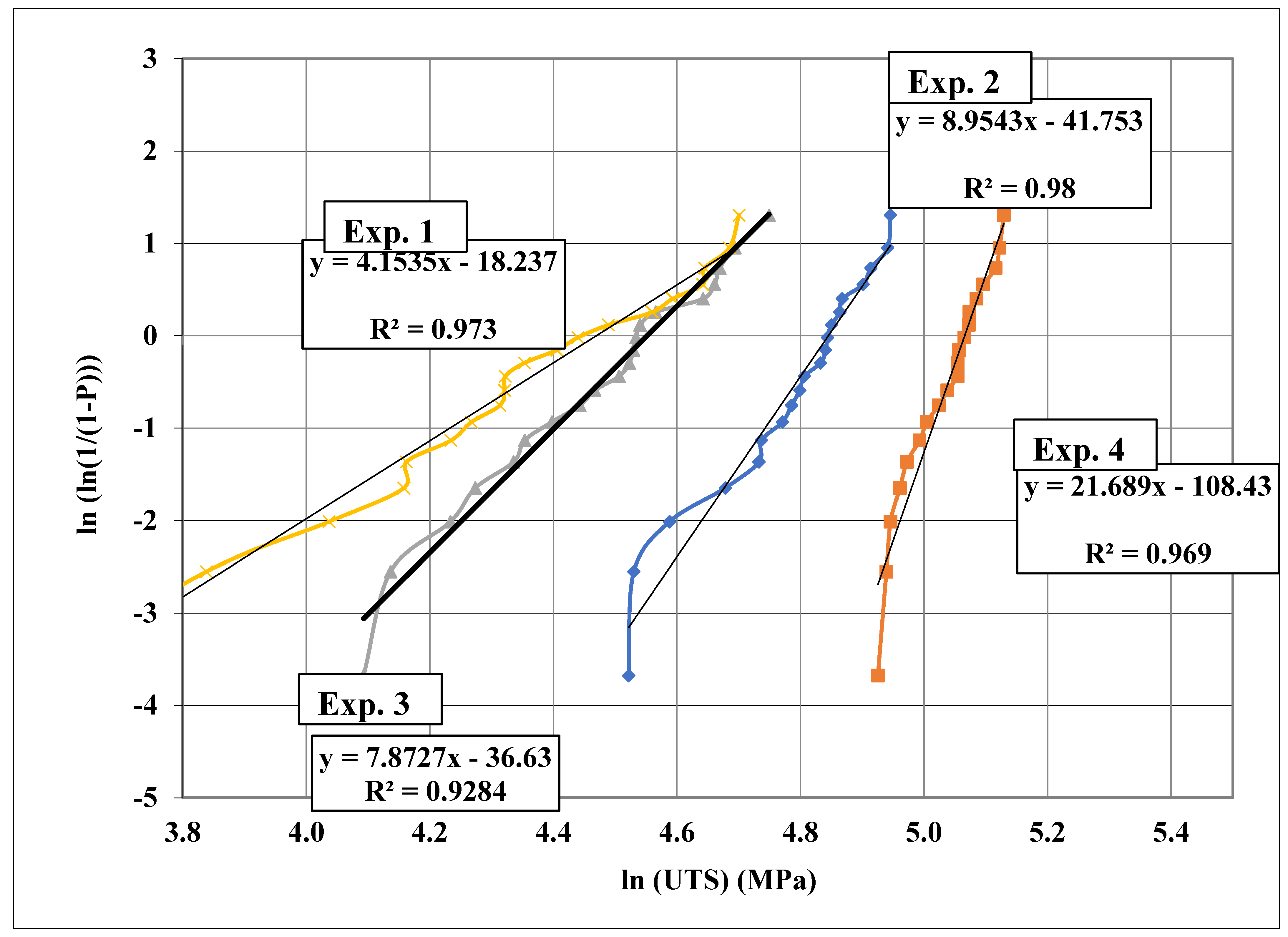
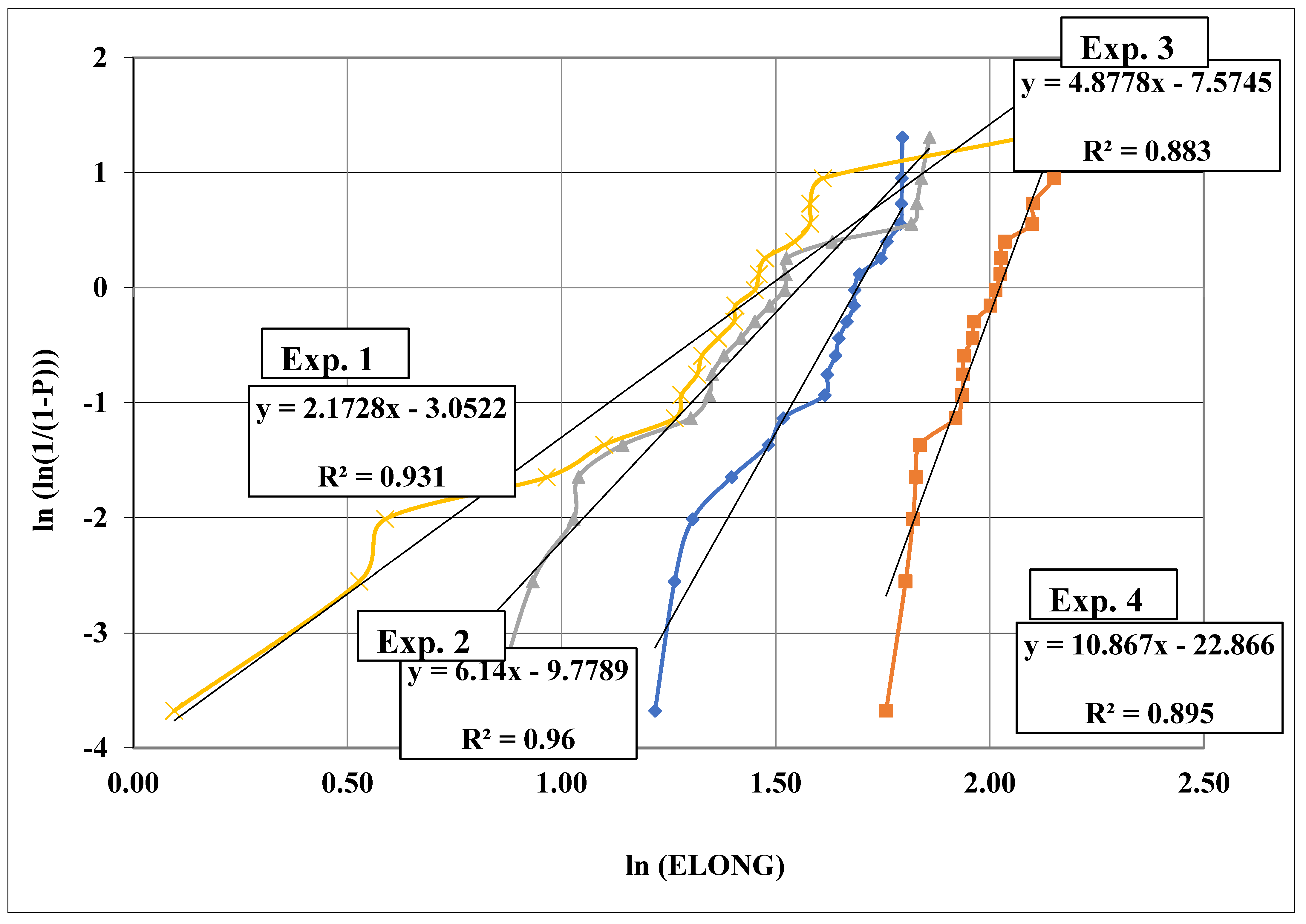
| Exp. No. | Hydrogen Level (cm3/100 g Al) | UTS (MPa) | % Elongation | |||
|---|---|---|---|---|---|---|
| Filtration | Position Parameter | Weibull Modulus | Position Parameter | Weibull Modulus | ||
| 1 | 0.257 | Unfiltered | 81 | 4.15 | 4.08 | 2.17 |
| 2 | 0.132 | Unfiltered | 106 | 8.95 | 4.92 | 6.14 |
| 3 | 0.257 | Filtered | 105 | 7.78 | 4.72 | 4.88 |
| 4 | 0.132 | Filtered | 148 | 21.67 | 8.2 | 10.87 |
| Term | Standardised Effect | |||
|---|---|---|---|---|
| Weibull Modulus of UTS | Position Parameter of UTS (MPa) | Weibull Modulus of % Elongation | Position Parameter of % Elongation (%) | |
| A-Hydrogen Level | −9.43 | −34 | −4.98 | −2.16 |
| B-Filtration | 8.18 | 33 | 3.72 | 1.96 |
| AB | −4.56 | −9 | −1.01 | −1.32 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
El-Sayed, M.A.; Essa, K.; Hassanin, H. Influence of Bifilm Defects Generated during Mould Filling on the Tensile Properties of Al–Si–Mg Cast Alloys. Metals 2022, 12, 160. https://doi.org/10.3390/met12010160
El-Sayed MA, Essa K, Hassanin H. Influence of Bifilm Defects Generated during Mould Filling on the Tensile Properties of Al–Si–Mg Cast Alloys. Metals. 2022; 12(1):160. https://doi.org/10.3390/met12010160
Chicago/Turabian StyleEl-Sayed, Mahmoud Ahmed, Khamis Essa, and Hany Hassanin. 2022. "Influence of Bifilm Defects Generated during Mould Filling on the Tensile Properties of Al–Si–Mg Cast Alloys" Metals 12, no. 1: 160. https://doi.org/10.3390/met12010160