
Complex Structure Modification and Improvement of Properties of Aluminium Casting Alloys with Various Silicon Content

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
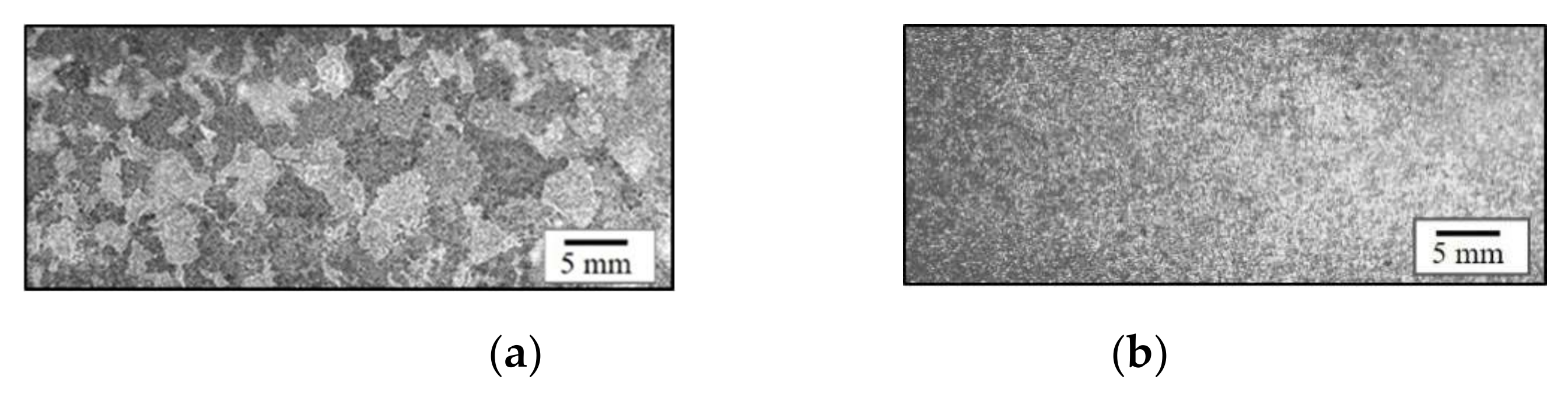
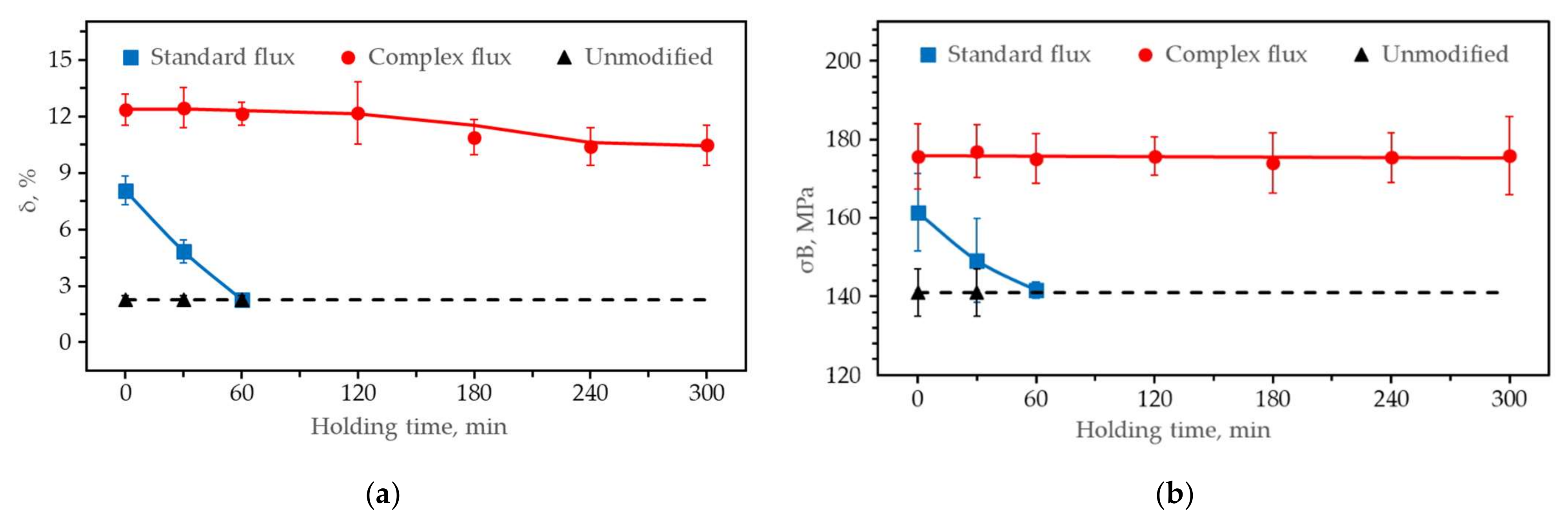
- Compared to the modifier that is widely used in the industry, modification with a complex flux increases the strength of hypoeutectic and eutectic silumins by 10–32% and plasticity by 24–54% (depending on the alloy). Moreover, the developed flux reduces the size of primary silicon, which results in the increase in the properties of the hypereutectic alloy Al-17 wt% Si-Cu-Mg-Ni.
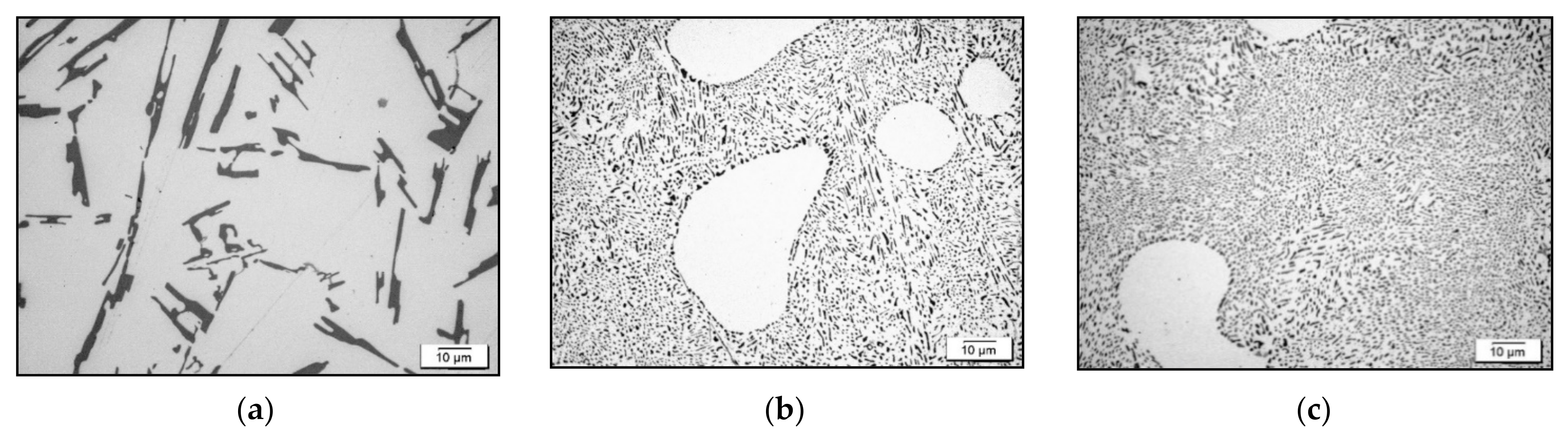
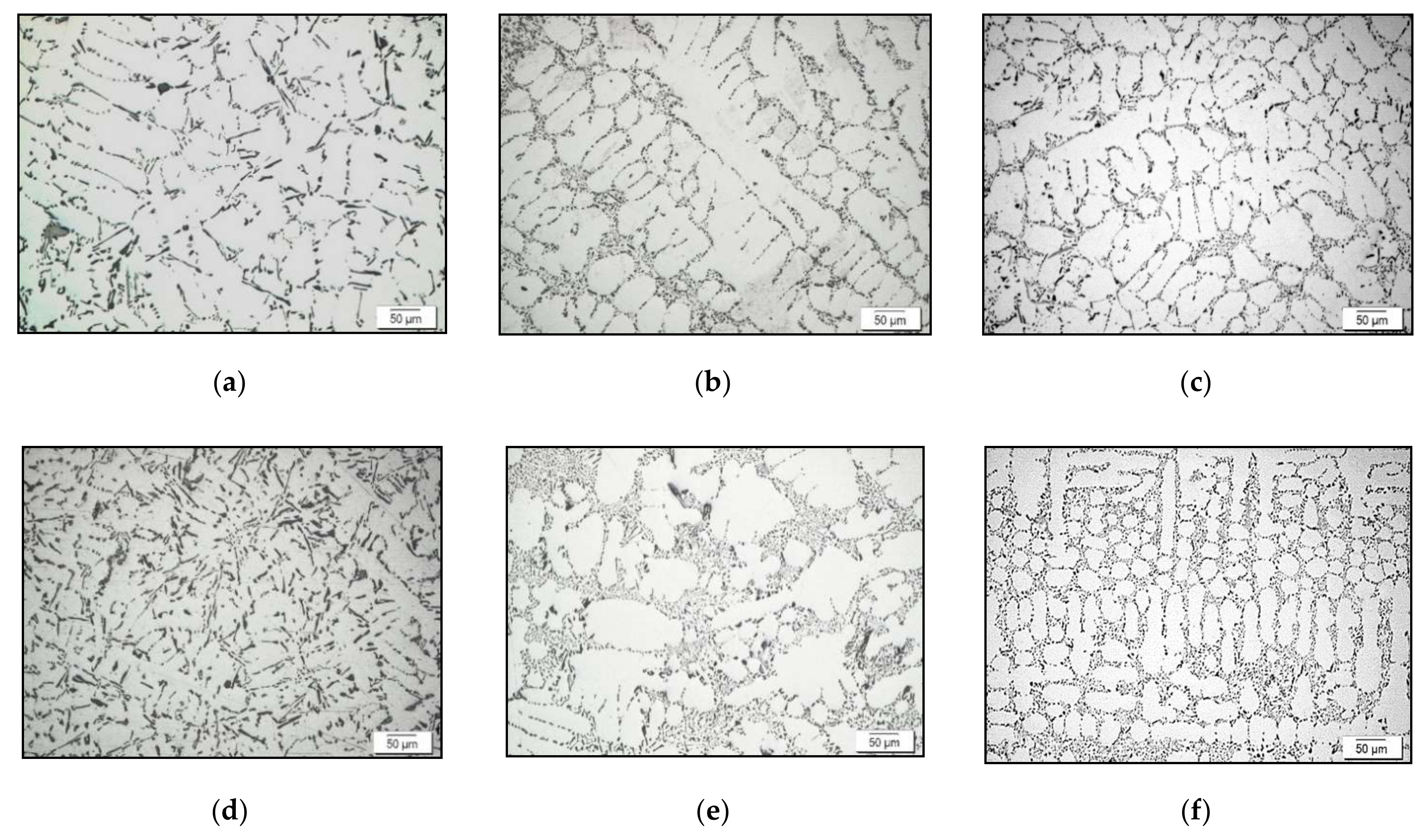
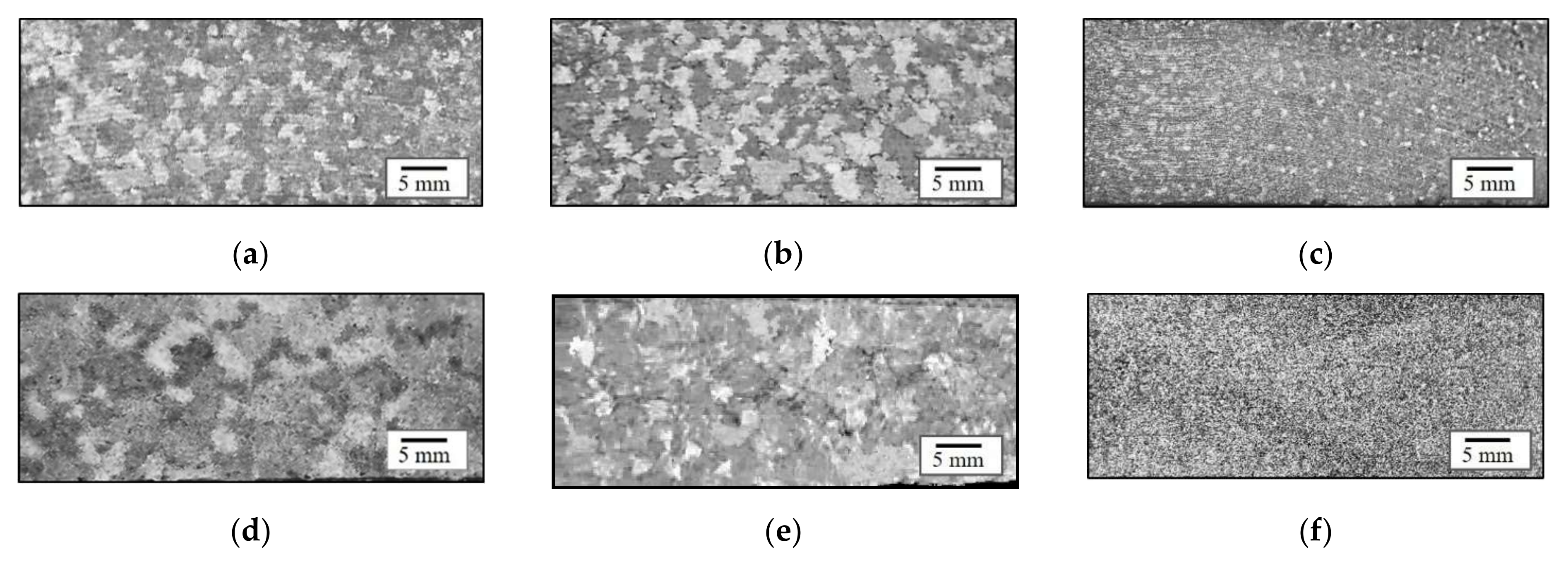
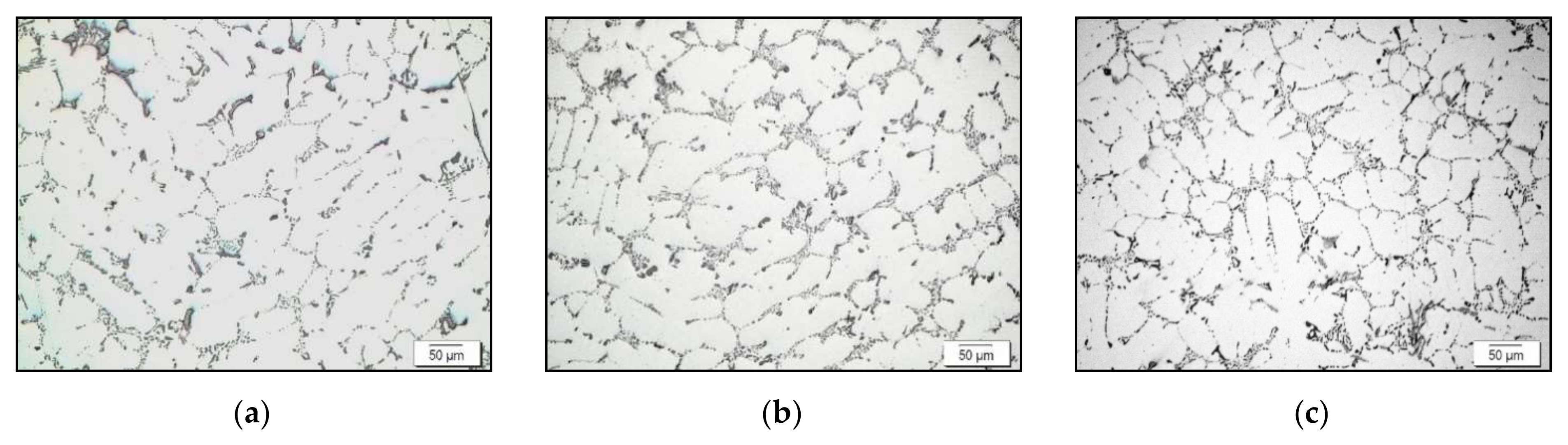
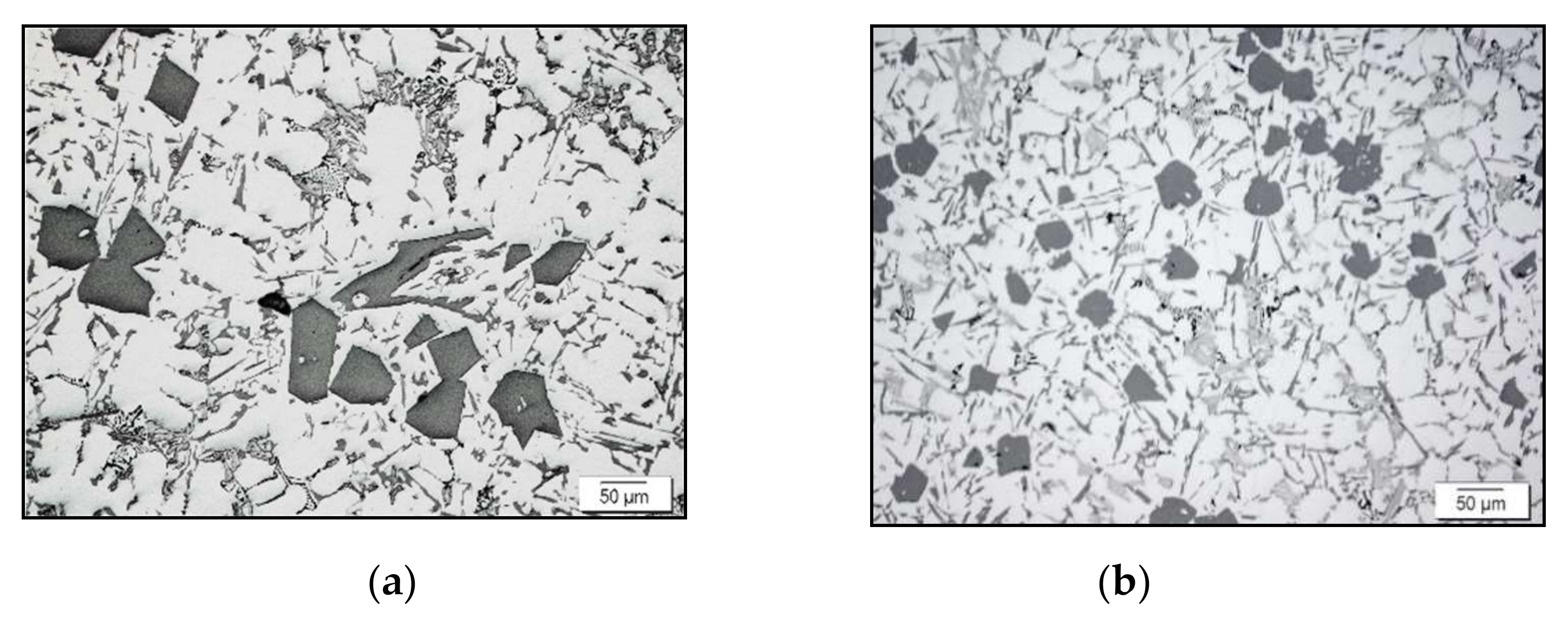
- The improvement in the mechanical properties of alloys results from the complex effect of the flux components on the structure. The microstructural analysis established that all the main structural components of silumins, i.e., α-Al dendrites, aluminium-silicon eutectic and primary silicon, are refined in the alloys modified with the complex flux. The SDAS and average area of eutectic silicon decreases in all the alloys as a consequence of addition of complex flux.
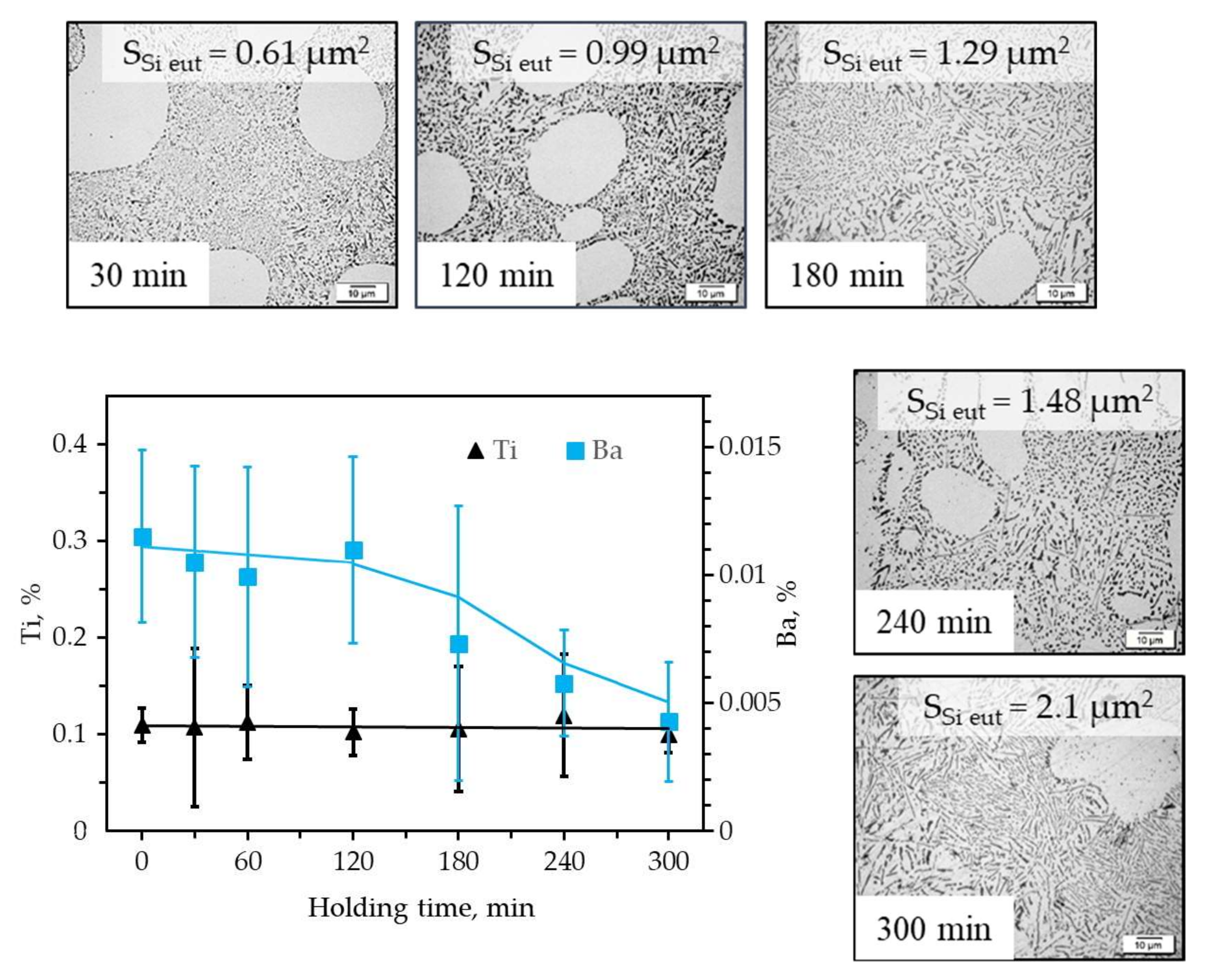
- Another advantage of the complex flux compared to the standard sodium-containing flux is the long-term retention of the modifying effect.
- The study results showed that the use of the complex modifier based on titanium dioxide is a promising direction for the improvement of the structure of aluminium casting alloys and increasing their mechanical properties.
- Further studies are planned in relation to the combined effect of modifying elements of various types (Ti, Ba, K) on the crystallization parameters and the size, shape and composition of the structural components of Al–Si casting alloys.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Davis, J.R. (Ed.) Aluminium and Aluminium Alloys; ASM International: Materials Park, OH, USA, 1993; p. 627. [Google Scholar]
- Hegde, S.; Prabhu, K.N. Modification of eutectic silicon in Al–Si alloys. J. Mater. Sci. 2008, 43, 3009–3027. [Google Scholar] [CrossRef]
- Mazahery, A.; Shabani, M.O. Modification mechanism and microstructural characteristics of eutectic Si in casting Al-Si alloys: A review on experimental and numerical studies. JOM 2014, 66, 726–738. [Google Scholar] [CrossRef]
- Moniri, S.; Shahani, A.J. Chemical modification of degenerate eutectics: A review of recent advances and current issues. J. Mater. Res. 2019, 34, 20–34. [Google Scholar] [CrossRef] [Green Version]
- Gursoy, O.; Timelli, G. Lanthanides: A focused review of eutectic modification in hypoeutectic Al–Si alloys. J. Mater. Res. Technol. 2020, 9, 8652–8666. [Google Scholar] [CrossRef]
- Lu, L.; Nogita, K.; Dahle, A.K. Combining Sr and Na additions in hypoeutectic Al–Si foundry alloys. Mater. Sci. Eng. A 2005, 399, 244–253. [Google Scholar] [CrossRef]
- Wang, J.; Liu, Y.; Zhu, J.; Liu, Y.; Su, X. Effect of Complex Modification on Microstructure and Mechanical Properties of Hypoeutectic Al–Si. Metallogr. Microstruct. Anal. 2019, 8, 833–839. [Google Scholar] [CrossRef]
- Nikitin, K.V. Modification and Complex Treatment of Silumins: A Textbook, 2nd ed.; Samara State Technical University: Samara, Russia, 2016; 92p. [Google Scholar]
- Shlyaptseva, A.D.; Petrov, I.A.; Ryakhovskii, A.P. Prospects of using titanium dioxide as a component of modifying composition for aluminium casting alloys. Mater. Sci. Forum 2019, 946, 636–643. [Google Scholar] [CrossRef]
- Volochko, A.T. Modification of eutectic and primary silicon particles in silumins. Development Prospects. Cast. Metall. 2015, 4, 38–44. [Google Scholar]
- Wu, D.Y.; Kang, J.; Feng, Z.H.; Su, R.; Liu, C.H.; Li, T.; Wang, L.S. Utilizing a novel modifier to realize multi-refinement and optimized heat treatment of A356 alloy. J. Alloys Compd. 2019, 791, 628–640. [Google Scholar] [CrossRef]
- Zhao, H.L.; Bai, H.L.; Wang, J.; Guan, S.K. Preparation of Al–Ti–C–Sr master alloys and their refining efficiency on A356 alloy. Mater. Character. 2009, 60, 377–383. [Google Scholar] [CrossRef]
- Qiu, C.; Miao, S.; Li, X.; Xia, X.; Ding, J.; Wang, Y.; Zhao, W. Synergistic effect of Sr and La on the microstructure and mechanical properties of A356.2 alloy. Mater. Des. 2017, 114, 563–571. [Google Scholar] [CrossRef]
- Shlyaptseva, A.D.; Petrov, I.A.; Ryakhovsky, A.P.; Moiseev, V.S.; Bobryshev, B.L.; Azizov, T.N. Method for Modifying Aluminum-Silicon Alloys. Patent RU 2,743,945,C1, 1 March 2021. [Google Scholar]
- Knuutinen, A.; Nogita, K.; McDonald, S.D.; Dahle, A.K. Modification of Al–Si alloys with Ba, Ca, Y and Yb. J. Light Met. 2001, 1, 229–240. [Google Scholar] [CrossRef]
- Sha, X.; Chen, X.; Ning, H.; Xiao, L.; Yin, D.; Mao, L.; Zheng, J.; Zhou, H. Modification of Eutectic Si in Al-Si-(Ba) Alloy by Inducing a Novel 9R Structure in Twins. Materials 2018, 11, 1151. [Google Scholar] [CrossRef] [Green Version]
- Rao, J.; Zhang, J.; Liu, R.; Zheng, J.; Yin, D. Modification of eutectic Si and the microstructure in an Al-7Si alloy with barium addition. Mater. Sci. Eng. A 2018, 728, 72–79. [Google Scholar] [CrossRef]
- Zhang, X.H.; Su, G.C.; Ju, C.W.; Wang, W.C.; Yan, W.L. Effect of modification treatment on the microstructure and mechanical properties of Al–0.35%Mg–7.0%Si cast alloy. Mater. Des. 2010, 31, 4408–4413. [Google Scholar] [CrossRef]
- Nogita, K.; Knuutinen, A.; McDonald, S.D.; Dahle, A.K. Mechanisms of eutectic solidification in Al-Si alloys modified with Ba, Ca, Y and Yb. J. Light Met. 2001, 1, 219–228. [Google Scholar] [CrossRef]
- Samuel, E.; Golbahar, B.; Samuel, A.M.; Doty, H.W.; Valtierra, S.; Samuel, F.H. Effect of grain refiner on the tensile and impact properties of Al–Si–Mg cast alloys. Mater. Des. 2014, 56, 468–479. [Google Scholar] [CrossRef]
- Lipinski, T. Influence of Ti and Melt Number on Microstructure and Mechanical Properties of Al-Si Alloy on Agriculture Machine Parts; Engineering for Rural Development: Jelgava, Latvia, 2018; pp. 1431–1436. [Google Scholar] [CrossRef]
- Wang, S.; Liu, Y.; Peng, H.; Lu, X.; Wang, J.; Su, X. Microstructure and mechanical properties of Al-12.6Si eutectic alloy modified with Al-5Ti master alloy. Adv. Eng. Mater. 2017, 19, 1700495. [Google Scholar] [CrossRef]
- Wu, Y.; Zhang, J.; Liao, H.; Li, G.; Wu, Y. Development of high performance near eutectic Al–Si–Mg alloy profile by micro alloying with Ti. J. Alloys Compd. 2016, 660, 141–147. [Google Scholar] [CrossRef]
- Li, P.; Liu, S.; Zhang, L.; Liu, X. Grain refinement of A356 alloy by Al–Ti–B–C master alloy and its effect on mechanical properties. Mater. Des. 2013, 47, 522–528. [Google Scholar] [CrossRef]
- Napalkov, V.I.; Makhov, S.V.; Popov, D.A. Production of additions for aluminum alloys. Met. Sci. Heat Treat. 2012, 53, 478–483. [Google Scholar] [CrossRef]
- Makhov, S.V.; Kozlovskiy, G.A.; Moskvitin, V.I. The concepts of the process of aluminothermic obtaining of Al-Ti Master alloy from TiO2 dissolved in chloride-fluoride melt. Tsvetnye Met. 2015, 11, 34–38. [Google Scholar] [CrossRef]
- Maeda, M.; Yahata, T.; Mitugi, K.; Ikeda, T. Aluminothermic Reduction of Titanium Oxide Materials Transactions. JIM 1993, 34, 599–603. [Google Scholar]
- Shlyaptseva, A.D.; Petrov, I.A.; Ryakhovsky, A.P.; Moiseev, V.S. Investigation of aluminothermic reduction of titanium dioxide in the aluminium melt. Found. Russ. 2019, 11, 8–19. [Google Scholar]
- Hatem, G. Calculation of phase diagrams for the binary systems BaF2-KF and KF-ZrF4 and the ternary system BaF2-KF-ZrF4. Thermochim. Acta 1995, 260, 17–28. [Google Scholar] [CrossRef]
- Frolov, K.V. Blank production technology. In Mechanical Engineering; Masinostroenie: Moscow, Russia, 2004; Available online: https://bookree.org/reader?file=476656& (accessed on 15 October 2021).
- William, F.; Gale Terry, C. (Eds.) Smithells Metals Reference Book, 8th ed.Totemeier Imprint: Oxford, UK, 2003; p. 2080. [Google Scholar]
- Belov, N.A. Phase Composition of Industrial and Promising Aluminium Alloys: Monograph; MISiS Publishing House: Moscow, Russia, 2010; 511p. [Google Scholar]
- Vandersluis, E.; Ravindran, C. Comparison of Measurement Methods for Secondary Dendrite Arm Spacing. Metallogr. Microstruct. Anal. 2017, 6, 89–94. [Google Scholar] [CrossRef]
- Fracchia, E.; Gobber, F.S.; Rosso, M. Effect of Alloying Elements on the Sr Modification of Al-Si Cast Alloys. Metals 2021, 11, 342. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Elements (wt. %) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| System | Nº | Si | Fe | Cu | Mg | Mn | Ni | Zn | Ti | Al |
| Al-5wt.% Si-Cu | Alloy 1 | 5.45 | 0.64 | 1.21 | 0.35 | 0.19 | 0.02 | 0.22 | 0.05 | base |
| Al-6 wt.% Si-Mg | Alloy 2 | 5.94 | 0.37 | - | 0.19 | 0.006 | - | 0.01 | 0.011 | base |
| Al-9 wt.% Si-Mg | Alloy 3 | 9.28 | 0.37 | 0.09 | 0.31 | 0.25 | 0.04 | 0.02 | 0.026 | base |
| 12 wt.% Si | Alloy 4 | 11.53 | 0.36 | 0.002 | 0.0006 | 0.0026 | - | 0.01 | 0.009 | base |
| Al-17 wt.% Si-Cu-Mg-Ni | Alloy 5 | 17.02 | 0.36 | 1.03 | 0.88 | 0.009 | 1.35 | 0.012 | 0.007 | base |
| Alloy | Properties | Unmodified | Standard Flux | Complex Flux |
|---|---|---|---|---|
| Alloy 1 (Т6) | σB, MPa | 316 ± 6 | 317 ± 5 | 367 ± 7 |
| δ, % | 0.67 ± 0.1 | 1.25 ± 0.2 | 1.92 ± 0.15 | |
| SSi eut, μm2 | 8.84 ± 0.25 | 6.75 ± 0.41 | 5.42 ± 0.5 | |
| SDAS, μm | 35.71 ± 4.15 | 35.59 ± 5.18 | 25.47 ± 2.14 | |
| Alloy 2 (Т6) | σB, MPa | 239 ± 10 | 235 ± 6 | 262 ± 4 |
| δ, % | 0.98 ± 0.25 | 3.72 ± 0.3 | 4.89 ± 0.3 | |
| SSi eut, μm2 | 19.48 ± 2.2 | 2.21 ± 0.17 | 1.99 ± 0.2 | |
| SDAS, μm | 37.69 ± 2.15 | 35.23 ± 2.18 | 30.33 ± 2.08 | |
| Alloy 3 (Т62) | σB, MPa | 255 ± 10 | 245 ± 10 | 323 ± 6 |
| δ, % | 1.05 ± 0.2 | 2.9 ± 0.15 | 3.60 ± 0.15 | |
| SSi eut, μm2 | 12.55 ± 1.61 | 3.91 ± 0.28 | 2.68 ± 0.37 | |
| SDAS, μm | 28.35 ± 3.1 | 30.98 ± 2.9 | 21.72 ± 2.07 | |
| Alloy 4 | σB, MPa | 140 ± 6 | 160 ± 9 | 175 ± 9 |
| δ, % | 2.27 ± 0.2 | 8.05 ± 0.7 | 12.2 ± 0.8 | |
| SSi eut, μm2 | 53.71 ± 6.0 | 0.56 ± 0.05 | 0.48 ± 0.09 | |
| SDAS, μm | 37.98 ± 5.03 | 36.01 ± 4.5 | 27.6 ± 2.2 | |
| Alloy 5 | σB, MPa | 150 ± 4 | – | 182 ± 4 |
| δ, % | 0.38 ± 0.05 | – | 0.74 ± 0.15 | |
| SSi eut, μm2 | 30.34 ± 4.01 | – | 21.70 ± 3.89 | |
| SiI, μm | 92 ± 12 | – | 46 ± 9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shlyaptseva, A.D.; Petrov, I.A.; Ryakhovsky, A.P.; Medvedeva, E.V.; Tcherdyntsev, V.V. Complex Structure Modification and Improvement of Properties of Aluminium Casting Alloys with Various Silicon Content. Metals 2021, 11, 1946. https://doi.org/10.3390/met11121946
Shlyaptseva AD, Petrov IA, Ryakhovsky AP, Medvedeva EV, Tcherdyntsev VV. Complex Structure Modification and Improvement of Properties of Aluminium Casting Alloys with Various Silicon Content. Metals. 2021; 11(12):1946. https://doi.org/10.3390/met11121946
Chicago/Turabian StyleShlyaptseva, Anastasiya D., Igor A. Petrov, Alexandr P. Ryakhovsky, Elena V. Medvedeva, and Victor V. Tcherdyntsev. 2021. "Complex Structure Modification and Improvement of Properties of Aluminium Casting Alloys with Various Silicon Content" Metals 11, no. 12: 1946. https://doi.org/10.3390/met11121946