
Edge Microstructure and Strength Gradient in Thermally Cut Ti-Alloyed Martensitic Steels


Abstract
:1. Introduction
2. Materials and Experimental Techniques
3. Results
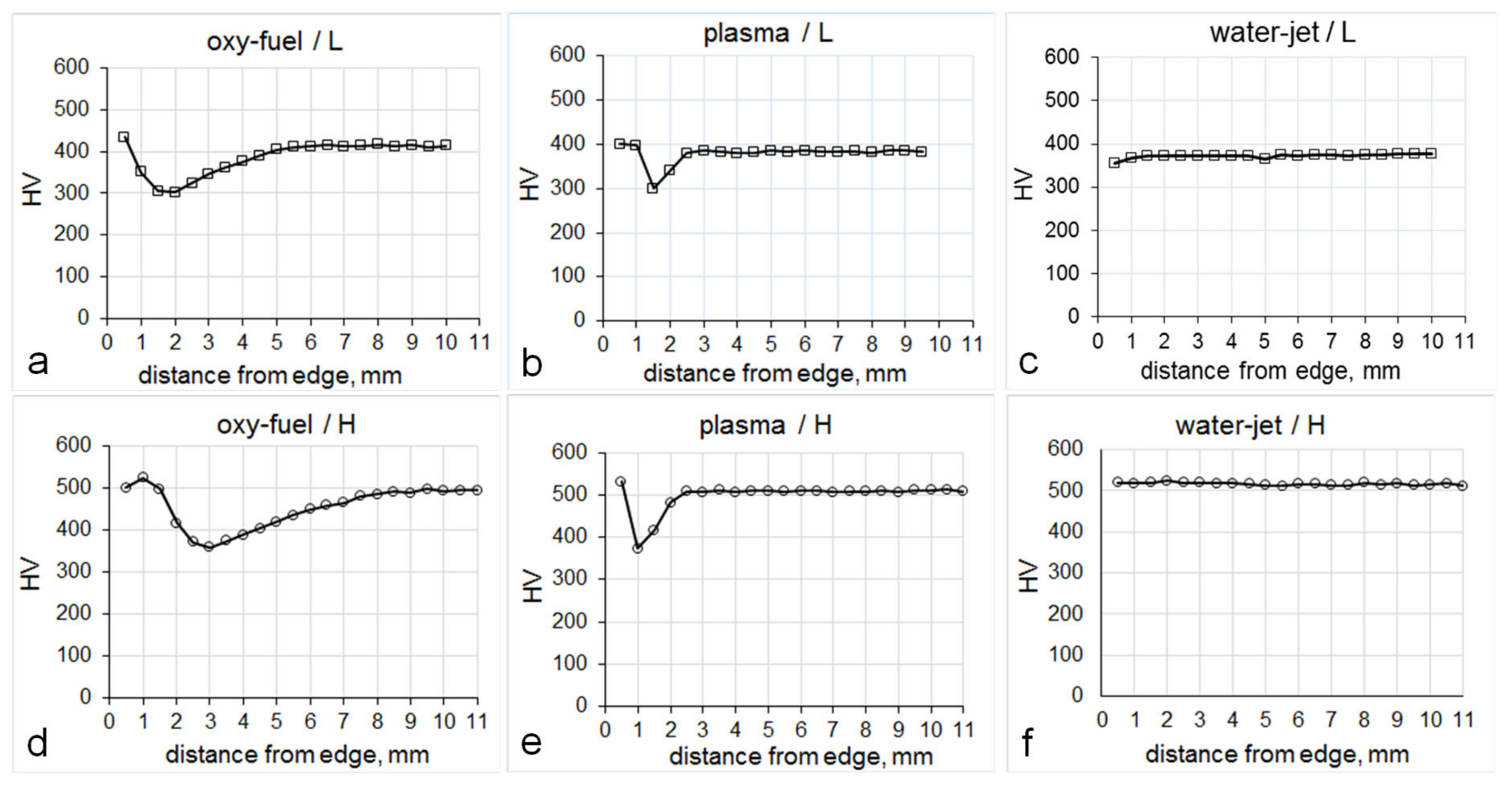
3.1. Hardness Profile
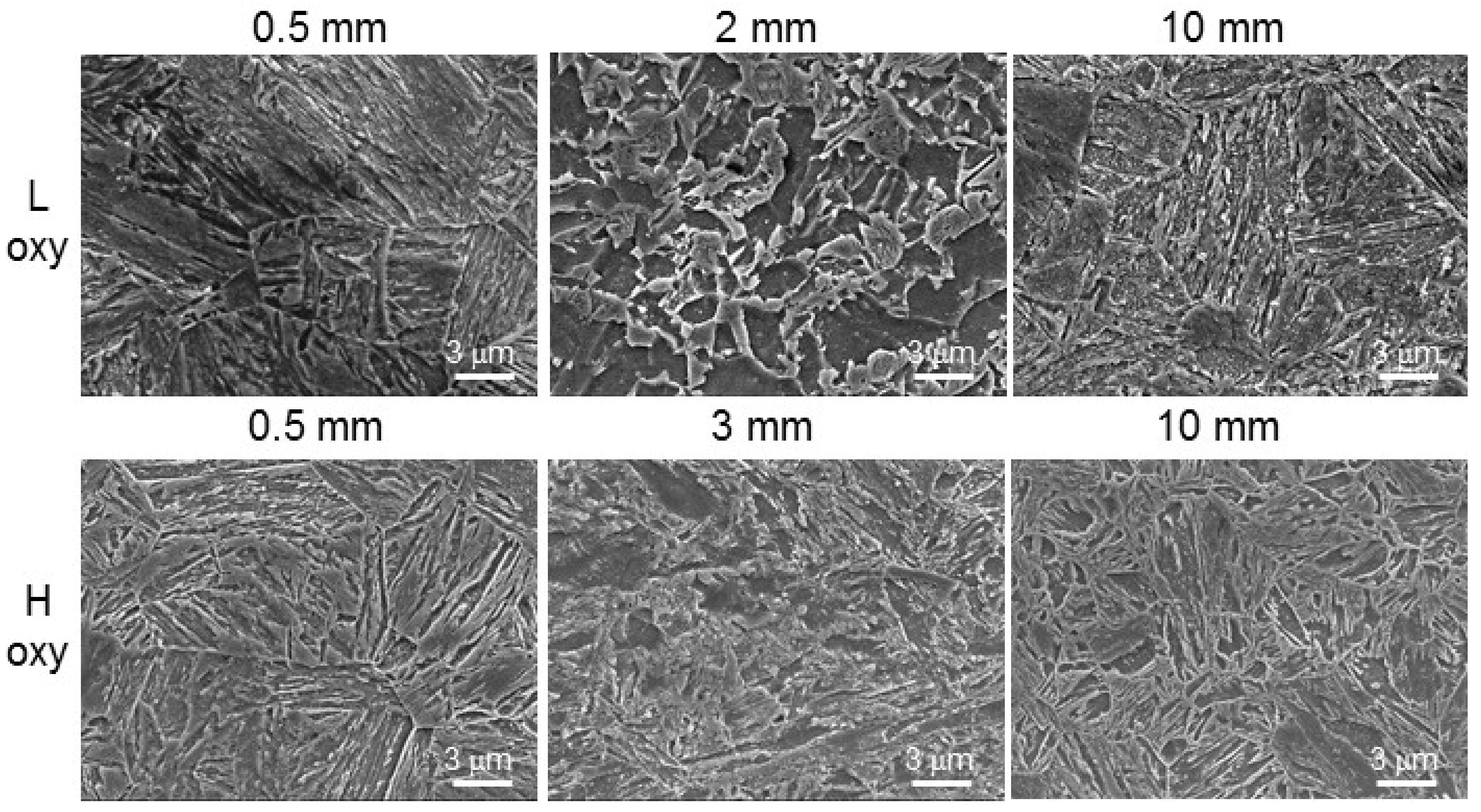
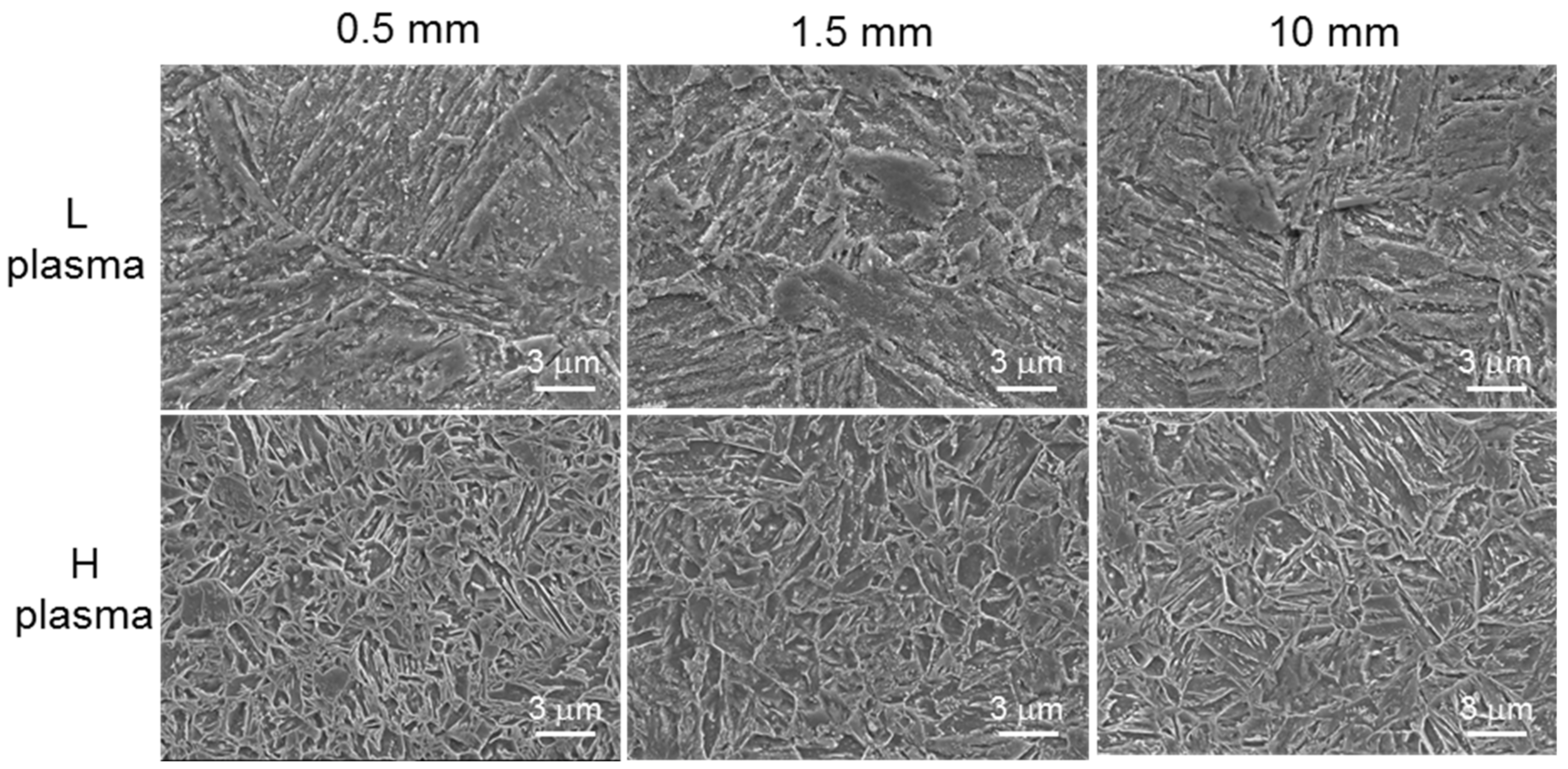
3.2. Grain Structure
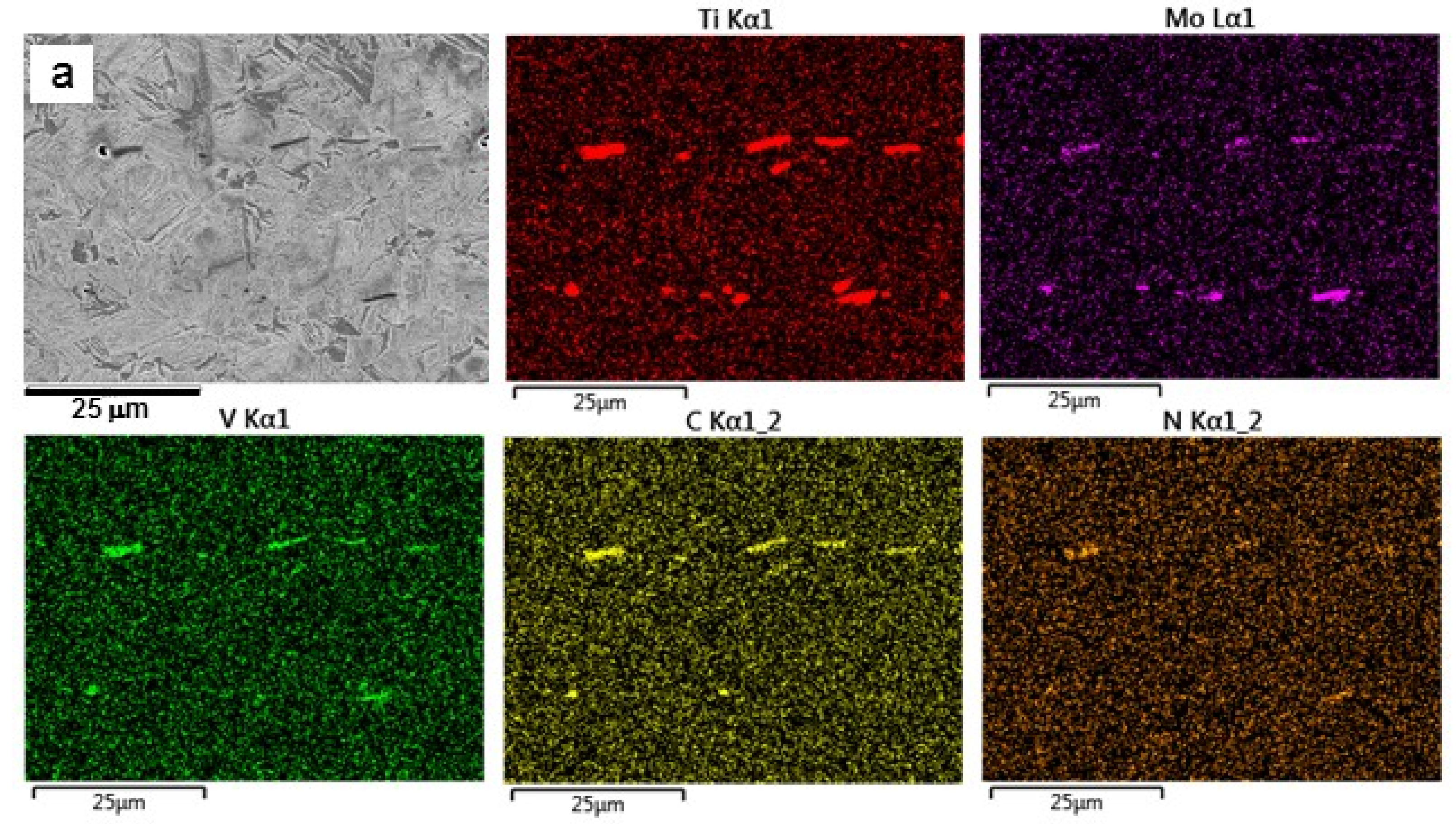
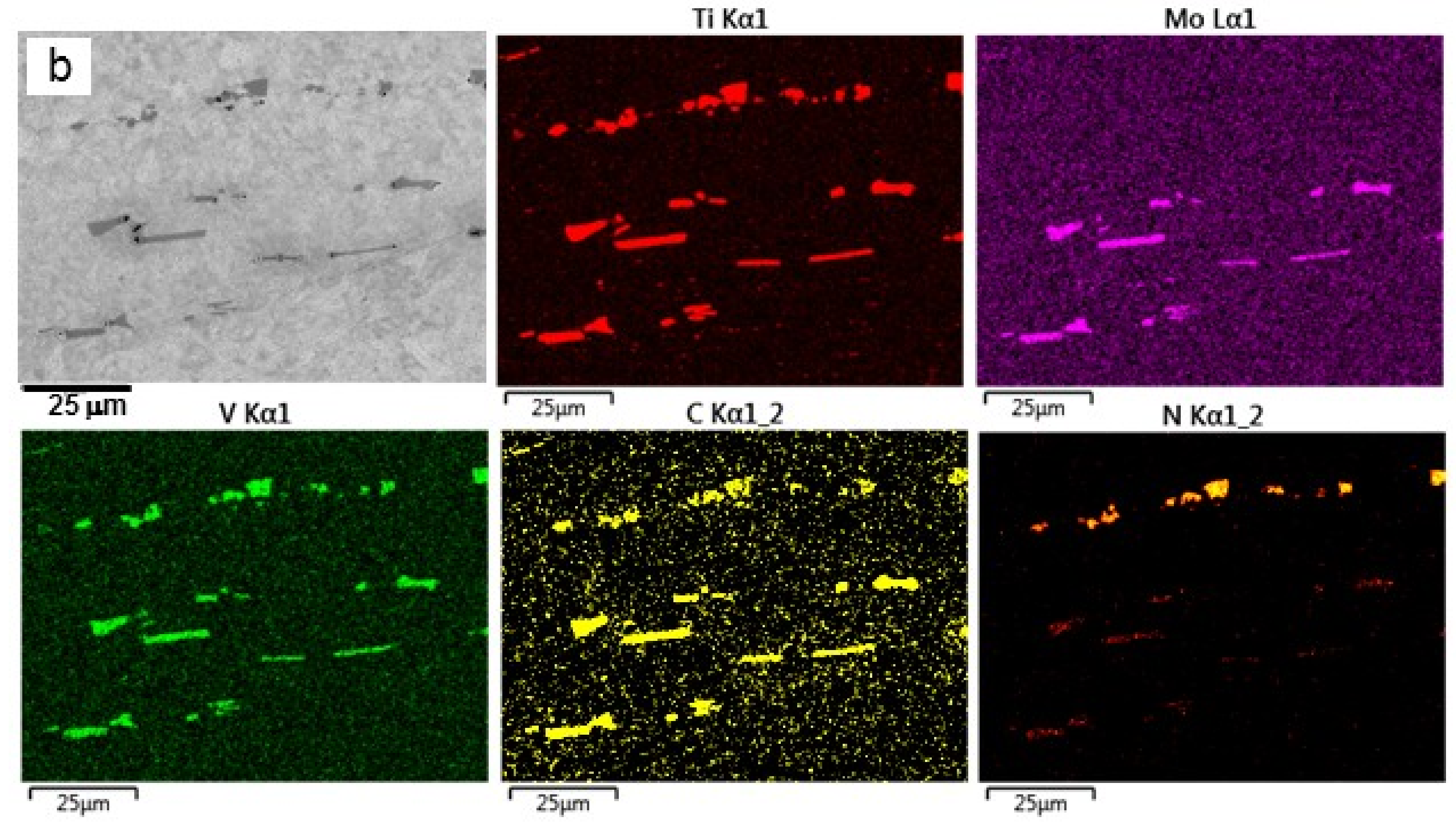
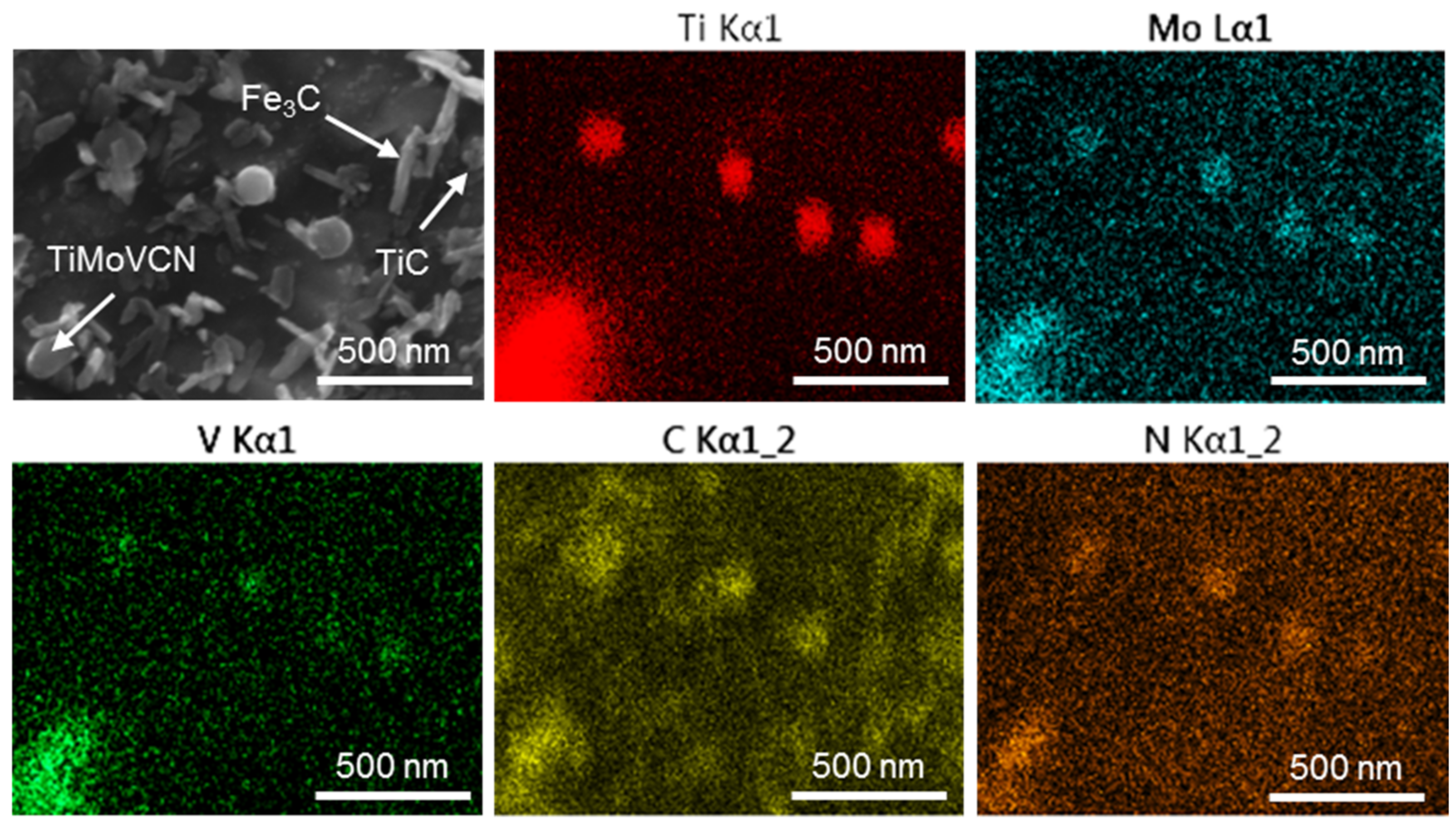
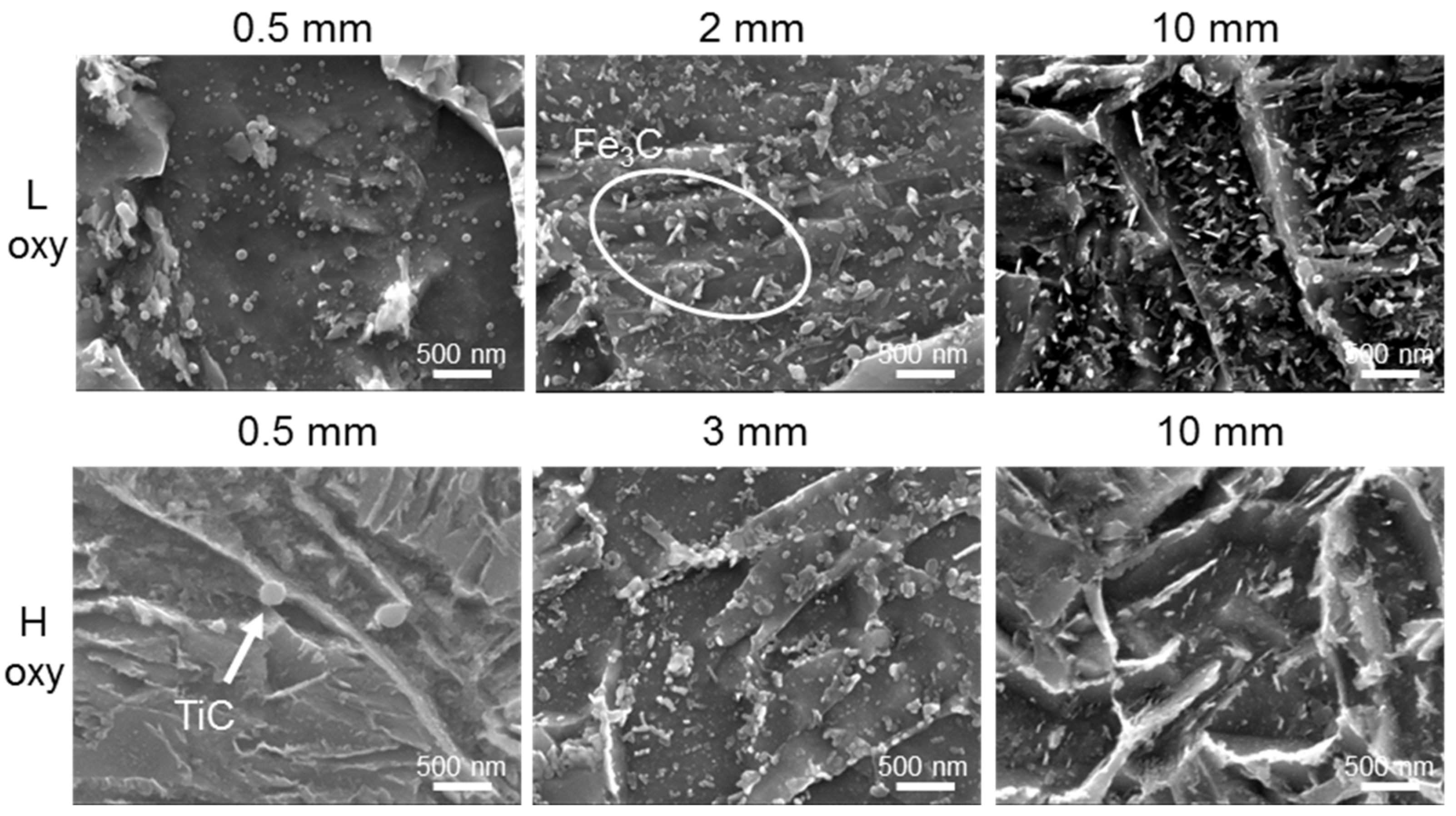
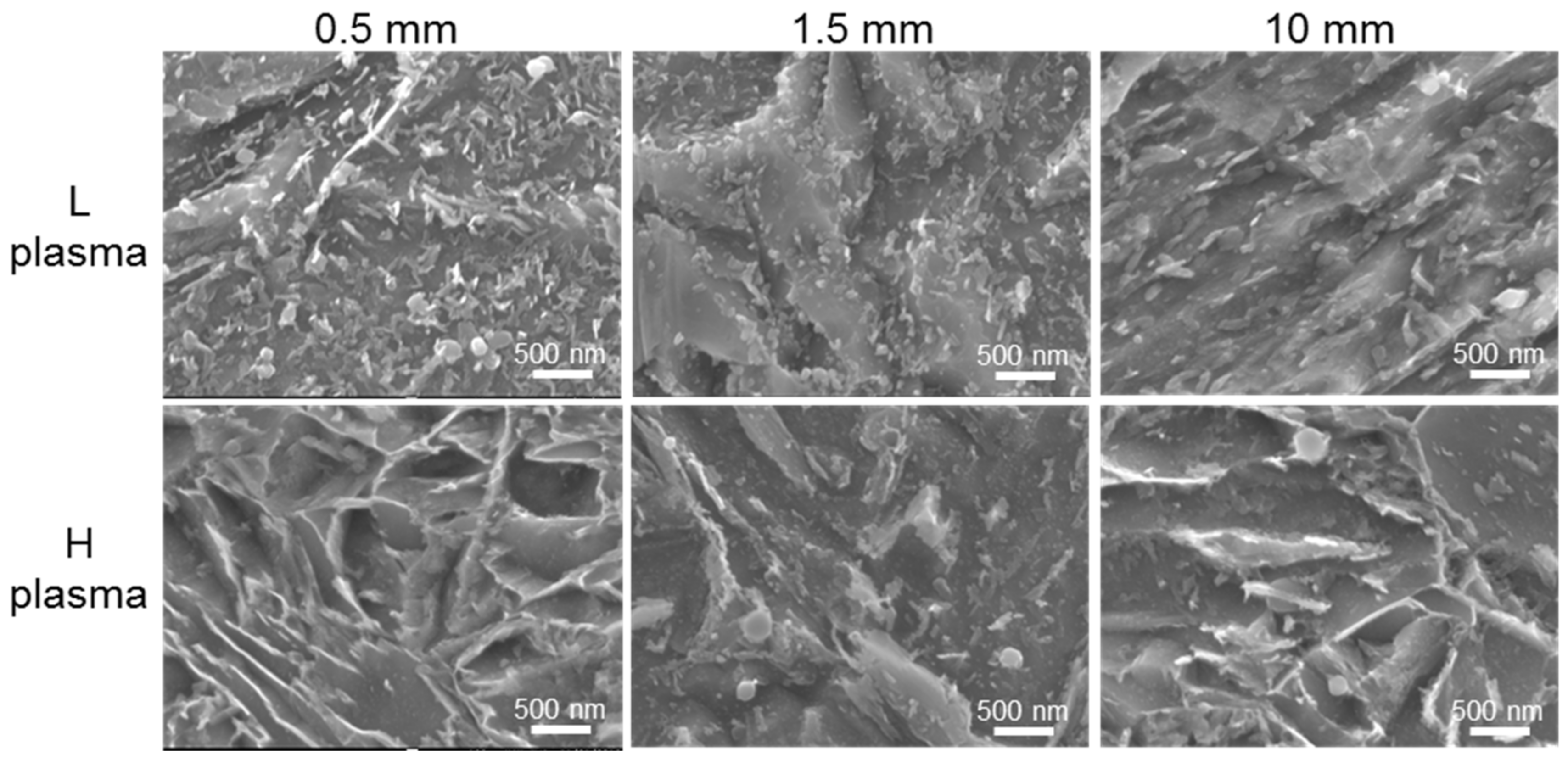
3.3. Coarse Ti-Rich Particles
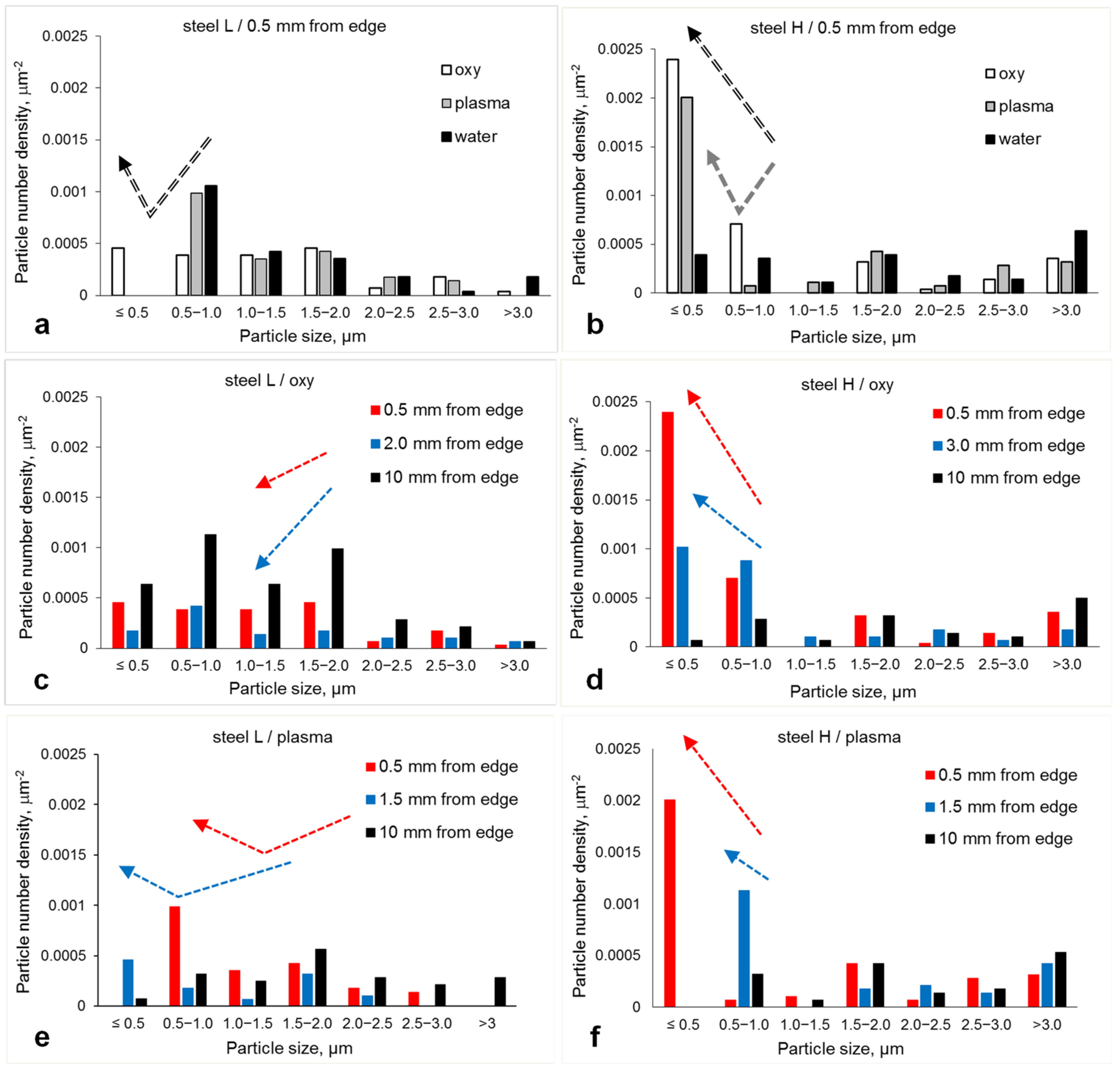
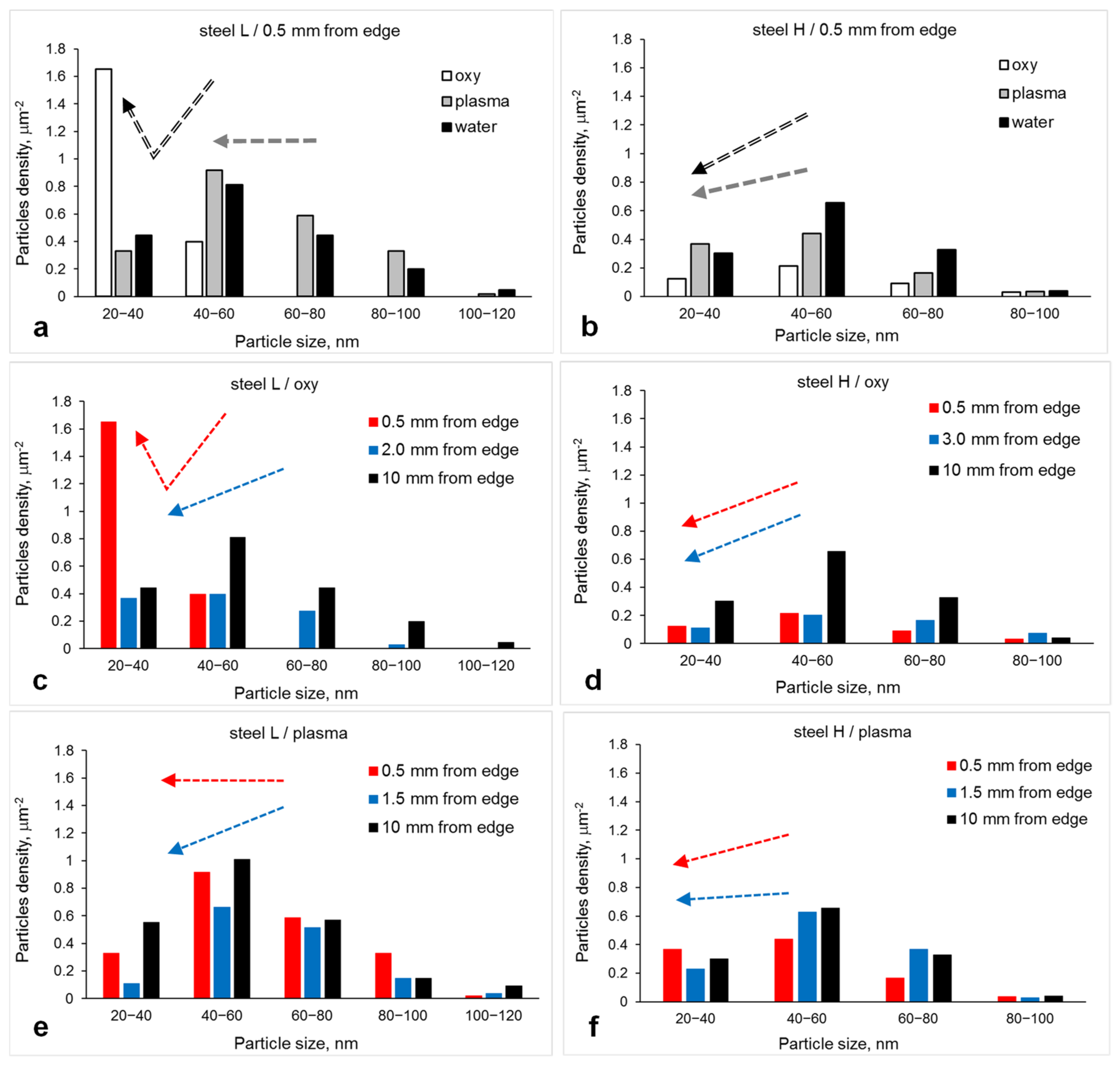
- In Steel L thermal cutting with both methods led to a decrease in the particle number density well below the cut edge surface (2 mm for oxy-fuel and 1.5 mm for plasma, positions corresponding to minimum hardness); this supports particle dissolution. However, the average particle size at these positions increased after cutting with oxy-fuel and decreased after cutting with plasma. This could be explained if, during cutting with oxy-fuel, the dissolution was more intense (a wider particle size range fully dissolved); and during cutting with plasma, larger particles partially dissolved to smaller sizes. Closer to the cut edge (0.5 mm position) the particle number density and average size were similar to that in the base plate. This can be related to shorter times of heat effect associated with faster cooling rates on the surface.
- In contrast, in Steel H cut with both oxy-fuel and plasma the particle number density significantly (near 2 times) increased towards the cut edge; this supports precipitation of new particles and the growth of smaller particles to larger sizes;
- Cutting with water-jet did not lead to any variation in the particle parameters, due to the absence of heat effect.
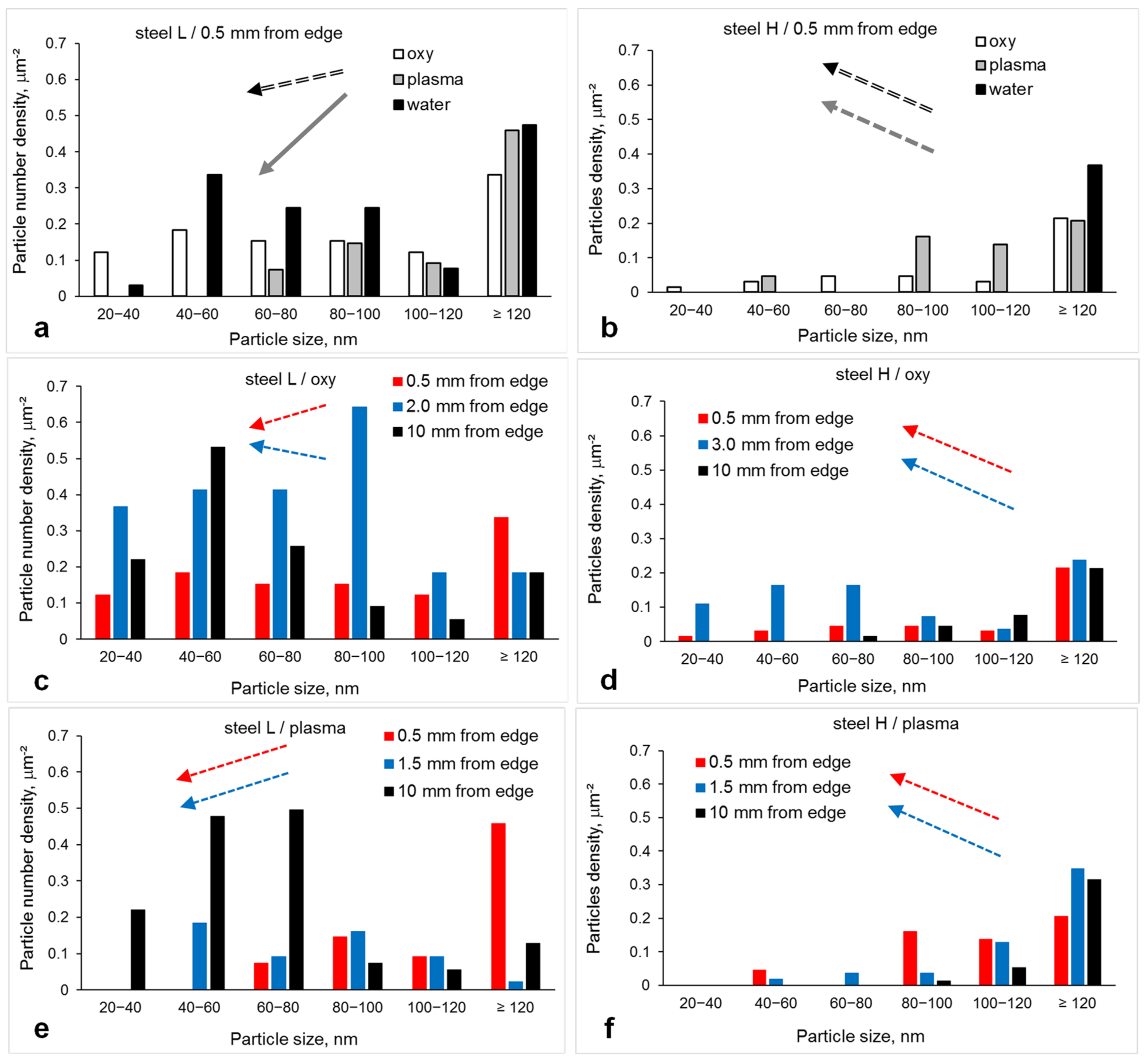
- in Steel L cut with oxy-fuel, dissolution of 0.5–1.0 μm particles occurred (note a decrease in the number density of these particles accompanied by an increase in the density of <0.5 μm particles, Figure 7a), although cutting with plasma did not affect the distribution at this position;
- in contrast, in Steel H cut with oxy-fuel new particles precipitated and grew in the <1.0 μm size range (note approximately 4 fold increase in these particles’ number density, Figure 7b); and cutting with plasma led to partial dissolution of 0.5–1.0 μm particles to <0.5 μm sizes and possible precipitation of new <0.5 μm ones.
- With respect to distance from the cut edge during cutting with oxy-fuel:
- in Steel L the particles in whole size range (<3 μm) dissolved, and this was to a greater extent at the 2 mm position compared to 0.5 mm position (Figure 7c);
- in contrast, in Steel H <1.0 μm particles precipitated at both positions, and this was more intense at 0.5 mm distance from the cut edge compared to 3.0 mm (note an increase in the <1.0 μm particle number density by 9 and 5 fold at 0.5 and 3.0 mm positions, respectively, Figure 7d).
- With respect to distance from the cut edge during cutting with plasma:
- in Steel L > 1.5 μm particles dissolved at 0.5 mm position and >0.5 μm particles dissolved at 1.5 mm position (note decreases in their respective number densities, Figure 7e); this means that more particles dissolved at 1.5 mm position than at 0.5 mm position, which qualitatively corresponds to the trends observed for cutting with oxy-fuel;
- in contrast, in Steel H < 1.0 μm particles precipitated at both positions and more at 0.5 mm than at 1.5 mm distance from the cut edge, which qualitatively corresponds to the behaviour observed during cutting with oxy-fuel.
3.4. Fine Ti-Rich Particles
- in Steel L cut with oxy-fuel (i) the average particle size increased without a significant variation in number density at 0.5 mm position, and (ii) both the average particle size and their number density increased at 2 mm position. These might be explained if the growth of fine Ti-rich particles occurred. However, partially dissolving coarse (TiMoV)(CN) particles (discussed above) could also contribute to the increase in size and number density of fine Ti-rich ones. During cutting with plasma the number density decreased at both positions and the average size increased at 0.5 mm position. These support dissolution.
- In Steel H cutting with both methods resulted in the particle number density and average size increasing. These indicate precipitation and coarsening of fine Ti-rich particles.
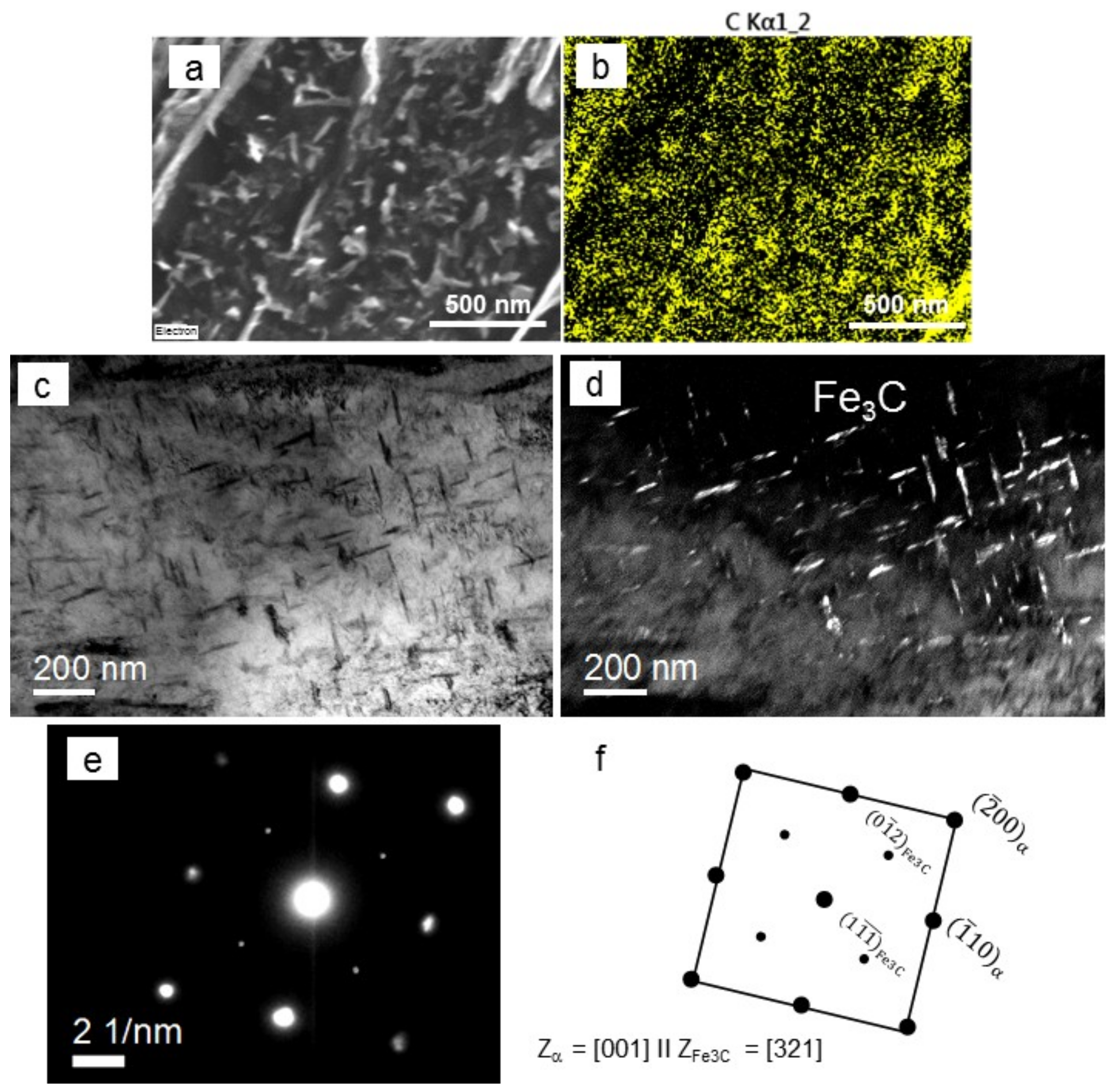
3.5. Fine Fe3C Particles
4. Discussion
4.1. Effect of Steel Composition
4.2. Effect of Cutting Method
5. Conclusions
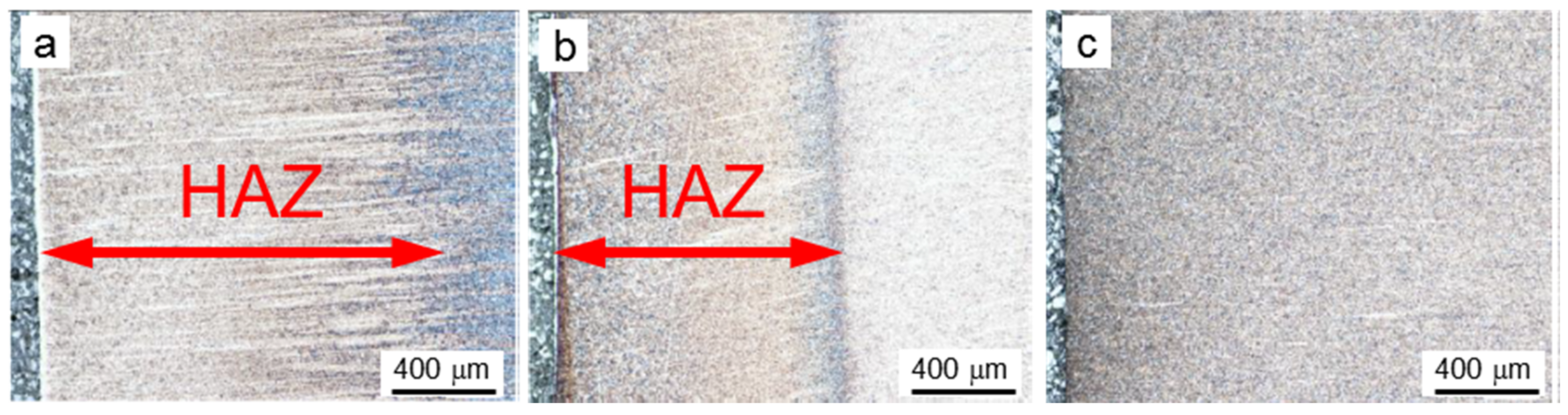
- With respect to practical aspects of this work, the following may be concluded. In both steels, the maximum decrease in hardness due to thermal cutting with oxy-fuel or plasma may reach 25% of the respective original hardness: 100 HV down from the original 400 HV in the lower alloyed steel with 0.27C-0.40Ti (wt.%) and 130 HV down from the original 500 HV in the more highly alloyed steel with 0.39C-0.60Ti (wt.%). Cutting with oxy-fuel produced a wider heat affected zone (HAZ) (5 and 9 mm for the lower and higher alloyed steels, respectively), compared to plasma cutting (about 3 mm for both steels). No HAZ, microstructure or hardness variation was observed for the water-jet cutting method. Therefore, in practice cutting of Ti-alloyed martensitic steels should be conducted using water-jet. Plasma cutting is acceptable if certain precautions are put in place, in particular a set maximum cutting speed. This would reduce the time of heat effect and potential implications on microstructure and properties.
- With respect to microstructure-properties variation with steel composition and cutting method, the following fundamental outcomes can be highlighted. Maximum tempering of microstructure (minimum absolute hardness values or maximum relative decrease in hardness associated with the tempering) was observed in the lower alloyed steel (due to weaker solid solution and precipitation strengthening) cut with oxy-fuel (characterised by higher heat input). Minimum tempering occurred in the more highly alloyed steel (due to stronger solid solution and precipitation strengthening) cut with plasma (characterised by lower heat input). In the lower alloyed steel, coarse (TiMoV)(CN), fine Ti-rich and Fe3C dissolved during thermal cutting. In the more highly alloyed steel, both coarse (TiMoV)(CN) and fine Ti-rich particles precipitated and grew, while Fe3C dissolved. These discrepancies in the particle precipitation kinetics can be associated with the variation in steel composition: higher Ti, Mo and C contents in the more highly alloyed steel (and concentrations of these elements in the matrix) increased the solubility temperatures of existing precipitates and the driving force for precipitation and growth of new particles. Precipitation of Ti-rich particles in the more highly alloyed steel during thermal cutting provided precipitation strengthening, which compensated for the softening associated with dislocation annihilation and dissolution of Fe3C.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Xu, L.; Kennon, N.F. A study of the abrasive wear of carbon steels. Wear 1991, 148, 101–112. [Google Scholar] [CrossRef]
- Maweja, K.; Stumpf, W. The design of advanced performance high strength low-carbon martensitic armour steels: Microstructural considerations. Mater. Sci. Eng. A 2008, 480, 160–166. [Google Scholar] [CrossRef]
- Karagöz, S.; Atapek, Ş.H.; Yilmaz, A. Microstructural and fractographical studies on quenched and tempered armor steels. Materialpruefung 2010, 52, 316–322. [Google Scholar] [CrossRef] [Green Version]
- Jena, P.K.; Mishra, B.; Rameshbabu, M.; Babu, A.; Singh, A.K.; Sivakumar, K.; Bhat, T.B. Effect of heat treatment on mechanical and ballistic properties of a high strength armour steel. Int. J. Impact. Eng. 2010, 37, 242–249. [Google Scholar] [CrossRef]
- El-Batahgy, A.M.; Miura, T.; Ueji, R.; Fujii, H. Investigation into feasibility of FSW process for welding 1600 MPa quenched and tempered steel. Mater. Sci. Eng. A. 2016, 651, 904–913. [Google Scholar] [CrossRef]
- Alexandrov, B.; Theis, K.; Streitenberger, M.; Herold, H.; Martinek, I. Cold cracking in weldments of steel S 690 QT. Weld. World 2005, 49, 64–73. [Google Scholar] [CrossRef]
- Magudeeswaran, G.; Balasubramanian, V.; Madhusudhan, R.G. Hydrogen induced cold cracking studies on armour grade high strength, quenched and tempered steel weldments. Int. J. Hydrog. Energy 2008, 33, 1897–1908. [Google Scholar] [CrossRef]
- Kuzmikova, L.; Callaghan, M.; Larkin, N.; Scott, R.; DeJong, R.; Li, H.; Norrish, J. A study of a continuous cooling behaviour and effect of preheat and interpass temperature on the HAZ of high strength quenched and tempered steel. In Proceedings of the International Institute of Welding Annual Assembly, Istanbul, Turkey, 15–16 July 2010. paper IX-2352-10. [Google Scholar]
- Barenyi, I.; Hires, O.; Liptak, P. Degradation of mechanical properties of armoured steels after its welding. In Proceedings of the International Conference AFASES2011, Brasov, Romania, 26–28 May 2011; pp. 845–848. [Google Scholar]
- Kuzmikova, L.; Larkin, N.; Pan, Z.; Callaghan, M.; Li, H.; Norrish, J. Investigation into feasibility of hybrid laser-GMAW process for welding high strength quenched and tempered steel. Aust. Weld. J. 2012, 57, 1–9. [Google Scholar]
- Layus, P.; Kah, P.; Khlusova, E.; Orlov, V. Study of the sensitivity of high-strength cold-resistant shipbuilding steels to thermal cycle of arc welding. Int. J. Mech. Mater. Eng. 2018, 13, 3. [Google Scholar] [CrossRef] [Green Version]
- Schaupp, T.; Ernst, W.; Spindler, H.; Kannengiesser, T. Hydrogen-assisted cracking of GMA welded 960 MPa grade high-strength steels. Int. J. Hydrog. Energy 2020, 45, 20080–20093. [Google Scholar] [CrossRef]
- Balaguru, V.; Balasubramanian, V.; Shivkumar, P. Tensile properties of shielded metal arc welded ultrahigh hard armour steel joints. World J. Adv. Eng. Tech. Sci. 2020, 1, 71–84. [Google Scholar] [CrossRef]
- Xu, X.; Xu, W.; Ederveen, F.H.; van der Zwaag, S. Design of low hardness abrasion resistant steels. Wear 2013, 301, 89–93. [Google Scholar] [CrossRef]
- Ojala, N.; Valtonen, K.; Heino, V.; Kallio, M.; Aaltonen, J.; Siitonen, P.; Kuokkala, V.T. Effects of composition and microstructure on the abrasive wear performance of quenched wear resistant steels. Wear 2014, 317, 225–232. [Google Scholar] [CrossRef]
- Deng, X.; Wang, Z.; Han, Y.; Zhao, H.; Wang, G. Microstructure and abrasive wear behavior of medium carbon low alloy martensitic abrasion resistant steel. J. Iron Steel Res. Int. 2014, 21, 98–103. [Google Scholar] [CrossRef]
- Lindroos, M.; Valtonen, K.; Kemppainen, A.; Laukkanen, A.; Holmberg, K.; Kuokkala, V.T. Wear behavior and work hardening of high strength steels in high stress abrasion. Wear 2015, 322–323, 32–40. [Google Scholar] [CrossRef]
- Wang, T.S.; Lu, B.; Zhang, M.; Hou, R.J.; Zhang, F.C. Nanocrystallization and martensite formation in the surface layer of medium-manganese austenitic wear-resistant steel caused by shot peening. Mater. Sci. Eng. A 2007, 458, 249–252. [Google Scholar] [CrossRef]
- Bregliozzi, G.; Di Schino, A.; Kenny, J.M.; Haefke, H. The influence of atmospheric humidity and grain size on the friction and wear of AISI 304 austenitic stainless steel. Mater. Lett. 2003, 57, 4505–4508. [Google Scholar] [CrossRef]
- Abouei, V.; Saghafian, H.; Kheirandish, S.; Ranjbar, K. An investigation of the wear behaviour of 0.2% C dual phase steels. J. Mater. Process. Technol. 2008, 203, 107–112. [Google Scholar] [CrossRef]
- Zum Gahr, K.H. Microstructure and Wear of Materials; Elsevier: Amsterdam, The Netherlands, 1987; 559p. [Google Scholar]
- Wang, X.; Chen, Y.; Wei, S.; Zuo, L.; Mao, F. Effect of carbon content on abrasive impact wear behavior of Cr-Si-Mn low alloy wear resistant cast steels. Front. Mater. 2019, 6, 153. [Google Scholar] [CrossRef]
- Kang, Y.J.; Oh, J.C.; Lee, H.C.; Lee, S. Effects of carbon and chromium additions on the wear resistance and surface roughness of cast high-speed steel rolls. Metall. Mater. Trans. A 2001, 32, 2515–2525. [Google Scholar] [CrossRef] [Green Version]
- Bhakat, A.K.; Mishra, A.K.; Mishra, N.S. Characterization of wear and metallurgical properties for development of agricultural grade steel suitable in specific soil conditions. Wear 2007, 263, 228–233. [Google Scholar] [CrossRef]
- Tang, L.; Gao, C.; Huang, J.; Zhang, H.; Chang, W. Dry sliding friction and wear behaviour of hardened AISI D2 tool steel with different hardness levels. Tribol. Int. 2013, 66, 165–173. [Google Scholar] [CrossRef]
- Parashivamurthy, K.I.; Kumar, R.K.; Seetharamu, S.; Chandrasekharaiah, M.N. Review on TiC reinforced steel composites. J. Mater. Sci. 2001, 36, 4519–4530. [Google Scholar] [CrossRef]
- Han, Y.; Shi, J.; Xu, L.; Cao, W.Q.; Dong, H. Effects of Ti addition and reheating quenching on grain refinement and mechanical properties in low carbon medium manganese martensitic steel. Mater. Des. 2012, 34, 427–434. [Google Scholar] [CrossRef]
- Kostryzhev, A.G.; Killmore, C.R.; Yu, D.; Pereloma, E.V. Martensitic wear resistant steels alloyed with titanium. Wear 2020, 446–447, 203203. [Google Scholar] [CrossRef]
- Zeatoun, L.A.; Morrison, P.W., Jr. Optimizing diamond growth for an atmospheric oxyacetylene torch. J. Mater. Res. 1997, 12, 1237–1252. [Google Scholar] [CrossRef]
- Cutting Processes—Application of Oxyfuel Cutting. Available online: https://www.twi-global.com/technical-knowledge/job-knowledge/cutting-processes-application-of-oxyfuel-cutting-050 (accessed on 20 December 2019).
- Eyres, D.J. Welding and cutting processes used in shipbuilding. In Ship Construction; Eyres, D.J., Ed.; Butterworth-Heinemann: Oxford, UK, 2007; pp. 75–96. [Google Scholar]
- Cutting Processes—Plasma Arc Cutting—Process and Equipment Considerations. Available online: https://www.twi-global.com/technical-knowledge/job-knowledge/cutting-processes-plasma-arc-cutting-process-and-equipment-considerations-051 (accessed on 20 December 2019).
- Węglowski, M.S.; Dymek, S.; Kopyściański, M.; Niagaj, J.; Rykała, J.; De Waele, W.; Hertelé, S. A comprehensive study on the microstructure and mechanical properties of arc girth welded joints of spiral welded high strength API X70 steel pipe. Arch. Civ. Mech. Eng. 2020, 20, 14. [Google Scholar] [CrossRef] [Green Version]
- Shi, L.; Alexandratos, S.A.; O’Dowd, N.P. Combined finite element and phase field method for simulation of austenite grain growth in the heat-affected zone of a martensitic steel weld. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2019, 233, 13–27. [Google Scholar] [CrossRef] [Green Version]
- Garcin, T.; Militzer, M.; Poole, W.J.; Collins, L. Microstructure model for the heat-affected zone of X80 linepipe steel. Mater. Sci. Technol. 2016, 32, 708–721. [Google Scholar] [CrossRef]
- El-Faramawy, H.S.; Ghali, S.N.; Eissa, M.M. Effect of titanium addition on behavior of medium carbon steel. J. Miner. Mater. Charact. Eng. 2012, 11, 108–1112. [Google Scholar] [CrossRef]
- Strid, J.; Easterling, K.E. On the chemistry and stability of complex carbides and nitrides in microalloyed steels. Acta Metall. 1985, 33, 2057–2074. [Google Scholar] [CrossRef]
- Dobrzanski, L.A.; Zarychta, A.; Ligarski, M. High-speed steels with addition of niobium or titanium. J. Mater. Process. Tech. 1997, 63, 531–541. [Google Scholar] [CrossRef]
- Soto, R.; Saikaly, W.; Bano, X.; Issartel, C.; Rigaut, G.; Charai, A. Statistical and theoretical analysis of precipitates in dual-phase steels microalloyed with titanium and their effect on mechanical properties. Acta Mater. 1999, 47, 3475–3481. [Google Scholar] [CrossRef]
- Yu, W.T.; Li, J.; Shi, C.B.; Zhu, Q.T. Effect of titanium on the microstructure and mechanical properties of high-carbon martensitic stainless steel 8Cr13MoV. Metals 2016, 6, 193. [Google Scholar] [CrossRef] [Green Version]
- Bhadeshia, H.K.D.H.; Honeycombe, S.R. Steels: Microstructure and Properties, 3rd ed.; Butterworth-Heinemann: Oxford, UK, 2006; pp. 183–208. [Google Scholar]
- Krauss, G. Tempering of lath martensite in low and medium carbon steels: Assessment and challenges. Steel Res. Int. 2017, 88, 1700038. [Google Scholar] [CrossRef]
- Pawłowski, B. Critical points of hypoeutectoid steel—Prediction of the pearlite dissolution finish temperature Ac1f. J. Achiev. Mater. Manuf. Eng. 2011, 49, 331–337. [Google Scholar]
- Trzaska, J.; Dobrzanski, L.A. Modelling of CCT diagrams for engineering and constructional steels. J. Mater. Process. Technol. 2007, 192–193, 504–510. [Google Scholar] [CrossRef]
- Lu, Q.; Xu, W.; van der Zwaag, S. Designing new corrosion resistant ferritic heat resistant steel based on optimal solid solution strengthening and minimisation of undesirable microstructural components. Comp. Mater. Sci. 2014, 84, 198–205. [Google Scholar] [CrossRef]
- Kong, J.; Xie, C. Effect of molybdenum on continuous cooling bainite transformation of low-carbon microalloyed steel. Mater. Des. 2006, 27, 1169–1173. [Google Scholar] [CrossRef]
- Hu, H.; Xu, G.; Zhou, M.; Yuan, Q. Effect of Mo content on microstructure and property of low-carbon bainitic steels. Metals 2016, 6, 173. [Google Scholar] [CrossRef] [Green Version]
- Mukherjee, S.; Timokhina, I.; Zhu, C.; Ringer, S.P.; Hodgson, P.D. Clustering and precipitation processes in a ferritic titanium-molybdenum microalloyed steel. J. Alloys Compd. 2017, 690, 621–632. [Google Scholar] [CrossRef]
- Dhara, S.; Marceau, R.K.W.; Wood, K.; Dorin, T.; Timokhina, I.B.; Hodgson, P.D. Precipitation and clustering in a Ti-Mo steel investigated using atom probe tomography and small-angle neutron scattering. Mater. Sci Eng. A 2018, 718, 74–86. [Google Scholar] [CrossRef]
- Chen, C.Y.; Yang, J.R.; Chen, C.C.; Chen, S.F. Microstructural characterization and strengthening behavior of nanometer sized carbides in Ti–Mo microalloyed steels during continuous cooling process. Mater. Charact. 2016, 114, 18–29. [Google Scholar] [CrossRef]
- Kostryzhev, A.G.; Marenych, O.O. New technology to produce 1 GPa low carbon microalloyed steels from cast strip. Metals 2018, 8, 662. [Google Scholar] [CrossRef] [Green Version]
- Zhang, K.; Li, Z.D.; Sun, X.J.; Yong, Q.L.; Yang, J.W.; Li, Y.M.; Zhao, P.L. Development of Ti–V–Mo complex microalloyed hot-rolled 900MPa grade high strength steel. Acta Metall. Sin. 2015, 28, 641–648. [Google Scholar] [CrossRef] [Green Version]
- Wang, Z.; Zhang, H.; Guo, C.; Liu, W.; Yang, Z.; Sun, X.; Zhang, Z.; Jiang, F. Effect of molybdenum addition on the precipitation of carbides in the austenite matrix of titanium micro-alloyed steels. J. Mater. Sci. 2016, 51, 4996–5007. [Google Scholar] [CrossRef]
- Tingaev, A.K.; Gubaydulin, R.G.; Ilin, I.A. Study of the effect of thermal cutting on the microstructure and chemical composition of the edges of workpieces made of steel brands S345, S390. Procedia Eng. 2016, 150, 1783–1790. [Google Scholar] [CrossRef] [Green Version]
- Ilin, I.A.; Krasnoperova, A.A.; Sirotkin, E.A. Effect study of thermal cutting methods on the edge’s microstructure of high-strength steel grade S700MC. Mater. Sci. Forum 2019, 946, 928–933. [Google Scholar] [CrossRef]
- Pawar, S.S.; Inamdar, K.H. Analysis of heat affected zone in plasma arc cutting of SS 316L plates. Int. J. Innov. Res. Sci. Eng. Technol. 2017, 6, 8160–8165. [Google Scholar]
- Gustafson, A. Coarsening of TiC in austenitic stainless steel–Experiments and simulations in comparison. Mater. Sci Eng. A. 2000, 287, 52–58. [Google Scholar] [CrossRef]
- Jones, A.R.; Ralph, B. Growth and dissolution of NbC particles in an austenitic stainless steel. Metallography 1977, 10, 469–480. [Google Scholar] [CrossRef]
- Gong, P.; Palmiere, E.J.; Rainforth, W.M. Dissolution and precipitation behaviour in steels microalloyed with niobium during thermomechanical processing. Acta Mater. 2015, 97, 392–403. [Google Scholar] [CrossRef]
- Morral, J.E.; Purdy, G.R. Particle coarsening in binary and multicomponent alloys. Scr. Metall. Mater. 1994, 30, 905–908. [Google Scholar] [CrossRef]
- Papaefthymiou, S.; Bouzouni, M.; Gavalas, E. Theoretical study of particle dissolution during homogenization in Cu–Fe–P alloy. Metals 2018, 8, 455. [Google Scholar] [CrossRef] [Green Version]
- Abe, F.; Murata, M.; Miyazaki, H. Effect of TiC and NbC carbides on creep life of stainless steels. Mater. High Temp. 2019, 36, 35–47. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel Type | C | Si | Mn | Cr | Mo | Ni | Ti | V |
|---|---|---|---|---|---|---|---|---|
| Steel L | 0.27 | 0.37 | 0.71 | 0.85 | 0.24 | 0.022 | 0.40 | 0.01 |
| Steel H | 0.39 | 0.83 | 1.28 | 0.68 | 0.33 | 0.46 | 0.60 | 0.01 |
| Steel Grade/Cutting Method | Steel L | Steel H | ||||
|---|---|---|---|---|---|---|
| Oxy-Fuel | ||||||
| Position from cut edge | 0.5 mm | 2.0 mm | 10 mm | 0.5 mm | 3.0 mm | 10 mm |
| Average size, µm | 2.3 ± 0.2 | 1.9 ± 0.1 | 2.3 ± 0.2 | 3.0 ± 0.2 | 2.1 ± 0.1 | 2.5 ± 0.3 |
| Plasma | ||||||
| Position from cut edge | 0.5 mm | 1.5 mm | 10 mm | 0.5mm | 1.5mm | 10 mm |
| Average size, µm | 2.4 ± 0.2 | 2.5 ± 0.2 | 2.4 ± 0.2 | 2.3 ± 0.2 | 2.6 ± 0.1 | 2.5 ± 0.2 |
| Water-Jet | ||||||
| Position from cut edge | 0.5 mm and 10 mm | 0.5 mm and 10 mm | ||||
| Average size, µm | 2.6 ± 0.2 | 2.5 ± 0.2 | ||||
| Steel Grade/Cutting Method | Steel L | Steel H | ||||
|---|---|---|---|---|---|---|
| Oxy-Fuel | ||||||
| Position from cut edge | 0.5 mm | 2.0 mm | 10 mm | 0.5 mm | 3.0 mm | 10 mm |
| Average size, µm | 1.6 ± 0.7 | 2.5 ± 0.5 | 1.8 ± 0.6 | 2.9 ± 1.2 | 2.2 ± 0.8 | 2.9 ± 0.9 |
| Number density, µm−2 | 0.0020 | 0.0012 | 0.0021 | 0.0039 | 0.0025 | 0.0016 |
| Plasma | ||||||
| Position from cut edge | 0.5 mm | 1.5 mm | 10 mm | 0.5 mm | 1.5 mm | 10 mm |
| Average size, µm | 1.9 ± 0.4 | 1.5 ± 0.5 | 2.1 ± 0.7 | 2.5 ± 0.5 | 3.2 ± 1.3 | 2.8 ± 0.8 |
| Number density, µm−2 | 0.0021 | 0.0011 | 0.0020 | 0.0033 | 0.0021 | 0.0017 |
| Water-Jet | ||||||
| Position from cut edge | 0.5 mm | 10 mm | 0.5 mm | 10 mm | ||
| Average size, µm | 2.0 ± 0.7 | 1.8 ± 0.6 | 2.8 ± 0.8 | 2.8 ± 1.0 | ||
| Number density, µm−2 | 0.0020 | 0.0019 | 0.0017 | 0.0017 | ||
| Steel Grade/Cutting Method | Steel L | Steel H | ||||
|---|---|---|---|---|---|---|
| Oxy-Fuel | ||||||
| Position from cut edge | 0.5 mm | 2.0 mm | 10 mm | 0.5 mm | 3.0 mm | 10 mm |
| Average size, nm | 112 ± 21 | 93 ± 30 | 82 ± 26 | 162 ± 50 | 104 ± 42 | 144 ± 48 |
| Number density, µm−2 | 1.1 | 2.2 | 1.3 | 0.4 | 0.8 | 0.3 |
| Plasma | ||||||
| Position from cut edge | 0.5 mm | 1.5 mm | 10 mm | 0.5 mm | 1.5 mm | 10 mm |
| Average size, nm | 135 ± 34 | 85 ± 28 | 83 ± 23 | 153 ± 45 | 210 ± 56 | 150 ± 43 |
| Number density, µm−2 | 0.8 | 0.5 | 1.4 | 0.6 | 0.6 | 0.3 |
| Steel Grade/Cutting Method | Steel L | Steel H | ||||
|---|---|---|---|---|---|---|
| Oxy-Fuel | ||||||
| Position from cut edge | 0.5 mm | 2.0 mm | 10 mm | 0.5 mm | 3.0 mm | 10 mm |
| Average size, nm | 37 ± 9 | 47 ± 10 | 49 ± 11 | 52 ± 9 | 68 ± 12 | 45 ± 10 |
| Number density, µm−2 | 2.0 | 1.1 | 2.3 | 0.5 | 0.6 | 1.4 |
| Plasma | ||||||
| Position from cut edge | 0.5 mm | 1.5 mm | 10 mm | 0.5 mm | 1.5 mm | 10 mm |
| Average size, nm | 60 ± 11 | 67 ± 9 | 58 ± 8 | 49 ± 10 | 51 ± 11 | 53 ± 10 |
| Number density, µm−2 | 2.2 | 1.5 | 2.4 | 1.0 | 1.2 | 1.3 |
| Steel Grade/Cutting Method | Steel L | Steel H | |||||
|---|---|---|---|---|---|---|---|
| Oxy-Fuel | |||||||
| Position from cut edge | 0.5 mm | 2.0 mm | 10 mm | 0.5 mm | 3.0 mm | 10 mm | |
| Average grain size, µm | 2.3 ± 0.2 | 1.9 ± 0.1 | 2.3 ± 0.2 | 3.0 ± 0.1 | 2.1 ± 0.1 | 2.5 ± 0.3 | |
| Number density, µm−2 | Coarse Ti-rich | 0.0020 | 0.0012 | 0.0021 | 0.0039 | 0.0025 | 0.0016 |
| Fine Ti-rich | 1.1 | 2.2 | 1.3 | 0.4 | 0.8 | 0.3 | |
| Fe3C | 2.0 | 1.1 | 2.3 | 0.5 | 0.6 | 1.4 | |
| Hardness, HV | 430 ± 8 | 300 ± 5 | 410 ± 10 | 520 ± 10 | 359 ± 7 | 500 ± 4 | |
| Plasma | |||||||
| Position from cut edge | 0.5 mm | 1.5 mm | 10 mm | 0.5mm | 1.5mm | 10 mm | |
| Average grain size, µm | 2.4 ± 0.2 | 2.5 ± 0.2 | 2.4 ± 0.2 | 2.3 ± 0.2 | 2.6 ± 0.1 | 2.5 ± 0.2 | |
| Number density, µm−2 | Coarse Ti-rich | 0.0021 | 0.0011 | 0.0020 | 0.0033 | 0.0021 | 0.0017 |
| Fine Ti-rich | 0.8 | 0.5 | 1.4 | 0.6 | 0.6 | 0.3 | |
| Fe3C | 2.2 | 1.5 | 2.4 | 1.0 | 1.2 | 1.3 | |
| Hardness, HV | 400 ± 8 | 300 ± 5 | 385 ± 6 | 530 ± 4 | 417 ± 4 | 505 ± 5 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kostryzhev, A.G.; Rizwan, M.; Killmore, C.R.; Yu, D.; Li, H. Edge Microstructure and Strength Gradient in Thermally Cut Ti-Alloyed Martensitic Steels. Metals 2021, 11, 1138. https://doi.org/10.3390/met11071138
Kostryzhev AG, Rizwan M, Killmore CR, Yu D, Li H. Edge Microstructure and Strength Gradient in Thermally Cut Ti-Alloyed Martensitic Steels. Metals. 2021; 11(7):1138. https://doi.org/10.3390/met11071138
Chicago/Turabian StyleKostryzhev, Andrii G., Muhammad Rizwan, Chris R. Killmore, Dake Yu, and Huijun Li. 2021. "Edge Microstructure and Strength Gradient in Thermally Cut Ti-Alloyed Martensitic Steels" Metals 11, no. 7: 1138. https://doi.org/10.3390/met11071138