
Sub-Microstructure of Surface and Subsurface Layers after Electrical Discharge Machining Structural Materials in Water



 , ,
, ,
Abstract
:1. Introduction
- It creates a pleasant tactile texture of evenly distributed convexes of injection-molding plastic parts such as computer cases or other housings.
- The formed eroded layer contributes to reduced surface wear due to its improved exploitation properties (microhardness, wear resistance).
- The convexed surface favors the removal of injection-molded plastic products from the mold.
- to exclude the influence of specimens’ carbonization due to working liquid decomposition under discharge pulses;
- to avoid the formation of explosives in the presence of water or hydrogen, such as aluminum carbide, during electrical discharge machining specimens in hydrocarbons.
2. Materials and Methods
2.1. Equipment and Machining Factors
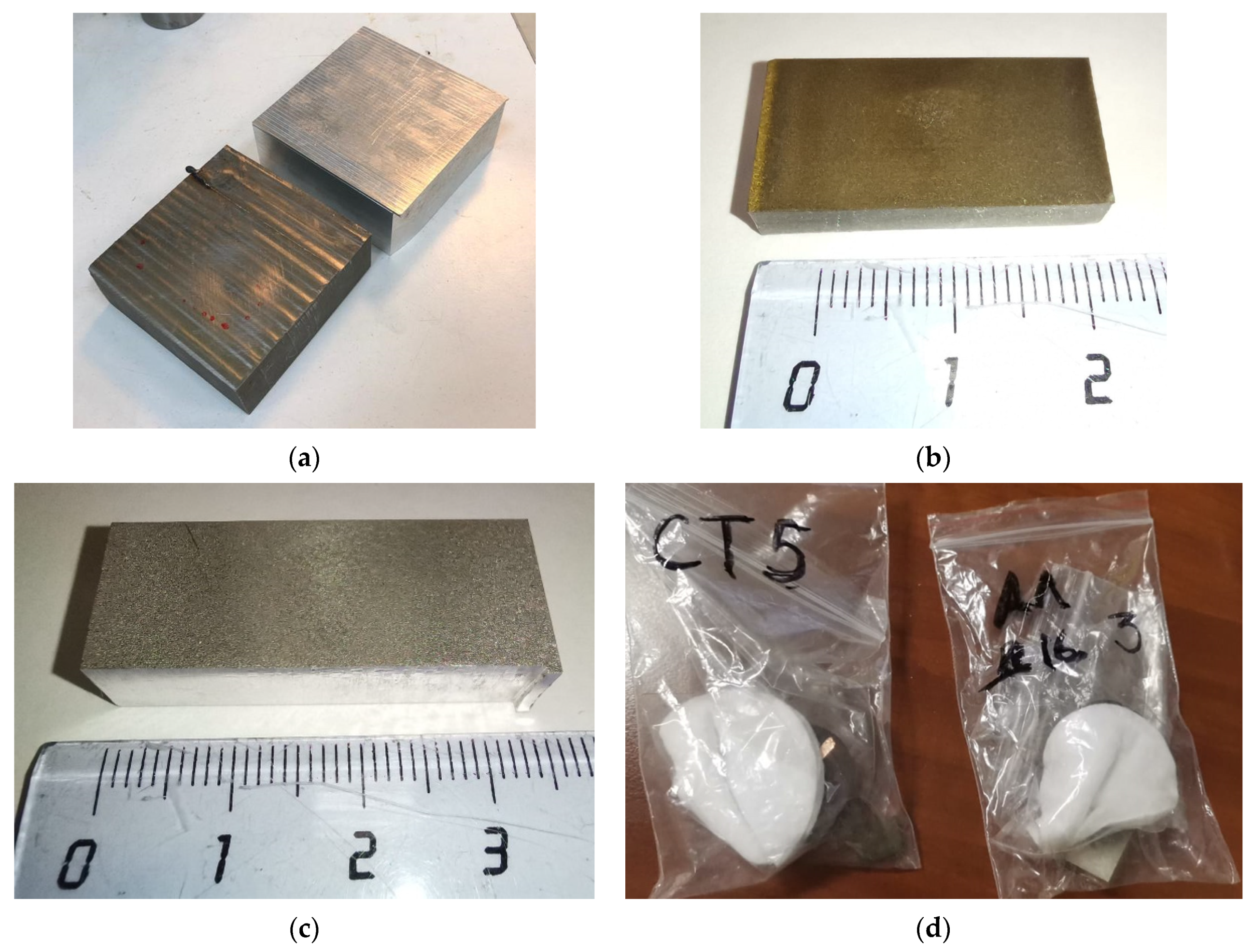
2.2. Materials to Be Machined
2.3. Characterization of the Samples
3. Results
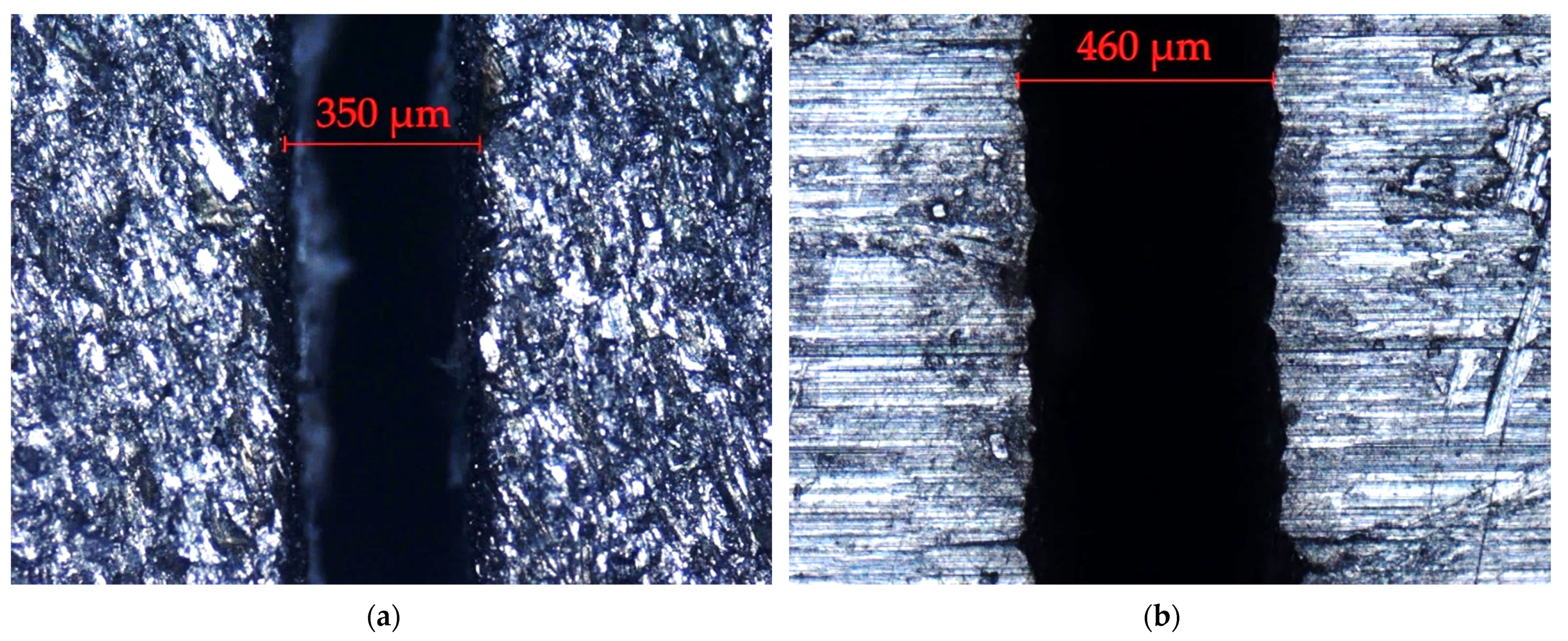
3.1. Machining Factors and the Discharge Gap
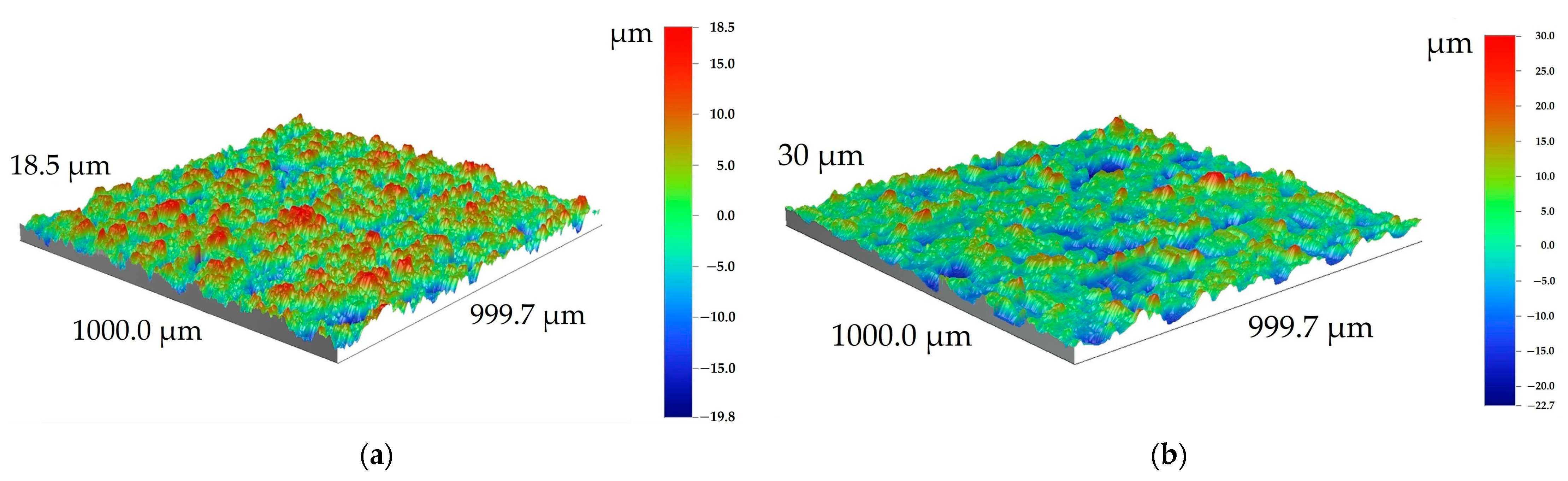
3.2. Roughness Parameters and Surface Topology
3.3. Characterization of the Samples
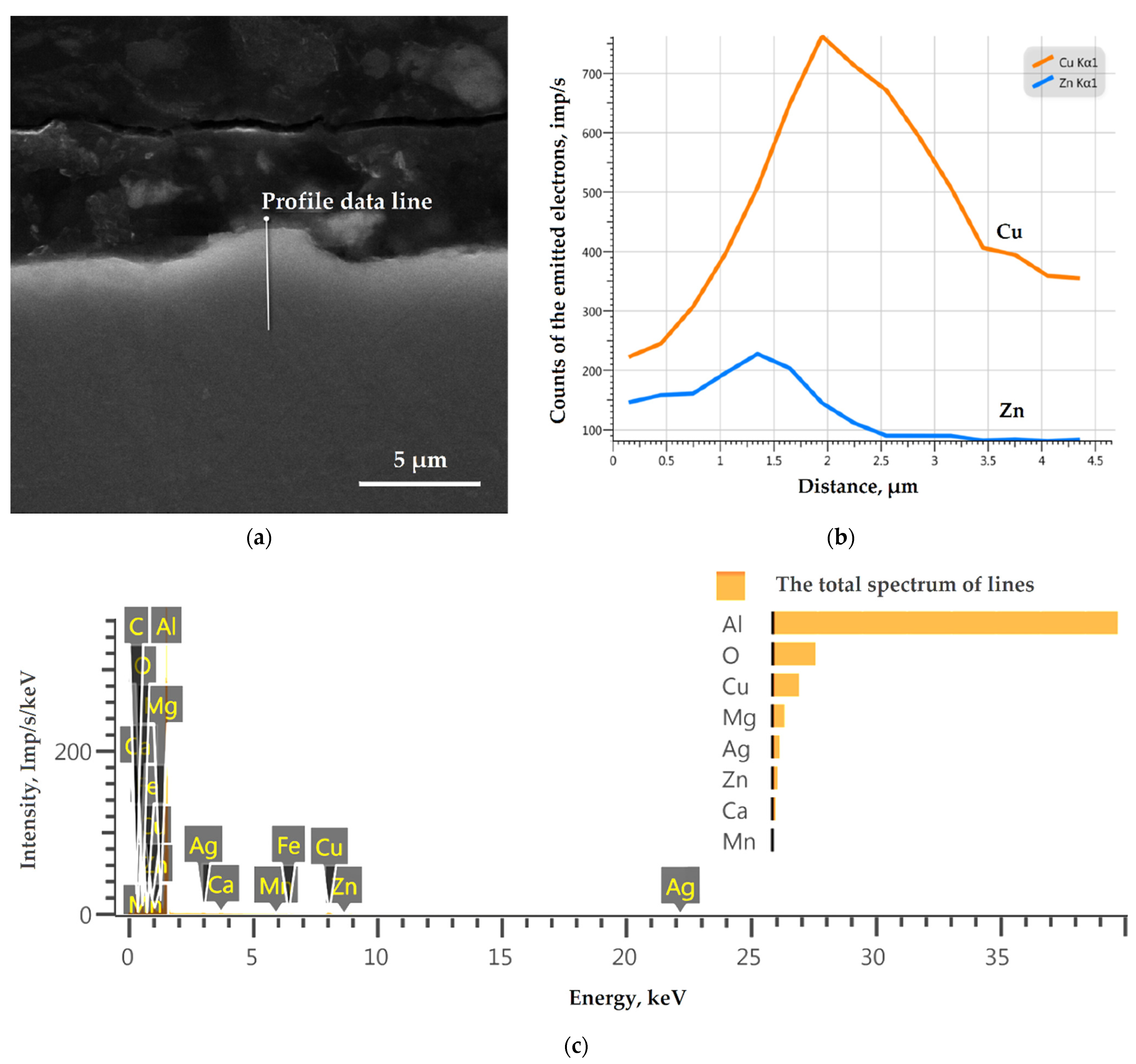
3.4. Chemical Nanomodification of the Surface Layer
3.5. Nanomodification (Elemental Analysis) of the Subsurface Layers
4. Discussion
4.1. Dependencies of Interelectrode Gap on Electrical Properies
4.2. Submicrostructure of Surface and Subsurface Layers
5. Conclusions
- Arithmetic mean deviation (Ra) of 4.61 µm, ten-point height (Rz) of 28.73 µm for X10CrNiTi18-10 (12kH18N10T) steel;
- Ra of 5.41 µm, Rz of 35.29 µm for 2024 (D16) duralumin.
6. Patents
- Kozochkin, M.P.; Grigoriev, S.N.; Porvatov, A.N., Okunkova, A.A. The method of controlling the electrical discharge machining of parts on an automated cutting machine with a system of CNC; RU 2598022.
- Kozochkin, M.P.; Khoteenkov, K.E.; Porvatov, A.N., Grigoriev, S.N. The method of EDM cutting of products; RU 2638607.
- Grigoriev, S.N.; Kozochkin, M.P.; Okunkova, A.A. The method of positioning the wire electrode on the EDM cutting machines; RU 2572678.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature of Used Symbols
| Type | Symbol | Description | Unit |
| Machine Factors | Vo | Operational voltage | V |
| I | Operational current strength | A | |
| D | Pulse duration | µs | |
| f | Frequency of discharge pulses | s−1 | |
| Rw | Wire rewinding rate | m/min | |
| Ft | Wire tension | kg | |
| Rf | Wire feed rate | mm/min | |
| Material properties | ρ | Specific electrical resistance | |
| α × 106 | Linear thermal expansion coefficient | °C−1 | |
| λ | Thermal conductivity | W/(m∙°C) | |
| Tm | Melting point | K | |
| Surface characterization | Ra | Arithmetic mean deviation | µm |
| Rz | Ten-point height | µm | |
| Rtm | Maximum peak-to-valley height | µm | |
| Sm | Mean spacing between peaks | µm | |
| Discharge gap | Δ | Distance between electrodes | µm |
| ΔDB | Effective discharge gap | µm | |
| Δ*DB | Wire tool electrode path offset | µm | |
| dw | Wire diameter | mm | |
| rw | Wire radius | mm | |
| l | Slot (kerf) width | mm | |
| Interpolation model | A | Amplitude | µm |
| A1 | Initial value | µm | |
| A2 | End value | µm | |
| t | e-folding time | %, | |
| x0 | Center of x-range | ||
| dx | Time constant | ||
| y0 | Graph offset | µm | |
| χ2 | Agreement criterion | - | |
| R2 | Determination coefficient | - |
References
- Grigoriev, S.N.; Kozochkin, M.P.; Kropotkina, E.Y.; Okunkova, A.A. Study of wire tool-electrode behavior during electrical discharge machining by vibroacoustic monitoring. Mech. Ind. 2016, 17, 717. [Google Scholar] [CrossRef] [Green Version]
- Mouralova, K.; Zahradnicek, R.; Benes, L.; Prokes, T.; Hrdy, R.; Fries, J. Study of Micro Structural Material Changes after WEDM Based on TEM Lamella Analysis. Metals 2020, 10, 949. [Google Scholar] [CrossRef]
- Rashid, A.; Bilal, A.; Liu, C.; Jahan, M.P.; Talamona, D.; Perveen, A. Effect of Conductive Coatings on Micro-Electro-Discharge Machinability of Aluminum Nitride Ceramic Using On-Machine-Fabricated Microelectrodes. Materials 2019, 12, 3316. [Google Scholar] [CrossRef] [Green Version]
- Tani, T.; Fukuzawa, Y.; Mohri, N.; Saito, N.; Okada, M. Machining phenomena in WEDM of insulating ceramics. J. Mater. Process. Technol. 2004, 149, 124–128. [Google Scholar] [CrossRef]
- Gavrin, V.N.; Kozlova, Y.P.; Veretenkin, E.P.; Logachev, A.V.; Logacheva, A.I.; Lednev, I.S.; Okunkova, A.A. Reactor target from metal chromium for “pure” high-intensive artificial neutrino source. Phys. Part. Nucl. Lett. 2016, 13, 267–273. [Google Scholar] [CrossRef]
- Camposeco-Negrete, C. Analysis and optimization of sustainable machining of AISI O1 tool steel by the wire-EDM process. Adv. Manuf. 2021, 9, 304–317. [Google Scholar] [CrossRef]
- Chaudhari, R.; Vora, J.J.; Patel, V.; López de Lacalle, L.N.; Parikh, D.M. Surface Analysis of Wire-Electrical-Discharge-Machining-Processed Shape-Memory Alloys. Materials 2020, 13, 530. [Google Scholar] [CrossRef] [Green Version]
- Grigoriev, S.N.; Volosova, M.A.; Okunkova, A.A.; Fedorov, S.V.; Hamdy, K.; Podrabinnik, P.A.; Pivkin, P.M.; Kozochkin, M.P.; Porvatov, A.N. Wire Tool Electrode Behavior and Wear under Discharge Pulses. Technologies 2020, 8, 49. [Google Scholar] [CrossRef]
- Arunachalam, S.R.; Dorman, S.E.G.; Buckley, R.T.; Conrad, N.A.; Fawaz, S.A. Effect of electrical discharge machining on corrosion and corrosion fatigue behavior of aluminum alloys. Int. J. Fatigue 2018, 111, 44–53. [Google Scholar] [CrossRef]
- Mehmood, S.; Shah, M.; Pasha, R.A.; Sultan, A. Evaluation of Fatigue Behavior and Surface Characteristics of Aluminum Alloy 2024 T6 After Electric Discharge Machining. J. Mater. Eng. Perform. 2017, 26, 4910–4922. [Google Scholar] [CrossRef]
- Phan, N.H.; Dong, P.V.; Jatti, V.S.; Tam, N.C.; Minh, N.D.; Ly, N.T.; Tai, B.T.; Truong, D.V. Influence of Process Parameters on the Microstructural Characteristics and Mechanical Properties of Recast Layer Thickness Coating on Die Steel Machined Surface after Electrical Discharge Machining. Int. J. Eng. 2021, 34, 1297–1304. [Google Scholar]
- Hentschel, O.; Scheitler, C.; Fedorov, A.; Junker, D.; Gorunov, A.; Haimerl, A.; Merklein, M.; Schmidt, M. Experimental investigations of processing the high carbon cold-work tool steel 1.2358 by laser metal deposition for the additive manufacturing of cold forging tools. J. Laser Appl. 2017, 29, 022307. [Google Scholar] [CrossRef] [Green Version]
- Garcia, C.; Martin, F.; Herranz, G.; Berges, C.; Romero, A. Effect of adding carbides on dry sliding wear behaviour of steel matrix composites processed by metal injection moulding. Wear 2018, 414, 182–193. [Google Scholar] [CrossRef]
- Vereschaka, A.; Tabakov, V.; Grigoriev, S.; Aksenenko, A.; Sitnikov, N.; Oganyan, G.; Seleznev, A.; Shevchenko, S. Effect of adhesion and the wear-resistant layer thickness ratio on mechanical and performance properties of ZrN—(Zr,Al,Si)N coatings. Surf. Coat. Technol. 2019, 357, 218–234. [Google Scholar] [CrossRef]
- da Silva, S.P.; Abrao, A.M.; Weidler, P.G.; da Silva, E.R.; Camara, M.A. Investigation of nitride layers deposited on annealed AISI H13 steel by die-sinking electrical discharge machining. Int. J. Adv. Manuf. Technol. 2020, 109, 2325–2336. [Google Scholar] [CrossRef]
- Lee, J.W. Microstructural evaluation and phase transformation of recast layers in electrical discharge machined dual phase Fe-Mn-Al alloy. J. Mater. Sci. 2003, 38, 1679–1687. [Google Scholar] [CrossRef]
- Saleh, M.; Anwar, S.; El-Tamimi, A.; Khan Mohammed, M.; Ahmad, S. Milling Microchannels in Monel 400 Alloy by Wire EDM: An Experimental Analysis. Micromachines 2020, 11, 469. [Google Scholar] [CrossRef]
- Volosova, M.A.; Okunkova, A.A.; Fedorov, S.V.; Hamdy, K.; Mikhailova, M.A. Electrical Discharge Machining Non-Conductive Ceramics: Combination of Materials. Technologies 2020, 8, 32. [Google Scholar] [CrossRef]
- Volosova, M.A.; Okunkova, A.A.; Povolotskiy, D.E.; Podrabinnik, P.A. Study of electrical discharge machining for the parts of nuclear industry usage. Mech. Ind. 2015, 16, 706. [Google Scholar] [CrossRef] [Green Version]
- Melnik, Y.A.; Kozochkin, M.P.; Porvatov, A.N.; Okunkova, A.A. On adaptive control for electrical discharge machining using vibroacoustic emission. Technologies 2018, 6, 96. [Google Scholar] [CrossRef] [Green Version]
- Grigoriev, S.N.; Kozochkin, M.P.; Porvatov, A.N.; Volosova, M.A.; Okunkova, A.A. Electrical discharge machining of ceramic nanocomposites: Sublimation phenomena and adaptive control. Heliyon 2019, 5, e02629. [Google Scholar] [CrossRef] [Green Version]
- Ay, M.; Etyemez, A. Optimization of the effects of wire EDM parameters on tolerances. Emerg. Mater. Res. 2020, 9, 527–531. [Google Scholar] [CrossRef]
- Markopoulos, A.P.; Papazoglou, E.-L.; Karmiris-Obratański, P. Experimental Study on the Influence of Machining Conditions on the Quality of Electrical Discharge Machined Surfaces of aluminum alloy Al5052. Machines 2020, 8, 12. [Google Scholar] [CrossRef] [Green Version]
- Grigoriev, S.N.; Teleshevskii, V.I. Measurement Problems in Technological Shaping Processes. Meas. Tech. 2011, 54, 744–749. [Google Scholar] [CrossRef]
- Yarovchuk, A.V.; Maksimkin, O.P.; Tsay, K.V. Effect of Low-Cycle Thermocycling Treatment on Corrosion and Mechanical Properties of Corrosion-Resistant Steel 12Kh18N10T Irradiated with Neutrons. Met. Sci. Heat Treat. 2017, 59, 446–453. [Google Scholar] [CrossRef]
- Zhelezkov, O.S.; Galiakhmetov, T.S.; Malakanov, S.A. Shaping the Hexahedral Head of a 12Kh18N10T Stainless Steel Bolt. Steel Transl. 2017, 47, 824–826. [Google Scholar] [CrossRef]
- Gnedenkov, S.V.; Sinebryukhov, S.L.; Egorkin, V.S.; Vyaliy, I.E.; Imshinetskiy, I.M.; Kostina, M.V.; Muradyan, S.O.; Sergienko, V.I. Corrosion stability of austenitic steels 05Kh22AG15N8M2F and 12Kh18N10T in chloride-containing media. Prot. Met. Phys. Chem. Surf. 2017, 53, 910–915. [Google Scholar] [CrossRef]
- Denisov, E.A.; Kompaniets, T.N.; Yukhimchuk, A.A.; Boitsov, I.E.; Malkov, I.L. Hydrogen and helium in nickel and 12Kh18N10T steel. Tech. Phys. 2013, 58, 779–786. [Google Scholar] [CrossRef]
- Krymskiy, S.V.; Ilyasov, R.R.; Avtokratova, E.V.; Sitdikov, O.S.; Markushev, M.V. Intergranular Corrosion of Cryorolled and Aged D16 Aluminum Alloy. Prot. Met. 2017, 53, 1091–1099. [Google Scholar] [CrossRef]
- Markushev, M.; Krymskiy, S.; Ilyasov, R.; Avtokratova, E.; Khazgalieva, A.; Sitdikov, O. Influence of Zr on intergranular corrosion of cast and cryorolled D16 aluminum alloy. Lett. Mater. 2017, 7, 447–451. [Google Scholar] [CrossRef] [Green Version]
- Ponomarev, A.N. An investigation of diffusion in droplets and of evaporation of volatile components into vacuum. High Temp. 2005, 43, 930–936. [Google Scholar] [CrossRef]
- Nikitina, E.V.; Kazakovtseva, N.A. High Temperature Corrosion of 12Kh18N10T Steel in Molten Lithium and Potassium Chlorides with a Cerium Trichloride Addition. Russ. Metall. 2018, 8, 747–749. [Google Scholar] [CrossRef]
- Elshina, L.A.; Elshina, V.A. Synthesis of a Nanocrystalline alpha-Al2O3 Powder in Molten Halides in the Temperature Range 700-800 degrees C. Russ. Metall. 2020, 2, 138–141. [Google Scholar] [CrossRef]
- Pang, W.K.; Low, I.M. Understanding and improving the thermal stability of layered ternary carbides in ceramic matrix composites. In Advances in Ceramic Matrix Composites; Woodhead Publishing Series in Composites Science and Engineering; Low, I.M., Ed.; Woodhead Publishing Ltd.: Cambridge, UK, 2014; Volume 45, pp. 340–368. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Volosova, M.A.; Okunkova, A.A.; Fedorov, S.V.; Hamdy, K.; Podrabinnik, P.A.; Pivkin, P.M.; Kozochkin, M.P.; Porvatov, A.N. Electrical Discharge Machining of Oxide Nanocomposite: Nanomodification of Surface and Subsurface Layers. J. Manuf. Mater. Process. 2020, 4, 96. [Google Scholar] [CrossRef]
- Izmailov, A.F.; Solodov, M.V.; Uskov, E.I. A globally convergent Levenberg-Marquardt method for equality-constrained optimization. Comput. Optim. Appl. 2019, 72, 215–239. [Google Scholar] [CrossRef]
- Habib, S.S. Study of the parameters in electrical discharge machining through response surface methodology approach. Appl. Math. Model. 2009, 33, 4397–4407. [Google Scholar] [CrossRef] [Green Version]
- Zakharchenko, V.D.; Kovalenko, I.G. Best Approximation of the Fractional Semi-Derivative Operator by Exponential Series. Mathematics 2018, 6, 12. [Google Scholar] [CrossRef] [Green Version]
- Toikka, A.M.; Penkova, A.V.; Markelov, D.A. Description and approximation of mass-transfer in pervaporation process on the base of nonequilibrium thermodynamics approach. Int. J. Heat Mass Transf. 2014, 72, 423–429. [Google Scholar] [CrossRef]
- Kraposhin, V.S.; Kondrat’ev, S.Y.; Talis, A.L.; Anastasiadi, G.P. Experimental Investigation of in-situ Transformations of the M7C3 Carbide in the Cast Fe-Cr-Ni Alloy. Phys. Met. Metallogr. 2017, 118, 227–232. [Google Scholar] [CrossRef]
- Osipovich, K.S.; Astafurova, E.G.; Chumaevskii, A.V.; Kalashnikov, K.N.; Astafurov, S.V.; Maier, G.G.; Melnikov, E.V.; Moskvina, V.A.; Panchenko, M.Y.; Tarasov, S.Y.; et al. Gradient transition zone structure in “steel-copper” sample produced by double wire-feed electron beam additive manufacturing. J. Mater. Sci. 2020, 55, 9258–9272. [Google Scholar] [CrossRef]
- Tepterev, M.S.; Aryshenskii, E.V.; Guk, S.V.; Bazhenov, V.E.; Drits, A.M.; Kavalla, R. Effect of Annealing Conditions on the Evolution of the Grain Structure and Intermetallic Phases in the Cold-Rolled Strip of Aluminum-Magnesium Alloy. Phys. Met. Metallogr. 2020, 121, 906–913. [Google Scholar] [CrossRef]
- Markushev, M.V.; Avtokratova, E.V.; Sitdikov, O.S. Effect of the initial state on nanostructuring and strengthening of middle- and high- strength age-hardenable aluminum alloys under severe plastic deformation. Lett. Mater. Pis Ma Mater. 2017, 7, 459–464. [Google Scholar] [CrossRef] [Green Version]
- Abdulhadi, H.A.; Ahmad, S.N.A.S.; Ismail, I.; Ishak, M.; Mohammed, G.R. Thermally-Induced Crack Evaluation in H13 Tool Steel. Metals 2017, 7, 475. [Google Scholar] [CrossRef] [Green Version]
- Vereschaka, A.A.; Volosova, M.A.; Grigoriev, S.N.; Vereschaka, A.S. Development of wear-resistant complex for high-speed steel tool when using process of combined cathodic vacuum arc deposition. Proc. CIRP 2013, 9, 8–12. [Google Scholar] [CrossRef] [Green Version]
- Guu, Y.H.; Tsai, K.L.; Chen, L.K. An experimental study on electrical discharge machining of manganese-zinc ferrite magnetic material. Mater. Manuf. Process. 2007, 22, 66–70. [Google Scholar] [CrossRef]
- Chuvaree, S.; Kanlayasiri, K. Effects of Side Flushing and Multi-Aperture Inner Flushing on Characteristics of Electrical Discharge Machining Macro Deep Holes. Metals 2021, 11, 148. [Google Scholar] [CrossRef]
- Hocheng, H.; Guu, Y.H.; Tai, N.H. The feasibility analysis of electrical-discharge machining of carbon-carbon composites. Mater. Manuf. Process. 1998, 13, 117–132. [Google Scholar] [CrossRef]
- Metel, A.S.; Stebulyanin, M.M.; Fedorov, S.V.; Okunkova, A.A. Power Density Distribution for Laser Additive Manufacturing (SLM): Potential, Fundamentals and Advanced Applications. Technologies 2019, 7, 5. [Google Scholar] [CrossRef] [Green Version]
- Metel, A.S.; Grigoriev, S.N.; Melnik, Y.A.; Panin, V.V. Filling the vacuum chamber of a technological system with homogeneous plasma using a stationary glow discharge. Plasma Phys. Rep. 2009, 35, 1058–1067. [Google Scholar] [CrossRef]
- Lazarenko, B.R.; Duradzhi, V.N.; Bryantsev, I.V. Effect of Incorporating an additional inductance on the characteristics of anode and cathode processes. (O Vliyanii Vklyucheniya Dopolnitel’noi Induktivnosti Na Kharakteristiki Anodnogo I Katodnogo Protsessov). Surf. Eng. Appl. Electrochem. 1979, 5, 8–13. [Google Scholar]
- Metel, A.S.; Grigoriev, S.N.; Melnik, Y.A.; Bolbukov, V.P. Characteristics of a fast neutral atom source with electrons injected into the source through its emissive grid from the vacuum chamber. Instrum. Exp. Tech. 2012, 55, 288–293. [Google Scholar] [CrossRef]
- Xu, Z.; Hodgson, M.A.; Chang, K.; Chen, G.; Yuan, X.; Cao, P. Effect of Sintering Time on the Densification, Microstructure, Weight Loss and Tensile Properties of a Powder Metallurgical Fe-Mn-Si Alloy. Metals 2017, 7, 81. [Google Scholar] [CrossRef] [Green Version]
- Beran, P.; Mukherji, D.; Strunz, P.; Gilles, R.; Karge, L.; Hofmann, M.; Hoelzel, M.; Rösler, J.; Farkas, G. Additional Phases at High Boron Content in High-Temperature Co–Re–Cr Alloys. Metals 2018, 8, 621. [Google Scholar] [CrossRef] [Green Version]
- Gillot, B.; Thiebaut, D.; Laarj, M. Synthesis of stoichiometric cadmium substituted magnetites and formation by oxidation of solid solutions of cadmium ferrite and gamma-iron oxide. Thermochim. Acta 1999, 342, 167–174. [Google Scholar] [CrossRef]
- Golub’ev, A.V.; Nishchev, K.N.; Beglov, V.I.; Kyashkin, V.M.; Brodskaya, I.G.; Maksimov, Y.V.; Imshennik, V.K.; Novichikhin, S.V. Structural Transformation of a (1-x)Fe2O3-xRuO(2) Nanosystem at Different Reduction Temperatures. Tech. Phys. 2020, 65, 805–813. [Google Scholar] [CrossRef]
- Sobol, O.V.; Andreev, A.A.; Grigoriev, S.N.; Volosova, M.A.; Gorban, V.F. Vacuum-arc multilayer nanostructured TiN/Ti coatings: Structure, stress state, properties. Met. Sci. Heat Treat. 2012, 54, 28–33. [Google Scholar] [CrossRef]
- Fominski, V.Y.; Grigoriev, S.N.; Celis, J.P.; Romanov, R.I.; Oshurko, V.B. Structure and mechanical properties of W-Se-C/diamond-like carbon and W-Se/diamond-like carbon bi-layer coatings prepared by pulsed laser deposition. Thin Solid Films 2012, 520, 6476–6483. [Google Scholar] [CrossRef]
- Metel, A.; Grigoriev, S.; Melnik, Y.; Panin, V.; Prudnikov, V. Cutting Tools Nitriding in Plasma Produced by a Fast Neutral Molecule Beam. Jpn. J. Appl. Phys. 2011, 50, 08JG04. [Google Scholar] [CrossRef]
- Aizawa, T.; Yoshino, T.; Inohara, T. Micro-/Nano-Texturing of Aluminum by Precise Coining for Functional Surface Decoration. Metals 2020, 10, 1044. [Google Scholar] [CrossRef]
- Edalati, E.; Sajjadi, S.A.; Babakhani, A. Effects of SiC Nanoparticles on the Properties of Titanium-Matrix Foams Processed by Powder Metallurgy. Metals 2017, 7, 296. [Google Scholar] [CrossRef] [Green Version]
- Volosova, M.A.; Grigor’ev, S.N.; Kuzin, V.V. Effect of Titanium Nitride Coating on Stress Structural Inhomogeneity in Oxide-Carbide Ceramic. Part 4. Action of Heat Flow. Refract. Ind. Ceram. 2015, 56, 91–96. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Characteristic | Value and Description |
|---|---|
| Max axis motions along the axes X × Y × Z, mm | 125 × 200 × 80 |
| Max weight of workpiece, kg | not confined |
| Accuracy of positioning along the axes, µm | ±1.0 |
| Achievable arithmetic mean deviation Ra, µm | 0.6 |
| Dielectric medium | Any |
| Machine body | Solid |
| Max power consumption, kW | <6 |
| Factors | Values | |||
|---|---|---|---|---|
| X10CrNiTi18-10 (12kH18N10T) Steel | 2024 (D16) Duralumin | |||
| Number of experiment Set | 1 | 2 | 1 | 2 |
| Operational voltage (Vo), V | 72 | 84 | 84 | 108 |
| Working current strength (I), A | 0.8 | 2.0 | 0.8 | 0.8 |
| Pulse duration (D), µs | 1.0 | 1.5 | 1.5 | 1.0 |
| Pulse frequency (f), kHz | 10 | 30 | 30 | 10 |
| Wire rewinding speed (Rw), m/min | 7.0 | 5.0 | 5.0 | 6.0 |
| Wire tool tension (Ft), kg | 0.25 | |||
| Feed rate (Rf), mm/min | 1.0 | |||
| Element | Fe | Cr | Ni | Ti | Si | S | Mn | Cu | P | C |
|---|---|---|---|---|---|---|---|---|---|---|
| wt % | Balance | 17–19 | 9–11 | About 0.8 | Up to 0.8 | Up to 0.02 | Up to 2.0 | Up to 0.03 | Up to 0.035 | About 0.12 |
| Element | Al | Cu | Mg | Mn | Fe | Si | Zn | Ni | Ti |
|---|---|---|---|---|---|---|---|---|---|
| wt % | 90.8–94.7 | 3.8–4.9 | 1.2–1.8 | 0.3–0.9 | Up to 0.5 | Up to 0.5 | Up to 0.3 | Up to 0.1 | Up to 0.1 |
| Materials | Specific Electrical Resistance ρ | Linear Thermal Expansion Coefficient α × 106 (°C−1) | Thermal Conductivity λ (W/(m∙°C)) | Melting Point Tm (°C) |
|---|---|---|---|---|
| X10CrNiTi18-10 (12kH18N10T) | 0.725 | 16.6 | 15 | 1420–1800 |
| AA2024 (D16) | 0.052 | 22.0 | 19 | 650 |
| CuZn35 (annealed state) | 0.065 | 18.7 | 120 | 920 |
| Nickel 1 | 0.087 | 13.0 | 91 | 1453–1455 |
| Zinc 1 | 0.059 | 29.7 | 115 | 419.6 |
| NiO 1 | - | 12.0 | 9–13 | 1682–1955 |
| ZnO 1 | ~0.01 × 1014 | 5.2–5.7 | 15–30 | 1975 (decomposition) |
| Material | Arithmetic Mean Deviation (Ra), µm | Ten-Point Height (Rz), µm | Maximum Peak-to-Valley Height (Rtm), µm | Mean Spacing between Peaks (Sm), µm |
|---|---|---|---|---|
| X10CrNiTi18-10 (12kH18N10T) steel | 4.61 | 28.73 | 29.50 | 18.0 |
| 2024 (D16) duralumin | 5.41 | 35.29 | 43.17 | 30.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grigoriev, S.N.; Volosova, M.A.; Okunkova, A.A.; Fedorov, S.V.; Hamdy, K.; Podrabinnik, P.A. Sub-Microstructure of Surface and Subsurface Layers after Electrical Discharge Machining Structural Materials in Water. Metals 2021, 11, 1040. https://doi.org/10.3390/met11071040
Grigoriev SN, Volosova MA, Okunkova AA, Fedorov SV, Hamdy K, Podrabinnik PA. Sub-Microstructure of Surface and Subsurface Layers after Electrical Discharge Machining Structural Materials in Water. Metals. 2021; 11(7):1040. https://doi.org/10.3390/met11071040
Chicago/Turabian StyleGrigoriev, Sergey N., Marina A. Volosova, Anna A. Okunkova, Sergey V. Fedorov, Khaled Hamdy, and Pavel A. Podrabinnik. 2021. "Sub-Microstructure of Surface and Subsurface Layers after Electrical Discharge Machining Structural Materials in Water" Metals 11, no. 7: 1040. https://doi.org/10.3390/met11071040