
WEDM as a Replacement for Grinding in Machining Ceramic Al2O3-TiC Cutting Inserts

 ,
, 

Abstract
:1. Introduction
2. EDM of Al2O3-TiC Ceramics
3. Results and Discussion
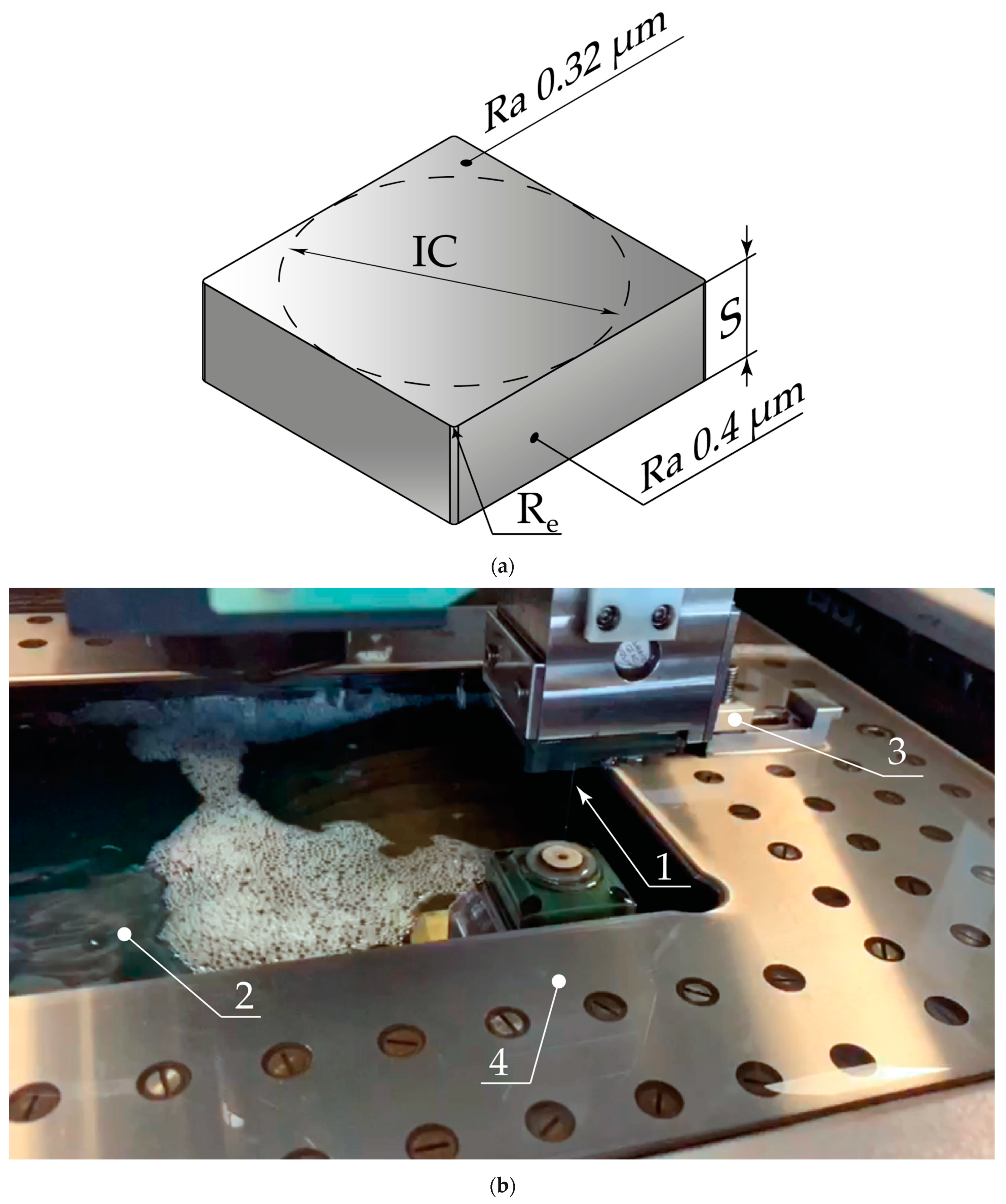
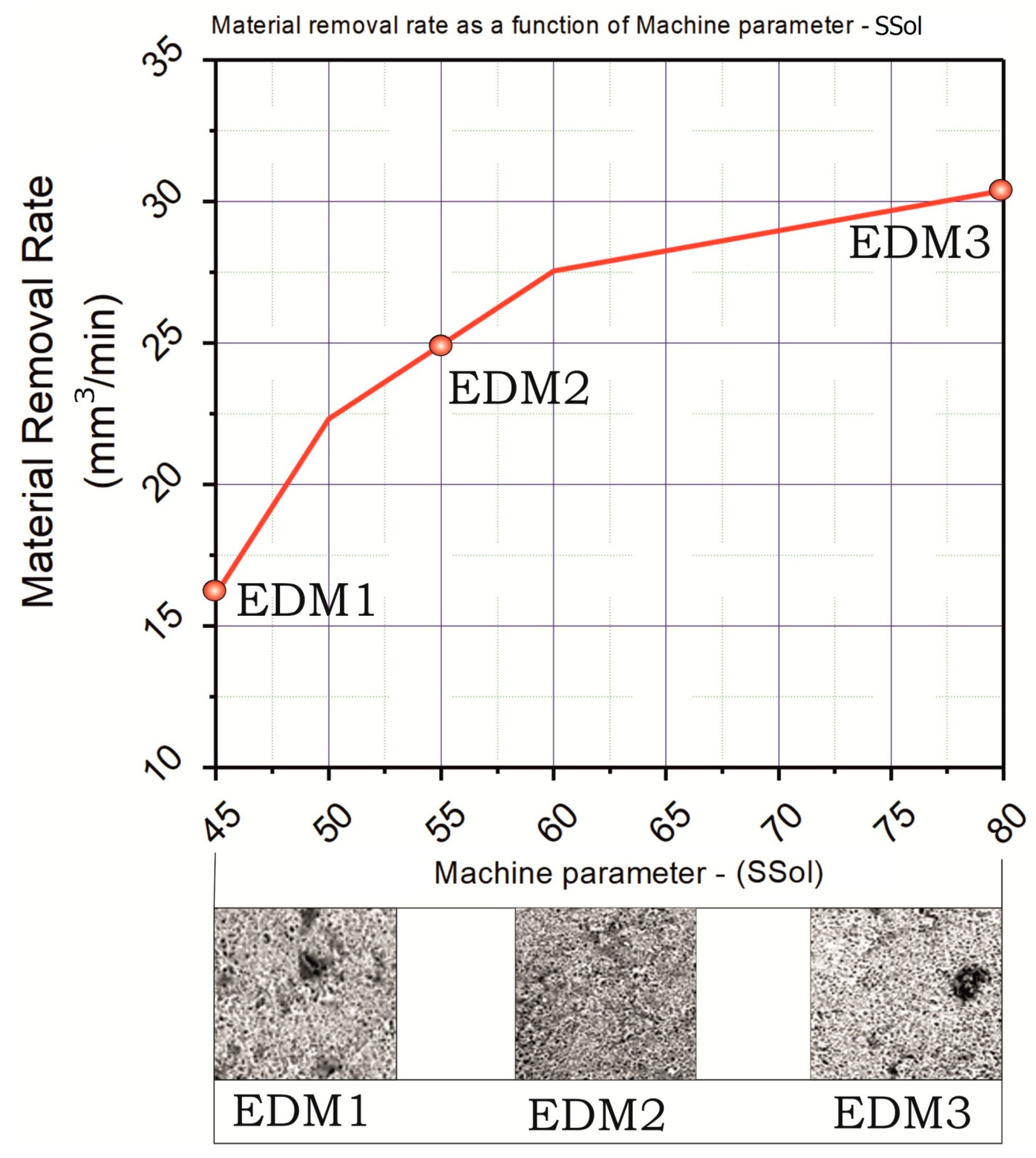
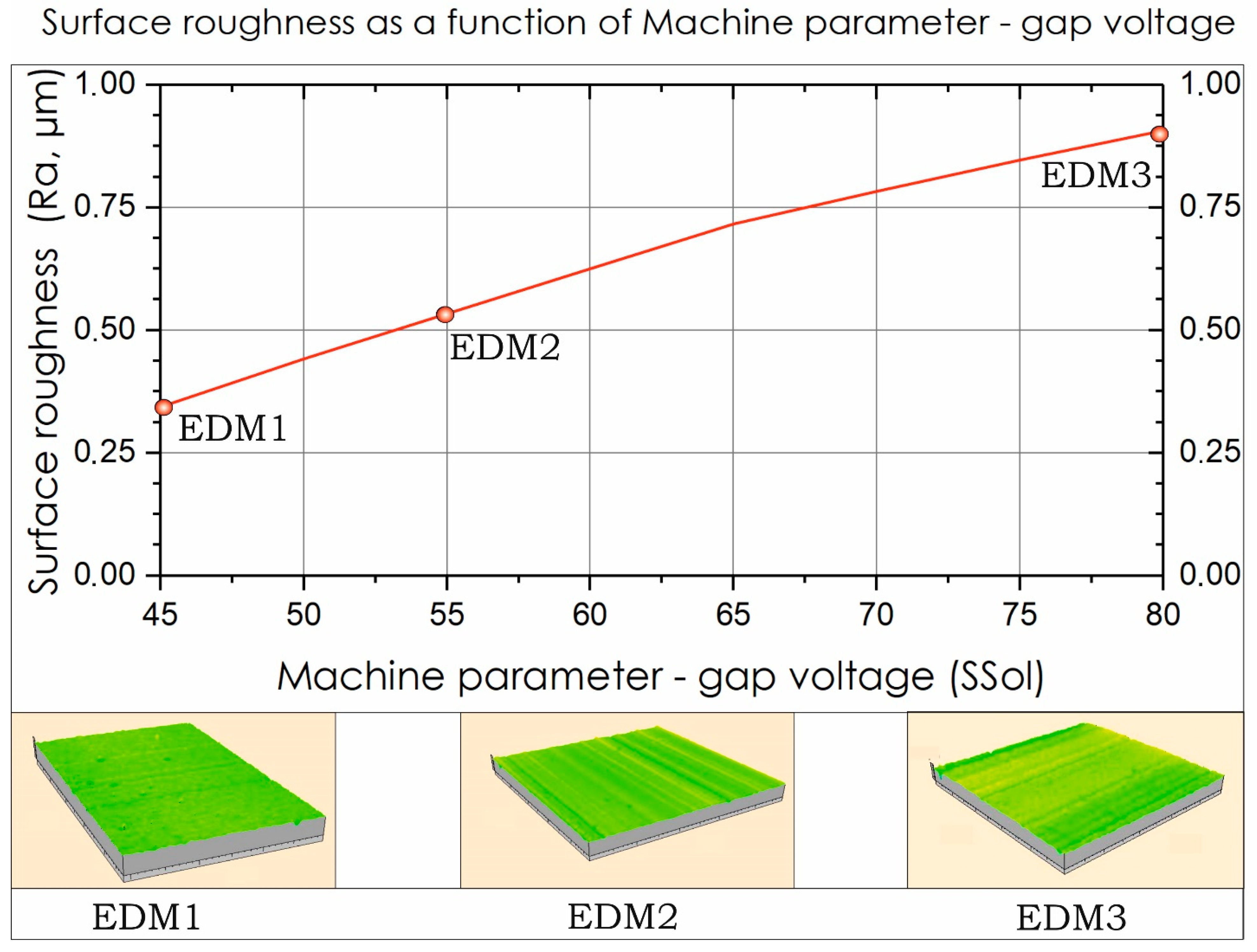
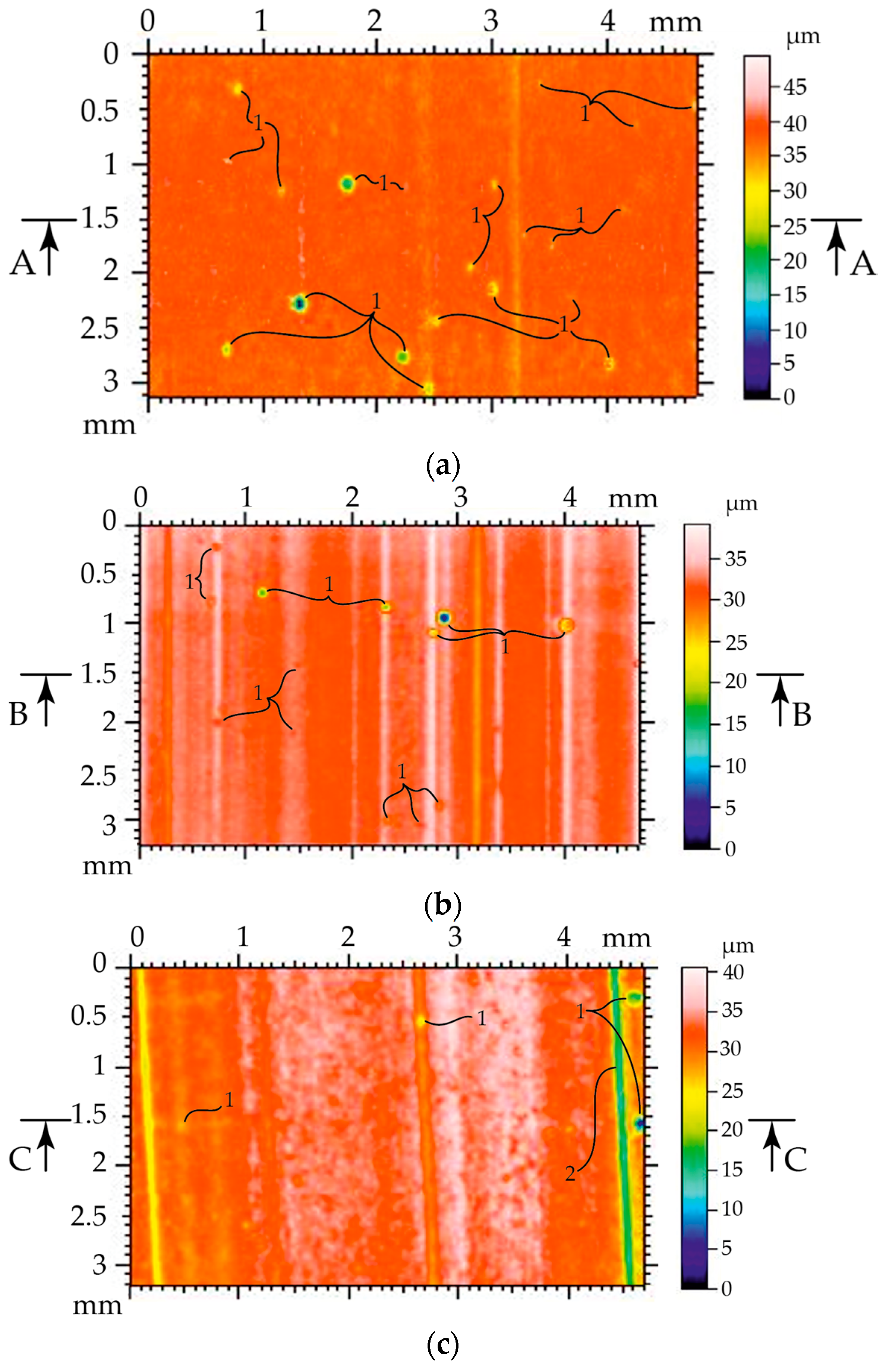
3.1. WEDM Technologies
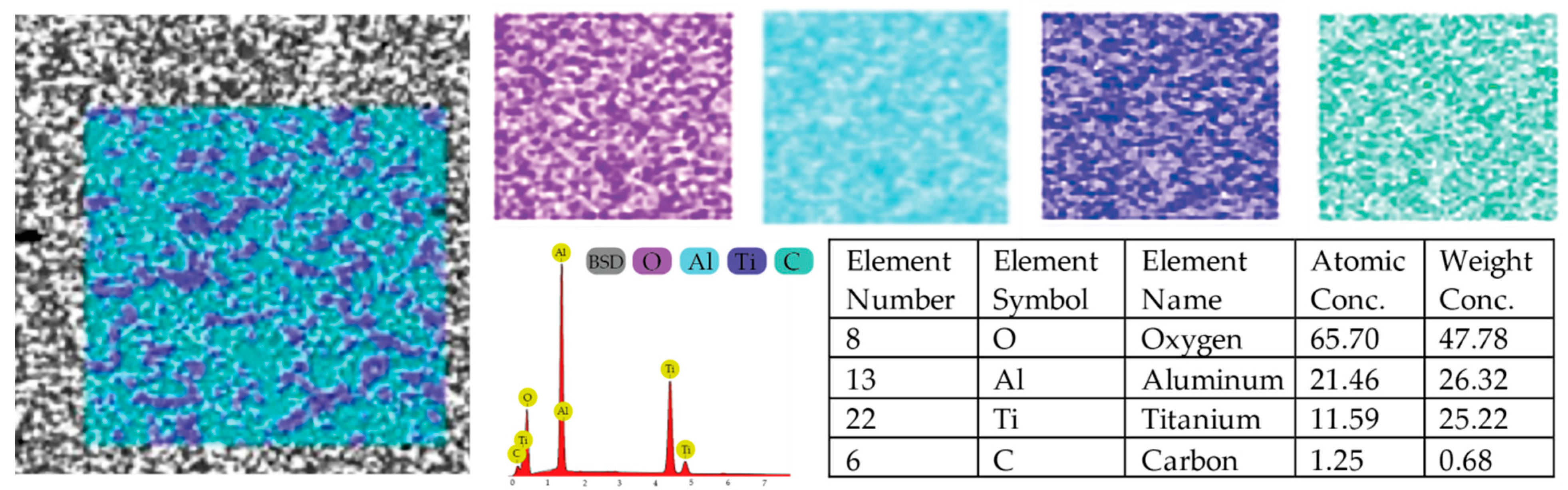
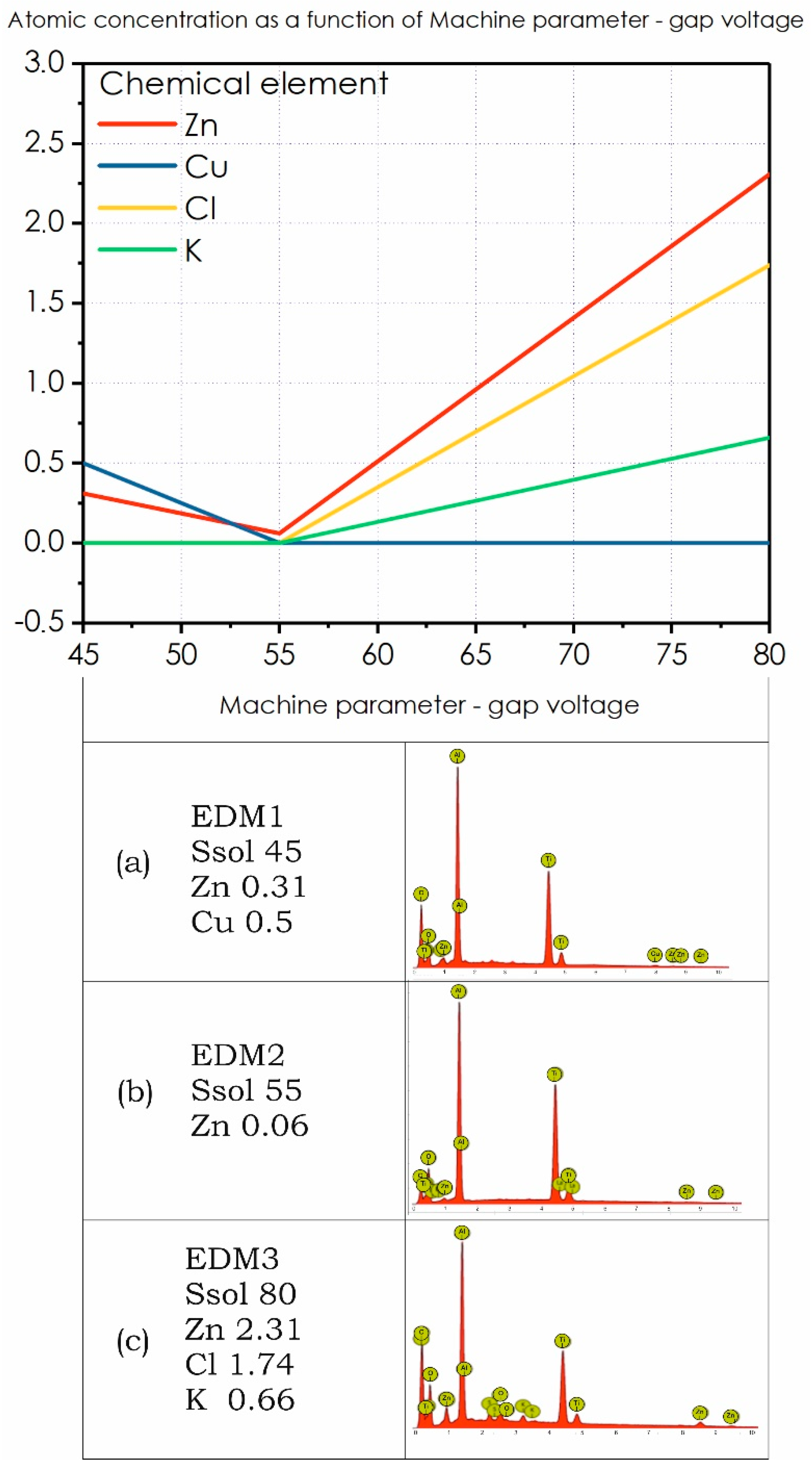
3.2. Chemical Properties of the Surface Layer
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kitagawa, T.; Kubo, A.; Maekawa, K. Temperature and wear of cutting tools in high-speed machining of Inconel 718 and Ti6Al6V2Sn. Wear 1997, 202, 142–148. [Google Scholar] [CrossRef]
- Kuzin, V.V.; Grigoriev, S.N.; Fedorov, M.Y. Role of the thermal factor in the wear mechanism of ceramic tools. Part 2: Microlevel. J. Frict. Wear 2015, 36, 40–44. [Google Scholar] [CrossRef]
- Grechishnikov, V.; Grigoriev, S.; Pivkin, P.; Volosova, M.; Isaev, A.; Nikitin, D.; Minin, I. Design of toroid-shaped solid ceramic end mill. EPJ Web Conf. 2019, 224, 05001. [Google Scholar] [CrossRef]
- Meddour, I.; Yallese, M.A.; Khattabi, R.; Elbah, M.; Boulanouar, L. Investigation and modeling of cutting forces and surface roughness when hard turning of AISI 52100 steel with mixed ceramic tool: Cutting conditions optimization The International. J. Adv. Manuf. Technol. 2015, 77, 1387–1399. [Google Scholar] [CrossRef]
- Kuzin, V.V.; Grigor’ev, S.N.; Volosova, M.A. Effect of a tic coating on the stress-strain state of a plate of a high-density nitride ceramic under nonsteady thermoelastic conditions. Refract. Ind. Ceram. 2014, 54, 376–380. [Google Scholar] [CrossRef]
- Grigoriev, S.; Peretyagin, P.; Smirnov, A.; Solís, W.; Díaz, L.A.; Fernández, A.; Torrecillas, R. Effect of graphene addition on the mechanical and electrical properties of Al2O3-SiCw ceramics. J. Europ. Ceram. Soc. 2017, 37, 2473–2479. [Google Scholar] [CrossRef]
- Volosova, M.; Grigoriev, S.; Kuzin, V. Effect of Titanium Nitride Coating on Stress Structural Inhomogeneity in Oxide-Carbide Ceramic. Part 4. Action of Heat Flow. Refract. Ind. Ceram. 2015, 56, 91–96. [Google Scholar] [CrossRef]
- Ghaemi, M.H.; Reichert, S.; Krupa, A.; Zykova, A.; Lobach, K.; Sayenko, S.; Svitlychnyi, Y. Zirconia ceramics with additions of Alumina for advanced tribological and biomedical applications. Ceram. Int. 2017, 4, 9746–9752. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Martinov, G.M. The control platform for decomposition and synthesis of specialized CNC systems. In Proceedings of the Research and Innovation in Manufacturing: Key Enabling Technologies for the Factories of the Future-Proceedings of the 48th CIRP Conference on Manufacturing Systems, Ischia, Italy, 24–26 June 2015; Elsevier: Amsterdam, The Netherlands, 2016; Volume 41, pp. 858–863. [Google Scholar] [CrossRef] [Green Version]
- Grigoriev, S.N.; Martinov, G.M. Research and development of a cross-platform CNC kernel for multi-axis machine tool. In Proceedings of the 6th CIRP International Conference on High Performance Cutting, HPC2014, Berkeley, CA, USA, 23–25 June 2014; Elsevier: Amsterdam, The Netherlands, 2014; Volume 14, pp. 517–522. [Google Scholar] [CrossRef] [Green Version]
- Liu, J.; Ma, C.; Tu, G.; Long, Y. Cutting performance and wear mechanism of Sialon ceramic cutting inserts with TiCN coating. Sur. Coat. Technol. 2016, 307, 146–150. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Gurin, V.D.; Volosova, M.A.; Cherkasova, N.Y. Development of residual cutting tool life prediction algorithm by processing on CNC machine tool. Mater. Und Werkst. 2013, 44, 790–796. [Google Scholar] [CrossRef]
- Ali, A.M.; Abdullah, N.S.; Ratnam, M.M.; Ahmad, Z.A. Linear Shrinkage of the ZTA Ceramic Cutting Inserts. In Proceedings of the 5th International Conference on Recent Advances in Materials, Minerals and Environment (RAMM) & 2nd International Postgraduate Conference on Materials, Mineral and Polymer (MAMIP), Penang, Malaysia, 4–6 August 2015; Elsevier: Amsterdam, The Netherlands, 2016; Volume 19, pp. 879–883. [Google Scholar] [CrossRef] [Green Version]
- Grechishnikov, V.A.; Petukhov, Y.E.; Pivkin, P.M.; Isaev, A.V.; Bushuev, S.V.; Romanov, V.B. Prediction and Measurement of the Parameters of the Microtopography of a Surface When Turning Intricately Shaped Parts. Meas. Tech. 2015, 58, 848–853. [Google Scholar] [CrossRef]
- Vereschaka, A.; Tabakov, V.; Grigoriev, S.; Aksenenko, A.; Sitnikov, N.; Oganyan, G.; Seleznev, A.; Shevchenko, S. Effect of adhesion and the wear-resistant layer thickness ratio on mechanical and performance properties of ZrN - (Zr, Al, Si) N coatings. Surf. Coat. Technol. 2019, 357, 218–234. [Google Scholar] [CrossRef]
- Azhar, A.Z.A.; Mohamad, H.; Ratnam, M.M.; Ahmad, Z.A. The effects of MgO addition on microstructure, mechanical properties and wear performance of zirconia-toughened alumina cutting inserts. J. Alloy. Comp. 2010, 497, 316–320. [Google Scholar] [CrossRef]
- Isaev, A.; Grechishnikov, V.; Pivkin, P. Structure and machinability of thin-walled parts made of titanium alloy powder using electron beam melting technology. IOP Conf. Ser. Mater. Sci. Eng. 2016, 123, 012044. [Google Scholar] [CrossRef]
- Isaev, A.; Grechishnikov, V.; Pivkin, P.; Kozochkin, M.; Lyuhin, Y.; Vorotnikov, A. Machining of thin-walled parts produced by additive manufacturing technologies. In Proceedings of the Research and Innovation in Manufacturing: Key Enabling Technologies for the Factories of the Future-Proceedings of the 48th CIRP Conference on Manufacturing Systems, Ischia, Italy, 24–26 June 2015; Elsevier: Amsterdam, The Netherlands, 2016; Volume 41, pp. 1023–1026. [Google Scholar] [CrossRef] [Green Version]
- Stancekova, D.; Petrů, J.; Svobodová, A. The Application of Grinding of Ceramic Materials. Mater. Sci. Forum. 2018, 919, 215–221. [Google Scholar] [CrossRef]
- Zhang, B.; Deng, Z. Grinding of nanostructured ceramic coatings: Surface observations and material removal mechanisms. Int. J. Mach. Tools Manuf. 2002, 42, 1665–1676. [Google Scholar] [CrossRef]
- Allor, R.L.; Jahanmir, S. Current problems and future directions for ceramic machining. Am. Soc. Bull. 1996, 75, 40–43. [Google Scholar]
- Dražumerič, R.; Badger, J.; Roininen, R.; Krajnik, P. On geometry and kinematics of abrasive processes: The theory of aggressiveness. Int. J. Mach. Tools Manuf. 2020, 154, 103567. [Google Scholar] [CrossRef]
- Bilal, A.; Muhammad, J.; Talamona, D.; Perveen, A. Electro-discharge machining of ceramics: A review. Micromachines 2019, 10, 10. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Romoli, L.; Tantussi, G.; Dini, G. Experimental approach to the laser machining of pmma substrates for the fabrication of microfluidic devices. Opt. Lasers Eng. 2011, 49, 419–427. [Google Scholar] [CrossRef]
- Vereschaka, A.; Grigoriev, S.; Tabakov, V.; Sotova, E.; Vereschaka, A.; Kulikov, M. Improving the efficiency of the cutting tool made of ceramic when machining hardened steel by applying nano-dispersed multi-layered coatings. Key Eng. Mater. 2014, 581, 68–73. [Google Scholar] [CrossRef]
- Tiwari, A.; Mandal, A.; Kumar, K. Multi-objective optimization of electrochemical machining by non-dominated sorting genetic algorithm. Mater. Today Proc. 2015, 2, 2569–2575. [Google Scholar] [CrossRef]
- Liu, D.; Cong, W.; Pei, Z.J.; Tang, Y. A cutting force model for rotary ultrasonic machining of brittle materials. Int. J. Mach. Tools Manuf. 2012, 52, 77–84. [Google Scholar] [CrossRef] [Green Version]
- Singh, R.P.; Singhal, S. An experimental study on rotary ultrasonic machining of macor ceramic. Proc. Inst. Mech. Eng. Part. B J. Eng. Manuf. 2018, 232, 1221–1234. [Google Scholar] [CrossRef] [Green Version]
- Ting, H.; Abou-El-Hossein, K.; Chua, H. Review of micromachining of ceramics by etching. Trans. Nonferrous Met. Soc. China 2009, 19, S1–S16. [Google Scholar] [CrossRef]
- Rashid, A.; Bilal, A.; Liu, C.; Jahan, M.P.; Talamona, D.; Perveen, A. Effect of Conductive Coatings on Micro-Electro-Discharge Machinability of Aluminum Nitride Ceramic Using On-Machine-Fabricated Microelectrodes. Materials 2019, 12, 3316. [Google Scholar] [CrossRef] [Green Version]
- Tuersley, I.P.; Pashby, I.R.; Jawaid, A. Various methods of machining advanced ceramic materials. J. Mat. Proc. Tech. 1994, 42, 377–390. [Google Scholar] [CrossRef]
- Schoth, A.; Forster, R.; Menz, W. Micro wire EDM for high aspect ratio 3D microstructuring of ceramics and metals. Microsys. Tech. 2005, 11, 250–253. [Google Scholar] [CrossRef]
- Lauwers, B.; Kruth, J.P.; Liu, W.; Eeraerts, W.; Schacht, B.; Bleys, P. Investigation of material removal mechanisms in EDM of composite ceramic materials. J. Mater. Proc. Tech. 2004, 149, 347–352. [Google Scholar] [CrossRef]
- Lei, J.; Wu, X.; Wang, Z.; Xu, B.; Zhu, L.; Wu, W. Electrical discharge machining of micro grooves using laminated disc electrodes made of Cu and Sn foils. J. Mater. Proc. Tech. 2019, 271, 455–462. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Kozochkin, M.P.; Porvatov, A.N.; Marina, A.; Volosova, M.A.; Okunkova, A.A. Electrical discharge machining of ceramic nanocomposites: Sublimation phenomena and adaptive control. Heliyon 2019, 5, e02629. [Google Scholar] [CrossRef] [Green Version]
- Smirnov, A.; Kurland, H.D.; Grabow, J.; Müller, F.A.; Bartolomé, J.F. Microstructure, mechanical properties and low temperature degradation resistance of 2Y-TZP ceramic materials derived from nanopowders prepared by laser vaporization. J. Eur. Ceram. Soc. 2015, 35, 2685–2691. [Google Scholar] [CrossRef]
- Rashid, A.; Jahan, M.P.; Perveen, A.; Ma, J. Development of trends and methodologies for shaping ceramics by electrical discharge machining: A review. In Proceedings of the ASME 2019 International Mechanical Engineering Congress and Exposition, Salt Lake City, UT, USA, 11–14 November 2019; ASME: New York, NY, USA, 2019; Volume 2A. [Google Scholar] [CrossRef]
- Vleugels, J.; Van der Biest, O. Development and characterization of Y2O3 -stabilized ZrO2 (Y-TZP) composites with TiB2, TiN, TiC, and TiC0.5 N0.5. J. Am. Ceram. Soc. 1999, 82, 2717–2720. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Volosova, M.A.; Peretyagin, P.Y.; Seleznev, A.E.; Okunkova, A.A.; Smirnov, A. The Effect of TiC Additive on Mechanical and Electrical Properties of Al2O3 Ceramic. Appl. Sci. 2018, 8, 2385. [Google Scholar] [CrossRef] [Green Version]
- Uhlmann, E.; Röhner, M.; Langmack, M. Micro-EDM. In Micro-Manufacturing Engineering and Technology; William Andrew: Norwich, NY, USA, 2010; pp. 39–58. [Google Scholar] [CrossRef]
- Puertas-Arbizu, I.; Luis-Perez, C. A revision of the applications of the electrical discharge machining process to the manufacture of conductive ceramics. Rev. Metal. 2002, 38, 358–372. [Google Scholar] [CrossRef] [Green Version]
- Mohammad, Y.A.; Maleque, M.A.; Banu, A.; Sabur, A.; Debnath, S. Micro Electro Discharge Machining of Non-Conductive Ceramic. Mat. Sci. Forum 2018, 911, 20–27. [Google Scholar] [CrossRef] [Green Version]
- Krebs, G.; Polli, M.L. Cutting parameters for roughing turning of alloy 625 clad using ceramic inserts. Mater. Res. 2019, 22, 20190535. [Google Scholar] [CrossRef] [Green Version]
- Bergs, T.; Olivier, M.; Gommeringer, A.; Kern, F.; Klink, A. Surface integrity analysis of ceramics machined by wire edm using different trim cut technologies. In Proceedings of the 5th CIRP Conference on Surface Integrity (CSI 2020), Vitoria-Gasteiz, Spain, 1–5 June 2020; Elsevier: Amsterdam, The Netherlands, 2020; Volume 87, pp. 251–256. [Google Scholar] [CrossRef]
- Liu, K.; Reynaerts, D.; Lauwers, B. Influence of the pulse shape on the EDM performance of Si3N4–TiN ceramic composite. CIRP Ann. Manuf. Techn. 2009, 58, 217–220. [Google Scholar] [CrossRef]
- Ferreira, J.C. A study of die helical thread cavity surface finish made by Cu-W electrodes with planetary EDM. Int. J. Adv. Manuf. Techn. 2007, 34, 1120–1132. [Google Scholar] [CrossRef]
- Smirnov, A.; Seleznev, A.; Solís Pinargote, N.W.; Pristinskiy, Y.; Peretyagin, P.; Bartolomé, J.F. The influence of wire electrical discharge machining cutting parameters on the surface roughness and flexural strength of ZrO2/TiN ceramic nanocomposites obtained by spark plasma sintering. Nanomaterials 2019, 9, 1391. [Google Scholar] [CrossRef] [Green Version]
- Grigoriev, S.; Kozochkin, M.; Porvatov, A.; HtuM, T.; Zhavoronsky, P.; Jiang, X.; Pivkin, P. Dynamic model of electrical discharge machining and algorithm of extreme control through acoustic signal. EPJ Web Conf. 2019, 224, 05002. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Volosova, M.A.; Okunkova, A.A.; Fedorov, S.V.; Hamdy, K.; Podrabinnik, P.A.; Pivkin, P.M.; Kozochkin, M.P.; Porvatov, A.N. Electrical Discharge Machining of Oxide Nanocomposite: Nanomodification of Surface and Subsurface Layers. J. Manuf. Mater. Process. 2020, 4, 96. [Google Scholar] [CrossRef]
- Trueman, C.S.; Huddleston, J. Material removal by spalling during EDM of ceramics. J. Eur. Ceram. Soc. 2000, 20, 1629–1635. [Google Scholar] [CrossRef]
- Grigoriev, S.; Teleshevskii, V. Measurement problems in technological shaping processes. Meas. Tech. 2011, 54, 744–749. [Google Scholar] [CrossRef]
- ISO 9361-2, Indexable Inserts for Cutting Tools—Ceramic Inserts with Rounded Corners—Part 2: Dimensions of Inserts with Cylindrical Fixing Hole; International Organization for Standardization: Geneva, Switzerland, 2012.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coating | Conductivity (% IACS) | Elongation (%) | Material | Tensile Strength (N/mm2) |
|---|---|---|---|---|
| Zn | 22 | 1.5 | Brass CuZn37 | 900 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grigoriev, S.N.; Nadykto, A.B.; Volosova, M.A.; Zelensky, A.A.; Pivkin, P.M. WEDM as a Replacement for Grinding in Machining Ceramic Al2O3-TiC Cutting Inserts. Metals 2021, 11, 882. https://doi.org/10.3390/met11060882
Grigoriev SN, Nadykto AB, Volosova MA, Zelensky AA, Pivkin PM. WEDM as a Replacement for Grinding in Machining Ceramic Al2O3-TiC Cutting Inserts. Metals. 2021; 11(6):882. https://doi.org/10.3390/met11060882
Chicago/Turabian StyleGrigoriev, Sergey N., Alexey B. Nadykto, Marina A. Volosova, Alexander A. Zelensky, and Petr M. Pivkin. 2021. "WEDM as a Replacement for Grinding in Machining Ceramic Al2O3-TiC Cutting Inserts" Metals 11, no. 6: 882. https://doi.org/10.3390/met11060882