
Investigation of the Intermetallic Compounds Fragmentation Impact on the Formation of Texture during the as Cast Structure Thermomechanical Treatment of Aluminum Alloys



Abstract
:1. Introduction
2. Experiment Description
- -
- H3BO3 11 g
- -
- HF 30 mL
- -
- H2O 2200 mL.
3. Results and Discussion
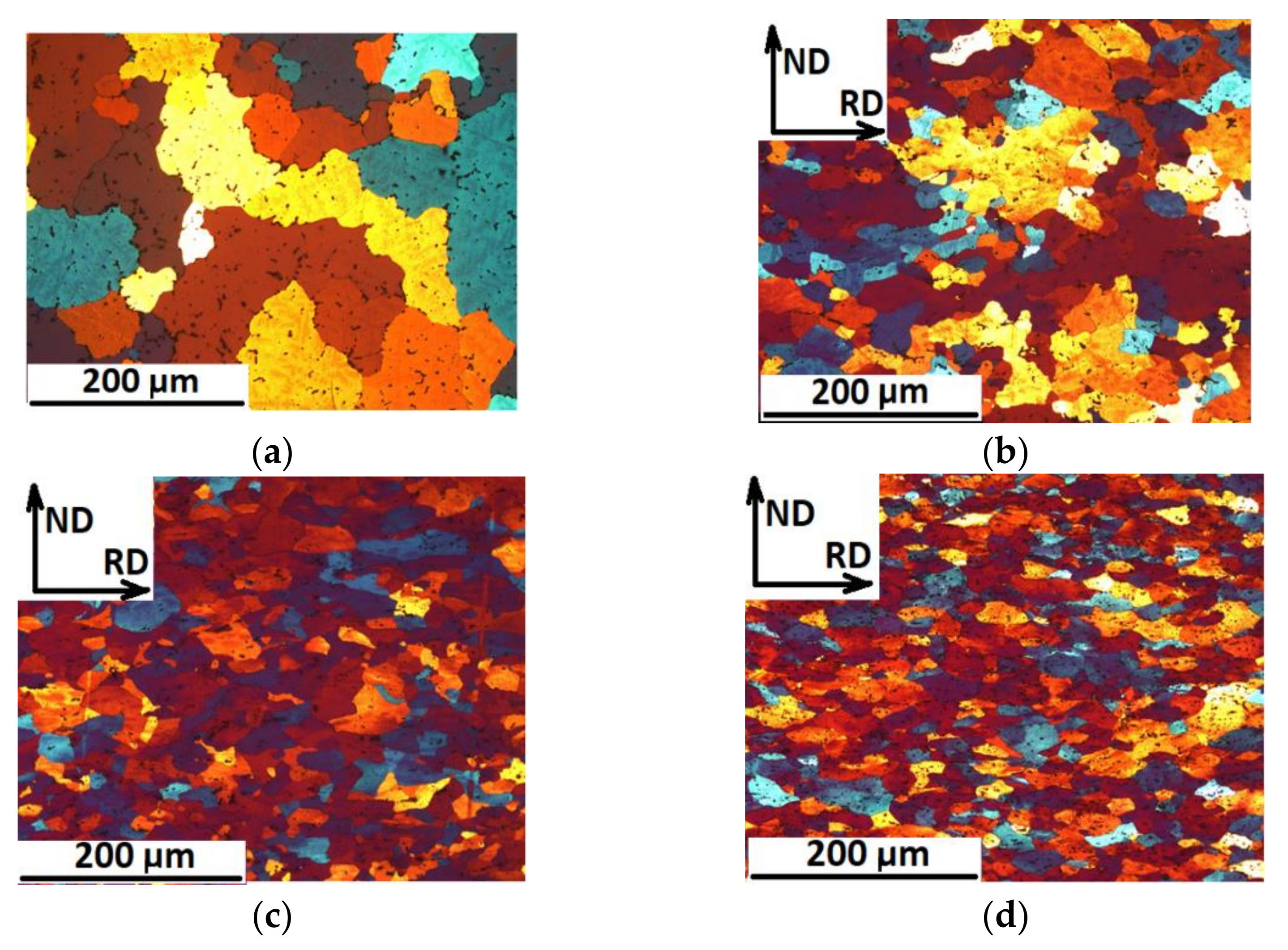
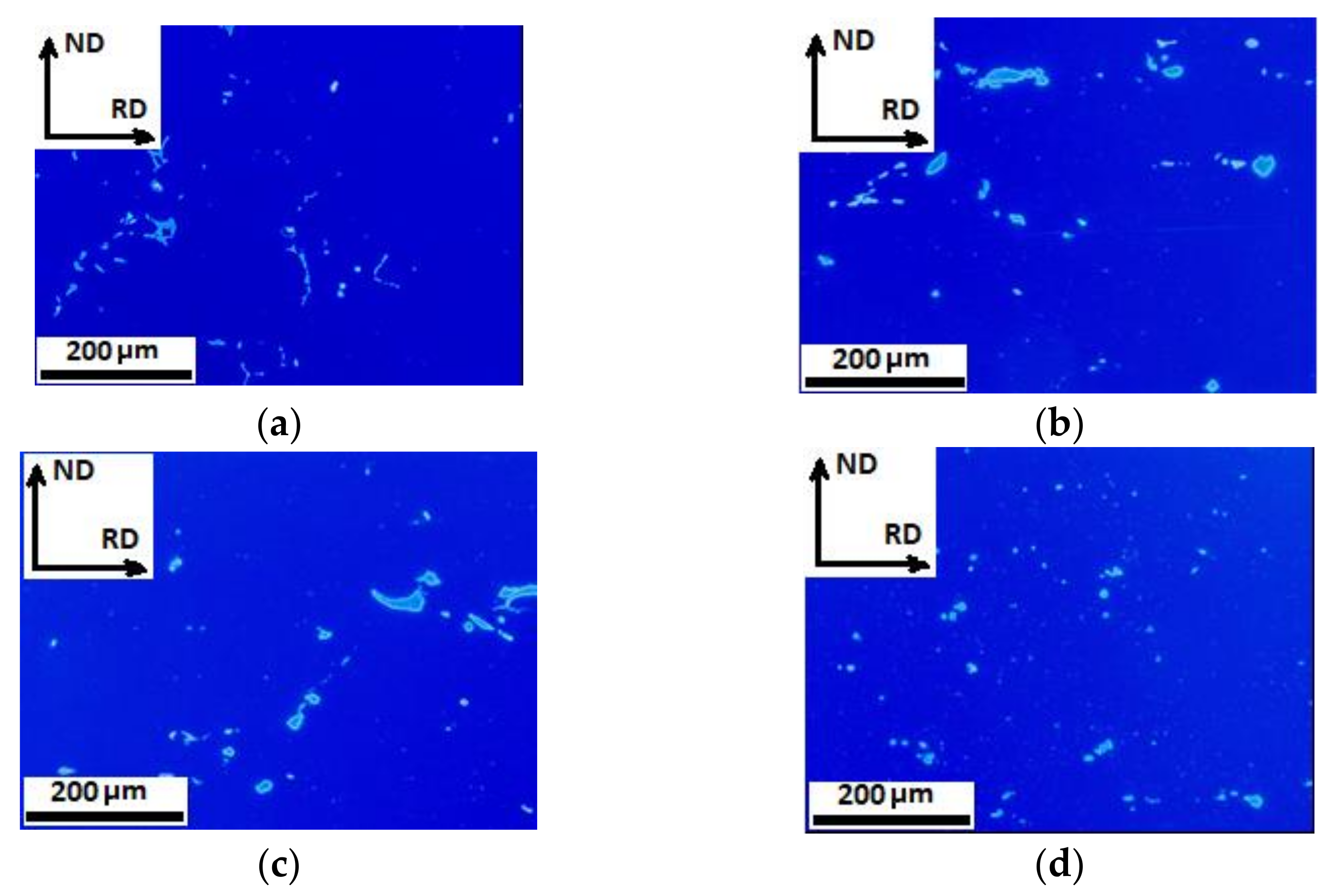
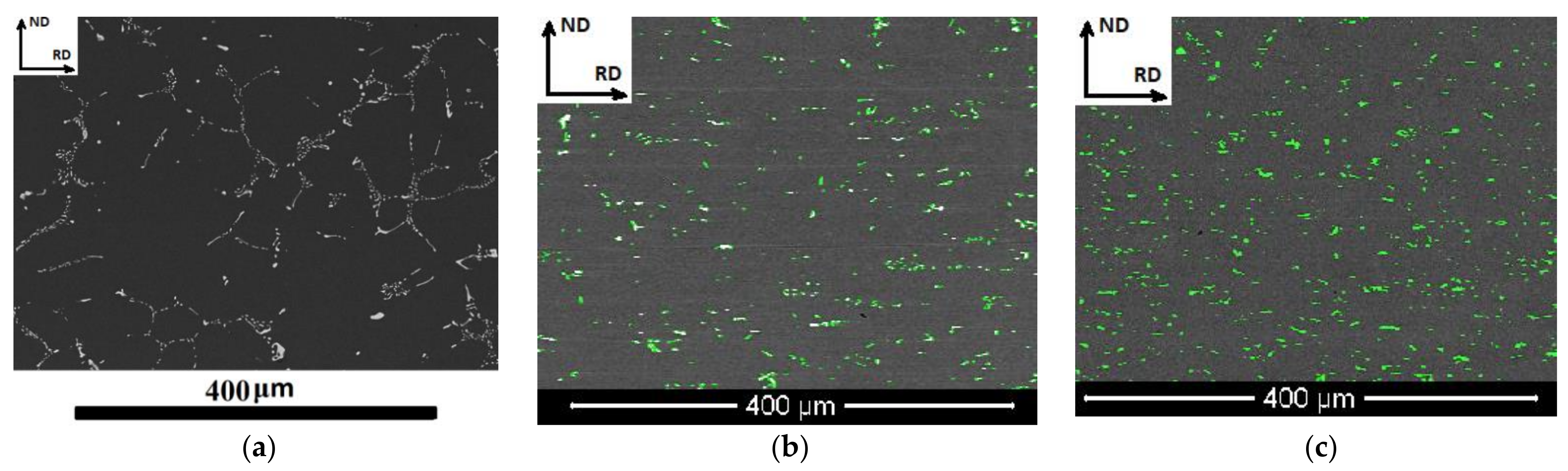
3.1. Optical Microscopy Data
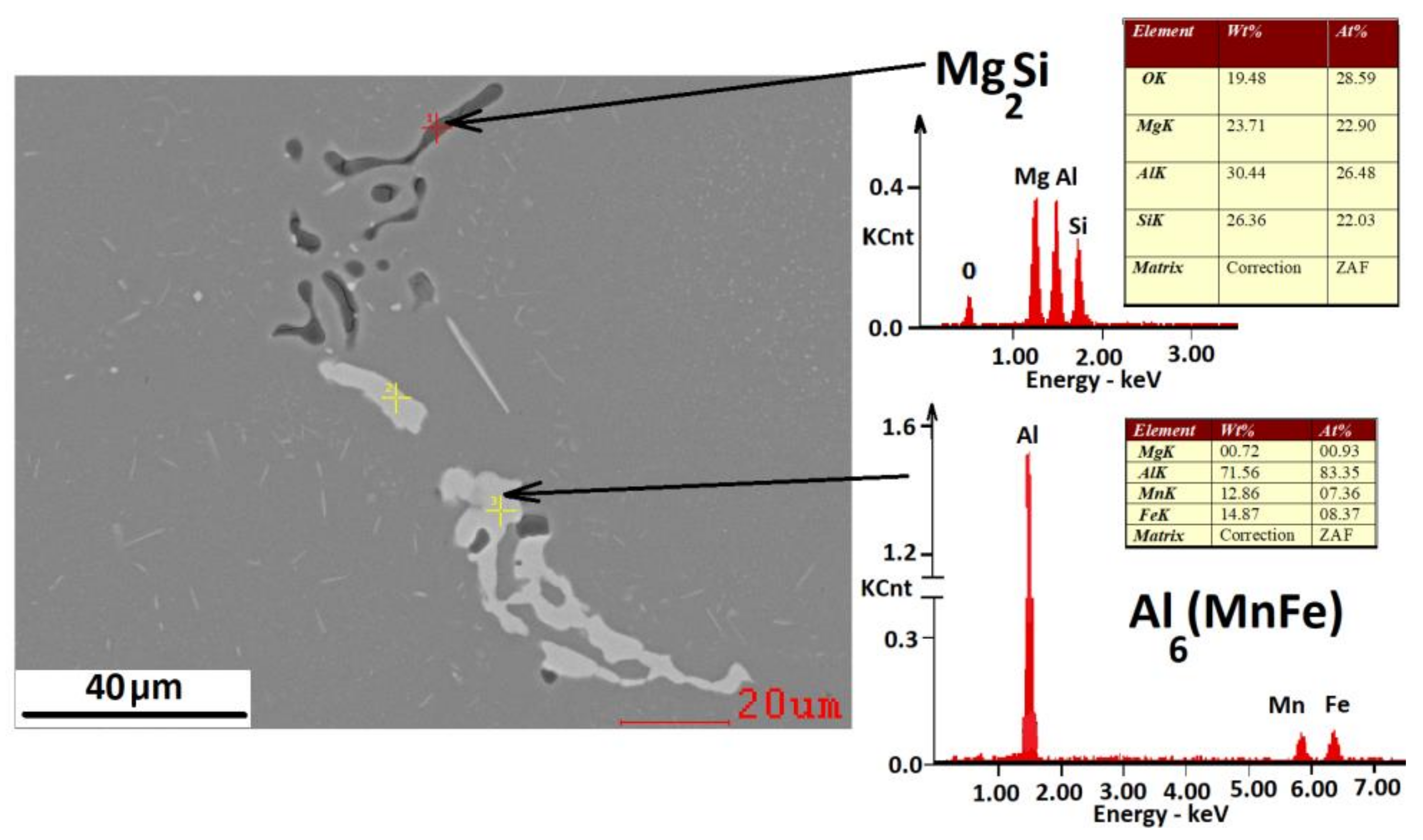
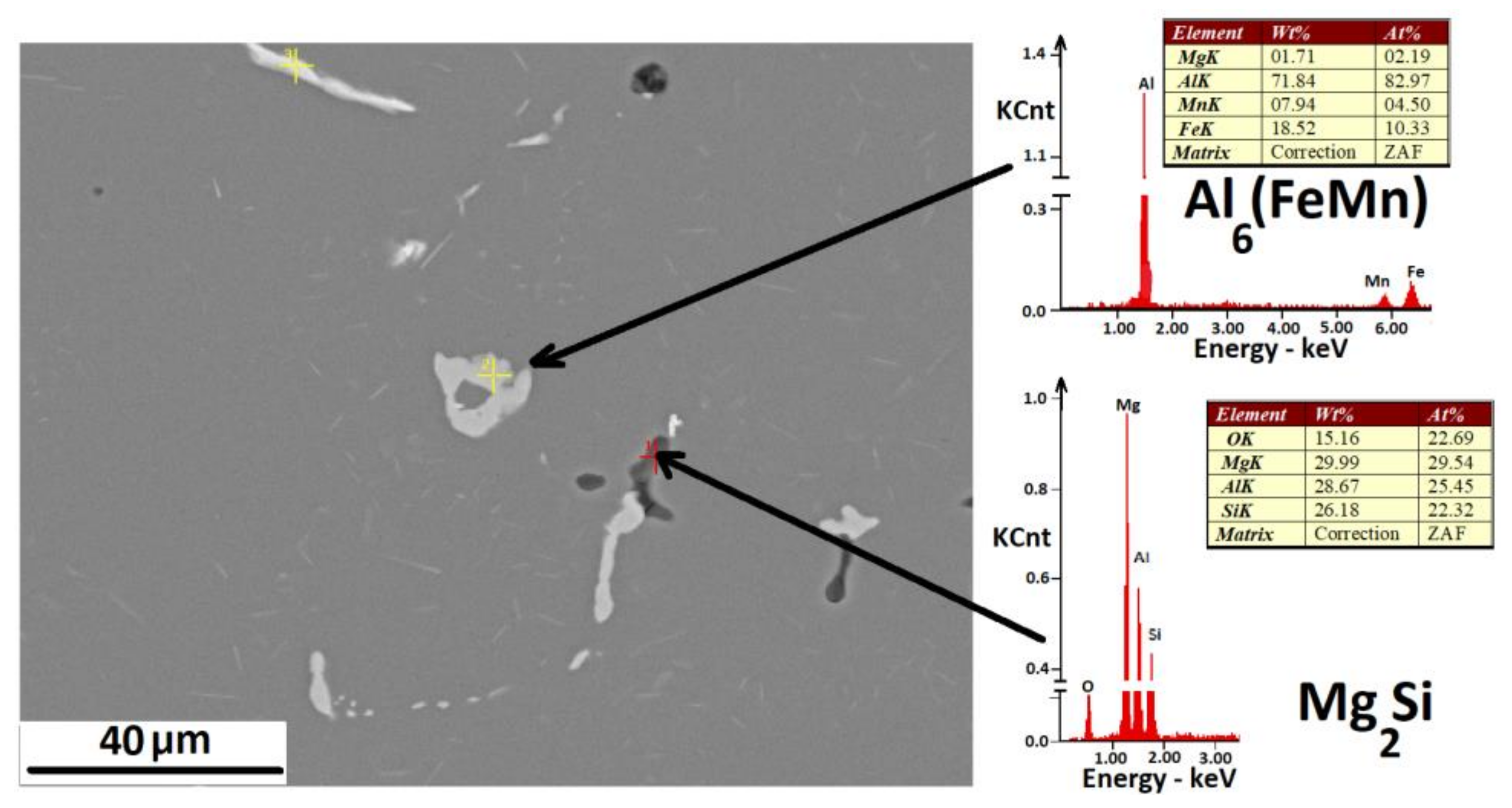
3.2. Electron Microscopy Data
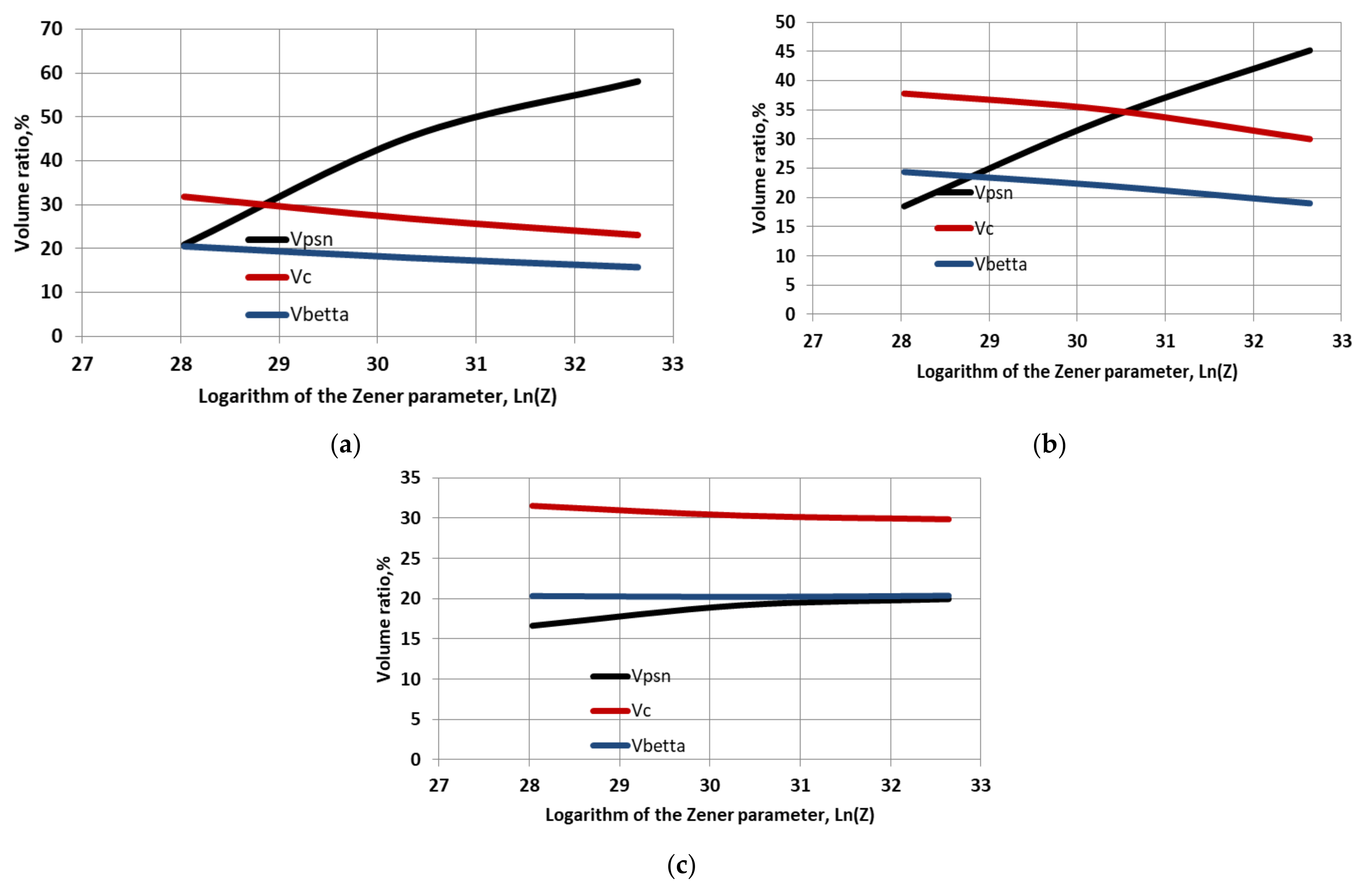
3.3. Calculation of Changes in the Amount and Size Distribution of Intermetallic Compounds Depending on the Deformation Ratio
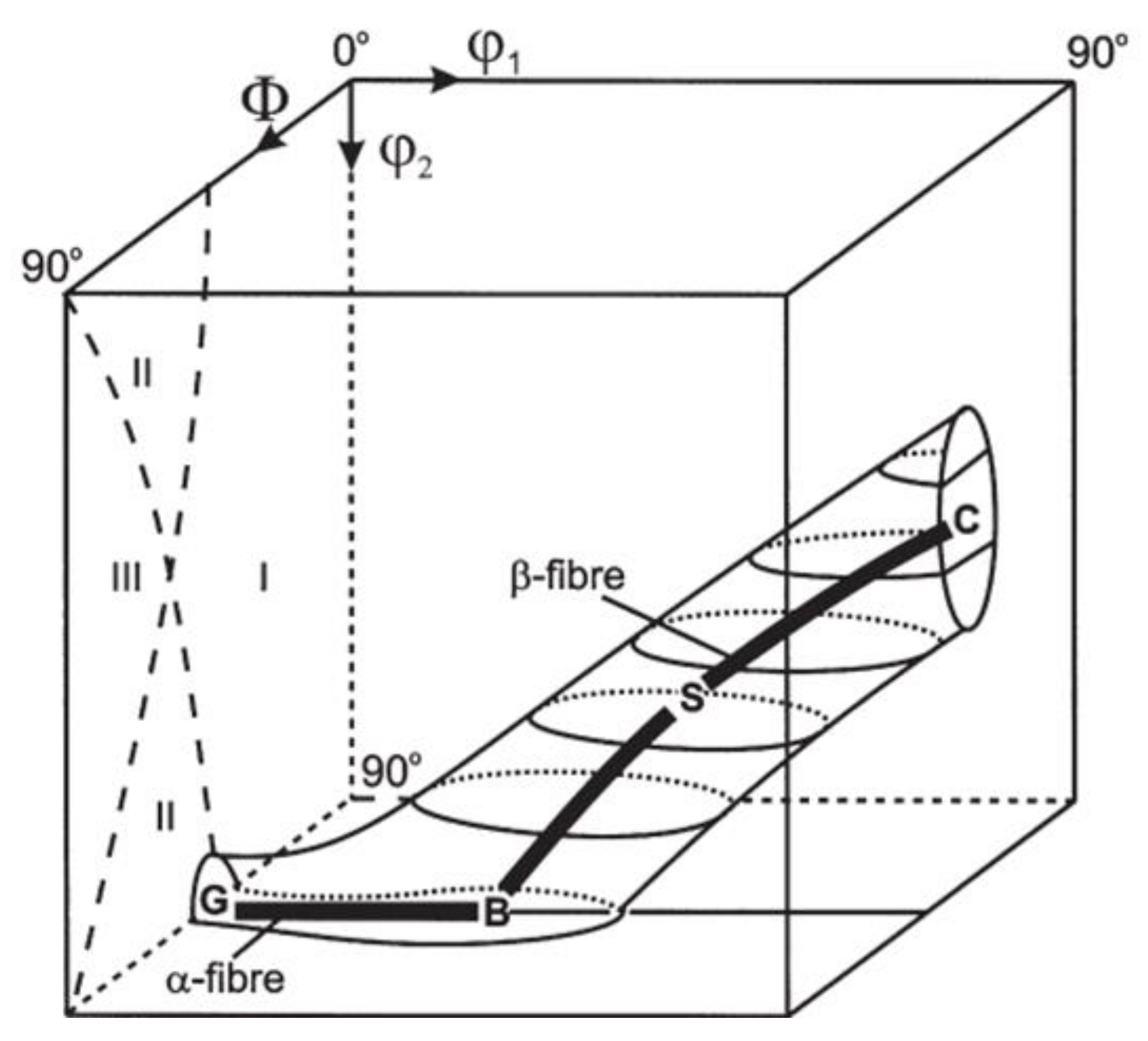
3.4. Modeling the Texture Formation Process
- is subgrain size,
- Z is Zener–Hollomon parameter,
- m, A, B are evidence-based coefficients.
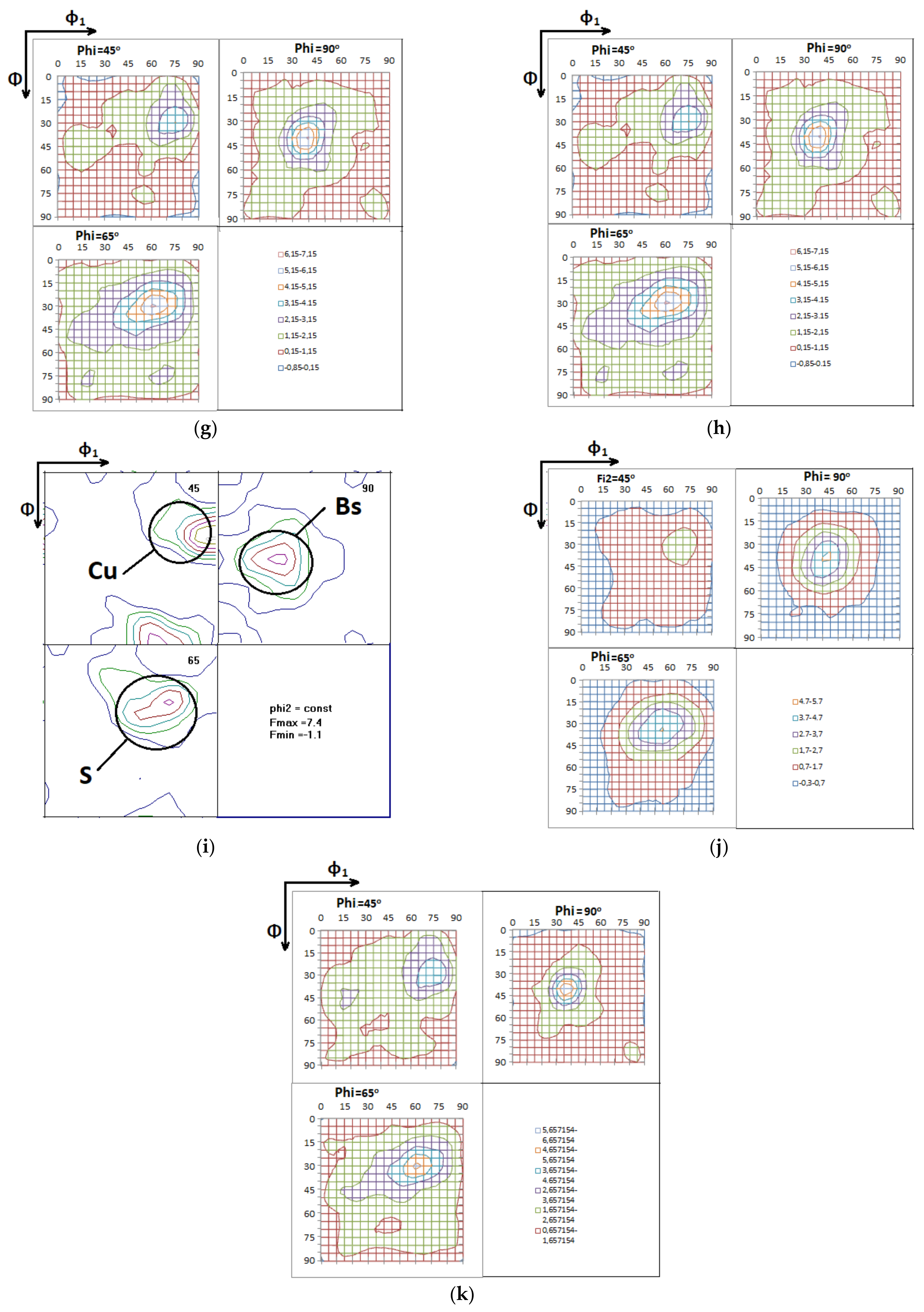
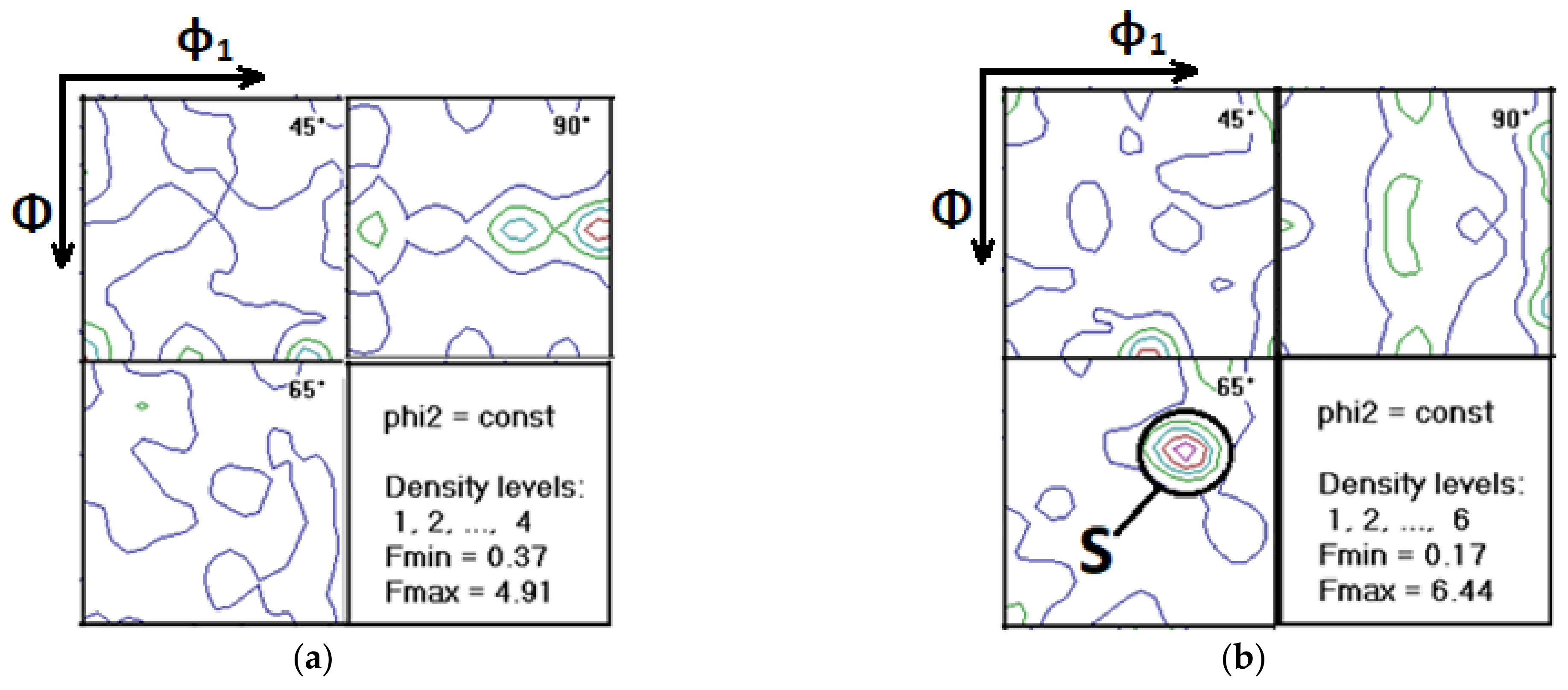
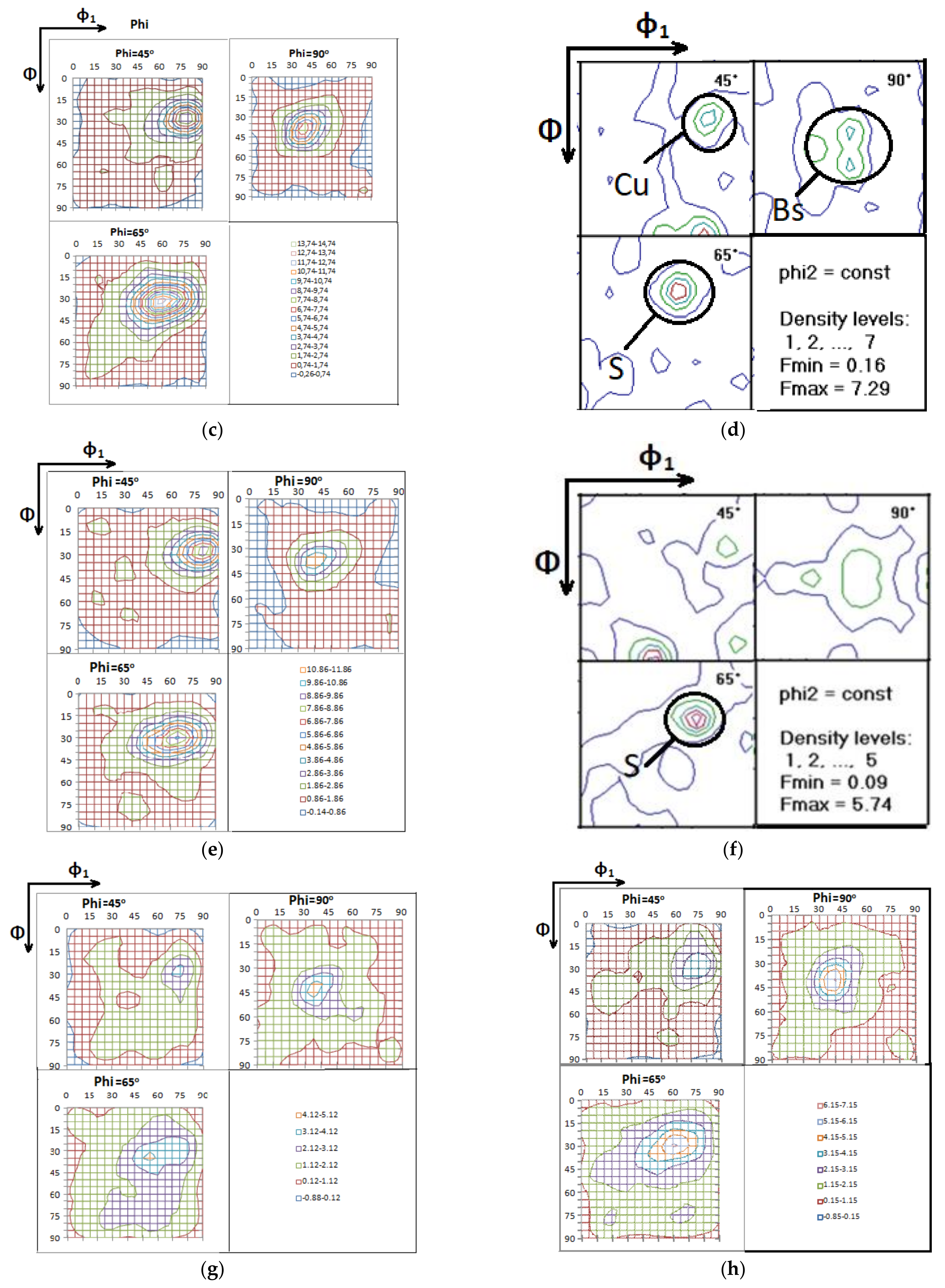
4. Texture Analysis Data
5. Conclusions
- (1)
- The microstructural data obtained with the help of light and electron microscopy showed that the primary intermetallic compounds (“constituent particles”) which have “survived” homogenization are fragmented when the as-cast structure is worked out. In different alloys such effects of particle crushing occur in different ways, which is due to the influence of the chemical composition on the brittleness and the number and size of primary particles. On average they decrease by more than 10 times. At later stages the intensity of fragmentation decreases.
- (2)
- Simulation of the texture evolution showed that fragmentation of the intermetallic compounds must be taken into account, otherwise the volume of metal recrystallized according to PSN can either be overestimated or underestimated in the calculation, depending on the stage of thermomechanical treatment. If fragmentation of the intermetallic compounds is not considered at the early stages, the volume recrystallized according to the PSN mechanism is underestimated. This is due to the fact that, on the one hand, the particles themselves are still very large, but at the same time their number has already begun to grow. At later stages, the particles are crushed more. Therefore, they lose their potential as nuclei, despite the fact that their number is increased. The exception is the 8011 alloy in which an extremely large number of particles arise due to very intense fragmentation, and the effect of their increase in number overrides their reduction in size. Underestimation of the crushing of intermetallic compounds can lead to the overestimation of the cubic and β-fiber texture proportions at this stage of thermomechanical processing. At later stages, taking the fragmentation of intermetallic particles into account also increases the accuracy of calculations (less than in the first stages).
- (3)
- Stacking fault energy, which primarily affects the subgrain size, does not have a strong effect on the volume recrystallized and on intermetallic particles during the evolution of the as-cast structure during hot working. The main reason is that the Zener–Hollomon parameter has low values at the initial stage of the as-cast structure evolution. Because of this, the subgrain size does not vary much in different alloys at this stage. In addition, the nuclei of the recrystallization (cubic) and rolling (β-fiber) textures have sufficiently large sizes and could effectively compete with the particles of the first phase. However, they are not so numerous at this stage of thermomechanical processing. At the same time, simulation has shown that the differences in the sizes of subgrains for the 8011 and high-magnesium alloys and, consequently, differences in their texture composition will be amplified with an increased Zener–Hollomon parameter. Thus, the low amount of cubic and β-fiber texture during the development of the as-cast structure is explained not by their competition with PSN but by the small extent of grain boundaries on which the nuclei of these components are mainly generated. In addition, the subtle β-fiber texture does not allow the mechanism of oriented growth of the cubic texture to be activated.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Fedorov, S.N.; Bazhin, V.Y. Development of mechanical properties of aluminum-silicon alloys. Smart Nanocomposites 2015, 6, 199–202. [Google Scholar]
- Bazhin, V.Y.; Gutema, E.M.; Savchenkov, S.A. Production Technology Features for Aluminum Matrix Alloys with a Silicon Carbide Framework. Metallurgist 2017, 60, 129–1272. [Google Scholar] [CrossRef]
- Deev, V.B.; Degtyar, V.A.; Kutsenko, A.I.; Selyanin, I.F.; Voitkov, A.P. Resource-Saving technology for the production of cast aluminum alloys. Steel Transl. 2007, 37, 991–994. [Google Scholar] [CrossRef]
- Aryshenskii, E.; Hirsch, J.; Yashin, V.; Sergei, K.; Kawalla, R. Influence of Local Inhomogeneity of Thermomechanical Treatment Conditions on Microstructure Evolution in Aluminum Alloys. J. Mater. Eng. Perform. 2018, 27, 6780–6799. [Google Scholar] [CrossRef]
- Belov, N.A.; Korotkova, N.O.; Akopyan, T.K.; Timofeev, V.N. Structure and Properties of Al-0.6%Zr-0.4%Fe-0.4%Si (wt.%) Wire Alloy Manufactured by Electromagnetic Casting. JOM 2020, 72, 1561–1570. [Google Scholar] [CrossRef]
- Sizyakov, V.M.; Bazhin, V.Y.; Vlasov, A.A. Status and prospects for growth of the aluminum industry. Metallurgist 2010, 54, 409–414. [Google Scholar] [CrossRef]
- Belov, N.; Akopyan, T.; Korotkova, N.; Murashkin, M.; Timofeev, V.; Fortuna, A. Structure and Properties of Ca and Zr Containing Heat Resistant Wire Aluminum Alloy Manufactured by Electromagnetic Casting. Metals 2021, 11, 236. [Google Scholar] [CrossRef]
- Engler, O.; Kalz, S. Simulation of earing profiles from texture data by means of a visco-plastic self-consistent polycrystal plasticity approach. Mater. Sci. Eng. A 2004, 373, 350–362. [Google Scholar] [CrossRef]
- Engler, O. Modeling of Texture and Texture-Related Properties during the Thermo-Mechanical Processing of Aluminum Sheets. Mater. Sci. Forum 2003, 426–432, 3655–3660. [Google Scholar] [CrossRef]
- Hutchinson, W.B.; Oscarsson, A.; Karlsson, A. Control of microstructure and earing behaviour in aluminium alloy AA 3004 hot bands. Mater. Sci. Technol. 1989, 5, 1118–1127. [Google Scholar] [CrossRef]
- Engler, O.; Hirsch, J. Polycrystal-plasticity simulation of six and eight ears in deep-drawn aluminum cups. Mater. Sci. Eng. A 2007, 452–453, 640–651. [Google Scholar] [CrossRef]
- Engler, O. Control of texture and earing in aluminium alloy AA 3105 sheet for packaging applications. Mater. Sci. Eng. A 2012, 538, 69–80. [Google Scholar] [CrossRef]
- Lucke, K.; Engler, O. Effects of particles on development of microstructure and texture during rolling and recrystallisation in fcc alloys. Mater. Sci. Technol. 1990, 6, 1113–1130. [Google Scholar] [CrossRef]
- Humphreys, F.; Hatherly, M. Recrystallization and Related Annealing Phenomena; Elsevier: Amsterdam, The Netherlands, 2012. [Google Scholar]
- Humphreys, F. The nucleation of recrystallization at second phase particles in deformed aluminium. Acta Met. 1977, 25, 1323–1344. [Google Scholar] [CrossRef]
- Chan, H.M.; Humphreys, F.J. Effect of particle stimulated nucleation on orientation of recrystallized grains. Met. Sci. 1984, 18, 527–530. [Google Scholar] [CrossRef]
- Wells, M.A.; Samarasekera, I.V.; Brimacombe, J.K.; Hawbolt, E.B.; Lloyd, D.J. Modeling the microstructural changes during hot tandem rolling of AA5XXX aluminum alloys: Part II. Textural evolution. Met. Mater. Trans. A 1998, 29, 621–633. [Google Scholar] [CrossRef]
- Wells, M.A.; Samarasekera, I.V.; Brimacombe, J.K.; Hawbolt, E.B.; Lloyd, D.J. Modeling the microstructural changes during hot tandem rolling of AA5XXX aluminum alloys: Part III. Overall model development and validation. Met. Mater. Trans. A 1998, 29, 709–719. [Google Scholar] [CrossRef]
- Aryshenskii, E.; Aryshenskii, V.; Beglov, E.; Chitnaeva, E.; Konovalov, S. Investigation of subgrain and fine intermetallic participles size impact on grain boundary mobility in aluminum alloys with transitional metal addition. Mater. Today Proc. 2019, 19, 2183–2188. [Google Scholar] [CrossRef]
- Vatne, H.; Wells, M. Modelling of the Recrystallization Behaviour of AA5xxx Aluminum Alloys after Hot Deformation. Can. Met. Q. 2003, 42, 79–88. [Google Scholar] [CrossRef]
- Zaïdi, M.A.; Sheppard, T. Development of microstructure throughout roll gap during rolling of aluminium alloys. Met. Sci. 1982, 16, 229–238. [Google Scholar] [CrossRef]
- Engler, O.; Liu, Z.; Kuhnke, K. Impact of homogenization on particles in the Al–Mg–Mn alloy AA 5454—Experiment and simulation. J. Alloy. Compd. 2013, 560, 111–122. [Google Scholar] [CrossRef]
- Engler, O.; Miller-Jupp, S. Control of second-phase particles in the Al-Mg-Mn alloy AA 5083. J. Alloy. Compd. 2016, 689, 998–1010. [Google Scholar] [CrossRef]
- Engler, O.; Kuhnke, K.; Hasenclever, J. Development of intermetallic particles during solidification and homogenization of two AA 5xxx series Al-Mg alloys with different Mg contents. J. Alloy. Compd. 2017, 728, 669–681. [Google Scholar] [CrossRef]
- Maire, E.; Grenier, J.; Daniel, D.; Baldacci, A.; Klocker, H.; Bigot, A. Quantitative 3D characterization of intermetallic phases in an Al–Mg industrial alloy by X-ray microtomography. Scr. Mater. 2006, 55, 123–126. [Google Scholar] [CrossRef]
- Moulin, N.; Jeulin, D.; Ducottet, C.; Bigot, A.; Boller, E.; Maire, E.; Barat, C.; Klocker, H.; Parra-Denis, E. Constituent Particle Break-Up During Hot Rolling of AA 5182. Adv. Eng. Mater. 2010, 12, 20–29. [Google Scholar] [CrossRef] [Green Version]
- Singh, S.S.; Schwartzstein, C.; Williams, J.J.; Xiao, X.; De Carlo, F.; Chawla, N. 3D microstructural characterization and mechanical properties of constituent particles in Al 7075 alloys using X-ray synchrotron tomography and nanoindentation. J. Alloy. Compd. 2014, 602, 163–174. [Google Scholar] [CrossRef]
- Schäfer, C.; Pomana, G.; Mohles, V.; Gottstein, G.; Engler, O.; Hirsch, J.; Hirsch, J. Recrystallization Modeling of AA8XXX Alloys with Cellular Automata Considering Recovering Kinetics. Adv. Eng. Mater. 2010, 12, 131–140. [Google Scholar] [CrossRef]
- Aryshenskii, E.; Kawalla, R.; Hirsch, J. Development of New Fast Algorithms for Calculation of Texture Evolution during Hot Continuous Rolling of Al-Fe Alloys. Steel Res. Int. 2017, 88, 1700053. [Google Scholar] [CrossRef]
- Schäfer, C.; Gottstein, G. Modeling Recrystallization of Aluminum Alloys: A Refined Approach to Particle Stimulated Nucleation. Mater. Sci. Forum. 2007, 558, 1169–1175. [Google Scholar] [CrossRef]
- Engler, O.; Vatne, H.E. Modeling the recrystallization textures of aluminum alloys after hot deformation. JOM 1998, 50, 23–27. [Google Scholar] [CrossRef]
- Vatne, H.; Furu, T.; Ørsund, R.; Nes, E. Modelling recrystallization after hot deformation of aluminium. Acta Mater. 1996, 44, 4463–4473. [Google Scholar] [CrossRef]
- Engler, O.; Löchte, L.; Hirsch, J. Through-Process Simulation of Texture and Properties during the Thermomechanical Processing of Aluminium Sheets. Acta Mater. 2007, 55, 5449–5463. [Google Scholar] [CrossRef]
- Evgenii, A.; Erkin, B.; Hirsch, J.; Vladimir, A.; Segrey, K. Development of the new fast approach for calculation of texture evolution during hot deformation of aluminum alloys. Procedia Manuf. 2019, 37, 492–499. [Google Scholar] [CrossRef]
- Aryshenskii, E.; Hirsch, J.; Bazhin, V.; Kawalla, R.; Pral, U. Impact of Zener-Hollomon parameter on substructure and texture evolution during thermomechanical treatment of iron-containing wrought aluminium alloys. Trans. Nonferrous Met. Soc. China 2019, 29, 893–906. [Google Scholar] [CrossRef]
- Smirnov, A.S.; Konovalov, A.V.; Pushin, V.G.; Uksusnikov, A.N.; Zvonkov, A.A.; Zajcev, I.M. Peculiarities of the Rheological Behavior for the Al-Mg-Sc-Zr Alloy Under High-Temperature Deformation. J. Mater. Eng. Perform. 2014, 23, 4271–4277. [Google Scholar] [CrossRef]
- Ihara, K.; Miura, Y. Dynamic recrystallization in Al–Mg–Sc alloys. Mater. Sci. Eng. A 2004, 387–389, 647–650. [Google Scholar] [CrossRef]
- Morris, J.G. Dynamic Strain Aging in Aluminum Alloys. Mater. Sci. Eng. 1974, 13, 101–108. [Google Scholar] [CrossRef]
- Nes, E.; Hutchinson, W.B. Texture and Grain Size Control During Processing of Metals. In Tenth Risoe International Symposium on Metallurgy and Materials Science; Risoe National Laboratory: Roskilde, Denmark, 1989; pp. 233–249. [Google Scholar]
- Velay, X. Prediction and control of subgrain size in the hot extrusion of aluminium alloys with feeder plates. J. Mater. Process. Technol. 2009, 209, 3610–3620. [Google Scholar] [CrossRef]
- Duan, X.; Sheppard, T. Influence of forming parameters on the final subgrain size during hot rolling of aluminium alloys. J. Mater. Process. Technol. 2002, 130, 245–249. [Google Scholar] [CrossRef]
- Engler, O.; Randle, V. Introduction to Texture Analysis: Macrotexture, Microtexture and Orientation Mapping; CRC Press: Boca Raton, FL, USA, 2010; pp. 1–31. [Google Scholar]
- Hirsch, J. Through Process Modelling. Mater. Sci. Forum 2006, 519–521, 15–24. [Google Scholar] [CrossRef]
- Hirsch, J.; Aryshensky, E.V.; Grechnikova, A.F.; Drits, A.M.; Smz, S.A. Microstructural evolution and crystallographic texture in the production of aluminium strips for food containers industry Part 2. Tsvetnye Met. 2018, 62–69. [Google Scholar] [CrossRef]
- Hirsch, J.; Lücke, K. Overview no. 76. Acta Met. 1988, 36, 2883–2904. [Google Scholar] [CrossRef]
- Engler, O.; Hirsch, J.; Lucke, K. Texture development in Al-1.8 wt% Cu depending on the precipitation state—II. Recrystallization textures. Acta Met. Mater. 1995, 43, 121–138. [Google Scholar] [CrossRef]
- Engler, O. On the Influence of Dispersoids on the Particle Stimulated Nucleation of Recrystallization in an Al-Fe-Si Model Alloy. Mater. Sci. Forum 1998, 273–275, 483–488. [Google Scholar] [CrossRef] [Green Version]




























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Alloy Composition (wt %) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Mg | Mn | Zr | Sc | Si | Fe | Zn | Cr | Ti | Cu | |
| 5182 | 4.8 | 0.5 | - | - | 0.14 | 0.2 | 0.2 | - | <0.1 | <0.1 |
| 1565 | 5.6 | 0.8 | 0.1 | - | 0.12 | 0.22 | 0.5 | 0.07 | <0.1 | <0.1 |
| 8011 | 0.2 | 0.2 | - | - | 0.3 | 0.9 | 0.1 | 0.1 | <0.1 | <0.1 |
| No. Roll Pass | Speed, m/min | Thickness, mm | Δh | T in, °C | Deform., % | Total Deform., % | T out, °C |
|---|---|---|---|---|---|---|---|
| 30.00 | |||||||
| 1 | 10 | 25.72 | 5.28 | 520 | 17.60 | 17.60 | 474 |
| 2 | 10 | 20.03 | 4.69 | 520 | 18.97 | 33.23 | 484 |
| 3 | 10 | 14.40 | 5.63 | 520 | 28.11 | 52.00 | 460 |
| 4 | 10 | 12.00 | 2.4 | 520 | 16.67 | 60.00 | 469 |
| 5 | 10 | 9.46 | 2.54 | 520 | 21.17 | 68.47 | 498 |
| 6 | 10 | 6.84 | 5.16 | 520 | 43.00 | 77.20 | 484 |
| 7 | 10 | 4.85 | 1.99 | 520 | 29.09 | 83.83 | 363 |
| No. Roll Pass | Speed, m/min | Thickness, mm | Δh | T in, °C | Deform., % | Total Deform., % | T out, °C |
|---|---|---|---|---|---|---|---|
| 30.00 | |||||||
| 1 | 10 | 25.43 | 4.57 | 454 | 15.23 | 15.23 | 474 |
| 2 | 10 | 20.34 | 5.09 | 430 | 20.02 | 32.20 | 484 |
| 3 | 10 | 15.50 | 4.84 | 463 | 23.80 | 48.33 | 460 |
| 4 | 10 | 9.86 | 5.64 | 461 | 36.39 | 67.13 | 469 |
| 5 | 10 | 6.92 | 2.94 | 465 | 29.82 | 76.93 | 498 |
| 6 | 10 | 4.94 | 4.92 | 464 | 49.90 | 83.53 | 484 |
| No. Roll Pass | Speed, m/min | Thickness, mm | Δh | T in, °C | Deform., % | Total Deform., % | T out, °C |
|---|---|---|---|---|---|---|---|
| 40.00 | |||||||
| 1 | 7.70 | 38.60 | 1.40 | 500 | 3.51 | 3.51 | 450 |
| 2 | 11.60 | 35.79 | 2.81 | 500 | 7.27 | 10.53 | 440 |
| 3 | 11.60 | 33.68 | 2.11 | 500 | 5.88 | 15.79 | 468 |
| 4 | 12.20 | 30.88 | 2.81 | 490 | 8.33 | 22.81 | 447 |
| 5 | 12.80 | 28.07 | 2.81 | 490 | 9.09 | 29.82 | 444 |
| 6 | 13.40 | 25.26 | 2.81 | 490 | 10.00 | 36.84 | 440 |
| 7 | 14.10 | 21.75 | 3.51 | 480 | 13.89 | 45.61 | 413 |
| 8 | 14.70 | 18.25 | 3.51 | 480 | 16.13 | 54.39 | 425 |
| 9 | 15.40 | 14.74 | 3.51 | 475 | 19.23 | 63.16 | 395 |
| 10 | 15.40 | 11.23 | 3.51 | 475 | 23.81 | 71.93 | 424 |
| 11 | 15.40 | 7.719298 | 3.51 | 470 | 31.25 | 80.70 | 380 |
| Alloys | Deformation | |||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Cast | ~0.18 | ~0.4 | ~0.7 | ~1.1 | ~1.8 | |||||||||||||
| L | µm | L | µm | L | µm | L | µm | L | µm | L | µm | |||||||
| 1565 | 7 × 1011 | 0.17 | 13 | 3.6 × 1012 | 0.36 | 11.6 | 1 × 1013 | 0.53 | 9.6 | 3.0 × 1013 | 0.68 | 7.1 | 9.9 × 1013 | 0.79 | 4.6 | 5.3 × 1014 | 0.86 | 1.9 |
| 8011 | 2 × 1011 | 0.11 | 10 | 1.6 × 1012 | 0.25 | 8.7 | 4.8 × 1012 | 0.37 | 7.2 | 1.1 × 1013 | 0.47 | 5.8 | 4.6 × 1013 | 0.54 | 2.89 | 1.1 × 1014 | 0.59 | 1.4 |
| 5182 | 7.4 × 1011 | 0.25 | 9.65 | 3.7 × 1012 | 0.52 | 8.28 | 1 × 1013 | 0.77 | 6.89 | 3 × 1013 | 0.99 | 5.1 | 1 × 1014 | 1.14 | 3.31 | 5.7 × 1014 | 1.24 | 1.4 |
| Component | Miller Indices {hkl}〈uvw〉 | Euler Angles | ||
|---|---|---|---|---|
| φ1 | Φ | φ2 | ||
| Cube | {001}〈100〉 | 0° | 0° | 0°/90° |
| Cube RD | {013}〈100〉 | 0° | 22° | 0°/90 |
| Cube ND | 001}〈310〉 | 22° | 0° | 0°/90° |
| Goss | {011}〈100〉 | 0° | 45° | 0°/90° |
| Bs | 011}〈211〉 | 35° | 45° | 0°/90° |
| Cu | {112}〈111〉 | 90° | 30° | 45° |
| S | {123}〈634〉 | 60° | 35° | 65° |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aryshenskii, E.; Hirsch, J.; Konovalov, S. Investigation of the Intermetallic Compounds Fragmentation Impact on the Formation of Texture during the as Cast Structure Thermomechanical Treatment of Aluminum Alloys. Metals 2021, 11, 507. https://doi.org/10.3390/met11030507
Aryshenskii E, Hirsch J, Konovalov S. Investigation of the Intermetallic Compounds Fragmentation Impact on the Formation of Texture during the as Cast Structure Thermomechanical Treatment of Aluminum Alloys. Metals. 2021; 11(3):507. https://doi.org/10.3390/met11030507
Chicago/Turabian StyleAryshenskii, Evgenii, Jurgen Hirsch, and Sergey Konovalov. 2021. "Investigation of the Intermetallic Compounds Fragmentation Impact on the Formation of Texture during the as Cast Structure Thermomechanical Treatment of Aluminum Alloys" Metals 11, no. 3: 507. https://doi.org/10.3390/met11030507