
Laser Beam Welding of a Ti-15Mo/TiB Metal–Matrix Composite

 , and
, and {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Procedure
- -
- The laser power of 3.0 kW;
- -
- The focus position of 0.0 mm above the specimen surface;
- -
- The welding speed of 3.0 m/min;
- -
- The pre-heating temperatures before welding were: 200 °C, 400 °C, and 600 °C. LBW without pre-heating was also carried out. Microstructures of the initial condition of the composite and welds obtained by laser beam welding were determined using scanning electron microscopy (SEM), transmission electron microscopy (TEM), and X-ray diffraction (XRD). SEM was carried out using a FEI Nova NanoSEM 450 microscope (Nebraska Center for Materials and Nanoscience, LC, Nebraska, USA) equipped with an energy dispersive X-ray (EDX) spectrometry unit. Specimens for SEM were prepared by careful mechanical polishing; etching was performed using the Kroll’s reagent (95% H2O, 3% HNO3, 2% HF). TEM was carried out on a JEOL JEM 2100 microscope (JEOL, Tokyo, Japan); the specimens were obtained using twin jet electro-polishing in a mixture of 6% perchloric acid, 59% methanol, and 35% butanol at −35 °C and 29.5 V. XRD was carried out on an ARL-Xtra diffractometer (Thermo Fisher Scientific, Portland, OR, USA) with Cu-Kα radiation. The Rietveld method [29] was used for the quantitative determination of the phase composition.
3. Results and Discussion
4. Conclusions
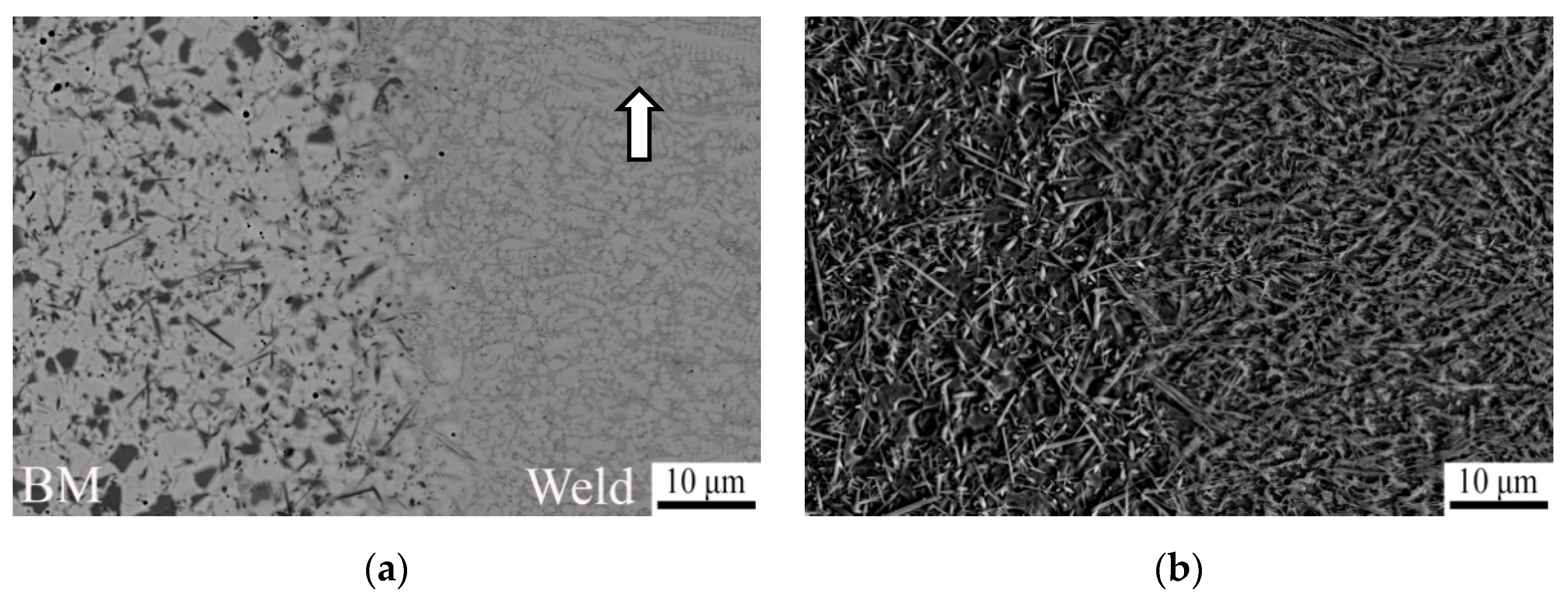
- The TiB reinforcements in a bcc-Ti matrix had a needle-like shape with the average thickness of 500 ± 300 nm. The average grain size of the bcc Ti matrix was 14 ± 6 μm. Martensitic α″ precipitations with an average thickness of ~200 nm were found in the initial microstructure.
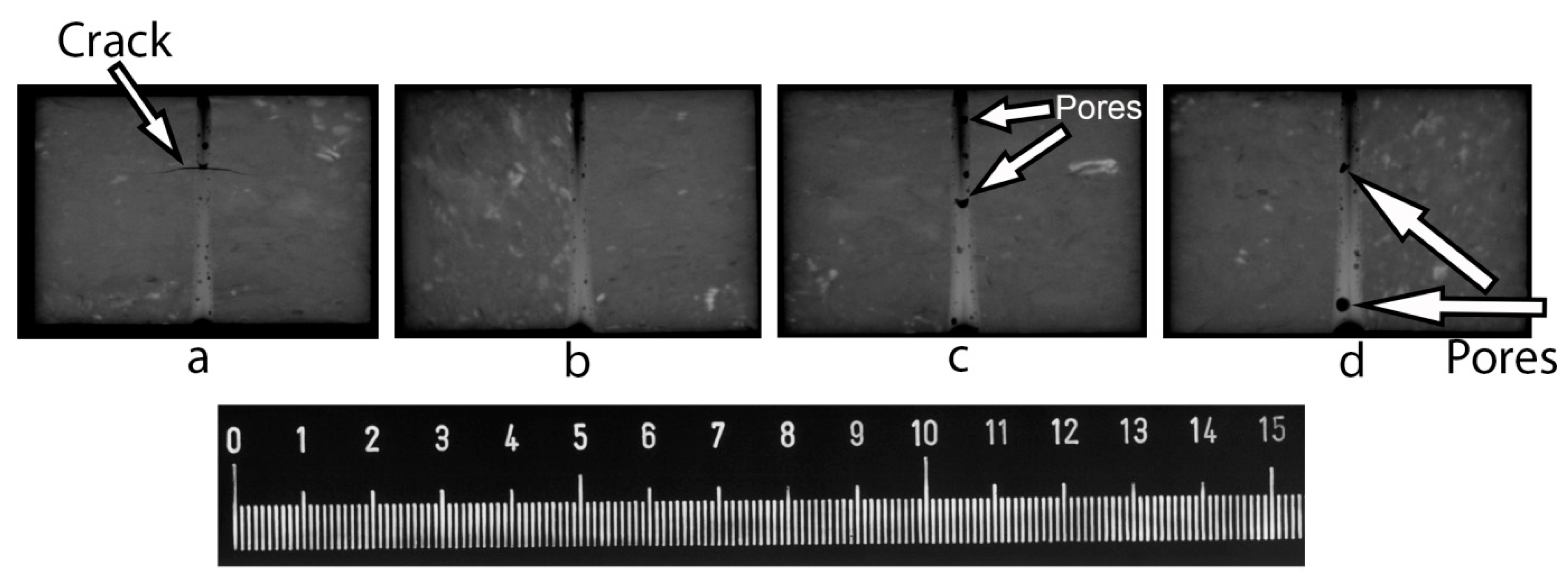
- All welds obtained at different pre-heating temperatures (without pre-heating and at 200, 400, 600 °C) consisted of pores with the average diameter 30 ± 30 μm; however, some single pores were of 200–300 µm in diameter.
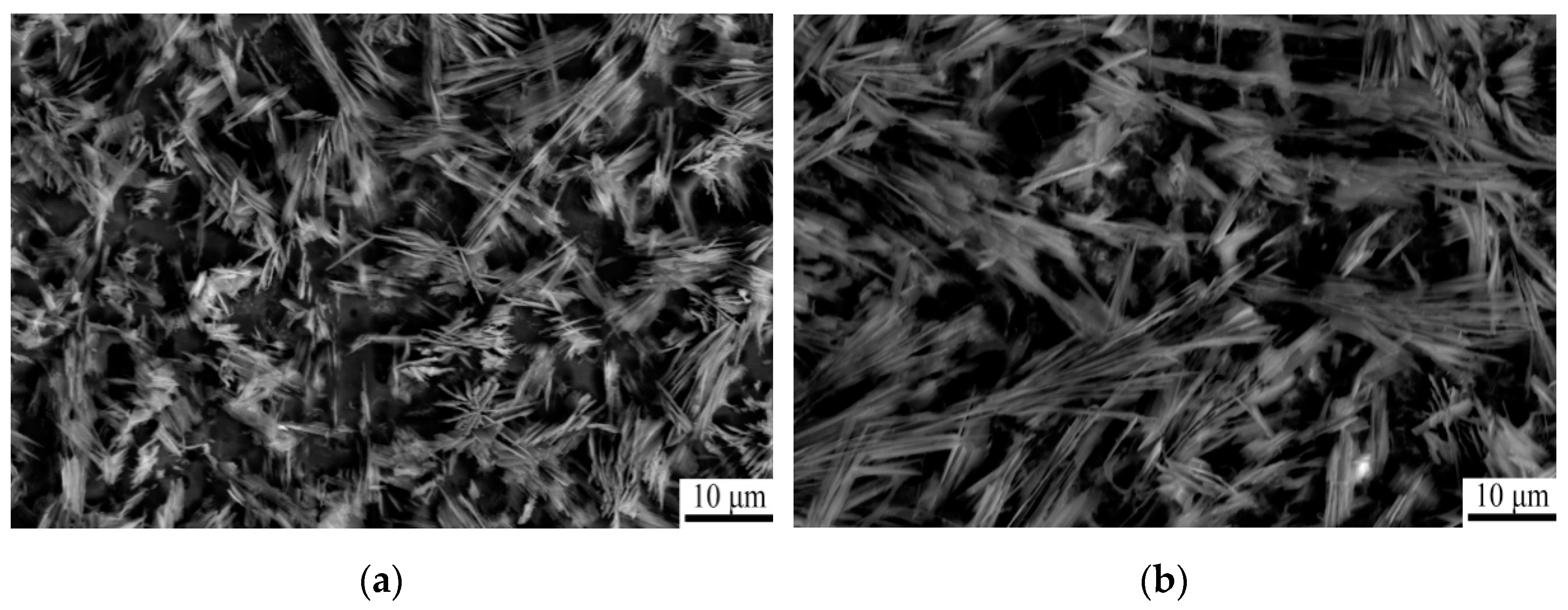
- Well-defined dendrite structure consisted of Ti-15%Mo, and TiB in the interdendritic spaces was formed. An increase in the aspect ratio of TiB by a factor of 2 contributed to embrittlement of the weld.
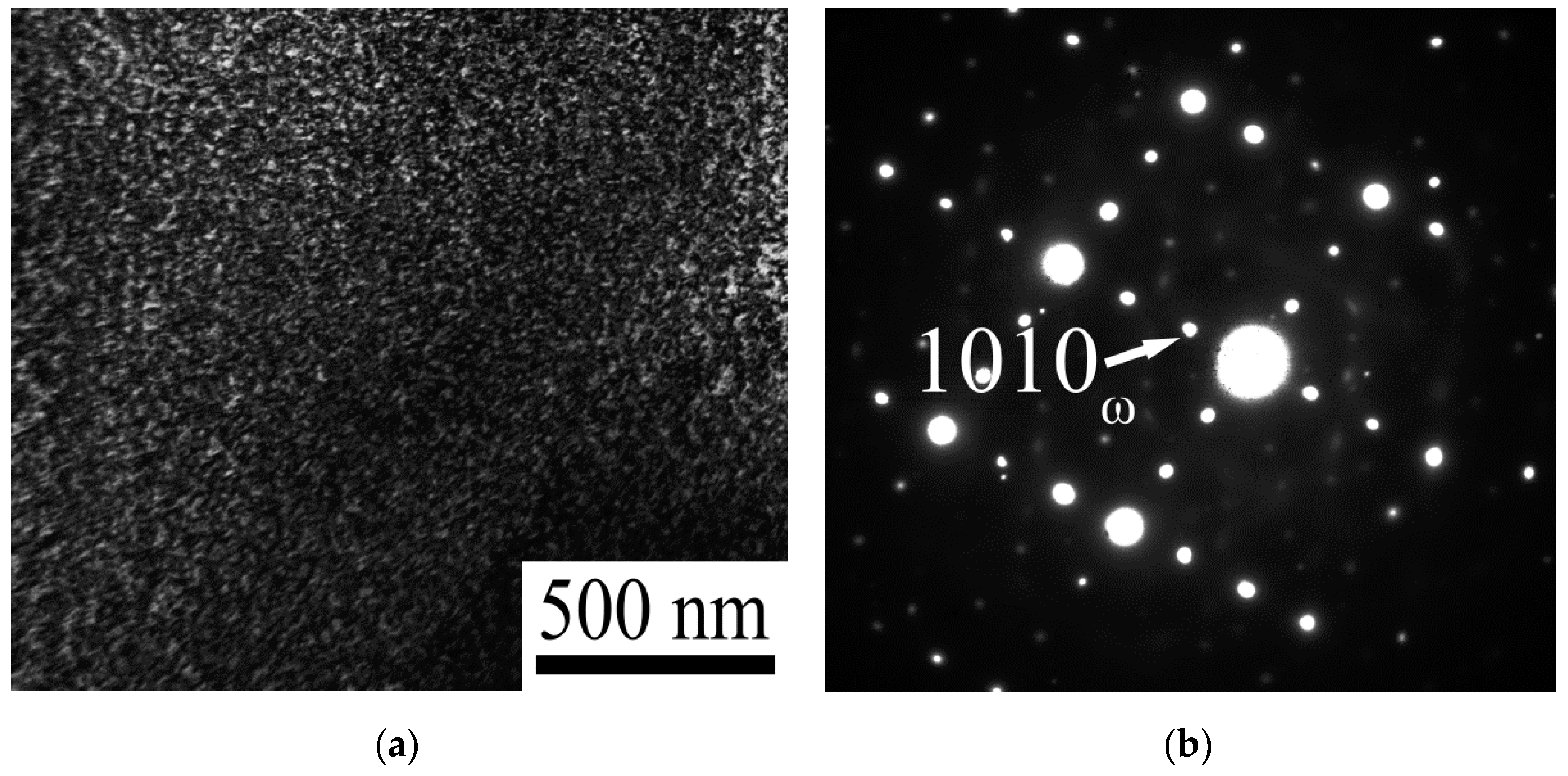
- Another factor of both strengthening and embrittlement of laser beam welded specimens without pre-heating and at pre-heating temperature 200 °C is the ω phase particles formation. The ω phase measuring ~10 nm in diameter was found in the weld zone of the composite welded without pre-heating.
- The maximum values of microhardness (700 HV) were found in the fusion zone at room temperature at pre-heating temperature of 200 °C. Microhardness of the state obtained at pre-heating temperature 600 °C does not differ noticeably from the microhardness of the base material (~500 HV).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Saito, T.; Furuta, T.; Yamaguchi, T. Development of low cost titanium matrix composite. In Advances in Titanium Metal Matrix Composites, the Minerals, Metals and Materials Society; Froes, F.H., Storer, J., Eds.; TMS: Warrendale, PA, USA, 1995; pp. 33–44. [Google Scholar]
- Godfrey, T.M.T.; Goodwin, P.S.; Ward-Close, C.M. Titanium Particulate Metal Matrix Composites—Reinforcement, Production Methods, and Mechanical Properties. Adv. Eng. Mater. 2000, 2, 85–91. [Google Scholar] [CrossRef]
- Feng, H.; Zhou, Y.; Jia, D.; Meng, Q.; Rao, J. Growth mechanism of in situ TiB whiskers in spark plasma sintered TiB/Ti metal matrix composites. Cryst. Growth Des. 2006, 6, 1626–1630. [Google Scholar] [CrossRef]
- Radhakrishna Bhat, B.V.; Subramanyam, J.; Bhanu Prasad, V.V. Preparation of Ti-TiB-TiC & Ti-TiB composites by in-situ reaction hot pressing. Mater. Sci. Eng. A 2002, 325, 126–130. [Google Scholar]
- Zherebtsov, S.; Ozerov, M.; Klimova, M.; Stepanov, N.; Vershinina, T.; Ivanisenko, Y.; Salishchev, G. Effect of High-Pressure Torsion on Structure and Properties of Ti-15Mo/TiB Metal-Matrix Composite. Materials 2018, 11, 2426. [Google Scholar] [CrossRef] [Green Version]
- Ravi Chandran, K.S.; Panda, K.B.; Sahay, S.S. TiBw-reinforced Ti composites: Processing, properties, application, prospects, and research needs. JOM 2004, 56, 42–48. [Google Scholar] [CrossRef]
- Ozerov, M.S.; Klimova, M.V.; Stepanov, N.D.; Zherebtsov, S.V. Microstructure evolution of a Ti/TiB metal-matrix composite during high-temperature deformation. Mater. Phys. Mech. 2018, 38, 54–63. [Google Scholar]
- Morsi, K. Review: Titanium–titanium boride composites. J. Mater. Sci. 2019, 54, 6753–6771. [Google Scholar] [CrossRef]
- Zherebtsov, S.; Ozerov, M.; Klimova, M.; Moskovskikh, D.; Stepanov, N.; Salishchev, G. Mechanical behavior and microstructure evolution of a Ti-15Mo/TiB titanium matrix composite during hot deformation. Metals 2019, 9, 1175. [Google Scholar] [CrossRef] [Green Version]
- Zhang, C.J.; Kong, F.T.; Xu, L.J.; Zhao, E.T.; Xiao, S.L.; Chen, Y.Y.; Deng, N.J.; Ge, W.; Xu, G.J. Temperature dependence of tensile properties and fracture behavior of as rolled TiB/Ti composite sheet. Mater. Sci. Eng. A 2012, 556, 962–969. [Google Scholar] [CrossRef]
- Panda, K.B.; Ravi Chandran, K.S. Synthesis of Ductile Titanium–Titanium Boride (Ti-TiB) Composites with a Beta-Titanium Matrix: The Nature of TiB Formation and Composite Properties. Metall. Mater. Trans. A 2003, 34, 1371–1385. [Google Scholar] [CrossRef]
- Rielli, V.V.; Amigó-Borrás, V.; Contieri, R.J. Single step heat treatment for the development of beta titanium composites with in-situ TiB and TiC reinforcement. Mater. Charact. 2000, 163, 110286. [Google Scholar] [CrossRef]
- Khorasani, A.M.; Goldberg, M.; Doeven, E.H.; Littlefair, G. Titanium in biomedical applications—Properties and fabrication: A review. J. Biomater. Tissue Eng. 2015, 5, 593–619. [Google Scholar] [CrossRef]
- Chen, Q.; Thouas, G.A. Metallic implant biomaterials. Mater. Sci. Eng. R Rep. 2015, 87, 1–57. [Google Scholar] [CrossRef]
- Boyer, R.R. An overview on the use of titanium in the aerospace industry. Mater. Sci. Eng. A 1996, 213, 103–114. [Google Scholar] [CrossRef]
- Boyer, R.R.; Briggs, R.D. The use of β titanium alloys in the aerospace industry. J. Mater. Eng. Perform. 2005, 14, 681–685. [Google Scholar] [CrossRef]
- Short, A.B. Gas tungsten arc welding of α + β titanium alloys: A review. Mater. Sci. Technol. 2009, 25, 309–324. [Google Scholar] [CrossRef]
- Brewer, W.D.; Bird, R.K.; Wallace, T.A. Titanium alloys and processing for high speed aircraft. Mater. Sci. Eng. A 1998, 243, 299–304. [Google Scholar] [CrossRef] [Green Version]
- Bulkov, A.K.; Peshkov, V.V.; Petrenko, V.R.; Balbekov, D.N.; Stryguin, A.I. Effect of technological parameters on the process of diffusion welding of titanium. Weld. Int. 2014, 28, 222–227. [Google Scholar] [CrossRef]
- Auwal, S.T.; Ramesh, S.; Yusof, F.; Manladan, S.M. A review on laser beam welding of titanium alloys. Int. J. Adv. Manuf. Technol. 2018, 97, 1071–1098. [Google Scholar] [CrossRef]
- Li, Z.; Gobbi, S.L.; Norris, I.; Zolotovsky, S.; Richter, K.H. Laser welding techniques for titanium alloy sheet. J. Mater. Process. Technol. 1997, 65, 203–208. [Google Scholar] [CrossRef]
- Kashaev, N.; Ventzke, V.; Fomichev, V.; Fomin, F.; Riekehr, S. Effect of Nd: YAG laser beam welding on weld morphology and mechanical properties of Ti–6Al–4V butt joints and T-joints. Opt. Lasers Eng. 2016, 86, 172–180. [Google Scholar] [CrossRef]
- Burkhardt, I.; Ventzke, V.; Riekehr, S.; Kashaev, N.; Enz, J. Laser welding and microstructural characterization of dissimilar -TiAl-Ti6242 joints. Intermetallics 2019, 104, 74–83. [Google Scholar] [CrossRef]
- Gialos, A.A.; Zeimpekis, V.; Alexopoulos, N.D.; Kashaev, N.; Riekehr, S.; Karanika, A. Investigating the impact of sustainability in the production of aeronautical subscale components. J. Clean. Prod. 2018, 176, 785–799. [Google Scholar] [CrossRef]
- Guo, J.; Gougeon, P.; Chen, X.-G. Study on laser welding of AA1100-16 vol.% B4C metal–matrix composites. Compos. Part B Eng. 2012, 43, 2400–2408. [Google Scholar] [CrossRef]
- Bassani, P.; Capello, E.; Colombo, D.; Previtali, B.; Vedani, M. Effect of process parameters on bead properties of A359/SiC MMCs welded by laser. Compos. Part A Appl. Sci. Manuf. 2007, 38, 1089–1098. [Google Scholar] [CrossRef]
- Mao, J.W.; Lu, W.J.; Wang, L.Q.; Qin, J.N.; Zhang, D. Microstructures and mechanical properties in laser beam welds of titanium matrix composites. Sci. Technol. Weld. Join. 2014, 19, 142–149. [Google Scholar] [CrossRef]
- Hirose, A.; Matsuhiro, Y.; Kotoh, M.; Fukumoto, S.; Kobayashi, K.F. Laser-beam welding of SiC fibre-reinforced Ti-6Al-4V composite. J. Mater. Sci. 1993, 28, 349–355. [Google Scholar] [CrossRef]
- Will, G. Powder Diffraction: The Rietveld Method and the Two-Stage Method to Determine and Refine Crystal Structures from Powder Diffraction Data; Springer: Berlin, Germany, 2005. [Google Scholar]
- Petrov, G.L.; Khatuntsev, A.N. Role of chemical reactions in the formation of pores in the welding of titanium alloys. Prod. Eng. 1975, 22, 81–84. [Google Scholar]
- Cao, X.; Debaecker, G.; Poirier, E.; Marya, S.; Cuddy, J.; Birur, A.; Wanjara, P. Tolerances of joint gaps in Nd:YAG laser welded Ti-6Al-4V alloy with the addition of filler wire. J. Laser Appl. 2011, 23, 012004. [Google Scholar] [CrossRef]
- Kabir, A.S.H.; Cao, X.; Gholipour, J.; Wanjara, P.; Cuddy, J.; Birur, A.; Medraj, M. Effect of postweld heat treatment on microstructure, hardness, and tensile properties of laser-welded Ti-6Al-4V. Metall. Mater. Trans. A 2012, 43, 4171–4184. [Google Scholar] [CrossRef] [Green Version]
- Fomin, F.; Klusemann, B.; Kashaev, N. Surface modification methods for fatigue properties improvement of laser-beam-welded Ti-6Al-4V butt joints. Procedia Struct. Integr. 2018, 13, 273–278. [Google Scholar] [CrossRef]
- Mao, J.; Chen, L.; Wang, L.; Lu, W.; Guo, X. Evoilution behavior of TiB whisker during laser welding in-situ synthesized TiB/Ti composites. In Proceedings of the 20th International Conference on Composite Materials, Copenhagen, Denmark, 19–24 July 2015. [Google Scholar]
- Chen, B.; Shen, J.; Ye, X.; Jia, L.; Li, S.; Umeda, J.; Takahashi, M.; Kondoh, K. Length effect of carbon nanotubes on the strengthening mechanisms in metal matrix composites. Acta Mater. 2017, 140, 317–325. [Google Scholar] [CrossRef]
- Koo, M.Y.; Park, J.S.; Park, M.K.; Kim, K.T.; Hong, S.H. Effect of aspect ratios of in situ formed TiB whiskers on the mechanical properties of TiBw/Ti-6Al-4V composites. Scr. Mater. 2012, 66, 487–490. [Google Scholar] [CrossRef]
- Ozerov, M.; Klimova, M.; Sokolovsky, V.; Stepanov, N.; Popov, A.; Boldin, M.; Zherebtsov, S. Evolution of microstructure and mechanical properties of Ti/TiB metal matrix composite during isothermal multiaxial forging. J. Alloys Compd. 2019, 770, 840–848. [Google Scholar] [CrossRef]
- Zherebtsov, S.; Ozerov, M.; Povolyaeva, E.; Sokolovsky, V.; Stepanov, N.; Moskovskikh, D.; Salishchev, G. Effect of hot rolling on the microstructure and mechanical properties of a Ti-15Mo/TiB metal-matrix composite. Metals 2020, 10, 40. [Google Scholar] [CrossRef] [Green Version]
- Hickman, B.S. The Formation of Omega Phase in Titanium and Zirconium Alloys: A Review. J. Mater. Sci. 1969, 4, 554–563. [Google Scholar] [CrossRef]
- Zwicker, U. Titanium and Titanium Alloys; Springer: Berlin, Germany, 1974. [Google Scholar]
- Gatina, S.A.; Semenova, I.P.; Joern, L.; Valiev, R.Z. Nanostructuring and Phase Transformations in the β-alloy Ti-15Mo during High-Pressure Torsion. Adv. Eng. Mater. 2015, 17, 1742–1747. [Google Scholar] [CrossRef]










Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ozerov, M.; Povolyaeva, E.; Stepanov, N.; Ventzke, V.; Dinse, R.; Kashaev, N.; Zherebtsov, S. Laser Beam Welding of a Ti-15Mo/TiB Metal–Matrix Composite. Metals 2021, 11, 506. https://doi.org/10.3390/met11030506
Ozerov M, Povolyaeva E, Stepanov N, Ventzke V, Dinse R, Kashaev N, Zherebtsov S. Laser Beam Welding of a Ti-15Mo/TiB Metal–Matrix Composite. Metals. 2021; 11(3):506. https://doi.org/10.3390/met11030506
Chicago/Turabian StyleOzerov, Maxim, Elizaveta Povolyaeva, Nikita Stepanov, Volker Ventzke, René Dinse, Nikolai Kashaev, and Sergey Zherebtsov. 2021. "Laser Beam Welding of a Ti-15Mo/TiB Metal–Matrix Composite" Metals 11, no. 3: 506. https://doi.org/10.3390/met11030506