
Investigation of the Dynamic Recovery and Recrystallization of Near-β Titanium Alloy Ti-55511 during Two-Pass Hot Compression


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
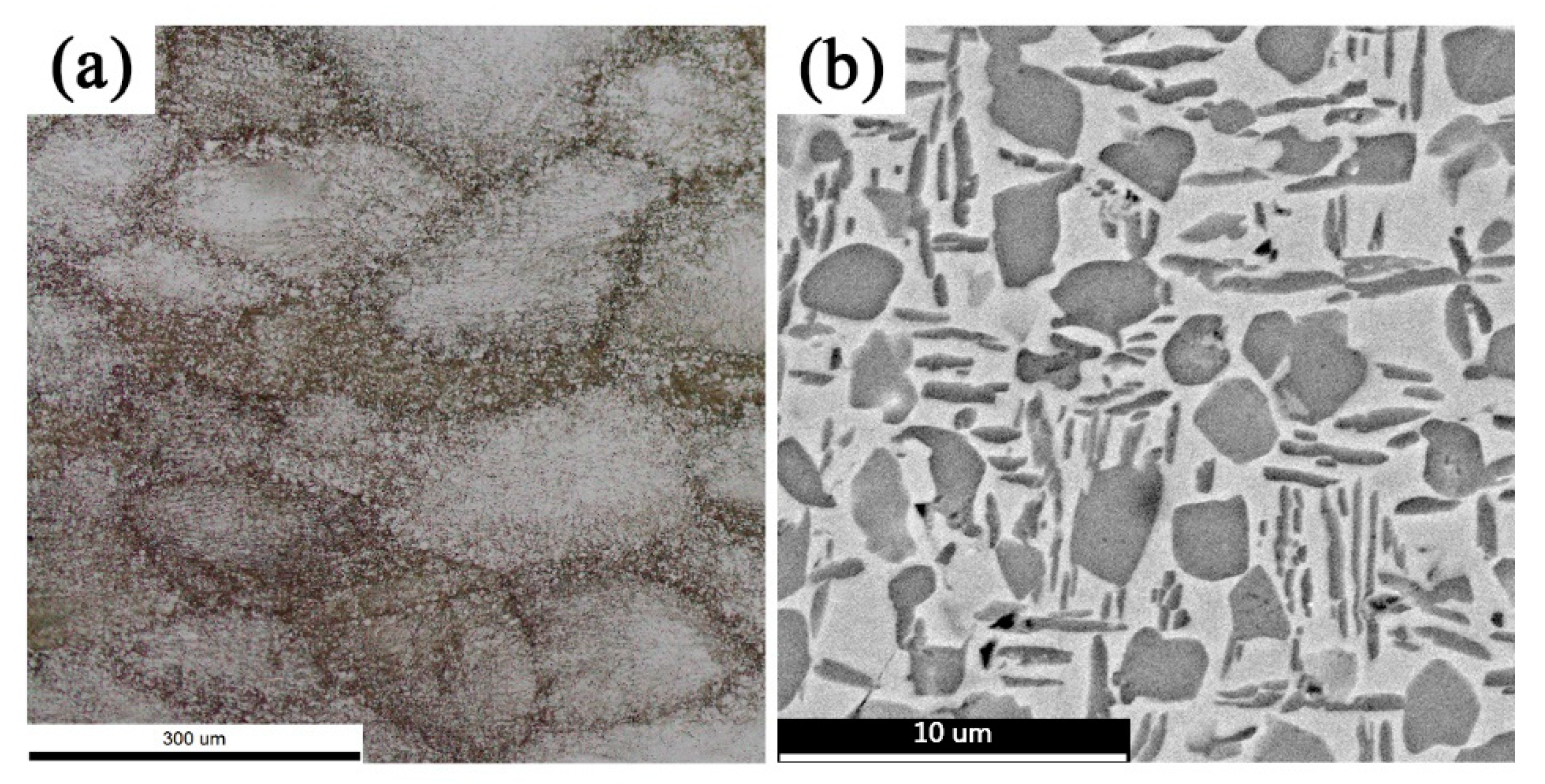
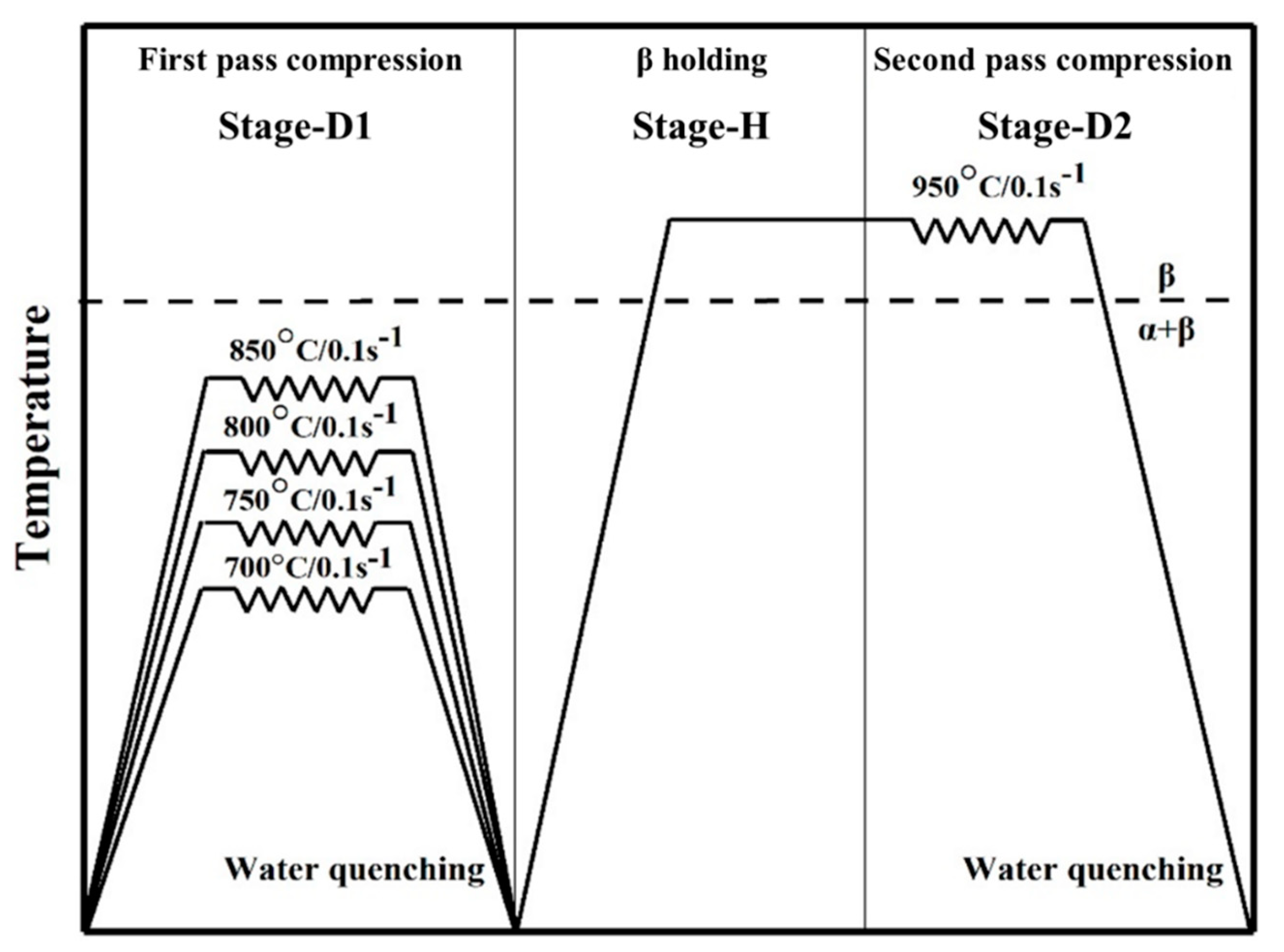
2. Materials and Methods
3. Results and Discussion
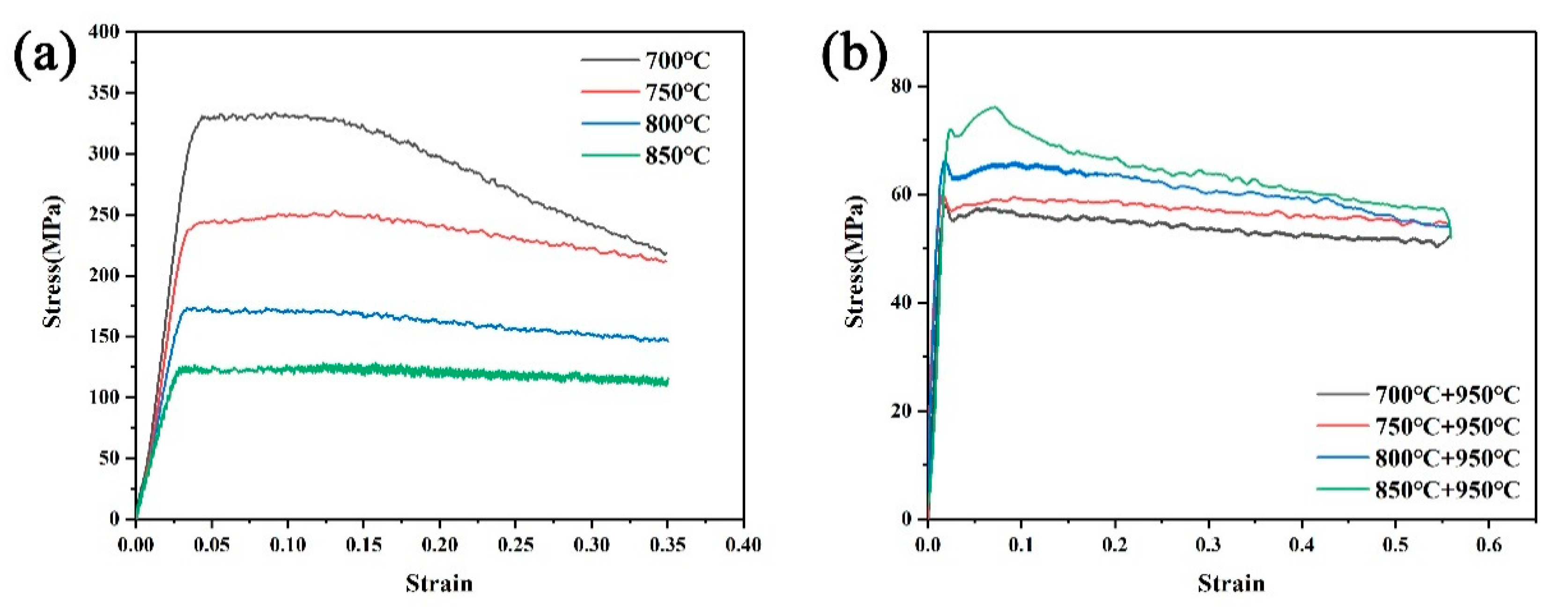
3.1. Flow Behavior
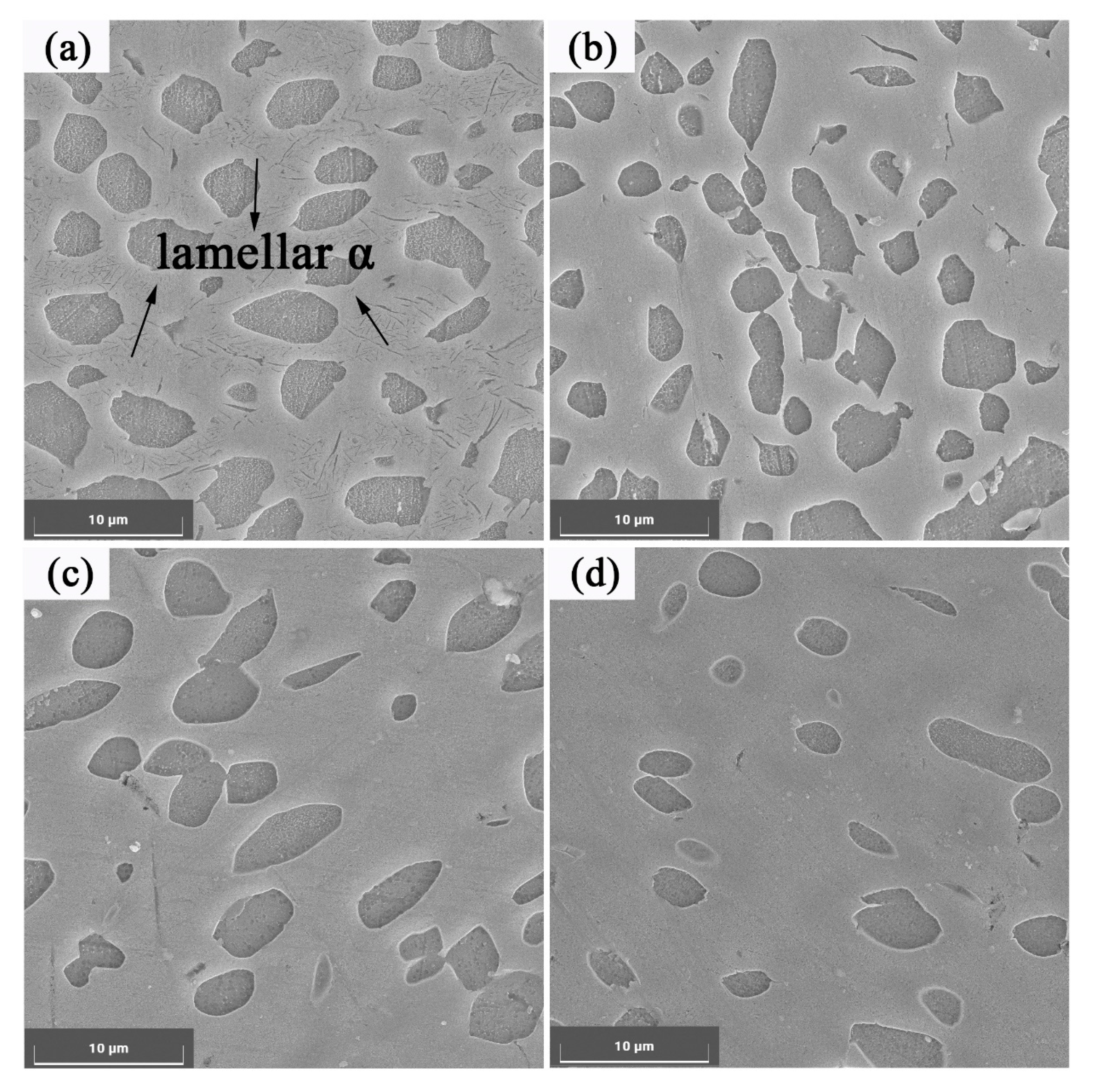
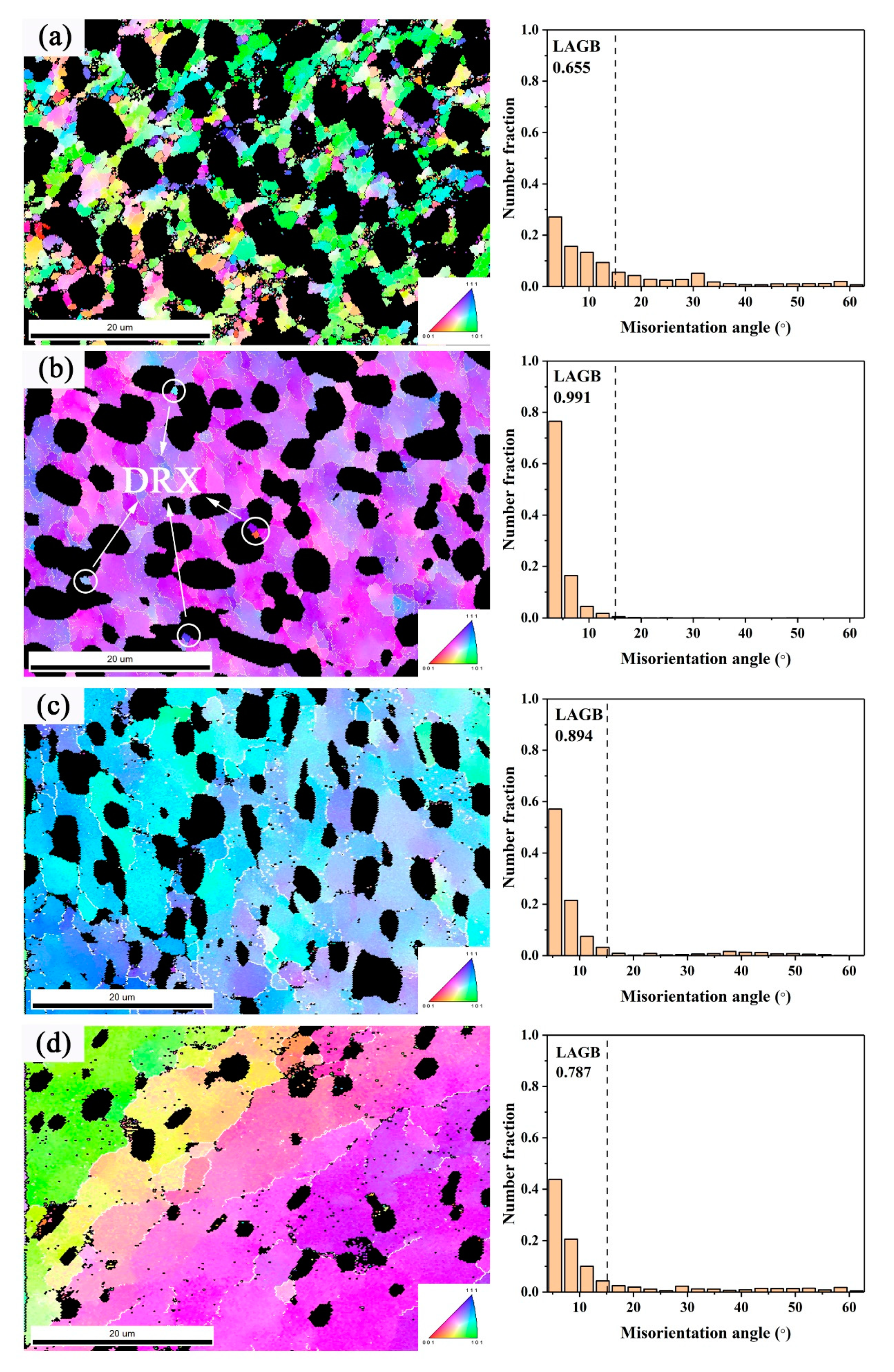
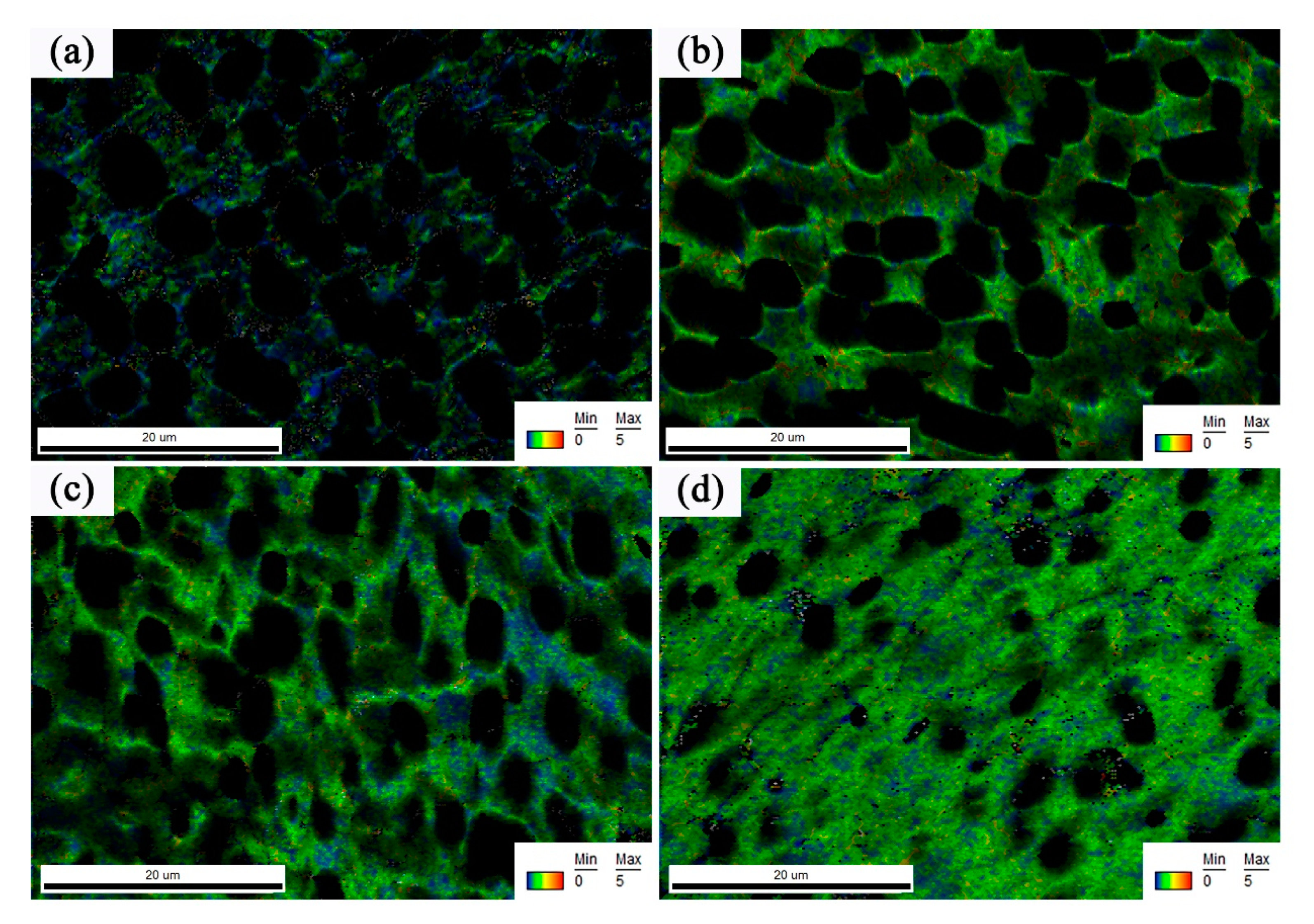
3.2. Microstructure Characteristics after First-Pass Compression (Stage-D1)
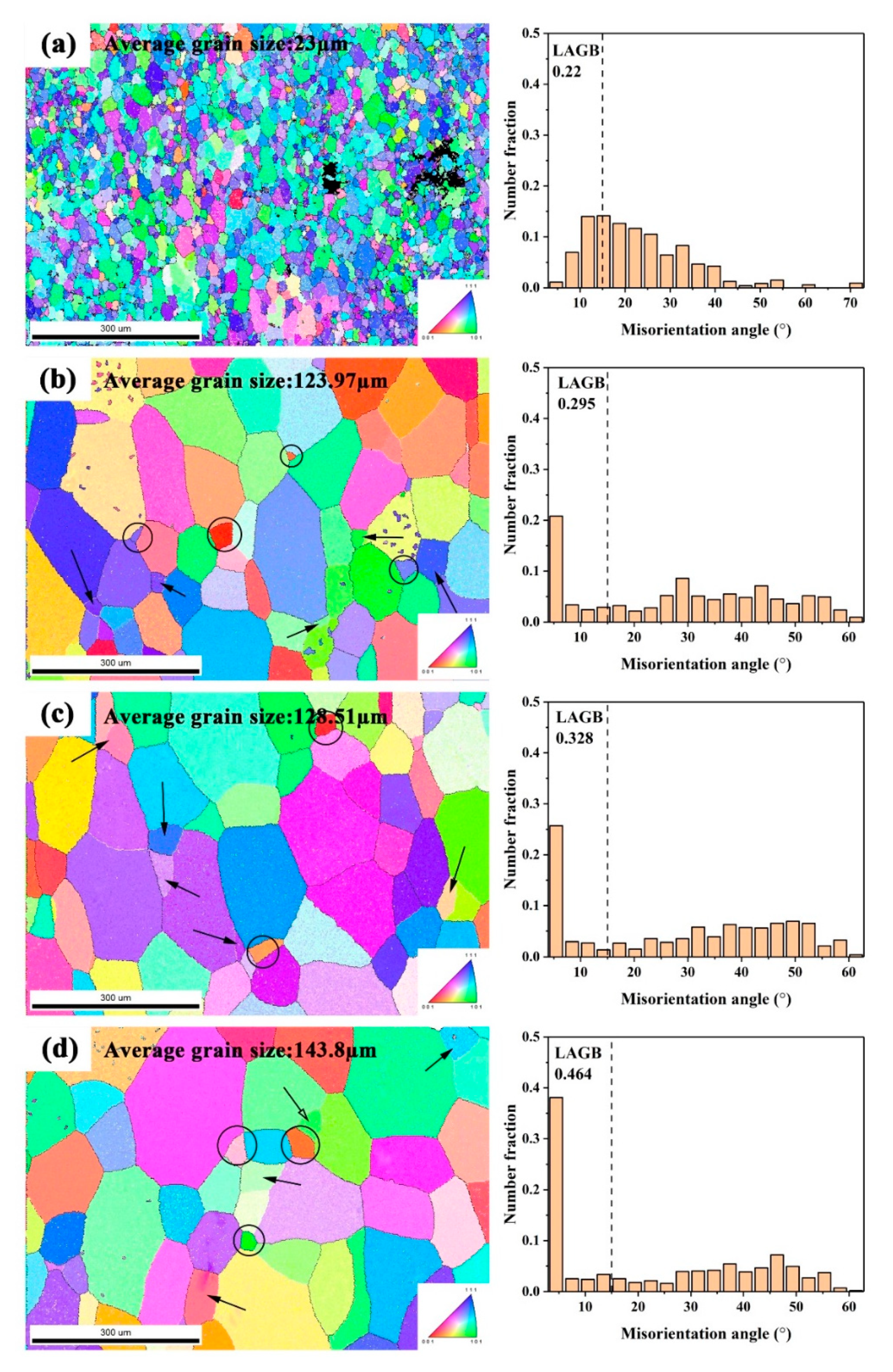
3.3. Microstructure Characteristics after Holding at 950 °C (Stage-H)
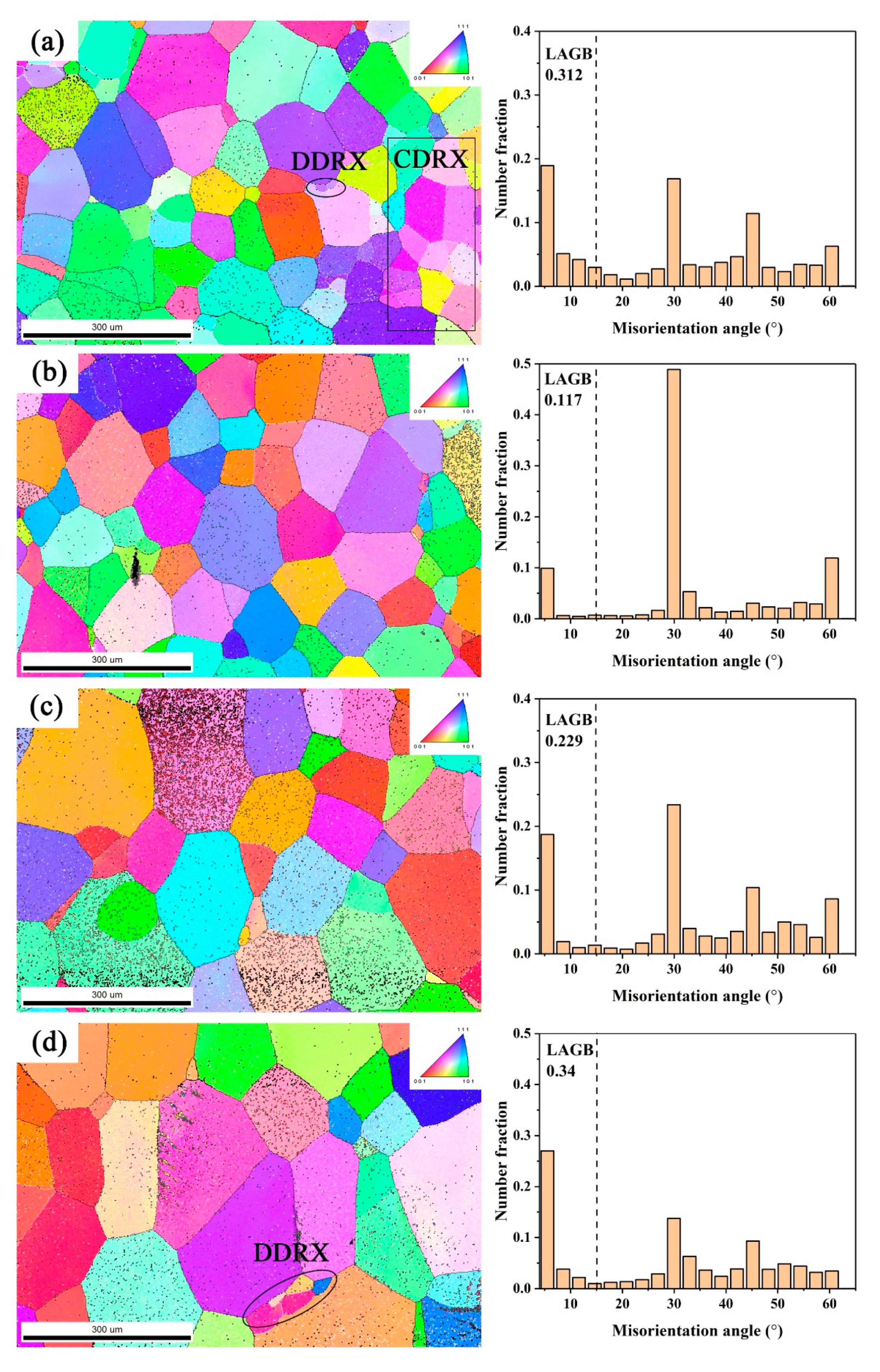
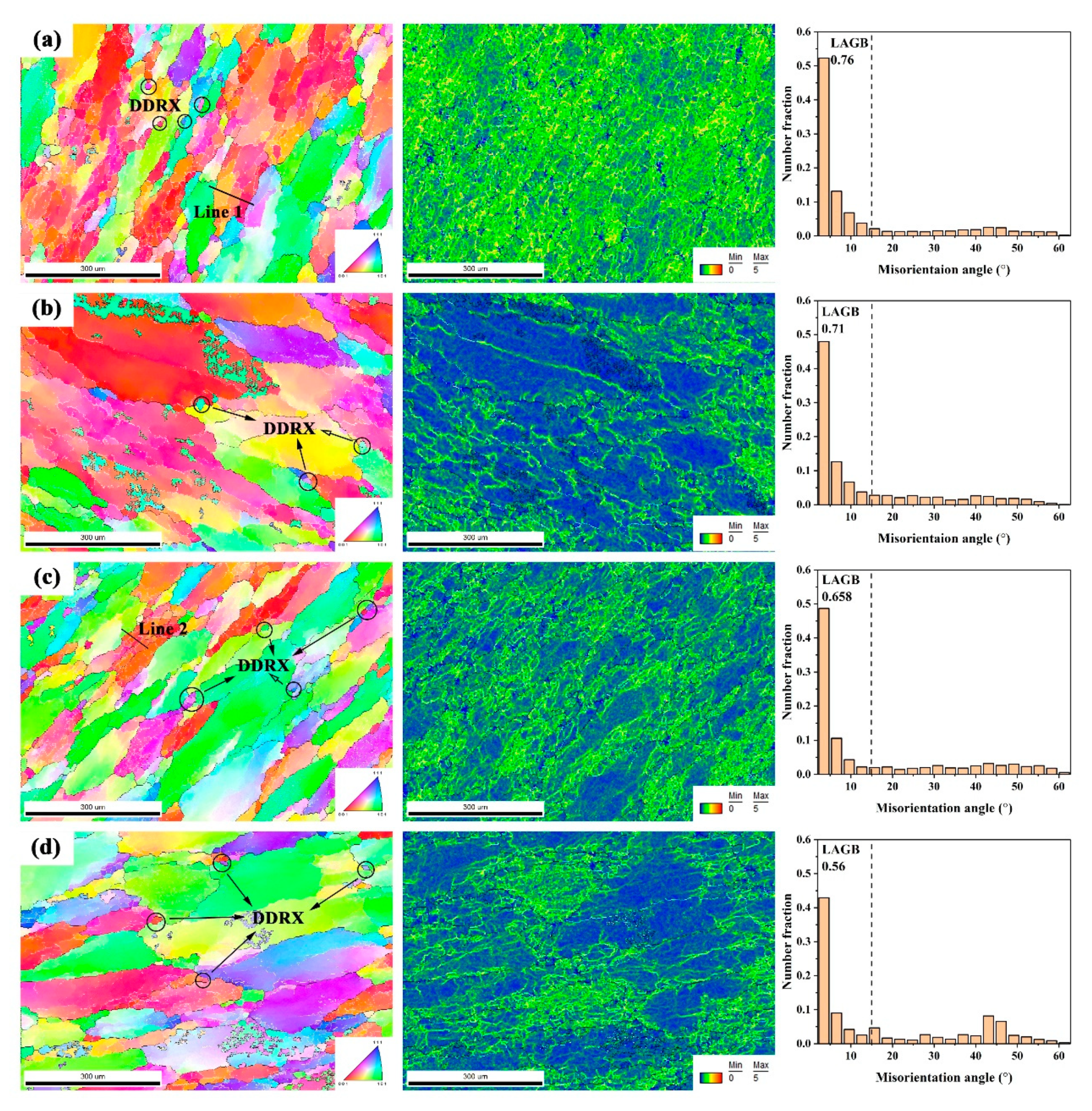
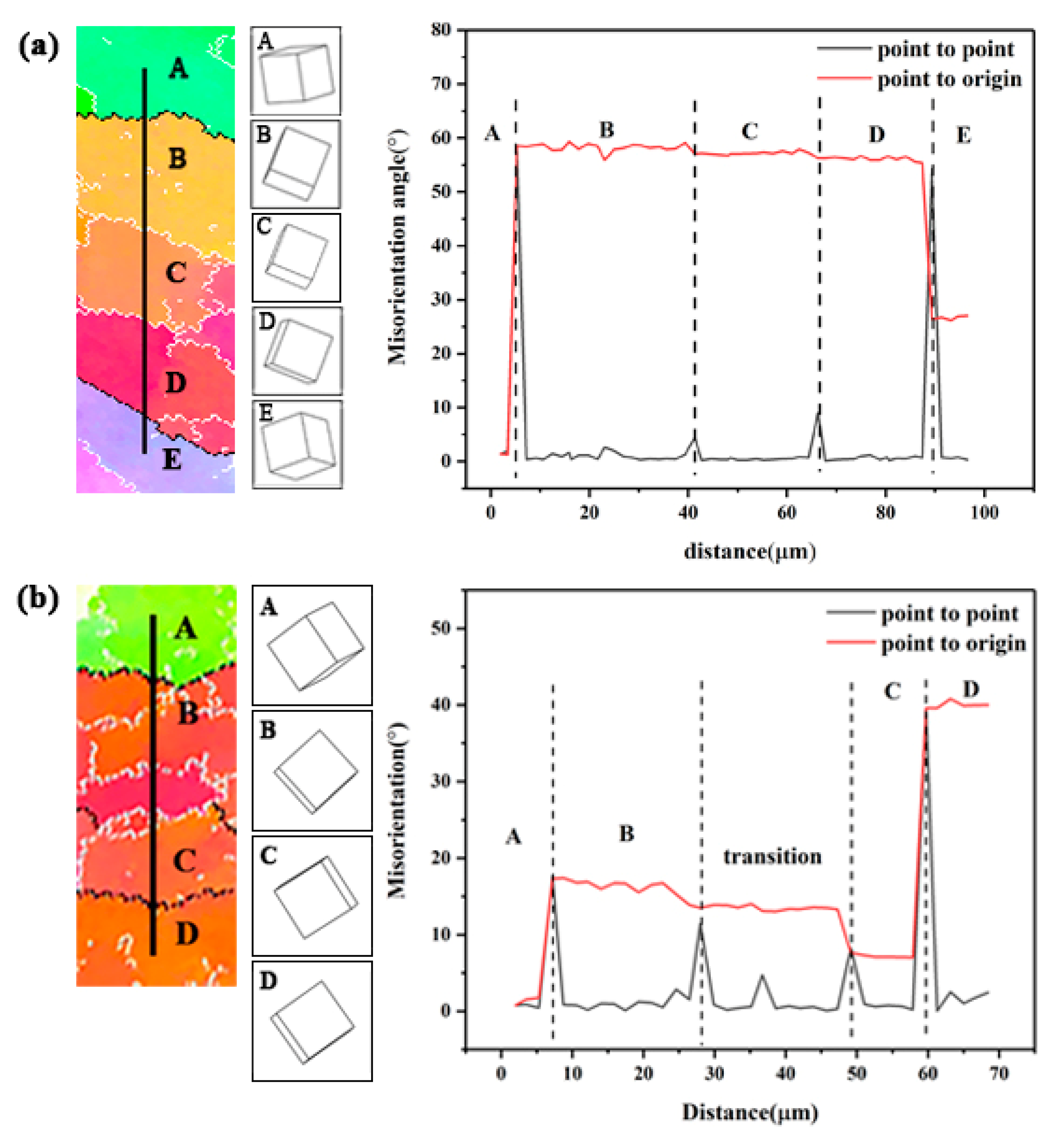
3.4. Microstructural Characteristics after Second-Pass Compression (Stage-D2)
4. Conclusions
- (1)
- The peak stress during first-pass deformation decreases upon increasing the deformation temperature. The peak stress during second-pass deformation increases upon increasing the first-pass deformation temperature.
- (2)
- During first-pass compression, the dominant restoration mechanisms are DRX and DRV at 700 °C with lamellar α phase in the matrix. At higher deformation temperatures, lamellar α phase disappears and deformation is dominated by the recovery mechanism. Meanwhile, the level of recovery decreases at higher deformation temperatures.
- (3)
- During the holding stage at 950 °C for 3 min, the average β grain size decreases upon decreasing the first-pass deformation temperature. When the first-pass deformation temperature is 700 °C, the dislocation density decreases due to recrystallization, the grain growth rate becomes slower, and the grain refinement is obvious.
- (4)
- Two restoration mechanisms co-exist during second-pass deformation: CDRX and DDRX. At the beginning of the deformation, residual LAGBs formed during first-pass deformation preferentially transform to HAGBs. Then, CDRX is observed in initial fine grains but it is not observed in the initial coarse grains. Meanwhile, a small amount of DDRX is observed at grain boundaries.
- (5)
- The CDRX behavior during second-pass deformation is affected by the grain size. The formation of substructures is related to the grain size before deformation. The substructures in the initial fine grains form at the same time and have the same misorientation angle as the original grains. The substructures in the initial coarse grains are formed by deformation bands and gradually transform from a non-uniform deformation region. The misorientation angle displays a gradient to the original grains, which is closely related to the dislocation density distribution.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, C.; Zhang, X.Y.; Zhou, K.C.; Peng, C.Q. Relationship between lamellar α evolution and flow behavior during isothermal deformation of Ti-5Al-5Mo-5V-1Cr-1Fe near Β titanium alloy. Mater. Sci. Eng. A 2012, 558, 668–674. [Google Scholar] [CrossRef]
- Tsybanev, G.V.; Ageev, M.A.; Titarenko, R.V. Analysis of the specific features of loading of the elements of landing gears of aircrafts aimed at the evaluation of the load-bearing capacity of the structure. Strength Mater. 2008, 40, 458–462. [Google Scholar] [CrossRef]
- Banerjee, D.; Williams, J.C. Perspectives on titanium science and technology. Acta Mater. 2013, 61, 844–879. [Google Scholar] [CrossRef]
- Zhou, W.; Ge, P.; Zhao, Y.; Wu, H.; Li, Q.; Chen, J. Response of heat-treatment on A near-β titanium alloy. Xiyou Jinshu Cailiao Yu Gongcheng/Rare Met. Mater. Eng. 2010, 39, 723–726. [Google Scholar]
- Ravichandran, K.S. Fracture mode transitions during fatigue crack growth in Ti-6Al-4V alloy. Scr. Metall. Mater. 1990, 24, 1275–1280. [Google Scholar] [CrossRef]
- Estrin, Y.; Vinogradov, A. Extreme grain refinement by severe plastic deformation: A wealth of challenging science. Acta Mater. 2013, 61, 782–817. [Google Scholar] [CrossRef]
- Wang, B.; Wang, X.; Li, J. Formation and Microstructure of Ultrafine-Grained Titanium Processed by Multi-Directional Forging. J. Mater. Eng. Perform. 2016, 25, 2521–2527. [Google Scholar] [CrossRef]
- Fan, X.G.; Zhang, Y.; Zheng, H.J.; Zhang, Z.Q.; Gao, P.F.; Zhan, M. Pre-processing related recrystallization behavior in β annealing of a near-β Ti-5Al-5Mo-5V-3Cr-1Zr titanium alloy. Mater. Charact. 2018, 137, 151–161. [Google Scholar] [CrossRef]
- Mironov, S.; Murzinova, M.; Zherebtsov, S.; Salishchev, G.A.; Semiatin, S.L. Microstructure evolution during warm working of Ti–6Al–4V with a colony-α microstructure. Acta Mater. 2009, 57, 2470–2481. [Google Scholar] [CrossRef]
- Zherebtsov, S.; Kudryavtsev, E.; Kostjuchenko, S.; Malysheva, S.; Salishchev, G. Strength and ductility-related properties of ultrafine grained two-phase titanium alloy produced by warm multiaxial forging. Mater. Sci. Eng. A 2012, 536, 190–196. [Google Scholar] [CrossRef]
- Bézi, Z.; Krállics, G.; El-Tahawy, M.; Pekker, P.; Gubicza, J. Processing of ultrafine-grained titanium with high strength and good ductility by a combination of multiple forging and rolling. Mater. Sci. Eng. A 2017, 688, 210–217. [Google Scholar] [CrossRef]
- Jia, J.; Zhang, K.; Lu, Z. Dynamic recrystallization kinetics of a powder metallurgy Ti-22Al-25Nb alloy during hot compression. Mater. Sci. Eng. A 2014, 607, 630–639. [Google Scholar] [CrossRef]
- Warchomicka, F.; Poletti, C.; Stockinger, M. Study of the hot deformation behavior in Ti–5Al–5Mo–5V–3Cr–1Zr. Mater. Sci. Eng. A 2011, 528, 8277–8285. [Google Scholar] [CrossRef]
- Hu, Z.; Zhou, X.; Nie, X.A.; Zhao, S.; Liu, H.; Yi, D.; Zhang, X. Finer subgrain microstructure induced by multi-pass compression in α+β phase region in a near-β Ti-5Al-5Mo-5V-1Cr-1Fe alloy. J. Alloys Compd. 2019, 788, 136–147. [Google Scholar] [CrossRef]
- Fan, X.G.; Zhang, Y.; Gao, P.F.; Lei, Z.N.; Zhan, M. Deformation behavior and microstructure evolution during hot working of a coarse-grained Ti-5Al-5Mo-5V-3Cr-1Zr titanium alloy in beta phase field. Mater. Sci. Eng. A 2017, 694, 24–32. [Google Scholar] [CrossRef]
- Wang, K.; Li, M.Q. Flow behavior and deformation mechanism in the isothermal compression of the TC8 titanium alloy. Mater. Sci. Eng. A 2014, 600, 122–128. [Google Scholar] [CrossRef]
- Ning, Y.Q.; Luo, X.; Liang, H.Q.; Guo, H.Z.; Zhang, J.L.; Tan, K. Competition between dynamic recovery and recrystallization during hot deformation for TC18 titanium alloy. Mater. Sci. Eng. A 2015, 635, 77–85. [Google Scholar] [CrossRef]
- Wu, W.X.; Jin, L.; Dong, J.; Zhang, Z.Y.; Ding, W.J. Effect of initial microstructure on the dynamic recrystallization behavior of Mg-Gd-Y-Zr alloy. Mater. Sci. Eng. A 2012, 556, 519–525. [Google Scholar] [CrossRef]
- Dehghan-Manshadi, A.; Hodgson, P.D. Dependency of recrystallization mechanism to the initial grain size. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2008, 39, 2830–2840. [Google Scholar] [CrossRef] [Green Version]
- Lütjering, G.; Williams, J.C. Titanium, 2nd ed.; Springer: Berlin, Germany, 2007; pp. 72–79. [Google Scholar]
- Dikovits, M.; Poletti, C.; Warchomicka, F. Deformation mechanisms in the near-β titanium alloy Ti-55531. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2014, 45. [Google Scholar] [CrossRef]
- Balachandran, S.; Kumar, S.; Banerjee, D. On recrystallization of the α and β phases in titanium alloys. Acta Mater. 2017, 131, 423–434. [Google Scholar] [CrossRef]
- Wagner, F.; Bozzolo, N.; Van Landuyt, O.; Grosdidier, T. Evolution of recrystallisation texture and microstructure in low alloyed titanium sheets. Acta Mater. 2002, 50, 1245–1259. [Google Scholar] [CrossRef]
- Chen, W.; Lv, Y.; Zhang, X.; Chen, C.; Lin, Y.C.; Zhou, K. Comparing the evolution and deformation mechanisms of lamellar and equiaxed microstructures in near β-Ti alloys during hot deformation. Mater. Sci. Eng. A 2019, 758, 71–78. [Google Scholar] [CrossRef]
- Tang, B.; Xiang, L.; Yan, Z.; Kou, H.; Li, J. Effect of strain distribution on the evolution of α phase and texture for dual-phase titanium alloy during multi-pass forging process. Mater. Chem. Phys. 2019, 228, 318–324. [Google Scholar] [CrossRef]
- Li, L.; Luo, J.; Yan, J.J.; Li, M.Q. Dynamic globalization and restoration mechanism of Ti–5Al–2Sn–2Zr–4Mo–4Cr alloy during isothermal compression. J. Alloys Compd. 2015, 622, 174–183. [Google Scholar] [CrossRef]
- Li, L.X.; Lou, Y.; Yang, L.B.; Peng, D.S.; Rao, K.P. Flow stress behavior and deformation characteristics of Ti-3Al-5V-5Mo compressed at elevated temperatures. Mater. Des. 2002, 23, 451–457. [Google Scholar] [CrossRef]
- Jia, W.; Zeng, W.; Zhou, Y.; Liu, J.; Wang, Q. High-temperature deformation behavior of Ti60 titanium alloy. Mater. Sci. Eng. A 2011, 528, 4068–4074. [Google Scholar] [CrossRef]
- Huang, Y.; Humphreys, F.J. Transient dynamic recrystallization in an aluminum alloy subjected to large reductions in strain rate. Acta Mater. 1997, 45, 4491–4503. [Google Scholar] [CrossRef]
- Cram, D.G.; Zurob, H.S.; Brechet, Y.J.M.; Hutchinson, C.R. Modelling discontinuous dynamic recrystallization using a physically based model for nucleation. Mater. Sci. Forum 2012, 715–716, 492–497. [Google Scholar] [CrossRef]
- Huang, K.; Logé, R.E. A review of dynamic recrystallization phenomena in metallic materials. Mater. Des. 2016, 111, 548–574. [Google Scholar] [CrossRef]
- Vandermeer, R.A.; Jensen, D.J.; Woldt, E. Grain boundary mobility during recrystallization of copper. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 1997, 28, 749–754. [Google Scholar] [CrossRef]
- Xiang, L.; Tang, B.; Xue, X.; Kou, H.; Li, J. Characteristics of the dynamic recrystallization behavior of Ti-45Al-8.5Nb-0.2W-0.2B-0.3Y alloy during high temperature deformation. Metals 2017, 7, 261. [Google Scholar] [CrossRef] [Green Version]
- Tikhonova, M.; Kaibyshev, R.; Fang, X.; Wang, W.; Belyakov, A. Grain boundary assembles developed in an austenitic stainless steel during large strain warm working. Mater. Charact. 2012, 70, 14–20. [Google Scholar] [CrossRef]
- Kuhlmann-Wilsdorf, D. Overview No. 131: “regular” deformation bands (DBs) and the leds hypothesis. Acta Mater. 1999, 47. [Google Scholar] [CrossRef]










Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, H.; Ge, J.; Zhang, X.; Chen, C.; Zhou, K. Investigation of the Dynamic Recovery and Recrystallization of Near-β Titanium Alloy Ti-55511 during Two-Pass Hot Compression. Metals 2021, 11, 359. https://doi.org/10.3390/met11020359
Wang H, Ge J, Zhang X, Chen C, Zhou K. Investigation of the Dynamic Recovery and Recrystallization of Near-β Titanium Alloy Ti-55511 during Two-Pass Hot Compression. Metals. 2021; 11(2):359. https://doi.org/10.3390/met11020359
Chicago/Turabian StyleWang, Hande, Jinyang Ge, Xiaoyong Zhang, Chao Chen, and Kechao Zhou. 2021. "Investigation of the Dynamic Recovery and Recrystallization of Near-β Titanium Alloy Ti-55511 during Two-Pass Hot Compression" Metals 11, no. 2: 359. https://doi.org/10.3390/met11020359