
The Weld Microstructure and Mechanical Properties of the Alloy 52 and Its Variants with Applied Electromagnetic Stirring during Welding


Abstract
:1. Introduction
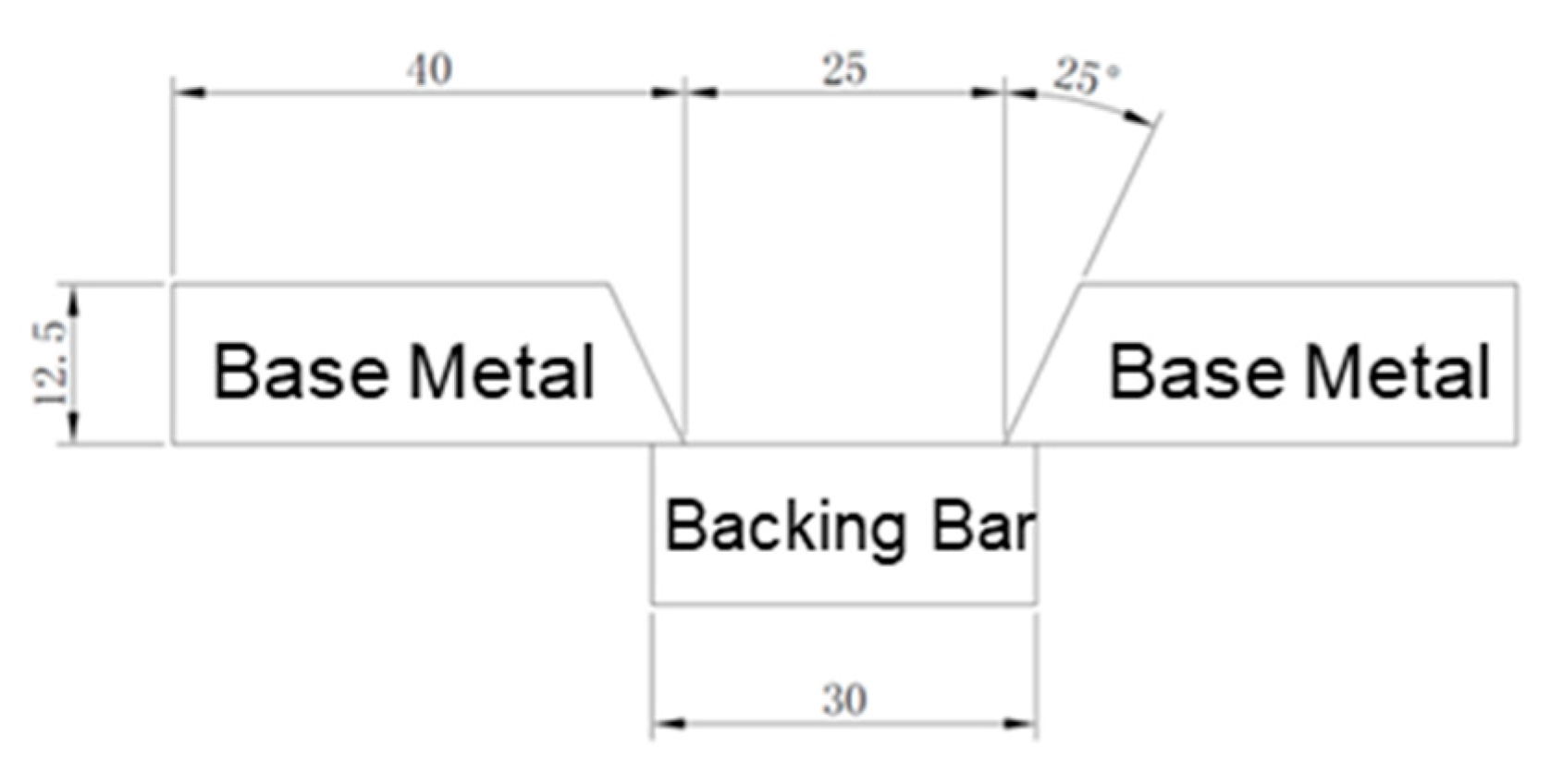
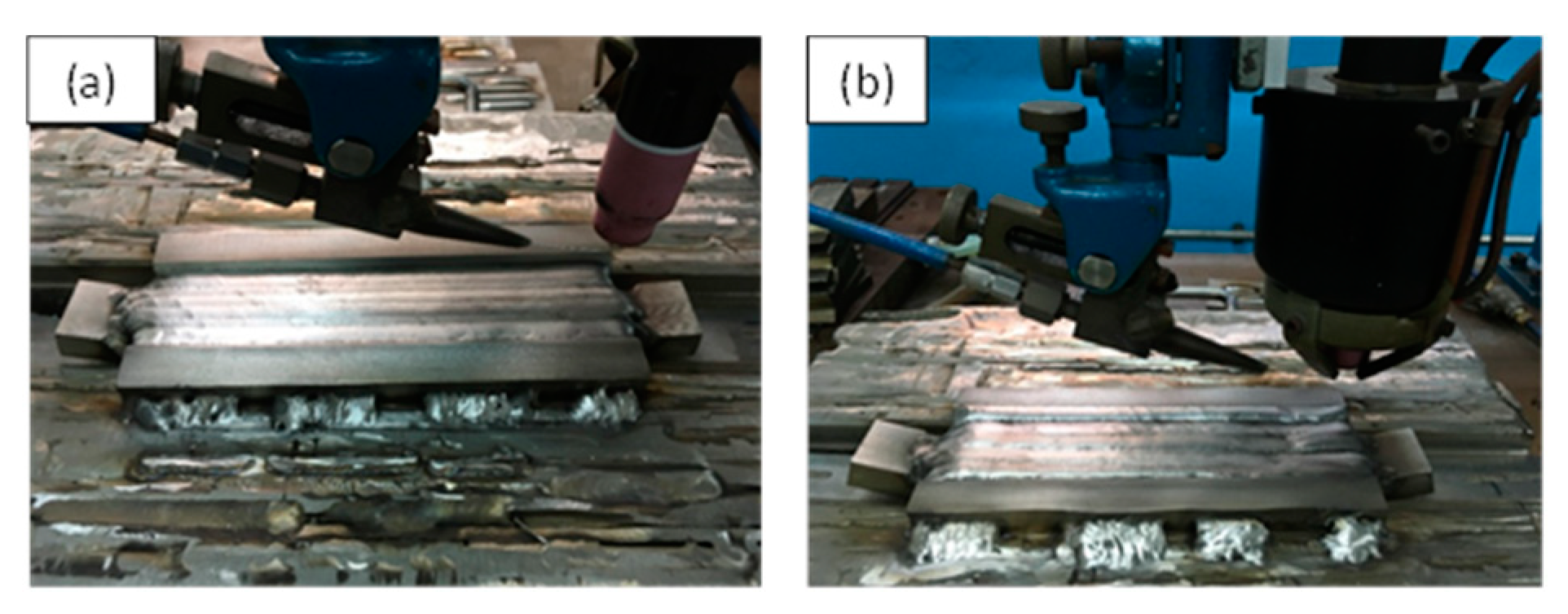
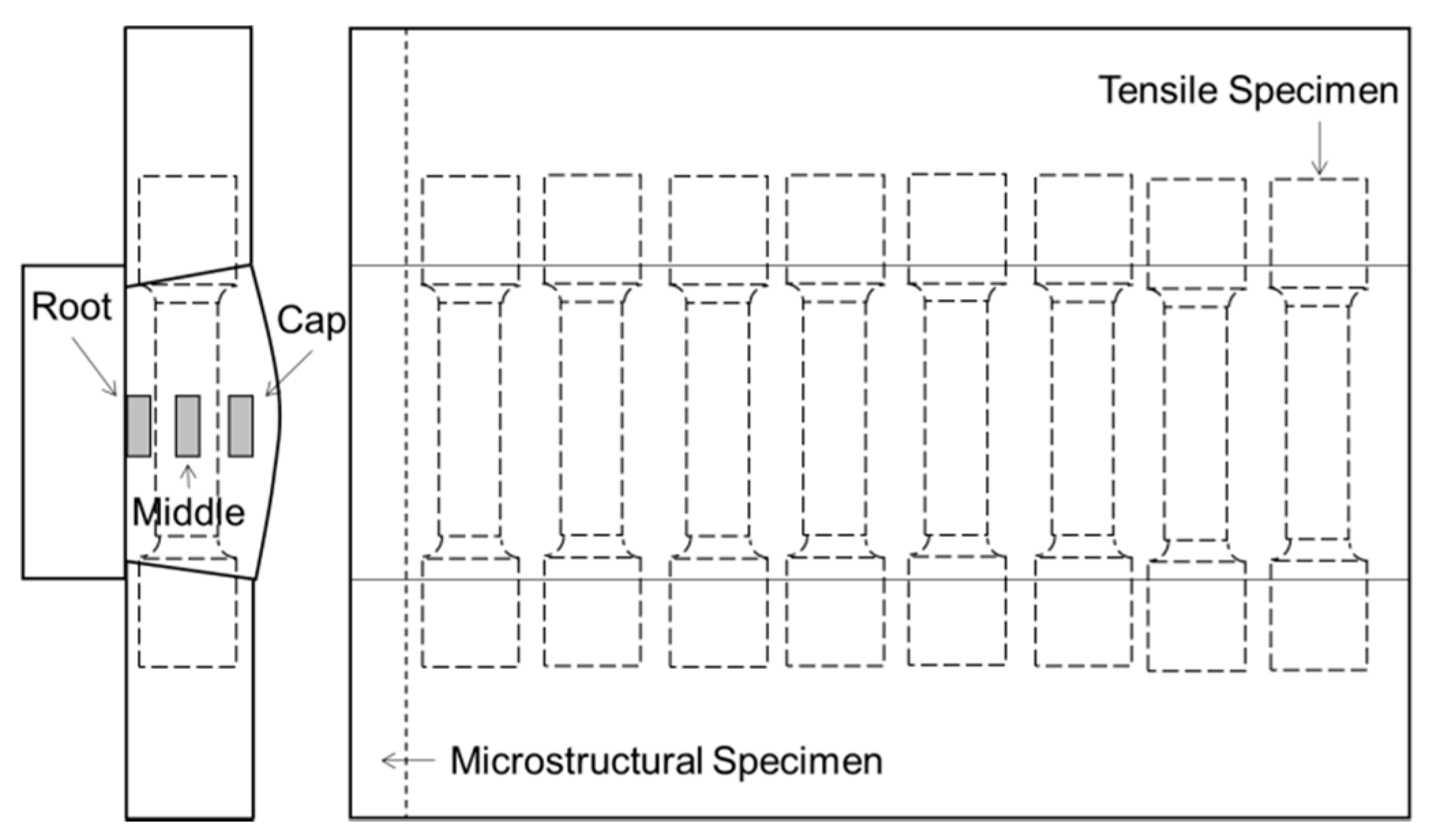
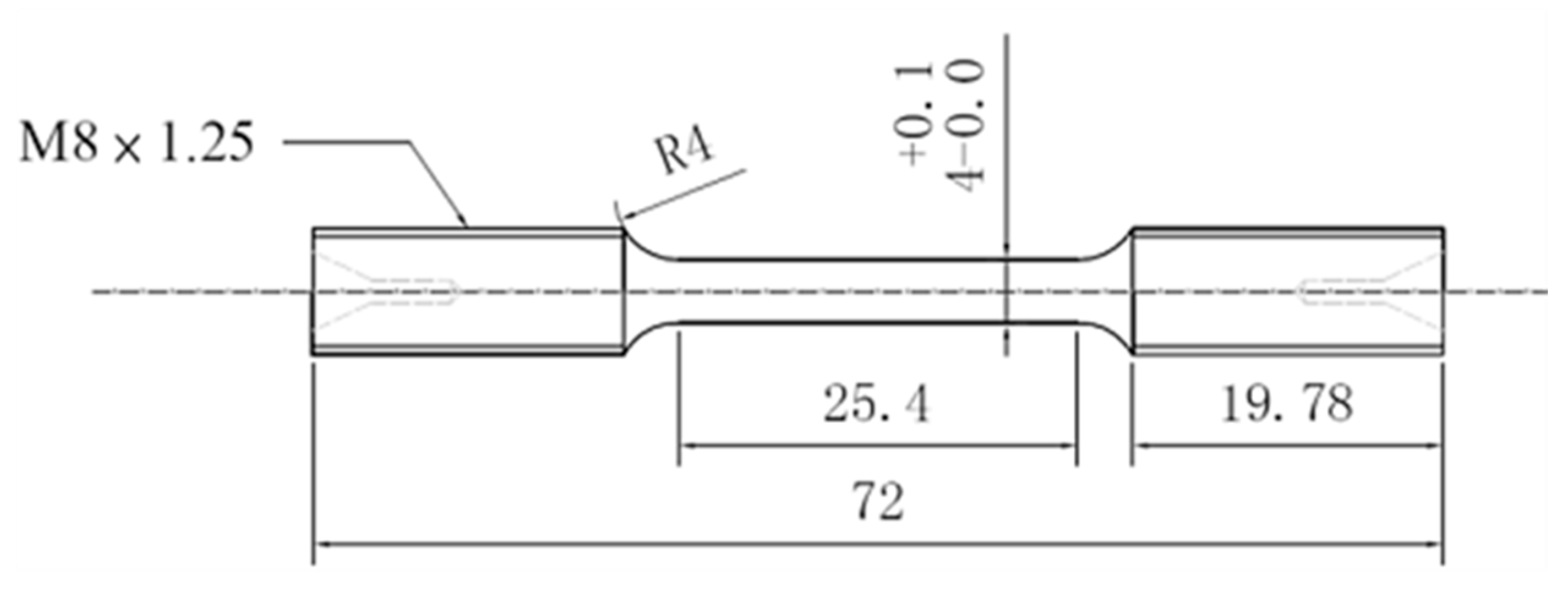
2. Materials and Methods
3. Results and Discussion
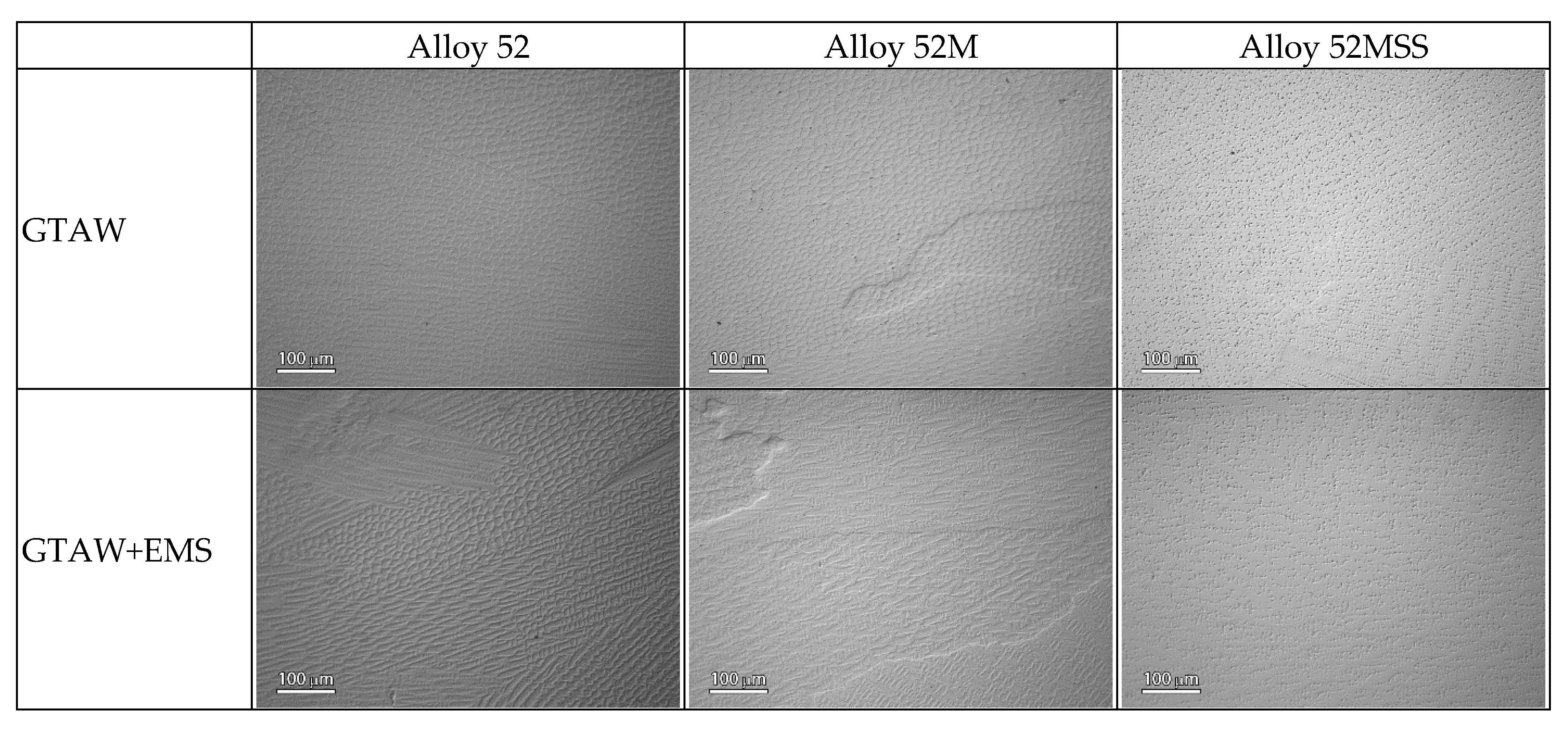
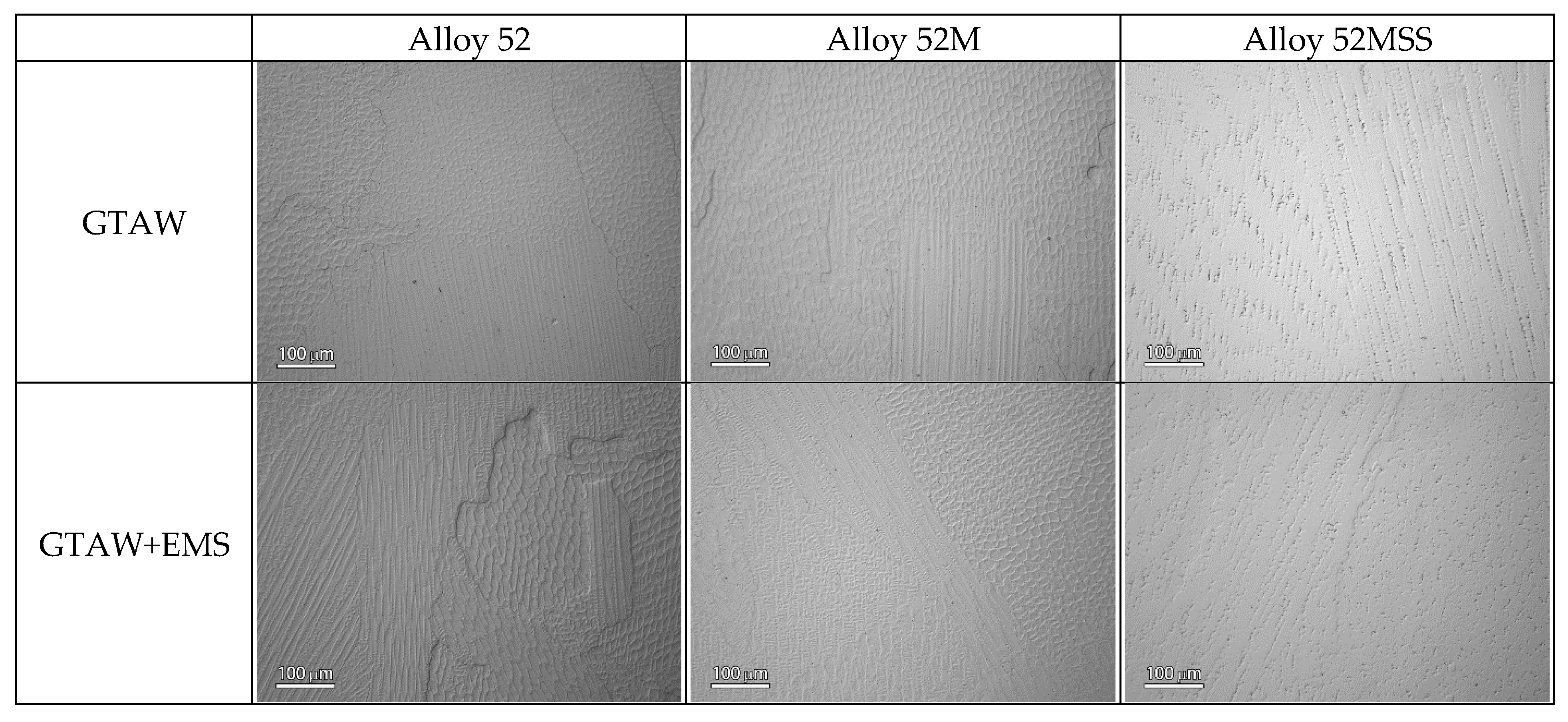
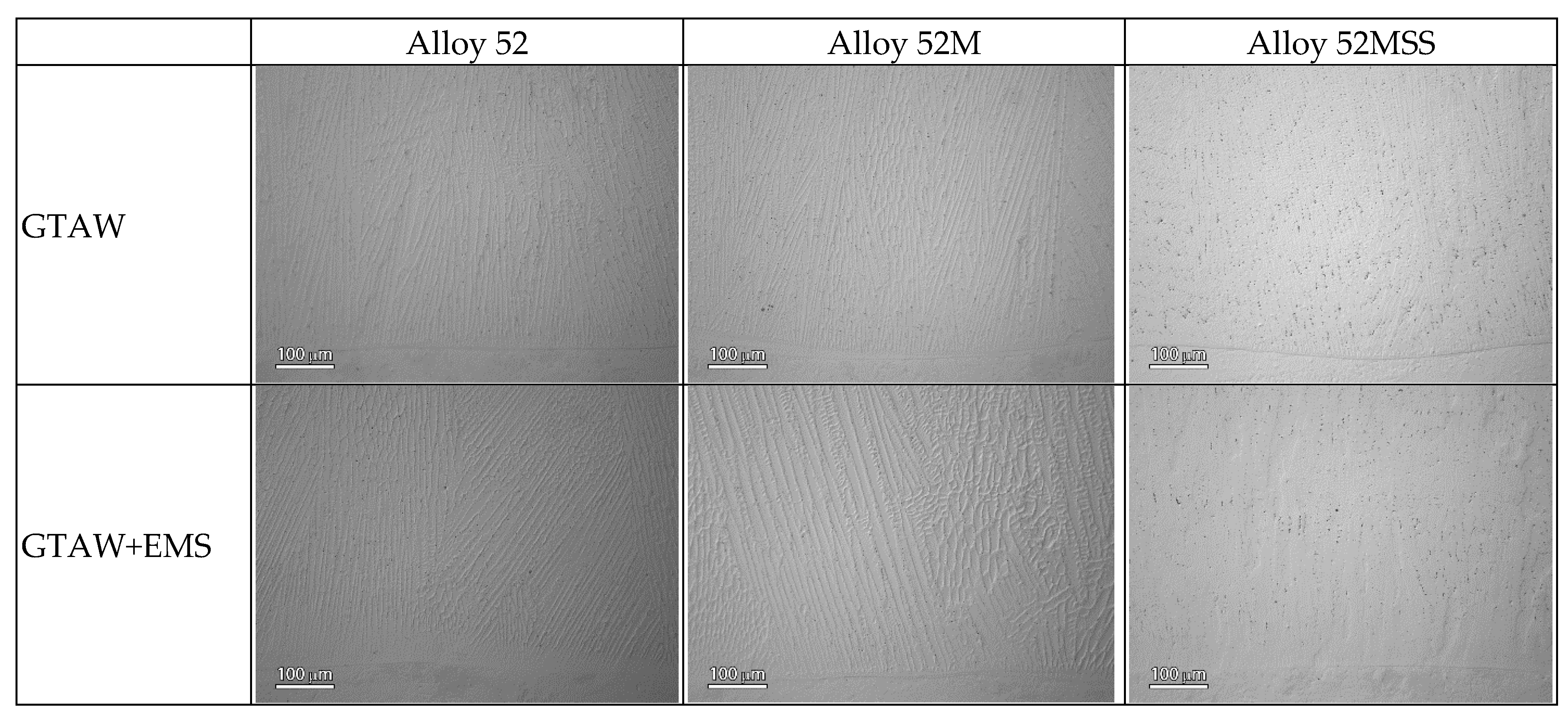
3.1. Microstructural Observation
3.1.1. The OM Observation
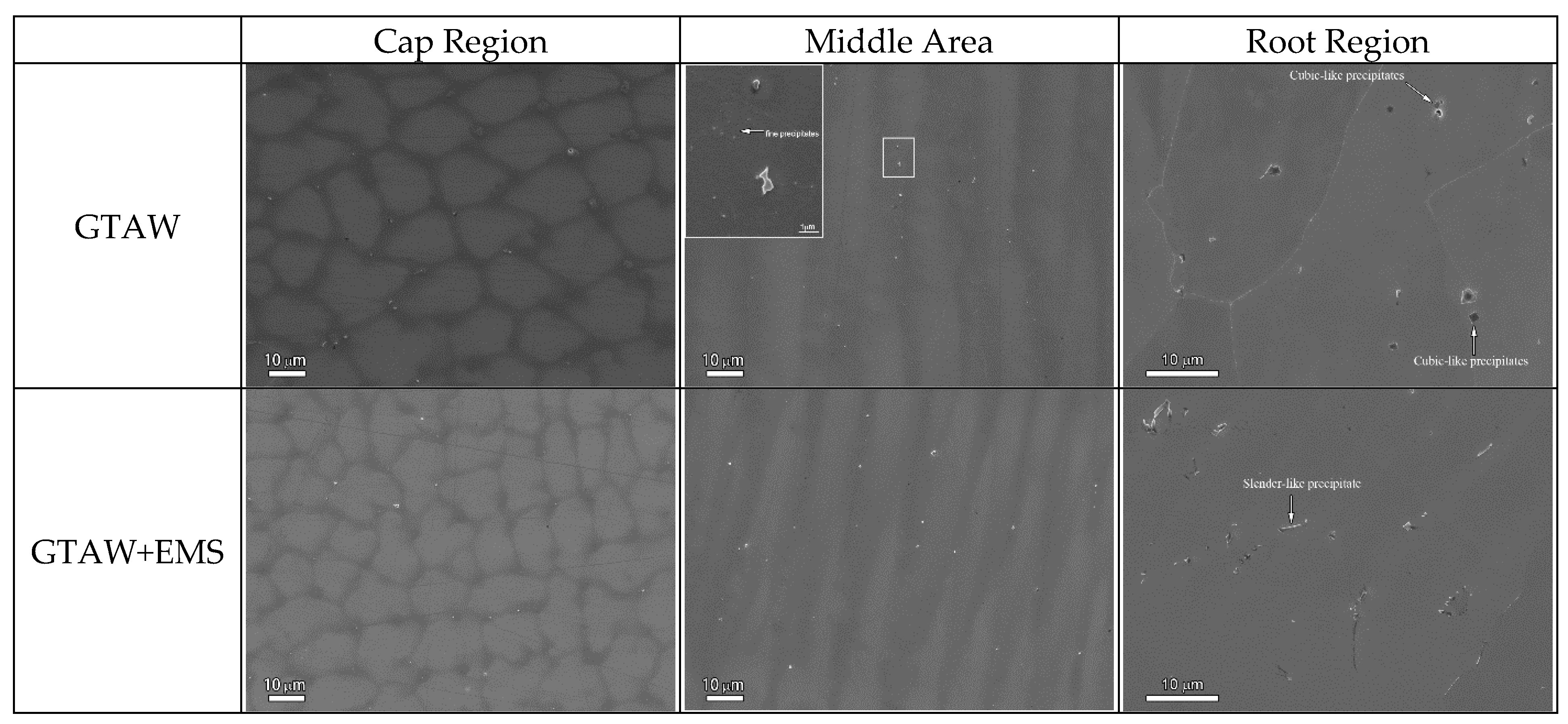
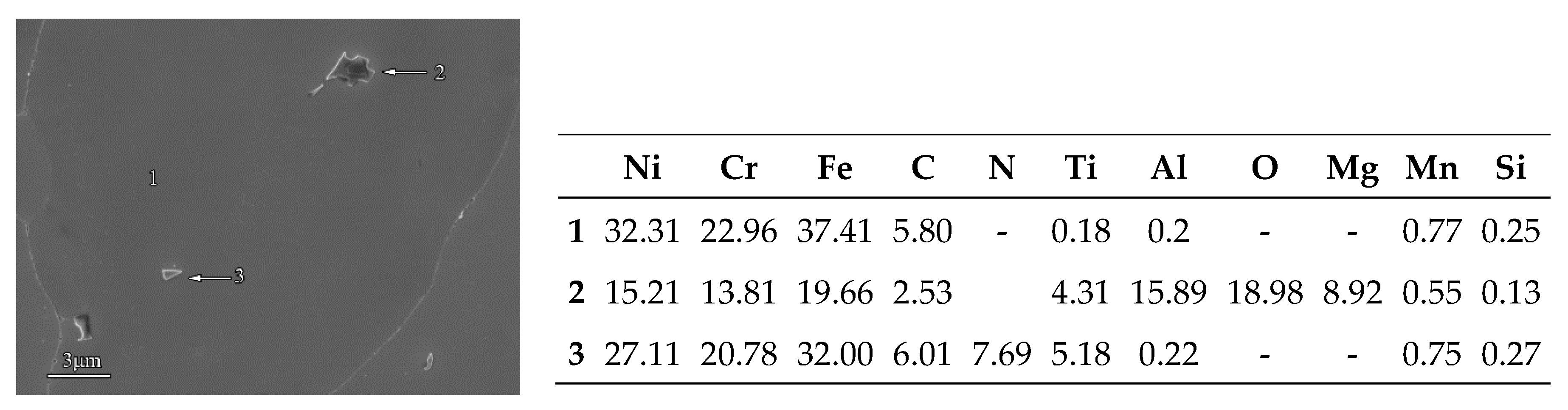
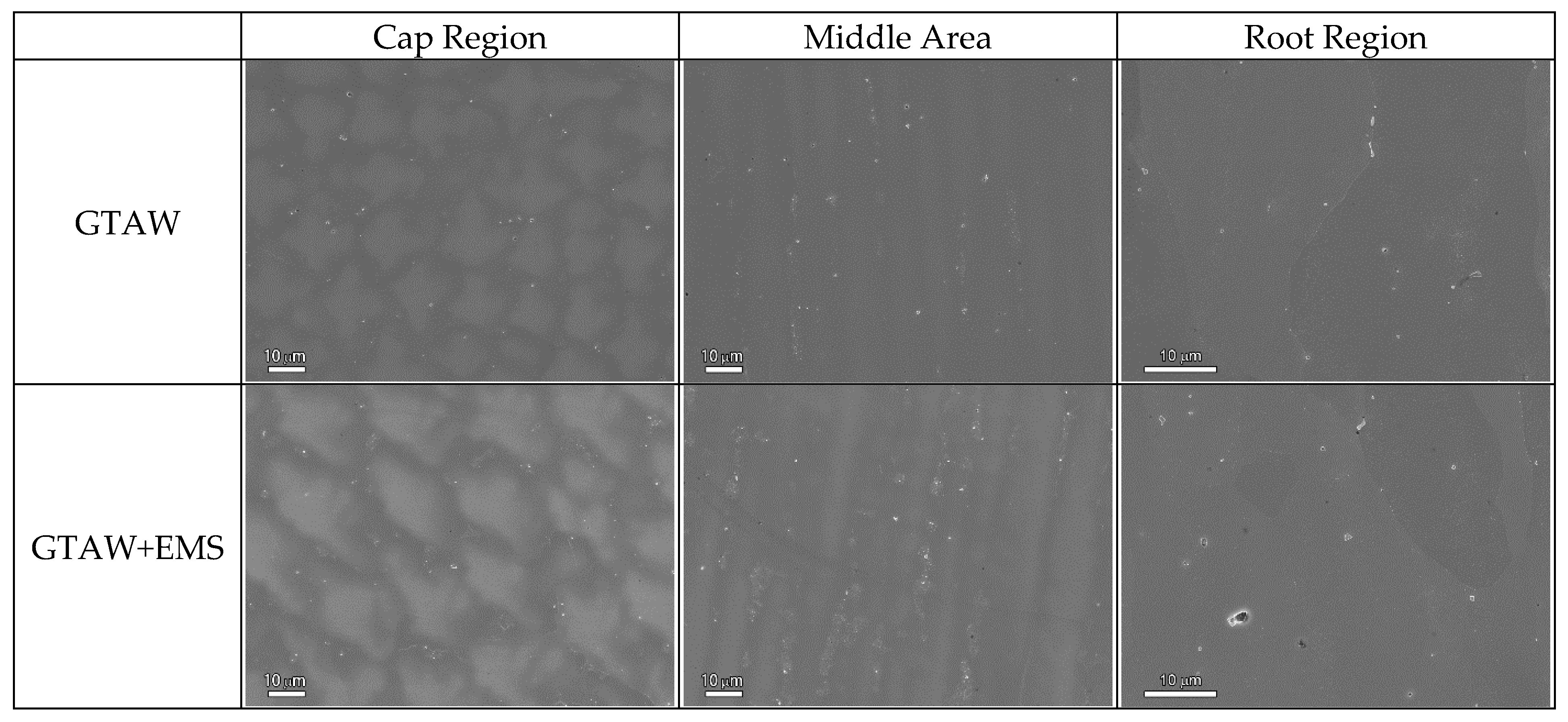
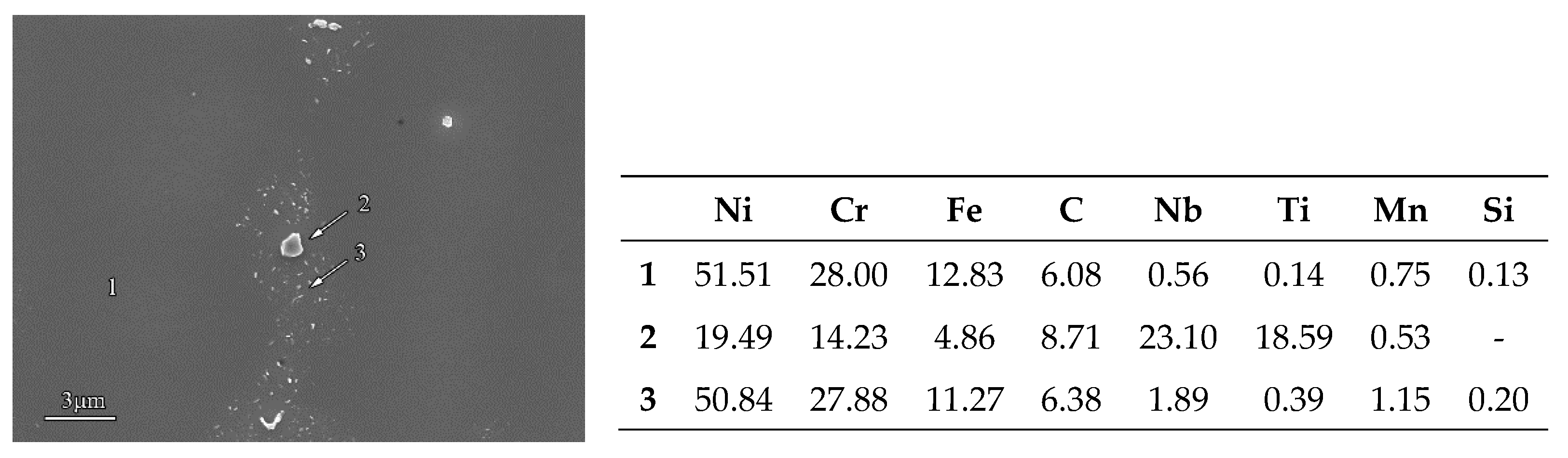
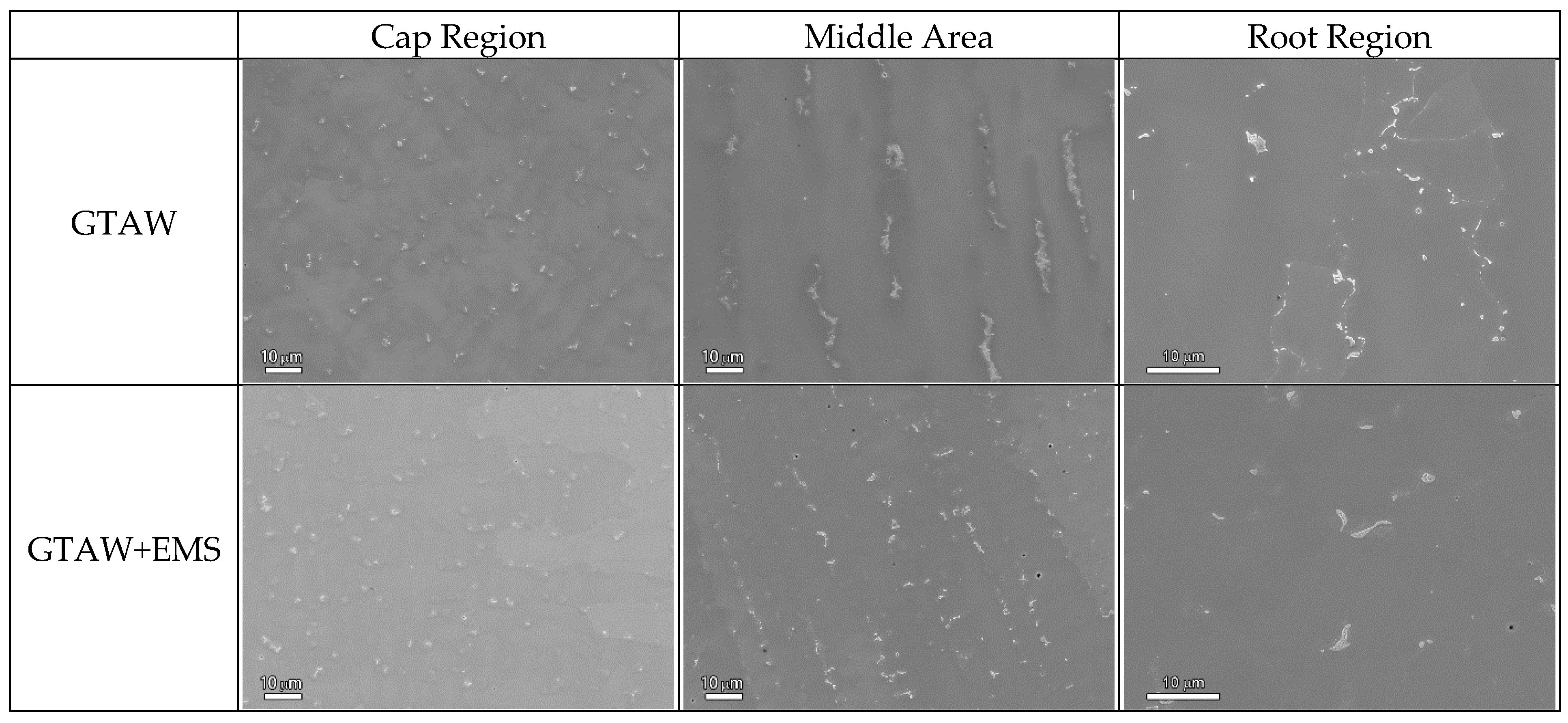
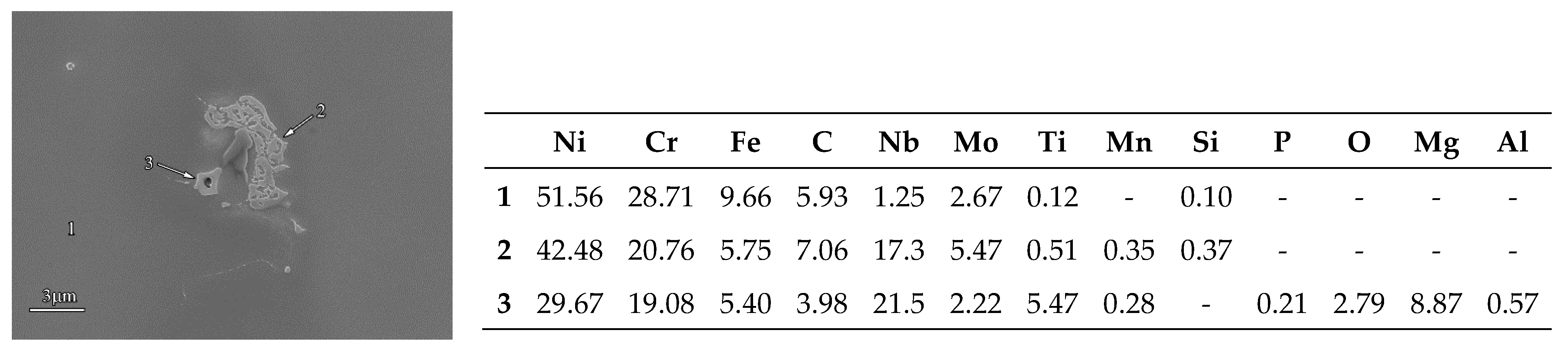
3.1.2. SEM Observation and EDS Analysis
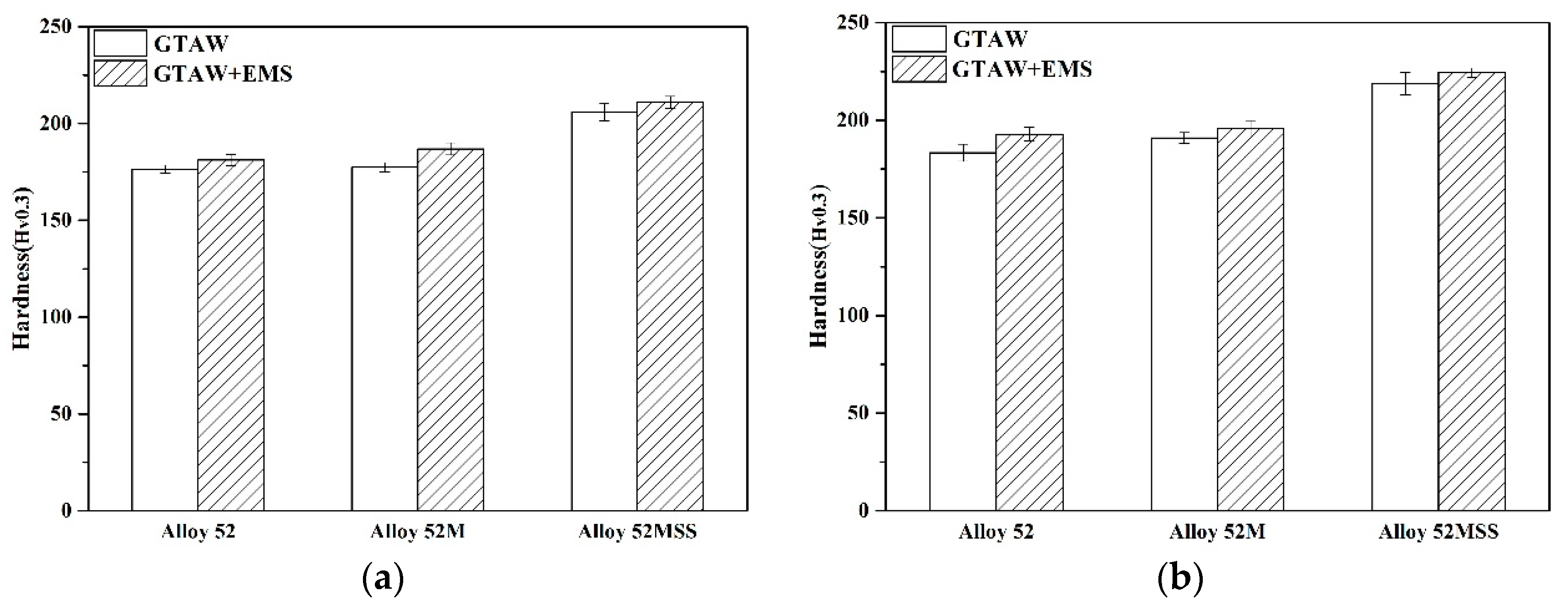
3.2. Hardness Measurement
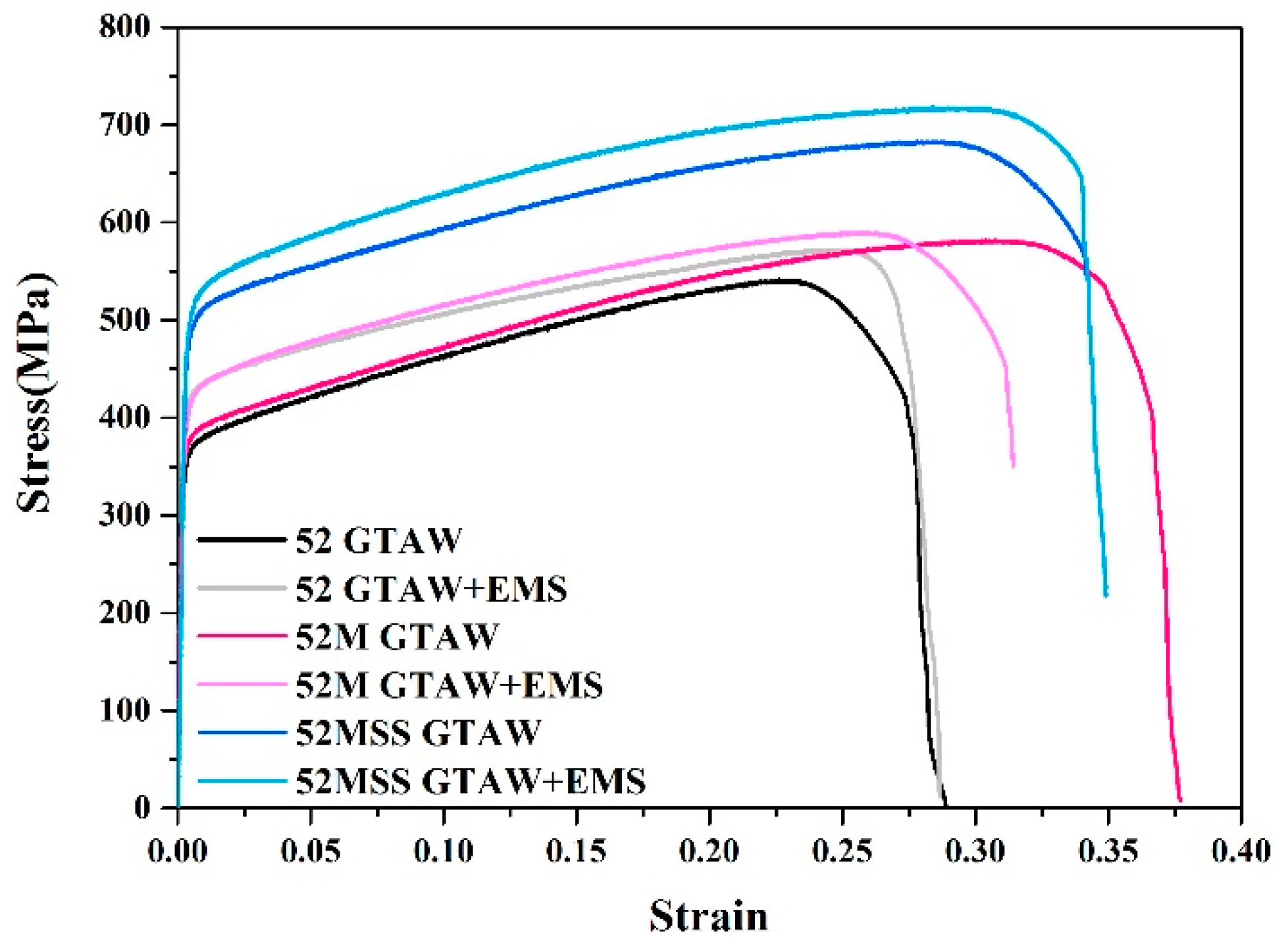
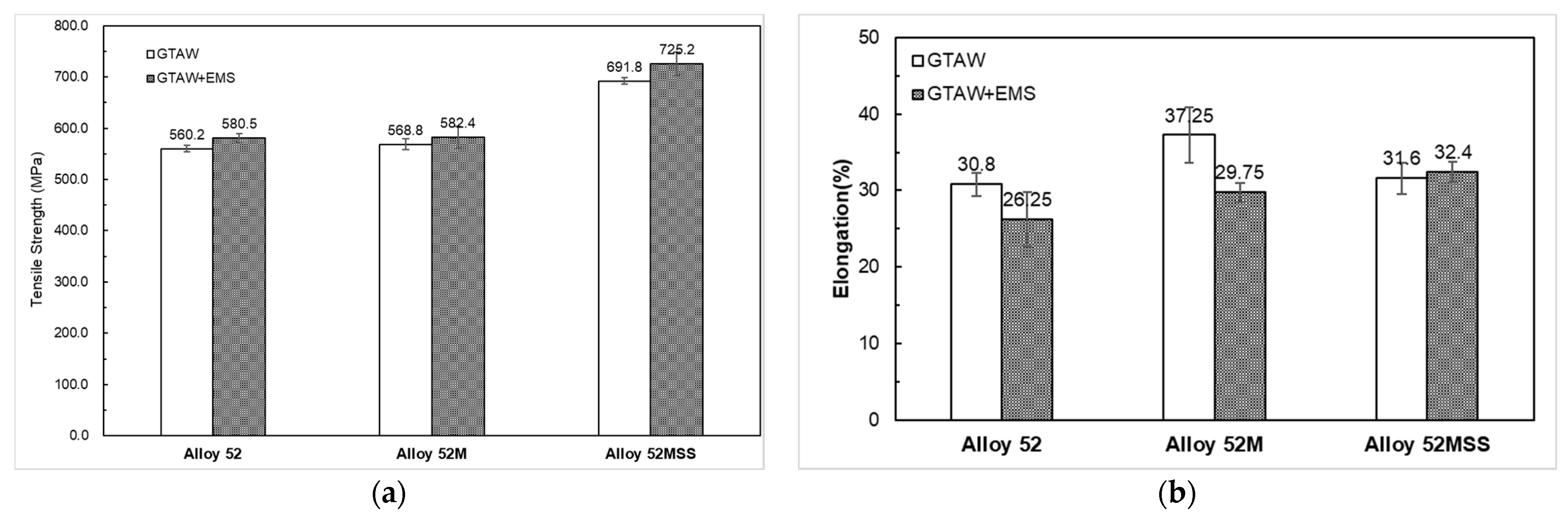
3.3. Tensile Test
4. Conclusions
- The welds of Alloy 52 variants exhibited a typical microstructure of dendrites. Alloy 52 and Alloy 52M with a moderate amount of Nb were similar in the dendrites of the welds, while Alloy 52MSS welds showed lots of precipitates present in the interdendritic areas containing a large amount of Nb and Mo. With an application of EMS, the dendrites became shorter and denser, and the precipitates were evenly distributed in the dendritic area.
- Under the effect of EMS, the fine TiNs/TiCs and NbCs/(Nb,Ti)Cs were evenly distributed in the Alloy 52 and Alloy 52M welds, respectively. For Alloy 52MSS, the Laves phases and (Nb,Mo,Ti)Cs became significantly finer, leading to the enhancement of its hardness.
- The hardness measurements of all welds were improved by EMS. Of all welds, the average hardness in the middle region was slightly higher than that for the cap, and Alloy 52MSS welds had the largest hardness measurement.
- The tensile test results show that dense dendritic structure and even distribution of tiny precipitates contributed to the improvement of tensile strength of the welds made with EMS employed. While, with the exception of Alloy 52MSS, the elongation measurements of the welds decreased because of the dendrites fragmented by EMS.
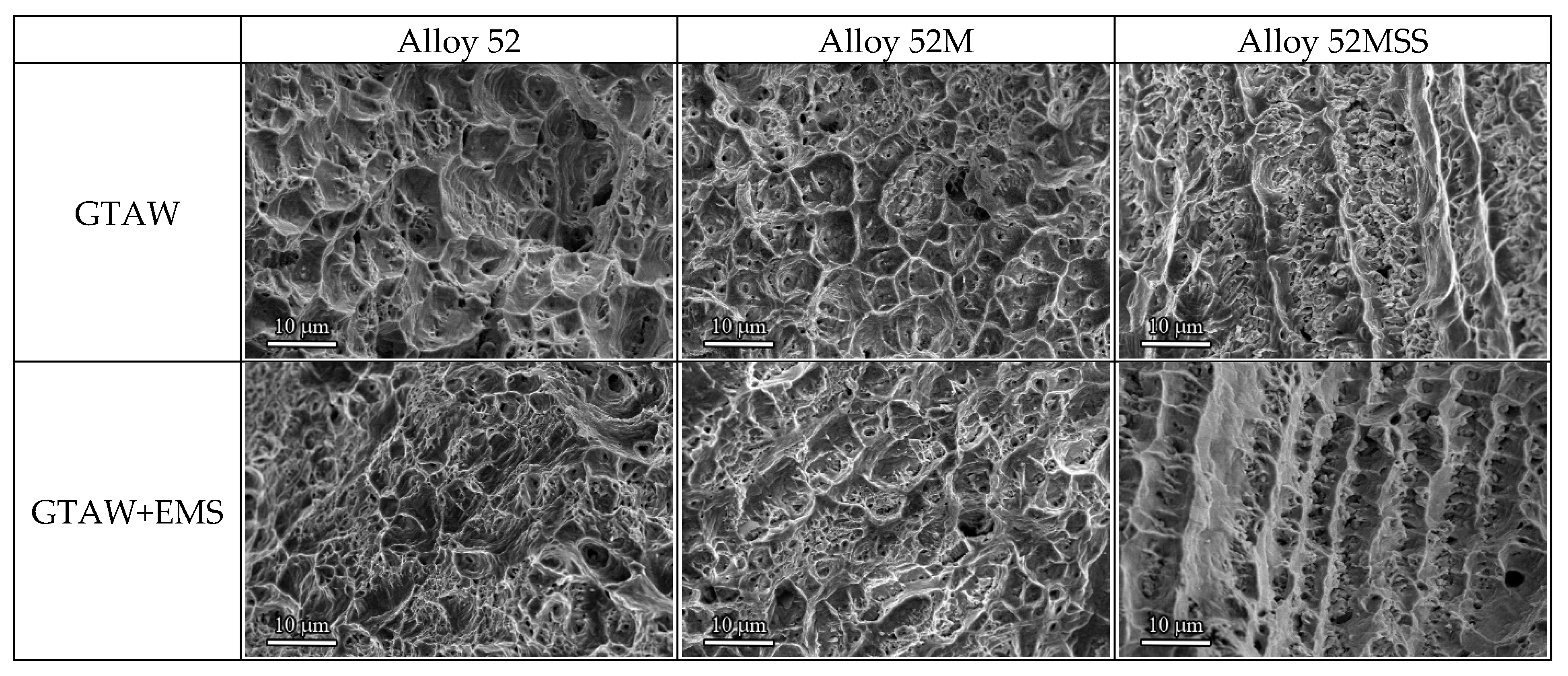
- The fractographic observations showed that ductile dimples were the dominant fracture feature of all tested welds, and that the dimples of Alloy 52MSS were shallower and sparser. For all the welds prepared with an application of EMS, shallower dimples were the representative fracture feature of all specimens, which could be related to the discontinuous dendritic structure.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Grimmel, B.; Cullen, W.H., Jr. U.S. Plant Experience with Alloy 600 Cracking and Boric Acid Corrosion of Light-Water Reactor Pressure Vessel Materials; U.S. Nuclear Regulatory Commission: Washington, DC, USA, 2005. [Google Scholar]
- Bamford, W. A review of alloy 600 cracking in operating nuclear plants: Historical experience and future trends. In Proceedings of the 11th International Conference on Environmental Degradation of Materials in Nuclear Power Systems–Water Reactor, Stevenson, Washington, DC, USA, 10–14 August 2003. [Google Scholar]
- Scott, M.; Combrade, P. On the mechanism of stress corrosion crack initiation and growth in alloy 600 exposed to PWR primary water. In Proceedings of the 11th International Conference on Environmental Degradation of Materials in Nuclear Power Systems–Water Reactor, Stevenson, Washington, DC, USA, 10–14 August 2003. [Google Scholar]
- Bamford, W.; Hall, J. Cracking of alloy 600 nozzle welds in pwrs: Review of cracking events and repair service experience. In Proceedings of the 12th International Conference on Environmental Degradation of Materials in Nuclear Power System—Water Reactors, Salt Lake City, UT, USA, 14–18 August 2005. [Google Scholar]
- Kiser, S.; Zhang, R.; Baker, B. A new welding material for improved resistance to ductility dip cracking. In ASM Proceedings of International Conference on Trends in Welding Research; Citeseer: Pine Mountain, GA, USA, 2008. [Google Scholar]
- Available online: https://www.nrc.gov/docs/ML1015/ML101590585.pdf (accessed on 10 January 2021).
- Available online: https://www.nrc.gov/docs/ML1116/ML111661838.pdf (accessed on 10 January 2021).
- Lippold, J.C.; Nissley, N.E. Ductility-dip cracking in high chromium, Ni-base filler metals. In Hot Cracking Phenomena in Welds II; Springer: Berlin/Heidelberg, Germany, 2008; pp. 409–425. [Google Scholar]
- Young, G.A.; Capobianco, T.E.; Penik, M.A.; Morris, B.W.; McGEE, J.J. The Mechanism Of Ductility Dip Cracking in Nickel-Chromium Alloys. Weld J. 2008, 87, 31s–43s. [Google Scholar]
- Ramirez, A.J.; Sowards, J.W.; Lippold, J.C. Improving the ductility-dip cracking resistance of Ni-base alloys. J. Mater. Process. Technol. 2006, 179, 212–218. [Google Scholar] [CrossRef]
- International Atomic Energy Agency. Dissimilar Metal Weld Inspection, Monitoring and Repair Approaches; IAEA-TECDOC-1852; IAEA: Vienna, Austria, 2018. [Google Scholar]
- Horn, R.M.; Ford, F.P.; Cowan, R.L. Experience and assessment of stress corrosion cracking in L-grade stainless steel BWR internals. Nucl. Eng. Des. 1997, 174, 313–325. [Google Scholar] [CrossRef]
- Jeng, S.L.; Lee, H.T.; Rehbach, W.P.; Kuo, T.Y.; Weirich, T.E.; Mayer, J.P. Effects of Nb on the microstructure and corrosive property in the Alloy 690–SUS 304L weldment. Mater. Sci. Eng. A 2005, 397, 229–238. [Google Scholar] [CrossRef]
- Jeng, S.L.; Chang, Y.H. Microstructure and flow behavior of Ni-Cr-Fe welds with Nb and Mo additions. Mater. Sci. Eng. A 2013, 560, 343–350. [Google Scholar] [CrossRef]
- Jeng, S.L.; Lee, H.T.; Huang, J.Y.; Kuo, R.C. Effects of Nb on the microstructure and elevated-temperature mechanical properties of alloy 690-SUS 304L dissimilar welds. Mater. Trans. 2008, 49, 1270–1277. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.; Li, D.Z.; Li, Y.Y.; Lu, S.P. Effect of Nb and Mo on the microstructure, mechanical properties and ductility-dip cracking of Ni-Cr-Fe weld metals. Acta Metall. Sin. (Engl. Lett.) 2016, 29, 928–939. [Google Scholar] [CrossRef] [Green Version]
- Yushchenko, K.; Savchenko, V.; Chervyakov, N.; Zvyagintseva, A.; Guyot, E. Comparative hot cracking evaluation of welded joints of alloy 690 using filler metals Inconel® 52 and 52 MSS. Weld. World 2011, 55, 28–35. [Google Scholar] [CrossRef]
- Wu, H.; Chang, Y.; Lu, L.; Bai, J. Review on magnetically controlled arc welding process. Int. J. Adv. Manuf. Technol. 2017, 91, 4263–4273. [Google Scholar] [CrossRef]
- Saini, S.; Gupta, V.; Nagpal, R.; Gupta, R.; Kuday, V. A review on the effect of magnetic field on weld quality and weld geometry in arc welding. Int. J. Adv. Educ. Res. 2017, 2, 57–63. [Google Scholar]
- Wagner, S.; Dugan, S.; Stubenrauch, S.; Jacobs, O. Modification of the grain structure of austenitic welds for improved ultrasonic inspectability. In Proceedings of the 38th MPA-Seminar 2012 Power Generation and Energy Efficiency Materials and Component Behaviour, Stuttgart, Germany, 1–2 October 2012; p. 607. [Google Scholar]
- Sivaprasad, K.; Raman, S.G.S. Influence of magnetic arc oscillation and current pulsing on fatigue behavior of alloy 718 TIG weldments. Mater. Sci. Eng. A 2007, 448, 120–127. [Google Scholar] [CrossRef]
- Zhang, G.; Shi, Y.; Zhu, M.; Fan, D. Arc characteristics and metal transfer behavior in narrow gap gas metal arc welding process. J. Mater. Process. Technol. 2017, 245, 15–23. [Google Scholar] [CrossRef]
- Lim, Y.C.; Yu, X.; Cho, J.H.; Sosa, J.; Farson, D.F.; Babu, S.S.; McCracken, S.L.; Flesner, B. Effect of magnetic stirring on grain structure refinement: Part 1 – Autogenous nickel alloy welds. Sci. Technol. Weld. Join. 2010, 15, 583–589. [Google Scholar] [CrossRef]
- Lim, Y.C.; Yu, X.; Cho, J.H.; Sosa, J.; Farson, F.D.; Babu, S.S.; McCracken, S.; Flesner, B. Effect of magnetic stirring on grain structure refinement Part 2-Autogenous nickel alloy welds. Sci. Technol. Weld. Join. 2010, 15, 400–406. [Google Scholar] [CrossRef]
- Andrade, T.F.; Kliauga, A.M.; Plaut, R.L.; Padilha, A.F. Precipitation of Laves phase in a 28%Cr–4%Ni–2%Mo–Nb superferritic stainless steel. Mater. Charact. 2008, 59, 503–507. [Google Scholar] [CrossRef]
- Chen, R.; Yang, Y.; Wang, Q.; Ding, H.; Su, Y.; Guo, J. Dimensionless parameters controlling fluid flow in electromagnetic cold crucible. J. Mater. Process. Technol. 2018, 255, 242–251. [Google Scholar] [CrossRef]
- Pan, H.; Ding, H.; Cai, M.; Kibaroglu, D.; Ma, Y.; Song, W. Precipitation behavior and austenite stability of Nb or Nb–Mo micro-alloyed warm-rolled medium-Mn steels. Mater. Sci. Eng. A 2019, 766, 138371. [Google Scholar] [CrossRef]
- Pan, H.; Ding, H.; Cai, M. Microstructural evolution and precipitation behavior of the warm-rolled medium Mn steels containing Nb or Nb-Mo during intercritical annealing. Mater. Sci. Eng. A 2018, 736, 375–382. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Base/ Weld Metals | Ni | Cr | Fe | Mn | Nb | Mo | Ti | C | Si | Cu | Al | P | S | Co | B | Zr | Ti+Al | Nb+Ta |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| SS304L | 8.05 | 18.15 | Bal. | 1.60 | - | 0.09 | - | 0.018 | 0.42 | 0.20 | - | 0.032 | 0.004 | - | - | - | - | - |
| Alloy 52 | 60.00 | 30.00 | 8.40 | 0.70 | - | 0.01 | 0.60 | 0.030 | 0.17 | 0.01 | 0.64 | 0.010 | 0.002 | - | - | - | 1.20 | 0.03 |
| Alloy 52M | 59.20 | 29.68 | 8.86 | 0.76 | 0.94 | 0.11 | 0.17 | 0.024 | 0.10 | 0.03 | 0.12 | 0.003 | 0.001 | 0.01 | 0.005 | 0.002 | 0.29 | 0.94 |
| Alloy 52MSS | 53.95 | 29.02 | 9.05 | 0.72 | 2.53 | 3.90 | 0.03 | 0.020 | 0.22 | 0.01 | 0.14 | 0.005 | 0.008 | 0.03 | 0.004 | 0.01 | 0.17 | 2.53 |
| Arc Current (A) | Arc Voltage (V) | Welding Speed (mm/min) | Wire Feed Rate (mm/min) | EMS Frequency (Hz) |
|---|---|---|---|---|
| 180 | ~11 | 80 | 1000 | 7 Hz |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, T.-J.; Jeng, S.-L.; Huang, J.-Y. The Weld Microstructure and Mechanical Properties of the Alloy 52 and Its Variants with Applied Electromagnetic Stirring during Welding. Metals 2021, 11, 351. https://doi.org/10.3390/met11020351
Wu T-J, Jeng S-L, Huang J-Y. The Weld Microstructure and Mechanical Properties of the Alloy 52 and Its Variants with Applied Electromagnetic Stirring during Welding. Metals. 2021; 11(2):351. https://doi.org/10.3390/met11020351
Chicago/Turabian StyleWu, Tai-Jung, Sheng-Long Jeng, and Junn-Yuan Huang. 2021. "The Weld Microstructure and Mechanical Properties of the Alloy 52 and Its Variants with Applied Electromagnetic Stirring during Welding" Metals 11, no. 2: 351. https://doi.org/10.3390/met11020351