
Failure Mechanism of Gun Barrel Caused by Peeling of Cr Layer and Softening of Bore Matrix

Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Bore Diameter Variation along Axial Direction
3.2. Bore Surface Damage
3.3. Steel Matrix Hardness
4. Discussion
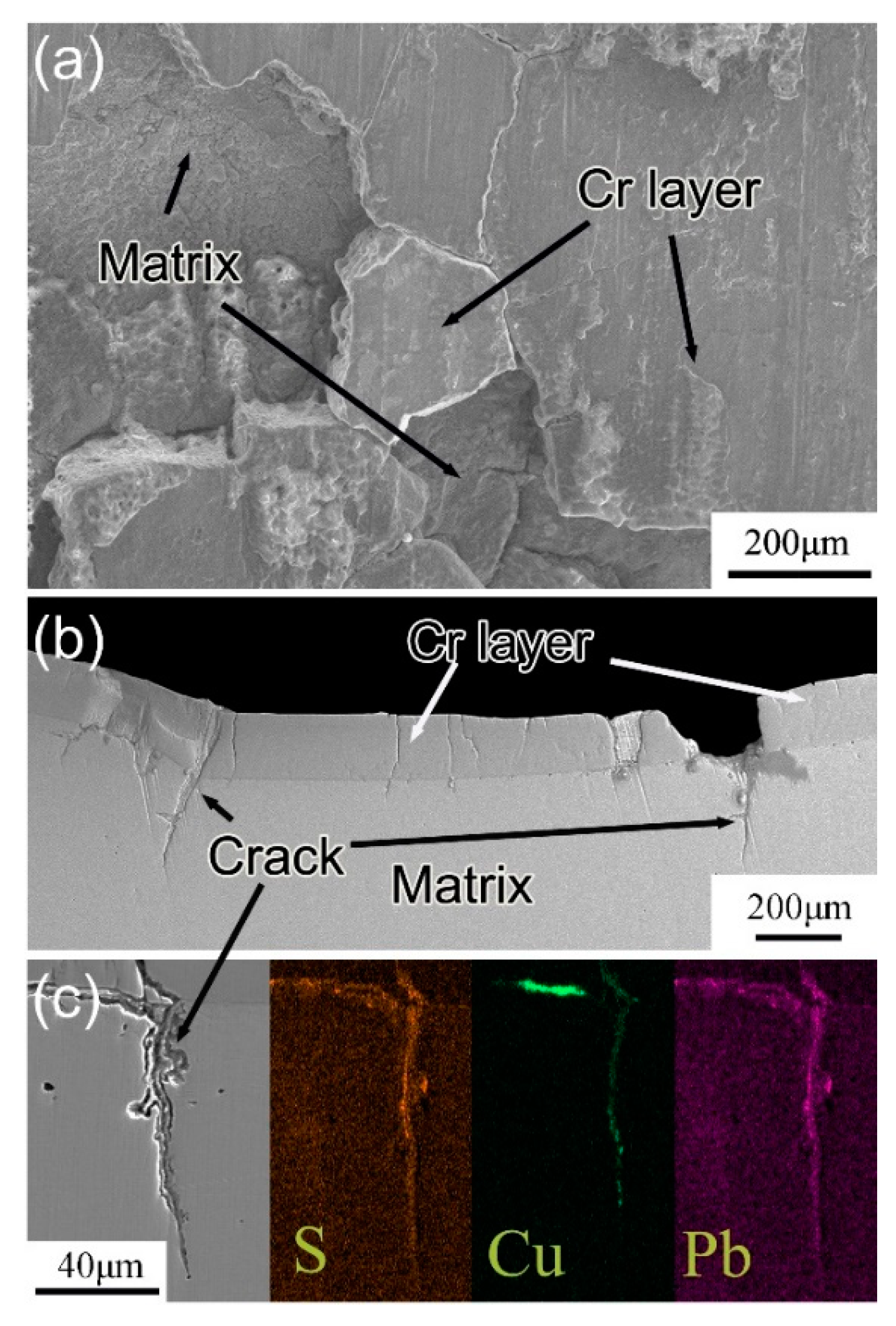
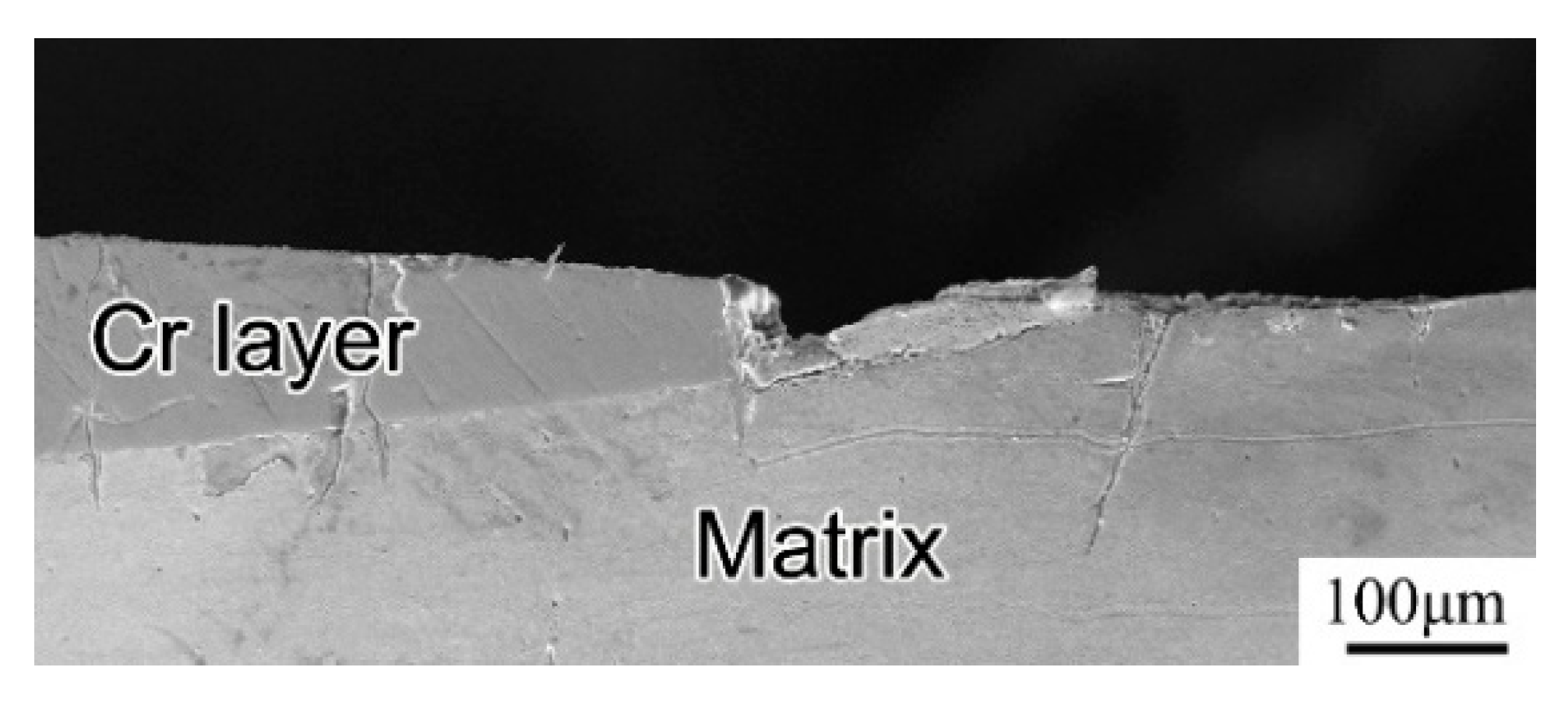
4.1. Damage Characteristics of Bore Surface
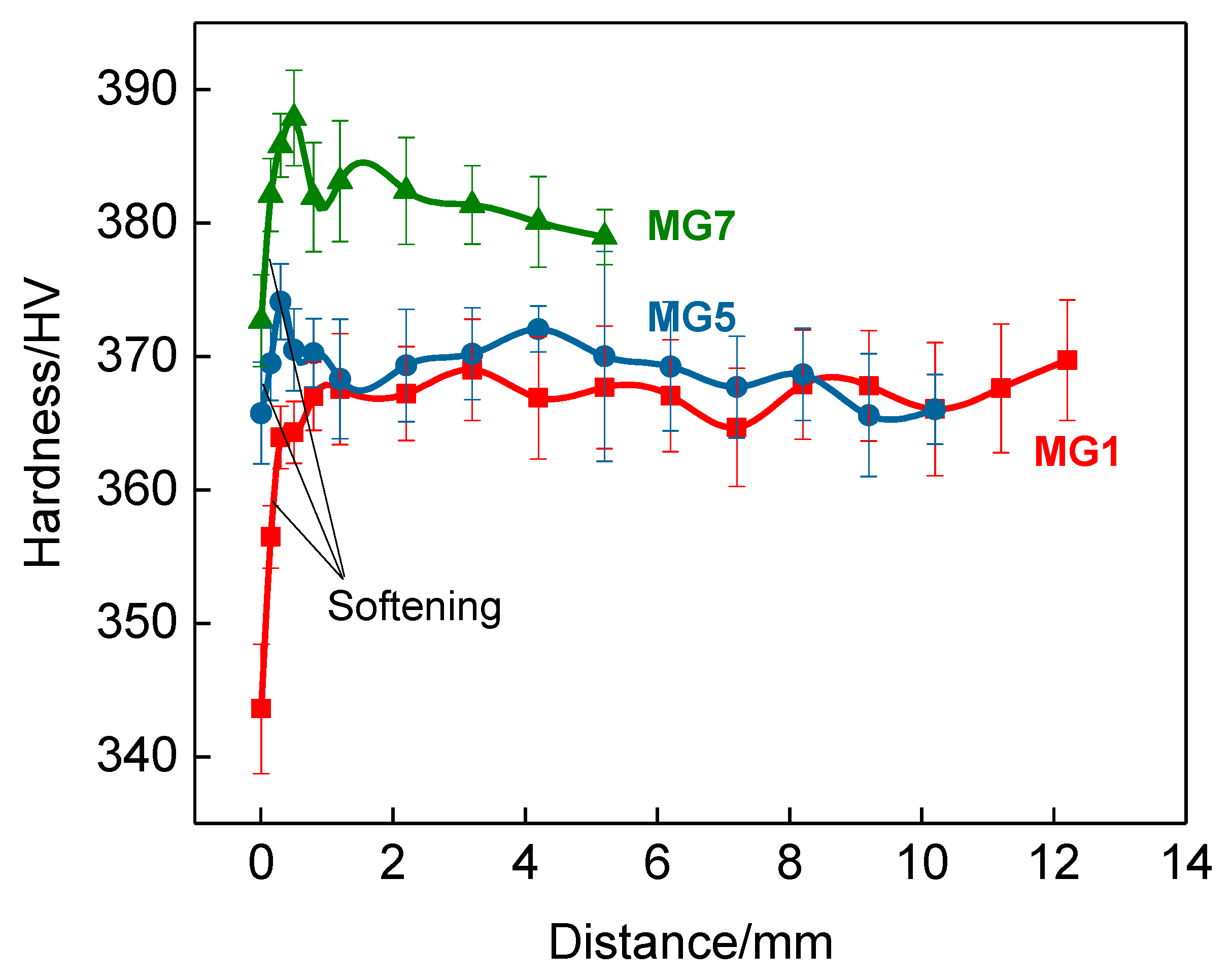
4.2. Softening of Steel Matrix Near Bore Surface
5. Conclusions
- The bore surface of the barrel presents different damage characteristics along the axial direction. In the gun tail, the Cr layer falls off completely, leaving the exposed matrix full of crack networks. The steel matrix without the protection of a Cr layer exhibits a higher damage rate. In the middle part, the Cr layer is well retained, with only a small part peeling off. This part of the barrel has a relatively small damage rate. In the muzzle, the Cr layer on the land lines is completely worn off, leaving the matrix exposed. The muzzle also exhibits a high damage rate.
- The matrix close to the bore surface is softened due to the high temperature and pressure caused by shooting. The hardness in the tail part is lower than those in both the middle and muzzle parts because the tail is subjected to higher temperatures during both stress–relief–annealing and firing processes. The softening of the matrix increases the tendency of the plastic deformation of the bore surface and increases the bore diameter, which will lead to a reduction in shooting accuracy.
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ahmad, I.; Picard, J. Gun Tube Erosion and Control. In Proceedings of the Interservice Technical Meeting on Gun Tube Erosion and Control, Watervliet, NY, USA, 25–26 February 1970. [Google Scholar]
- Johnston, I.A. Understanding and Predicting Gun Barrel Erosion; Defence Science and Technology Organisation Edinburgh (Australia) Weapons System Div: South Australia, Australia, 2005.
- Mishra, A.; Hameed, A.; Lawton, B. Transient thermal analyses of midwall cooling and external cooling methods for a gun barrel. J. Heat Transf. 2010, 132, 105–112. [Google Scholar] [CrossRef]
- Putti, A.A.; Chopade, M.; Chaudhari, P. A review on gun barrel erosion. Int. J. Curr. Eng. Technol. 2016, 4, 231–235. [Google Scholar]
- Shan, Y.-h.; Zhang, J.; Wang, Q.-z.; Yin, C. Study on lifetime test for machinegun barrel in normal temperature. Acta Armamentarii 2013, 34, 1–7. [Google Scholar]
- Cote, P.J.; Rickard, C. Gas–metal reaction products in the erosion of chromium-plated gun bores. Wear 2000, 241, 17–25. [Google Scholar] [CrossRef]
- Lawton, B. Thermo-chemical erosion in gun barrels. Wear 2001, 251, 827–838. [Google Scholar] [CrossRef]
- Sopok, S.; O’Hara, P.; Pflegl, G.; Dunn, S.; Coats, D. First Computer Code for Predicting Thermochemical Erosion in Gun Barrels; Army Armament Research Development and Engineering Center: Watervliet, NY, USA, 1996. [Google Scholar]
- Sopok, S.; Rickard, C.; Dunn, S. Thermal–chemical–mechanical gun bore erosion of an advanced artillery system part two: Modeling and predictions. Wear 2005, 258, 671–683. [Google Scholar] [CrossRef]
- Sopok, S.; Rickard, C.; Dunn, S. Thermal–chemical–mechanical gun bore erosion of an advanced artillery system part one: Theories and mechanisms. Wear 2005, 258, 659–670. [Google Scholar] [CrossRef]
- Underwood, J.H.; Vigilante, G.; Mulligan, C. Review of thermo-mechanical cracking and wear mechanisms in large caliber guns. Wear 2007, 263, 1616–1621. [Google Scholar] [CrossRef]
- Underwood, J.H.; Parker, A.P.; Vigilante, G.N.; Cote, P.J. Thermal damage, cracking and rapid erosion of cannon bore coatings. J. Press. Vessel Technol. 2003, 125, 299–304. [Google Scholar] [CrossRef] [Green Version]
- Underwood, J.H.; Troiano, E. Critical fracture processes in army cannons: A review. J. Press. Vessel Technol. 2003, 125, 287–292. [Google Scholar] [CrossRef]
- Underwood, J.H.; Vigilante, G.N.; Mulligan, C.P.; Todaro, M.E. Thermomechanically controlled erosion in Army cannons: A review. J. Press. Vessel Technol. 2006, 128, 168–172. [Google Scholar] [CrossRef]
- Qiao, Z.P.; Li, J.S.; Xue, J. Research on the performance decay rule of large caliber machinegun barrel. Acta Armamentarii 2015, 36, 2231–2240. [Google Scholar]
- Hu, C.D.; Dong, H.; Zhao, H.S.; Qiao, Z.P.; Li, J.S. Bore Damage Characteristics of a Machine Gun Barrel. Acta Armamentarii 2019, 40, 480–487. [Google Scholar]
- Hu, C.D.; He, X.; Lu, H.C.; Dong, H.; Li, J.S. Effect of Matrix Microstructure of Gun Barrel on Its Lifetime. Acta Armamentarii 2019, 40, 728–736. [Google Scholar]
- Li, Y.; Tan, N.; Xu, Z.; Luo, Z.; Zheng, H. Enhancement of Fatigue Endurance by Al-Si Coating in Hot-Stamping Boron Steel Sheet. Metals 2019, 9, 722. [Google Scholar] [CrossRef] [Green Version]
- Geng, X.H.; Zhou, K.D.; He, L.; Feng, G.T.; Li, J. Life Prediction of Gun Barrel Based on Shear Fatigue Damage of Coating In-terface. Acta Armamentarii 2019, 40, 2416–2424. [Google Scholar]
- Han, K.; Toplosky, V.J.; Xin, Y.; Sims, J.R.; Swenson, C.A. Fatigue Property Examinations of Conductors for Pulsed Magnets. IEEE Trans. Appl. Supercond. 2010, 20, 1463–1466. [Google Scholar] [CrossRef]
- Sun, Q.Q.; Liang, L.; Jiang, F.; Xiao, H.X.; Peng, T. Fatigue Properties of Cu–Nb Conductor Used for Pulsed Magnets at the WHMFC. IEEE Trans. Appl. Supercond. 2014, 24, 0501404. [Google Scholar] [CrossRef]
- Toplosky, V.J.; Walsh, R.P.; Han, K. Fatigue properties of modified 316LN stainless steel at 4K for high field cable-in-conduit applications. AIP Conf. Proc. 2010, 1219, 9–16. [Google Scholar]
- Shan, Y.; Zhuo, S.; Sun, G. Technical Analysis of Relativity of Shooting Criterions and Firearms Lifetime. J. Nanjing Univ. Sci. Technol. 2005, 29, 417. [Google Scholar]
- Feng, G.; Zhou, K.; He, L. Transient heat transfer model of gun barrel under successive firing. J. Ballist. 2016, 28, 75–79. [Google Scholar]
- Li, Q.; Li, P.-h.; Hu, M.; Wu, Y.-f.; Ru, Z.-y. Plastic Deformation Analysis of Rapid-Firing Gun Barrel under Impact Load. J. N. Univ. China (Nat. Sci. Ed.) 2011, 32, 550–555. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | dmin/mm | Smin/% | dmax/mm | Smax/% | X |
|---|---|---|---|---|---|
| MG1 | 13.76 | 8.3 | 15.31 | 20.5 | 2.4 |
| MG3 | 12.71 | 0.1 | 13.33 | 4.9 | 49 |
| MG4 | 12.73 | 0.2 | 13.43 | 5.7 | 28.5 |
| MG5 | 12.86 | 1.2 | 13.42 | 5.6 | 4.6 |
| MG6 | 12.94 | 1.8 | 13.25 | 4.3 | 2.3 |
| MG7 | 13.19 | 3.8 | 13.31 | 4.8 | 1.2 |
| Region | With or without Cr Layer | Average Crack Depth/μm | Average Crack Spacing/μm | Ratio of Average Spacing to Depth |
|---|---|---|---|---|
| MG1 | With | - | - | - |
| Without | 37 | 40 | 1.1 | |
| MG5 | With | 32 | 87 | 2.7 |
| Without | 50 | 92 | 1.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Z.-m.; Hu, C.-d.; Wang, Y.-x.; Lu, H.-c.; Li, J.-s.; Dong, H. Failure Mechanism of Gun Barrel Caused by Peeling of Cr Layer and Softening of Bore Matrix. Metals 2021, 11, 348. https://doi.org/10.3390/met11020348
Wang Z-m, Hu C-d, Wang Y-x, Lu H-c, Li J-s, Dong H. Failure Mechanism of Gun Barrel Caused by Peeling of Cr Layer and Softening of Bore Matrix. Metals. 2021; 11(2):348. https://doi.org/10.3390/met11020348
Chicago/Turabian StyleWang, Zi-meng, Chun-dong Hu, Yang-xin Wang, Heng-chang Lu, Jun-song Li, and Han Dong. 2021. "Failure Mechanism of Gun Barrel Caused by Peeling of Cr Layer and Softening of Bore Matrix" Metals 11, no. 2: 348. https://doi.org/10.3390/met11020348