Processing and Characterization of Bilayer Materials by Solid State Sintering for Orthopedic Applications

 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Fabrication
2.2. Sample Characterization
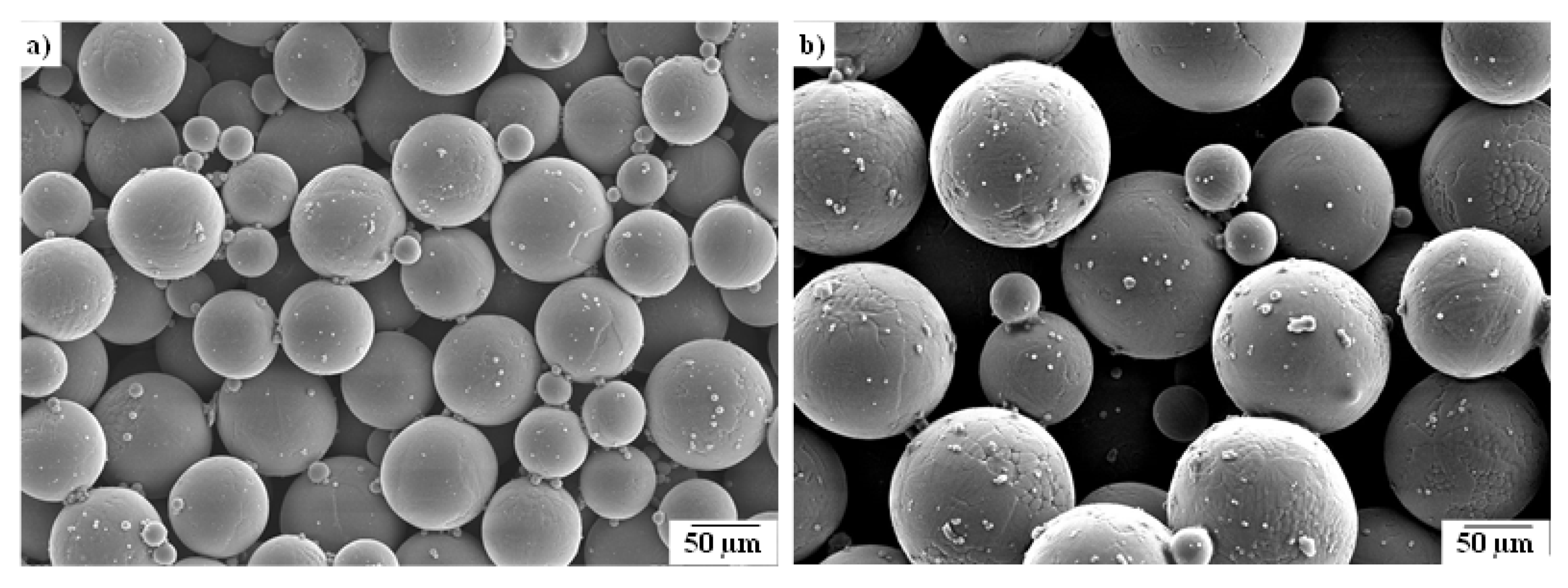
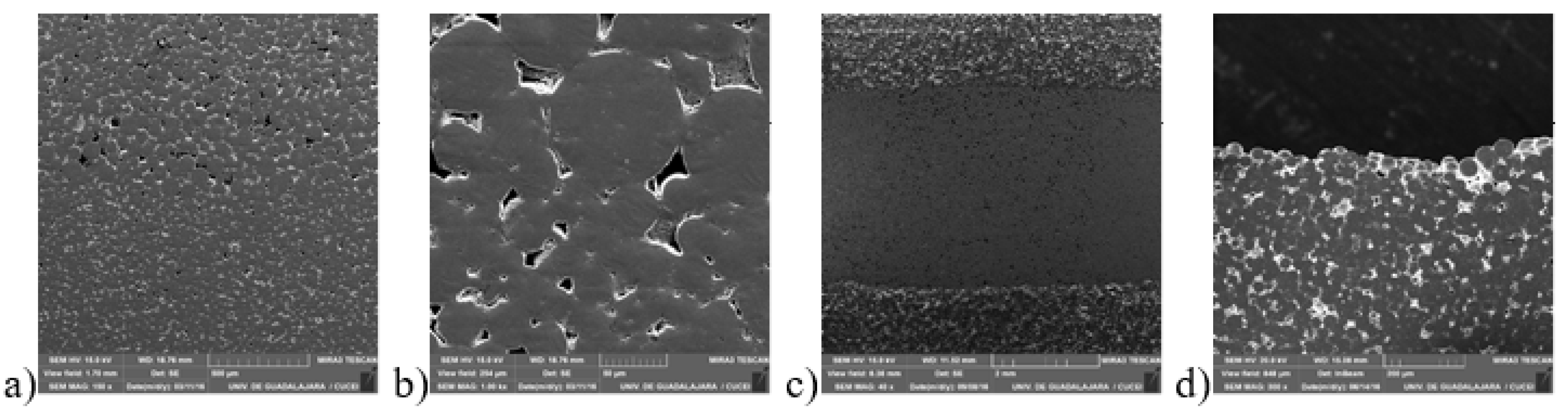
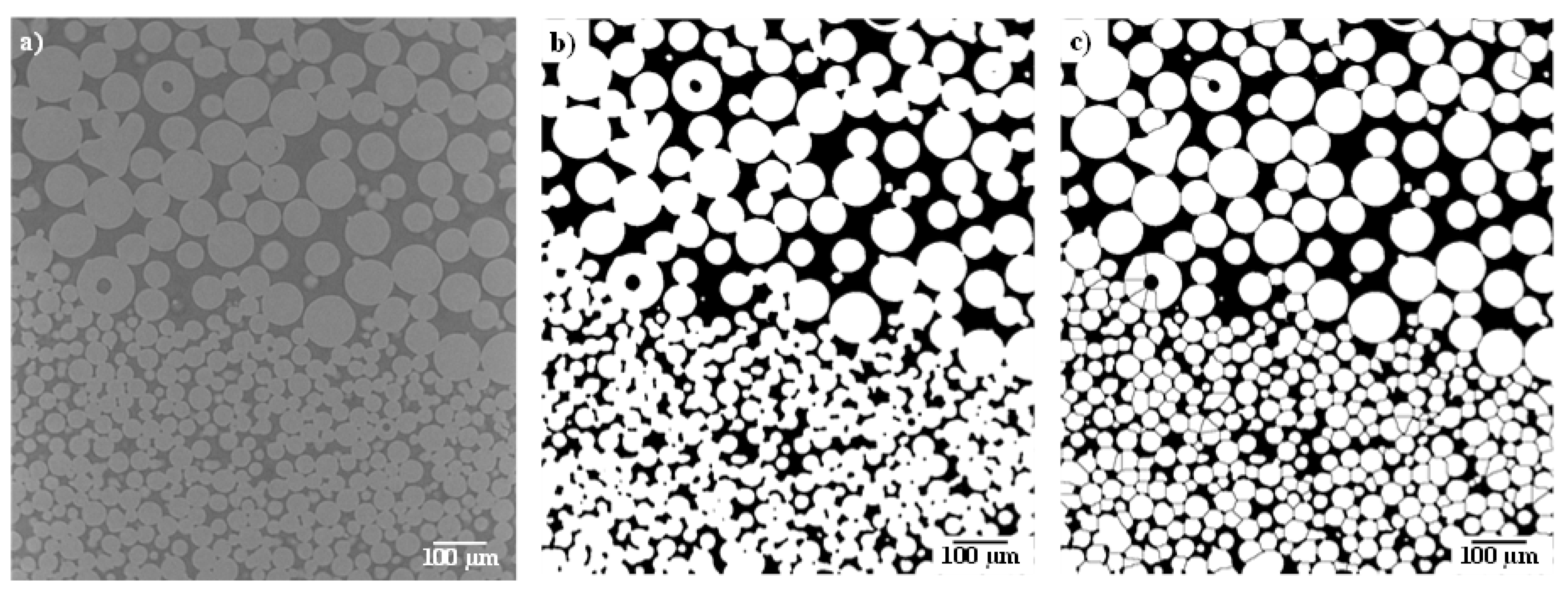
2.2.1. Scan Electronic Microscopy (SEM) Observation
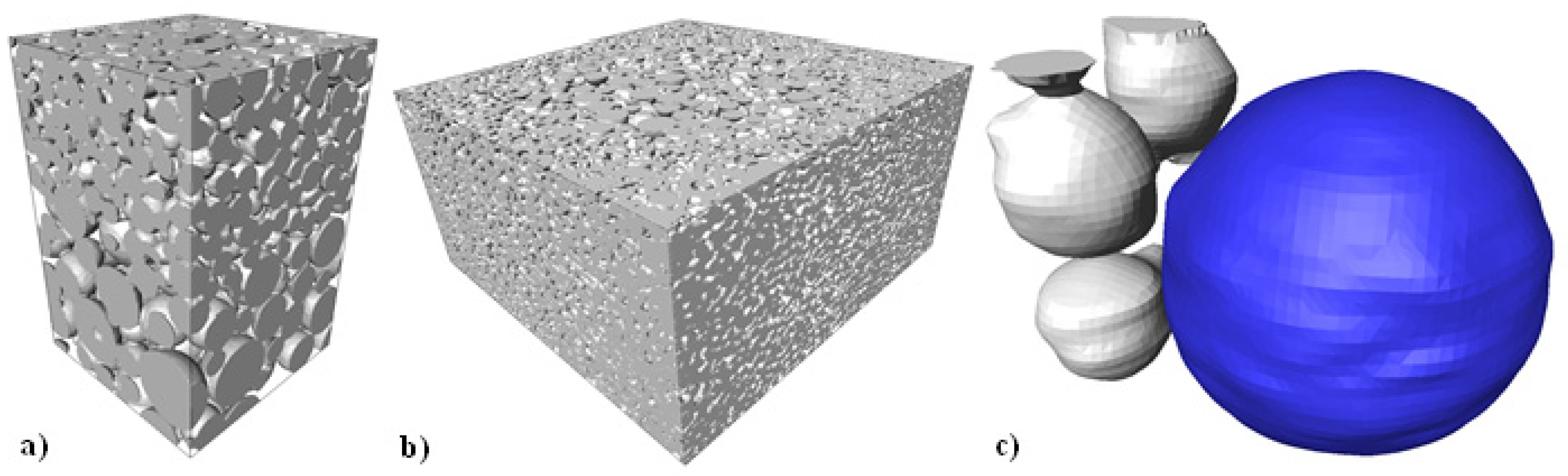
2.2.2. X-ray Microtomography (microCT)
2.3. Mechanical Property Evaluation
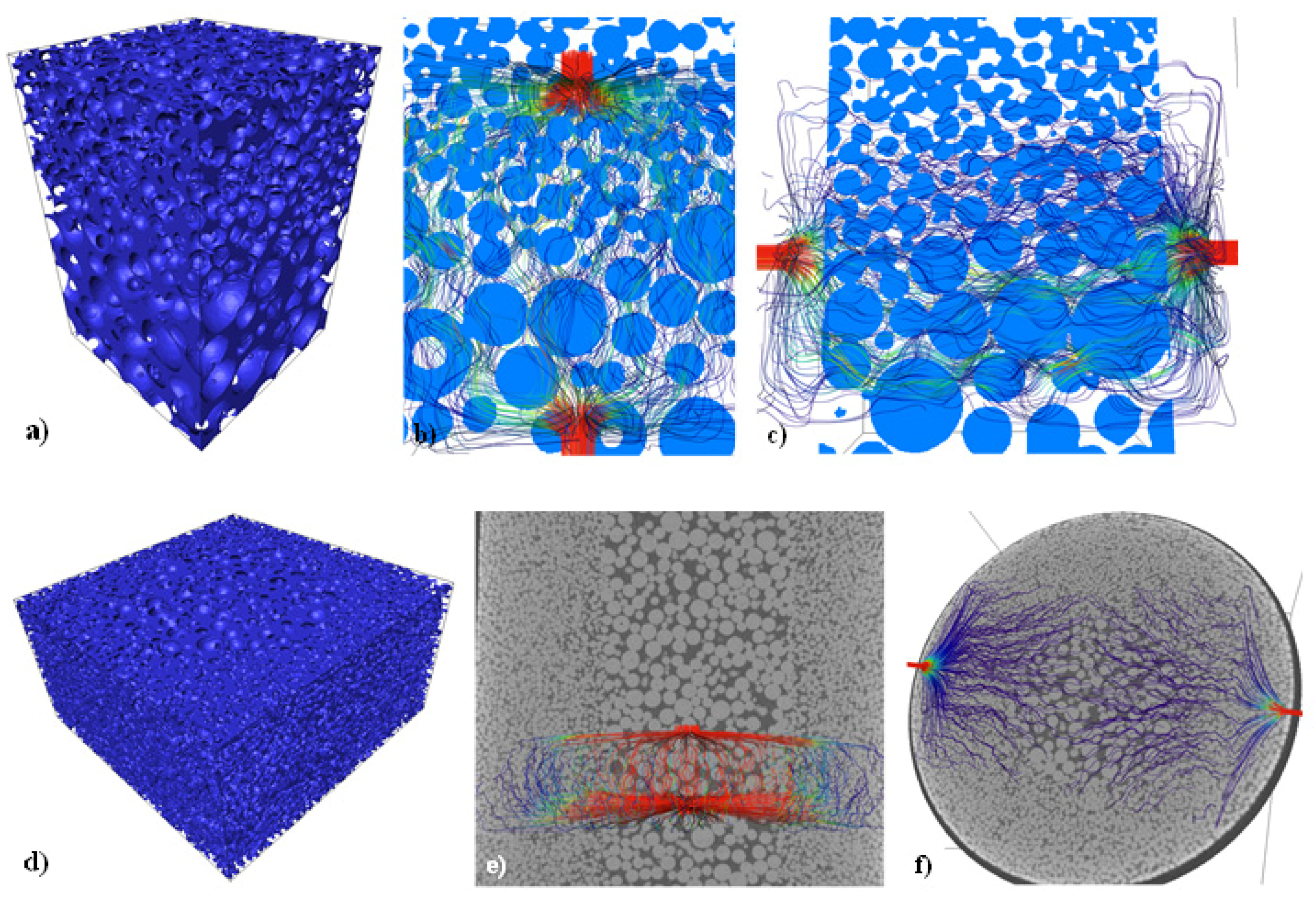
2.4. Numerical Simulation Permeability
3. Results and Discussion
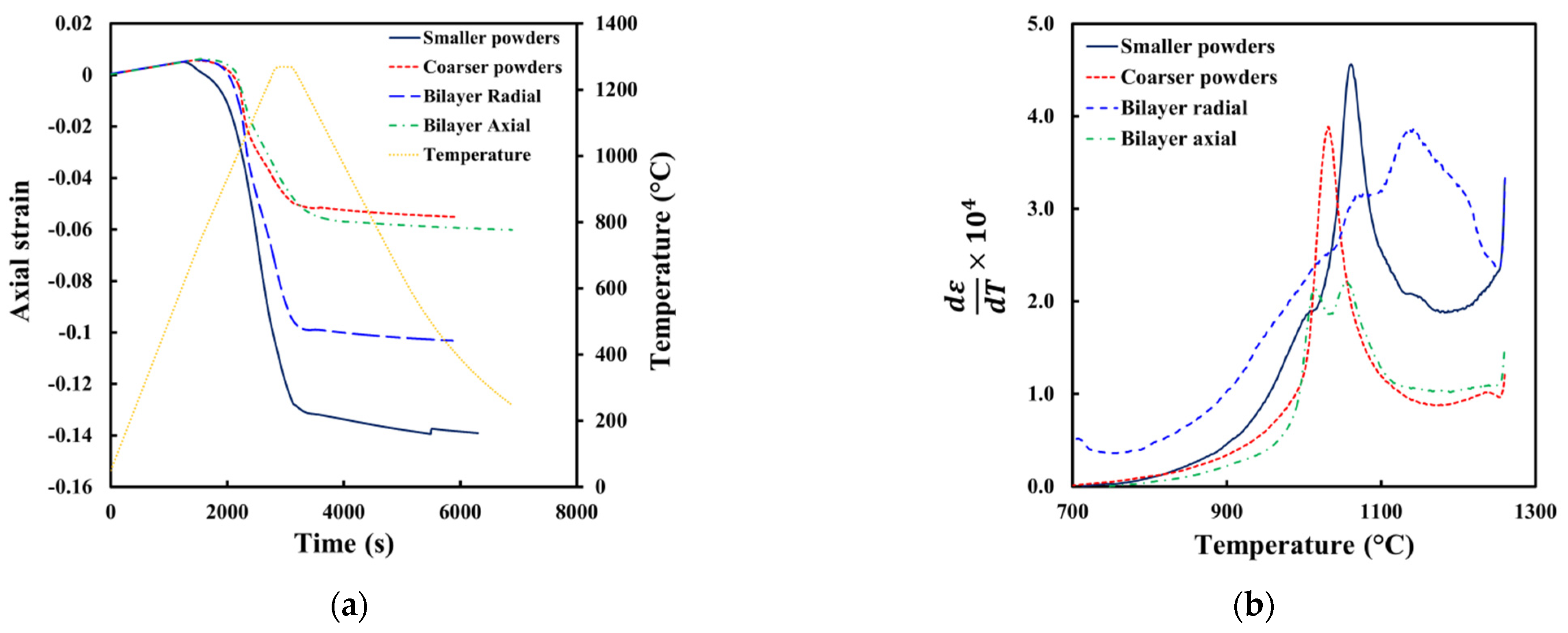
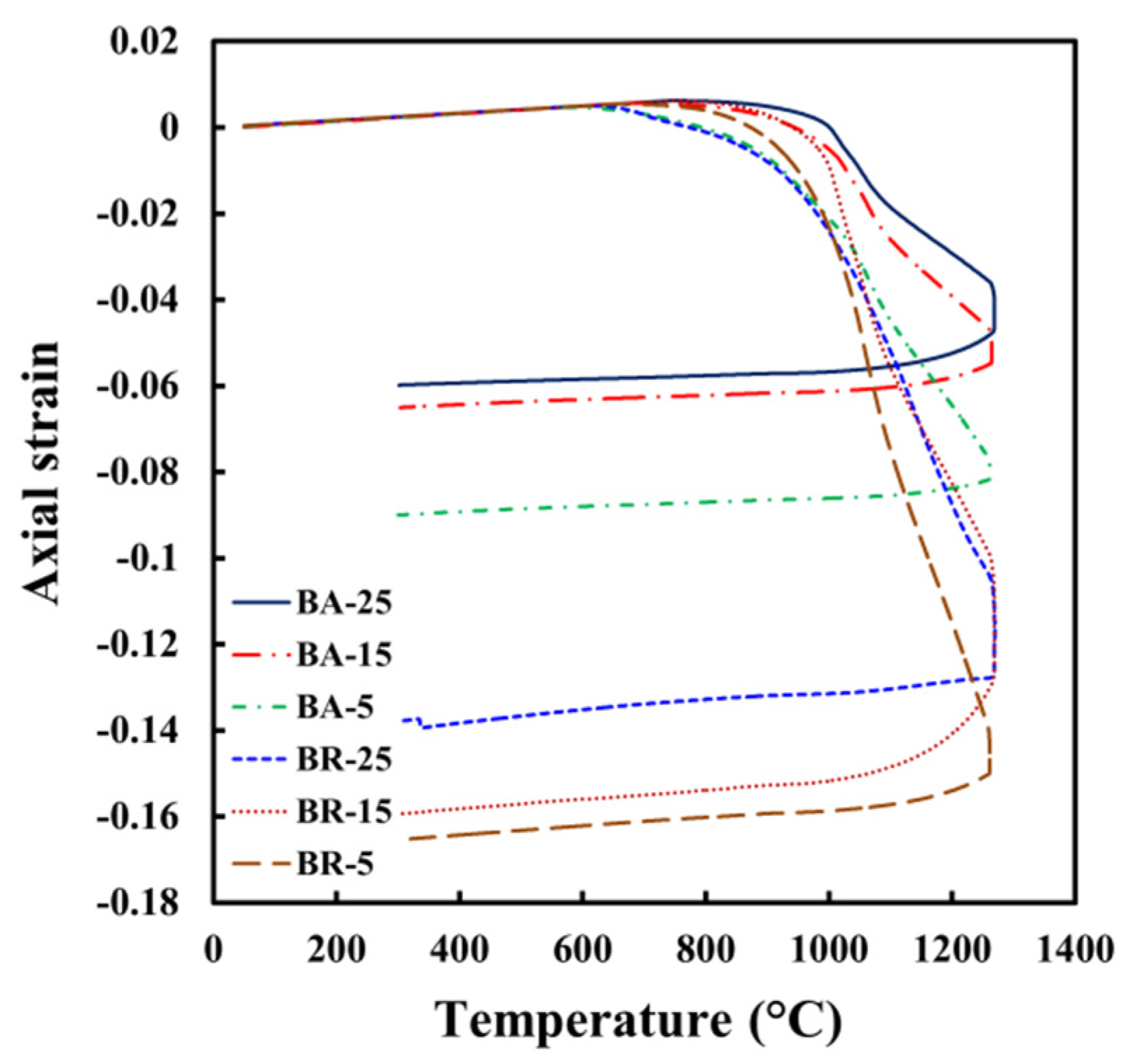
3.1. Sintering Kinetics
3.2. Microstructural Characterization
3.2.1. Scan Electronic Microscopy Observation
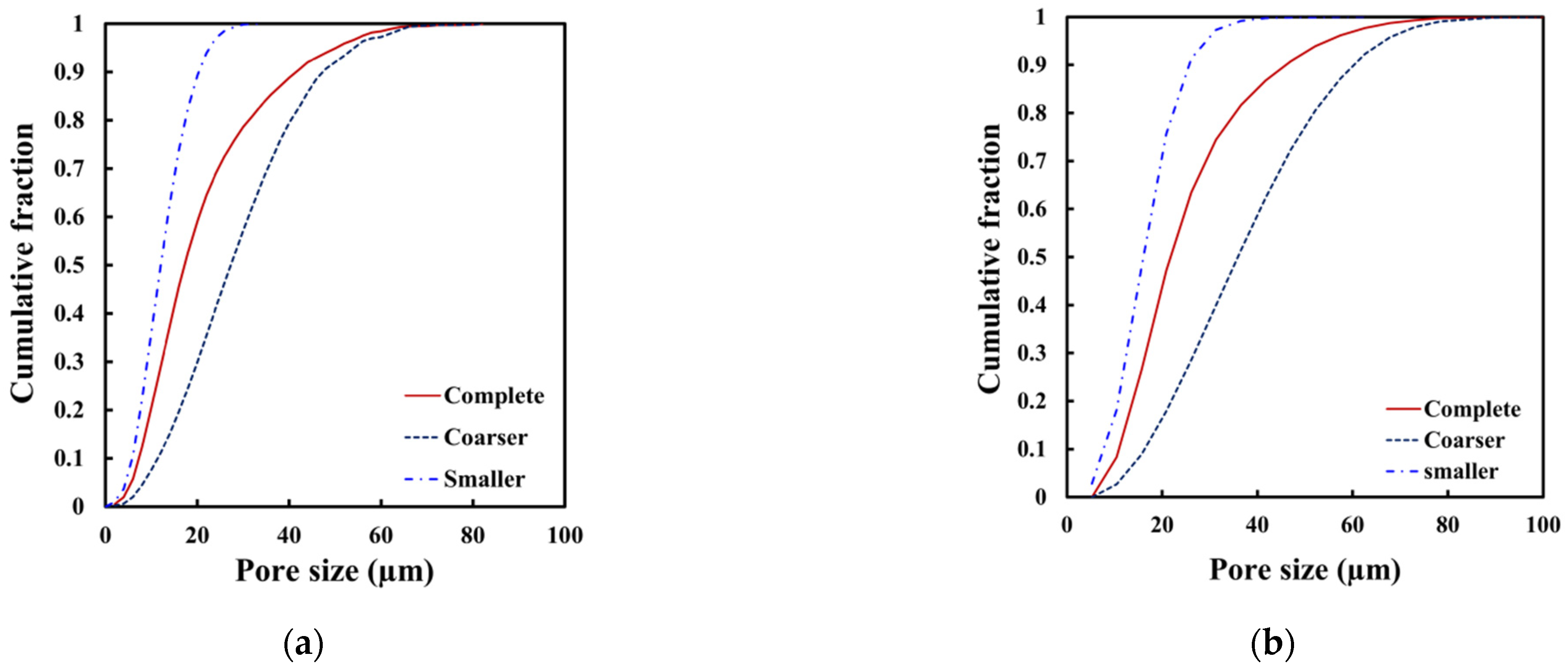
3.2.2. X-ray Microtomography Analysis
- , relationship between the neck’s radius and the particle’s diameter; , sample axial shrinkage; , a parameter determined by experimental procedures with a value of 3.6.
- , is the initial relative density or green value.
3.3. Permeability Evaluation
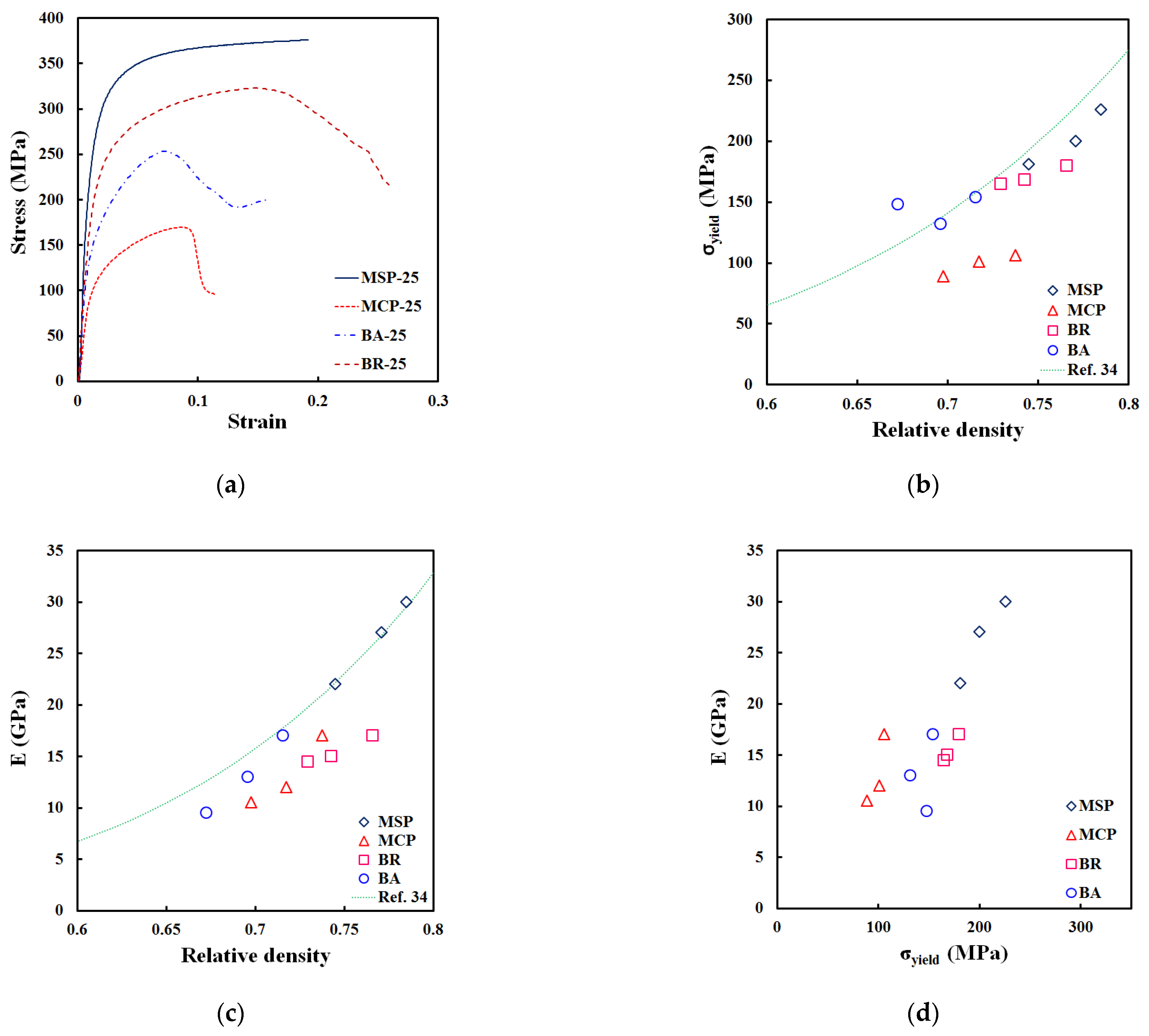
3.4. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Meulenberg, W.A.; Mertens, J.; Bram, M.; Buchkremer, H.-P.; Stöver, D. Graded porous TiO2 membranes for microfiltration. J. Eur. Ceram. Soc. 2006, 26, 449–454. [Google Scholar] [CrossRef]
- Reig, L.; Amigó, V.; Busquets, D.J.; Calero, J.A. Development of porous Ti6Al4V samples by microsphere sintering. J. Mater. Process. Technol. 2012, 212, 3–7. [Google Scholar] [CrossRef]
- Bender, S.; Chalivendra, V.; Rahbar, N.; el Wakil, S. Mechanical characterization and modeling of graded porous stainless steel specimens for possible bone implant applications. Int. J. Eng. Sci. 2012, 53, 67–73. [Google Scholar] [CrossRef]
- Torres, Y.; Trueba, P.; Pavón, J.J.; Chicardi, E.; Kamm, P.; García-Moreno, F.; Rodríguez-Ortiz, J.A. Design, processing and characterization of titanium with radial graded porosity for bone implants. Mater. Des. 2016, 110, 179–187. [Google Scholar] [CrossRef]
- Miao, X.; Sun, D. Graded/gradient porous biomaterials. Materials 2010, 3, 26–47. [Google Scholar] [CrossRef] [Green Version]
- Bahraminasab, M.; Sahari, B.B.; Edwards, K.L.; Farahmand, F.; Arumugam, M.; Hong, T.S. Aseptic loosening of femoral components—A review of current and future trends in materials used. Mater. Des. 2012, 42, 459–470. [Google Scholar] [CrossRef]
- Tirta, A.; Baek, E.R.; Chang, S.S.; Kim, J.H. Fabrication of porous material for micro component application by direct X-ray lithography and sintering. Microelectron Eng. 2012, 98, 297–300. [Google Scholar] [CrossRef]
- Cabezas-Villa, J.L.; Olmos, L.; Bouvard, D.; Lemus-Ruiz, J.; Jiménez, O. Processing and properties of highly porous Ti6Al4V mimicking human bones. J. Mater. Res. 2018, 33, 650–661. [Google Scholar] [CrossRef]
- Wang, X.; Xu, S.; Zhou, S.; Xu, W.; Leary, M.; Choong, P.; Xie, Y.M. Topological design and additive manufacturing of porous metals for bone scaffolds and orthopaedic implants: A review. Biomaterials 2016, 83, 127–141. [Google Scholar] [CrossRef]
- Torres, Y.; Rodríguez, J.A.; Arias, S.; Echeverry, M.; Robledo, S.; Amigo, V.; Pavón, J.J. Processing, characterization and biological testing of porous titanium obtained by space-holder technique. J. Mater. Sci. 2012, 47, 6565–6576. [Google Scholar] [CrossRef]
- Nauman, E.; Fong, K.; Keaveny, T. Dependence of intertrabecular permeability on flow direction and anatomic site. Ann. Biomed. Eng. 1999, 27, 517–524. [Google Scholar] [CrossRef] [PubMed]
- Daish, C.; Blanchard, R.; Gulati, K.; Losic, D.; Findlay, D.; Harvie, D.J.E.; Pivonka, P. Estimation of anisotropic permeability in trabecular bone based on microCT imaging and pore-scale fluid dynamics simulations. Bone Rep. 2017, 6, 129–139. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Dewidar, M.M.; Lim, J.K. Properties of solid core and porous surface Ti–6Al–4V implants manufactured by powder metallurgy. J. Alloys Compd. 2008, 454, 442–446. [Google Scholar] [CrossRef]
- Lee, J.H.; Park, H.J.; Hong, S.H.; Kim, J.T.; Lee, W.H.; Park, J.M.; Kim, K.B. Characterization and deformation behavior of Ti hybrid compacts with solid-to-porous gradient structure. Mater. Des. 2014, 60, 66–71. [Google Scholar] [CrossRef]
- Ahmadi, S.; Sadrnezhaad, S.K. A novel method for production of foamy core@ compact shell Ti6Al4V bone-like composite. J. Alloys Compd. 2016, 656, 416–422. [Google Scholar] [CrossRef]
- Trueba, P.; Chicardi, E.; Rodríguez-Ortiz, J.A.; Torres, Y. Development and implementation of a sequential compaction device to obtain radial graded porosity cylinders. J. Manuf. Process. 2020, 50, 142–153. [Google Scholar] [CrossRef]
- Matsuno, H.; Yokoyama, A.; Watari, F.; Uo, M.; Kawasaki, T. Biocompatibility and osteogenesis of refractory metal implants, titanium, hafnium, niobium, tantalum and rhenium. Biomaterials 2001. [Google Scholar] [CrossRef]
- Woodard, J.R.; Hilldore, A.J.; Lan, S.K.; Park, C.J.; Morgan, A.W.; Eurell, J.A.C.; Clark, S.G.; Wheeler, M.B.; Jamison, R.D.; Johnson, A.J.W. The mechanical properties and osteoconductivity of hydroxyapatite bone scaffolds with multi-scale porosity. Biomaterials 2007. [Google Scholar] [CrossRef]
- Takemoto, M.; Fujibayashi, S.; Neo, M.; Suzuki, J.; Kokubo, T.; Nakamura, T. Mechanical properties and osteoconductivity of porous bioactive titanium. Biomaterials 2005, 26, 6014–6023. [Google Scholar] [CrossRef]
- Dabrowski, B.; Swieszkowski, W.; Godlinski, D.; Kurzydlowski, K.J. Highly porous titanium scaffolds for orthopaedic applications. J. Biomed. Mater. Res. B Appl. Biomater. 2010, 95, 53–61. [Google Scholar] [CrossRef]
- Le, H.; Wang, C.A.; Huang, Y. Biomimetics Learning from Nature; InTechOpen: London, UK, 2010. [Google Scholar] [CrossRef]
- Kienapfel, H.; Sprey, C.; Wilke, A.; Griss, P. Implant fixation by bone ingrowth. J. Arthroplasty 1999, 14, 355–368. [Google Scholar] [CrossRef]
- Coble, R.L. Effects of particle-size distribution in initial-stage sintering. J. Am. Ceram. Soc. 1973, 56, 461–466. [Google Scholar] [CrossRef]
- Francis, J.S.; Cologna, M.; Raj, R. Particle size effects in flash sintering. J. Eur. Ceram. Soc. 2012, 32, 3129–3136. [Google Scholar] [CrossRef]
- Morsi, K.; Keshavan, H.; Bal, S. Processing of grain-size functionally gradient bioceramics for implant applications. J. Mater. Sci. Mater. Med. 2004, 15, 191–197. [Google Scholar] [CrossRef] [PubMed]
- Olmos, L.; Takahashi, T.; Bouvard, D.; Martin, C.L.; Salvo, L.; Bellet, D.; di Michiel, M. Analysing the sintering of heterogeneous powder structures by in situ microtomography. Philos. Mag. 2009. [Google Scholar] [CrossRef]
- Olmos, L.; Bouvard, D.; Cabezas-Villa, J.L.; Lemus-Ruiz, J.; Jiménez, O.; Arteaga, D. Analysis of compression and permeability behavior of porous Ti6Al4V by computed microtomography. Met. Mater. Int. 2019, 25, 669–682. [Google Scholar] [CrossRef]
- Martin, C.L.; Bordia, R.K. The effect of a substrate on the sintering of constrained films. Acta Mater. 2009, 57, 549–558. [Google Scholar] [CrossRef]
- German, R.M. Sintering theory and practice. Sol.-Terr. Phys. 1996, 568. [Google Scholar]
- Vagnon, A.; Rivière, J.P.; Missiaen, J.M.; Bellet, D.; Di Michiel, M.; Josserond, C.; Bouvard, D. 3D statistical analysis of a copper powder sintering observed in situ by synchrotron microtomography. Acta Mater. 2008, 56, 1084–1093. [Google Scholar] [CrossRef]
- Grimm, M.J.; Williams, J.L. Measurements of permeability in human calcaneal trabecular bone. J. Biomech. 1997, 30, 743–745. [Google Scholar] [CrossRef]
- Syahrom, A.; Kadir, M.R.A.; Harun, M.N.; Öchsner, A. Permeability study of cancellous bone and its idealised structures. Med. Eng. Phys. 2015, 37, 77–86. [Google Scholar] [CrossRef] [PubMed]
- Gibson, L.J.; Ashby, M.F. Cellular Solids: Structure and Properties; Cambridge University Press: Cambridge, UK, 1999; p. 52. [Google Scholar]
- Cabezas-Villa, J.L.; Lemus-Ruiz, J.; Bouvard, D.; Jiménez, O.; Vergara-Hernández, H.J.; Olmos, L. Sintering study of Ti6Al4V powders with different particle sizes and their mechanical properties. Int. J. Miner. Metall. Mater. 2018, 25, 1389–1401. [Google Scholar] [CrossRef]
- Song, Y.; Xu, D.S.; Yang, R.; Li, D.; Wu, W.T.; Guo, Z.X. Theoretical study of the effects of alloying elements on the strength and modulus of β-type bio-titanium alloys. Mater. Sci. Eng. A 1999, 260, 269–274. [Google Scholar] [CrossRef]
- Zhou, Y.L.; Niinomi, M. Ti–25Ta alloy with the best mechanical compatibility in Ti–Ta alloys for biomedical applications. Mater. Sci. Eng. C 2009, 29, 1061–1065. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Type | Particle Size (µm) | Heating Rate °C/min | Nomenclature | Fabrication Methodology |
|---|---|---|---|---|
 | 20–45 (Volume Fraction Particles:1) | 5 | MSP-5 | Monolithic samples were elaborated by pouring the particles into the crucible; then they were flattened by hand pressing with zirconia punch. |
| 15 | MSP-15 | |||
| 25 | MSP-25 | |||
| 75–106 (Volume Fraction Particles: 1) | 5 | MCP-25 | ||
| 15 | MCP-25 | |||
| 25 | MCP-25 | |||
 | 20–45 (Up Volume Fraction Particles: 0.5) 75–106 (Down Volume Fraction Particles: 0.5) | 5 | BA-5 | To create a gradient of porosity in the axial direction, the sample was prepared by first pouring the smaller particles into a zirconia crucible. Then the surface was flattened by hand pressing with zirconia punch. The coarser particles were poured onto the smaller ones and the surface was again flattened. |
| 15 | BA-15 | |||
| 25 | BA-25 | |||
 | 75–106 (Core Volume Fraction Particles: 0.25) 20–45 (Shell Volume Fraction Particles: 0.75) | 5 | BR-5 | To create a gradient of porosity in the radial direction, this sample was fabricated by using a quartz tube of 5 mm inner diameter that was placed in the center of the zirconia crucible, where the coarser powders were poured. Then the smaller powders were poured around the quartz tube. Finally, the quartz tube was pulled out and the surface was flattened. |
| 15 | BR-15 | |||
| 25 | BR-25 |
| Sample Type | Particle Size (µm) | Heating Rate °C/min | Nomenclature | Fabrication Methodology |
|---|---|---|---|---|
 | 75–106 (Up Volume Fraction Particles: 0.5) 20–45 (Down Volume Fraction Particles: 0.5) | 25 | TBA-25 | This sample is fabricated by first pouring the smaller particles into a quartz crucible of 1 mm in diameter. Then the surface is flattened by hand pressing with a glass rod. Next, the coarser particles are poured over the smaller ones and the surface is again flattened. |
 | 75–106 (Core Volume Fraction Particles: 0.25) 20–45 (Shell Volume Fraction Particles: 0.75) | 25 | TBR-25 | This sample was prepared by using two quartz capillaries. The first one, with a 1 mm diameter, was used for the coarser powders. Then it was carefully introduced and placed on the center of a 2-mm-diameter capillary, where the smaller particles were poured around it. Finally, the smaller capillary was pulled out. |
| Sample | Green Density (D0) | Sintered Density (Df) |
|---|---|---|
| MSP-25 | 0.6121 | 0.7413 |
| MCP-25 | 0.6257 | 0.6902 |
| BA-25 | 0.6008 | 0.6949 |
| BA-15 | 0.6033 | 0.7003 |
| BA-5 | 0.6004 | 0.7178 |
| BR-25 | 0.6000 | 0.7308 |
| BR-15 | 0.6016 | 0.7516 |
| BR-5 | 0.6021 | 0.7859 |
| Nomenclature | Layer | Relative Density | Z | Sphericity | |
|---|---|---|---|---|---|
| TBA-25 | Smaller | 0.7221 | 0.43 | 7.52 | 0.7484 |
| Coarser | 0.6564 | 0.25 | 5.83 | 0.8847 | |
| Complete | 0.6909 | - | 6.77 | - | |
| TBR-25 | Smaller | 0.7494 | 0.48 | 7.95 | 0.7088 |
| Coarser | 0.7063 | 0.39 | 6.46 | 0.7927 | |
| Complete | 0.7315 | - | 7.54 | -- |
| Layer | Pore Volume Fraction (%) | Median Pore Size (µm) | Tortuosity | Axial Permeability (1 × 10−12 m2) | Radial Permeability (1 × 10−12 m2) |
|---|---|---|---|---|---|
| TBA-25 | |||||
| Smaller | 27.78 | 14.01 | 1.13 | 0.4233 | 0.4380 |
| Coarser | 34.36 | 29.27 | 1.22 | 2.2956 | 2.5903 |
| Complete | 30.90 | 17.24 | 1.18 | 0.8110 | 1.3368 |
| TBR-25 | |||||
| Smaller | 25.05 | 16.03 | 1.27 | 0.4814 | 0.3985 |
| Coarser | 29.39 | 35.86 | 1.08 | 3.0523 | 2.9721 |
| Complete | 26.84 | 21.77 | 1.17 | 2.0911 | 0.4854 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Téllez-Martínez, J.S.; Olmos, L.; Solorio-García, V.M.; Vergara-Hernández, H.J.; Chávez, J.; Arteaga, D. Processing and Characterization of Bilayer Materials by Solid State Sintering for Orthopedic Applications. Metals 2021, 11, 207. https://doi.org/10.3390/met11020207
Téllez-Martínez JS, Olmos L, Solorio-García VM, Vergara-Hernández HJ, Chávez J, Arteaga D. Processing and Characterization of Bilayer Materials by Solid State Sintering for Orthopedic Applications. Metals. 2021; 11(2):207. https://doi.org/10.3390/met11020207
Chicago/Turabian StyleTéllez-Martínez, Jorge Sergio, Luis Olmos, Víctor Manuel Solorio-García, Héctor Javier Vergara-Hernández, Jorge Chávez, and Dante Arteaga. 2021. "Processing and Characterization of Bilayer Materials by Solid State Sintering for Orthopedic Applications" Metals 11, no. 2: 207. https://doi.org/10.3390/met11020207