
SHS Synthesis, SPS Densification and Mechanical Properties of Nanometric Tungsten

 , ,
, , 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Nanopowders Synthesis
2.2. SPS Densification
2.3. Densified Samples
3. Results and Discussion
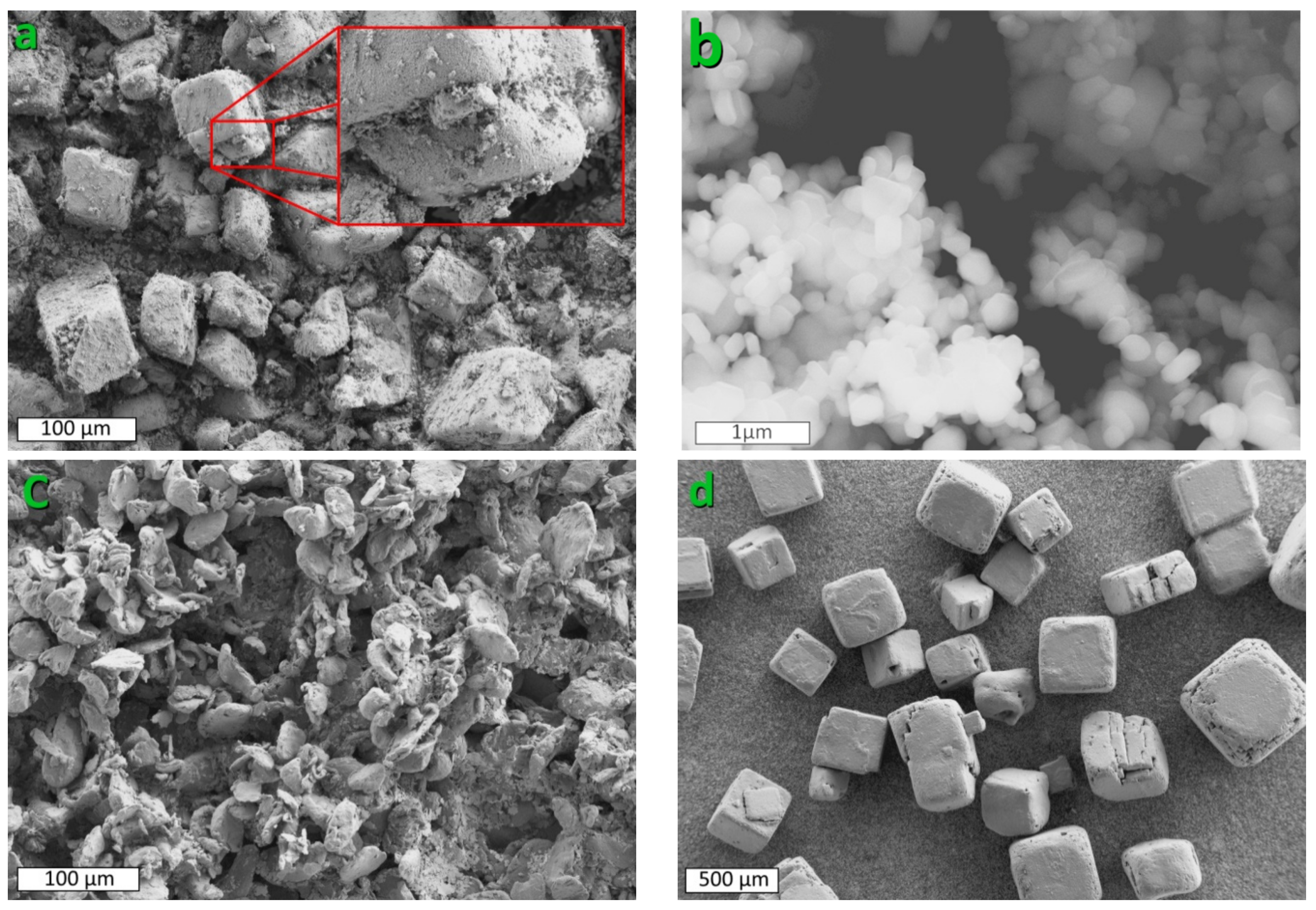
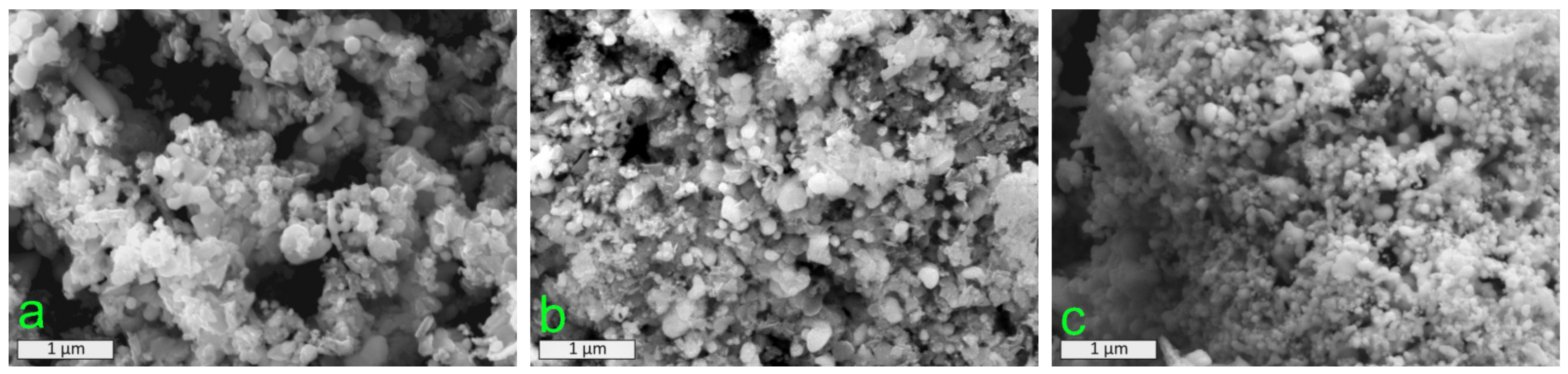
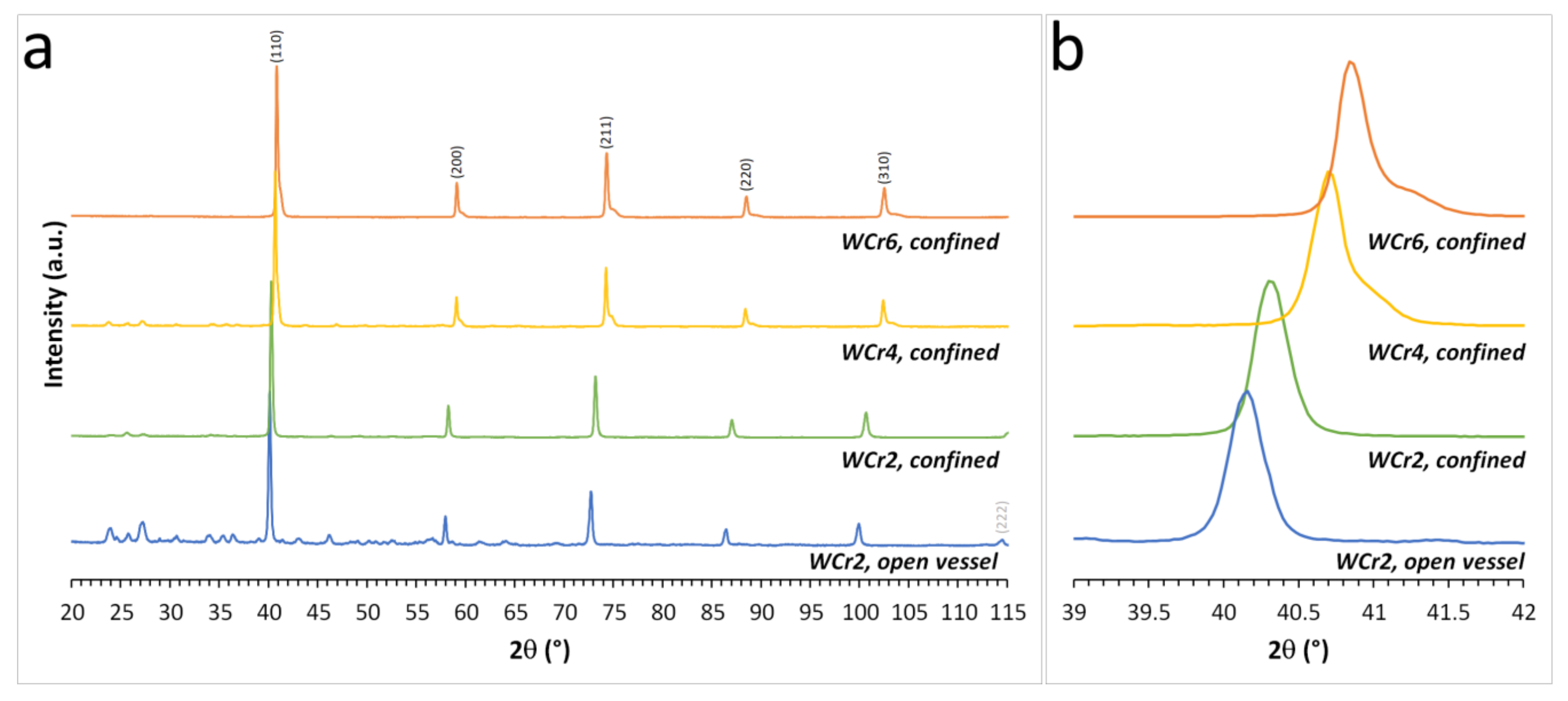
3.1. Nanopowders Synthesis
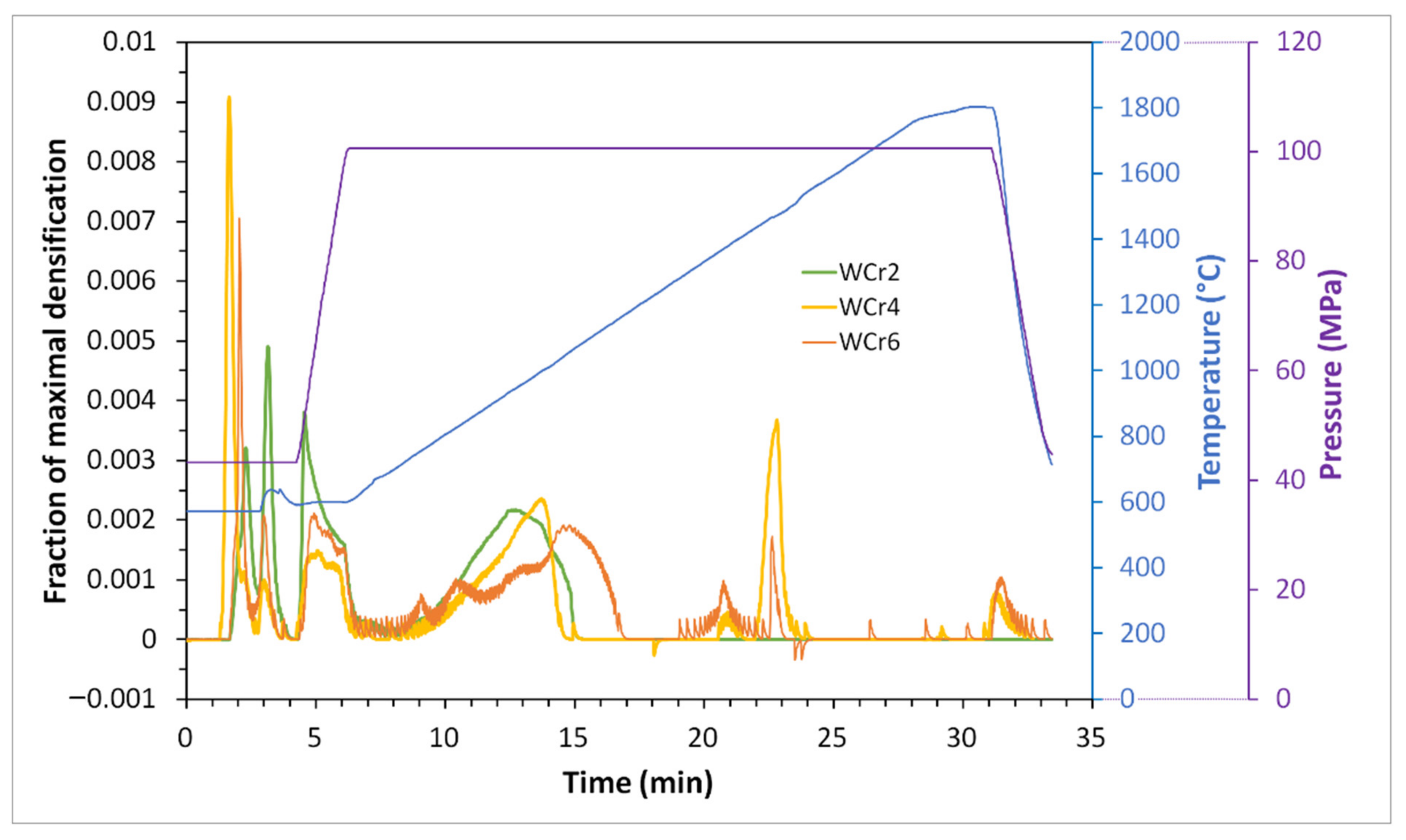
3.2. SPS Densification
3.3. Densified Samples
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Joachim, R.; Klaus, S. Hydrogen in tungsten as plasma-facing material. Phys. Scr. 2011, T145, 014031. [Google Scholar]
- Bolt, H.; Barabash, V.; Krauss, W.; Linke, J.; Neu, R.; Suzuki, S.; Yoshida, N.; Team, A.U. Materials for the plasma-facing components of fusion reactors. J. Nucl. Mater. 2004, 329–333, 66–73. [Google Scholar] [CrossRef] [Green Version]
- Rieth, M.; Boutard, J.L.; Dudarev, S.L.; Ahlgren, T.; Antusch, S.; Baluc, N.; Barthe, M.-F.; Becquart, C.S.; Ciupinskie, L.; Correia, J.B.; et al. Review on the EFDA programme on tungsten materials technology and science. J. Nucl. Mater. 2011, 417, 463–467. [Google Scholar] [CrossRef]
- Zhou, Z.; Ma, Y.; Du, J.; Linke, J. Fabrication and characterization of ultra-fine grained tungsten by resistance sintering under ultra-high pressure. Mater. Sci. Eng. A 2009, 505, 131–135. [Google Scholar] [CrossRef]
- Cottrell, G.A. Sigma phase formation in irradiated tungsten, tantalum and molybdenum in a fusion power plant. J. Nucl. Mater. 2004, 334, 166–168. [Google Scholar] [CrossRef]
- Pintsuk, G. Tungsten as a Plasma-Facing Material, Reference Module in Materials Science and Materials Engineering—Comprehensive. Nucl. Mater. 2012, 4, 551–581. [Google Scholar]
- El-Kharbachi, A.; Chene, J.; Garcia-Argote, S.; Marchetti, L.; Martin, F.; Miserque, F.; Vrel, D.; Redolfi, M.; Malard, V.; Grisolia, C.; et al. Tritium absorption/desorption in ITER-like tungsten particles. Int. J. Hydrogen Energy 2014, 39, 10525–10536. [Google Scholar] [CrossRef]
- Pestchanyi, S.E.; Linke, J. Simulation of cracks in tungsten under ITER specific transient heat loads. Fusion Eng. Des. 2007, 82, 1657–1663. [Google Scholar] [CrossRef]
- Wittlich, K.; Hirai, T.; Compan, J.; Klimov, N.; Linke, J.; Loarte, A.; Merola, M.; Pintsuk, G.; Podkovyrov, V.; Singheiser, L.; et al. Damage structure in divertor armor materials exposed to multiple ITER relevant ELM loads. Fusion Eng. Des. 2009, 84, 1982–1986. [Google Scholar] [CrossRef]
- Mutoh, Y.; Ichikawa, K.; Nagata, K.; Takeuchi, M. Effect of rhenium addition on fracture toughness of tungsten at elevated temperatures. J. Mater. Sci. 1995, 30, 770–775. [Google Scholar] [CrossRef]
- Barabash, V.; Akiba, M.; Mazul, I.; Ulrickson, M.; Vieider, G. Selection, development and charaterisation of plasma facing materials for ITER. J. Nucl. Mater. 1996, 233–237, 718–723. [Google Scholar] [CrossRef]
- El-Guebaly, L.; Kurtz, R.; Rieth, M.; Kurishita, H.; Robinson, A.; Team, A. W-based alloys for advanced divertor designs: Options and environmental impact of state-of-the-art alloys. Fusion Sci. Technol. 2011, 60, 185–189. [Google Scholar] [CrossRef]
- Wurster, S.; Baluc, N.; Battabyal, M.; Crosby, T.; Du, J.; García-Rosales, C.; Hasegawa, A.; Hoffmann, A.; Kimura, A.; Kurishita, H.; et al. Recent progress in R&D on tungsten alloys for divertor structural and plasma facing materials. J. Nucl. Mater. 2013, 442, S181–S189. [Google Scholar]
- Grisolia, C.; Hodille, E.; Chene, J.; Garcia-Argote, S.; Pieters, G.; El-Kharbachi, A.; Marchetti, L.; Martin, F.; Miserque, F.; Vrel, D.; et al. Tritium absorption and desorption in ITER relevant materials: Comparative study of tungsten dust and massive samples. J. Nucl. Mater. 2015, 463, 885–888. [Google Scholar] [CrossRef]
- Coenen, J.W.; Philipps, V.; Brezinsek, S.; Pintsuk, G.; Uytdenhouwen, I.; Wirtz, M.; Kreter, A.; Sugiyama, K.; Kurishita, H.; Torikai, Y.; et al. Melt-layer ejection and material changes of three different tungsten materials under high heat-flux conditions in the tokamak edge plasma of TEXTOR. Nucl. Fusion 2011, 51, 113020. [Google Scholar] [CrossRef]
- Aguirre, M.V.; Martín, A.; Pastor, J.Y.; Llorca, J.; Monge, M.A.; Pareja, R. Mechanical behavior of W-Y2O3 and W-Ti alloys from 25 °C to 1000 °C. Metall. Mater. Trans. A 2009, 40, 2283–2290. [Google Scholar] [CrossRef]
- Aguirre, M.V.; Martín, A.; Pastor, J.Y.; Llorca, J.; Monge, M.A.; Pareja, R. Mechanical properties of Y2O3-doped W-Ti alloys. J. Nucl. Mater. 2010, 404, 203–209. [Google Scholar] [CrossRef] [Green Version]
- Arshad, K.; Guo, W.; Wang, J.; Zhao, M.Y.; Yuan, Y.; Zhang, Y.; Wang, B.; Zhou, Z.-J.; Lu, G.-H. Influence of vanadium precursor powder size on microstructures and properties of W-V alloy. Int. J. Refract. Met. Hard Mater. 2015, 50, 59–64. [Google Scholar] [CrossRef]
- Arshad, K.; Yuan, Y.; Cheng, L.; Wang, J.; Zhou, Z.J.; De Temmerman, G.; Lu, G.-H. Deuterium blistering in tungsten and tungsten vanadium alloys. Fusion Eng. Des. 2016, 107, 25–31. [Google Scholar] [CrossRef]
- López-Ruiz, P.; Koch, F.; Ordás, N.; Lindig, S.; García-Rosales, C. Manufacturing of self-passivating W-Cr-Si alloys by mechanical alloying and HIP. Fusion Eng. Des. 2011, 86, 1719–1723. [Google Scholar] [CrossRef]
- Telu, S.; Mitra, R.; Pabi, S.K. High temperature oxidation behavior of W–Cr–Nb Alloys in the Temperature Range of 800–1200 °C. Int. J. Refract. Met. Hard Mater. 2013, 38, 47–59. [Google Scholar] [CrossRef]
- Telu, S.; Patra, A.; Sankaranarayana, M.; Mitra, R.; Pabi, S.K. Microstructure and cyclic oxidation behavior of W-Cr alloys prepared by sintering of mechanically alloyed nanocrystalline powders. Int. J. Refract. Met. Hard Mater. 2013, 36, 191–203. [Google Scholar] [CrossRef]
- Zhou, Y.; Sun, Q.X.; Xie, Z.M.; Liu, R.; Wang, X.P.; Fang, Q.F.; Liu, C.S. The microstructure and microhardness of W–5wt% Cr alloy fabricated by spark plasma sintering. J. Alloys Compd. 2014, 585, 771–775. [Google Scholar] [CrossRef]
- Veleva, L.; Oksiuta, Z.; Vogt, U.; Baluc, N. Sintering and characterization of W–Y and W–Y2O3 materials. Fusion Eng. Des. 2009, 84, 1920–1924. [Google Scholar] [CrossRef]
- Liu, R.; Xie, Z.M.; Fang, Q.F.; Zhang, T.; Wang, X.P.; Haoa, T.; Liua, C.S.; Daic, Y. Nanostructured yttria dispersion-strengthened tungsten synthesized by sol-gel method. J. Alloys Compd. 2016, 657, 73–80. [Google Scholar] [CrossRef]
- Kurishita, H.; Matsuo, S.; Arakawa, H.; Narui, M.; Yamazaki, M.; Sakamotob, T.; Kobayashib, S.; Nakaib, K.; Takidac, T.; Takebec, K.; et al. High temperature tensile properties and their application to toughness enhancement in ultra-fine grained W-(0-1.5)wt% TiC. J. Nucl. Mater. 2009, 386–388, 579–582. [Google Scholar] [CrossRef]
- Kurishita, H.; Matsuo, S.; Arakawa, H.; Sakamoto, T.; Kobayashi, S.; Nakai, K.; Takida, T.; Kato, M.; Kawai, M.; Yoshida, N. Development of re-crystallized W–1.1%TiC with enhanced room-temperature ductility and radiation performance. J. Nucl. Mater. 2010, 398, 87–92. [Google Scholar] [CrossRef]
- Zhang, T.; Wang, Y.; Zhou, Y.; Song, G. Effect of heat treatment on microstructure and mechanical properties of ZrC particles reinforced tungsten-matrix composites. Mater. Sci. Eng. A 2009, 512, 19–25. [Google Scholar] [CrossRef]
- Hao, T.; Fan, Z.Q.; Zhang, T.; Luo, G.N.; Wang, X.P.; Liu, C.; Fang, Q. Strength and ductility improvement of ultrafine-grained tungsten produced by equal-channel angular pressing. J. Nucl. Mater. 2014, 455, 595–599. [Google Scholar] [CrossRef]
- Levin, Z.S.; Hartwig, K.T. Strong ductile bulk tungsten. Mater. Sci. Eng. A 2017, 707, 602–611. [Google Scholar] [CrossRef]
- Németh, A.A.N.; Reiser, J.; Armstrong, D.E.J.; Rieth, M. The nature of the brittle-to-ductile transition of ultrafine grained tungsten (W) foil. Int. J. Refract. Met. Hard Mater. 2015, 50, 9–15. [Google Scholar] [CrossRef]
- Reiser, J.; Hoffmann, J.; Jäntsch, U.; Klimenkov, M.; Bonk, S.; Bonnekoh, C.; Rieth, M.; Hoffmann, A.; Mrotzek, T. Ductilisation of tungsten (W): On the shift of the brittle-to-ductile transition (BDT) to lower temperatures through cold rolling. Int. J. Refract. Met. Hard Mater. 2016, 54, 351–369. [Google Scholar] [CrossRef]
- Reiser, J.; Hoffmann, J.; Jäntsch, U.; Klimenkov, M.; Bonk, S.; Bonnekoh, C.; Hoffmann, A.; Mrotzek, T.; Rieth, M. Ductilisation of tungsten (W): On the increase of strength AND room-temperature tensile ductility through cold-rolling. Int. J. Refract. Met. Hard Mater. 2017, 64, 261–278. [Google Scholar] [CrossRef]
- Guo, H.Y.; Xia, M.; Wu, Z.T.; Chan, L.C.; Dai, Y.; Wang, K.; Yan, Q.-Z.; He, M.-C.; Ge, C.; Lu, J. Nanocrystalline-grained tungsten prepared by surface mechanical attrition treatment: Microstructure and mechanical properties. J. Nucl. Mater. 2016, 480, 281–288. [Google Scholar] [CrossRef]
- Chen, L.; Ping, L.; Ye, T.; Lingfeng, L.; Kemin, X.; Meng, Z. Observations on the Ductility and Thermostability of Tungsten Processed from Micropowder by Improved High-pressure Torsion. Rare Met. Mater. Eng. 2016, 45, 3089–3094. [Google Scholar] [CrossRef] [Green Version]
- Dzykovich, I.Y.; Panichkina, V.V.; Skorokhod, V.V.; Shaiderman, L.I. Effect of palladium on diffusion processes in the system tungsten-chromium. Sov. Powder Met. Met. Ceram. 1976, 115, 151–153. [Google Scholar] [CrossRef]
- Itagaki, T.; Yoda, R. The Effect of Palladium on Oxidation Behavior of Sintered Tungsten-Chromium-Palladium Alloys. J. Jpn. Inst. Met. 1974, 38, 486–492. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Q.; Zhao, J.C. Impurity and interdiffusion coefficients of the Cr–X (X = Co, Fe, Mo, Nb, Ni, Pd, Pt, Ta) binary systems. J. Alloys Compd. 2014, 604, 142–150. [Google Scholar] [CrossRef]
- Lee, D.B.; Simkovich, G. Oxidation of Mo-W-Cr-Pd alloys. J. Less Common Met. 1990, 163, 1–62. [Google Scholar] [CrossRef]
- Waterstrat, R.M. Analysis of selected alloys in the systems Cr-Pd, Cr-Ru, V-Pd and Ta-Pt. J. Less Common Met. 1981, 80, P31–P36. [Google Scholar] [CrossRef]
- Li, Y.; Li, P.; Bian, H.; Tang, N.; Koizumi, Y.; Chiba, A. The hot forging behaviour and its effects on the oxidation behaviour of W–Cr alloy. Corros. Sci. 2014, 83, 367–374. [Google Scholar] [CrossRef]
- Malewar, R.; Kumar, K.S.; Murty, B.S.; Sarma, B.; Pabi, S.K. On sinterability of nanostructured W produced by high-energy ball milling. J. Mater. Res. 2007, 22, 1200–1206. [Google Scholar] [CrossRef]
- Dine, S.; Aïd, S.; Ouaras, K.; Malard, V.; Odorico, M.; Herlin-Boime, N.; Habert, A.; Gerbil-Margueron, A.; Grisolia, C.; Chêne, J.; et al. Synthesis of tungsten nanopowders: Comparison of milling, SHS, MASHS and milling-induced chemical processes. Adv. Powder Technol. 2015, 26, 1300–1305. [Google Scholar] [CrossRef]
- Kentheswaran, V.; Dine, S.; Vrel, D.; Couzinié, J.P.; Dirras, G. Synthesis of nanometric refractory alloys powders in the MoNbW system. J. Alloys Compd. 2016, 679, 80–87. [Google Scholar] [CrossRef]
- Dine, S.; Kentheswaran, V.; Vrel, D.; Couzinié, J.P.; Dirras, G. Synthesis of nanometric MoNbW alloy using self-propagating high-temperature synthesis. Adv. Powder Technol. 2017, 28, 1739–1744. [Google Scholar] [CrossRef]
- Dine, S.; Bernard, E.; Herlin, N.; Grisolia, C.; Tingaud, D.; Vrel, D. SHS synthesis, SPS densification and mechanical properties of nanometric tungsten. Adv. Eng. Mater. 2018. [Google Scholar] [CrossRef]
- Liu, G.; Li, J.; Chen, K.; He, G.; Yang, Z.; Guo, S. High-gravity combustion synthesis of W-Cr alloys with improved hardness. Mater. Chem. Phys. 2016, 182, 6–9. [Google Scholar] [CrossRef]
- Yao, M.; Zhangjian, Z.; Jun, T.; Ming, L. Fabrication of Ultra-fine Grain Tungsten by Combining Spark Plasma Sintering with Resistance Sintering under Ultra High Pressure. Rare Met. Mater. Eng. 2011, 40, 0004–0008. [Google Scholar] [CrossRef]
- Guo, W.; Arshad, K.; Yuan, Y.; Zhao, M.Y.; Shu, X.L.; Zhou, Z.-J.; Zhang, Y.; Lu, G.-H. Effects of vanadium alloying on the microstructures and mechanical properties of hot-pressed tungsten material. Mod. Phys. Lett. B 2016, 30, 1650216. [Google Scholar] [CrossRef]
- Wurster, S.; Pippan, R. Nanostructured metals under irradiation. Scr. Mater. 2009, 60, 1083–1087. [Google Scholar] [CrossRef]
- Nita, N.; Schaeublin, R.; Victoria, M. Impact of irradiation on the microstructure of nanocrystalline materials. J. Nucl. Mater. 2004, 329–333, 953–957. [Google Scholar] [CrossRef]
- Kilmametov, A.R.; Gunderov, D.V.; Valiev, R.Z.; Balogh, A.G.; Hahn, H. Enhanced ion irradiation resistance of bulk nanocrystalline TiNi alloy. Scr. Mater. 2008, 59, 1027–1030. [Google Scholar] [CrossRef]
- Shen, T.D.; Feng, S.; Tang, M.; Valdez, J.A.; Wang, Y.; Sickafus, K.E. Enhanced radiation tolerance in nanocrystalline MgGa2O4. Appl. Phys. Lett. 2007, 90, 263115. [Google Scholar] [CrossRef]
- Yang, T.; Huang, X.; Wang, C.; Zhang, Y.; Xue, J.; Yan, S.; Wang, Y. Enhanced structural stability of nanoporous zirconia under irradiation of He. J. Nucl. Mater. 2012, 427, 225–232. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Cr wt.% | Cr at.% | WO3 (g) | Cr2O3 (g) | Mg (g) | NaCl (g) |
|---|---|---|---|---|---|---|
| WCr2 | 2 | 6.73 | 24.717 | 0.585 | 12.082 | 16.13 |
| WCr4 | 4 | 12.84 | 24.213 | 1.169 | 12.264 | 15.76 |
| WCr6 | 6 | 18.41 | 23.708 | 1.754 | 12.447 | 15.39 |
| Alloy | Lattice Parameter (nm) |
|---|---|
| WCr2, open vessel | 0.31814 |
| WCr2, confined | 0.31642 |
| WCr4, confined | 0.31241 |
| WCr6, confined | 0.31220 |
| Alloy | Sintering Temperature (°C) | Plateau Duration (min) | Relative Density (%) | Vickers Hardness | Lattice Parameter (nm) | Crystallite Size (nm) |
|---|---|---|---|---|---|---|
| WCr2 | 1600 | 1 | 90.86 | 335.7 | 0.31645 | 75.9 |
| WCr2 | 1800 | 1 | 98.10 | 314.8 | 0.31672 | 68.4 |
| WCr4 | 1800 | 1 | 99.91 | 349.7 | 0.31682 | 68.5 |
| WCr4 | 1800 | 5 | 99.78 | 244.1 | 0.31669 | 78.0 |
| WCr4 | 2000 | 15 | 98.85 | 264.5 | 0.31666 | 78.3 |
| WCr6 | 1800 | 1 | 99.12 | 420.6 | 0.31676 | 79.6 |
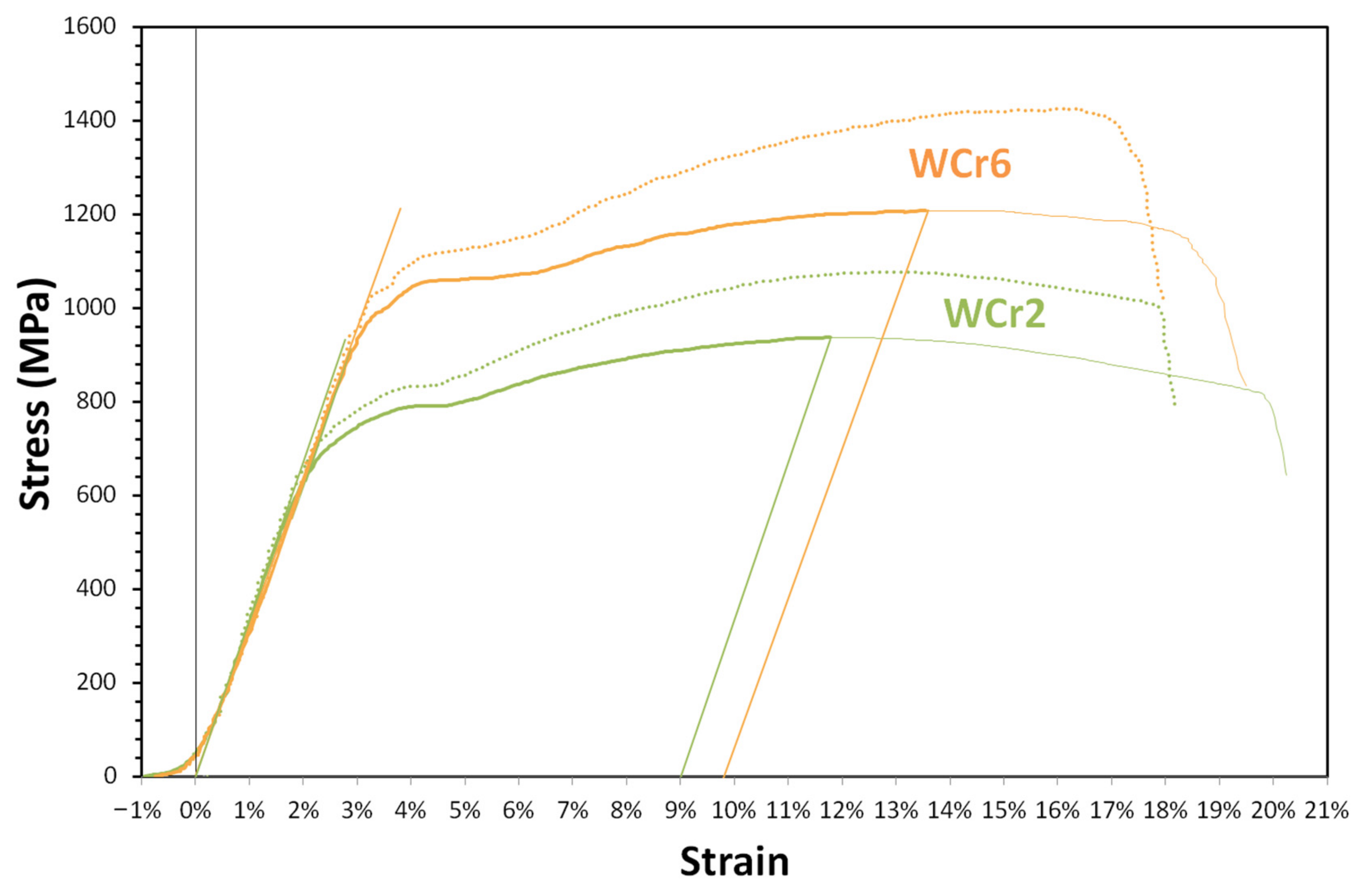
| Alloy | Elastic Limit (MPa) | Apparent Young’s Modulus (GPa) | Yield Strength (MPa) | Ductility (%) |
|---|---|---|---|---|
| WCr2 | 600 | 33.8 | 937 | 9.00 |
| WCr6 | 950 | 31.6 | 1208 | 9.74 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dine, S.; Bernard, E.; Herlin, N.; Grisolia, C.; Tingaud, D.; Vrel, D. SHS Synthesis, SPS Densification and Mechanical Properties of Nanometric Tungsten. Metals 2021, 11, 252. https://doi.org/10.3390/met11020252
Dine S, Bernard E, Herlin N, Grisolia C, Tingaud D, Vrel D. SHS Synthesis, SPS Densification and Mechanical Properties of Nanometric Tungsten. Metals. 2021; 11(2):252. https://doi.org/10.3390/met11020252
Chicago/Turabian StyleDine, Sarah, Elodie Bernard, Nathalie Herlin, Christian Grisolia, David Tingaud, and Dominique Vrel. 2021. "SHS Synthesis, SPS Densification and Mechanical Properties of Nanometric Tungsten" Metals 11, no. 2: 252. https://doi.org/10.3390/met11020252