Exploring the Strain Hardening Mechanisms of Ultrafine Grained Nickel Processed by Spark Plasma Sintering



Abstract
:1. Introduction
2. Materials and Methods
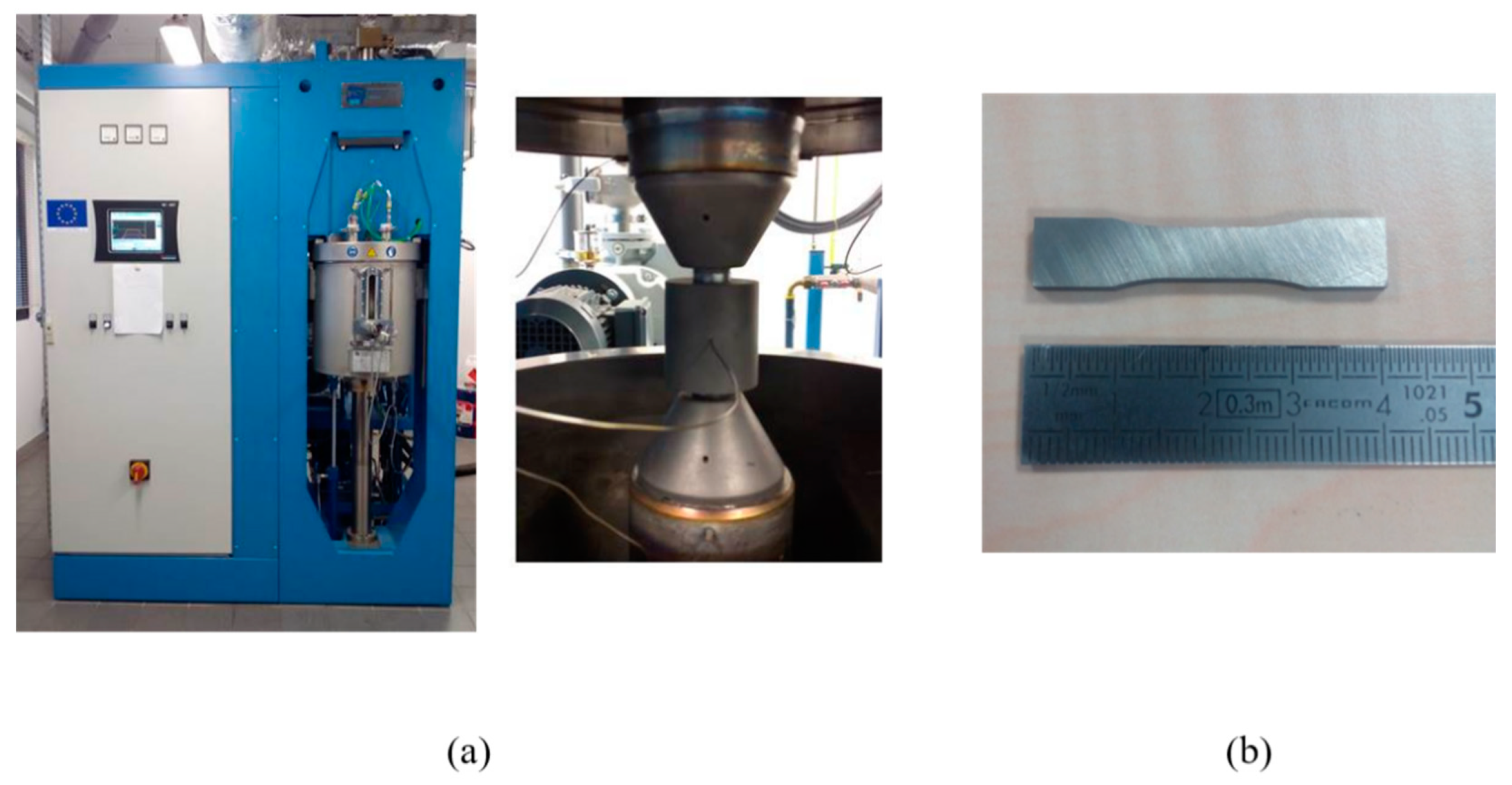
2.1. Sample Synthesis and Characterization
2.2. Microstructure Analysis and Mechanical Properties
3. Results and Discussion
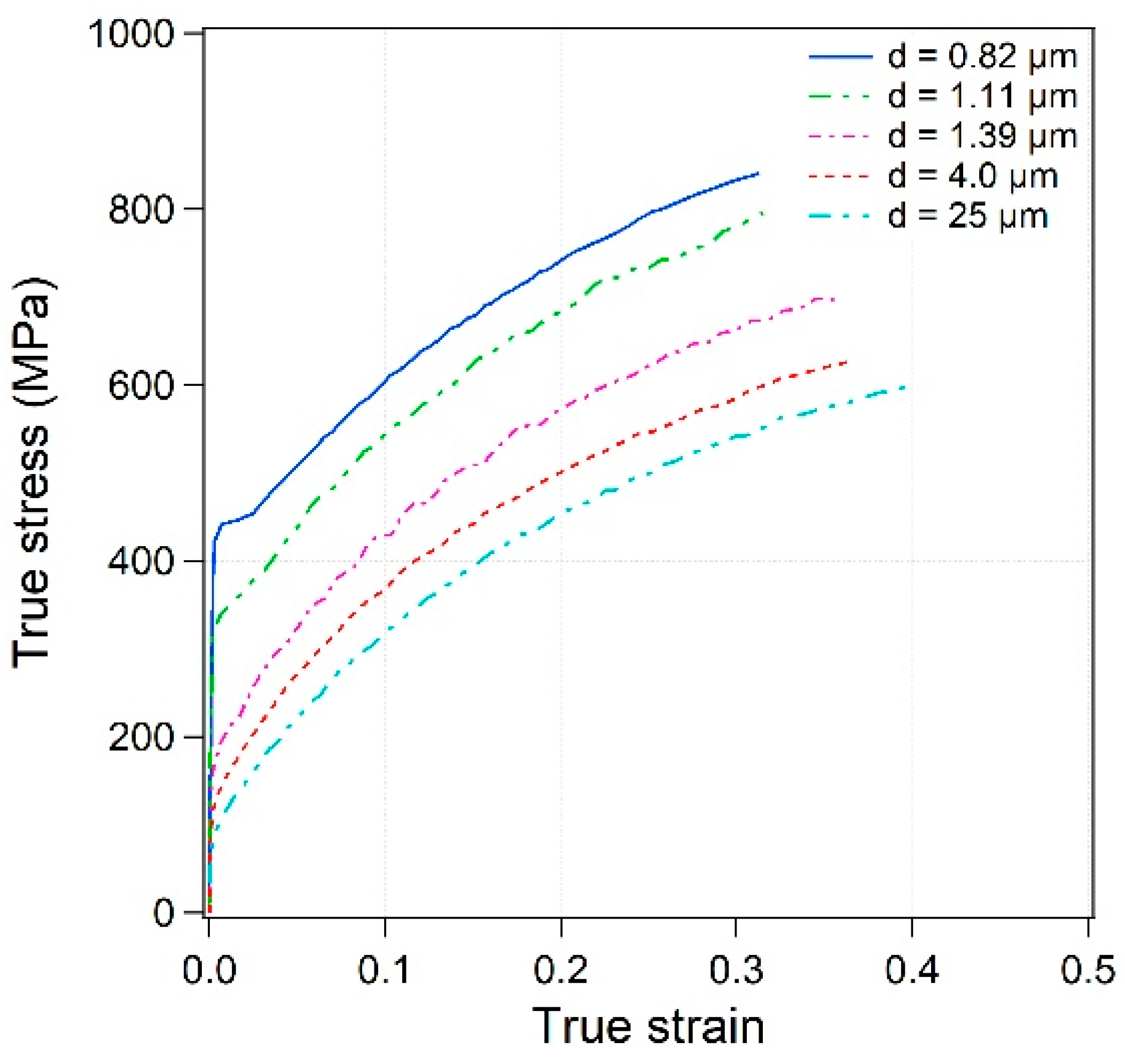
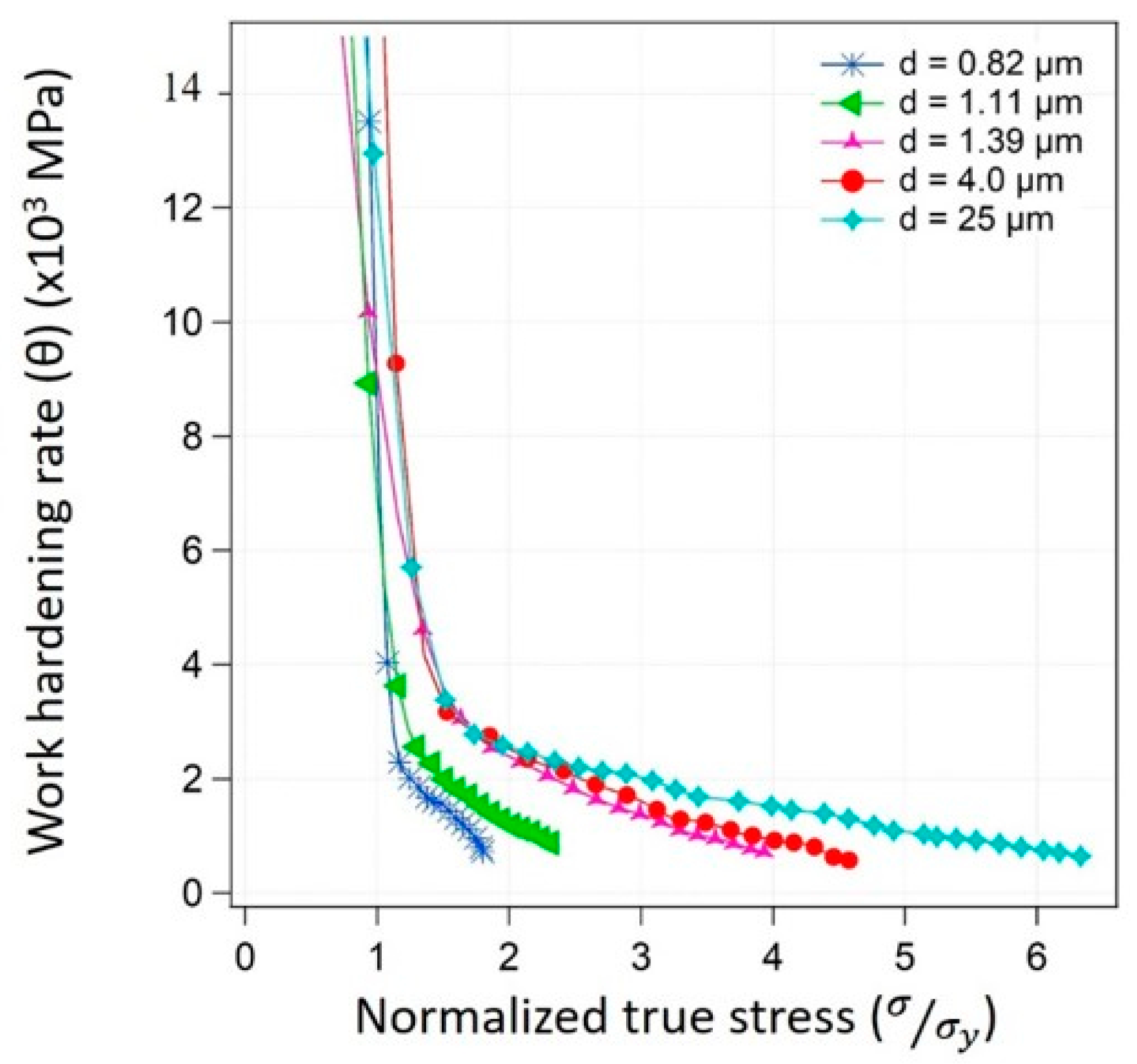
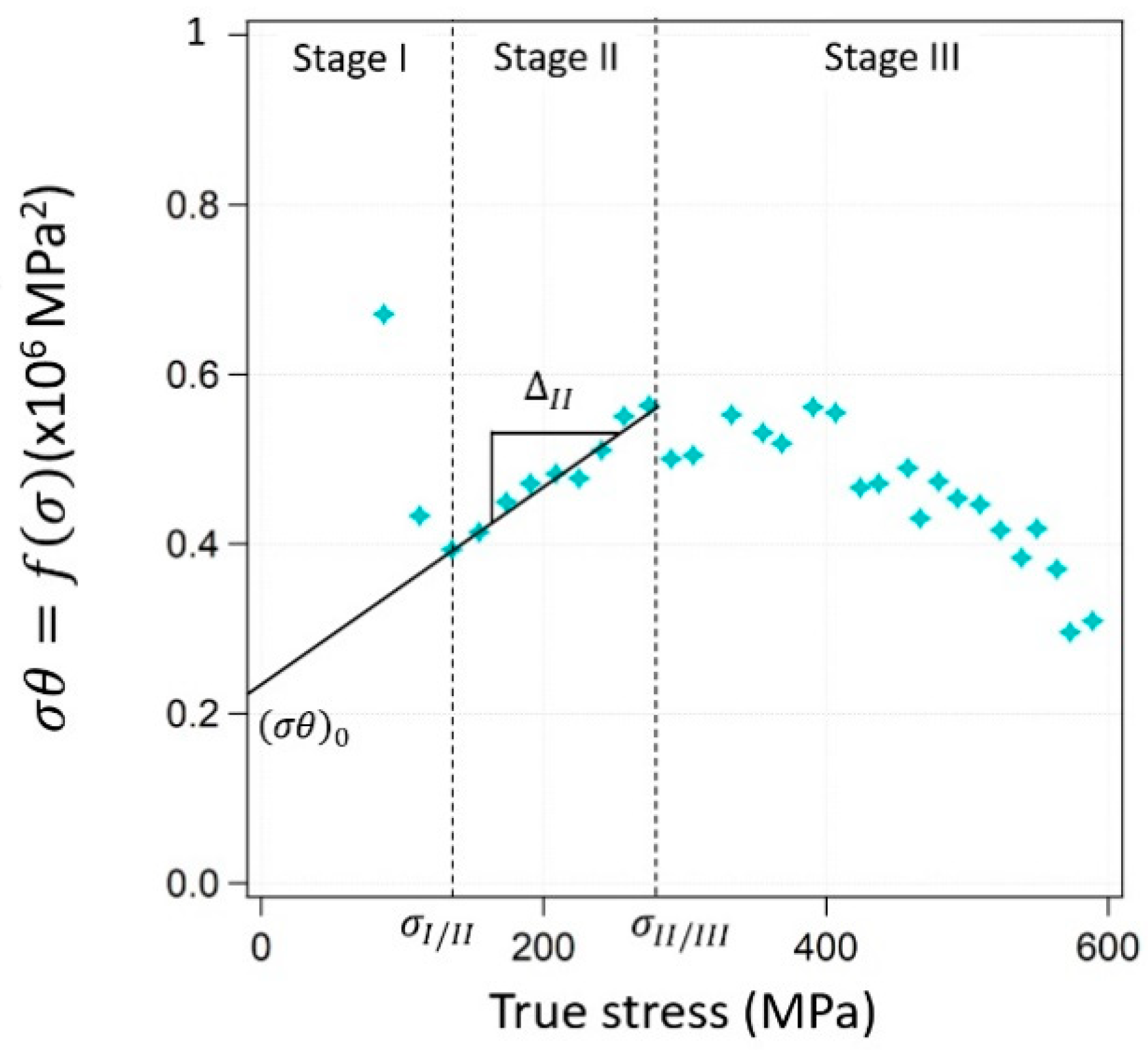
3.1. Strain Hardening in FG and UFG Ni
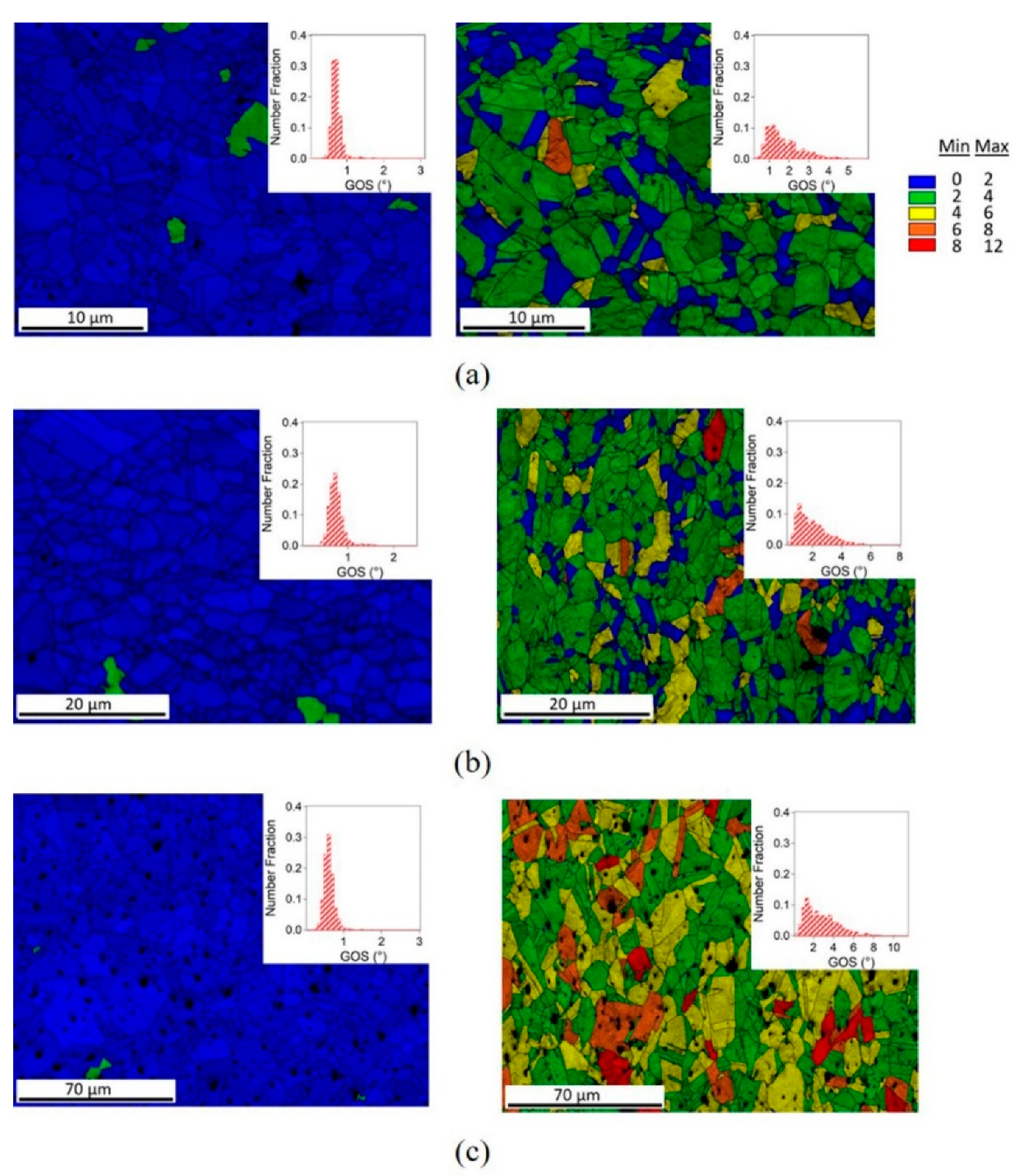
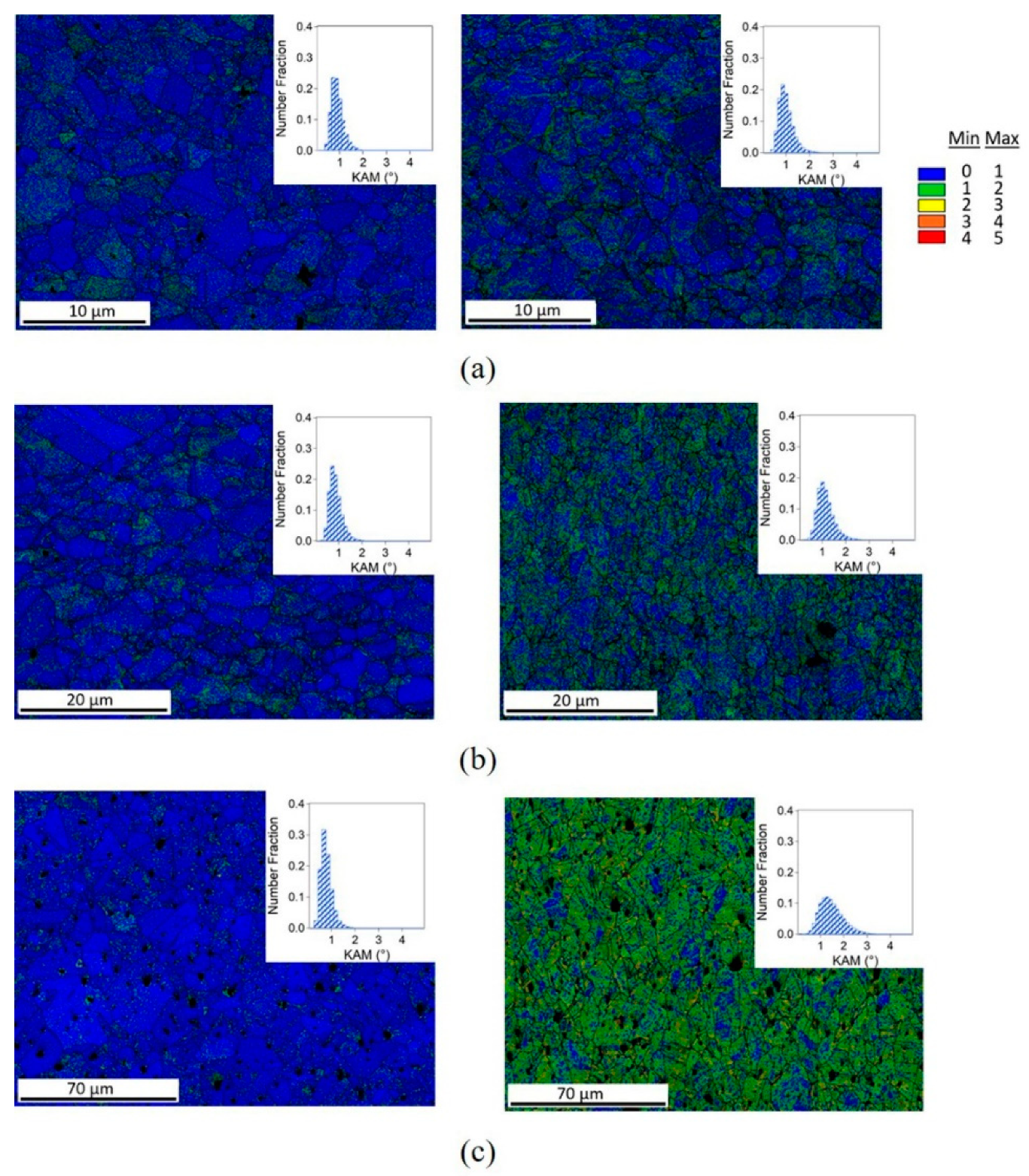
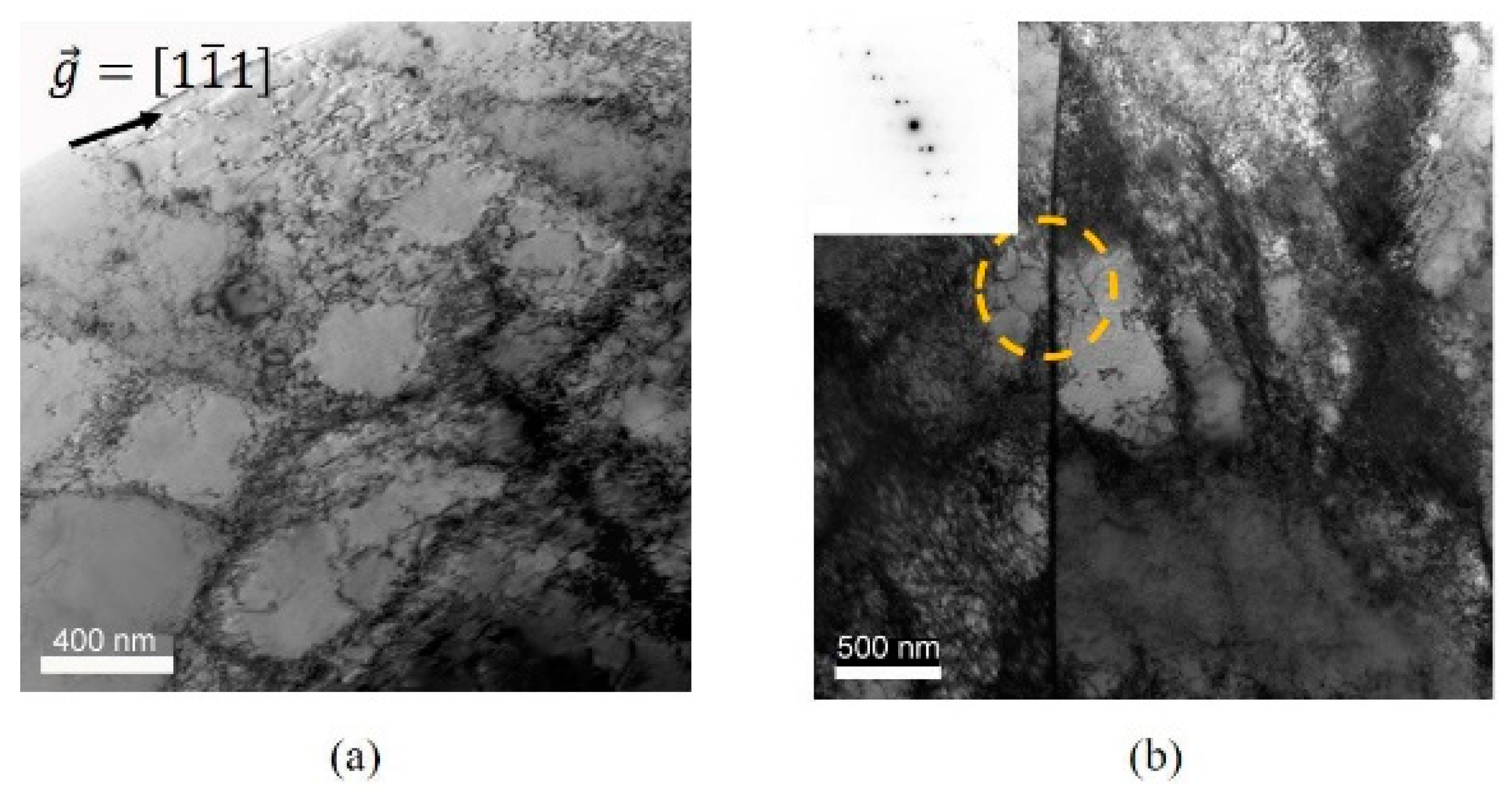
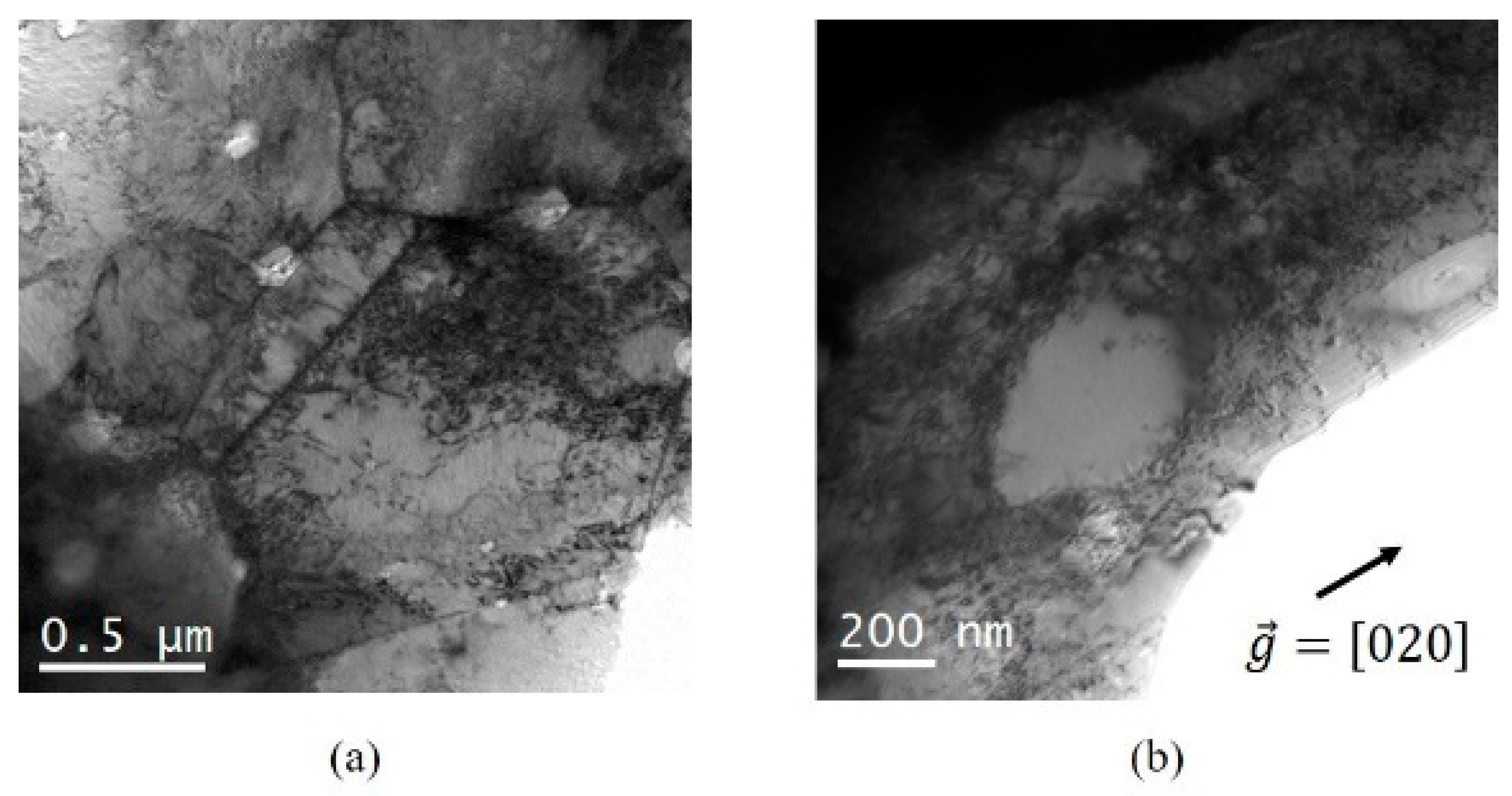
3.2. Investigation of the Deformed State at Fracture by EBSD and TEM Observations
4. Conclusions
- -
- Considerable strain hardening is displayed by all samples, including those with grain sizes in the UFG regime, although a decrease in the strain hardening capacity is observed with decreasing grain size.
- -
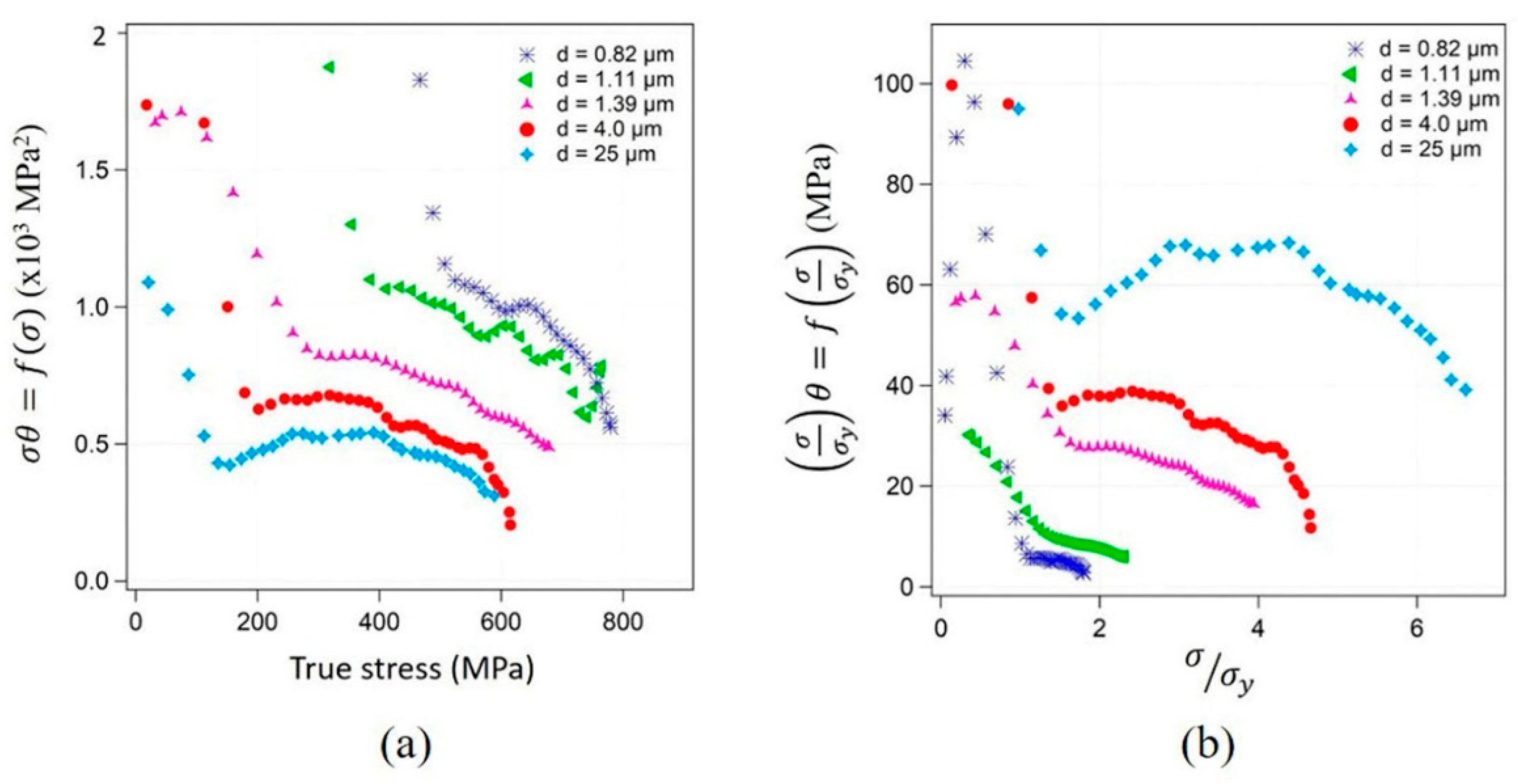
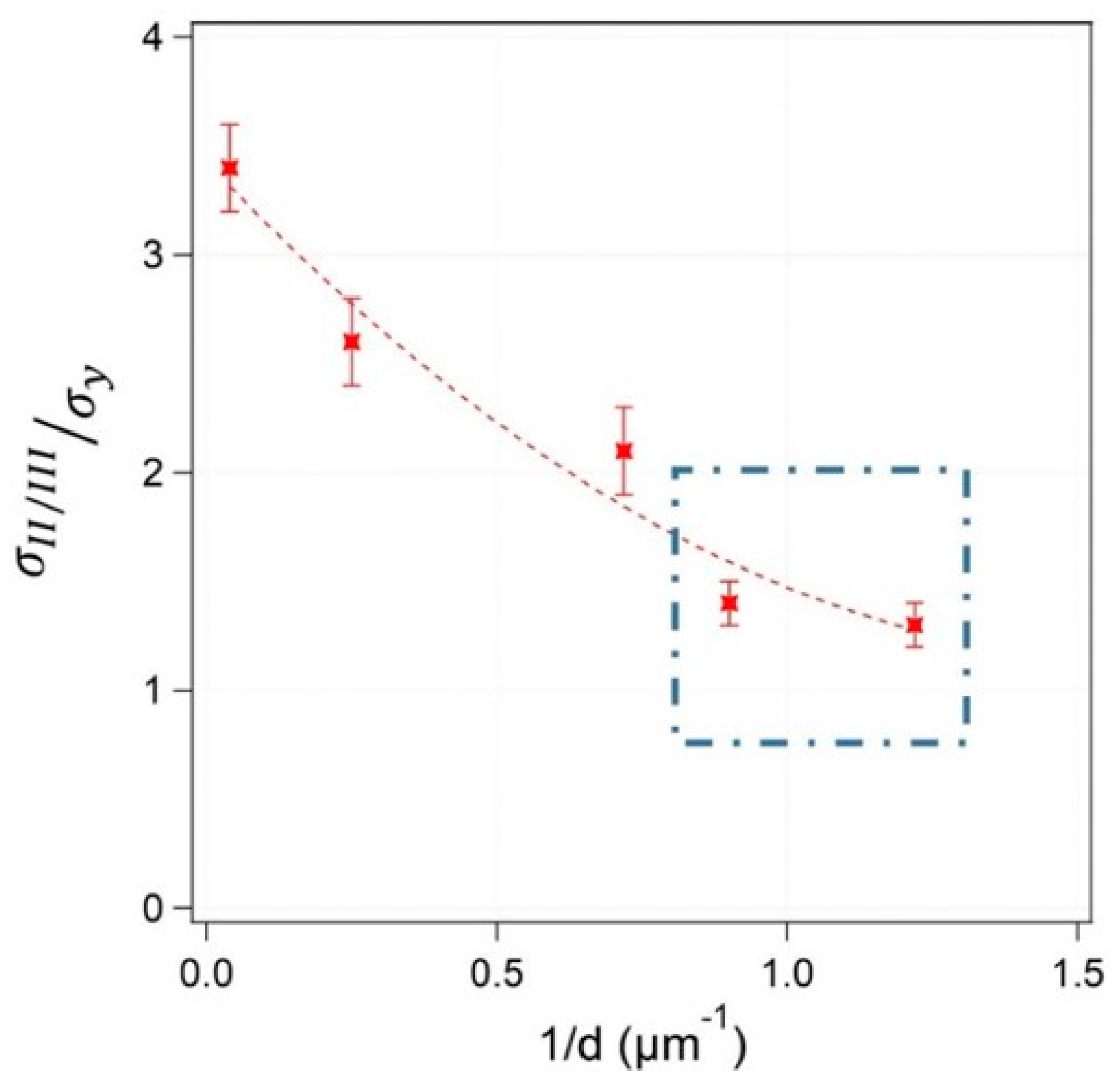
- The three stages characteristic of plastic deformation in CG specimens were identified in the UFG samples. Considering the normalized stress σ/σy, the transition stress from stage I to II was similar in all samples, whereas a very short stage II was displayed by the UFG samples, entering in stage III just after initial yielding.
- -
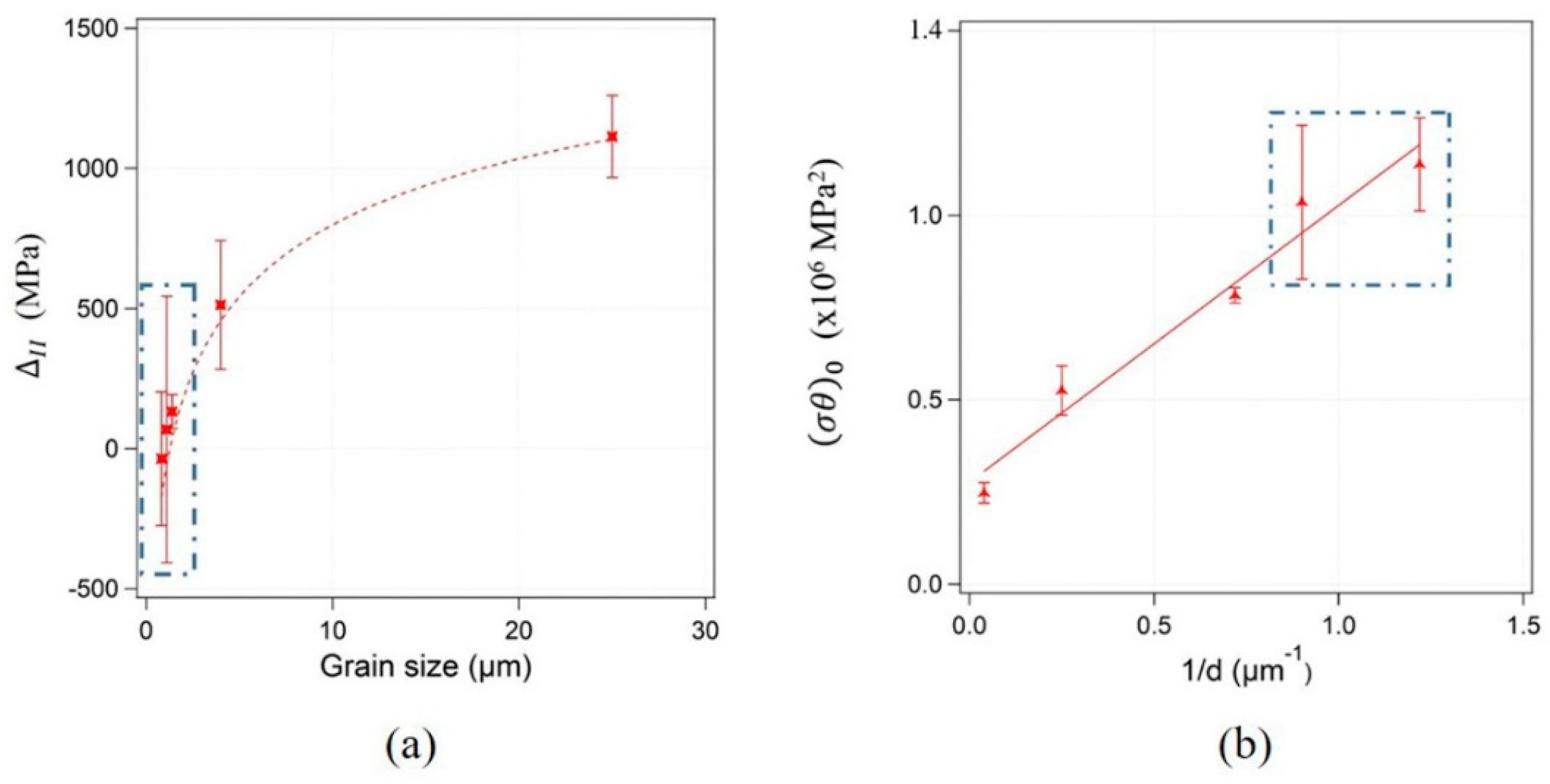
- A decrease of with decreasing grain size was observed suggesting low accumulation and interaction between dislocations in UFG specimens. In addition, the increase of (σθ)0 with 1/d indicate a high contribution of dislocation interaction with grain boundaries to the strain hardening of such samples.
- -
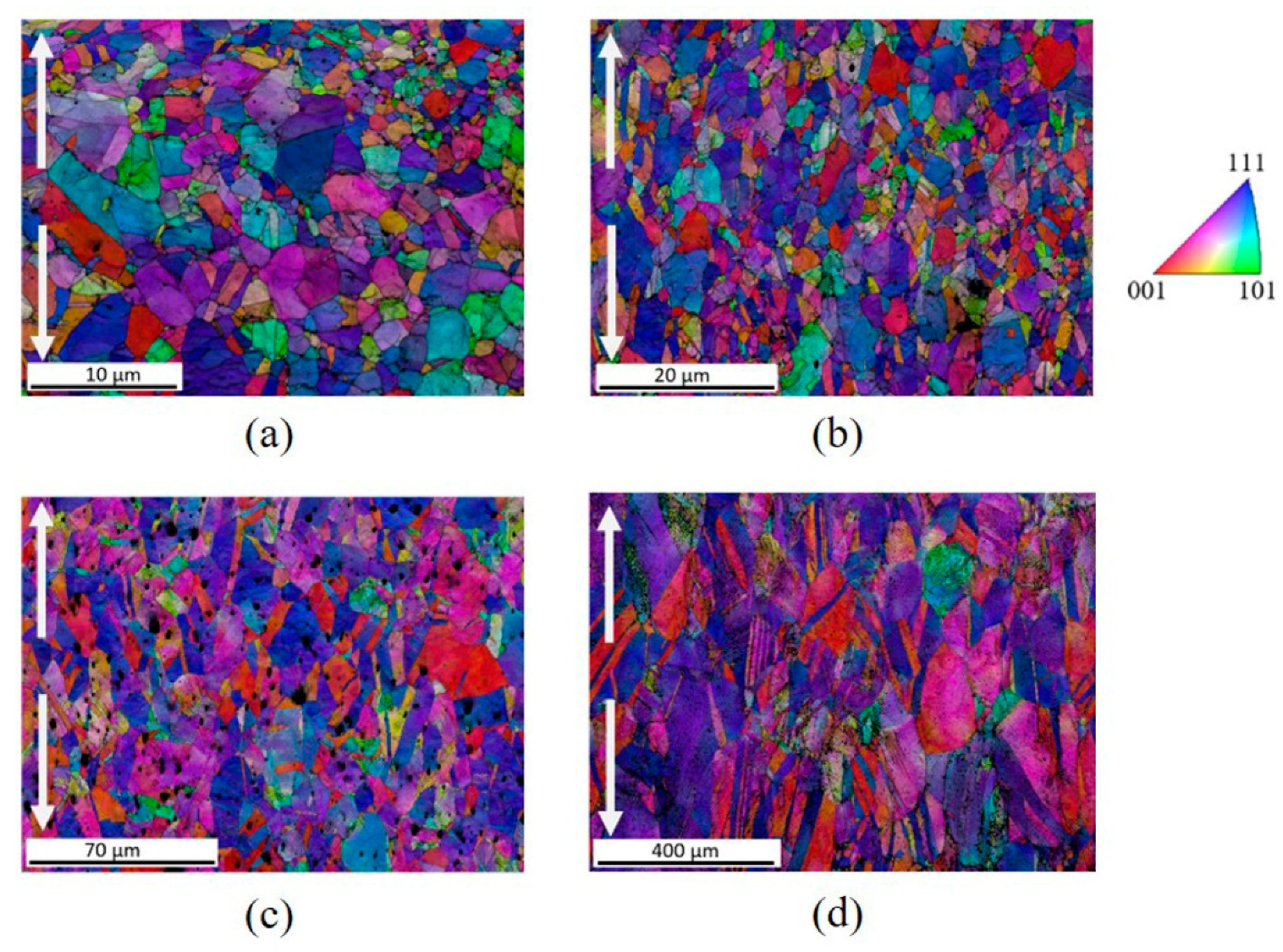
- Microstructural observations performed by EBSD showed fewer changes in the microstructure, such as changes in morphology or low formation of LAGBs, in samples with grain sizes in the UFG range.
- -
- Misorientation cartographies (GOS and KAM), suggest low deformation of small size grains with low values of GOS and KAM, and preferred accumulation of dislocations close to grain boundaries.
- -
- TEM observations of the deformed state of UFG samples (d = 0.82 µm) showed low dislocation density heterogeneously distributed, and lack of well-defined dislocation cells.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Glossary
| Abbreviations | |
| BM | Ball milling |
| CG | Coarse grained |
| CSL | Coincidence site lattice |
| EBSD | Electron backscatter diffraction |
| FCC | Face centered cubic |
| FG | Fine grained |
| GBCD | Grain boundary character distribution |
| GNDs | Geometrically necessary dislocations |
| GOS | Grain orientation spread |
| HABs | High angle boundaries |
| IQ | Image quality |
| IPF | Inverse pole figure |
| KAM | Kernel average misorientation |
| LAGBs | Low angle grain boundaries |
| NsM | Nanostructured materials |
| SPS | Spark plasma sintering |
| TEM | Transmission electron microscopy |
| UFG | Ultrafine grained |
| Symbols | |
| α | Parameter of dislocation interaction and configuration |
| b | Norm of the Burgers vector |
| β | Parameter that relates Λ and ld. |
| d | Grain size |
| Latent hardening rate | |
| ε | True strain |
| εf | Elongation to failure |
| Diffraction vector | |
| θ | Work hardening rate |
| kg | Geometric factor related to grain morphology |
| ld | Average distance between dislocations |
| Λ | Average distance traveled by a dislocation |
| M | Taylor factor |
| P | Probability of dislocation annihilation |
| ρ | Total dislocation density |
| ρrel | Relative density |
| σ | True stress |
| σy | Yield strength |
| σI/II | Stress of transition between hardening stages I and II. |
| σII/II | Stress of transition between hardening stages II and III. |
| ya | Dislocation annihilation distance |
| (σθ)0 | Parameter of contribution of grain boundaries to strain hardening |
References
- Lu, L.; Yongfeng, S.; Chen, X.; Qian, L.; Lu, K. Ultrahigh Strength and High Electrical Conductivity in Copper. Science 2004, 304, 422–426. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhu, K.N.; Godfrey, A.; Hansen, N.; Zhang, X.D. Microstructure and Mechanical Strength of Near- and Sub-Micrometre Grain Size Copper Prepared by Spark Plasma Sintering. Mater. Des. 2017, 117, 95–103. [Google Scholar] [CrossRef]
- Gu, C.; Lian, J.; Jiang, Z.; Jiang, Q. Enhanced Tensile Ductility in an Electrodeposited Nanocrystalline Ni. Scr. Mater. 2006, 54, 579–584. [Google Scholar] [CrossRef]
- Dhal, A.; Panigrahi, S.K.; Shunmugam, M.S. Achieving Excellent Microformability in Aluminum by Engineering a Unique Ultrafine-Grained Microstructure. Sci. Rep. 2019, 9, 10683. [Google Scholar] [CrossRef] [PubMed]
- Le, G.M.; Godfrey, A.; Hansen, N.; Liu, W.; Winther, G.; Huang, X. Influence of Grain Size in the Near-Micrometre Regime on the Deformation Microstructure in Aluminium. Acta Mater. 2013, 61, 7072–7086. [Google Scholar] [CrossRef]
- Zhu, Y.T.; Wu, X.L. Ductility and Plasticity of Nanostructured Metals: Differences and Issues. Mater. Today Nano 2018, 2, 15–20. [Google Scholar] [CrossRef]
- Ashby, M.F. The Deformation of Plastically Non-Homogeneous Materials. Philos. Mag. 1970, 21, 399–424. [Google Scholar] [CrossRef]
- Cheng, S.; Spencer, J.A.; Milligan, W.W. Strength and Tension/Compression Asymmetry in Nanostructured and Ultrafine-Grain Metals. Acta Mater. 2003, 51, 4505–4518. [Google Scholar] [CrossRef]
- Hayes, R.W.; Witkin, D.; Zhou, F.; Lavernia, E.J. Deformation and Activation Volumes of Cryomilled Ultrafine-Grained Aluminum. Acta Mater. 2004, 52, 4259–4271. [Google Scholar] [CrossRef]
- Kumar, K.S.; Suresh, S.; Chisholm, M.F.; Horton, J.A.; Wang, P. Deformation of Electrodeposited Nanocrystalline Nickel. Acta Mater. 2003, 51, 387–405. [Google Scholar] [CrossRef]
- Ma, E. Instabilities and Ductility of Nanocrystalline and Ultrafine-Grained Metals. Scr. Mater. 2003, 49, 663–668. [Google Scholar] [CrossRef]
- Krasilnikov, N.; Lojkowski, W.; Pakiela, Z.; Valiev, R. Tensile Strength and Ductility of Ultra-Fine-Grained Nickel Processed by Severe Plastic Deformation. Mater. Sci. Eng. A 2005, 397, 330–337. [Google Scholar] [CrossRef]
- Samigullina, A.A.; Nazarov, A.A.; Mulyukov, R.R.; Tsarenko, Y.V.; Rubanik, V.V. Effect of Ultrasonic Treatment on the Strength and Ductility of Bulk Nanostructured Nickel Processed by Equal-Channel Angular Pressing. Rev. Adv. Mater. Sci. 2014, 39, 48–53. [Google Scholar] [CrossRef]
- Dalla Torre, F.; Van Swygenhoven, H.; Victoria, M. Nanocrystalline Electrodeposited Ni: Microstructure and Tensile Properties. Acta Mater. 2002, 50, 3957–3970. [Google Scholar] [CrossRef]
- Dalla Torre, F.; Spatig, P.; Schaublin, R.; Victoria, M. Deformation Behaviour and Microstructure of Nanocrystalline Electrodeposited and High Pressure Torsioned Nickel. Acta Mater. 2005, 53, 2337–2349. [Google Scholar] [CrossRef]
- Meyers, M.A.; Mishra, A.; Benson, D.J. Mechanical Properties of Nanocrystalline Materials. Prog. Mater. Sci. 2006, 51, 427–556. [Google Scholar] [CrossRef]
- Erb, U. Electrodeposited Nanocrystals: Synthesis, Properties and Industrial Applications. Nanostruct. Mater. 1995, 6, 533–538. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Islamgaliev, R.K.; Alexandrov, I.V. Bulk Nanostructured Materials from Severe Plastic Deformation. Prog. Mater. Sci. 2000, 45, 103–189. [Google Scholar] [CrossRef]
- Barry, A.H.; Dirras, G.; Schoenstein, F.; Tétard, F.; Jouini, N. Microstructure and Mechanical Properties of Bulk Highly Faulted Fcc/Hcp Nanostructured Cobalt Microstructures. Mater. Charact. 2014, 91, 26–33. [Google Scholar] [CrossRef]
- Ebrahimi, F.; Bourne, G.R.; Kelly, M.S.; Matthews, T.E. Mechanical Properties of Nanocrystalline Nickel Produced by Electrodeposition. Nanostruct. Mater. 1999, 11, 343–350. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Langdon, T.G. The Art and Science of Tailoring Materials by Nanostructuring for Advanced Properties Using SPD Techniques. Adv. Eng. Mater. 2010, 12, 677–691. [Google Scholar] [CrossRef]
- Gleiter, H. Materials with Ultrafine Microstructures: Retrospectives and Perspectives. Nanostruct. Mater. 1992, 1, 1–19. [Google Scholar] [CrossRef]
- Gleiter, H. Nanostructured Materials: Basic Concepts and Microstructure. Acta Mater. 2000, 48, 1–29. [Google Scholar] [CrossRef] [Green Version]
- Estrin, Y.; Vinogradov, A. Extreme Grain Refinement by Severe Plastic Deformation: A Wealth of Challenging Science. Acta Mater. 2013, 61, 782–817. [Google Scholar] [CrossRef]
- Tian, Y.Z.; Gao, S.; Zhao, L.J.; Lu, S.; Pippan, R.; Zhang, Z.F.; Tsuji, N. Remarkable Transitions of Yield Behavior and Lüders Deformation in Pure Cu by Changing Grain Sizes. Scr. Mater. 2018, 142, 88–91. [Google Scholar] [CrossRef]
- Yu, C.Y.; Kao, P.W.; Chang, C.P. Transition of Tensile Deformation Behaviors in Ultrafine-Grained Aluminum. Acta Mater. 2005, 53, 4019–4028. [Google Scholar] [CrossRef]
- Gao, S.; Bai, Y.; Zheng, R.; Tian, Y.; Mao, W.; Shibata, A.; Tsuji, N. Mechanism of Huge Lüders-Type Deformation in Ultrafine Grained Austenitic Stainless Steel. Scr. Mater. 2019, 159, 28–32. [Google Scholar] [CrossRef]
- García de la Cruz, L.; Martinez, M.; Keller, C.; Hug, E. Achieving Good Tensile Properties in Ultrafine Grained Nickel by Spark Plasma Sintering. Mater. Sci. Eng. A 2020, 772, 138770. [Google Scholar] [CrossRef]
- Jin, Y.; Lin, B.; Bernacki, M.; Rohrer, G.S.; Rollett, A.D.; Bozzolo, N. Annealing Twin Development during Recrystallization and Grain Growth in Pure Nickel. Mater. Sci. Eng. A 2014, 597, 295–303. [Google Scholar] [CrossRef] [Green Version]
- García de la Cruz, L.; Domenges, B.; Divinski, S.V.; Wilde, G.; Hug, E. Ultrafast Atomic Diffusion Paths in Fine-Grained Nickel Obtained by Spark Plasma Sintering. Met. Mat. Trans. A 2020, 51, 3425–3434. [Google Scholar] [CrossRef]
- Song, J.-M.; Lee, J.-S. Self-Assembled Nanostructured Resistive Switching Memory Devices Fabricated by Templated Bottom-up Growth. Sci. Rep. 2016, 6, 18967. [Google Scholar] [CrossRef] [PubMed]
- Cabibbo, M. Grain Refinement and Hardness Saturation in Pure Nickel Subjected to a Sequence of ECAP and HPT. Metall. Ital. 2015, 9, 37–48. [Google Scholar]
- Bui, Q.H.; Dirras, G.; Ramtani, S.; Gubicza, J. On the Strengthening Behavior of Ultrafine-Grained Nickel Processed from Nanopowders. Mater. Sci. Eng. A 2010, 527, 3227–3235. [Google Scholar] [CrossRef]
- Randle, V. The Coincidence Site Lattice and the ‘Sigma Enigma’. Mater. Charact. 2001, 47, 411–416. [Google Scholar] [CrossRef]
- King, A.H.; Shekhar, S. What Does It Mean to Be Special? The Significance and Application of the Brandon Criterion. J. Mater. Sci. 2006, 41, 7675–7682. [Google Scholar] [CrossRef]
- de la Cruz, L.G.; Flipon, B.; Keller, C.; Martinez, M.; Hug, E. Nanostructuration of Metals via Spark Plasma Sintering Using Activated Powder Obtained by Ball-Milling: Impact on the Strain-Hardening Mechanisms. In Proceedings of the AIP Conference Proceedings 1896, Dublin, Ireland, 26–28 April 2017; Volume 1896, p. 200002. [Google Scholar] [CrossRef]
- García de la Cruz, L. Ultrafine Grained Nickel Prοcessed by Pοwder Metallurgy: Micrοstructure, Mechanical Prοperties and Thermal Stability. Ph.D. Thesis, Normandie Université, Caen, France, 2019. [Google Scholar]
- Sitarama Raju, K.; Ghanashyam Krishna, M.; Padmanabhan, K.A.; Subramanya Sarma, V.; Gurao, N.P.; Wilde, G. Microstructure Evolution and Hardness Variation during Annealing of Equal Channel Angular Pressed Ultra-Fine Grained Nickel Subjected to 12 Passes. J. Mater. Sci. 2011, 46, 2662–2671. [Google Scholar] [CrossRef]
- Feaugas, X.; Haddou, H. Grain-Size Effects on Tensile Behavior of Nickel and AISI 316L Stainless Steel. Metall. Mater. Trans. A 2003, 34, 2329–2340. [Google Scholar] [CrossRef]
- Kocks, U.F.; Mecking, H. Physics and Phenomenology of Strain Hardening: The FCC Case. Prog. Mater. Sci. 2003, 48, 171–273. [Google Scholar] [CrossRef]
- Mecking, H.; Kocks, U.F. Kinetics of Flow and Strain-Hardening. Acta Metall. 1981, 29, 1865–1875. [Google Scholar] [CrossRef]
- Kuhlmann-Wilsdorf, D. Theory of Plastic Deformation:-Properties of Low Energy Dislocation Structures. Mater. Sci. Eng. A 1989, 113, 1–41. [Google Scholar] [CrossRef]
- Kubin, L.; Devincre, B.; Hoc, T. Modeling Dislocation Storage Rates and Mean Free Paths in Face-Centered Cubic Crystals. Acta Mater. 2008, 56, 6040–6049. [Google Scholar] [CrossRef]
- Jordan, L.; Swanger, W.H. The Properties of Pure Nickel. Bur. Standards. J. Res. 1930, 10, 6028. [Google Scholar]
- Narutani, T.; Takamura, J. Grain-Size Strengthening in Terms of Dislocation Density Measured by Resistivity. Acta Metall. Mater. 1991, 39, 2037–2049. [Google Scholar] [CrossRef]
- Keller, C. Etude Expérimentale Des Transitions Volume/Surface Des Propriétés Mécaniques Du Nickel Polycristallin de Haute Pureté. Ph.D. Thesis, Université de Caen Basse-Normandie, Caen, France, 2009. [Google Scholar]
- Devincre, B.; Hoc, T.; Kubin, L. Dislocation Mean Free Paths and Strain Hardening of Crystals. Science 2008, 320, 1745–1748. [Google Scholar] [CrossRef]
- Dubos, P.A. Influence de La Témperature et Du Trajet de Chargement Sur Les Transitions Volume/Surafec Des Méteaux Cubiques à Faces Centrées. Ph.D. Thesis, Université de Caen Basse-Normandie, Caen, France, 2013. [Google Scholar]
- Hansen, N.; Huang, X. Microstructure and Flow Stress of Polycrystals and Single Crystals. Acta Mater. 1998, 46, 1827–1836. [Google Scholar] [CrossRef]
- Hug, E.; Keller, C. Intrinsic Effects Due to the Reduction of Thickness on the Mechanical Behavior of Nickel Polycrystals. Metall. Mater. Trans. A 2010, 41A, 2498–2506. [Google Scholar] [CrossRef]
- Estrin, Y.; Mecking, H. A Unified Phenomenological Description of Work Hardening and Creep Based on One-Parameter Models. Acta Metall. 1984, 32, 57–70. [Google Scholar] [CrossRef]
- Jensen, D.J.; Thompson, A.W.; Hansen, N. The Role of Grain Size and Strain in Work Hardening and Texture Development. Metall. Trans. A 1989, 20, 2803–2810. [Google Scholar] [CrossRef]
- Taylor, G.I. Plastic Strain in Metals. J. Inst. Met. 1938, 62, 307–324. [Google Scholar]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena, 2nd ed.; Elsevier: Oxford, UK, 2004. [Google Scholar]
- Rémy, L. The Interaction between Slip and Twinning Systems and the Influence of Twinning on the Mechanical Behavior of Fcc Metals and Alloys. Metall. Trans. A 1981, 12, 387–408. [Google Scholar] [CrossRef]
- Yamakov, V.; Wolf, D.; Phillpot, S.R.; Gleiter, H. Dislocation–Dislocation and Dislocation–Twin Reactions in Nanocrystalline Al by Molecular Dynamics Simulation. Acta Mater. 2003, 51, 4135–4147. [Google Scholar] [CrossRef]
- Gubicza, J.; Bui, H.-Q.; Fellah, F.; Dirras, G.F. Microstructure and Mechanical Behavior of Ultrafine-Grained Ni Processed by Different Powder Metallurgy Methods. J. Mater. Res. 2009, 24, 217–226. [Google Scholar] [CrossRef] [Green Version]
- Brewer, L.N.; Field, D.P.; Merriman, C.C. Mapping and Assessing Plastic Deformation Using EBSD. In Electron Backscatter Diffraction in Materials Science; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2009. [Google Scholar]
- Kuhlmann-Wilsdorf, D.; Hansen, N. Geometrically Necessary, Incidental and Subgrain Boundaries. Scr. Metall. Mater. 1991, 25, 1557–1562. [Google Scholar] [CrossRef]
- Field, D.P.; Bradford, L.T.; Nowell, M.; Lillo, T.M. The Role of Annealing Twins during Recrystallization of Cu. Acta Mater. 2007, 55, 4233–4241. [Google Scholar] [CrossRef]
- Schwartz, A.J.; Kumar, M.; Adams, E. Backscatter Diffraction in Materials Science; Field, D.P., Adams, B.L., Kumar, M., Schwartz, A.J., Eds.; Springer US: Boston, MA, USA, 2000. [Google Scholar]
- Sakakibara, Y.; Kubushiro, K. Stress Evaluation at the Maximum Strained State by EBSD and Several Residual Stress Measurements for Plastic Deformed Austenitic. World J. Mech. 2017, 7, 195–210. [Google Scholar] [CrossRef] [Green Version]
- Fu, H.-H.; Benson, D.J.; Meyers, M.A. Analytical and Computational Description of Effect of Grain Size on Yield Stress of Metals. Acta Mater. 2001, 49, 2567–2582. [Google Scholar] [CrossRef]
- Feaugas, X.; Haddou, H. Effects of Grain Size on Dislocation Organization and Internal Stresses Developed under Tensile Loading in Fcc Metals. Philos. Mag. 2007, 87, 989–1018. [Google Scholar] [CrossRef] [Green Version]
- Keller, C.; Hug, E.; Retoux, R.; Feaugas, X. TEM Study of Dislocation Patterns in Near-Surface and Core Regions of Deformed Nickel Polycrystals with Few Grains across the Cross Section. Mech. Mater. 2010, 42, 44–54. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Grain Size (μm) | ρrel (%) | Type of Powder | BM Time (h) | BM Speed (rpm) | Amount of Methanol (%) | Sintering Temperature (K) |
|---|---|---|---|---|---|---|---|
| 1 | 0.82 ± 0.67 | 98.5 | BM | 10 | 350 | 66.7 | 1023 |
| 2 | 1.11 ± 0.84 | 99.5 | BM | 3 | 350 | 16.7 | 1023 |
| 3 | 1.39 ± 1.11 | 99.3 | BM | 3 | 300 | 66.7 | 1023 |
| 4 | 4.0 ± 2.4 | 97.6 | As-received | – | – | – | 1023 |
| 5 | 25 ± 17 | 98.7 | As-received | – | – | – | 1273 |
| Sample | Grain Size (µm) | Initial State [28] | Deformed at Fracture | ||||||
|---|---|---|---|---|---|---|---|---|---|
| LAGBs | Σ3 | CSL | HABs | LAGBs | Σ3 | CSL | HABs | ||
| 1 | 0.82 ± 0.67 | 0.036 | 0.495 | 0.056 | 0.413 | 0.057 | 0.388 | 0.047 | 0.508 |
| 2 | 1.11 ± 0.84 | 0.04 | 0.456 | 0.044 | 0.46 | 0.133 | 0.246 | 0.056 | 0.565 |
| 3 | 1.39 ± 1.11 | 0.023 | 0.535 | 0.057 | 0.385 | 0.093 | 0.336 | 0.044 | 0.527 |
| 4 | 4.0 ± 2.4 | 0.02 | 0.526 | 0.046 | 0.408 | 0.383 | 0.202 | 0.036 | 0.379 |
| 5 | 25 ± 17 | 0.02 | 0.616 | 0.037 | 0.327 | 0.73 | 0.088 | 0.022 | 0.16 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cruz, L.G.d.l.; Celis, M.M.; Keller, C.; Hug, E. Exploring the Strain Hardening Mechanisms of Ultrafine Grained Nickel Processed by Spark Plasma Sintering. Metals 2021, 11, 65. https://doi.org/10.3390/met11010065
Cruz LGdl, Celis MM, Keller C, Hug E. Exploring the Strain Hardening Mechanisms of Ultrafine Grained Nickel Processed by Spark Plasma Sintering. Metals. 2021; 11(1):65. https://doi.org/10.3390/met11010065
Chicago/Turabian StyleCruz, Lucía García de la, Mayerling Martinez Celis, Clément Keller, and Eric Hug. 2021. "Exploring the Strain Hardening Mechanisms of Ultrafine Grained Nickel Processed by Spark Plasma Sintering" Metals 11, no. 1: 65. https://doi.org/10.3390/met11010065