
Challenges and Outlines of Steelmaking toward the Year 2030 and Beyond—Indian Perspective

 ,
, 
Abstract
:1. Introduction
2. Organization of Indian Steel Sector
3. Current Trends and Challenges
3.1. Raw Materials
3.1.1. Iron Ore
3.1.2. Coal
3.1.3. Alternative Fuels
3.1.4. Scrap
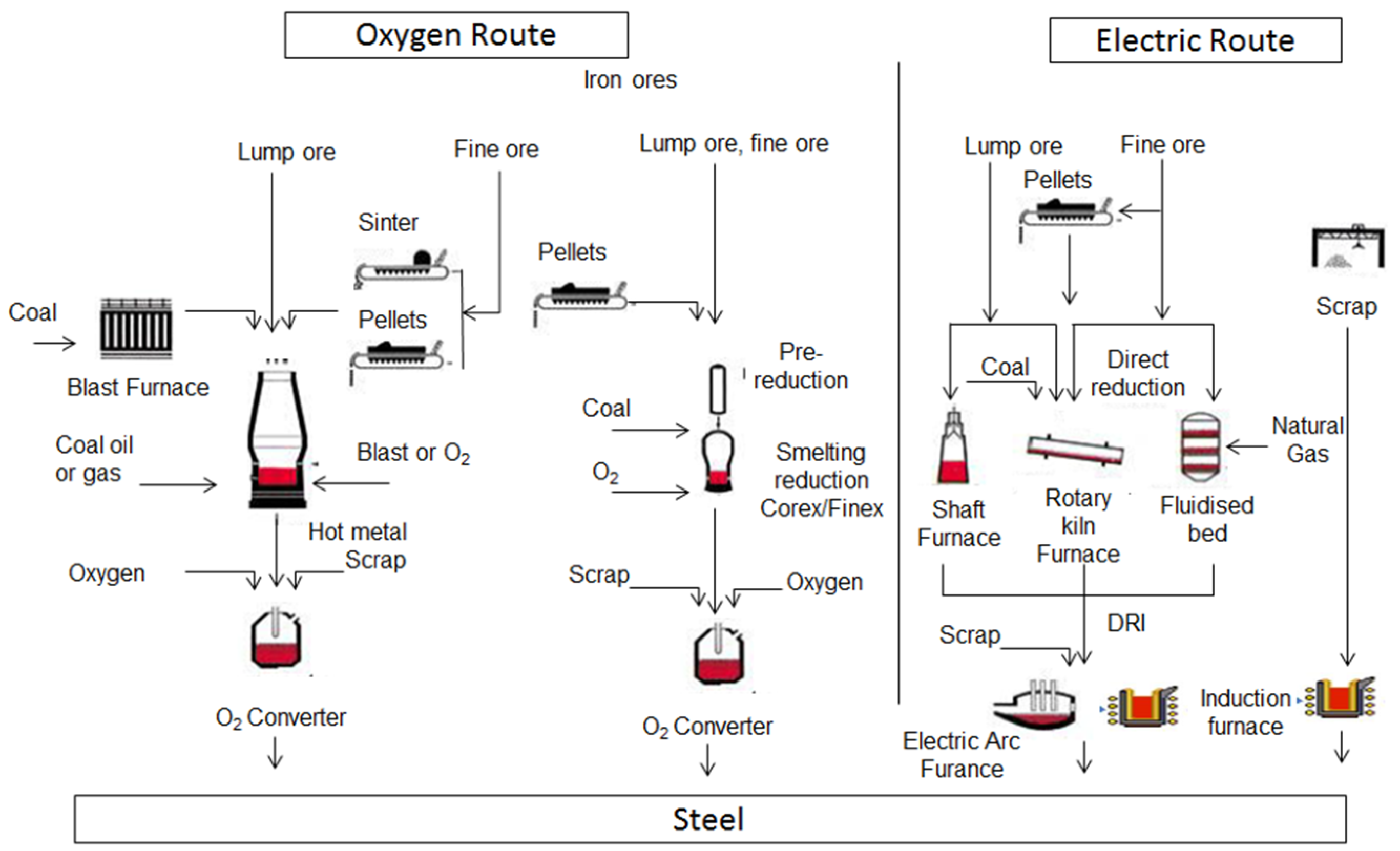
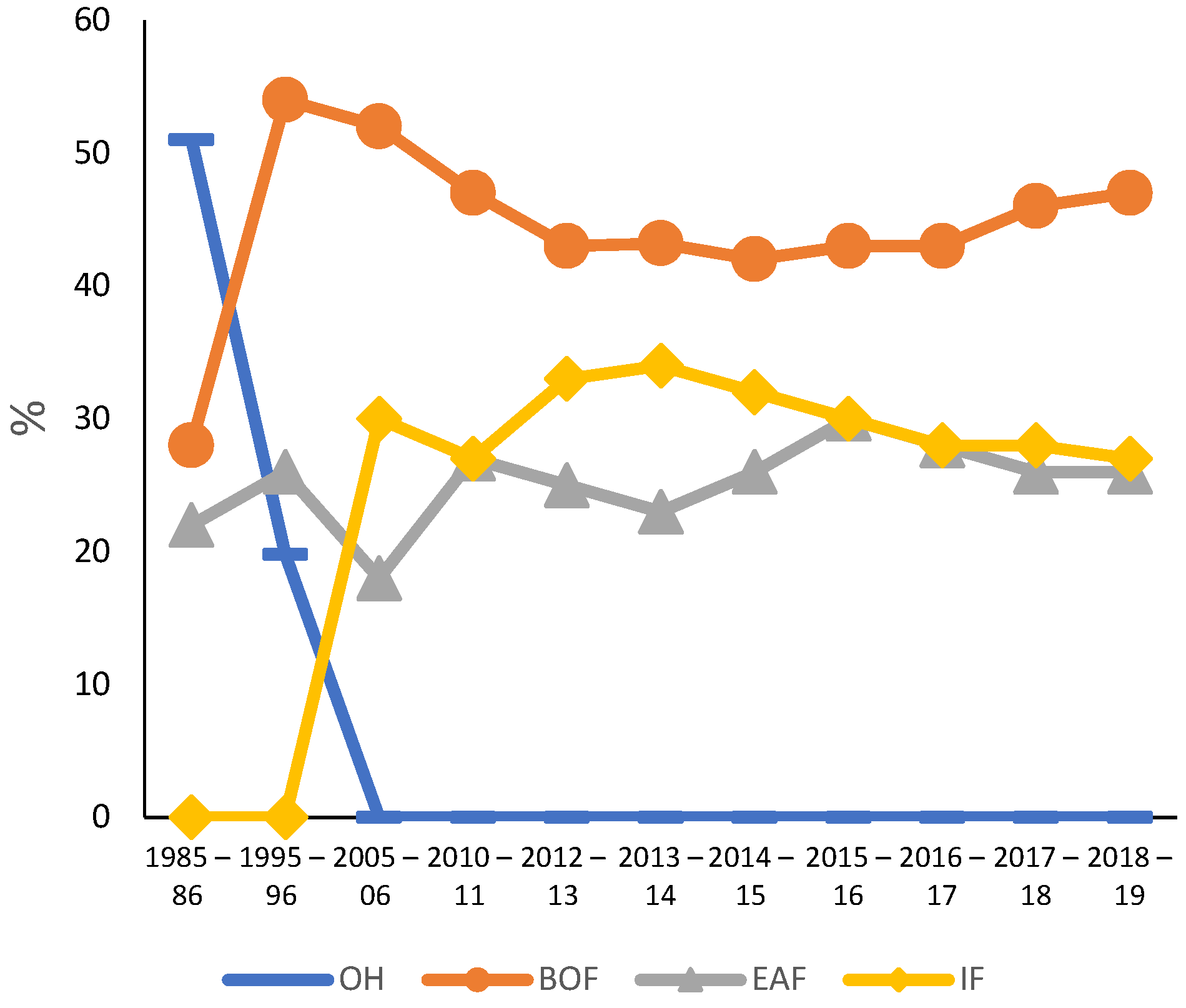
3.2. Processes
3.3. Environment and Energy
4. Possibilities and Opportunities
4.1. Raw Materials
- Iron Ore
- b.
- Coal substitutes
- c.
- Alternate Fuels
- d.
- Scrap
4.2. Processes
4.2.1. Improvements in Existing Processes
4.2.2. New Technologies/Processes
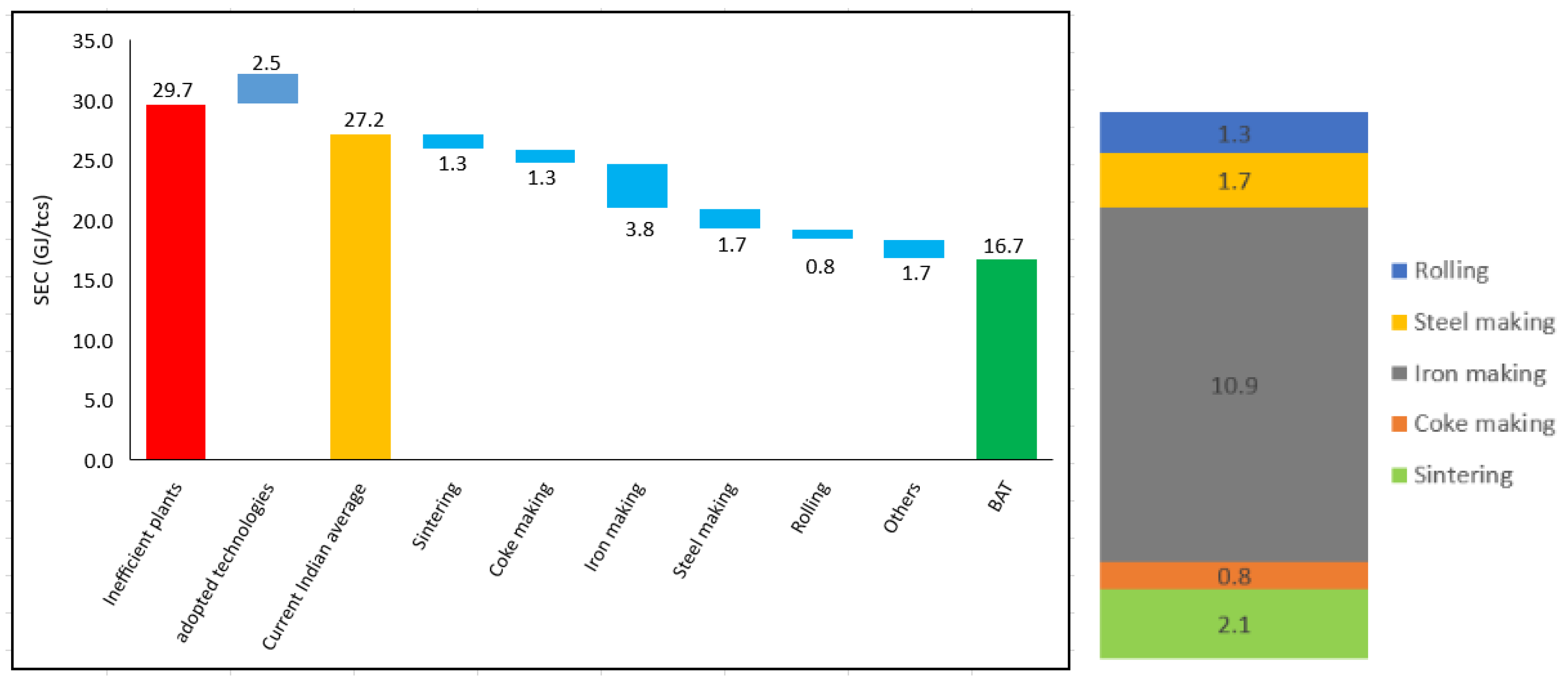
4.2.3. Energy Efficiency in Indian Steel Industry
4.3. Energy and Environment Conservation
4.3.1. Carbon Sinks, Capture, and Storage
- Development of IGCC (Integrated Coal Gasification Combined Cycle) technology, which gasifies the coal and uses a combined cycle (combination of gas and steam turbines) to generate electricity;
- Indigenous development of capture and compression equipment for cost efficiency;
- Improved blending and beneficiation of coal;
- Membrane-based capturing.
4.3.2. Prospects of Power Sector in India
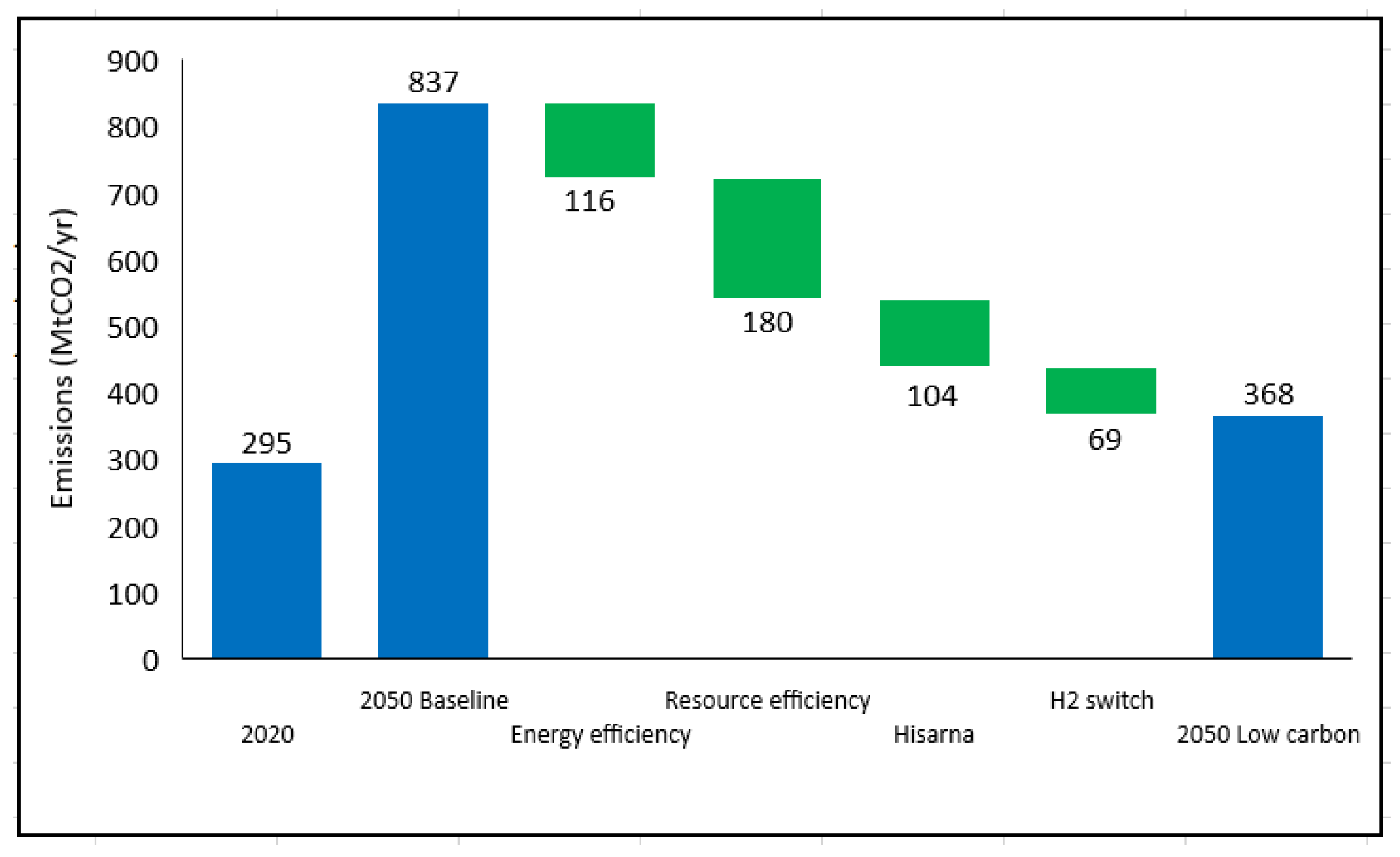
5. Emissions Mitigation in the Indian Steel Industry—Summarizing Discussion
6. Conclusions
- (1)
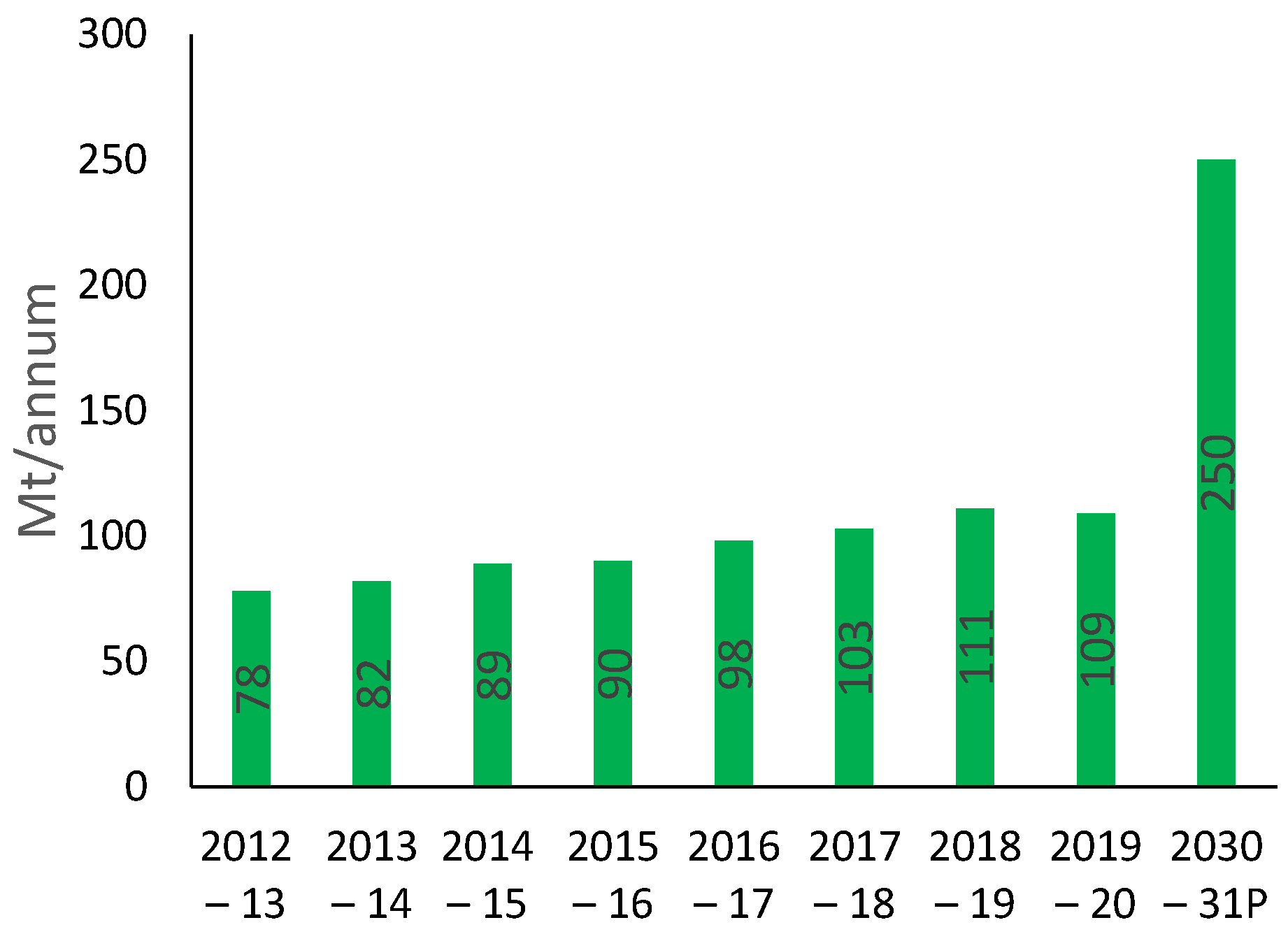
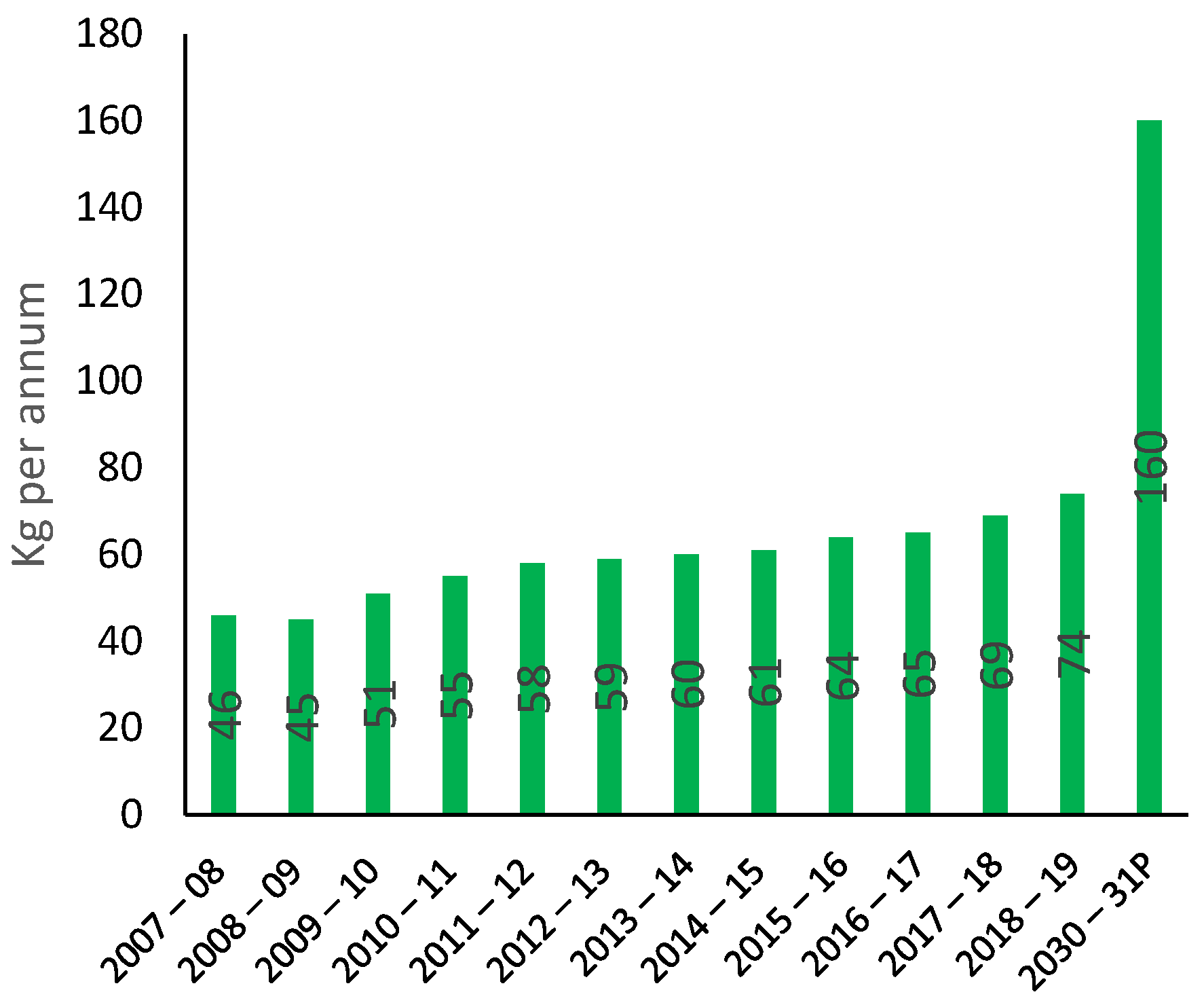
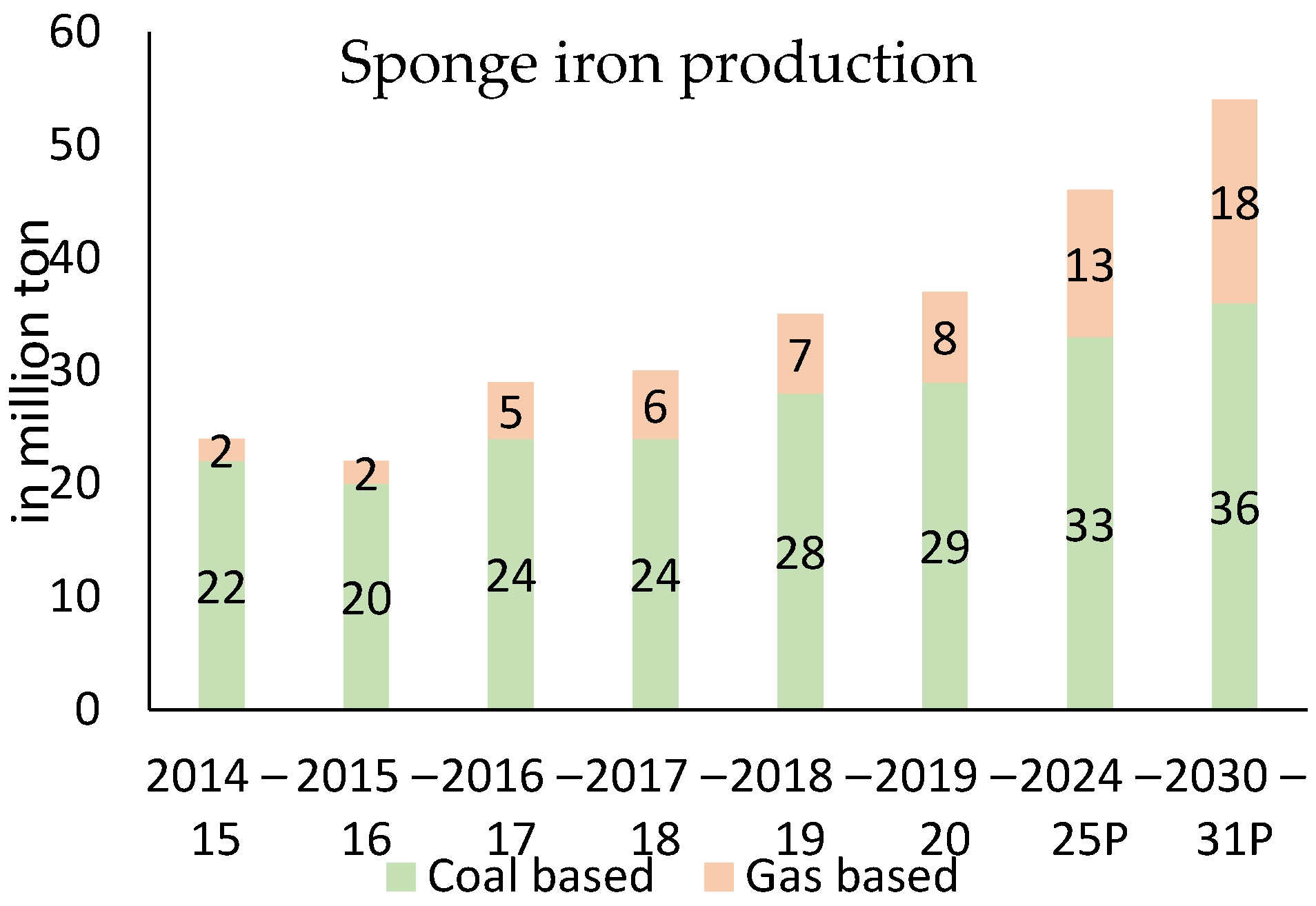
- As a developing country, India has set an ambitious target to more than double its steel production up to 250 MT in 2030. A significant share of the growth is based on BF ironmaking and coal-based DRI production, in other words, utilizing fossil coal as the primary energy source. This makes the CO2 challenge extremely hard.
- (2)
- A positive matter is that natural gas will partly substitute for coal both in BF ironmaking and direct reduction. It will generate less CO2 emissions, but eventual methane escape should be strictly eliminated.
- (3)
- Owing to these circumstances, it is evident that the CO2 emissions will continue growing, and the peaking year for the steel industry’s emissions is escaping far ahead. According to the plans of the government and the steel industry, the turning point is expected shortly after 2030.
- (4)
- The current levels of energy consumption and CO2 emissions in the Indian steel industry are much higher than the world average due to weaknesses in raw materials and energy as well as technological deficiencies. By applying the best available technologies in retrofitting plants and in new constructions, it is realistic to cut energy consumption and emission levels by 35–40% from the present levels toward the end of the 2020s. This will greatly decelerate the emissions’ rise owing to the growing production, but it will not stop it.
- (5)
- To get on a declining track with CO2 emissions, stronger decarbonization means are mandatory. A considerable share of new steel plant investments should be based on hydrogen reduction and green electricity in all operations, including hydrogen production. This is the way to reach the emissions’ peak and turn downward toward carbon-neutral steelmaking in the middle of the century. By strong commitment to carbon-neutral technologies in new investments, the Indian steel industry can take a forerunner position in fighting climate warming.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- World Steel Association. Global Crude Steel Production Statistics. Available online: https://www.worldsteel.org/steel-by-topic/statistics/annual-production-steel-data/P1_crude_steel_total_pub/CHN/IND (accessed on 22 June 2021).
- Steel Ministry of India. An Overview of Steel Sector Global Scenario. Available online: https://steel.gov.in/sites/default/files/An%20Overview%20of%20Steel%20Sector_mar20_0.pdf (accessed on 22 June 2021).
- Annual Reports, Ministry of Steel, India. Available online: https://steel.gov.in/annual-reports (accessed on 20 April 2021).
- Iron and Steel Industry in India. Available online: https://www.ibef.org/industry/steel.aspx (accessed on 20 April 2021).
- Make in India. Available online: https://en.wikipedia.org/wiki/Make_in_India (accessed on 20 April 2021).
- Ministry of Mines, Government of India. Indian Minerals Year Book-2014. Available online: https://ibm.gov.in/?c=pages&m=index&id=513 (accessed on 20 April 2021).
- Lu, L.; Holmes, R.J.; Manuel, J.R. Effects of alumina on sintering performance of Hematite Iron ores. ISIJ Int. 2007, 47, 349–358. [Google Scholar] [CrossRef] [Green Version]
- Quast, K. A review on the characterisation and processing of oolitic iron ores. Miner. Eng. 2018, 126, 89–100. [Google Scholar] [CrossRef]
- Government of India. Coal Statistics, Ministry of Coal. Available online: https://coal.gov.in/public-information/reports/annual-reports (accessed on 20 April 2021).
- Indian Steel Ministry. Draft of National Steel Policy. 2017. Available online: https://steel.gov.in/sites/default/files/draft-national-steel-policy-2017.pdf (accessed on 20 April 2021).
- Ballal, N.B. Some challenges and opportunities in blast furnace operations. Trans. Indian Inst. Met. 2013, 66, 483–489. [Google Scholar] [CrossRef]
- Ministry of Petroleum and Natural Gas. Natural Gas Scenario in India. Available online: http://petroleum.nic.in/natural-gas/about-natural-gas (accessed on 20 April 2021).
- Nomura, S. Use of waste plastics in coke oven: A review. J. Sustain. Met. 2015, 1, 85–93. [Google Scholar] [CrossRef] [Green Version]
- Government of India. National Steel Scrap Policy–2017, Ministry of Steel. Available online: https://pib.gov.in/newsite/PrintRelease.aspx?relid=194359 (accessed on 20 April 2021).
- Raw Materials. Maximising Scrap Use Helps Reduce CO2 Emissions. Available online: https://www.worldsteel.org/steel-by-topic/raw-materials.html (accessed on 26 August 2021).
- Mandal, A.K.; Sinha, O.P. Technological changes in Blast furnace iron making in India since last few decades. Int. J. Sci. Res. 2013, 2, 211–219. [Google Scholar]
- Agrawal, A.; Das, K.; Singh, B.K.; Singh, R.S.; Tripathi, V.R.; Kundu, S.; Ramna, P.R.V.; Singh, M.K. Means to cope with the higher alumina burden in the blast furnace. Ironmak. Steelmak. 2020, 47, 238–245. [Google Scholar] [CrossRef]
- Biswas, D.K.; Asthana, S.R.; Rau, V.G. Some studies on energy savings in sponge iron plant. J. Energy Resour. Technol. 2003, 125, 228–237. [Google Scholar] [CrossRef]
- Dutta, S.K.; Lele, A.B.; Pancholi, N.K. Studies on direct reduced iron melting in induction furnace. Trans. Indian Inst. Met. 2004, 57, 467–473. [Google Scholar]
- Bedarkar, S.S.; Dalal, N.B. Energy balance in induction furnace and arc furnace steelmaking. Int. J. Eng. Res. Appl. 2020, 10, 57–61. [Google Scholar]
- Jones, J.A.; Bowman, B.; Lefrank, P.A. Electric furnace steelmaking. Making Shaping and Treating of Steel; The AISE Steel Foundation: Pittsburgh, PA, USA, 1998. [Google Scholar]
- Krishnan, S.S.; Vunnam, V.; Sunder, P.S.; Sunil, J.V.; Ramakrishnan, M.A. A Study of Energy Efficiency in the Iron and Steel Industry; Centre for Science and Technology and Policy: Bangalore, India, 2013. [Google Scholar]
- Ambasta, D.K.; Pandey, B.; Saha, N. Utilization of Solid Waste from Steel Melting Shop; MECON Ltd.: Ranchi, India, 2016. [Google Scholar]
- Sharma, N.; Nurni, V.N.; Tathavadkar, V.; Basu, S. A review on the generation of solid wastes and their utilization in Indian steel industries. Miner. Process. Extr. Met. 2017, 126, 54–61. [Google Scholar] [CrossRef]
- Nomura, T.; Yamamoto, N.; Fujii, T.; Takiguchi, Y. Beneficiation plants and pelletizing plants for utilizing low grade iron ore. Kobelco Technol. Rev. 2015, 33, 8–15. [Google Scholar]
- Singh, B.; Kishan, K.H.; Rao, G.V.; Kumar, R. Experimental studies on reduction of coarse blue dust for production of Iron powder by Hydrogen reduction. IJERT 2009, 8, 464–470. [Google Scholar]
- Nogami, H.; Chu, M.; Yagi, J.I. Multi-Dimensional transient mathematical simulator of blast furnace process based on multi-fluid and kinetic theories. Comput. Chem. Eng. 2005, 29, 2438–2448. [Google Scholar] [CrossRef]
- Danloy, G.; Berthelemot, A.; Grant, M.; Borlée, J.; Sert, D.; Van der Stel, J.; Jak, H.; Dimastromatteo, M.; Hallin, N.; Eklund, N.; et al. ULCOS-Pilot experiments for low CO2 steelmaking at Lulea experimental blast furnace. Metall. Res. Technol. 2009, 106, 1–8. [Google Scholar]
- Dey, N.R.; Prasad, A.K.; Singh, S.K. Energy survey of the coal based sponge iron industry. Case Stud. Therm. Eng. 2015, 6, 1–15. [Google Scholar] [CrossRef] [Green Version]
- Sridhar, A. Hydrogen Harvesting Process, Tata Review; Innovista: Oxford, UK, 2009. [Google Scholar]
- Hall, W.; Spencer, T.; Kumar, S. Towards a Low Carbon Steel Sector: Overview of the Changing Market, Technology and Policy Context for Indian Steel; The Energy and Resources Institute (TERI): New Delhi, India, 2020. [Google Scholar]
- Liu, Y.; Liu, L.; Tong, P.Q.; Zhao, J.Y.; Wu, J.P.; Li, X.M.; Wang, G.P. Process control of dephosphorization in initial smelting period of combined blowing BOF for clean steel. Steelmaking 2006, 22, 27–29. (In Chinese) [Google Scholar]
- The MIDREX Process–Midrex Technologies. Available online: https://www.midrex.com/wp-content/uploads/Midrex-STATSbook2019Final.pdf (accessed on 25 August 2021).
- Hisarna: Game Changer in Steel Industry (PDF); Tata Steel: Mumbai, India, 2017.
- Tata Steel Kiest Onverwacht Niet Voor IJmuiden om Nieuwe Fabriek te Vestigen, NHNieuws. Available online: https://www.nhnieuws.nl/nieuws/235611/tata-steel-kiest-onverwacht-niet-voor-ijmuiden-voor-nieuwe-fabriek (accessed on 1 December 2019).
- Jain, U. Corex & Finex new developments in utilization of low grade raw materials. In Proceedings of the International Conference on Science and Technology of Ironmaking and Steelmaking, CSIR-NML, Jamshedpur, India, 16–18 December 2013. [Google Scholar]
- POSCO’s Finex Plant Likely to be Shifted to India by October–News Article on News 18. Available online: https://www.news18.com/news/india/poscos-finex-plant-likely-to-be-shifted-to-india-by-october-1026323.html (accessed on 28 September 2021).
- Sohn, H.Y.; Mohassab, Y. Development of a Novel Flash Ironmaking Technology with greatly reduced energy consumption and CO2 emissions. J. Sustain. Met. 2016, 2, 216–227. [Google Scholar] [CrossRef]
- Sohn, H.Y. Energy consumptions and CO2 emissions in Iron making and development of a novel flash technology. Metals 2020, 10, 54. [Google Scholar] [CrossRef] [Green Version]
- Mousa, E.; Wang, C.; Riesbeck, J.; Larsson, M. Biomass application in iron and steel industry: An overview of challenges and opportunities. Renew. Sustain. Energy Rev. 2016, 65, 1247–1266. [Google Scholar] [CrossRef]
- De Castro, J.A.; Medeiros, G.; Oliveira, E.; De Campos, M.; Nogami, H. The mini blast furnace process: An efficient reactor for green pig iron production using charcoal and Hydrogen-rich gas: A study of cases. Metals 2020, 10, 1501. [Google Scholar] [CrossRef]
- Birat, J.-P. Society, materials, and the environment: The case of Steel. Metals 2020, 10, 331. [Google Scholar] [CrossRef] [Green Version]
- Esteves, T.; Rao, K.V.; Sinha, B.; Roy, S.S. Environmental Benefits and Vulnerability Reduction through Mahatma Gandhi NREGS: Synthesis Report; Ministry of Rural Development and GIZL: New Delhi, India, 2013.
- SDG Mapping of JSW Steel’s Initiatives & Projects. Available online: https://www.jsw.in/groups/sustainability-framework-measuring-success-biodiversity (accessed on 28 September 2021).
- Handa, R.; Baksi, S. CCUS: A Climate Friendly Approach to India’s $5 Trillion Economy. Available online: https://www.downtoearth.org.in/blog/climate-change/ccus-a-climate-friendly-approach-to-india-s-5-trillion-economy (accessed on 28 September 2021).
- Kalbende, K. Carbon capture and storage in geological formation; Its legal, regulatory impreatives and opportunities in India. Int. J. Environ. Monit. Anal. 2015, 3, 198. [Google Scholar] [CrossRef]
- Pan, S.Y.; Chen, Y.H.; Fan, L.S.; Kim, H.; Gao, X.; Ling, T.C.; Chiang, P.-C.; Pei, S.-L.; Gu, G. CO2 mineralization and utilization by alkaline solid wastes for potential carbon reduction. Nat. Sustain. 2020, 3, 399–405. [Google Scholar] [CrossRef]
- Ragipani, R.; Bhattacharya, S.; Suresh, A.K. A review on steel slag valorisation via mineral carbonation. React. Chem. Eng. 2021, 6, 1152. [Google Scholar] [CrossRef]
- Tata Steel and Council of Scientific & Industrial Research (CSIR) Sign MoU to Collaborate in the Area of Carbon Capture, Utilisation and Storage (CCUS). Available online: https://www.tatasteel.com/media/newsroom/press-releases/india/2020/tata-steel-and-council-of-scientific-industrial-research-csir-sign-mou-to-collaborate-in-the-area-of-carbon-capture-utilisation-storage-ccus/ (accessed on 28 September 2021).
- Government of India; Ministry of Power; Central Electricity Authority. Report on Optimal Generation Capacity Mix for 2029–2030. Available online: https://cea.nic.in/old/reports/others/planning/irp/Optimal_generation_mix_report.pdf (accessed on 20 August 2021).
- Takahashi, K.; Louhisuo, M. IGES List of Grid Emission Factors, Version: 10. Available online: https://www.iges.or.jp/en/pub/list-grid-emission-factor/en?_ga=2.239720963.1615283338.1630320849-201355943.1630320849 (accessed on 20 August 2021).
- Chaturvedi, V. Peaking and Net-Zero for India’s Energy Sector CO2 Emissions—An Analytical Exposition; Council of Energy Environment and Water: New Delhi, India, 2021; Available online: https://www.ceew.in/publications/how-can-india-attain-net-zero-emission-by-2050 (accessed on 10 February 2021).











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Segment | No of Units | Capacity (Million Ton) | Production in 2018–2019 |
|---|---|---|---|
| Blast Furnace | 59 | 80 | 72.5 |
| COREX | 2 | 1.65 | 1.4 |
| Sponge Iron | 318 | 49 | 37 |
| BOF | 17 | 57 | 49 |
| IF | 1174 | 49 | 33 |
| EAF | 56 | 42 | 28 |
| Sector | Installed Capacity-2019–2020 (GW) | % | Estimated Capacity 2029–2030 | % |
|---|---|---|---|---|
| Hydro | 45.4 | 12.50 | 73.45 | 9.31 |
| Thermal–Coal + Lignite | 203.6 | 55.90 | 266.9 | 32.66 |
| Thermal–Gas | 24.9 | 6.90 | 25 | 3.07 |
| Thermal–Diesel | 0.5 | 0.10 | - | |
| Nuclear | 6.8 | 1.90 | 16.9 | 2.32 |
| Renewable energy | 82.6 | 22.70 | 450.1 | 52.63 |
| Total | 363 | 831.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shanmugam, S.P.; Nurni, V.N.; Manjini, S.; Chandra, S.; Holappa, L.E.K. Challenges and Outlines of Steelmaking toward the Year 2030 and Beyond—Indian Perspective. Metals 2021, 11, 1654. https://doi.org/10.3390/met11101654
Shanmugam SP, Nurni VN, Manjini S, Chandra S, Holappa LEK. Challenges and Outlines of Steelmaking toward the Year 2030 and Beyond—Indian Perspective. Metals. 2021; 11(10):1654. https://doi.org/10.3390/met11101654
Chicago/Turabian StyleShanmugam, Sethu Prasanth, Viswanathan N. Nurni, Sambandam Manjini, Sanjay Chandra, and Lauri E. K. Holappa. 2021. "Challenges and Outlines of Steelmaking toward the Year 2030 and Beyond—Indian Perspective" Metals 11, no. 10: 1654. https://doi.org/10.3390/met11101654