A Numerical and Experimental Study on the Solidification Structure of Fe–Cr–Ni Steel Slab Casting by Roller Electromagnetic Stirring

Abstract
:1. Introduction
2. Methods
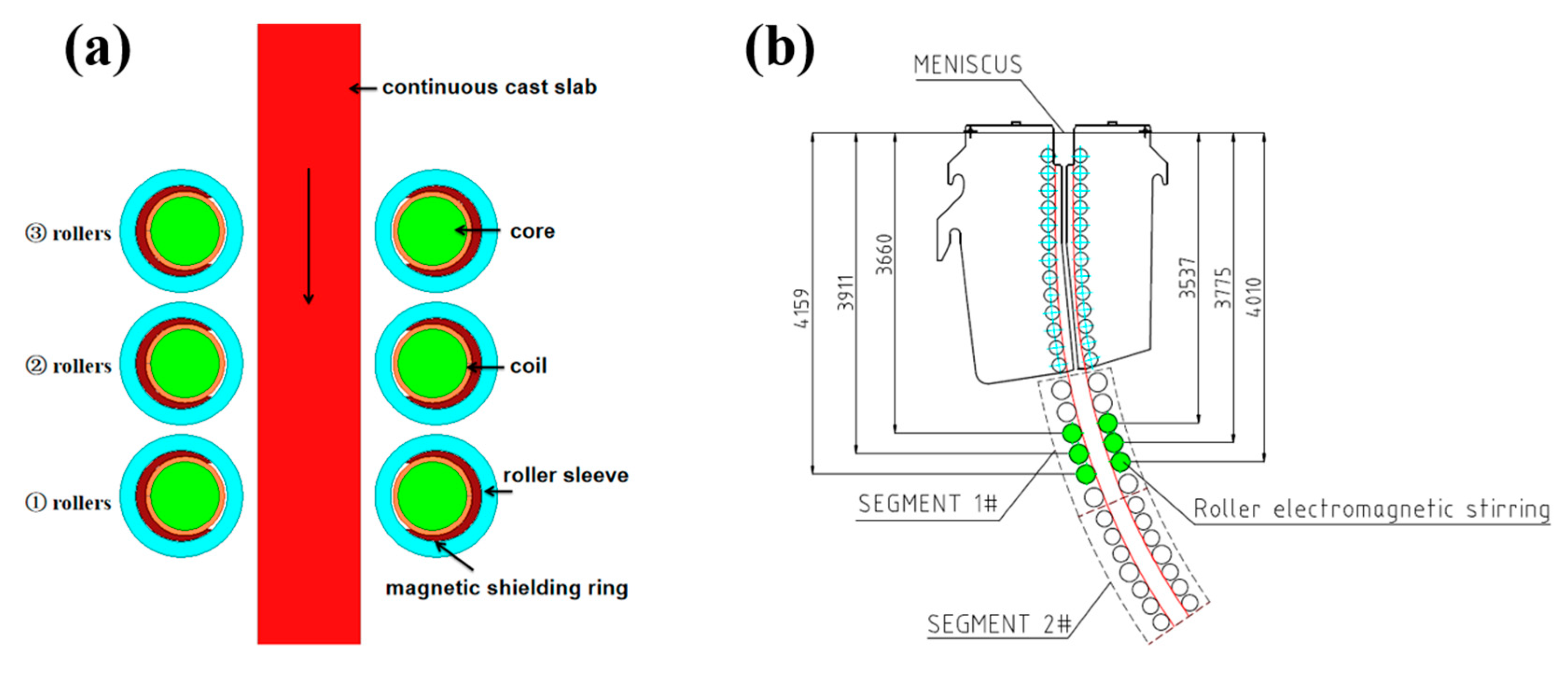
2.1. Numerical Model Description
2.2. Boundary Conditions and Numerical Solution Procedure
- Computational domain inlet: The velocity and temperature of the first computational domain exit and the liquid phase fraction information were loaded as inlet boundary conditions.
- Calculating domain outlet: Zero gradients for all physical quantities in the direction of the export normal using fully developed boundary conditions.
- Wall: The cooling conditions were described using the convective heat transfer coefficient [10].
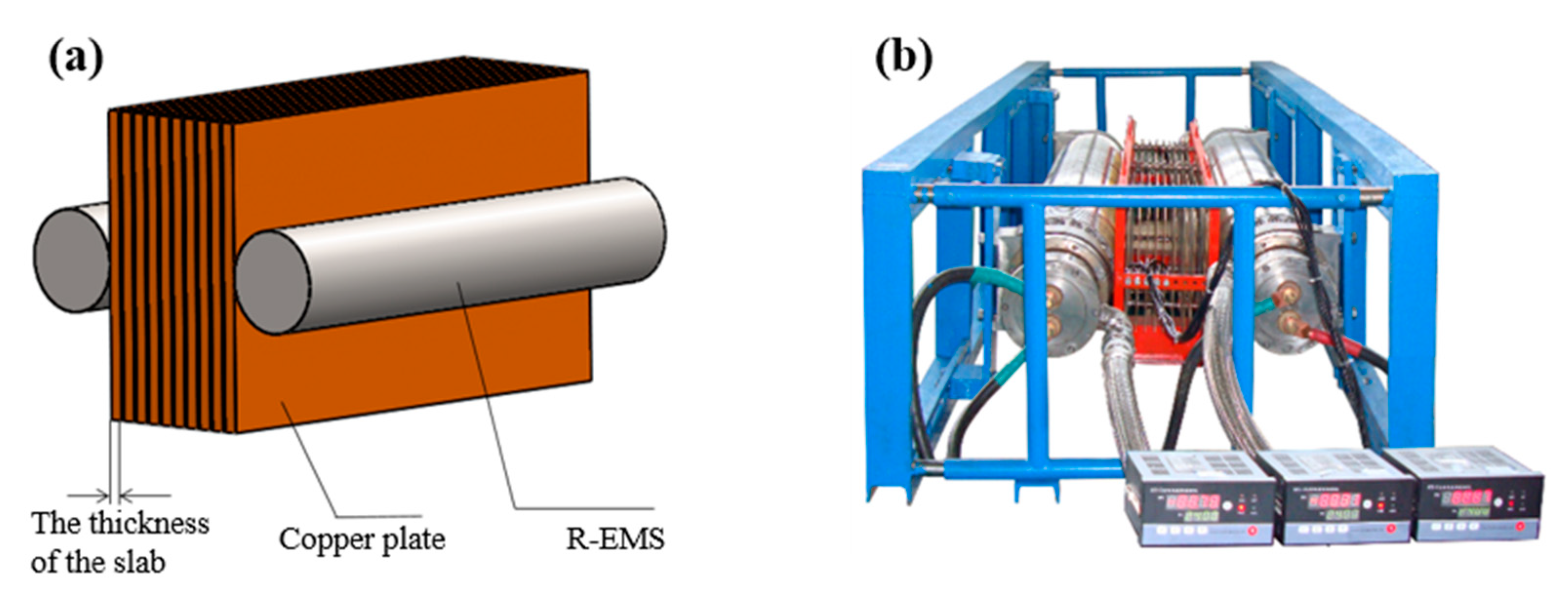
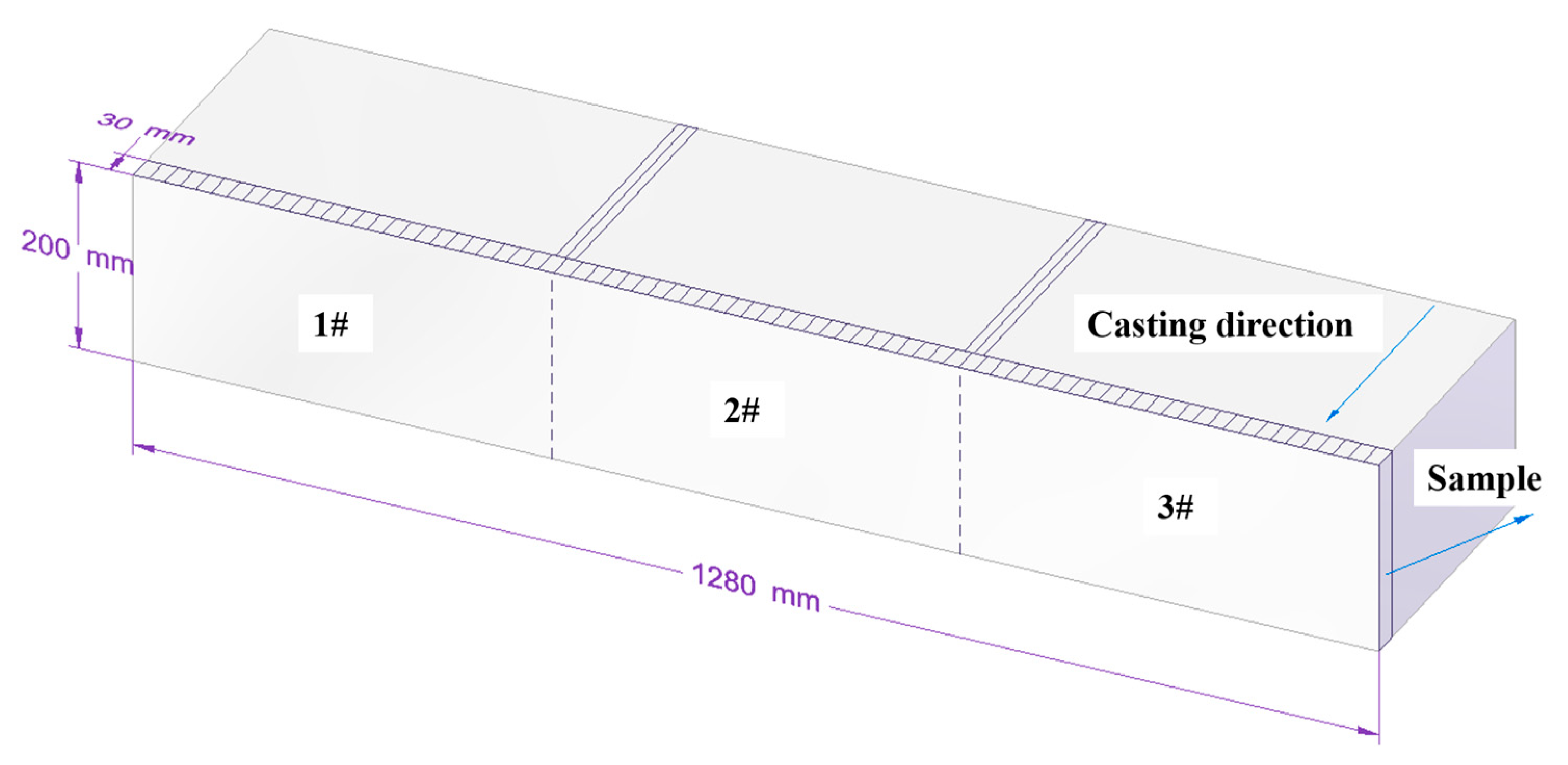
2.3. Experimental Procedure
3. Results and Discussion
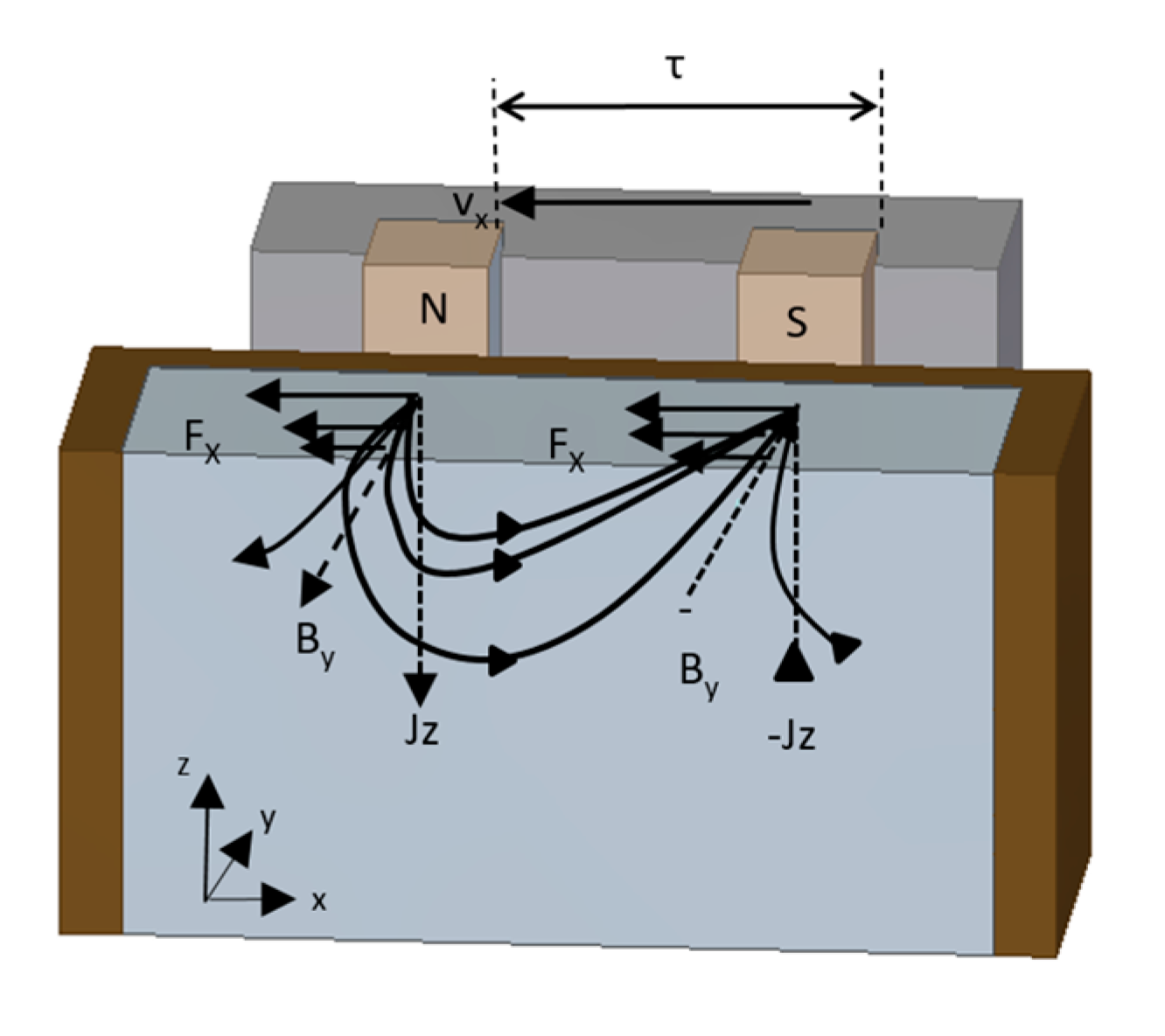
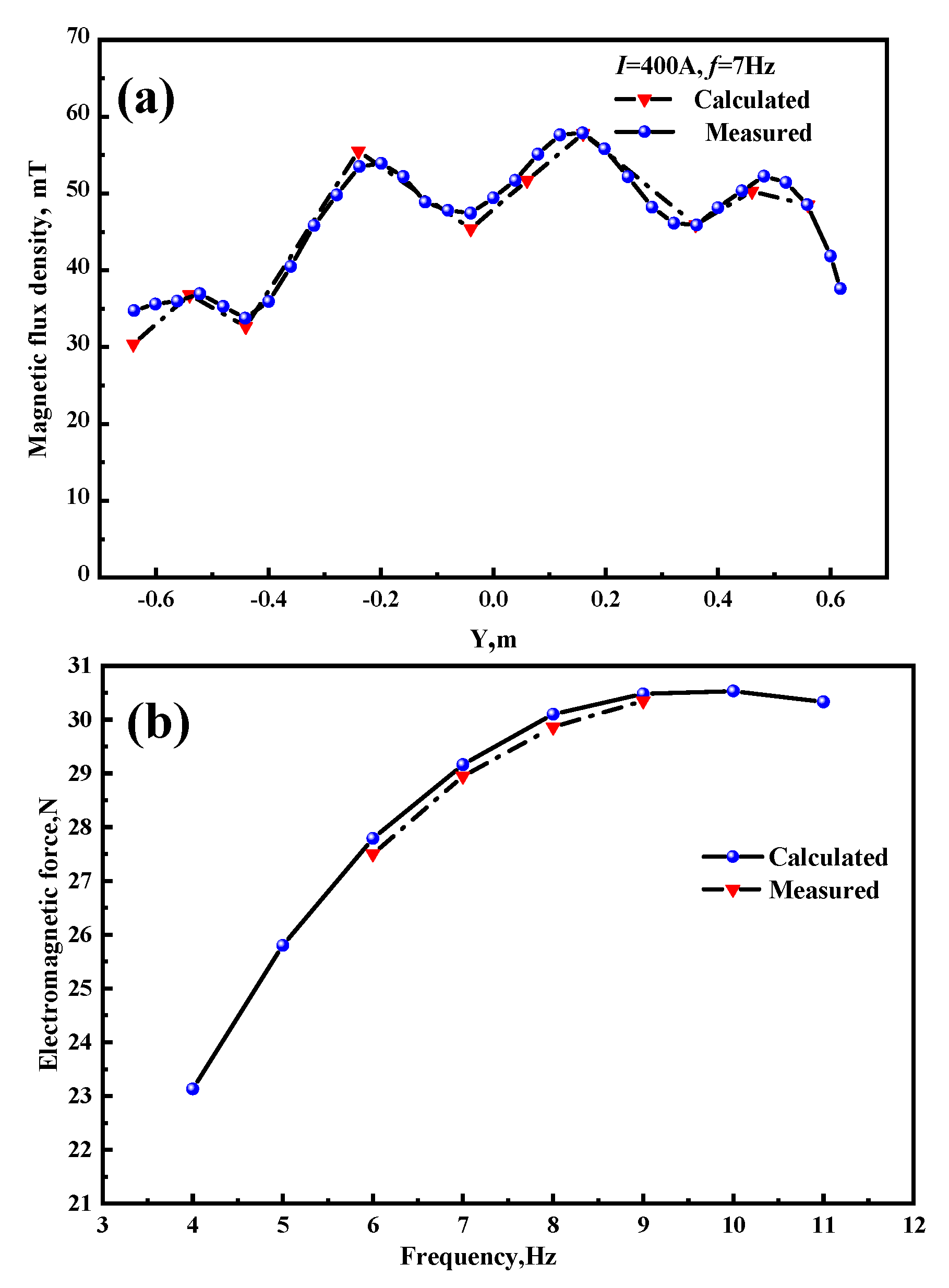
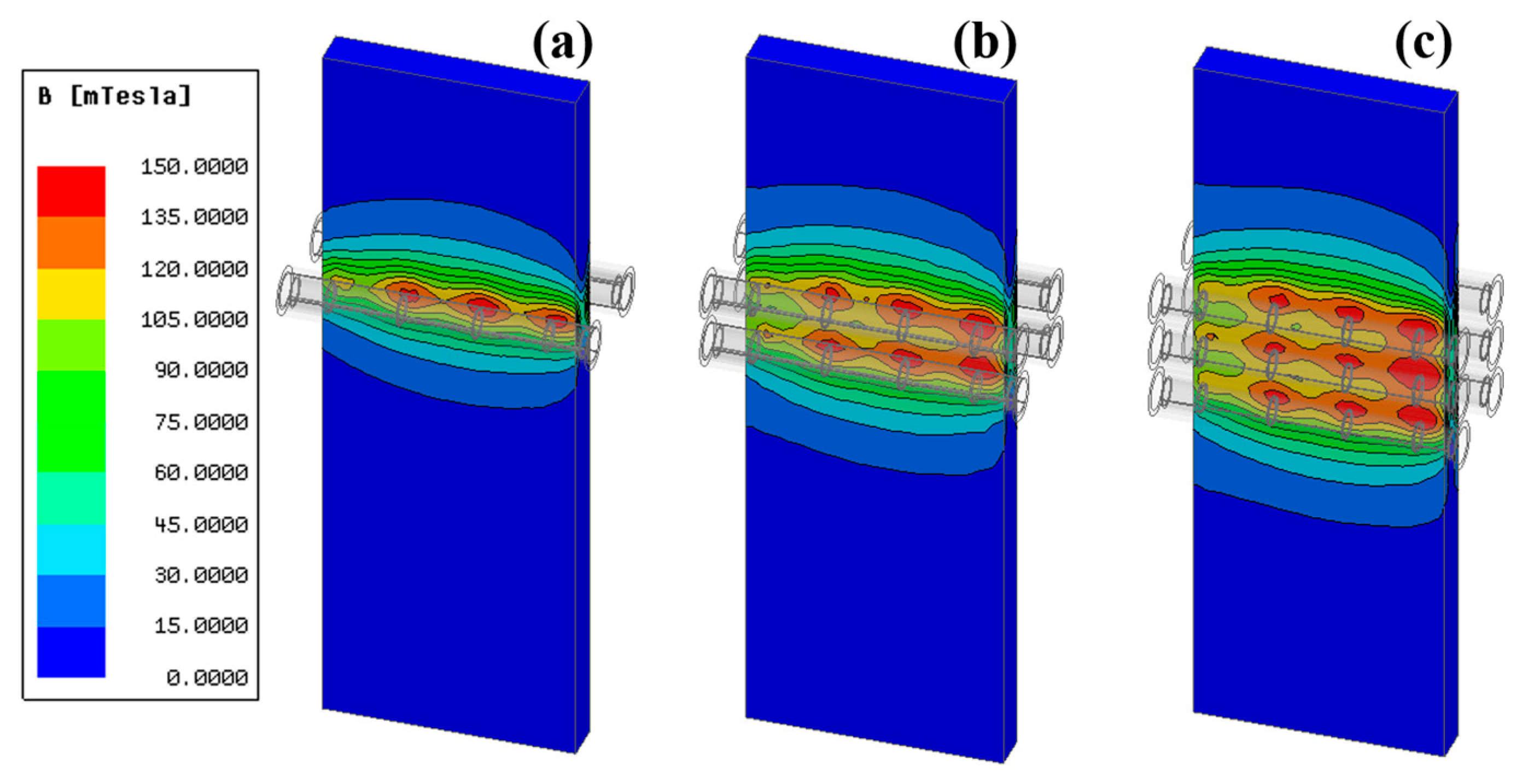
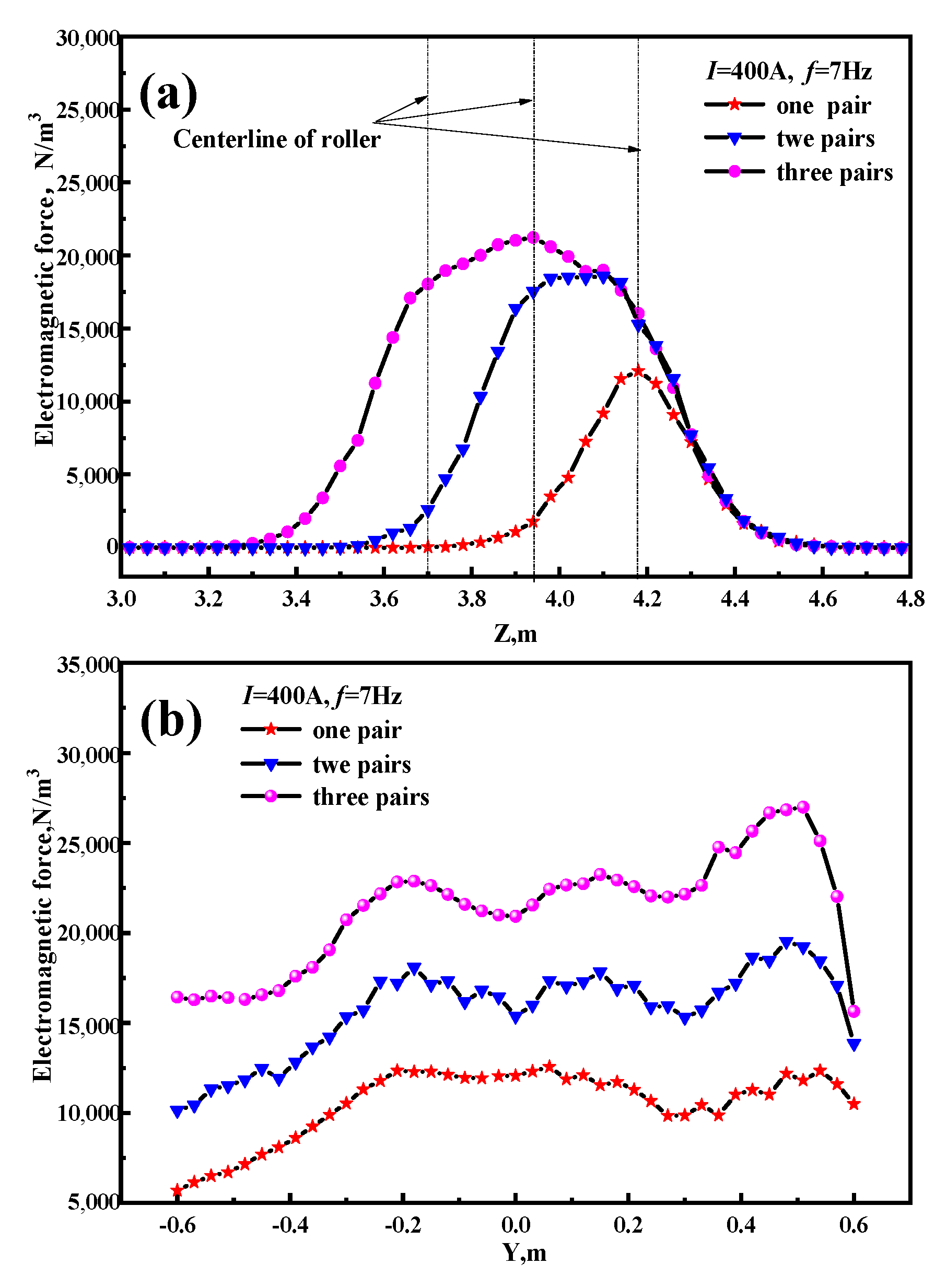
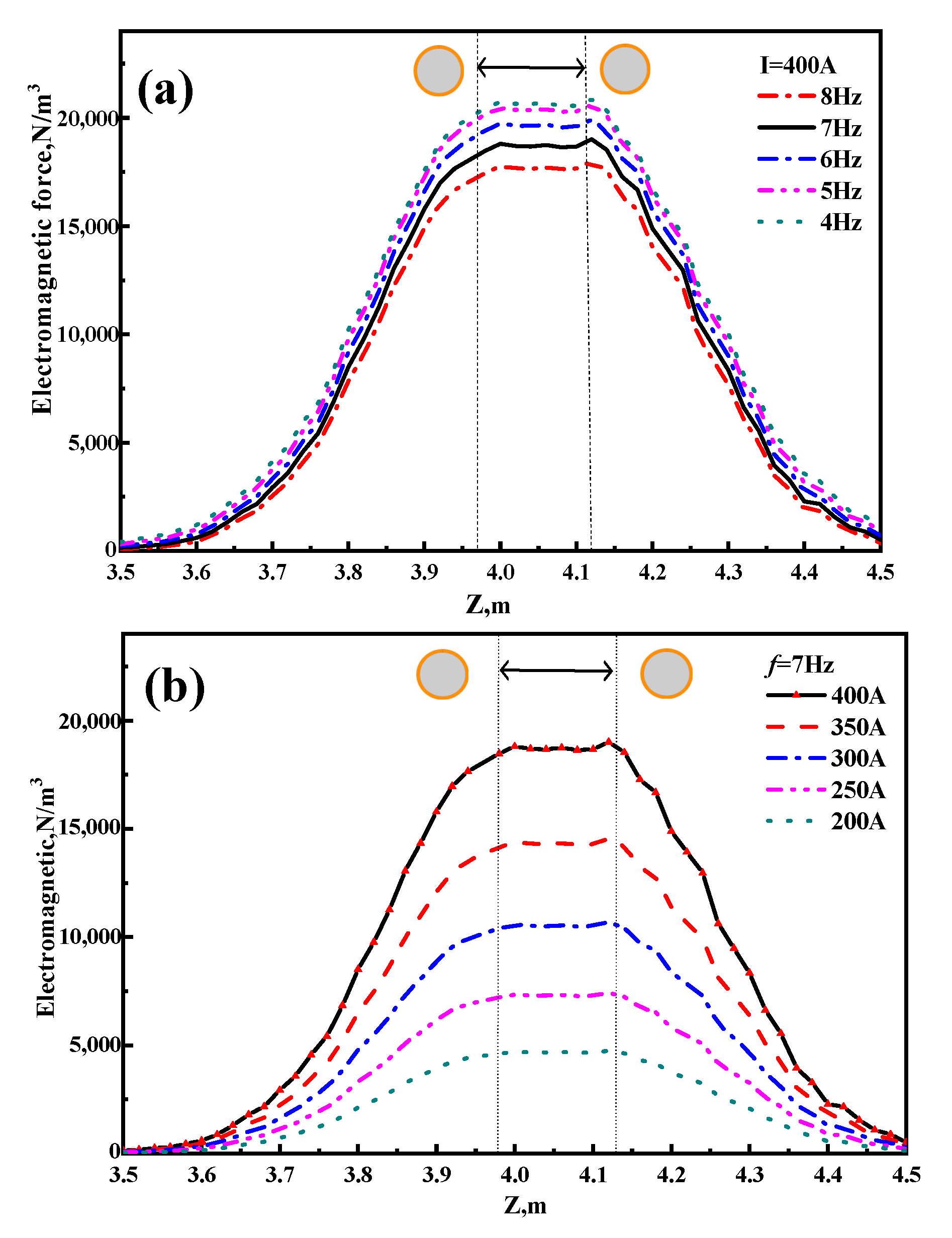
3.1. Analysis of Electromagnetic Field
3.2. Analysis of Flow and Solidification Behavior
3.3. Experiments of Solidification Structure Obtained by R-EMS
4. Conclusions
- The characteristics of the traveling wave magnetic field of the R-EMS in the SCZ will produce a maximum EMF being located on the starting side of the slab strand. For each additional pair of electromagnetic rollers, the average EMF in the casting direction increases by 2969 N/m3, and the average EMF in the center section of the rollers increases by 5600 N/m3.
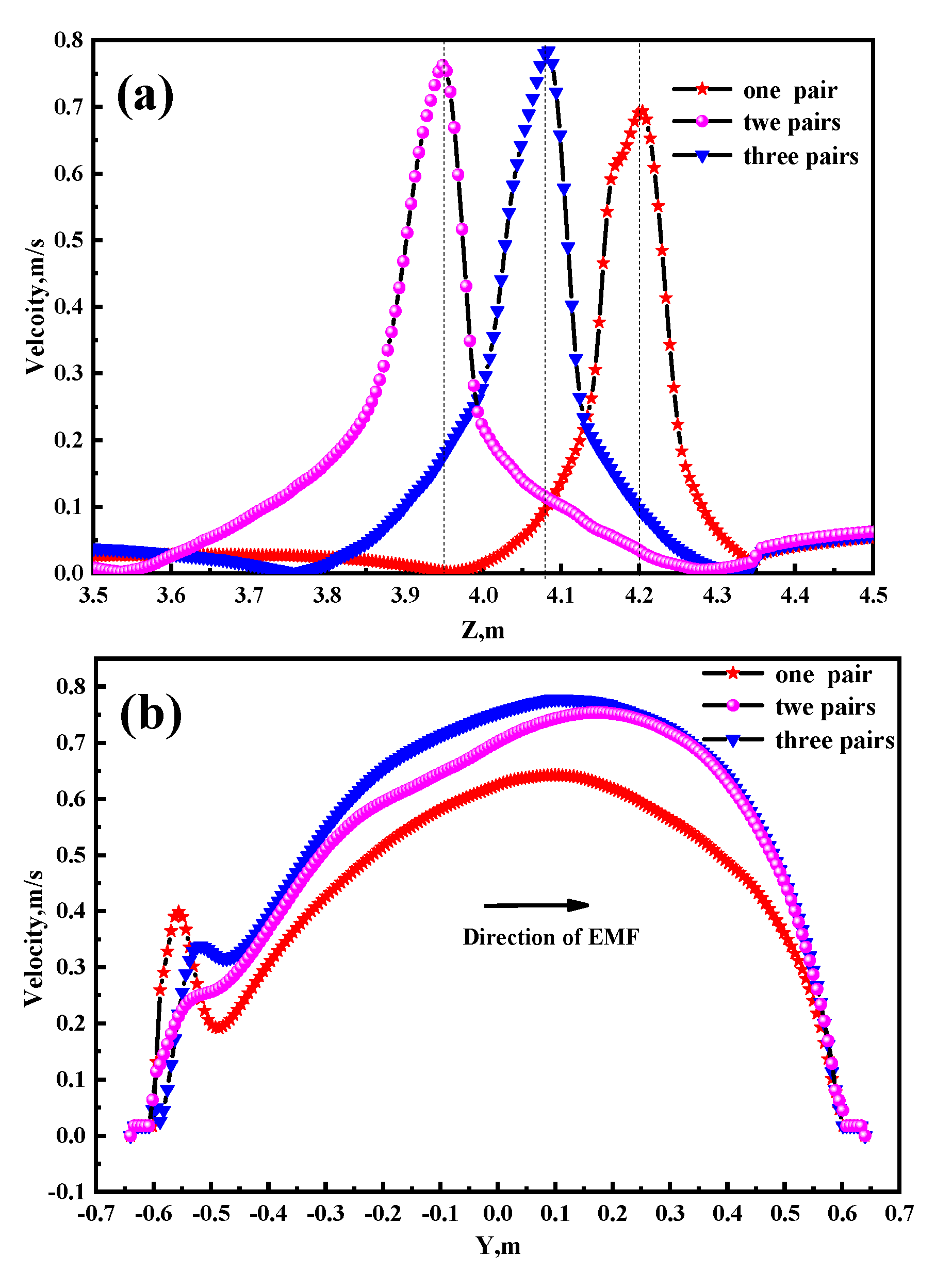
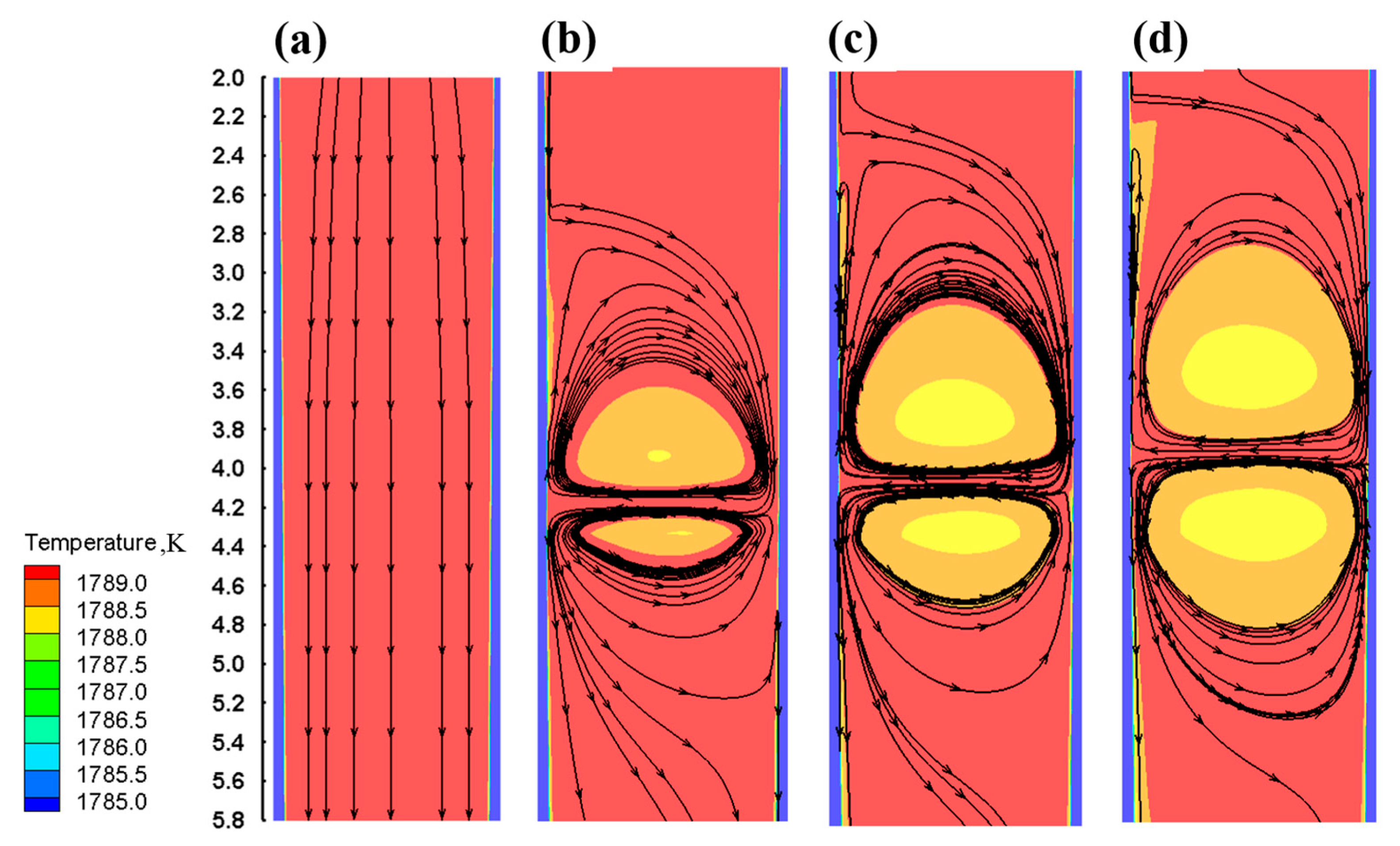
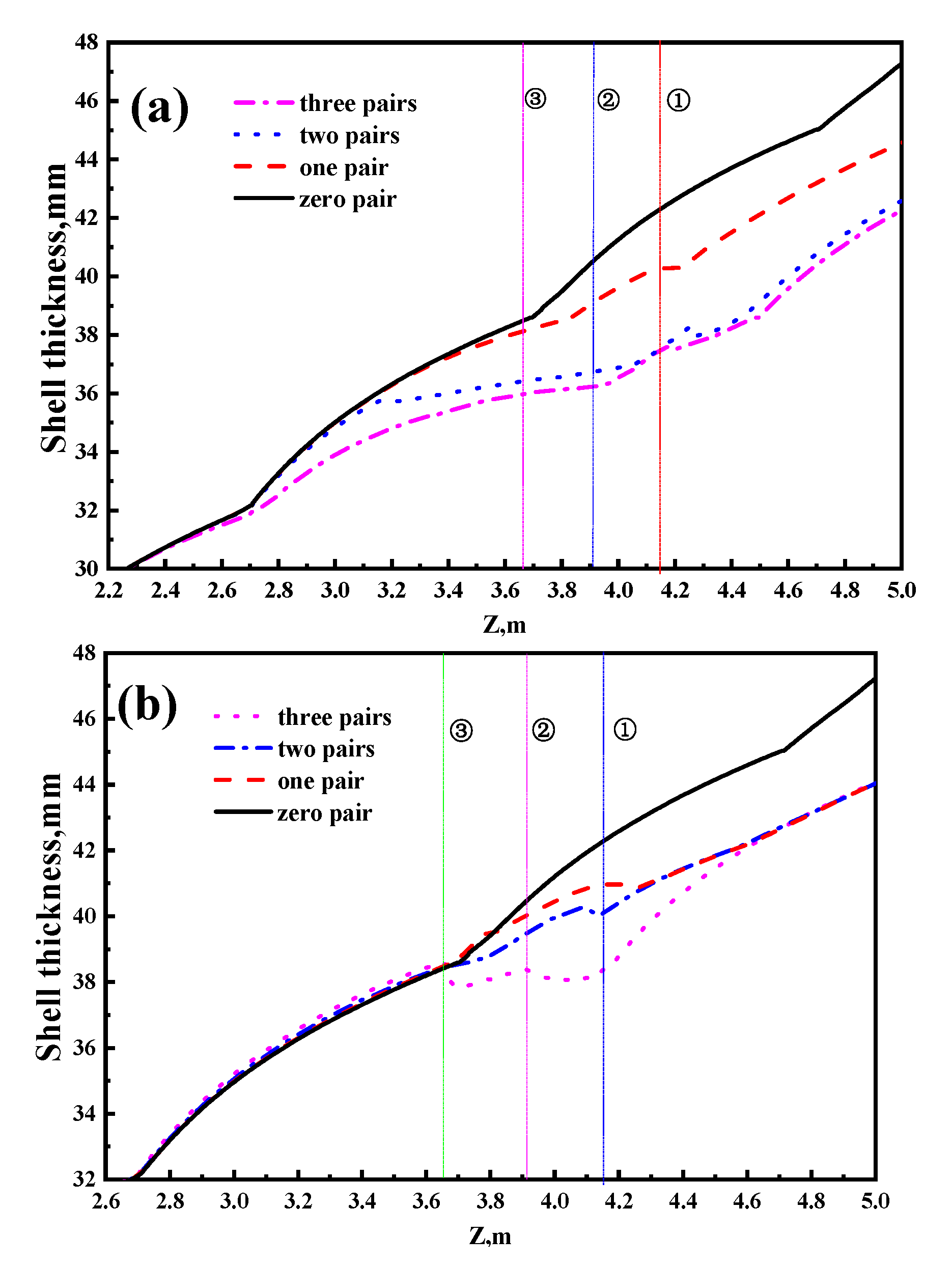
- With an increasing number of pairs of stirring rollers, the effective stirring area of the molten steel inside the strand is enlarged by the EMF, and the velocity of molten steel at the solidification front first increases and then decreases. The flow washing effect from the strong electromagnetic force will reduce the solidification rate of the local shell and accelerate the superheated dissipation of the molten steel center, which is beneficial for the formation of equiaxed crystal.
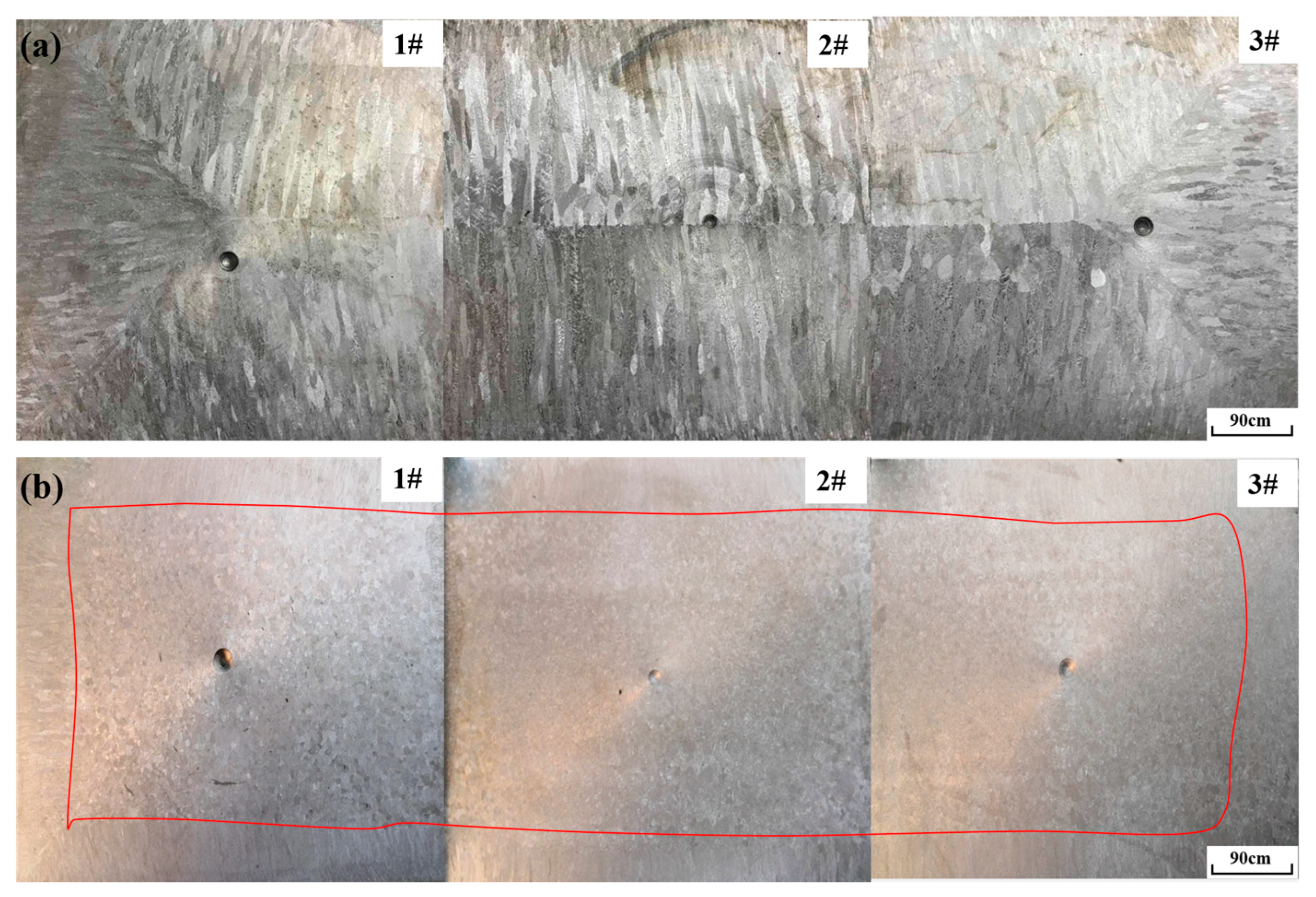
- The use of two pairs of electromagnetic rollers at 400 A and 7 Hz can produce a center equiaxed crystal ratio of 69% in the slab strand of 200 mm × 1280 mm, which helps to improve its hot working behavior.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ramkumar, K.D.; Chandrasekhar, A.; Singh, A.K.; Ahuja, S.; Agarwal, A.; Arivazhagan, N.; Rabel, A.M. Comparative studies on the weldability, microstructure and tensile properties of autogeneous TIG welded AISI 430 ferrite stainless steel with and without flux. J. Maunf. Process. 2015, 20, 54–69. [Google Scholar] [CrossRef]
- Wang, C.; Yu, Y.; Yu, J.; Zhang, Y.; Zhao, Y.; Yuan, Q. Microstructure evolution and corrosion behavior of dissimilar 304/430 stainless steel welded joints. J. Maunf. Process. 2020, 50, 183–191. [Google Scholar] [CrossRef]
- Kunstreich, S.; Dauby, P.H. Effect of liquid steel flow pattern on slab quality and the need for dynamic electromagnetic control in the mould. Ironmak. Steelmak. 2005, 32, 80–86. [Google Scholar] [CrossRef]
- Wu, S.J.; Wu, Y.; Yu, Y.C.; Chen, W.Q. Effect of electromagnetic stirring in secondary cooling zone on quality of continuous casting slab of non-oriented silicon steel. Steelmaking 2012, 28, 11–14. [Google Scholar]
- Kunstreich, S. Electromagnetic Stirring of Slabs. Iron Steel 2005, 40, 81–82. [Google Scholar]
- Zhang, K.; Chen, S.F.; Yang, B.; Liu, T.; Zhao, Y.; Lei, H. Study on arrangement of S-EMS rollers in secondary cooling zone of slab continuous casting machine. J. Univ. Sci. Technol. Liaoning 2018, 41, 335–340. [Google Scholar] [CrossRef]
- Chen, S.F.; Yang, B.; Wang, M.; Hong, N.; Ding, C.; Lei, H. Numerical simulation of second cooling segment electromagnetic stirring in slab continuous casting. J. Univ. Sci. Technol. Liaoning 2017, 40, 184–188. [Google Scholar] [CrossRef]
- Yang, J.; Ren, B.Z.; Han, Z.W.; Shen, H.F. Coupling of fluid flow and solidification with roll type electromagnetic stirring in continuous slab casting. Contin. Cast. 2015, 40, 13–17. [Google Scholar] [CrossRef]
- Huang, J.T.; Wang, E.G.; He, J.C. Numerical Simulation of Linear Electromagnetic Stirring in Secondary Cooling Region of Slab Caster. J. Iron Steel Res. Int. 2003, 10, 16–21. [Google Scholar] [CrossRef]
- Jiang, D.B.; Zhu, M.Y.; Zhang, L. Numerical Simulation of Solidification Behavior and Solute Transport in Slab Continuous Casting with S-EMS. Metals 2019, 9, 452. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.L. Improvement of Equiaxed Grain Ration in Continuous Casting Billet of 430 Ferrite Stainless Steel. Shanghai Metals 2007, 29, 27–30. [Google Scholar]
- Li, J.C.; Yin, Y.C.; Wang, B.F. Numerical Simulation of Stirring Modes for Roll-type Electromagnetic Stirring in the Secondary Cooling Zone of the Continuous Casting Slab. Spec. Cast. Nonferrous Alloy. 2013, 33, 302–305. [Google Scholar] [CrossRef]
- Kittaks, S.; Fukuokaya, T.; Maruki, Y.; Kanki, T. Nippon Steel Strand Electro-Magnetic Stirrer “S-EMS” for Slab Caster. Nippon Steel Tech. Rep. 2003, 87, 70–74. [Google Scholar]
- Li, S.X.; Xiao, H.; Wang, P.; Liu, H.; Zhang, J. Analysis on Electromagnetic Field of Continuous Casting Mold Including a New Integral Method for Calculating Electromagnetic Torque. Metals 2019, 9, 946. [Google Scholar] [CrossRef] [Green Version]
- Wang, P.; Zhang, Z.; Tie, Z.P.; Qi, M.; Lan, P.; Li, S.X.; Yang, Z.B.; Zhang, J.Q. Initial Transfer Behavior and Solidification Structure Evolution in a Large Continuously Cast Bloom with a Combination of Nozzle Injection Mode and M-EMS. Metals 2019, 9, 1083. [Google Scholar] [CrossRef] [Green Version]
- Kunstreich, S. Electromagnetic stirring for continuous casting. Revue De Métallurgie 2003, 100, 395–408. [Google Scholar] [CrossRef]
- Li, S.X.; Wang, P.; Lan, P.; Liu, H.S.; Liu, Q.L.; Li, S.G.; Zhang, J.Q. Melt flow and heat transfer at the crater end of round billet continuous casting using final electromagnetic stirring. Chin. J. Eng. 2019, 41, 748–756. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, P.; Dong, Y.N.; Li, L.; Lan, P.; Zhang, J.Q. Study on three-dimensional flow and heat transfer and solidification behavior in slab continuous casting process. Contin. Cast. 2019, 44, 41–46. [Google Scholar] [CrossRef]
- Xu, Z.G.; Wang, X.H. Investigation on formation of equiaxed zone in low carbon steel strands. Met. Res. Technol. 2016, 113, 106. [Google Scholar] [CrossRef]
- Pang, M.R.; Wang, F.M.; Wang, J.L.; Li, C.R.; Zhang, G.Q. Effect of Solidification Parameters on Solidification Structure of 430 Stainless Steel Based on 3D-CAFÉ Method. Trans. Mater. Heat Treat. 2013, 34, 188–195. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Sectional dimension (mm2) | 1280 × 200 |
| Stirring position (m) | 4.159, 3.911, 3.66 |
| Phase number | 2 |
| Casting speed (m·min−1) | 0.9 |
| Specific water flow (L·kg−1) | 0.4 |
| Relative permeability of each material | 1 |
| Relative permeability of the iron core | 1000 |
| Electrical conductivity of steel (S·m−1) | 7.14 × 105 |
| Electrical conductivity of copper (S·m−1) | 3.18 × 107 |
| Thermal conductivity (m·K−1) | 29 |
| Steel density (kg·m−3) | 7000 |
| Steel viscosity (m·s−1) | 0.006 |
| Liquids temperature (K) | 1768 |
| Solids temperature (K) | 1703 |
| Specific heat (kg·K−1) | 690 |
| Latent heat (J·kg−1) | 275,000 |
| Superheat degree (K) | 30 |
| C | Cr | Ni | Mn | P | S | Si |
|---|---|---|---|---|---|---|
| ≤0.12 | 17 | 0.6 | ≤1.25 | ≤0.035 | ≤0.03 | ≤0.75 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiao, H.; Wang, P.; Yi, B.; Chen, X.; Li, A.; Tang, H.; Li, W.; Zhang, J. A Numerical and Experimental Study on the Solidification Structure of Fe–Cr–Ni Steel Slab Casting by Roller Electromagnetic Stirring. Metals 2021, 11, 6. https://doi.org/10.3390/met11010006
Xiao H, Wang P, Yi B, Chen X, Li A, Tang H, Li W, Zhang J. A Numerical and Experimental Study on the Solidification Structure of Fe–Cr–Ni Steel Slab Casting by Roller Electromagnetic Stirring. Metals. 2021; 11(1):6. https://doi.org/10.3390/met11010006
Chicago/Turabian StyleXiao, Hong, Pu Wang, Bing Yi, Xiqing Chen, Aiwu Li, Haiyan Tang, Weihong Li, and Jiaquan Zhang. 2021. "A Numerical and Experimental Study on the Solidification Structure of Fe–Cr–Ni Steel Slab Casting by Roller Electromagnetic Stirring" Metals 11, no. 1: 6. https://doi.org/10.3390/met11010006