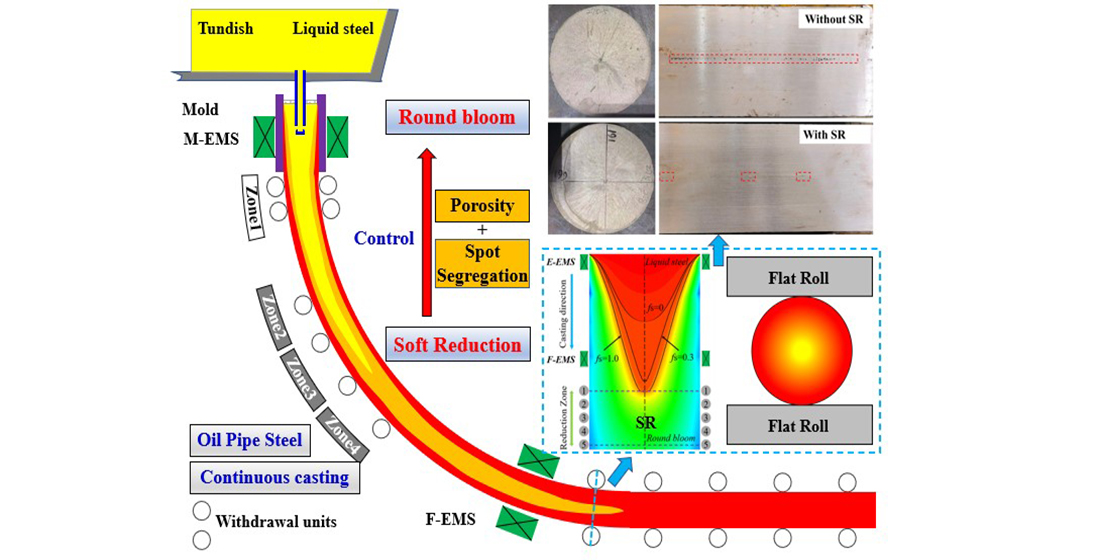
Control of Shrinkage Porosity and Spot Segregation in Ø195 mm Continuously Cast Round Bloom of Oil Pipe Steel by Soft Reduction




Abstract
:
1. Introduction
2. Model Description
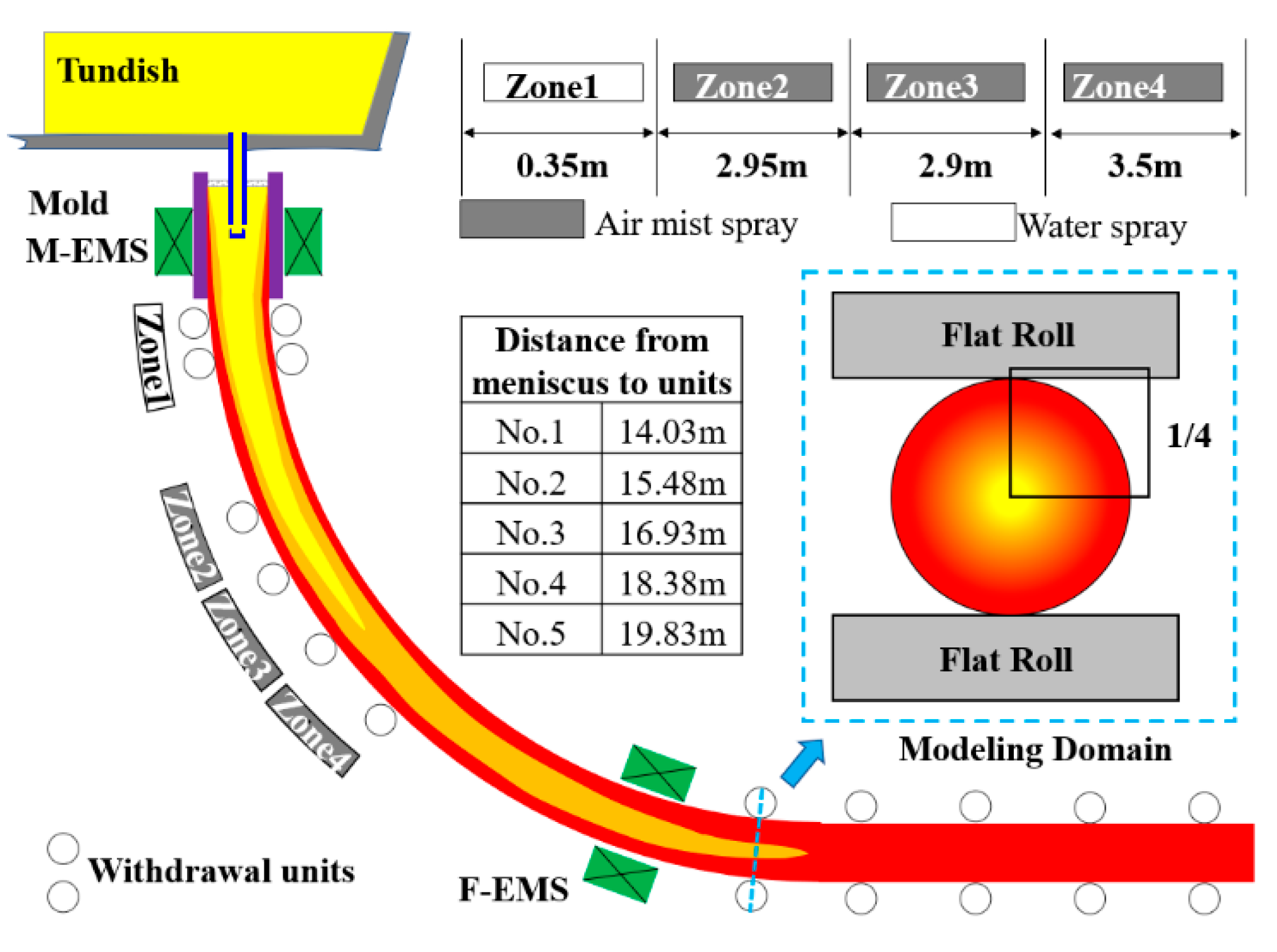
2.1. Simulation Conditions
2.2. Heat Transfer Model
2.3. Deformation Model
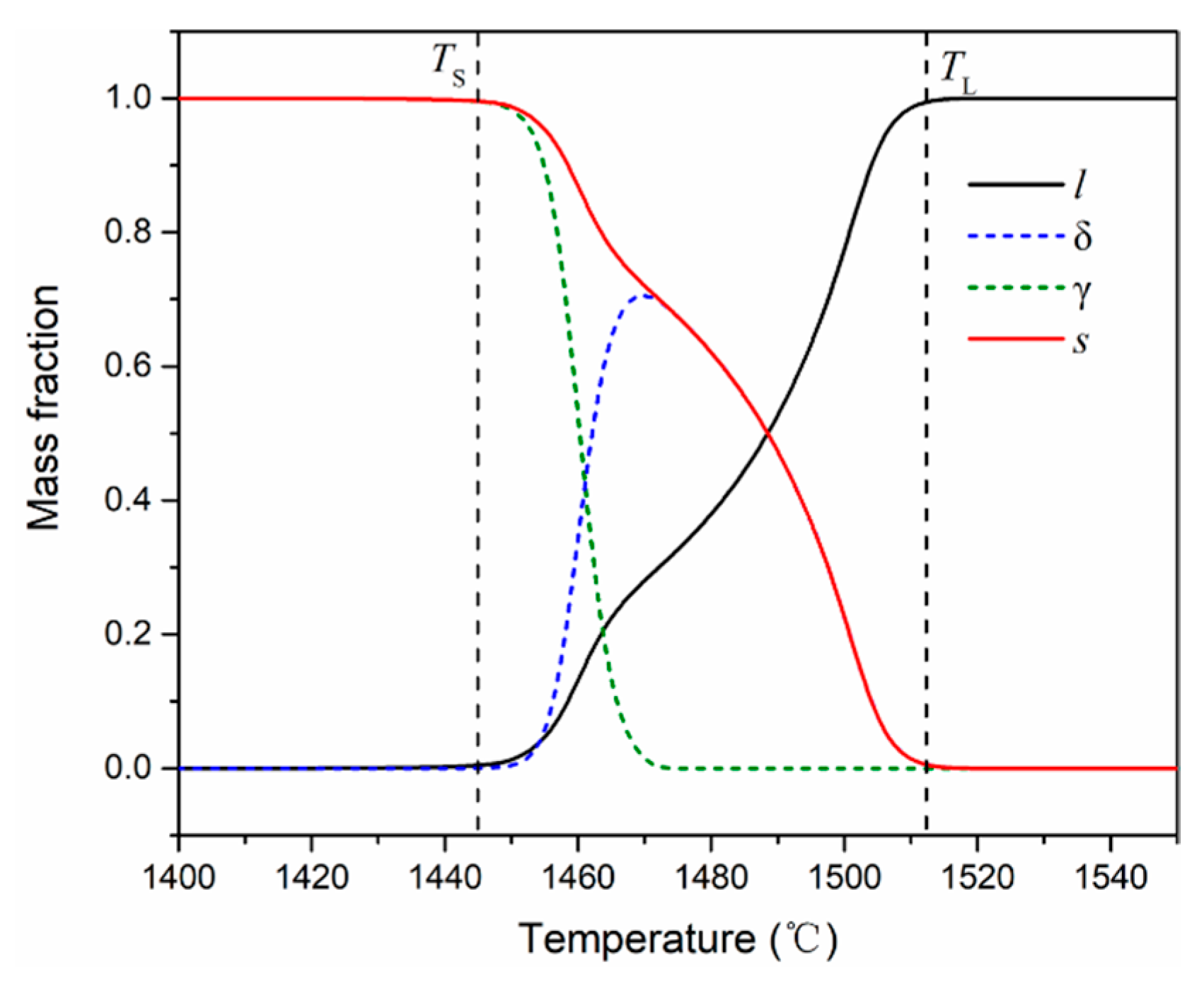
2.4. Material Properties
3. Simulation Results
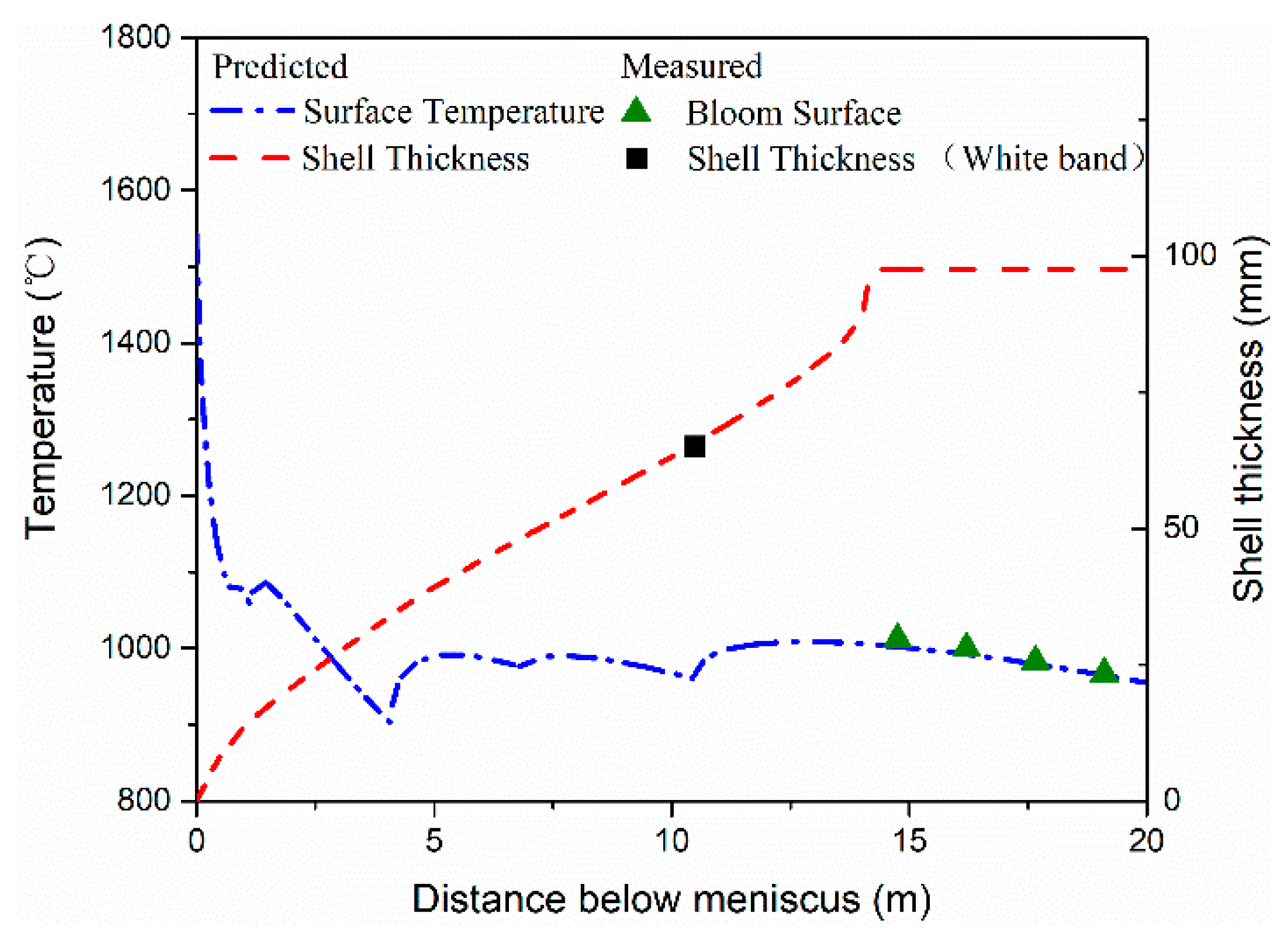
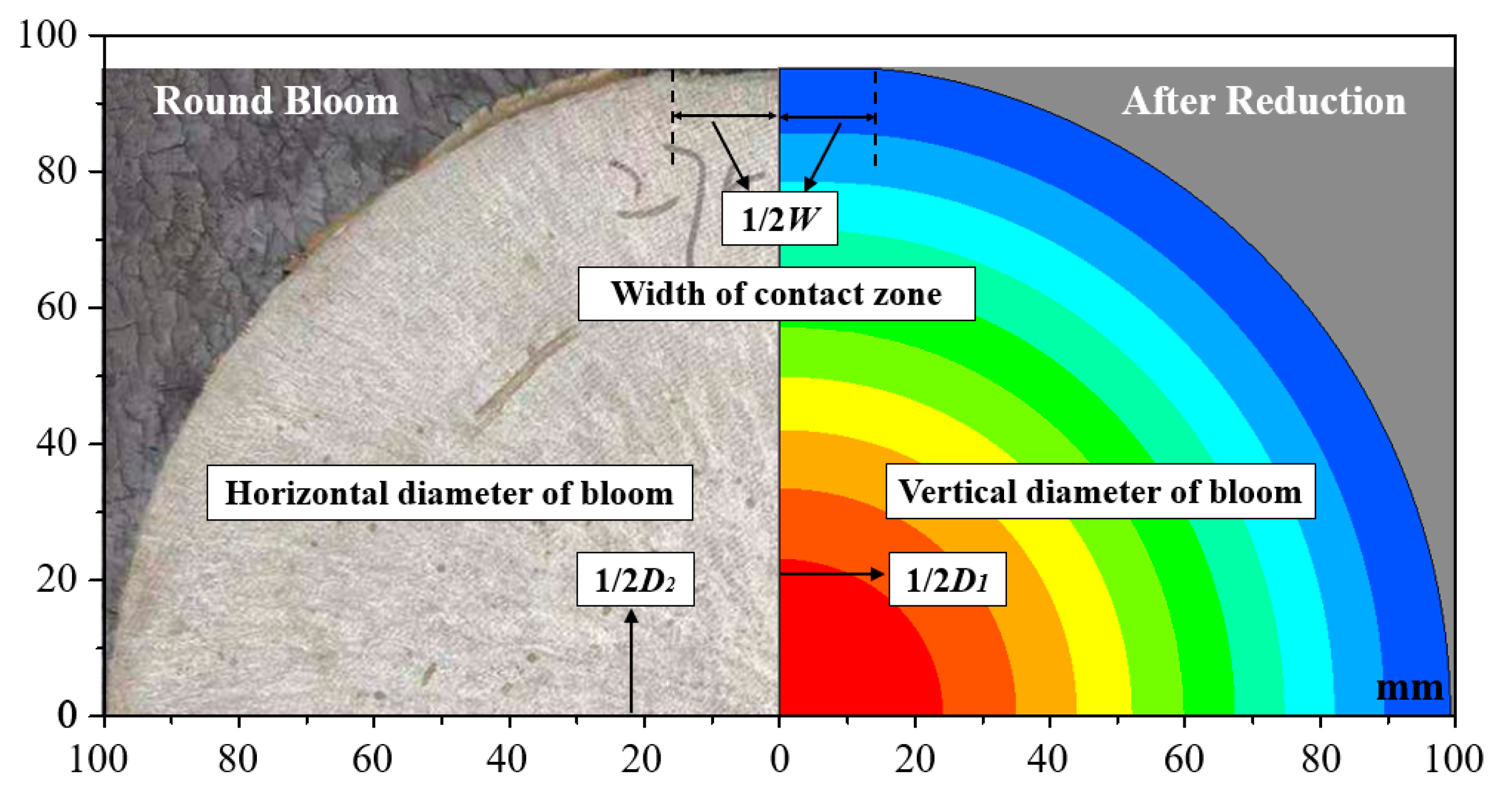
3.1. Model Validation
3.2. Heat Transfer Result
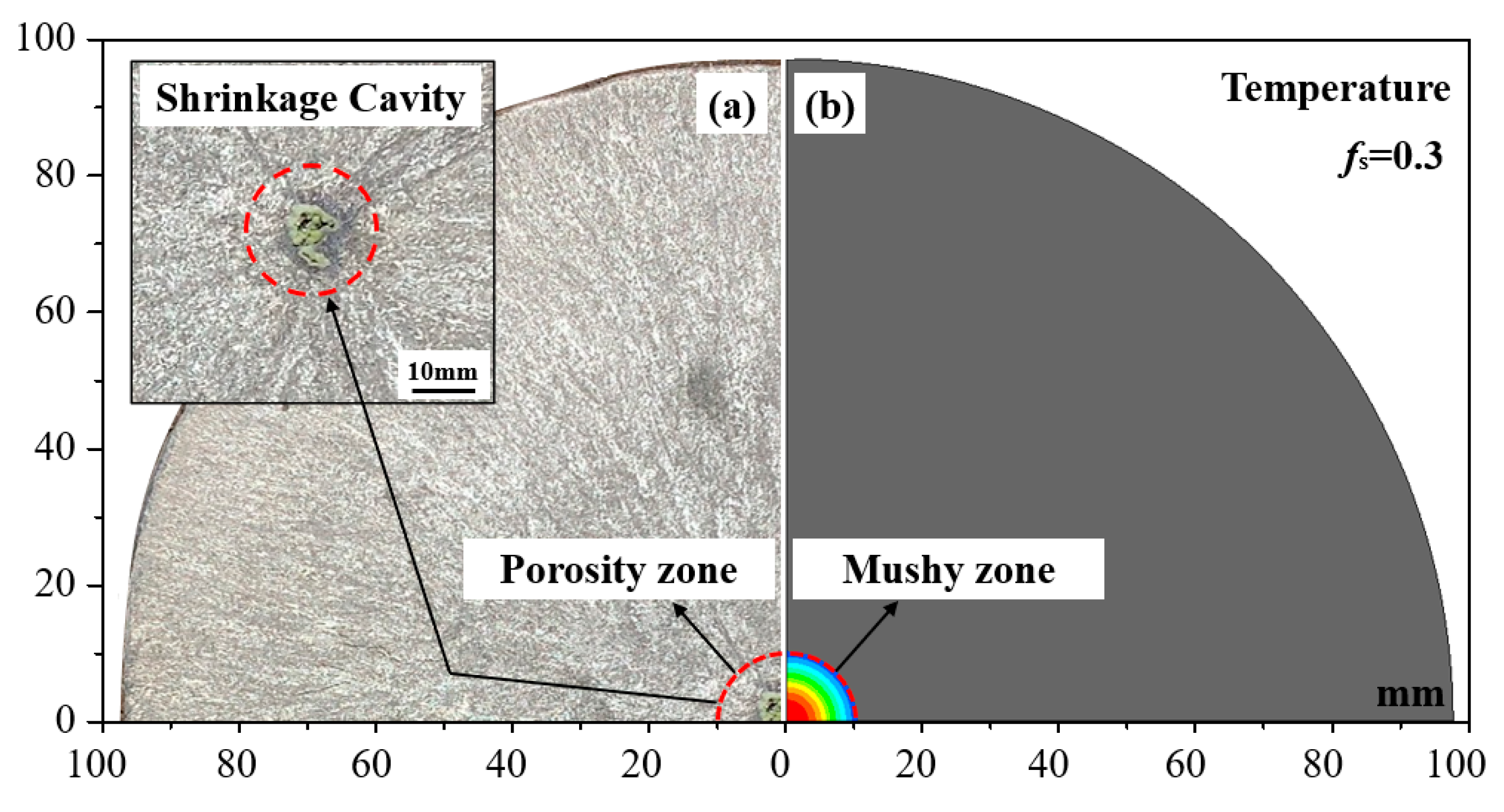
3.2.1. Shrinkage Porosity Zone
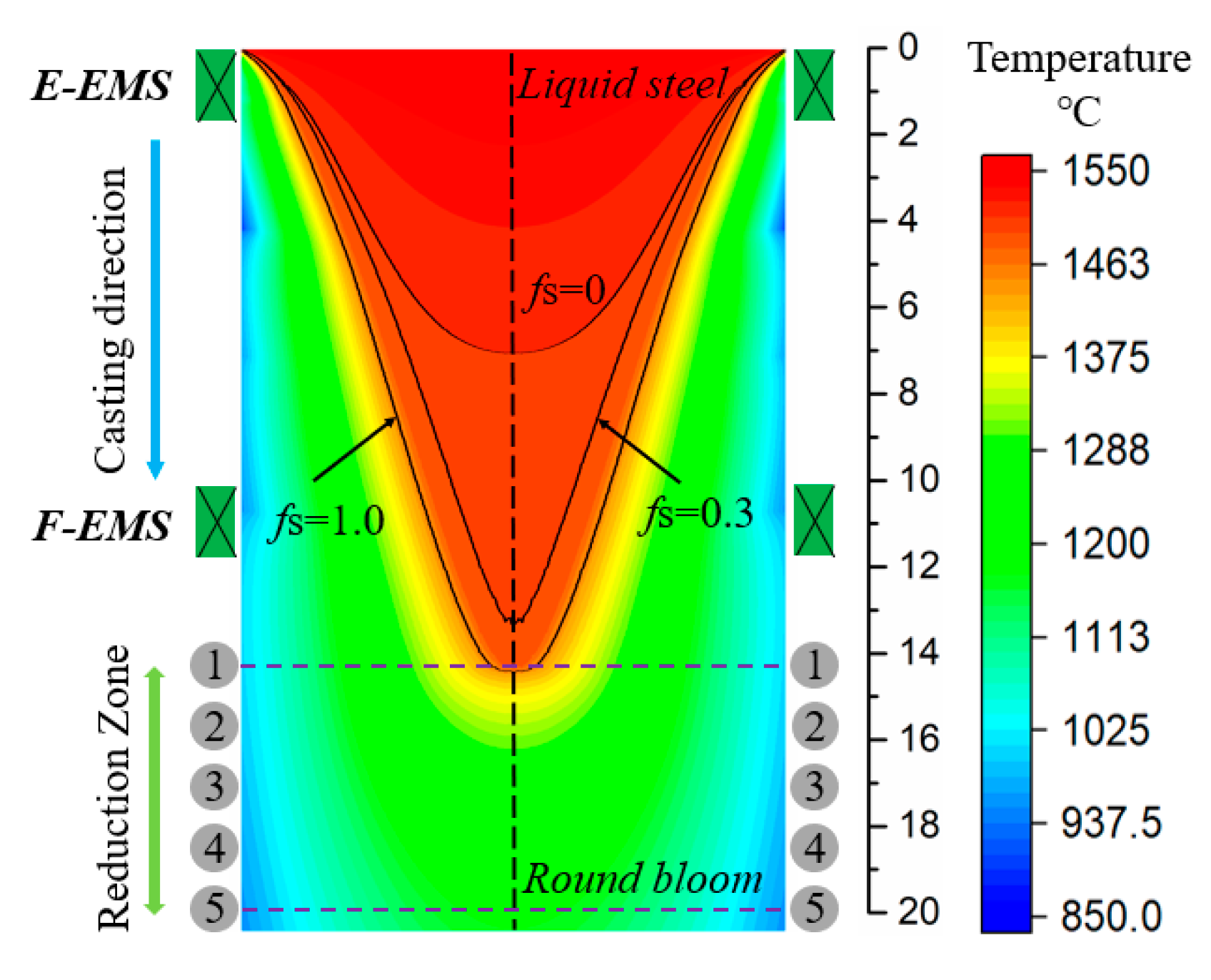
3.2.2. Reduction Zone
3.3. Deformation Result
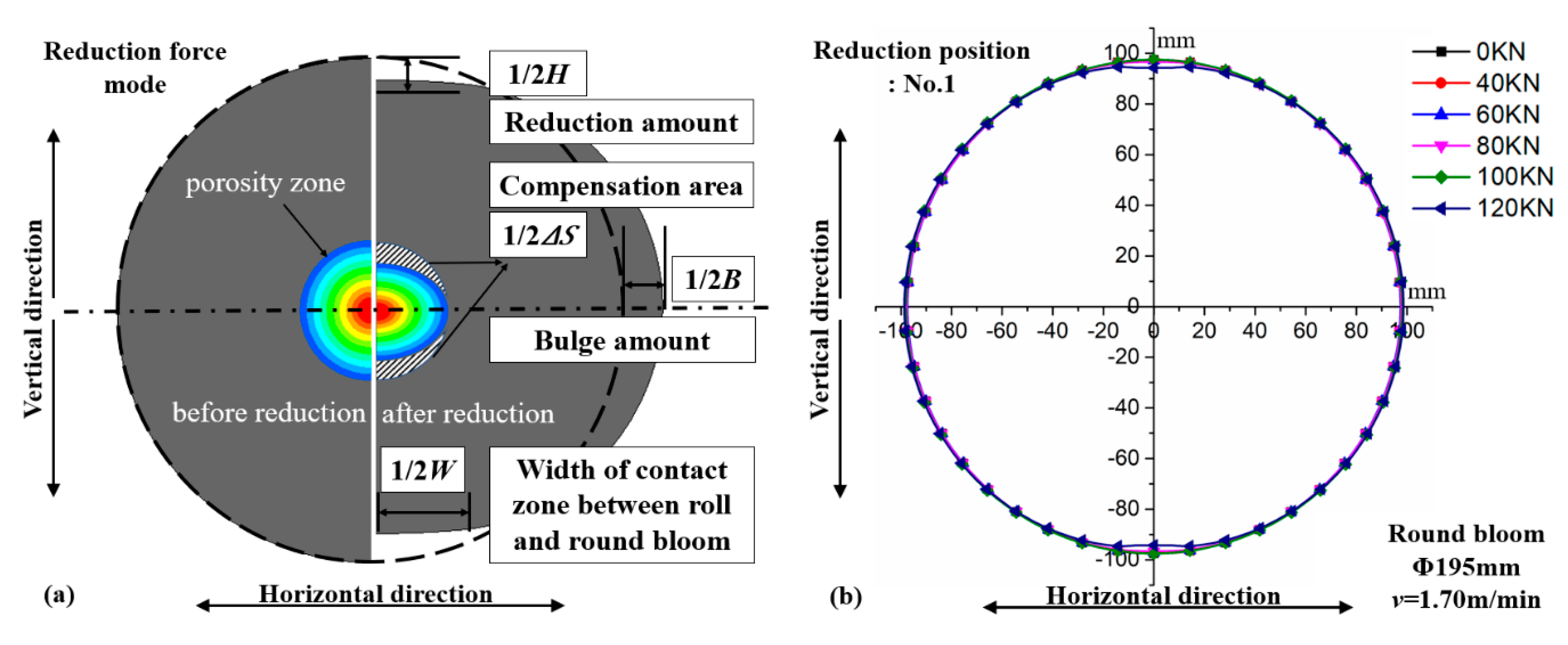
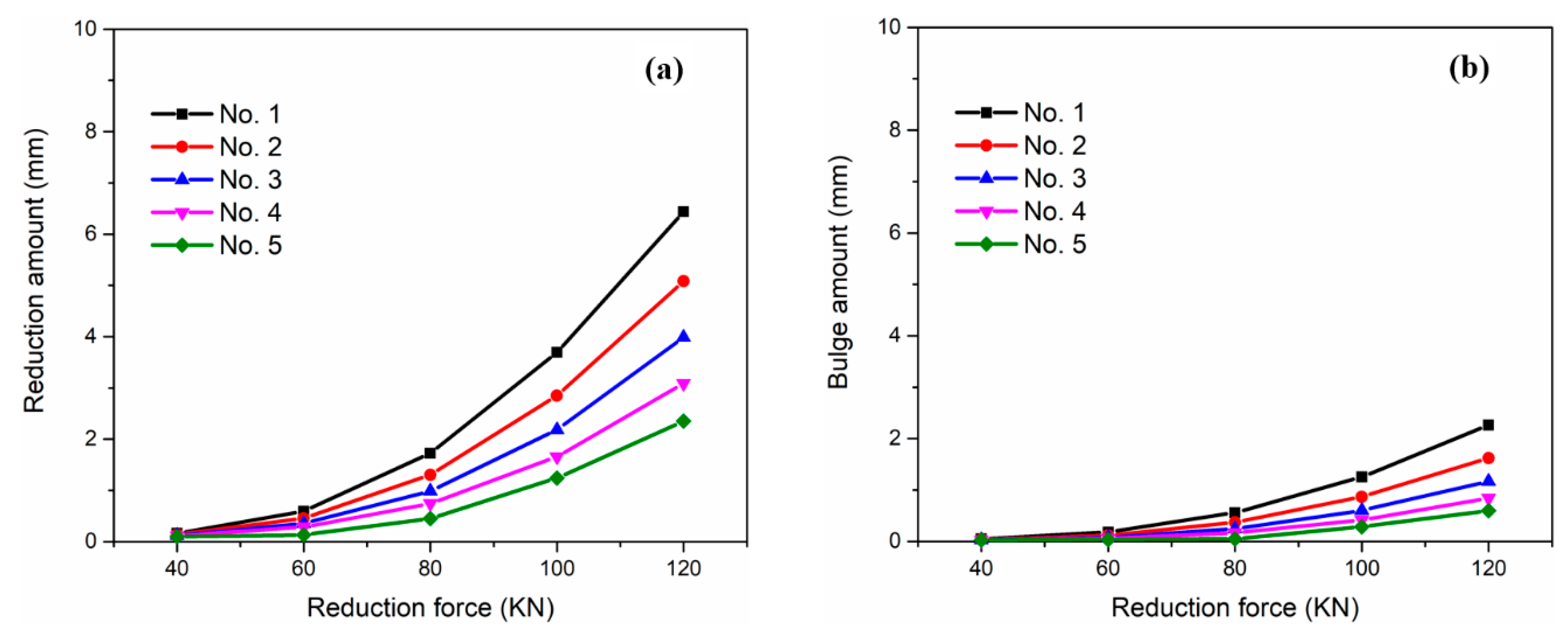
3.3.1. Reduction Amount and Bulge Amount
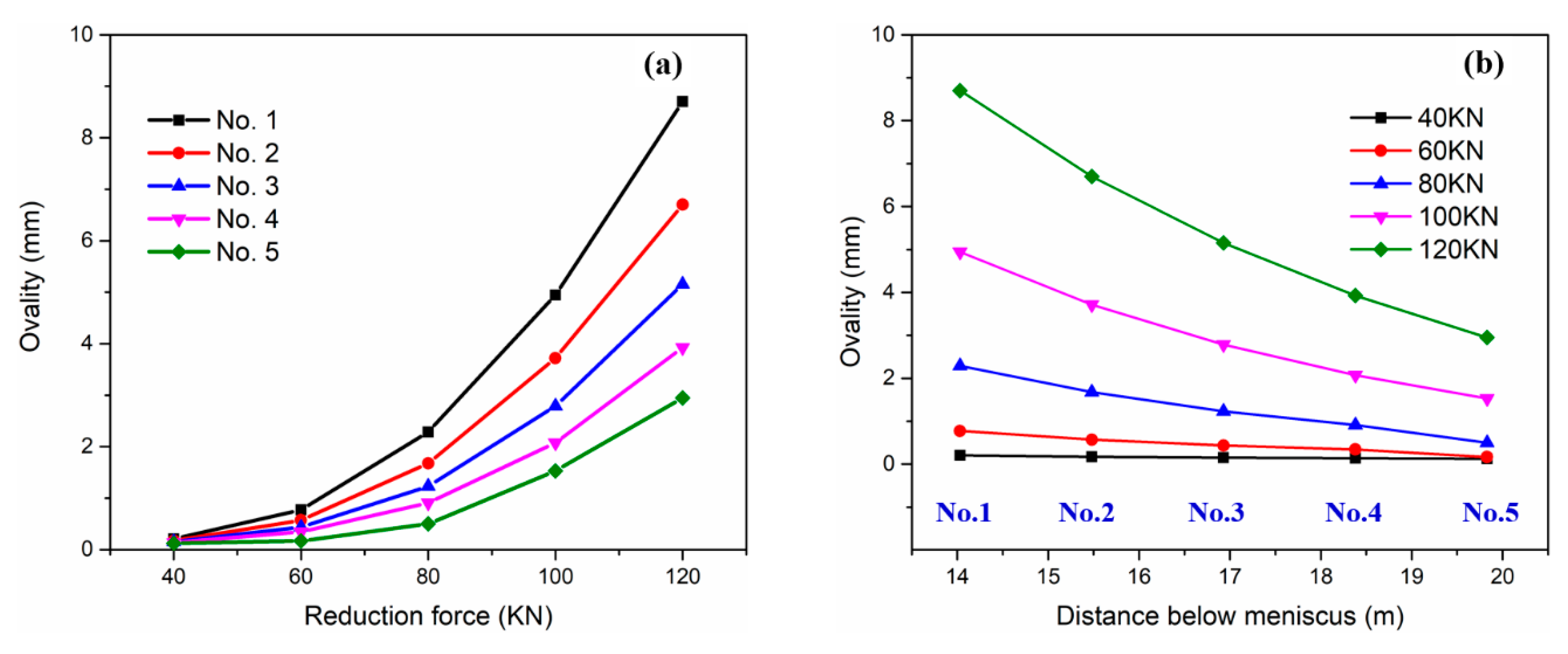
3.3.2. Ovality of Round Bloom
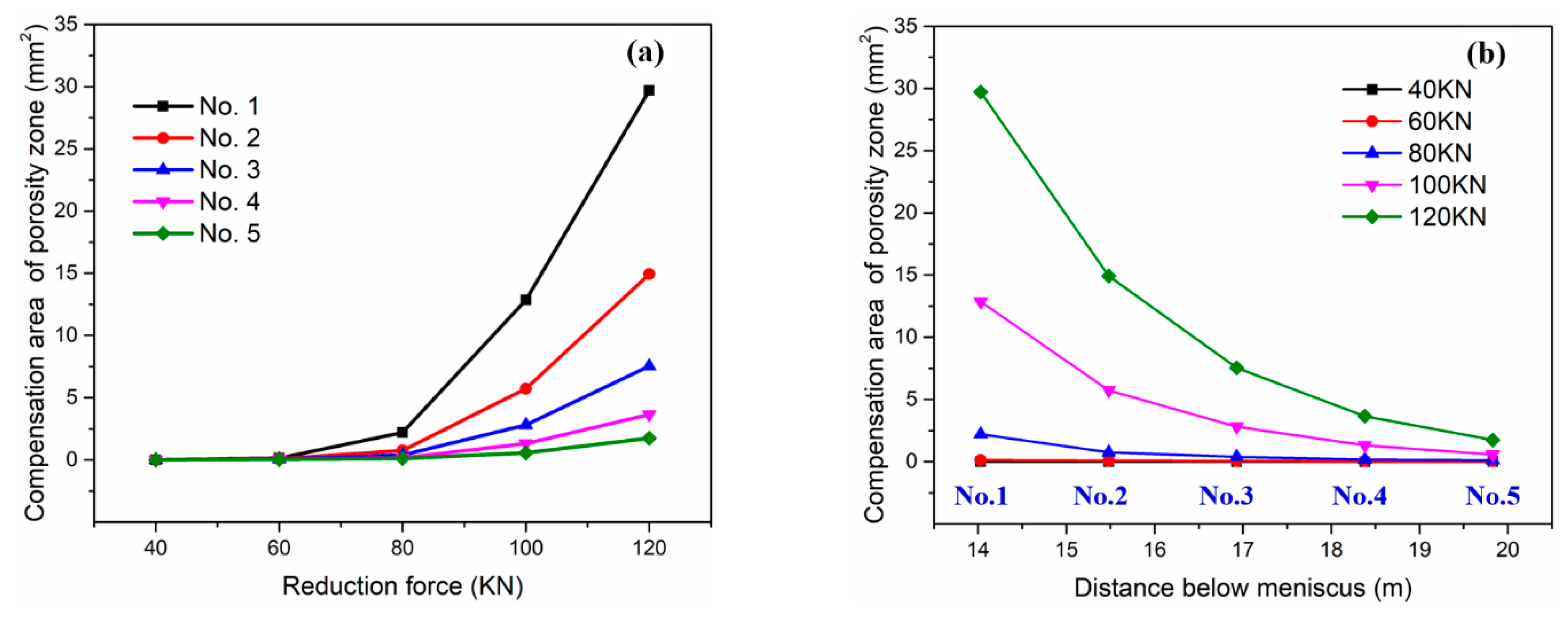
3.3.3. Compensation Area of Porosity Zone
4. Soft Reduction Experiment
4.1. Multi-Unit Soft Reduction
4.2. Improvement of Round Bloom Quality
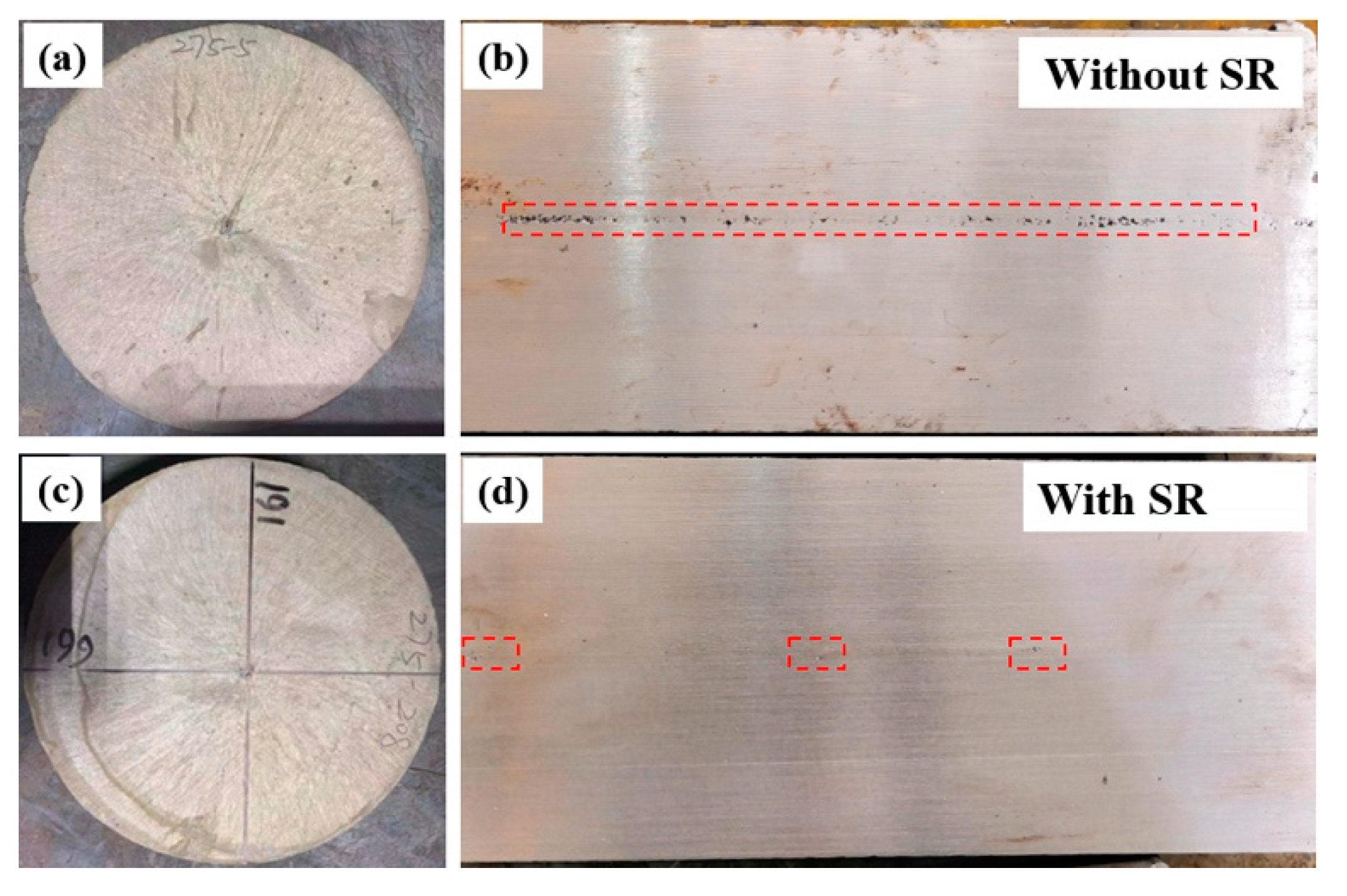
4.2.1. Shrinkage Porosity
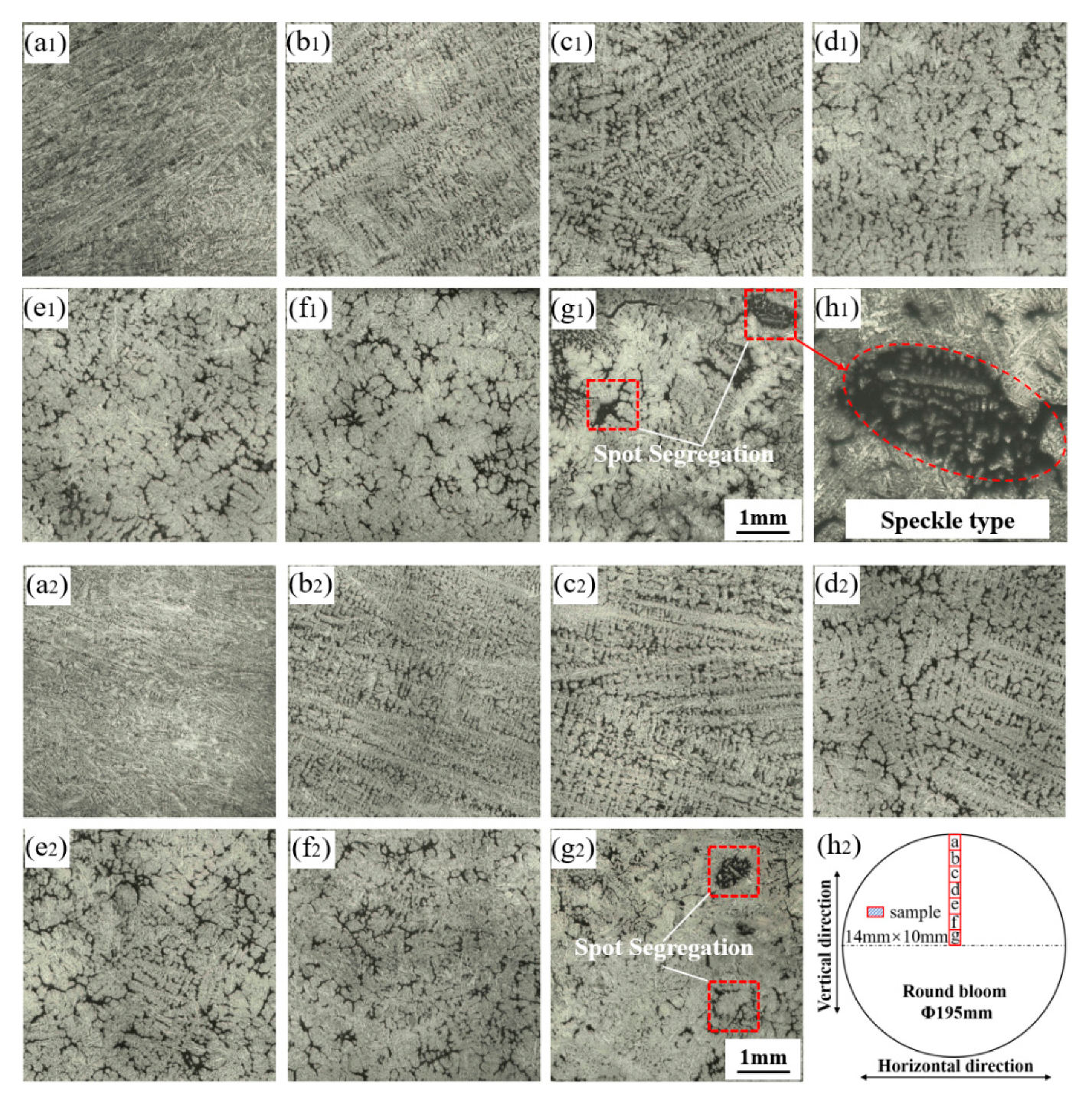
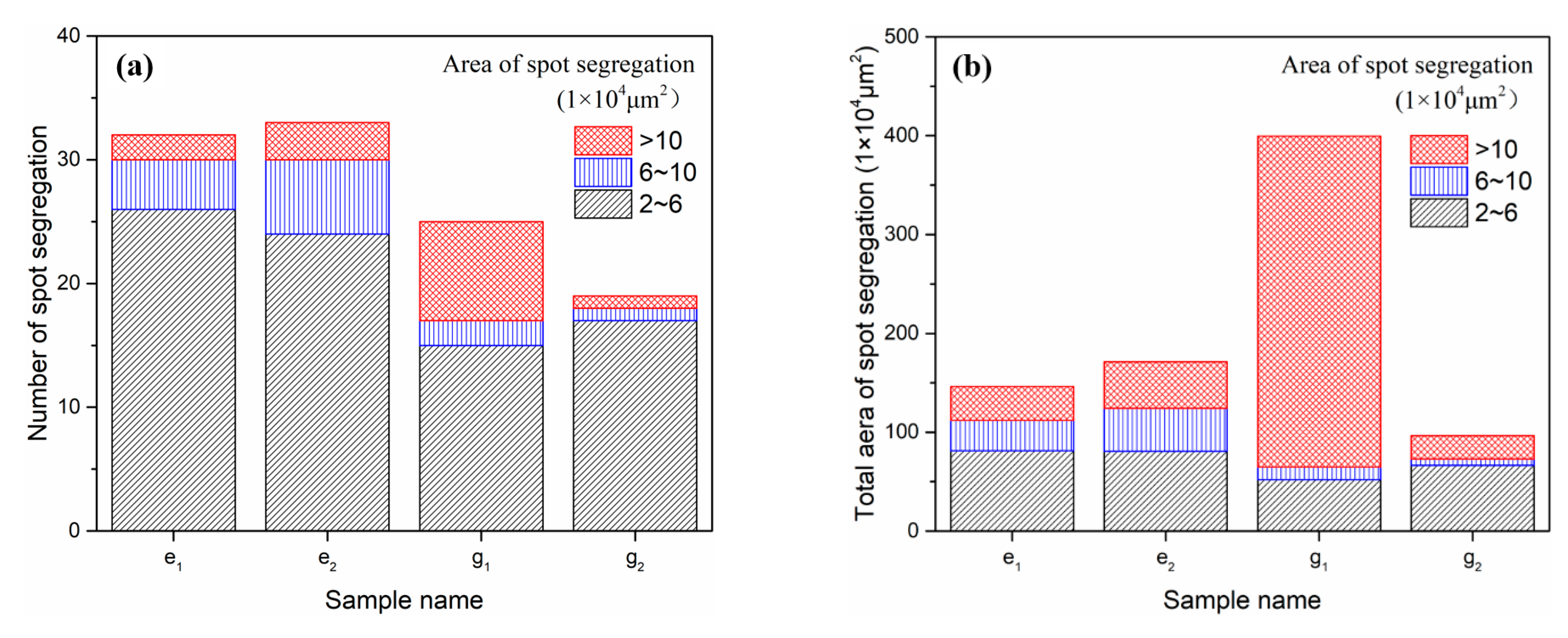
4.2.2. Spot Segregation
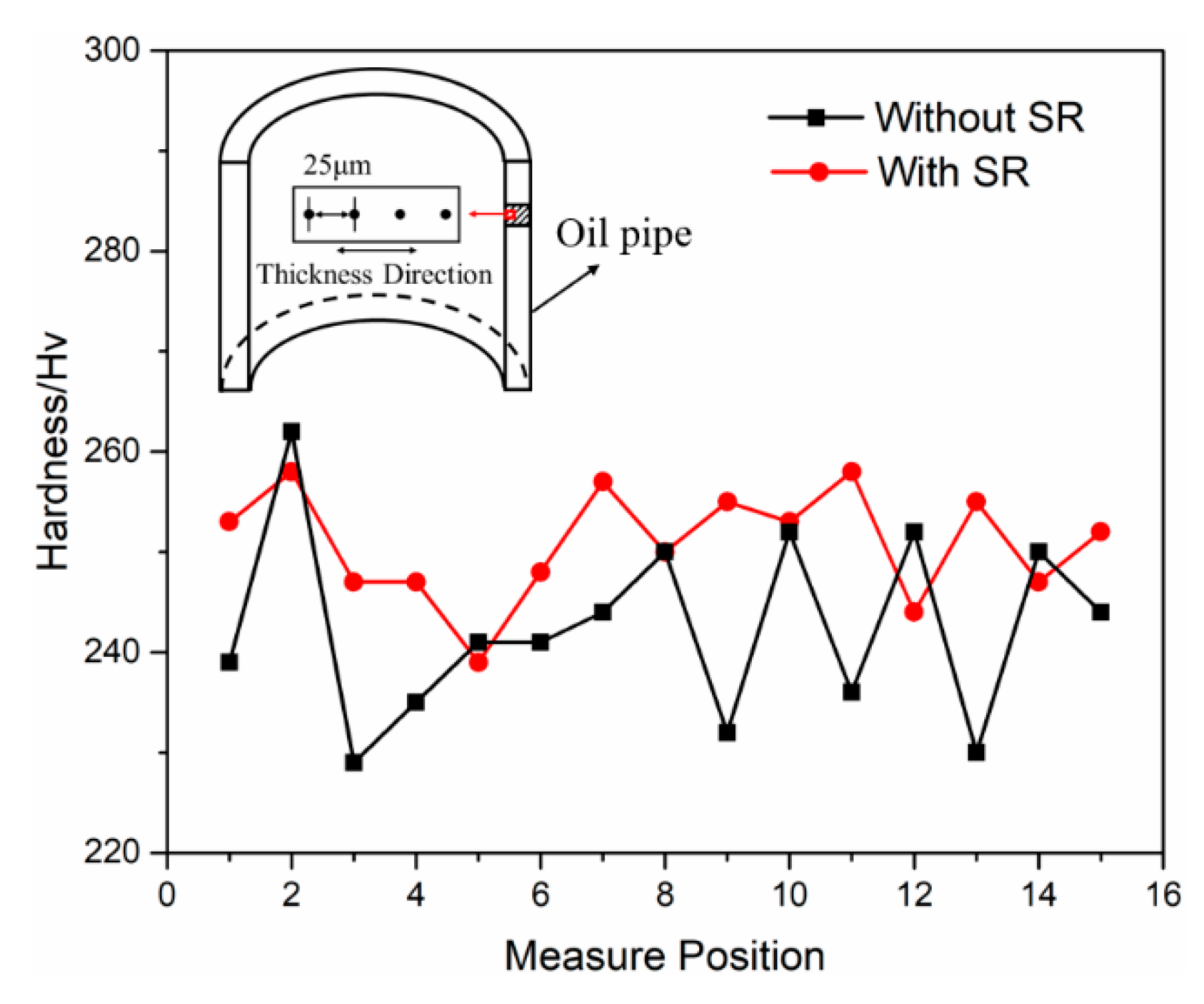
4.3. Oil Pipe Product
5. Conclusions
- The reduction amount of round bloom at the front unit is much larger than the back unit under same reduction force. When reduction force increases from 40 KN to 120 KN, the reduction amount increases from 0.16 mm to 6.44 mm at No.1 withdrawal unit, while it only increases from 0.10 mm to 2.35 mm at No.5 unit in the present study.
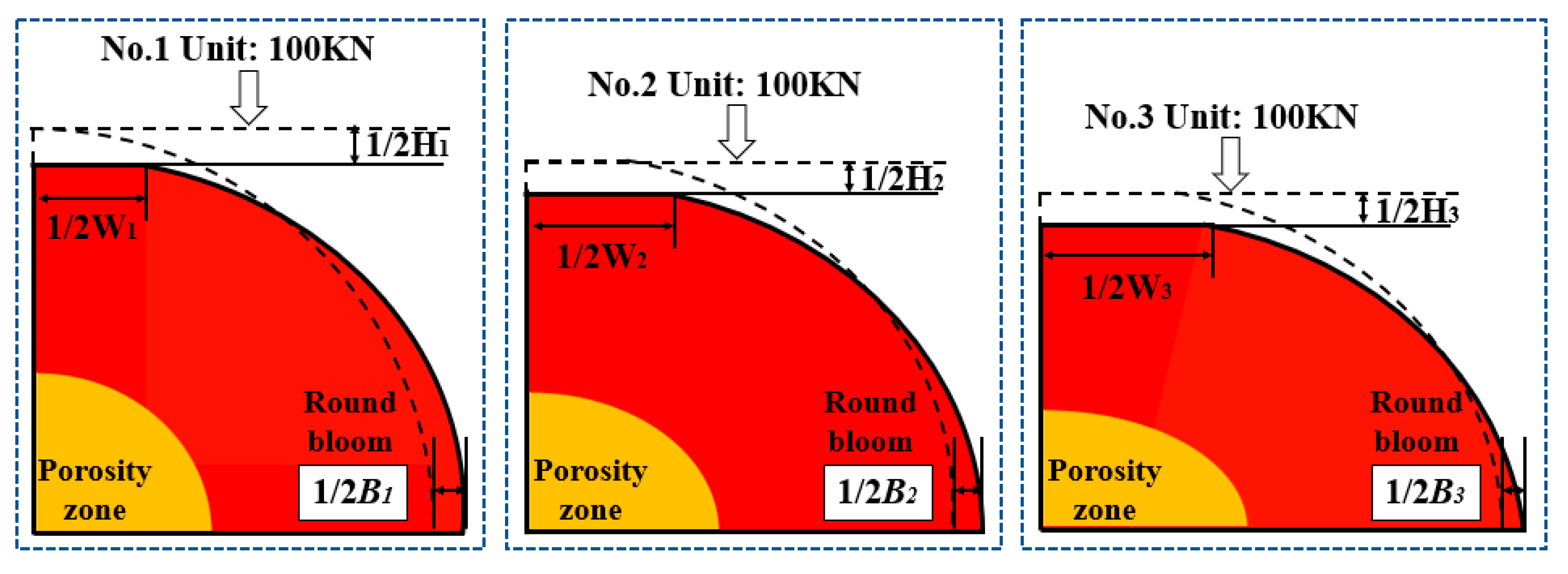
- The deformation penetration at No.1 unit is much stronger than other units due to its higher temperature and lower center solid fraction. It suggests a high efficiency reduction should be executed by the forward units with a center solid fraction above 0.3 in the round bloom continuous casting.
- Unlike rectangular products, the deformation of the round bloom will be affected by the previous reduction process during the multi-unit SR. The reduction parameter in the first reduction unit is the most critical, and plays a dominant role in compensating for the shrinkage porosity and controlling the ovality of round bloom.
- The multi-unit soft reduction carried out by No.1 to No.3 withdrawal units with 100 KN can almost closure the shrinkage cavity in the center of the Ø195 mm round bloom. Furthermore, the number and size of spot segregation are significantly reduced after the reduction process.
- The multi-unit soft reduction on the continuously cast round bloom can greatly improve the SSC resistance of the product oil pipe. With the application of the reduction process, the KISSC value of oil pipe steel could increase from 31.17 MPa·m0.5 to 34.56 MPa·m0.5.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, Z.H.; Liu, M.; Liu, Y.H. A systematical analysis with respect to multiple hydrogen traps influencing sulfide stress cracking behavior of API-5CT-C110 casing steel. Mater. Sci. Eng. A 2018, 721, 81–88. [Google Scholar] [CrossRef]
- Li, B.; Luo, M.; Yang, Z.B. Microstructure evolution of the semi-macro segregation induced banded structure in high strength oil tubes during quenching and tempering treatments. Materials 2019, 12, 3310. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ji, Y.; Lan, P.; Geng, H. Behavior of spot segregation in continuously cast blooms and the resulting segregated band in oil pipe steels. Steel Res. Int. 2018, 89, 1700331. [Google Scholar] [CrossRef]
- Xu, Z.G.; Wang, X.H.; Jiang, M. Investigation on improvement of center porosity with heavy reduction in continuously cast thick slabs. Steel Res. Int. 2017, 88, 1600061. [Google Scholar] [CrossRef]
- Luo, S.; Zhu, M.Y.; Ji, C. Characteristics of solute segregation in continuous casting bloom with dynamic soft reduction and determination of soft reduction zone. Ironmak. Steelmak. 2010, 37, 140–146. [Google Scholar] [CrossRef]
- Wu, C.; Ji, C.; Zhu, M.Y. Deformation behavior of internal porosity in continuous casting wide-thick slab during heavy reduction. Metals 2019, 9, 128. [Google Scholar] [CrossRef] [Green Version]
- Thome, R.; Harste, K. Principles of billet soft-reduction and consequences for continuous casting. ISIJ Int. 2006, 46, 1839–1844. [Google Scholar] [CrossRef] [Green Version]
- Rogberg, B.; Ek, L. Influence of soft reduction on the fluid flow, porosity and center segregation in CC high carbon and stainless steel blooms. ISIJ Int. 2008, 58, 478–487. [Google Scholar] [CrossRef] [Green Version]
- Li, L.; Zhao, X.; Tie, Z.P. Improvement of center segregation in continuous cast blooms by convex roll soft reduction. Suppl. Proc. TMS 2019, 51–61. [Google Scholar] [CrossRef]
- Lan, P.; Tie, Z.P.; Zhang, W. Research progress on spot segregation defects in continuously cast semi-products. Iron Steel 2019, 55, 11–12. [Google Scholar]
- Kojima, S.; Mizota, H.; Kushida, K. Concept of continuous forging process and experimental analysis of forged blooms. Kawasaki Steel Giho 1994, 26, 1–6. [Google Scholar]
- Nabeshima, S.; Nakato, H.; Fujii, T. Controlling of centerline segregation of continuously cast bloom by continuous forging process. ISIJ Int. 1995, 35, 673–679. [Google Scholar] [CrossRef] [Green Version]
- Sugimaru, S.; Nakashima, J.; Miyazawa, K. Theoretical analysis of the suppression of solidification shrinkage flow in continuously cast steel blooms. Mater. Sci. Eng. A 1993, 173, 305–308. [Google Scholar] [CrossRef]
- Rauter, W.; Reiter, J.; Srienc, K. Soft reduction at a round bloom caster: Implementation and results. BHM Berg-und Hüttenmännische Monatshefte 2014, 159, 454–460. [Google Scholar] [CrossRef]
- Winner, F.; Pennerstorfer, P.; Thone, H. Operation results of vertical casting of heavy round blooms at Zhong yuan special steel. In Proceedings of the European Continuous Casting Conference, Vienna, Austria, 26–29 June 2017; pp. 227–236. [Google Scholar]
- Fan, H.; Long, M.J.; Yu, S. Uniform secondary cooling pattern for minimizing surface reheating of the strand during round bloom continuous casting. JOM 2018, 70, 237–242. [Google Scholar] [CrossRef]
- Li, Y.J.; Li, H.; Lan, P. Thermo-elasto-visco-plastic finite element analysis on formation and propagation of off-corner subsurface cracks in bloom continuous casting. J. Iron Steel Res. Int. 2017, 11, 1159–1168. [Google Scholar] [CrossRef]
- Brimacombe, J.K.; Samarasekera, I.V.; Mahapatra, R.B. Basic knowledge and the achievement of quality in continuous casting. Sixth IISC 1990, 3, 246–255. [Google Scholar]
- Li, C.; Thomas, B.G. Thermomechanical finite-element model of shell behavior in continuous casting of steel. Metall. Mater. Trans. B 2004, 35, 1151–1172. [Google Scholar] [CrossRef]
- Wray, P.J. Plastic deformation of delta-ferritic iron at intermediate strain rates. Metall. Mater. Trans. A 1976, 7, 1621–1627. [Google Scholar] [CrossRef]
- Zhu, H. Coupled Thermal-Mechanical Finite-Element Model with Application to Initial Solidification. Ph.D. Thesis, University of Illinois at Urbana Champaign, Champaign County, IL, USA, 1993. [Google Scholar]
- Wray, P.J. Effect of carbon content on the plastic flow of plain carbon steel at elevated temperatures. Metall. Mater. Trans. A 1982, 13, 125–134. [Google Scholar] [CrossRef]
- Suzuki, T.; Take, K.H.; Wunnenberg, K. Creep properties of steel at continuous casting temperatures. Ironmak. Steelmak. 1988, 15, 90–100. [Google Scholar]
- Ueshima, Y.; Mizoguchi, S.; Matsumiya, T. Analysis of solute distribution in dendrites of carbon steel with δ/γ transformation during solidification. Metall. Mater. Trans. B 1986, 4, 845–859. [Google Scholar] [CrossRef]
- Crank, J. Free and Moving Boundary Problems; Clarendon Press: Oxford, UK, 1984. [Google Scholar]
- Zappulla, M.S.; Hibbeler, L.C.; Thomas, B.G. Effect of Grade on Thermal–Mechanical Behavior of Steel during Initial Solidification. Metall. Mater. Trans. B 2017, 8, 3777–3793. [Google Scholar] [CrossRef]
- Harste, K. Investigation of the Shrinkage and the Origin of Mechanical Tension during the Solidification and Successive Cooling of Cylindrical Bara of Fe-C Alloys. Ph.D. Thesis, Technical University of Clausthal, Clausthal-Zellerfeld, Germany, 1989. [Google Scholar]
- Mizukami, H.; Murakami, K.; Miyashita, Y. Mechanical properties of continuously cast steel at high temperatures. Tetsu-to-Hagane 1977, 146, S652. [Google Scholar]
- Uehara, M.; Samarasekera, I.V.; Brimacombe, J.K. Mathematical modeling of unbending of continuously cast steel slabs. Ironmak. Steelmak. 1986, 13, 138–153. [Google Scholar]
- Takahashi, T.; Ohsasa, K.; Katayama, N. Simulation for progress of solid-liquid coexisting zone in continuous casting of carbon steels. Tetsu-to-Hagane 1990, 76, 728–734. [Google Scholar] [CrossRef]
- Li, B.; Zhang, Z.H.; Liu, H.S. Characteristics and evolution of the spot segregations and banded defects in high strength corrosion resistant tube steel. Acta Metall. Sin. 2019, 55, 762–772. [Google Scholar]
- NACE Stand. TM0177-2016, Laboratory Testing of Metals for Resistance to Sulfide Stress Cracking and Stress Corrosion Cracking in H2S Environments; NACE International: Houston, TX, USA, 2016. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Withdrawal Unit Number | No.1 | No.2 | No.3 | Total |
|---|---|---|---|---|
| Center solid fraction | 0.51 | 1.0 | 1.0 | - |
| Reduction force-KN | 100 | 100 | 100 | - |
| Reduction amount-mm | 3.7 | 0.9 | 0.3 | 4.9 |
| Bulge amount-mm | 1.3 | 0.3 | 0.1 | 1.7 |
| Compensation area of porosity zone-mm2 | 12.9 | 7.9 | 3.2 | 24.0 |
| Soft Reduction | KISSC-MPa·m0.5 | |||
|---|---|---|---|---|
| Test Value | Average Value | |||
| Without | 31.78 | 31.30 | 30.44 | 31.17 |
| With | 34.87 | 34.13 | 34.67 | 34.56 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, L.; Zhang, Z.; Luo, M.; Li, B.; Lan, P.; Zhang, J. Control of Shrinkage Porosity and Spot Segregation in Ø195 mm Continuously Cast Round Bloom of Oil Pipe Steel by Soft Reduction. Metals 2021, 11, 9. https://doi.org/10.3390/met11010009
Li L, Zhang Z, Luo M, Li B, Lan P, Zhang J. Control of Shrinkage Porosity and Spot Segregation in Ø195 mm Continuously Cast Round Bloom of Oil Pipe Steel by Soft Reduction. Metals. 2021; 11(1):9. https://doi.org/10.3390/met11010009
Chicago/Turabian StyleLi, Liang, Zhonghua Zhang, Ming Luo, Bo Li, Peng Lan, and Jiaquan Zhang. 2021. "Control of Shrinkage Porosity and Spot Segregation in Ø195 mm Continuously Cast Round Bloom of Oil Pipe Steel by Soft Reduction" Metals 11, no. 1: 9. https://doi.org/10.3390/met11010009