A Review of the Cyanidation Treatment of Copper-Gold Ores and Concentrates

Abstract
:1. Introduction
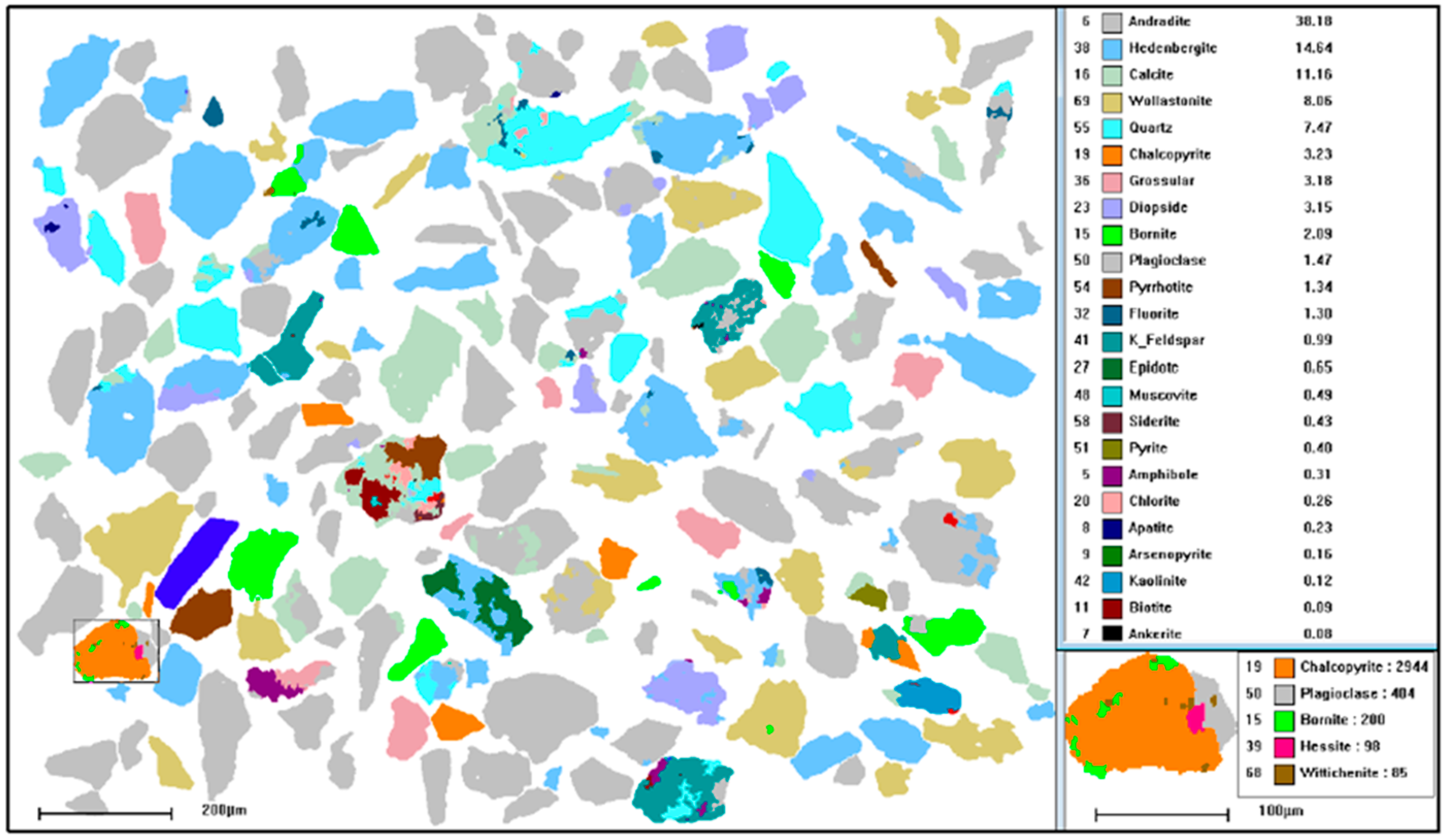
2. Copper Mineral Complexity
3. Cyanidation of Complex Gold Ores and Concentrates
- Gold cyanide reaction:
- Silver cyanide reaction:
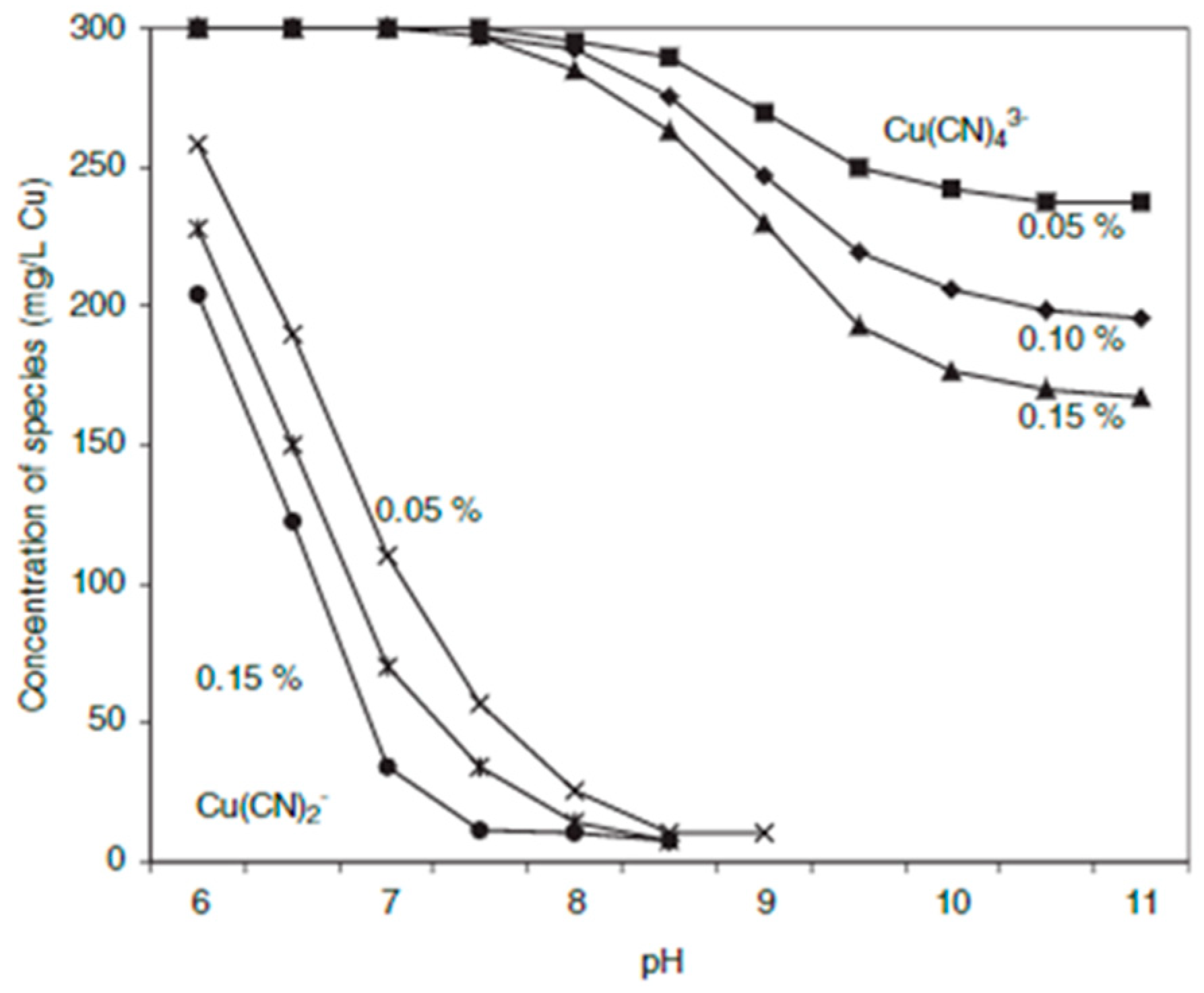
- Copper cyanide reaction:
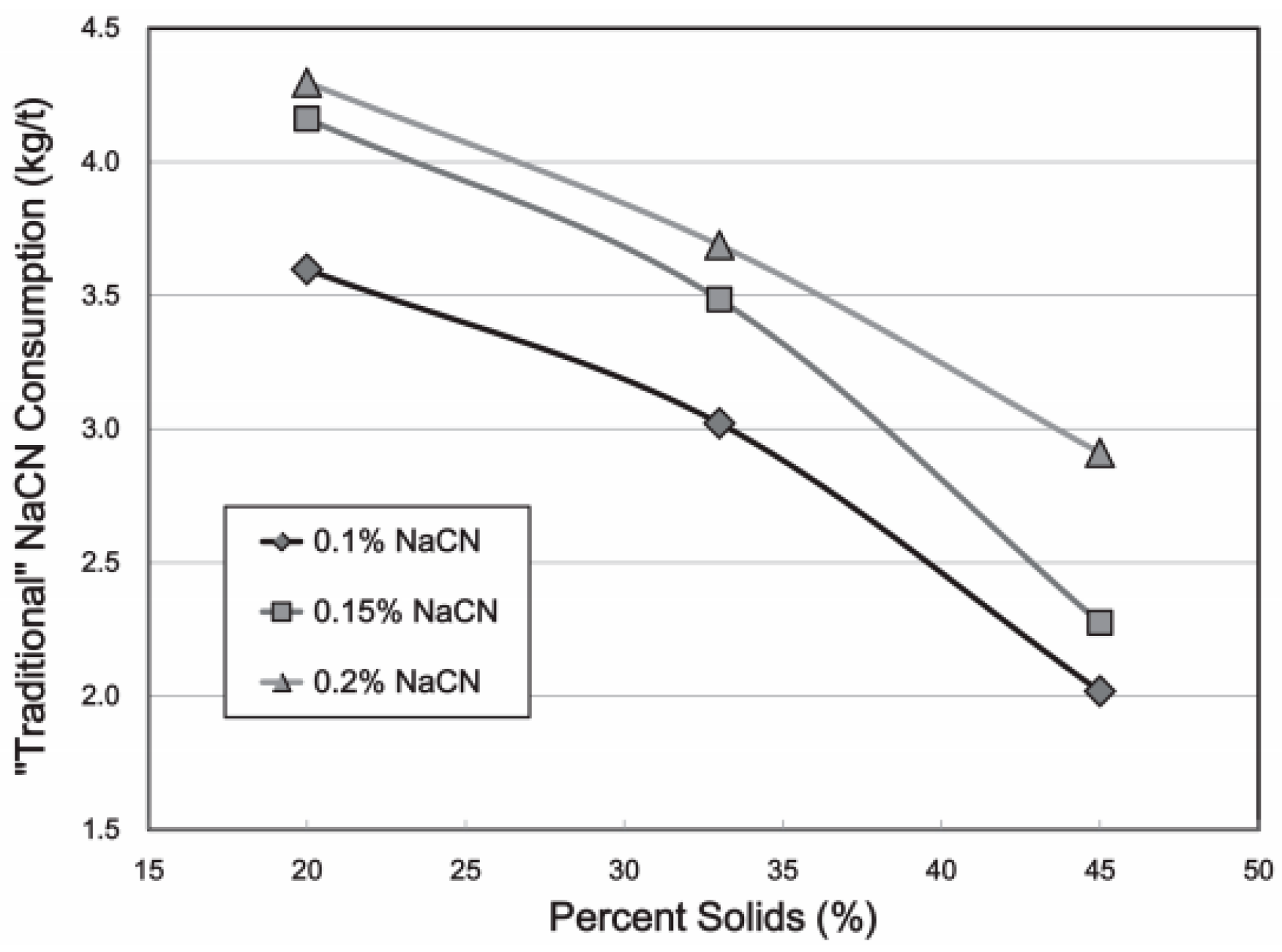
4. Cyanide Consumption
5. Gold Cyanidation in Copper Flotation Tailings
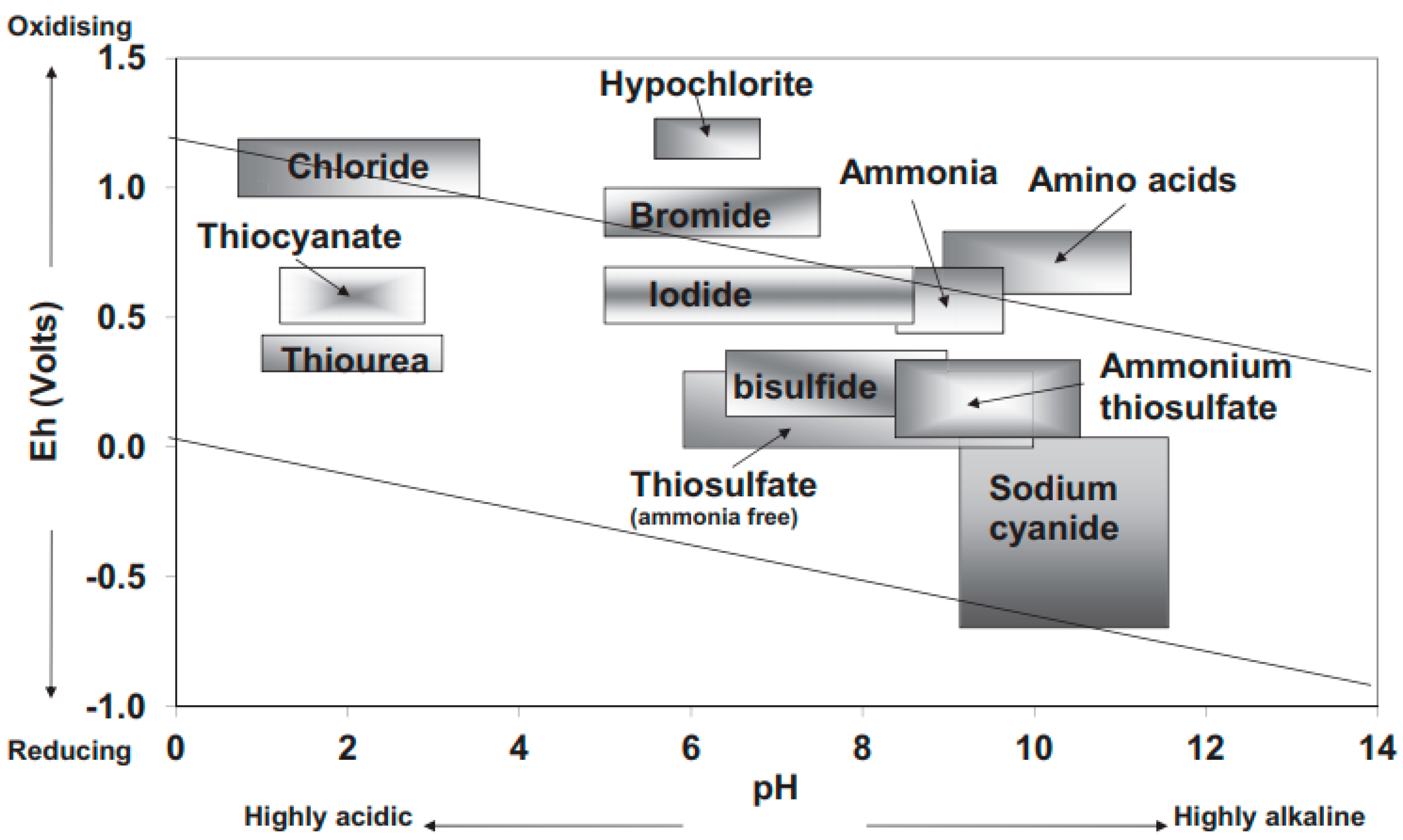
6. Alternatives Lixiviants to Cyanide
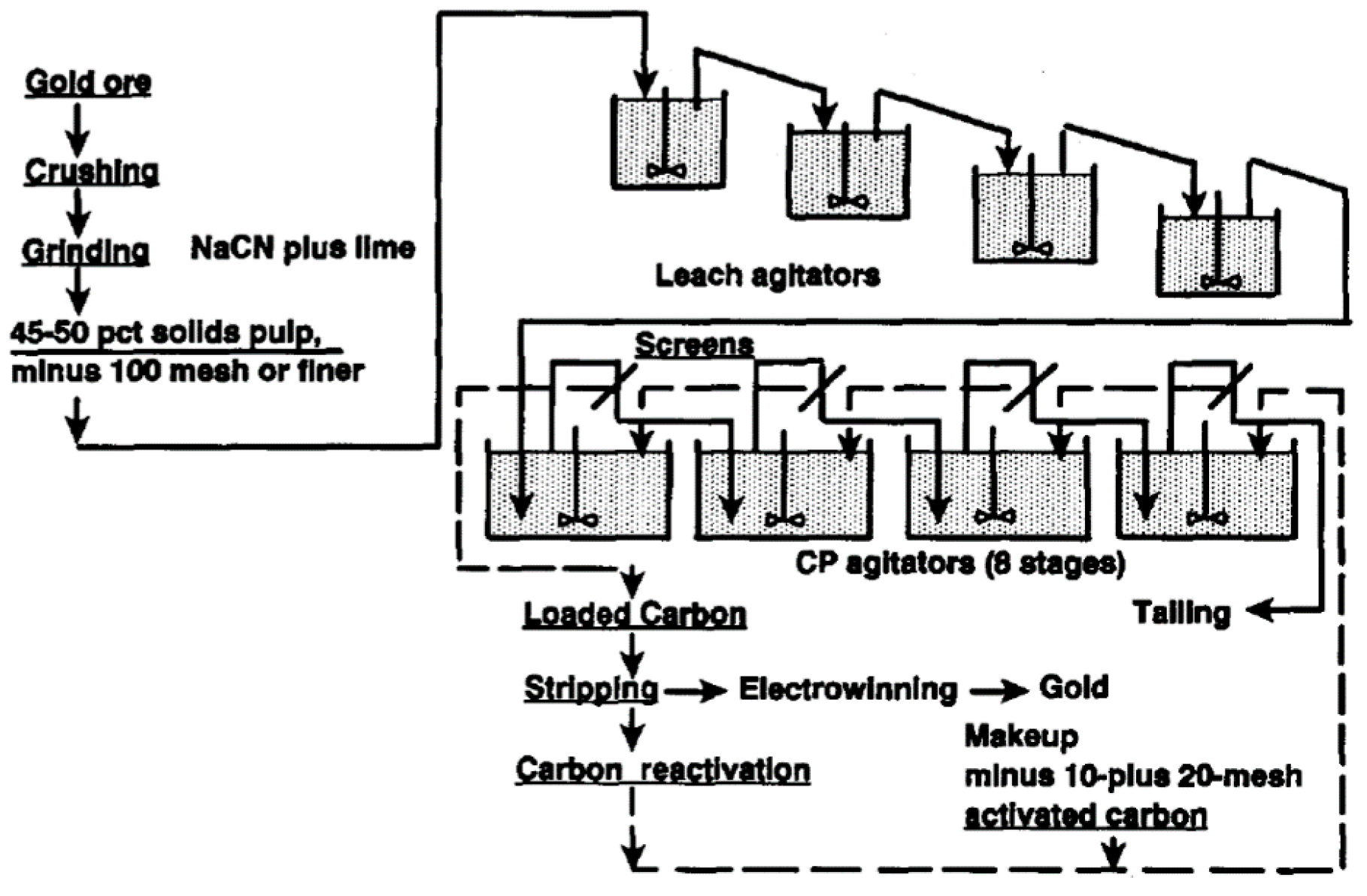
7. Carbon Adsorption
8. Processing Options
- (1)
- Ore Segregation Technologies
- (2)
- Selective Leaching Technologies
- (3)
- Copper-Cyanide Destruction Technologies
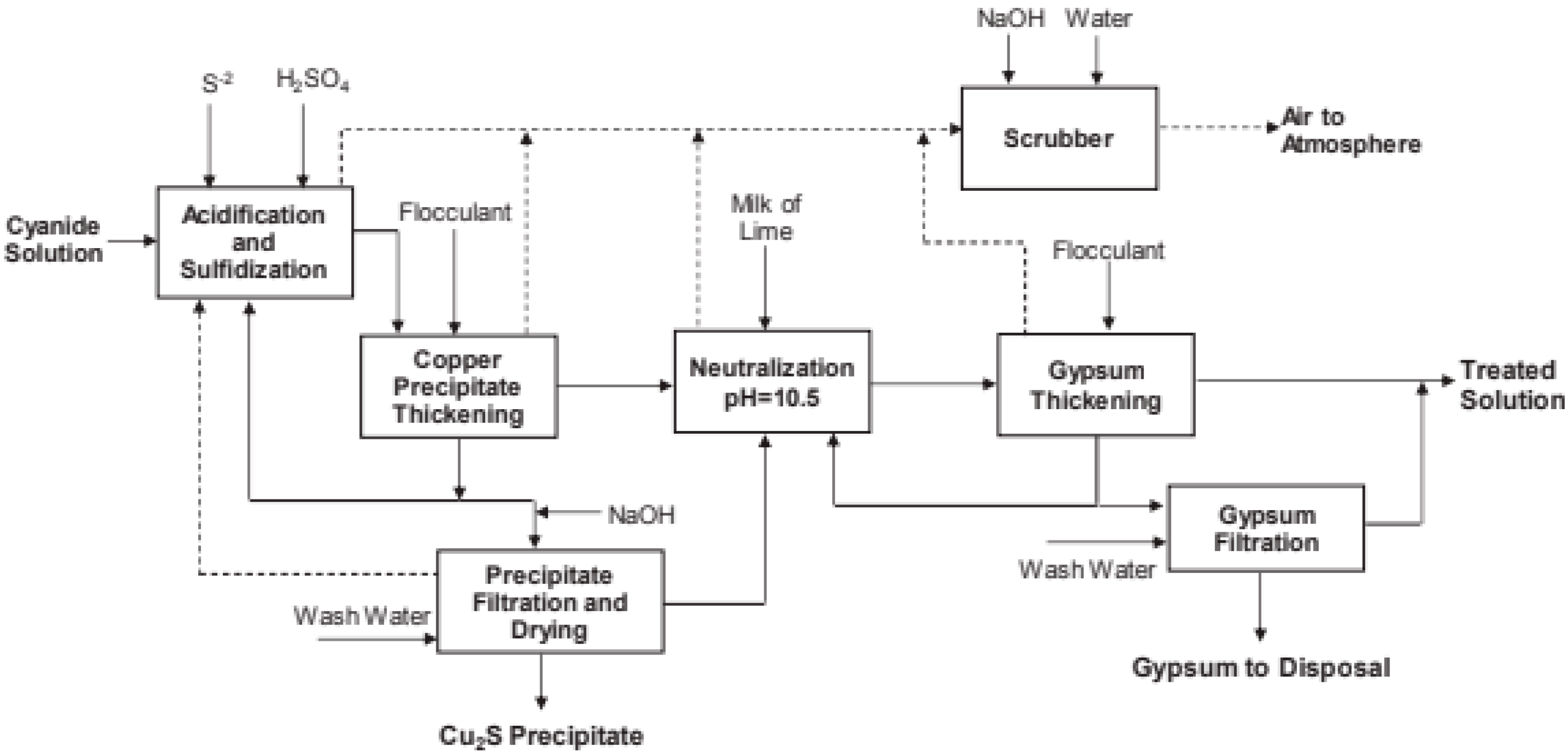
9. Sulfidization, Acidification, Recycling and Thickening (SART) Technology
10. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Adams, M.D. Advantages in Gold Ore Processing, 1st ed.; Elsevier B.V.: Perth, Australia, 2005. [Google Scholar]
- Twidwell, L.G. Montana College of Mineral Science and Technology Unit Processes in Extractive Metallurgy: Hydrometallurgy. 1970; p. 16. Available online: https://files.eric.ed.gov/fulltext/ED218136.pdf (accessed on 6 January 2020).
- Lee, K.; Archibald, D.; McLean, J.; Reuter, M.A. Flotation of mixed copper oxide and sulphide minerals with xanthate and hydroxamate collectors. Miner. Eng. 2008, 22, 1–7. [Google Scholar] [CrossRef]
- Sokic, M.D.; Milosevic, V.D.; Stankovic, V.D.; Matkovic, L.V.; Markovic, B.R. Acid leaching of oxide-sulfide copper ore prior the flotation—A way for an increased metal recovery. Hemijska Industrija 2015, 69, 454–458. [Google Scholar] [CrossRef] [Green Version]
- McClelland, G.E.; McPartland, J.S. Metallurgical Comparisons from Testing to Production. Adv. Gold Silver Process. 1990, 1, 49–57. [Google Scholar]
- Deschenes, G. Advances in the cyanidation of gold. Dev. Miner. Process. 2005, 15, 479–500. [Google Scholar]
- Brittan, M.; Plenge, G. Estimating Process Design Gold Extraction, Leach Residence Time and Cyanide Consumption for High Cyanide-Consuming Gold Ore. Miner. Metall. Process 2015, 32, 111–120. [Google Scholar] [CrossRef]
- Sceresini, B. Gold-copper ores. In Advantages in Gold Ore Processing, 1st ed.; Adams, M.D., Ed.; Elsevier B.V: Perth, Australia, 2005; pp. 789–821. [Google Scholar]
- Hill Stephen, D. The carbon-in-pulp process. In Precious Metals Recovery from Low-Grade Resources; Bureau of Mines: Washington, DC, USA, 1986; pp. 40–43. [Google Scholar]
- Breuer, P.L.; Rumball, J.A. Cyanide Measurement and Control for Complex Ores and Concentrates. In Proceedings of the Ninth Mill Operators Conference, Fremantle, WA, Australia, 19–21 March 2007; AusIMM: Victoria, Australia, 2007; pp. 249–253. [Google Scholar]
- Estay, H. Designing the SART process—A review. Hydrometallurgy 2018, 176, 147–165. [Google Scholar] [CrossRef]
- Thompson, P.; Runge, K.; Dunne, R. Sulfide Flotation testing. In Mineral Processing and Extractive Metallurgy Handbook, 1st ed.; Society for Mining, SME: Englewood, CO, USA, 2019; pp. 1029–1031. [Google Scholar]
- Medina, D.; Anderson, C. Tailings Gold Recovery by Cyanide Leaching from Future Ores. Master’ Thesis, Colorado School of Mines, Golden, CO, USA, 2020, (unpublished). [Google Scholar]
- Xie, F.; Dreisinger, D.; Doyle, F. A review on recovery of copper and cyanide from waste cyanide solutions. Miner. Process. Extr. Metall. Rev. 2013, 34, 387–411. [Google Scholar] [CrossRef]
- Markovic, Z.; Vusovic, N.; Milanovic, D. Old Copper Flotation Tailings Water Reprocessing. In Proceedings of the XXV International Mineral Processing Congress (IMPC) Proceedings, Brisbane, QLD, Australia, 6–10 September 2010; Australian Institute of Mining and Metallurgy: Brisbane, Australia, 2010; pp. 3825–3829. [Google Scholar]
- Haque, K.E. The Role of Oxygen in Cyanide Leaching of Gold Ore. CIM Bull. 1992, 85, 31–38. [Google Scholar]
- Anderson, C.G. Alkaline Sulfide Gold Leaching Kinetics. Miner. Eng. 2016, 92, 248–256. [Google Scholar] [CrossRef]
- Barsky, G.; Swainson, S.J. Dissolution of Gold and Silver in Cyanide Solutions. Trans. AIME 1943, 112, 660–667. [Google Scholar]
- Estay, H.; Minghai, G.K.; Gabriel, S.; Quilaqueo, M.; Barros, L.; Figueroa, R.; Troncoso, E. Optimizing the SART process: A critical assessment of its design criteria. Miner. Process. 2020, 146, 1–11. [Google Scholar] [CrossRef]
- Zarate, G.E. Gold Tailings Processing by Heap Leaching. In Small Mines Development in Precious Metals; Society of Mining Engineers: Santiago, Chile, 1987; pp. 152–155. [Google Scholar]
- Prasad, M.S.; Mensah, B.R.; Pizarro, R.S. Modern Trends in Gold Processing—Overview. Miner. Eng. 1991, 4, 1257–1277. [Google Scholar] [CrossRef]
- Aylmore, M.G. Alternative Lixiviant to Cyanide for Leaching Gold Ores. In Gold Ore Processing: Project Development and Operations, 2nd ed.; Adams, M.D., Ed.; Elsevier B.V.: Amsterdam, The Netherlands, 2016; pp. 447–460. [Google Scholar]
- Sayiner, B.; Acarkan, N. Effect of Silver, Nickel and Copper Cyanides on Gold Adsorption on Activated Carbon. Physicochemical Prob. Miner. Process. 2013, 50, 277–287. [Google Scholar]
- Muir, D.M.; La Brooy, S.R.; Fenton, K. Processing copper-gold ores with ammonia or ammonia cyanide solutions. World Gold 1991, 91, 145–150. [Google Scholar]
- Dai, X.; Simons, A.; Breuer, P. A review of copper cyanide recovery technologies for the cyanidation of copper containing gold ores. Miner. Eng. 2012, 25, 1–13. [Google Scholar] [CrossRef]
- Littlejohn, P.; Kratochvil, D.; Hall, A. Sulfidisation-Acidification-Recycling-thickening for Complex Ores. In Proceedings of the World Gold, Brisbane, Australia, 26–29 September 2013; pp. 149–155. [Google Scholar]
- Nicol, M.J.; Fleming, C.A.; Paul, R.L. The Chemistry of the Extraction of Gold. In The Chemistry of Gold Extraction; Marsden, J., House, I., Eds.; SME: Littleton, CO, USA, 2006; pp. 831–905. [Google Scholar]
- Kratochvil, D.; Salari, D.; Avilez, T. SART Implementation at Heap Leach Operations in Mexico. In Proceedings of the 50th Annual Canadian Mineral Processors Operators Conference, Ottawa, ON, Canada, 24 January 2018; CIM: Ottawa, ON, Canada; pp. 1–13. [Google Scholar]
- Estay, H.; Carvajal, P.; Hedjazi, F.; Zeller, T.V. The SART process experience in the Gedabel plant. In Proceedings of the 4th International Workshop on Process Hydrometallurgy, Santiago, Chile, 12–13 July 2012; Gecamin: Santiago, Chile; pp. 1–10. [Google Scholar]
- Kevan, J.R.F.; Robert, D.H. Application of the SART Process to Heap Leaching. SGS Miner. Serv. Tech. Bull. 2008, 51, 1–12. [Google Scholar]
- Estay, H.; Becker, J.; Carvajal, P.; Arriagada, F. Predicting HCN gas genertion in the SART process. Hydrometallurgy 2012, 113, 131–142. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sulfide Mineral | Element | Formula |
|---|---|---|
| Chalcopyrite | Copper | CuFeS2 |
| Chalcocite | Cu2S | |
| Covellite | CuS | |
| Bornite | Cu5FeS4 | |
| Pyrite | Iron | FeS2 |
| Pyrholite | FeS | |
| Argentite | Silver | Ag2S |
| Mineral | Formula | Percent Total Copper Dissolved a | g NaCN/ g Cu b | Extraction (% Cu)b | |
|---|---|---|---|---|---|
| 23 C | 45 C | ||||
| Azurite | 2Cu(CO)3 · Cu(OH)2 | 94.5 | 100 | 3.62 | 91.8 |
| Malachite | 2CuCO3(OH)2 | 90.2 | 100 | 4.48 | 99.7 |
| Chalcocite | Cu2S | 90.2 | 100 | 2.76 | 92.6 |
| Covellite | CuS | − | − | 5.15 | 95.6 |
| Native Copper | Cu | 90 | 100 | − | − |
| Cuprite | Cu2O | 85.5 | 100 | 4.94 | 96.6 |
| Bornite | FeS·2Cu2·CuS | 70 | 100 | 5.13 | 96 |
| Enargite | Cu3AsS4 | 65.8 | 75.1 | − | − |
| Tetrahedrite | (Cu,Fe,Ag,Zn)12 Sb4 S13 | 21.9 | 43.7 | − | − |
| Chrysocolla | CuSiO3·nH2O | 11.8 | 15.7 | − | − |
| Chalcopyrite | CuFeS2 | 5.6 | 8.2 | 2.79 | 5.8 |
| Conditions | Assay (mg/kg) | Distribution % | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| NaCN concentration (mg/L) | Time (h) | Dissolved Oxygen (mg/L) | pH | Au | Ag | Cu | Au | Ag | Cu | |
| 0.5 | 0.00 | 5.55 | 11.61 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | |
| 2.00 | 4.87 | 11.60 | 0.11 | 0.45 | 85.31 | 12.00 | 7.20 | 10.73 | ||
| 6.00 | 4.75 | 11.75 | 0.18 | 0.76 | 135.00 | 18.53 | 12.16 | 16.98 | ||
| 17.00 | 4.34 | 11.62 | 0.21 | 1.24 | 186.80 | 22.11 | 19.84 | 23.49 | ||
| 24.00 | 4.29 | 11.70 | 0.22 | 1.70 | 190.00 | 23.16 | 27.20 | 23.90 | ||
| 32.00 | 3.80 | 11.71 | 0.23 | 2.10 | 198.00 | 24.21 | 33.60 | 24.90 | ||
| Recovery % | 81.79 | 33.33 | 35.59 | Head (Calc) | 100.00 | 100.00 | 100.00 | |||
| Sample | Au(mg/kg) | Ag(mg/kg) | Cu(%) |
|---|---|---|---|
| A | 0.10 | 2.00 | 0.04 |
| B | 0.08 | 6.04 | 0.072 |
| Ligand | Au(I)or Au (II) Complex | Eo (V vs SHEa) | Stability Constants ß2 or ß4 | pH Range |
|---|---|---|---|---|
| CN− | Au(CN)2− | −0.57 | 38.3 | >9 |
| S2O32− | Au(S2O3)23− | 0.17 | 28.7 | 8 to 10 |
| CS(NH2)2 | Au(NH2CSNH2)2+ | 0.38 | 23.3 | <3 |
| Cl− | AuCl2−, AuCl4− | 1.11,1 | 9.1, 25.3 | <3 |
| Br− | AuBr2−, AuBr4− | 0.98,0.97 | 12,32.8 | 5 to 8 |
| I− | AuI2−, AuI4− | 0.58,0.69 | 18.6, 47.7 | 5 to 9 |
| HS− | Au(HS)2− | −0.25 | 29.9 | <9 |
| NH3 | Au(NH3)2+ | 0.57 | 26.5 | >9 |
| Glycinate | Au(NH2CH2COO)2− | 0.632 | 18 | 9 |
| SCN− | Au(SCN)2−, Au SCN)4− | 0.66,0.66 | 17.1,43.9 | <3 |
| SO32− | Au(SO3)23− | 0.77 | 15.4 | >4 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Medina, D.; Anderson, C.G. A Review of the Cyanidation Treatment of Copper-Gold Ores and Concentrates. Metals 2020, 10, 897. https://doi.org/10.3390/met10070897
Medina D, Anderson CG. A Review of the Cyanidation Treatment of Copper-Gold Ores and Concentrates. Metals. 2020; 10(7):897. https://doi.org/10.3390/met10070897
Chicago/Turabian StyleMedina, Diego, and Corby G. Anderson. 2020. "A Review of the Cyanidation Treatment of Copper-Gold Ores and Concentrates" Metals 10, no. 7: 897. https://doi.org/10.3390/met10070897