Measurement of Surface Velocity in a 150 mm × 1270 mm Slab Continuous-Casting Mold

Abstract
:1. Introduction
2. Experimental Section
2.1. Governing Equations
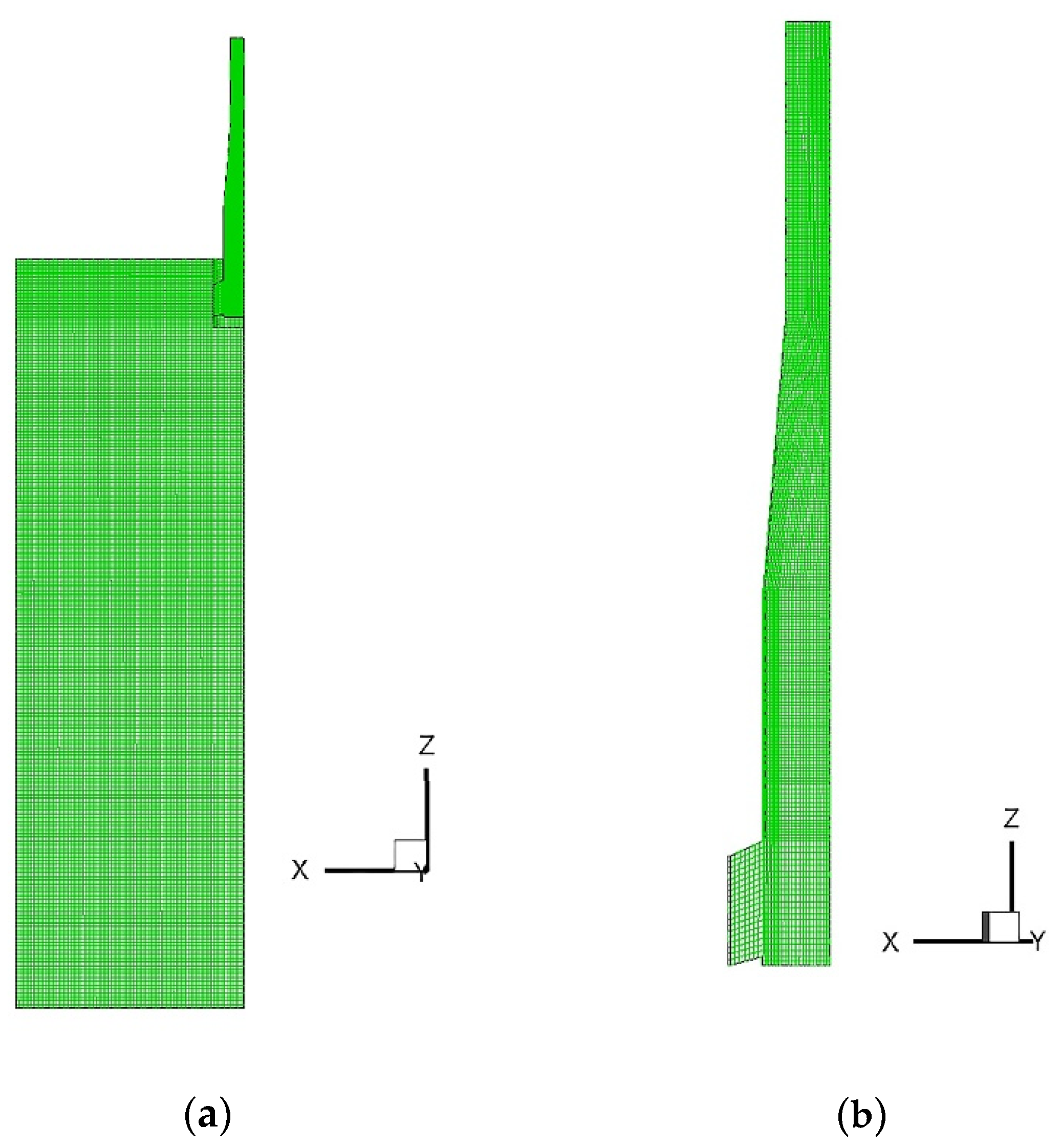
2.2. Boundary Conditions and Computational Details
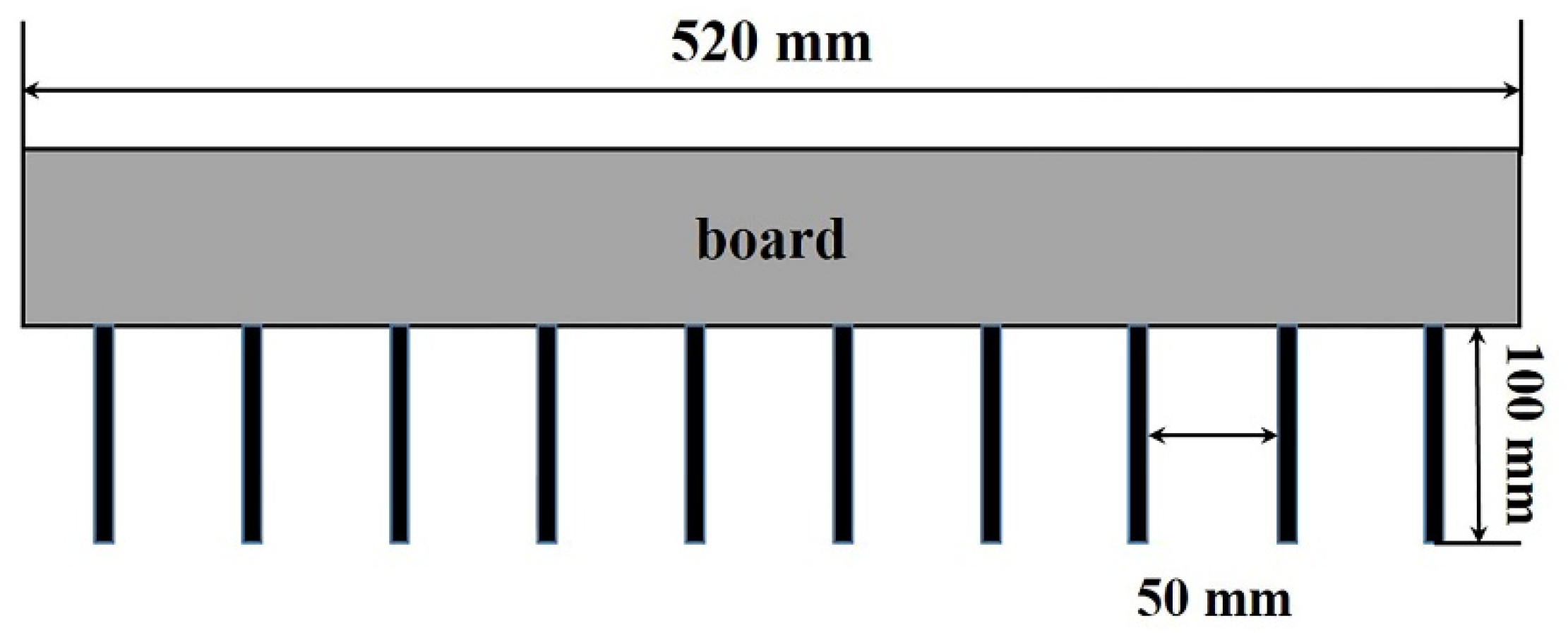
2.3. Experimental Set-Up
3. Results and Discussion
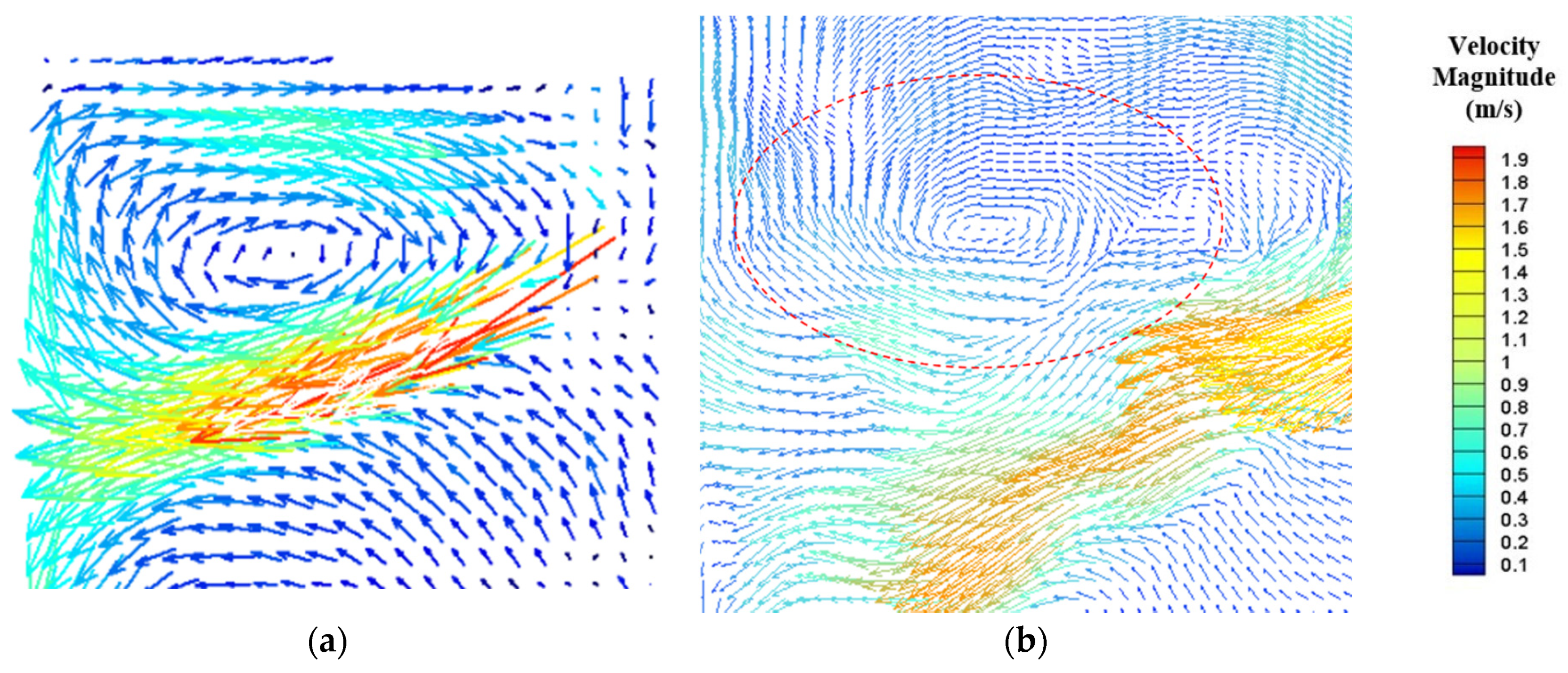
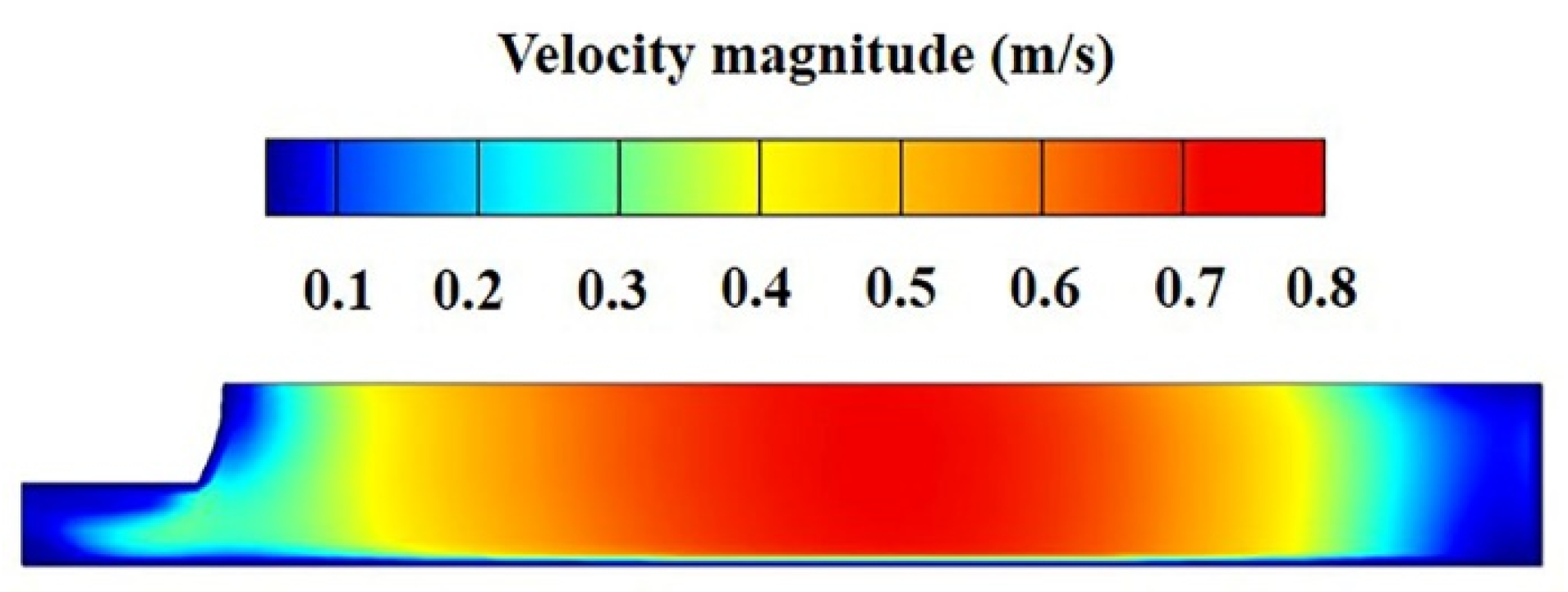
3.1. Surface Velocity
3.2. Effects of Nail Diameter Used in the Nail-Board Experiment
3.3. Interface Shape
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Svensson, J.K.S.; Memarpour, A.; Brabie, V.; Jönsson, P.G. Studies of the decarburisation phenomena during preheating of submerged entry nozzles (SEN) in continuous casting processes. Ironmak. Steelmak. 2017, 44, 108–116. [Google Scholar] [CrossRef] [Green Version]
- Sun, H.; Li, L. Formation and control of macrosegregation for round bloom continuous casting. Ironmak. Steelmak. 2015, 42, 683–688. [Google Scholar] [CrossRef]
- Zheng, S.G.; Zhu, M.Y. Study on mechanism of mould powder entrapment in funnel type mould of flexible thin slab casting machine. Ironmak. Steelmak. 2014, 41, 507–513. [Google Scholar] [CrossRef]
- McDavid, R.; Thomas, B.G. Flow and thermal behavior of the top surface flux/powder layers in continuous casting molds. Metall. Mater. Trans. B 1996, 27, 672–685. [Google Scholar] [CrossRef]
- Cukierski, K.; Thomas, B.G. Flow Control with Local Electromagnetic Braking in Continuous Casting of Steel Slabs. Metall. Mater. Trans. B 2008, 39, 94–107. [Google Scholar] [CrossRef]
- Ji, C.; Li, J.; Lin, X. Study of Mold Fluid Flow on a New Type Nozzle Bottom in Continuous Casting of Steel. Adv. Mater. Res. 2011, 284–286, 1205–1208. [Google Scholar]
- Thomas, B.G. Fluid flow in the mold. In Making, Shaping and Treating of Steel, 11th ed.; AISE Steel Foundation: Pittsburgh, PA, USA, 2003; Chapter 14; pp. 141–181. [Google Scholar]
- Timmel, K.; Eckert, S.; Gerbeth, G. Experimental Investigation of the Flow in a Continuous-Casting Mold under the Influence of a Transverse, Direct Current Magnetic Field. Metall. Mater. Trans. B 2011, 42, 68–80. [Google Scholar] [CrossRef]
- Chen, W.; Shen, H. Large Eddy Simulation of Transient Flow Field in Continuous Casting Mold. Contin. Cast. 2012, 2, 1–4. [Google Scholar]
- Banderas, A.R.; Perez, R.S.; Morales, R.D.; Ramos, J.P.; García, L.D.; Cruz, M.D. Mathematical simulation and physical modeling of unsteady fluid flows in a water model of a slab mold. Metall. Mater. Trans B 2004, 35, 449–460. [Google Scholar] [CrossRef]
- Chaudhary, R.; Lee, G.G.; Thomas, B.G.; Cho, S.M.; Kim, S.H.; Kwon, O.D. Effect of Stopper-Rod Misalignment on Fluid Flow in Continuous Casting of Steel. Metall. Mater. Trans. B 2011, 42, 300–315. [Google Scholar] [CrossRef]
- Chen, Y.; Zhang, L.; Yang, S.; Li, J. Water Modeling of Self-Braking Submerged Entry Nozzle Used for Steel Continuous Casting Mold. JOM 2012, 64, 1080–1086. [Google Scholar] [CrossRef]
- Huang, X.; Thomas, B.G. Modeling of transient flow phenomena in continuous casting of steel. Can. Metall. Q. 1998, 37, 197–212. [Google Scholar] [CrossRef]
- Rietow, B.; Thomas, B.G. Using Nail Board Experiments to Quantify Surface Velocity in the CC Mold. In Proceedings of the AISTech Steelmaking Conference, Warrendale, PA, USA, 5–8 May 2008. [Google Scholar]
- Liu, R.; Thomas, B.G.; Sengupta, J.; Chung, S.D.; Trinh, M. Measurements of molten steel surface velocity and effect of stopper-rod movement on transient multiphase fluid flow in continuous casting. ISIJ Int. 2014, 54, 2314–2323. [Google Scholar] [CrossRef] [Green Version]
- Hagemann, R.; Schwarze, R.; Heller, H.P.; Scheller, P.R. Model investigations on the stability of the steel-slag interface in continuous-casting process. Metall. Mater. Trans. B 2013, 44, 80–90. [Google Scholar] [CrossRef]
- Liu, R.; Sengupta, J.; Yavuz, M.M.; Thomas, B.G. (Eds.) Effects of Stopper Rod Movement on Mold Fluid Flow at ArcelorMittal Dofasco’s No. 1 Continuous Caster. In Proceedings of the AISTech 2011, Indiana, Indianapolis, 2–5 May 2011. [Google Scholar]
- Liu, R.; Sengupta, J.; Crosbie, D.; Chung, S.; Trinh, M.; Thomas, B.G. Sensors, Sampling, and Simulation for Process Control; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2011. [Google Scholar]
- Ji, C.; Li, J.; Tang, H.; Yang, S. Effect of EMBr on flow in slab continuous casting mold and evaluation using nail dipping measurement. Steel Res. Int. 2013, 84, 259–268. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mold Height, m | Mold Length, m | Mold Width, m | Submerged Depth, m | Inlet Diameter, m |
|---|---|---|---|---|
| 1.10 | 1.27 | 0.15 | 0.07 | 0.074 |
| Molten Steel Viscosity, Pa·s | Slag Viscosity, Pa·s | Molten Steel Density, kg/m3 | Slag Density, kg/m3 | Interface Tension (σsteel/slag), N/m |
|---|---|---|---|---|
| 0.0055 | 0.4 | 7020 | 2500 | 1.2 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Feng, J.; Yang, S.; Li, J. Measurement of Surface Velocity in a 150 mm × 1270 mm Slab Continuous-Casting Mold. Metals 2020, 10, 428. https://doi.org/10.3390/met10040428
Wang Y, Feng J, Yang S, Li J. Measurement of Surface Velocity in a 150 mm × 1270 mm Slab Continuous-Casting Mold. Metals. 2020; 10(4):428. https://doi.org/10.3390/met10040428
Chicago/Turabian StyleWang, Yang, Jie Feng, Shufeng Yang, and Jingshe Li. 2020. "Measurement of Surface Velocity in a 150 mm × 1270 mm Slab Continuous-Casting Mold" Metals 10, no. 4: 428. https://doi.org/10.3390/met10040428