Static Stiffness Properties of High Load Capacity Non-Pneumatic Tires with Different Tread Structures


Abstract
:1. Introduction
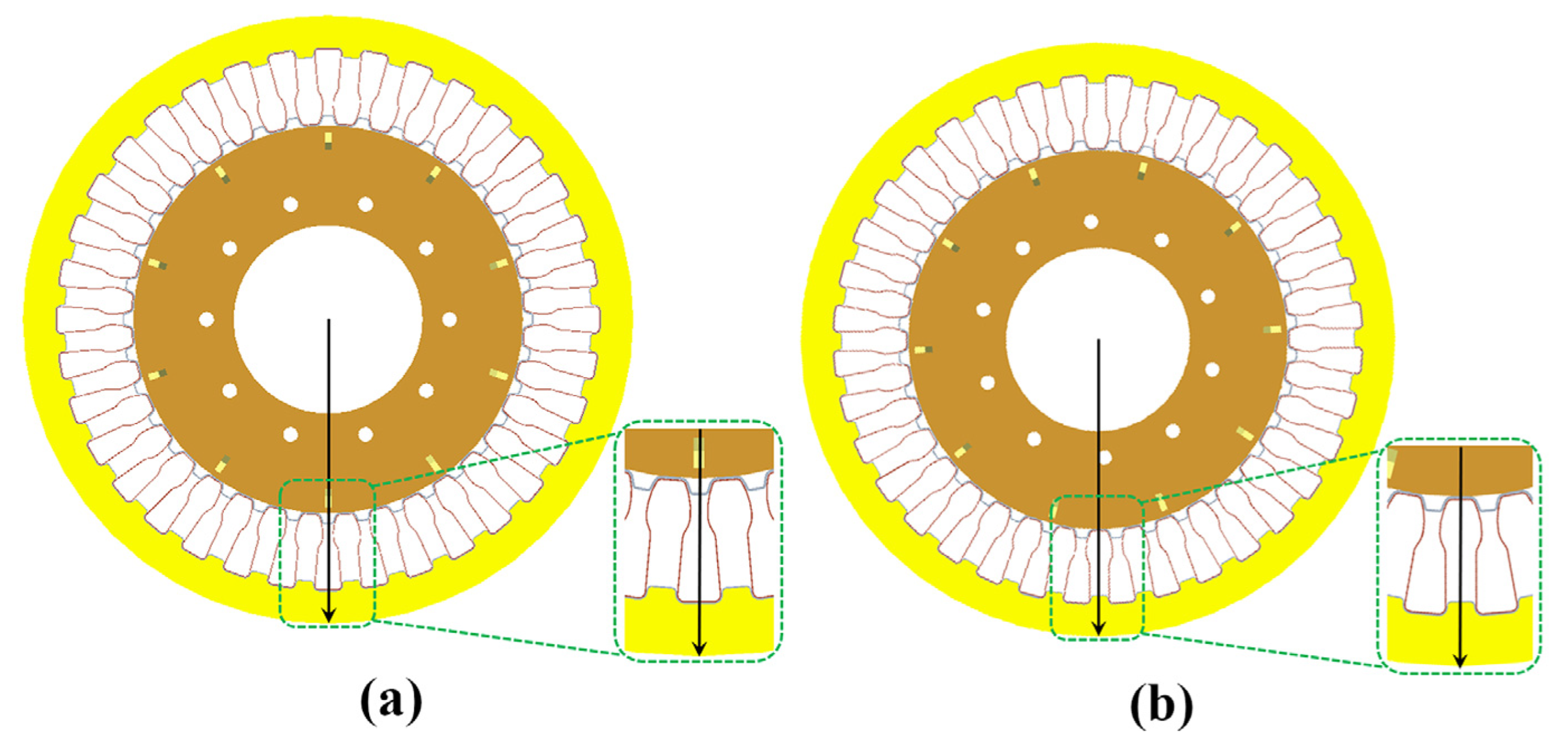
2. Structure of the HC Tire
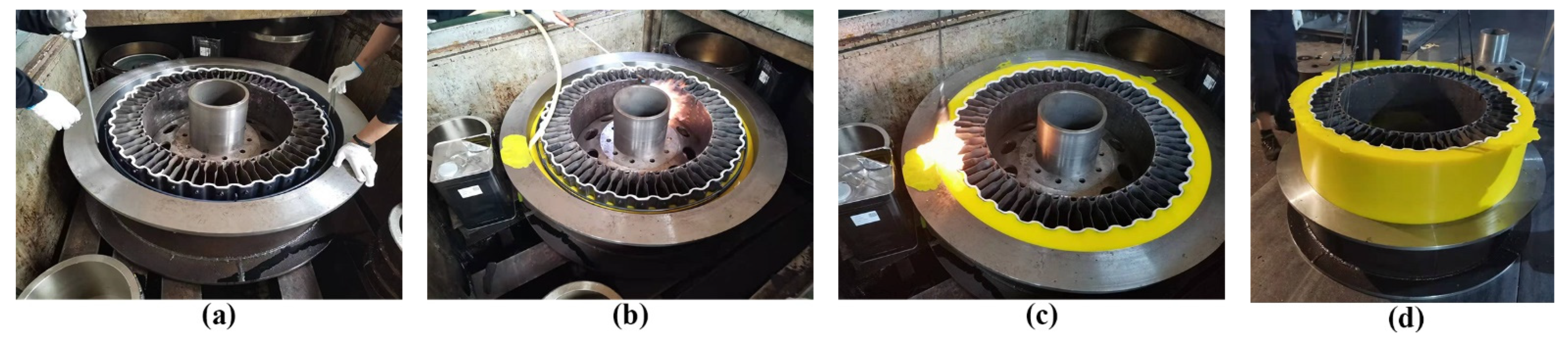
3. Manufacturing Process of the HC Tire
4. Experiments
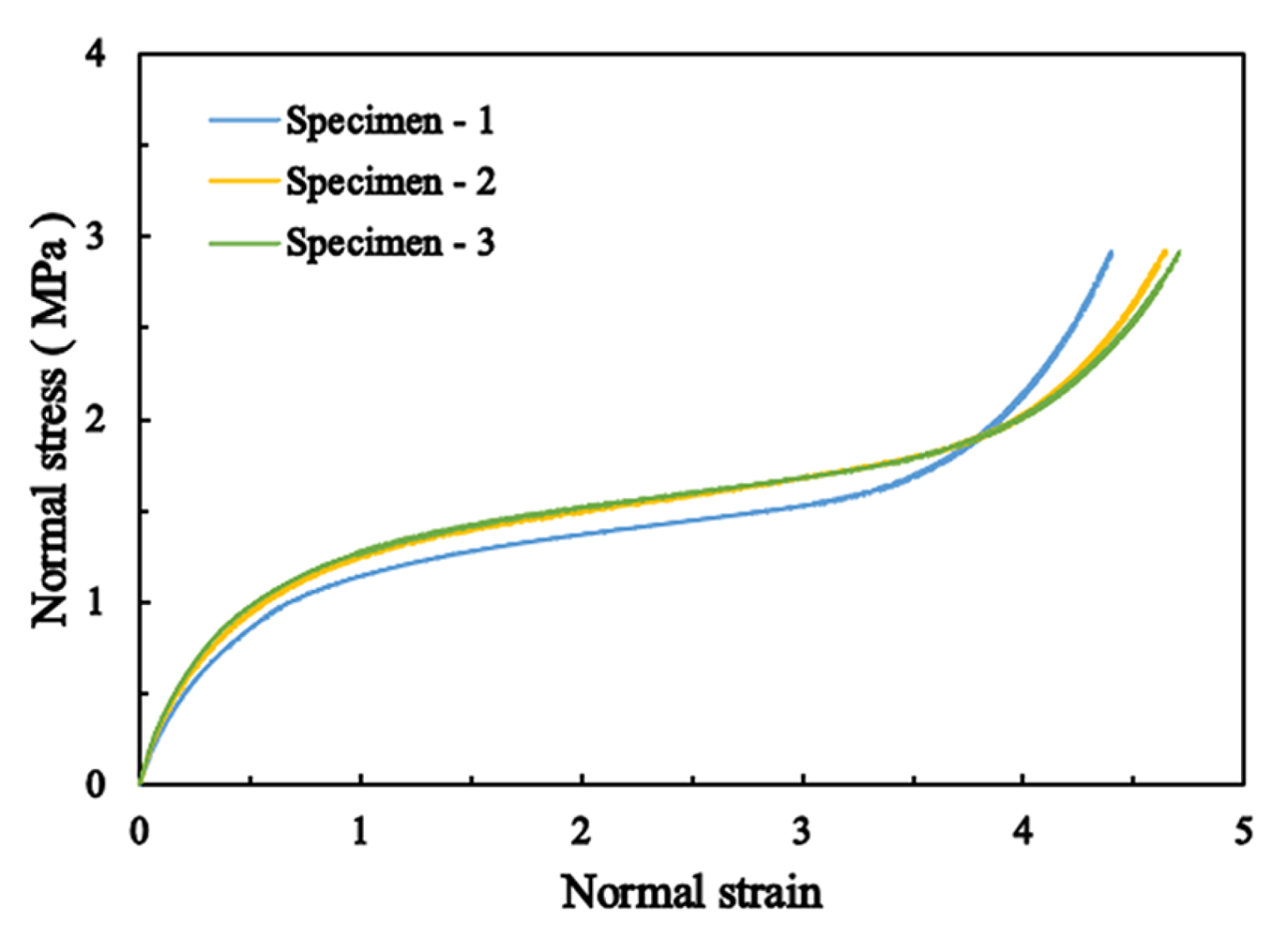
4.1. Tests on Mechanical Properties of Metal and Thermosetting Polyurethane
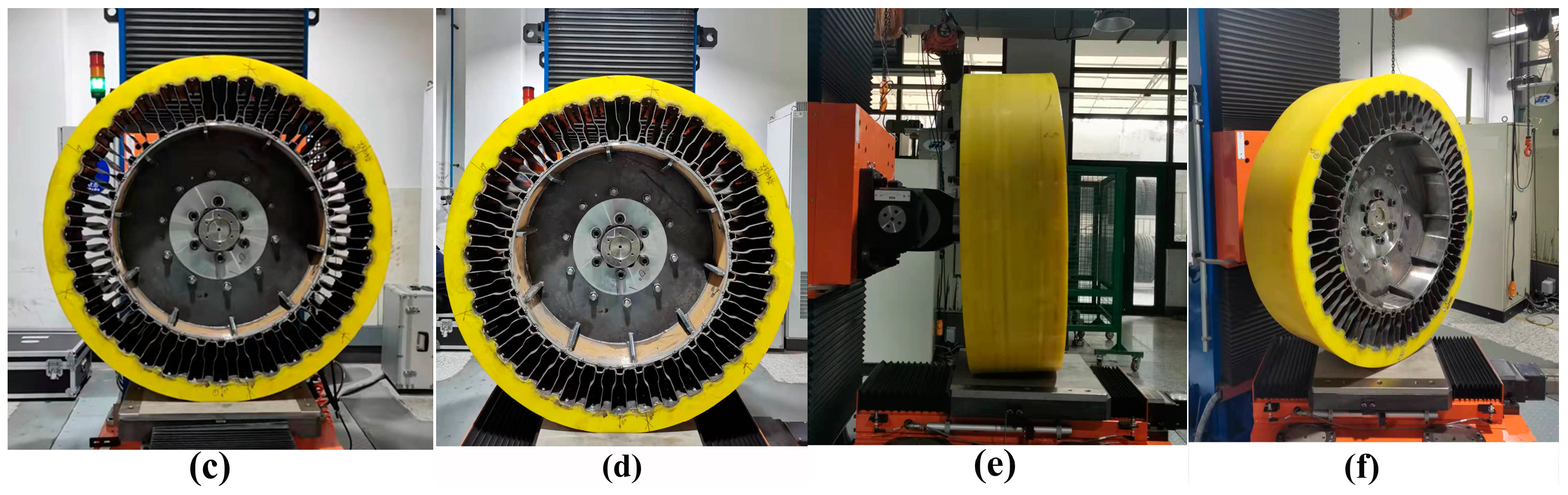
4.2. Static Stiffness Test of the HC Tire
5. Finite Element Model
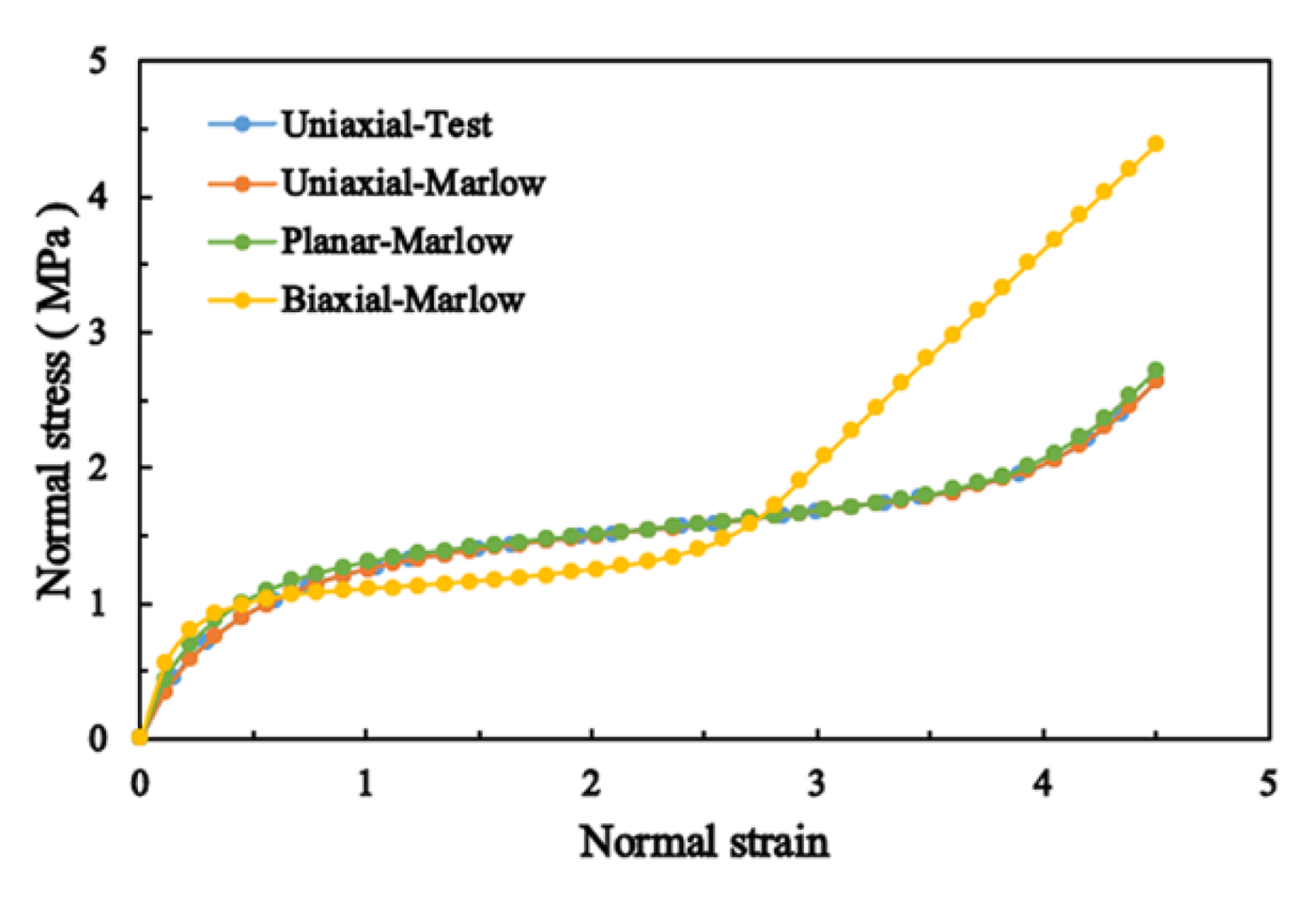
5.1. Material Constructive Model
5.2. Finite Element Model of the HC Tire
6. Results and Discussion
6.1. Validation of the FEM Model
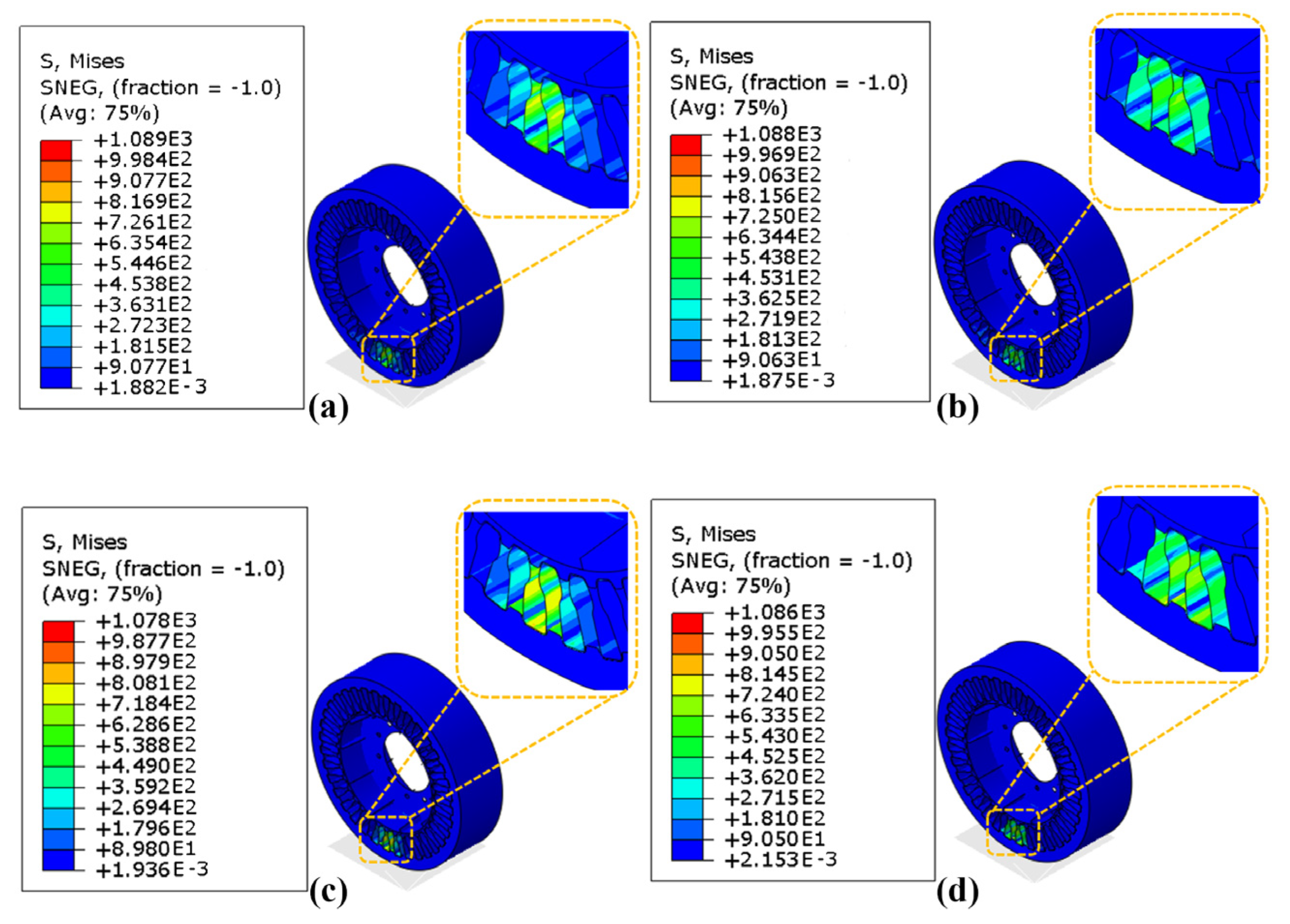
6.2. Unit Load of the HC Tire
6.3. Vertical Stiffness
6.4. Longitudinal Stiffness
6.5. Lateral Stiffness
6.6. Torsional Stiffness
7. Conclusions
- (1)
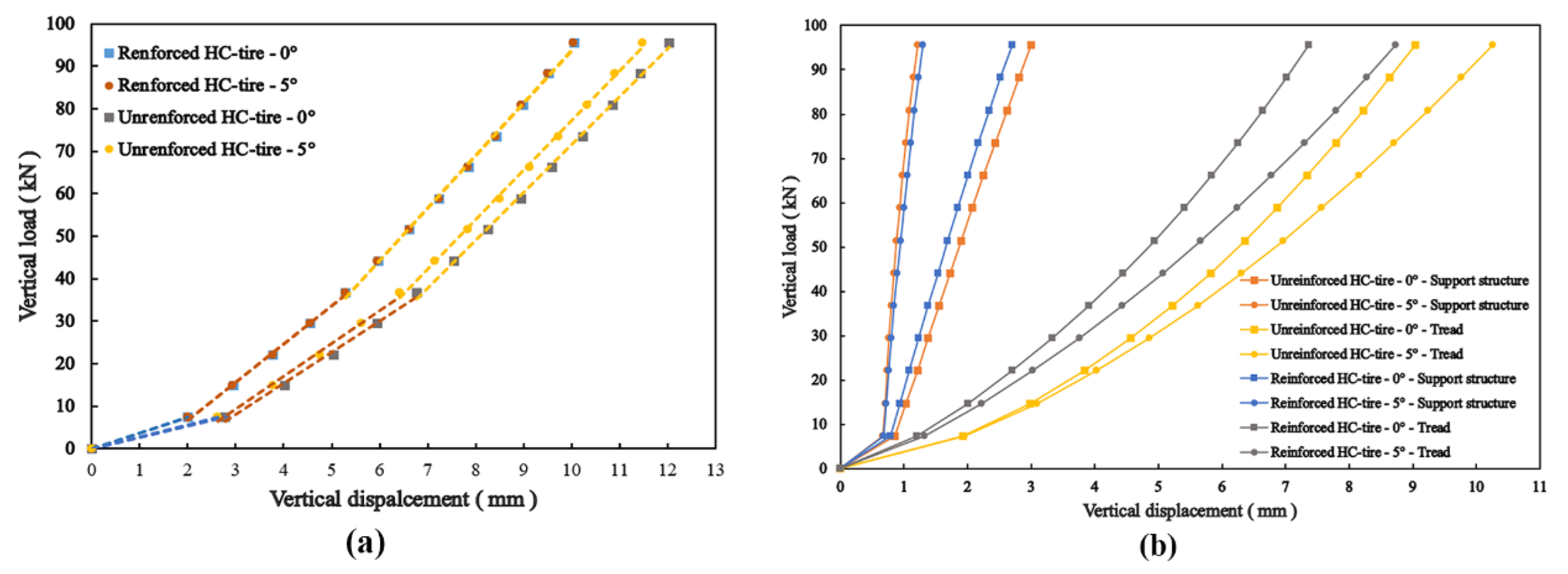
- The accuracy of the FEM of the HC tire was verified from the static vertical stiffness test data. The FEM model can, therefore, be used to investigate the mechanical behaviors of the HC tire under varying working conditions;
- (2)
- The bearing mechanism of the HC tire is the bottom bearing, and the unit load of the unreinforced HC tire is 2.972 times and 1.615 times that of the solid and pneumatic tires, respectively;
- (3)
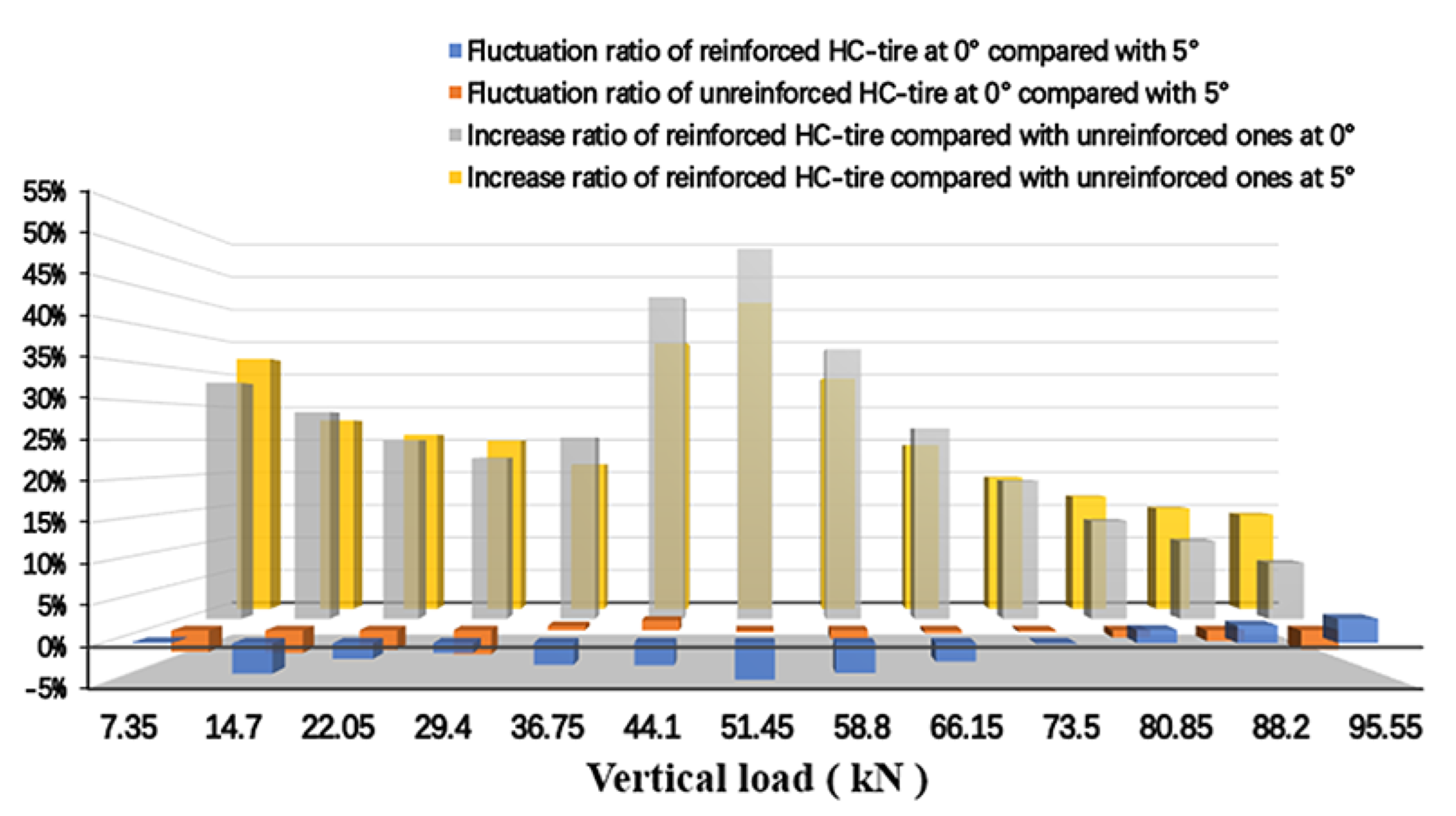
- Two inflection points are present in the vertical stiffness fitting line of the HC tire, which can provide a reference for the design of NPTs with variable vertical stiffness. The spiral steel ring embedded in the tread can reduce the vertical stiffness fluctuation and increase the vertical stiffness of the HC tire;
- (4)
- The longitudinal stiffness of the reinforced HC tire first decreases and then increases with the vertical load and reaches the minimum when the vertical load is 51.45 kN. In contrast, the longitudinal stiffness of the unreinforced HC tire decreases with the vertical load and tends to be stable when the vertical load is greater than 51.45 kN. The spiral steel ring embedded in the tread cannot reduce the longitudinal stiffness fluctuation but can increase the longitudinal stiffness of the HC tire;
- (5)
- The lateral stiffness of the HC tire first increases, decreases, and then increases with the increase in the vertical load. The spiral steel ring reverses the variation trend of the lateral stiffness with vertical loads at the 0° and 5° test points. However, the spiral steel ring embedded in the tread cannot reduce the lateral stiffness fluctuation;
- (6)
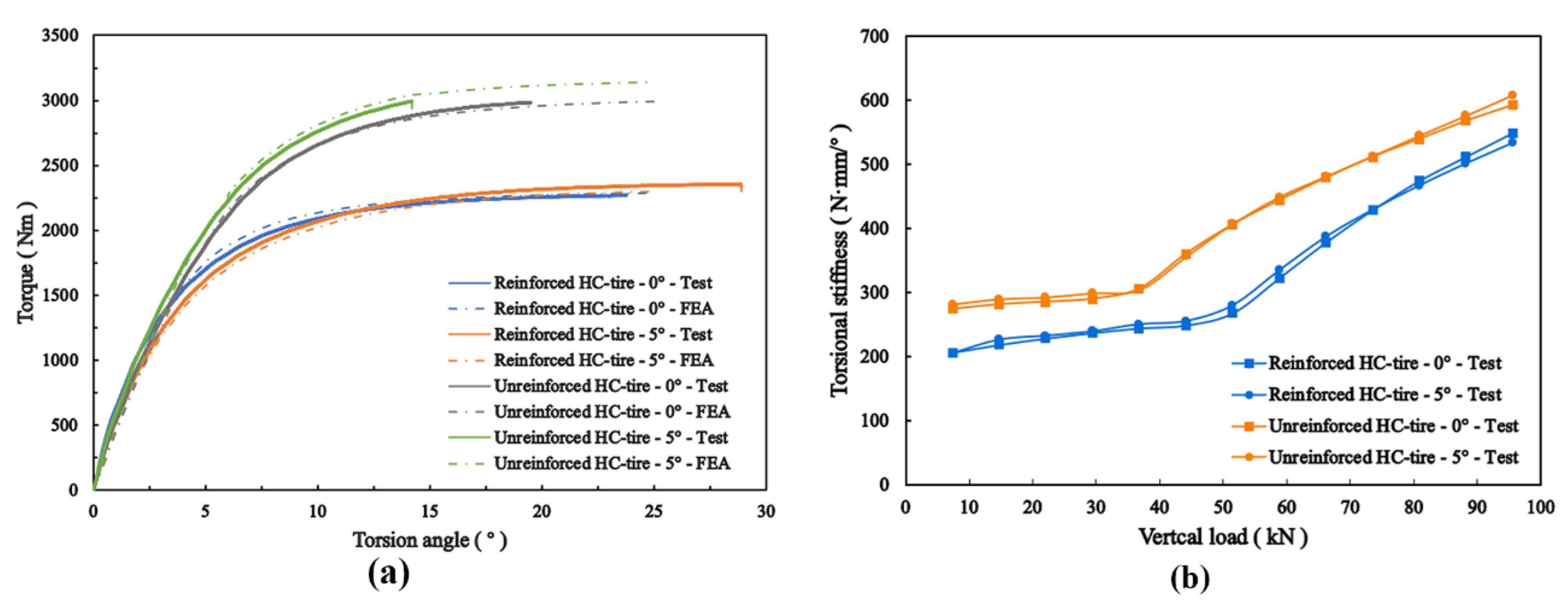
- The torsional stiffness of the HC tire increases with vertical load. The spiral steel ring embedded in the tread can reduce the torsional stiffness of the HC tire but cannot reduce the torsional stiffness fluctuation. The spiral steel ring embedded in the tread can reduce the torsional stiffness of the HC tire but cannot reduce its fluctuation;
- (7)
- The results of this study can guide the design of the support structure and reinforced tread structure of NPTs with high capacity requirements.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhuang, J.D. Automotive Tire Science; Beijing Institute of Technology Press: Beijing, China, 1995. [Google Scholar]
- Gent, A.N.; Walter, J.D. The Pneumatic Tire; National Highway Traffic Safety Administration: Washington, DC, USA, 2006.
- Rhyne, T.B.; Cron, S.M. Development of a non-pneumatic wheel. Tire Sci. Technol. 2006, 34, 150–169. [Google Scholar] [CrossRef]
- Bezgam, S. Design and Analysis of Alternating Spoke Pair Concepts for a Non-pneumatic Tire with Reduced Vibration at High Speed Rolling. Master’s Thesis, Clemson University, Clemson, SC, USA, 2009. [Google Scholar]
- Rutherford, W.L. Use of Orthogonal Arrays for Efficient Evaluation of Geometric Designs for Reducing Vibration of a Non-Pneumatic Wheel during High-Speed Rolling. Master’s Thesis, Clemson University, Clemson, SC, USA, 2009. [Google Scholar]
- Ju, J.; Summers, J.D.; Ziegert, J.; Fadel, G. Design of honeycomb meta-materials for high shear flexure. In Proceedings of the IDETC/CIE, San Diego, CA, USA, 8 August–2 September 2009. [Google Scholar]
- Ju, J.; Ananthasayanam, B.; Summers, J.D.; Joseph, P. Design of cellular shear bands of a non-pneumatic tire -investigation of contact pressure. SAE Int. J. Passeng. Cars Mech. Syst. 2010, 3, 598–606. [Google Scholar] [CrossRef]
- Narasimha, A.; Ziegert, J.; Thompson, L. Effects of material properties on static load-deflection and vibration of a non-pneumatic tire. SAE Int. J. Passeng. Cars Mech. Syst. 2011, 4, 59–72. [Google Scholar] [CrossRef]
- Narasimha, A. A Computational Method for Analysis of Material Properties of a Non-Pneumatic Tire and Their Effects on Static Load-Deflection, Vibration, and Energy Loss From Impact Rolling Over Obstacles. Master’s Thesis, Clemson University, Clemson, SC, USA, 2010. [Google Scholar]
- Ma, J.; Summers, J.D.; Joseph, P.F. Numerical simulation of tread effects on the interaction between cellular shear band based non-pneumatic tire and sand. In Proceedings of the IDETC/CIE, Washington, DC, USA, 28–31 August 2011. [Google Scholar]
- Rugsaj, R.; Suvanjumrat, C. Determination of material property for non-pneumatic tire spokes by inverse method. Key Eng. Mater. 2018, 777, 411–415. [Google Scholar] [CrossRef]
- Rugsaj, R.; Suvanjumrat, C. Finite element analysis of hyperelastic material model for non-pneumatic tire. Key Eng. Mater. 2018, 775, 554–559. [Google Scholar] [CrossRef]
- Rugsaj, R.; Suvanjumrat, C. Proper radial spokes of non-pneumatic tire for vertical load supporting by finite element analysis. Int. J. Automot. Technol. 2019, 20, 801–812. [Google Scholar] [CrossRef]
- Rugsaj, R.; Suvanjumrat, C. Development of a transient dynamic finite clement model for the drum testing of a non-pneumatic tire. In Proceedings of the TSME-ICoME, Pattaya, Thailand, 10–13 December 2019. [Google Scholar]
- Rugsaj, R.; Suvanjumrat, C. Dynamic finite element analysis of rolling non-pneumatic tire. Int. J. Automot. Technol. 2020, 22, 1011–1022. [Google Scholar] [CrossRef]
- Rugsaj, R.; Suvanjumrat, C. Study of mechanical properties of 3d printed material for non-pneumatic tire spoke. Key Eng. Mater. 2021, 880, 97–102. [Google Scholar] [CrossRef]
- Kim, K.; Ju, J.; Kim, D.M. Static contact behaviours of a non-pneumatic tire with hexagonal lattice spokes. SAE Int. J. Passeng. Cars Mech. Syst 2013, 6, 1518–1527. [Google Scholar] [CrossRef]
- Veeramurthy, M.; Ju, J.; Thompson, L.L.; Summers, J.D. Optimisation of geometry and material properties of a non-pneumatic tyre for reducing rolling resistance. Int. J. Vehicle Design 2014, 66, 193–216. [Google Scholar] [CrossRef]
- Meng, F.H.; Lu, D.F.; Yu, J.J. Flexible cellular structures of a non-pneumatic tire. In Proceedings of the IDETC/CIE, Charlotte, NC, USA, 21–24 August 2016. [Google Scholar]
- Zang, L.G.; Wang, X.Y.; Yan, P.W.; Zhao, Z.D. Structural design and characteristics of a non-pneumatic tire with honeycomb structure. Mech. Adv. Mater. Struct. 2021, 29, 4066–4073. [Google Scholar] [CrossRef]
- Jin, X.C.; Hou, C.; Fan, X.L.; Sun, Y.L.; Lv, J.N.; Lu, C.S. Investigation on the static and dynamic behaviors of non-pneumatic tires with honeycomb spokes. Compos. Struct. 2018, 187, 27–35. [Google Scholar] [CrossRef]
- Ganniari-Papageorgiou, E.; Chatzistergos, P.; Wang, X.X. The influence of the honeycomb design parameters on the mechanical behaviour of non-pneumatic tires. Int. J. Appl. Mech. 2020, 12, 2050024. [Google Scholar] [CrossRef]
- Ju, J.; Kim, D.M.; Kim, K. Flexible cellular solid spokes of a non-pneumatic tire. Compos. Struct. 2012, 94, 2285–2295. [Google Scholar] [CrossRef]
- Aboul-Yazid, A.M.; Emam, M.A.A.; Shaaban, S.; El-Nashar, M.A. Effect of spokes structures on characteristics performance of non-pneumatic tires. Int. J. Automot. Mech. Eng. 2015, 11, 2212–2223. [Google Scholar] [CrossRef]
- Wang, W.; Zhao, Y.Q.; Zang, L.G. Structure analysis and ride comfort of vehicle on new mechanical elastic tire. In Proceedings of the FISITA, Beijing, China, 27–30 November 2012. [Google Scholar]
- Du, X.B.; Zhao, Y.Q.; Wang, Q.; Fu, H.X. Numerical analysis of the dynamic interaction between a non-pneumatic mechanical elastic wheel and soil containing an obstacle. J. Automob. Eng. Proc IMechE Part D J Automob. Eng. 2016, 231, 731–742. [Google Scholar] [CrossRef]
- Zhao, Y.Q.; Xiao, Z.; Lin, F.; Zhu, M.M.; Deng, Y.J. Influence analysis of machining and installation errors on the radial stiffness of a non-pneumatic mechanical elastic wheel. Chin. J. Mech. Eng. 2018, 31, 68. [Google Scholar] [CrossRef]
- Wang, Q.; Zhao, Y.Q.; Du, X.B.; Zhu, M.M.; Fu, H.X. Equivalent stiffness and dynamics response of new mechanical elastic wheel. JVE Int. LTD J. Vibroeng. 2016, 18, 431–445. [Google Scholar]
- Wang, J.; Yang, B.; Lin, X.; Gao, L.; Liu, T.; Lu, Y.L.; Wang, R.G. Research of TPU Materials for 3D Printing Aiming at Non-Pneumatic Tires by FDM Method. Polymers 2020, 12, 2492. [Google Scholar] [CrossRef]
- Cezary, K.; Artur, Z.; Jan, P.; Anna AI, S.Z. Experimental and numerical testing of prototypical under ballast mats (UBMs) produced from deconstructed tires—The effect of mat thickness. Constr. Build. Mater. 2023, 369, 130559. [Google Scholar]
- Hulme, A.J.; Goodhead, T.C. Cost effective reprocessing of polyurethane by hot compression moulding. J. Mater. Process. Technol. 2003, 139, 322–326. [Google Scholar] [CrossRef]
- GB/T 228.1-2010; Metallic Materials-Tensile Testing-Part 1: Method of Test at Room Temperature. Standards Press of China: Beijing, China, 2010.
- HG/T 3849-2008; Ebonite-Determination of Tensile Strength and Elongation at Break. Standards Press of China: Beijing, China, 2008.
- GB/T 23663-2020; Test Method for Longitudinal and Lateral Stiffness of Motor Vehicle Tires. Standards Press of China: Beijing, China, 2020.

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Tensile Strength (MPa) | Yield Strength (MPa) | Young’s Modulus (GPa) | Poisson Ratio |
|---|---|---|---|---|
| Si-Mn spring steel | 1326 | 1200 | 207 | 0.28 |
| Wheel steel | 682 | 536 | 205 | 0.27 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, W.; Liu, S.; Li, X.; Zhang, Q.; Wang, C.; Li, K. Static Stiffness Properties of High Load Capacity Non-Pneumatic Tires with Different Tread Structures. Lubricants 2023, 11, 180. https://doi.org/10.3390/lubricants11040180
Liu W, Liu S, Li X, Zhang Q, Wang C, Li K. Static Stiffness Properties of High Load Capacity Non-Pneumatic Tires with Different Tread Structures. Lubricants. 2023; 11(4):180. https://doi.org/10.3390/lubricants11040180
Chicago/Turabian StyleLiu, Weidong, Shuo Liu, Xiujuan Li, Qiushi Zhang, Chen Wang, and Keqiang Li. 2023. "Static Stiffness Properties of High Load Capacity Non-Pneumatic Tires with Different Tread Structures" Lubricants 11, no. 4: 180. https://doi.org/10.3390/lubricants11040180