A Comprehensive Investigation of BN and VC Reinforcements on the Properties of FSP AA6061 Composites

 , , and
, , and
Abstract
:1. Introduction
2. Materials and Experimental Procedures
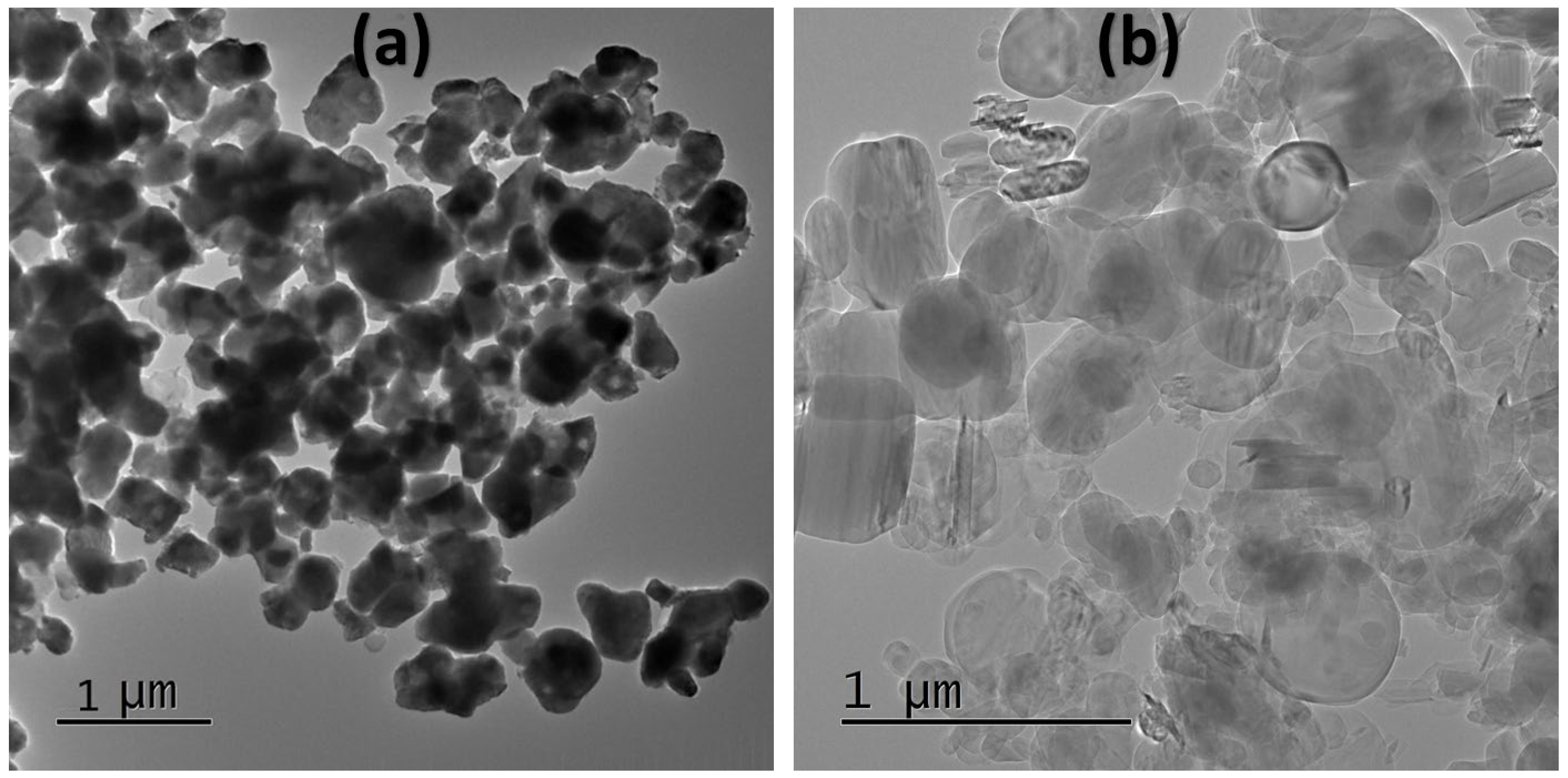
2.1. Materials
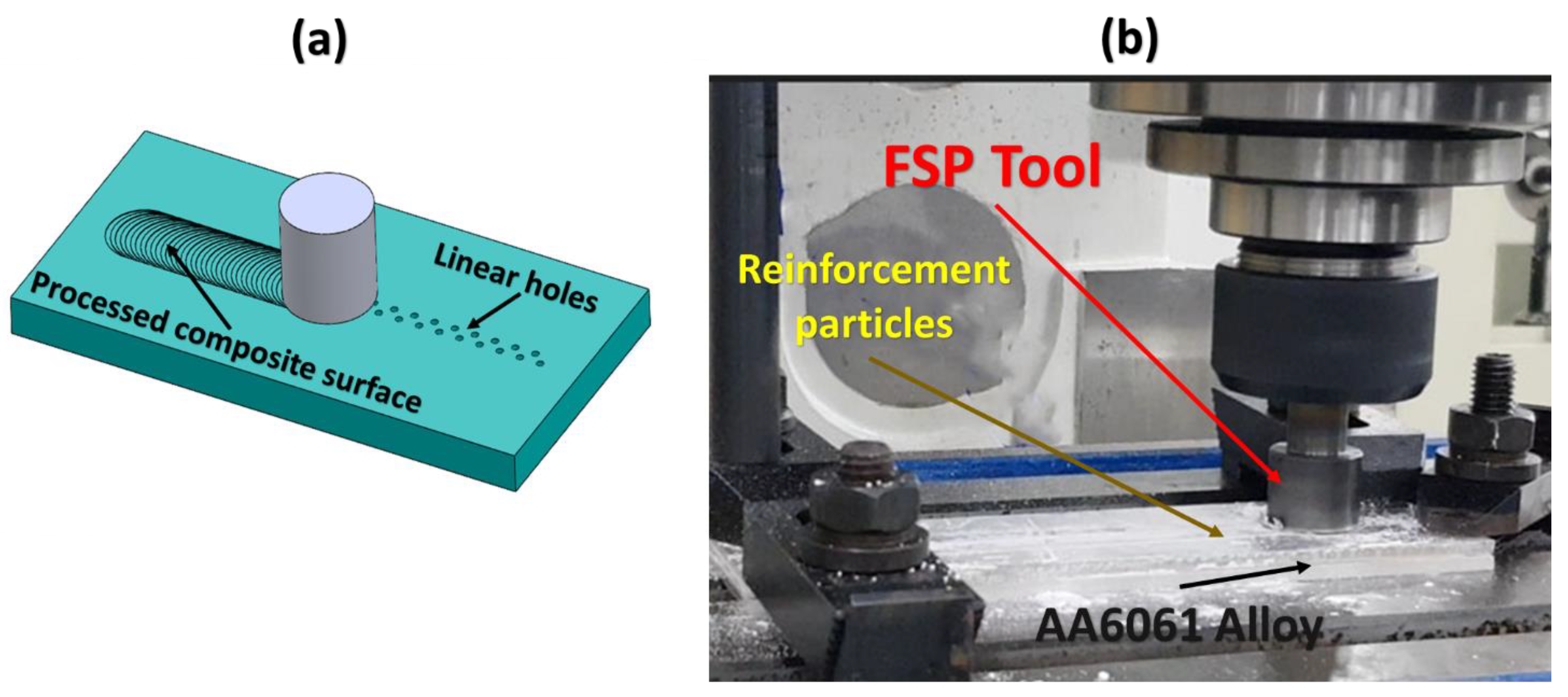
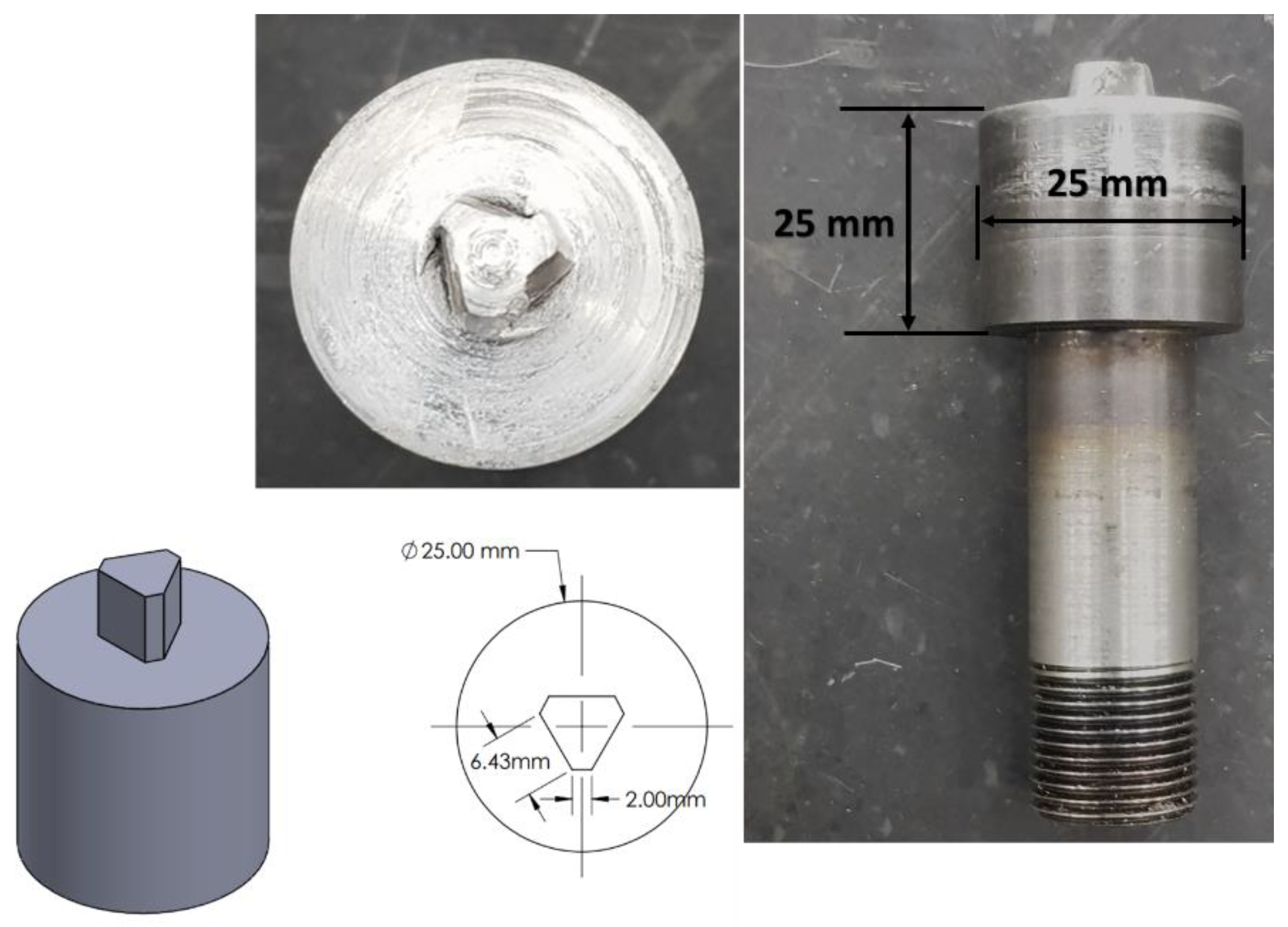
2.2. Fabrication Process
2.3. Characterization and Tests
2.3.1. Microstructure Examination
2.3.2. Mechanical Property
2.3.3. Thermal Conductivity
2.3.4. Electrical Conductivity
3. Results and Discussions
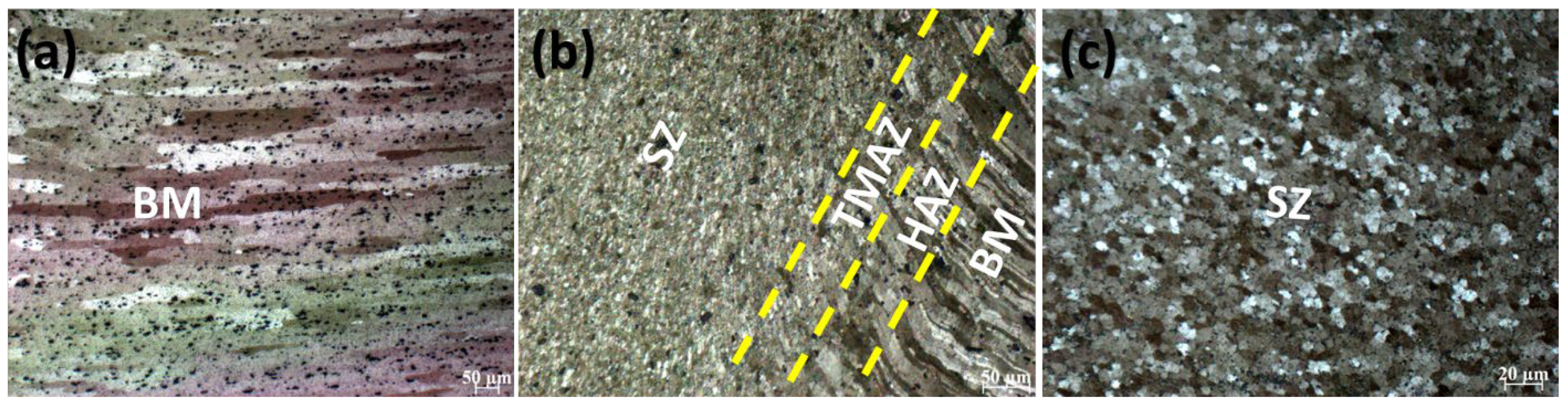
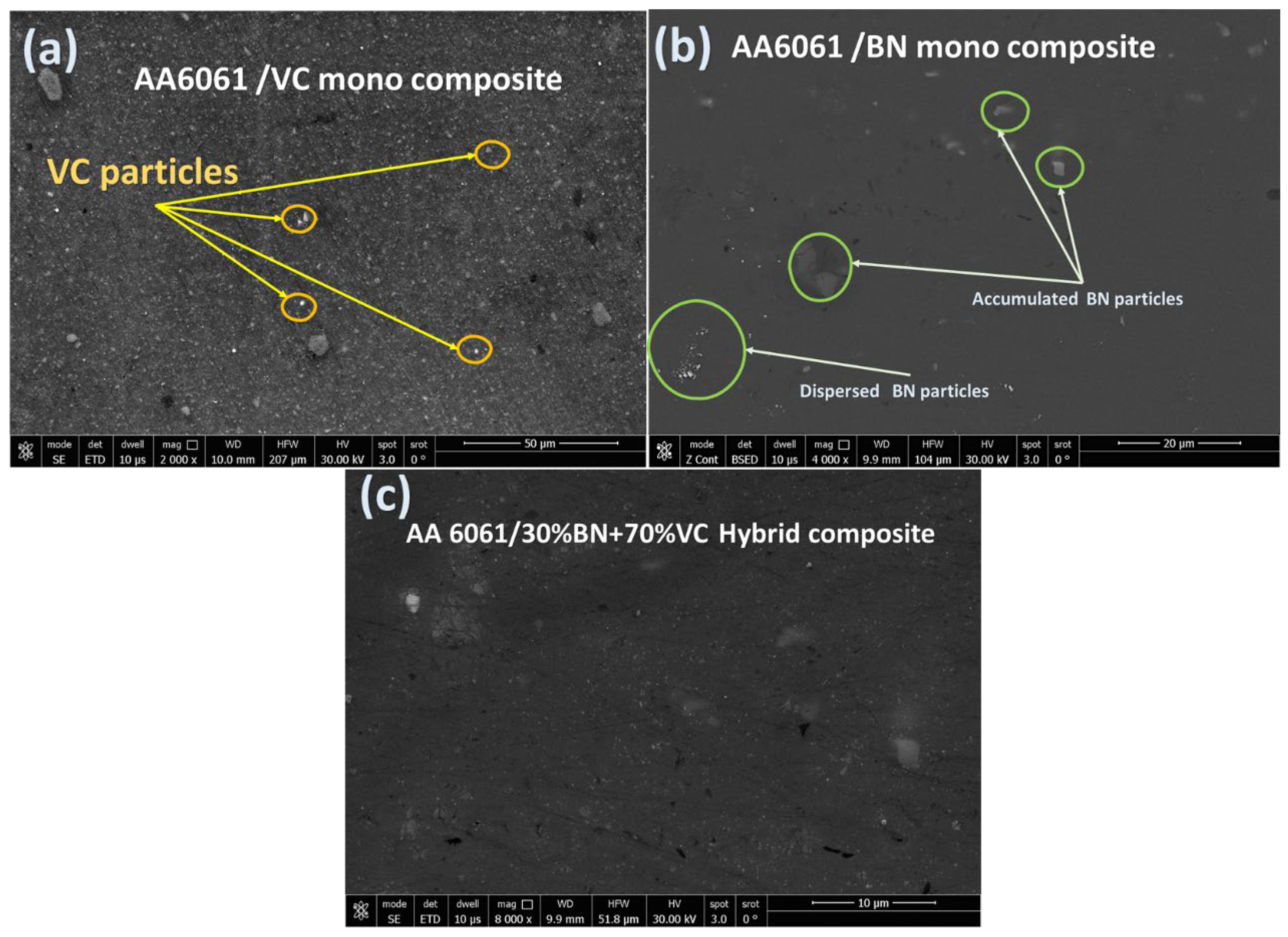
3.1. Microstructure Observation
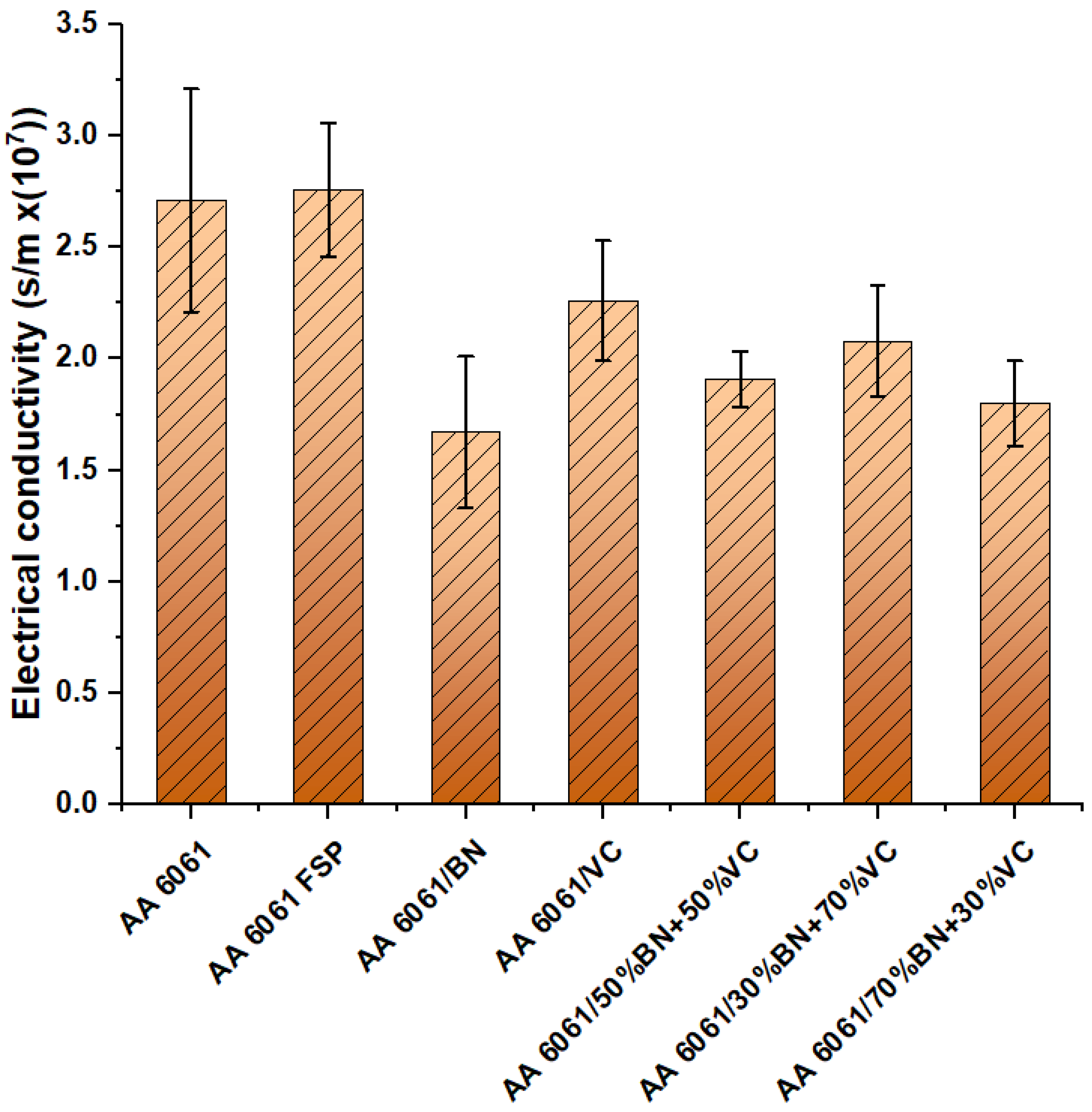
3.2. Electrical Property
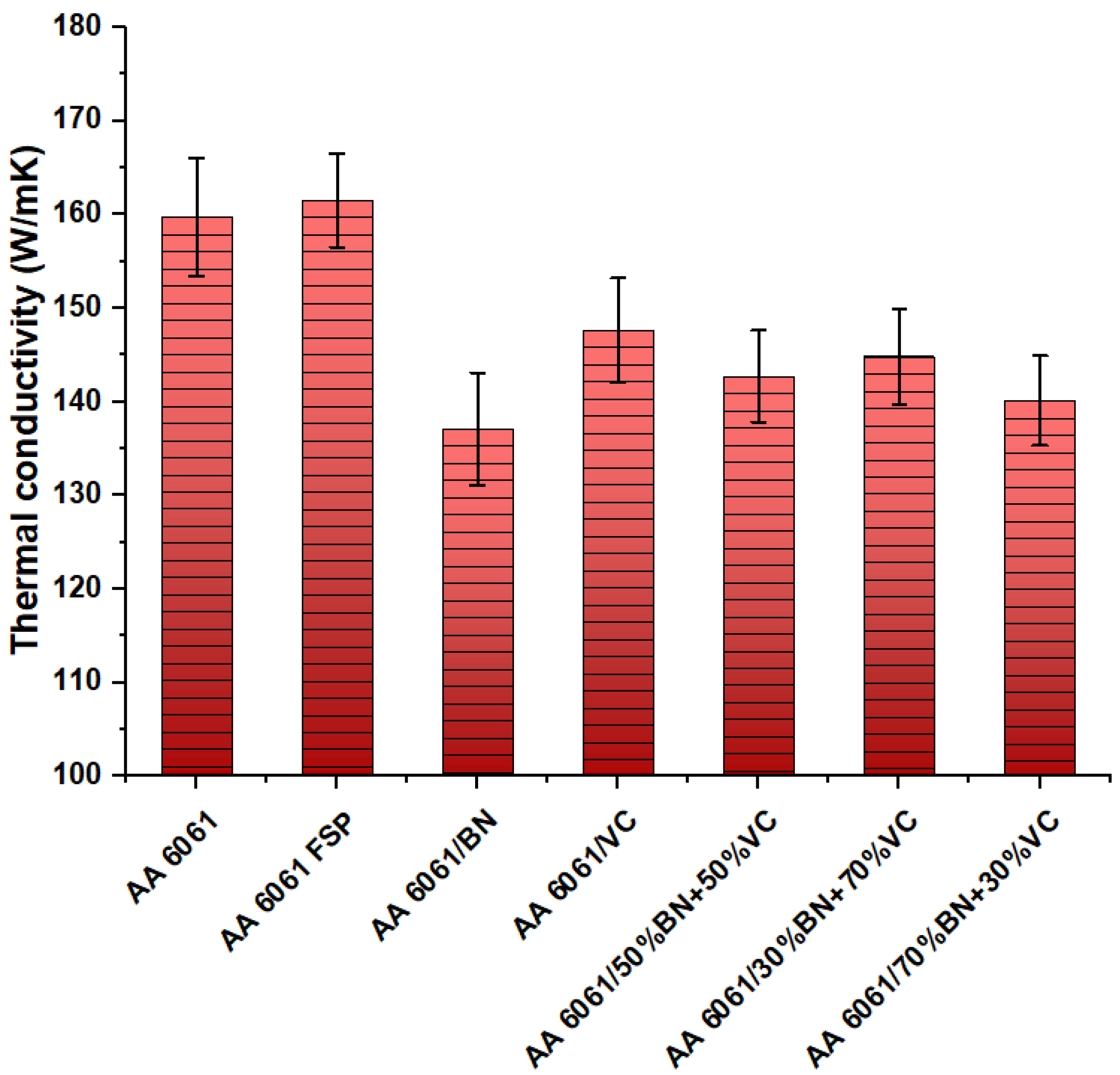
3.3. Thermal Conductivity
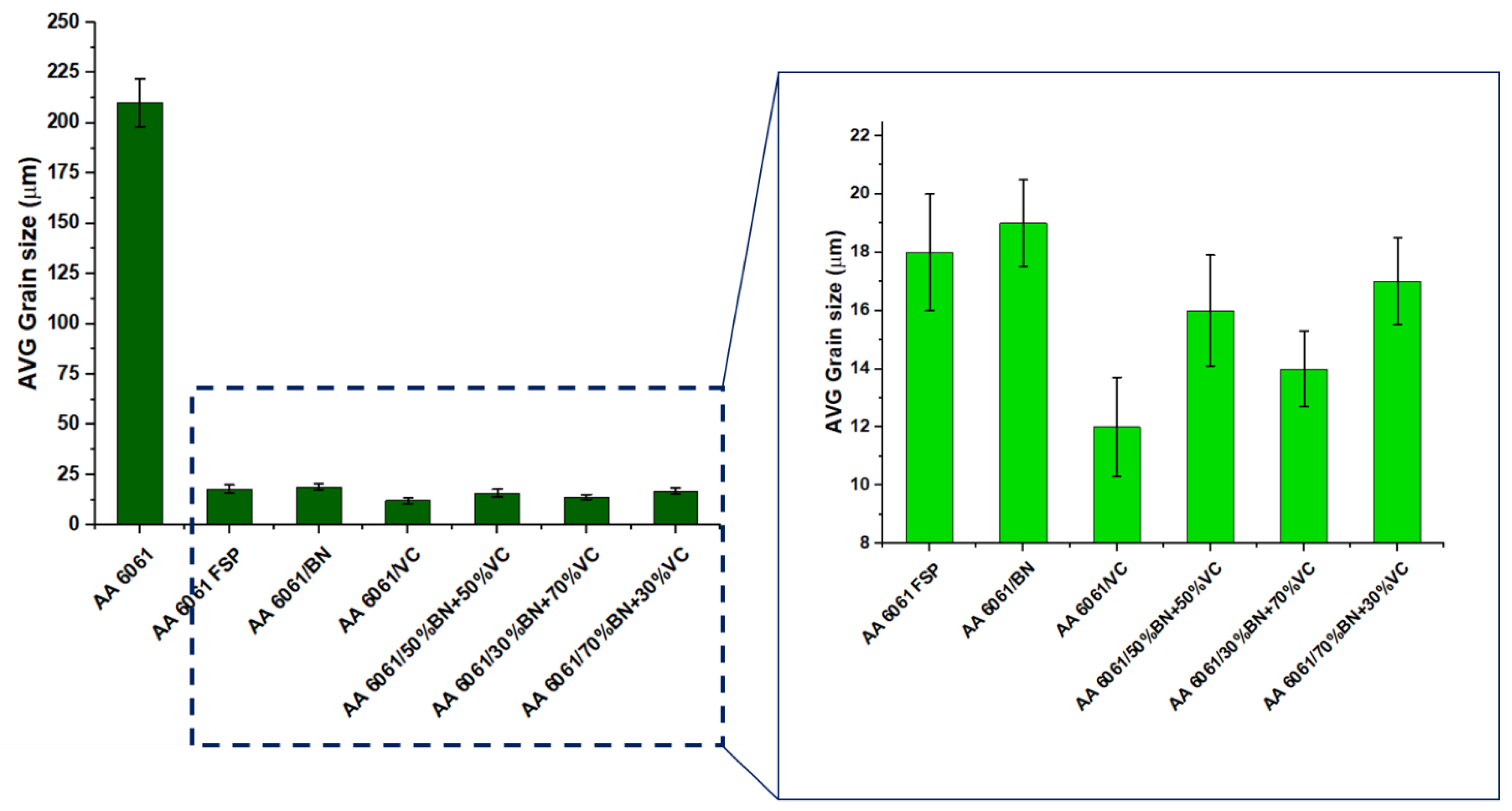
- Nucleation: VC particles can act as nucleation sites for grain formation during solidification, leading to a finer grain structure;
- Zener pinning: VC particles can pin grain boundaries, preventing grain growth during subsequent heat treatments;
- Particle-induced dislocation generation: The mismatch in crystal structure and lattice parameters between VC particles and the metal matrix can induce dislocation generation, hindering grain growth.
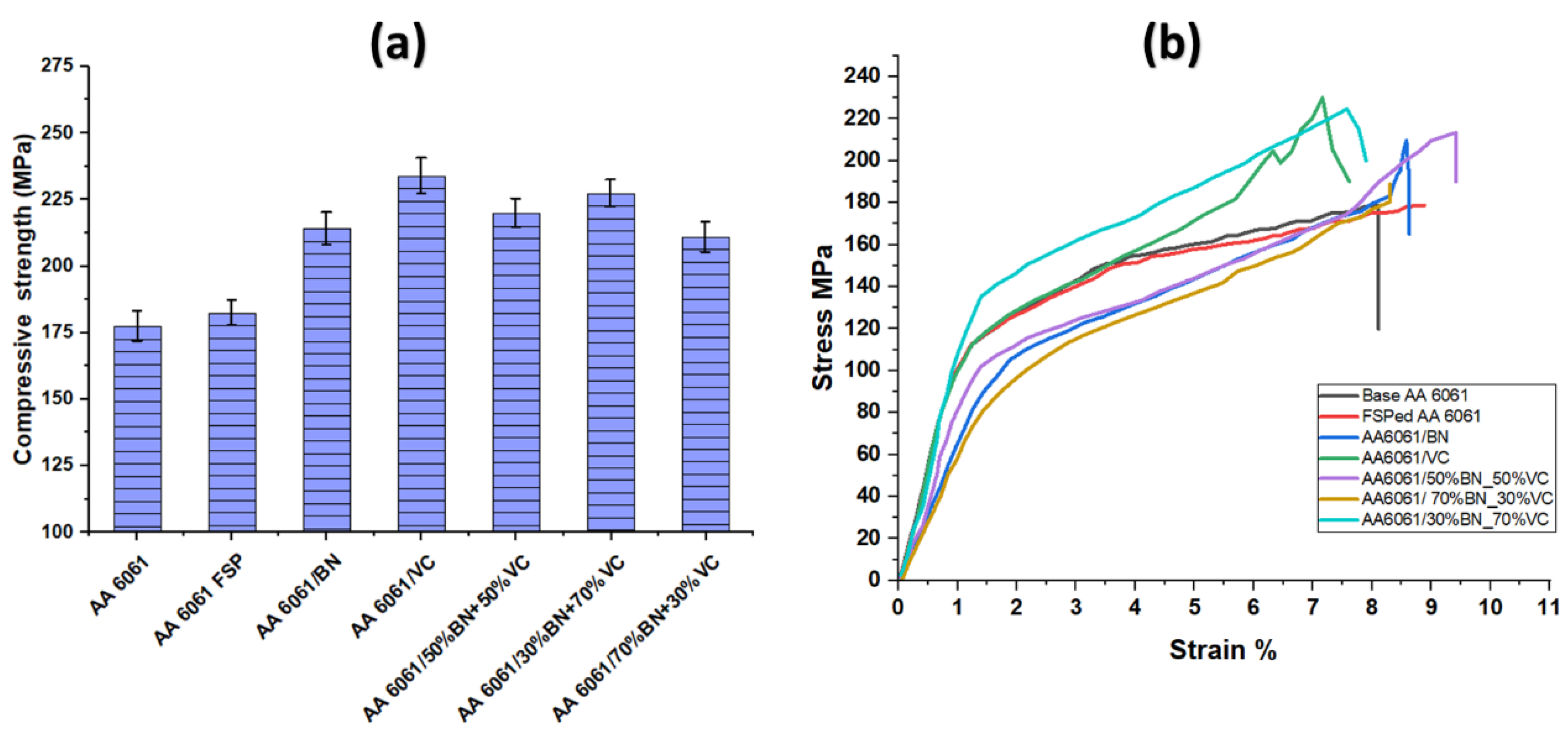
3.4. Mechanical Properties
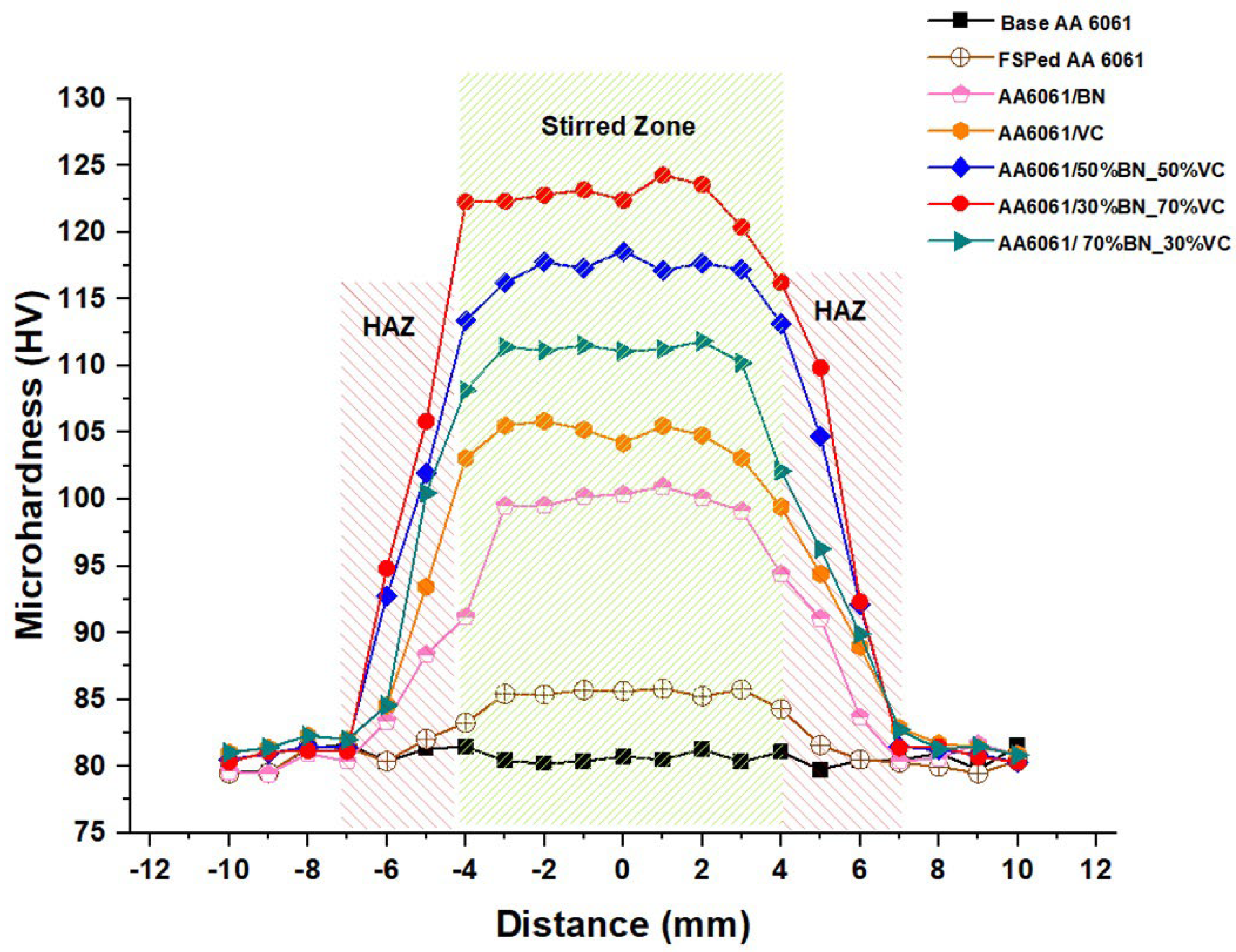
3.5. Microhardness Profile
4. Conclusions
- The findings revealed that VC exhibits superior grain refining capabilities compared to BN, with hybrid composites containing finer BN particles demonstrating the smallest grain size. Hence, the synergistic combination of VC and BN could serve as an optimal approach for grain structure refinement in AA6061 alloy through FSP.
- The incorporation of BN particles in metal matrix composites generally leads to a reduction in both thermal and electrical conductivity, while the addition of VC particles enhances both properties. The AA6061/VC composite exhibited the highest thermal conductivity among all tested composites, making it a promising candidate for efficient heat dissipation applications. The hybrid-composite AA6061/30%BN+70%VC demonstrated remarkable electrical conductivity, with a mere 2.8% reduction compared to the base alloy AA6061. Additionally, the mono-composite AA6061/VC exhibited only a 7.5% decrease in thermal conductivity compared to AA6061, highlighting the potential of VC reinforcement to maintain electrical and thermal properties.
- The composite material comprising 30% BN and 70% VC reinforcement surpassed all other tested composites in compressive strength. The observed enhancement in compressive strength for mono and hybrid composites ranged from 17.1% to 31.5% compared to the parent AA6061 alloy. These findings demonstrate that reinforcement using BN, VC, or a combination of both materials can significantly improve the compressive strength of AA6061.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Branco, R.; Berto, F.; Kotousov, A. Mechanical Behaviour of Aluminium Alloys. Appl. Sci. 2018, 8, 146. [Google Scholar] [CrossRef]
- Varshney, D.; Kumar, K. Application and use of different aluminium alloys with respect to workability, strength and welding parameter optimization. Ain Shams Eng. J. 2021, 12, 1143–1152. [Google Scholar] [CrossRef]
- Sarvaiya, J.; Singh, D. Development of surface composites AA5052/SiC using micro and nano-SiC reinforcement particles via friction stir processing. Mater. Today Proc. 2023, in press. [Google Scholar] [CrossRef]
- Khalid, M.Y.; Umer, R.; Khan, K.A. Review of recent trends and developments in aluminium 7075 alloy and its metal matrix composites (MMCs) for aircraft applications. Results Eng. 2023, 20, 101372. [Google Scholar] [CrossRef]
- Keneshloo, M.; Paidar, M.; Taheri, M. Role of SiC ceramic particles on the physical and mechanical properties of Al–4%Cu metal matrix composite fabricated via mechanical alloying. J. Compos. Mater. 2016, 51, 1285–1298. [Google Scholar] [CrossRef]
- Mehdi, H.; Mishra, R.S. Effect of multi-pass friction stir processing and SiC nanoparticles on microstructure and mechanical properties of AA6082-T6. Adv. Ind. Manuf. Eng. 2021, 3, 100062. [Google Scholar] [CrossRef]
- Bhanuprakash, L.; Thejasree, P.; John, F.; Prabha, R. Study on mechanical and micro-structural properties of aluminium matrix composite reinforced with graphite and granite fillers. Mater. Today Proc. 2023, in press. [Google Scholar] [CrossRef]
- Abushanab, W.S.; Moustafa, E.B.; Goda, E.S.; Ghandourah, E.; Taha, M.A.; Mosleh, A.O. Influence of Vanadium and Niobium Carbide Particles on the Mechanical, Microstructural, and Physical Properties of AA6061 Aluminum-Based Mono- and Hybrid Composite Using FSP. Coatings 2023, 13, 142. [Google Scholar] [CrossRef]
- Hynes, N.R.J.; Raja, S.; Tharmaraj, R.; Pruncu, C.I.; Dispinar, D. Mechanical and tribological characteristics of boron carbide reinforcement of AA6061 matrix composite. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 155. [Google Scholar] [CrossRef]
- Sharma, D.K.; Patel, V.; Badheka, V.; Mehta, K.; Upadhyay, G. Different reinforcement strategies of hybrid surface composite AA6061/(B4C+MoS2) produced by friction stir processing. Mater. Und Werkst. 2020, 51, 1493–1506. [Google Scholar] [CrossRef]
- Ammal, M.A.; Sudha, J. Microstructural Evolution & Mechanical Properties of ZrO2/GNP and B4C/GNP reinforced AA6061 Friction Stir Processed Surface Composites—A Comparative study. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2022, 237, 1149–1160. [Google Scholar]
- Moustafa, E.B. Hybridization effect of BN and Al2O3 nanoparticles on the physical, wear, and electrical properties of aluminum AA1060 nanocomposites. Appl. Phys. A 2021, 127, 724. [Google Scholar] [CrossRef]
- Porz, L.; Klomp, A.J.; Fang, X.; Li, N.; Yildirim, C.; Detlefs, C.; Bruder, E.; Höfling, M.; Rheinheimer, W.; Patterson, E.A.; et al. Dislocation-toughened ceramics. Mater. Horiz. 2021, 8, 1528–1537. [Google Scholar] [CrossRef]
- Nautiyal, P.; Bustillos, J.; Selvam, T.; Zhang, C.; Seal, S.; Boesl, B.; Agarwal, A. In Situ Investigation of Deformation Mechanisms Induced by Boron Nitride Nanotubes and Nanointerphases in Ti–6Al–4V Alloy. Adv. Eng. Mater. 2022, 24, 2200610. [Google Scholar] [CrossRef]
- Netto, N.; Zhao, L.; Soete, J.; Pyka, G.; Simar, A. Manufacturing high strength aluminum matrix composites by friction stir processing: An innovative approach. J. Mater. Process. Technol. 2020, 283, 116722. [Google Scholar] [CrossRef]
- Bayazid, S.M.; Farhangi, H.; Ghahramani, A. Investigation of Friction Stir Welding Parameters of 6063-7075 Aluminum Alloys by Taguchi Method. Procedia Mater. Sci. 2015, 11, 6–11. [Google Scholar] [CrossRef]
- Boopathi, S.; Jeyakumar, M.; Singh, G.R.; King, F.L.; Pandian, M.; Subbiah, R.; Haribalaji, V. An experimental study on friction stir processing of aluminium alloy (AA-2024) and boron nitride (BNp) surface composite. Mater. Today Proc. 2022, 59, 1094–1099. [Google Scholar] [CrossRef]
- Penchal Reddy, M.; Manakari, V.; Parande, G.; Ubaid, F.; Shakoor, R.; Mohamed, A.; Gupta, M. Enhancing compressive, tensile, thermal and damping response of pure Al using BN nanoparticles. J. Alloys Compd. 2018, 762, 398–408. [Google Scholar] [CrossRef]
- Hashim, F.A.; Abdulkader, N.J.; Jasim, N.S. Effect of Nano BN Addition on the Properties of an Aluminum Metal Matrix Composite. Eng. Technol. J. 2018, 36, 691–695. [Google Scholar] [CrossRef]
- Wie, J.; Kim, K.; Kim, J. High thermal conductivity composites obtained by novel surface treatment of boron nitride. Ceram. Int. 2020, 46 Part A, 17614–17620. [Google Scholar] [CrossRef]
- Irshad, H.M.; Farooq, A.; Hakeem, A.S.; Azeem, M.Z.; Ehsan, M.A. Electrochemical study of aluminum–cubic boron nitride composites synthesized via spark plasma sintering for engineering applications. J. Alloys Compd. 2023, 965, 171210. [Google Scholar] [CrossRef]
- Ruh, R.; Donaldson, K.Y.; Hasselman, D.P.H. Thermal Conductivity of Boron Carbide–Boron Nitride Composites. J. Am. Ceram. Soc. 1992, 75, 2887–2890. [Google Scholar] [CrossRef]
- Kheirkhah, S.; Imani, M.; Aliramezani, R.; Zamani, M.H.; Kheilnejad, A. Microstructure, mechanical properties and corrosion resistance of Al6061/BN surface composite prepared by friction stir processing. Surf. Topogr. Metrol. Prop. 2019, 7, 035002. [Google Scholar] [CrossRef]
- Bisht, A.; Kumar, V.; Li, L.H.; Chen, Y.; Agarwal, A.; Lahiri, D. Effect of warm rolling and annealing on the mechanical properties of aluminum composite reinforced with boron nitride nanotubes. Mater. Sci. Eng. A 2018, 710, 366–373. [Google Scholar] [CrossRef]
- Wu, B.; Ibrahim, M.; Raja, S.; Yusof, F.; Razak, B.B.A.; Bin Muhamad, M.R.; Huang, R.; Zhang, Y.; Badruddin, I.A.; Hussien, M.; et al. The influence of reinforcement particles friction stir processing on microstructure, mechanical properties, tribological and corrosion behaviors: A review. J. Mater. Res. Technol. 2022, 20, 1940–1975. [Google Scholar] [CrossRef]
- Palanivel, R.; Dinaharan, I.; Laubscher, R.F.; Davim, J.P. Influence of boron nitride nanoparticles on microstructure and wear behavior of AA6082/TiB2 hybrid aluminum composites synthesized by friction stir processing. Mater. Des. 2016, 106, 195–204. [Google Scholar] [CrossRef]
- Srinivas, K.S.; Mohan, M.M. Experimental Investigation of Mechanical Properties of Ceramic Reinforced Al-7075 Metal Matrix Hybrid Composites. Mater. Sci. Forum 2020, 979, 34–39. [Google Scholar] [CrossRef]
- Ghasali, E.; Pakseresht, A.H.; Alizadeh, M.; Shirvanimoghaddam, K.; Ebadzadeh, T. Vanadium carbide reinforced aluminum matrix composite prepared by conventional, microwave and spark plasma sintering. J. Alloys Compd. 2016, 688, 527–533. [Google Scholar] [CrossRef]
- Wang, J.; Fu, S.J.; Ding, Y.C.; Wang, Y.S. Study on Microstructure of Vanadium and Chromium-Carbide Reinforced Fe Matrix Surface Composite. Adv. Mater. Res. 2012, 399–401, 425–429. [Google Scholar] [CrossRef]
- Zhong, L.; Ye, F.; Xu, Y.; Li, J. Microstructure and abrasive wear characteristics of in situ vanadium carbide particulate-reinforced iron matrix composites. Mater. Des. (1980–2015) 2014, 54, 564–569. [Google Scholar] [CrossRef]
- Jung, J.-H.; Lee, S.-J.; Kim, H.-S. Estimation of Average Grain Size from Microstructure Image Using a Convolutional Neural Network. Materials 2022, 15, 6954. [Google Scholar] [CrossRef] [PubMed]
- Abdel Aziz, S.S.; Abulkhair, H.; Moustafa, E.B. Role of hybrid nanoparticles on thermal, electrical conductivity, microstructure, and hardness behavior of nanocomposite matrix. J. Mater. Res. Technol. 2021, 13, 1275–1284. [Google Scholar] [CrossRef]
- Wang, W.; Yuan, S.; Qiao, K.; Wang, K.; Zhang, S.; Peng, P.; Zhang, T.; Peng, H.; Wu, B.; Yang, J. Microstructure and nanomechanical behavior of friction stir welded joint of 7055 aluminum alloy. J. Manuf. Process. 2021, 61, 311–321. [Google Scholar] [CrossRef]
- Reza-E-Rabby, M.; Olszta, M.J.; Overman, N.R.; McDonnell, M.; Whalen, S.A. Friction stir dovetailing of AA7099 to steel with AA6061 interlayer for reduced Zn embrittlement at dissimilar interface. J. Manuf. Process. 2021, 61, 25–34. [Google Scholar] [CrossRef]
- Ahmed, H.M.; Ahmed, H.A.M.; Hefni, M.; Moustafa, E.B. Effect of Grain Refinement on the Dynamic, Mechanical Properties, and Corrosion Behaviour of Al-Mg Alloy. Metals 2021, 11, 1825. [Google Scholar] [CrossRef]
- Rathee, S.; Maheshwari, S.; Siddiquee, A.N.; Srivastava, M. Distribution of reinforcement particles in surface composite fabrication via friction stir processing: Suitable strategy. Mater. Manuf. Process. 2018, 33, 262–269. [Google Scholar] [CrossRef]
- Alsoruji, G.; Moustafa, E.B.; Alzahrani, M.A.; Taha, M.A. Preparation of Silicon Bronze-Based Hybrid Nanocomposites with Excellent Mechanical, Electrical, and Wear Properties by Adding the Ti3AlC2 MAX Phase and Granite Via Powder Metallurgy. Silicon 2023, 15, 2753–2763. [Google Scholar] [CrossRef]
- Ashrafi, N.; Ariff, A.H.M.; Jung, D.-W.; Sarraf, M.; Foroughi, J.; Sulaiman, S.; Hong, T.S. Magnetic, Electrical, and Physical Properties Evolution in Fe3O4 Nanofiller Reinforced Aluminium Matrix Composite Produced by Powder Metallurgy Method. Materials 2022, 15, 4153. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Mg | Mn | Si | Fe | Cu | Zn | Other | AL |
|---|---|---|---|---|---|---|---|---|
| (wt)% | 0.69 | 0.34 | 0.41 | 0.83 | 0.25 | 0.19 | 0.12 | remain |
| Samples | Avg Grain Size μm | Aspect Ratio % |
|---|---|---|
| Base AA 6061 | 210 ± 12 | 32 |
| FSPed AA 6061 | 18 ± 2 | 81 |
| AA6061/BN | 19 ± 1.5 | 79 |
| AA6061/VC | 12 ± 1.7 | 89 |
| AA 6061/50%BN+50%VC | 16 ± 1.9 | 85 |
| AA 6061/30%BN+70%VC | 14 ± 1.3 | 82 |
| AA 6061/70%BN+30%VC | 17 ± 1.5 | 83 |
| Composite | Percentage Improvement |
|---|---|
| AA 6061/BN | 21.60% |
| AA 6061/VC | 31.70% |
| AA 6061/50%BN+50%VC | 23.10% |
| AA 6061/30%BN+70%VC | 25.80% |
| AA 6061/70%BN+30%VC | 18.10% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Moustafa, E.B.; Djouider, F.; Alhawsawi, A.; Elmoujarkach, E.; Banoqitah, E.; Mohamed, S.S. A Comprehensive Investigation of BN and VC Reinforcements on the Properties of FSP AA6061 Composites. Lubricants 2023, 11, 507. https://doi.org/10.3390/lubricants11120507
Moustafa EB, Djouider F, Alhawsawi A, Elmoujarkach E, Banoqitah E, Mohamed SS. A Comprehensive Investigation of BN and VC Reinforcements on the Properties of FSP AA6061 Composites. Lubricants. 2023; 11(12):507. https://doi.org/10.3390/lubricants11120507
Chicago/Turabian StyleMoustafa, Essam B., Fathi Djouider, Abdulsalam Alhawsawi, Ezzat Elmoujarkach, Essam Banoqitah, and Samah S. Mohamed. 2023. "A Comprehensive Investigation of BN and VC Reinforcements on the Properties of FSP AA6061 Composites" Lubricants 11, no. 12: 507. https://doi.org/10.3390/lubricants11120507