
On-Machine Measurement and Error Compensation for 6061 Aluminum Alloy Hexagonal Punch Using a Turn-Milling Machine


Abstract
:1. Introduction
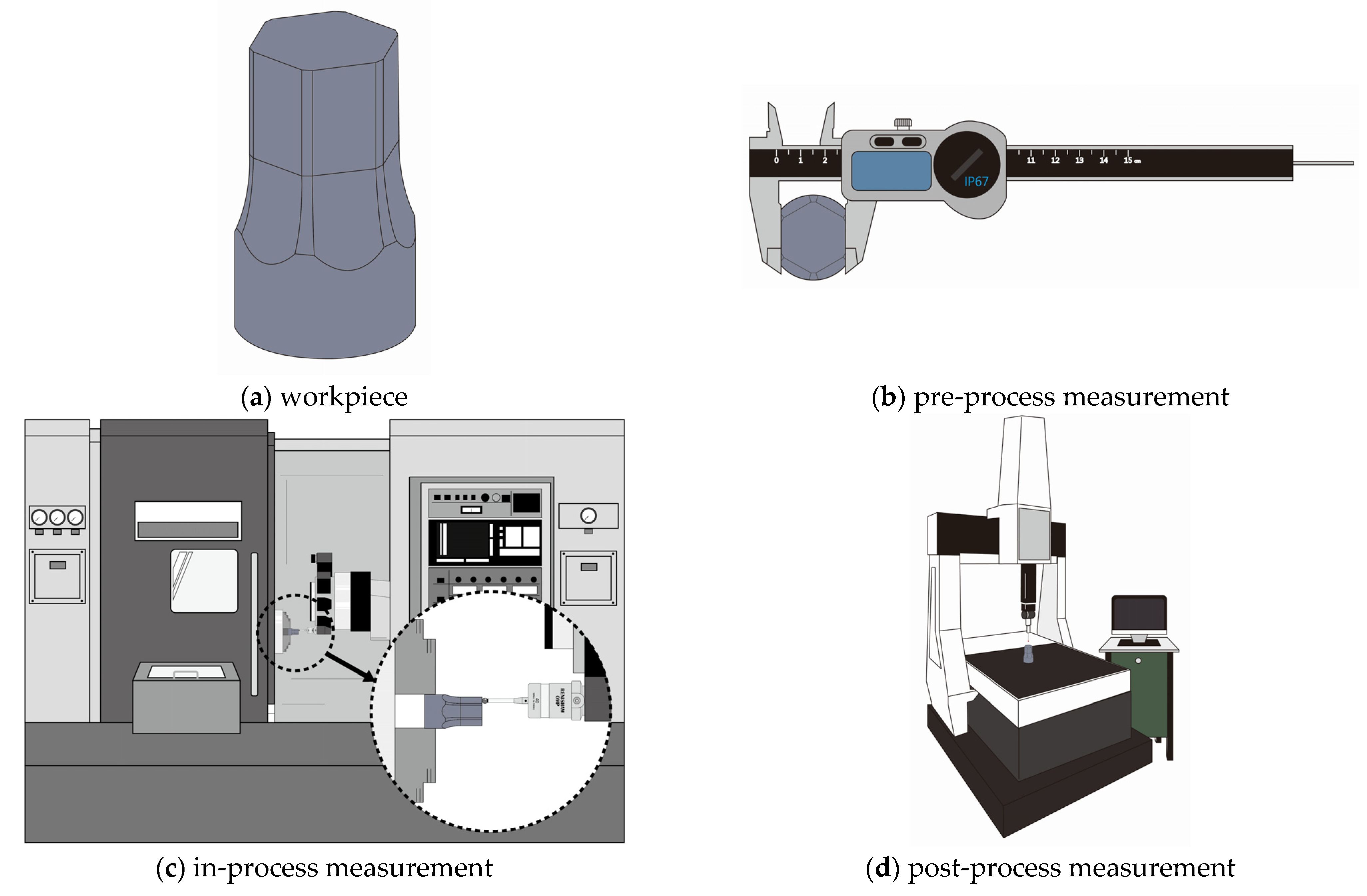
2. Workpiece Measurement Technology
2.1. Pre-Process Measurement
2.2. In-Process Measurement
2.3. Post-Process Measurement
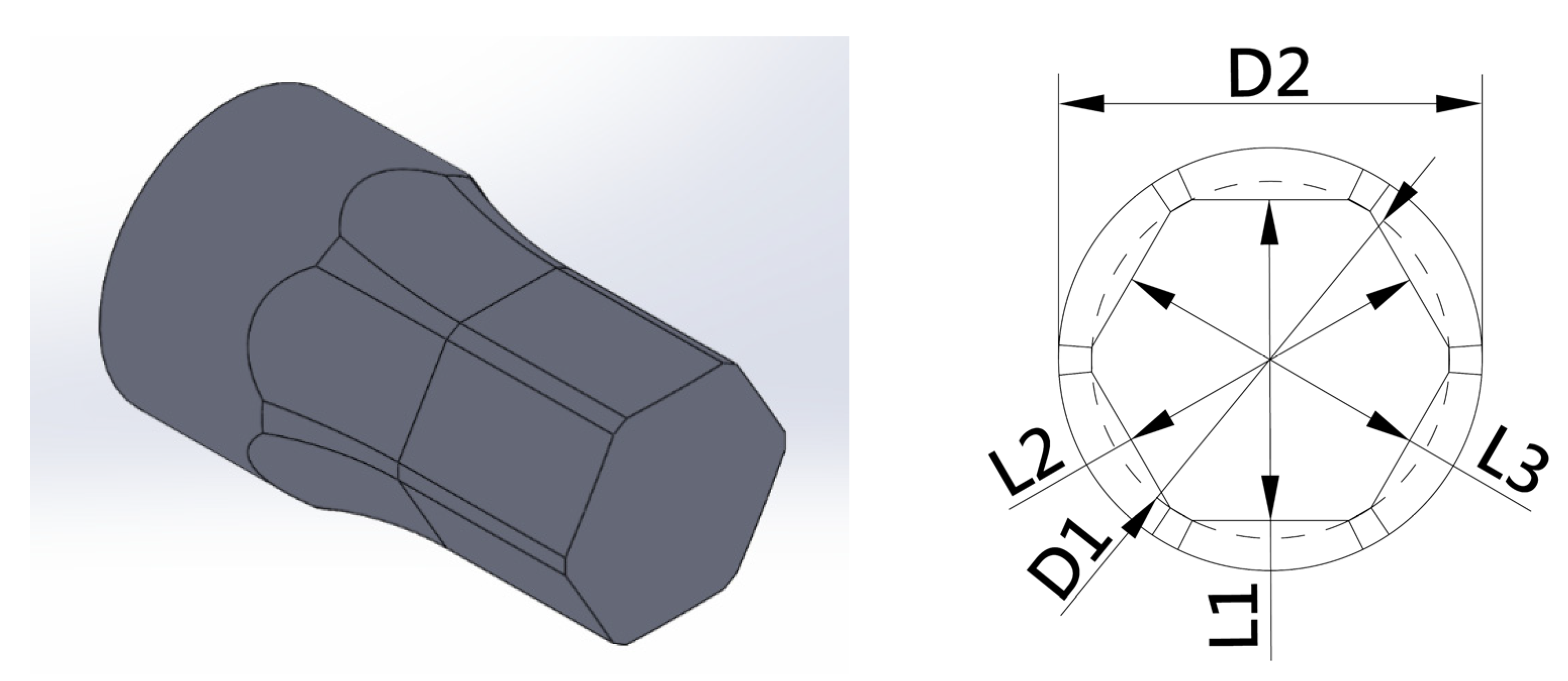
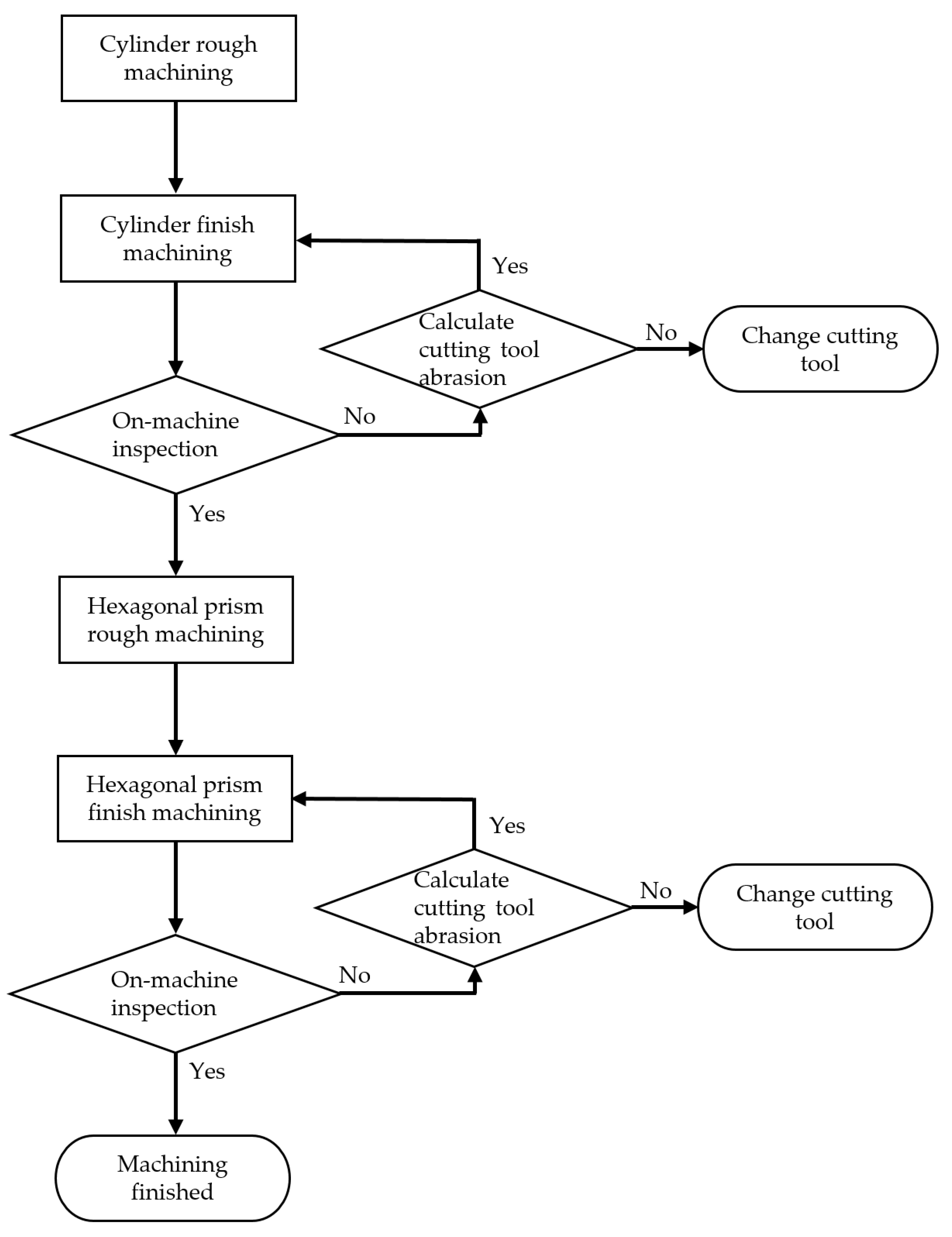
3. Experimental Work
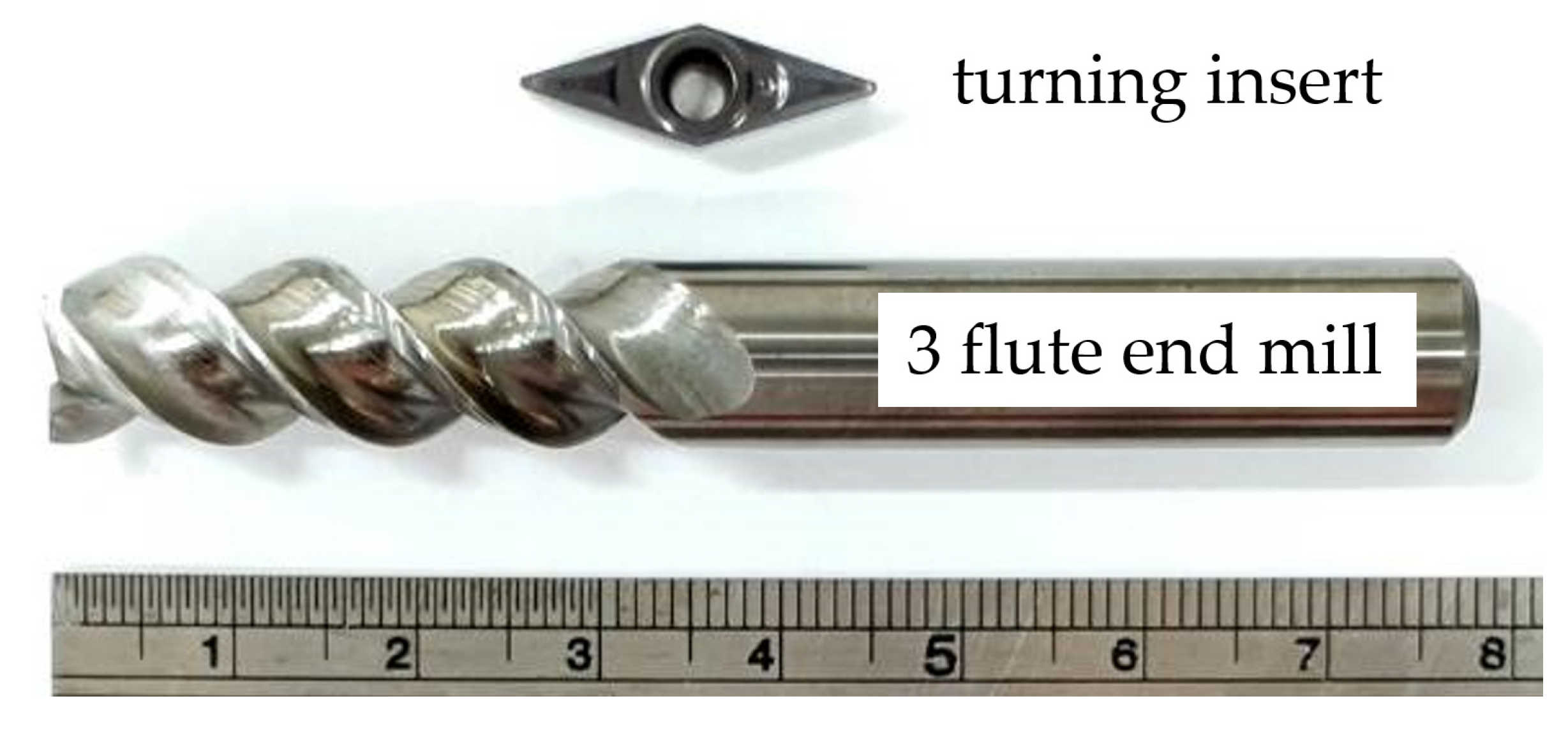
3.1. Workpiece and Cutting Tools
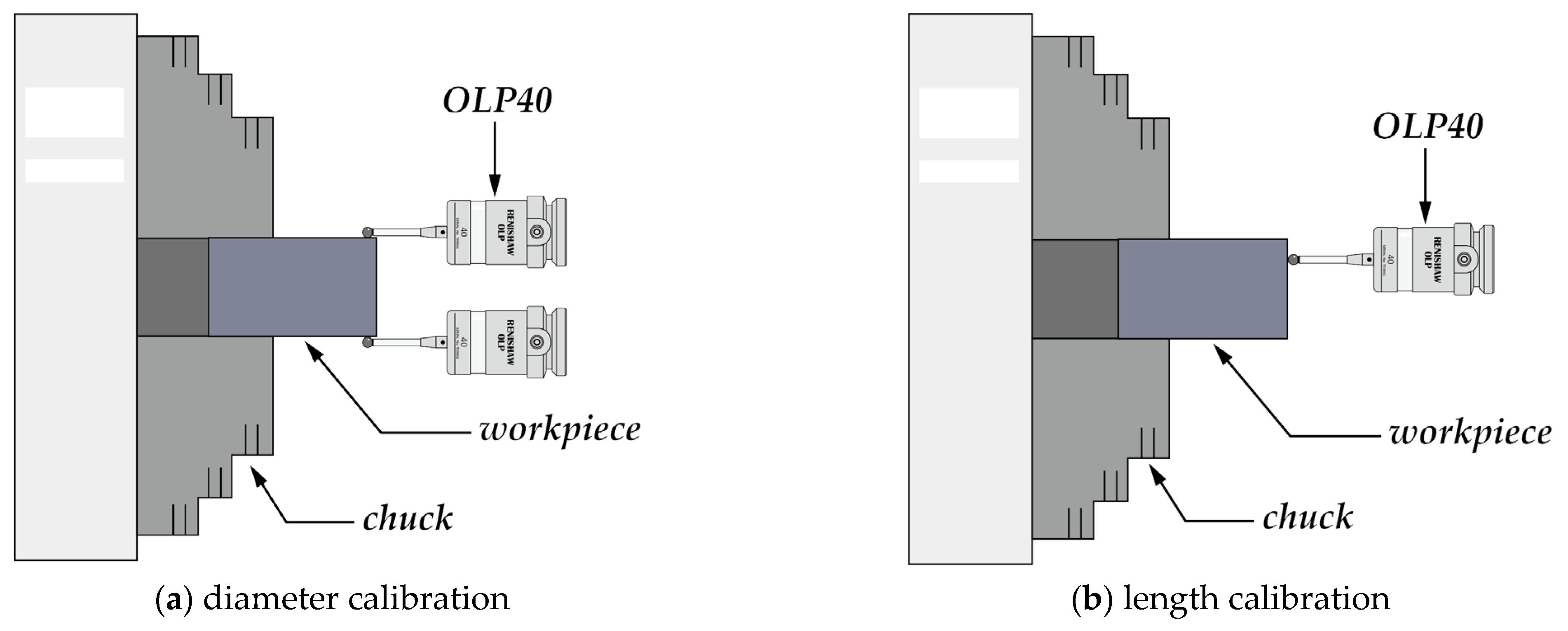
3.2. On-Machine Measuring System
- Use the diameter calibration (P9082) in OLP40 contact probe subroutine; build the X axis of the spindle to identify the axle center of the spindle;
- Move the OLP40 contact probe to the center of the X axis of combined turning-milling machine;
- Fix the dial indicator on the spindle claw and put the probe close to the probe ball nose, as shown in Figure 7;
- Rotate the spindle to make the dial indicator probe rotate around the probe ball nose;
- Adjust the X and Y directions so that the pointer of the lever-type dial indicator does not deviate;
- After the above steps, the offsets of X and Y axes are compensated and corrected to the compensation value in the probe;
- Then, adopt the diameter calibration (P9082) in the OLP40 contact probe subroutine, build the X axis of the spindle, and the radius compensation value of the ball nose is automatically found and stored in controller.
4. Results and Discussion
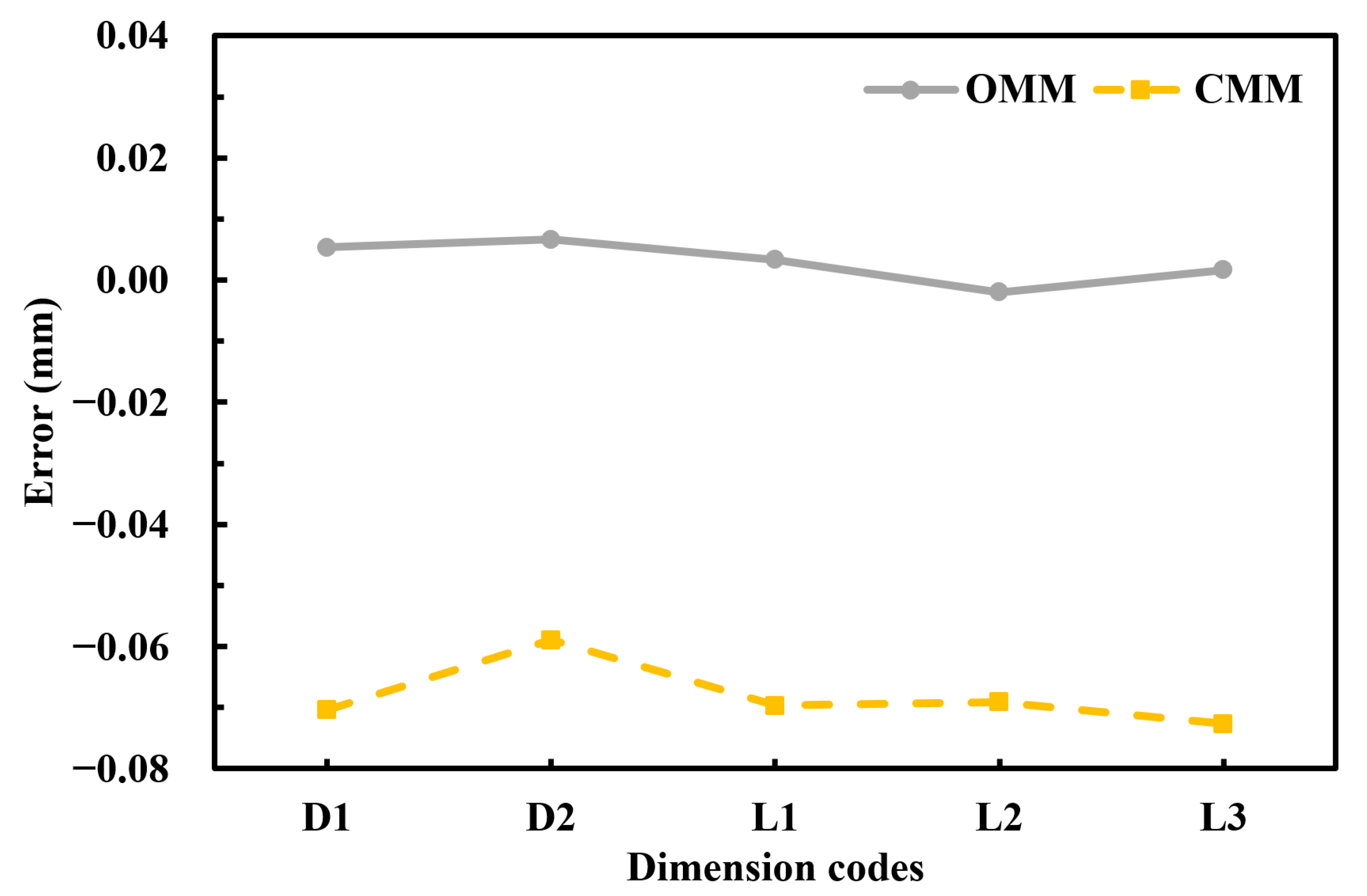
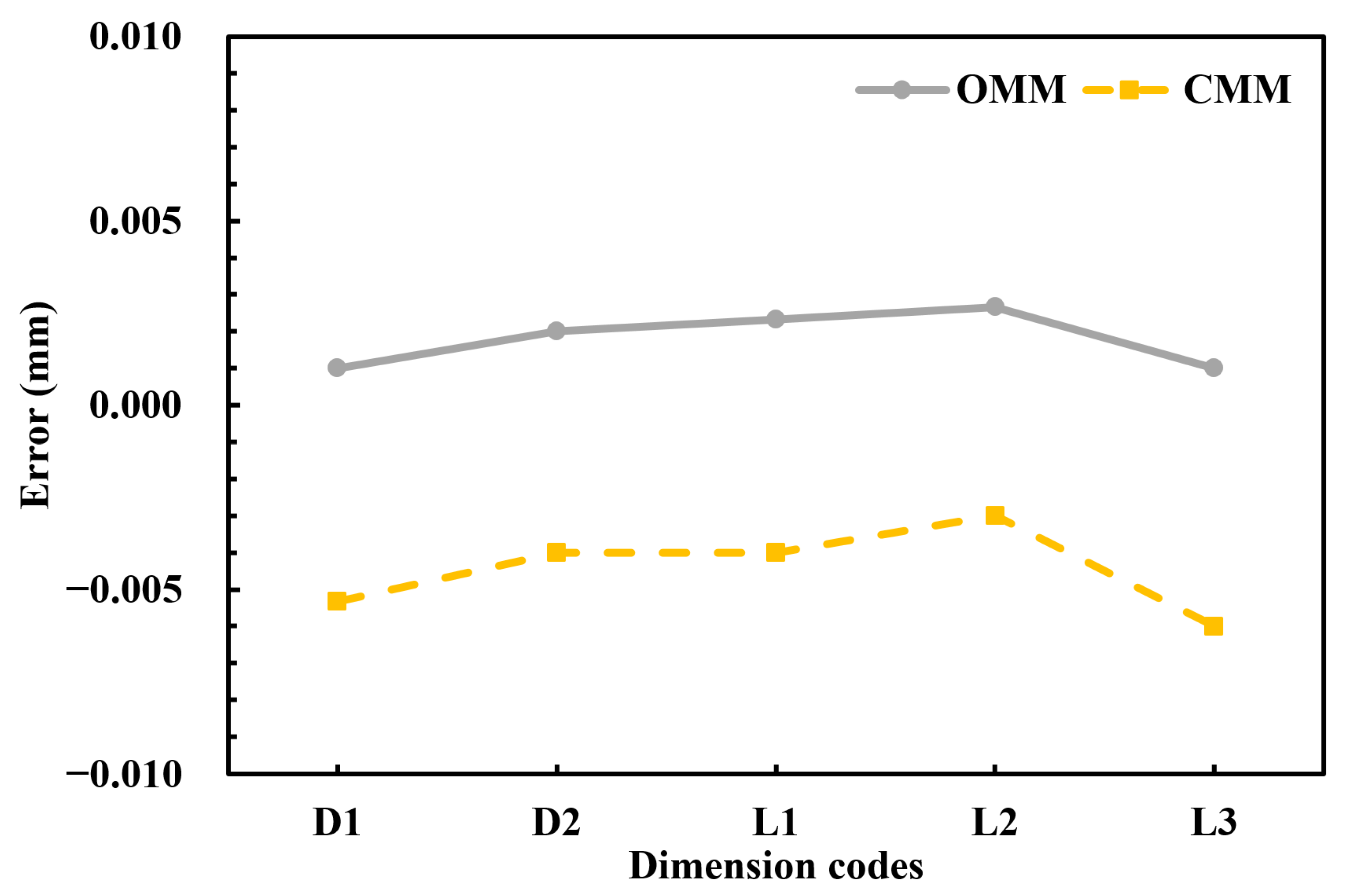
4.1. Size Errors before and after Calibration of on-Machine Measuring Systems
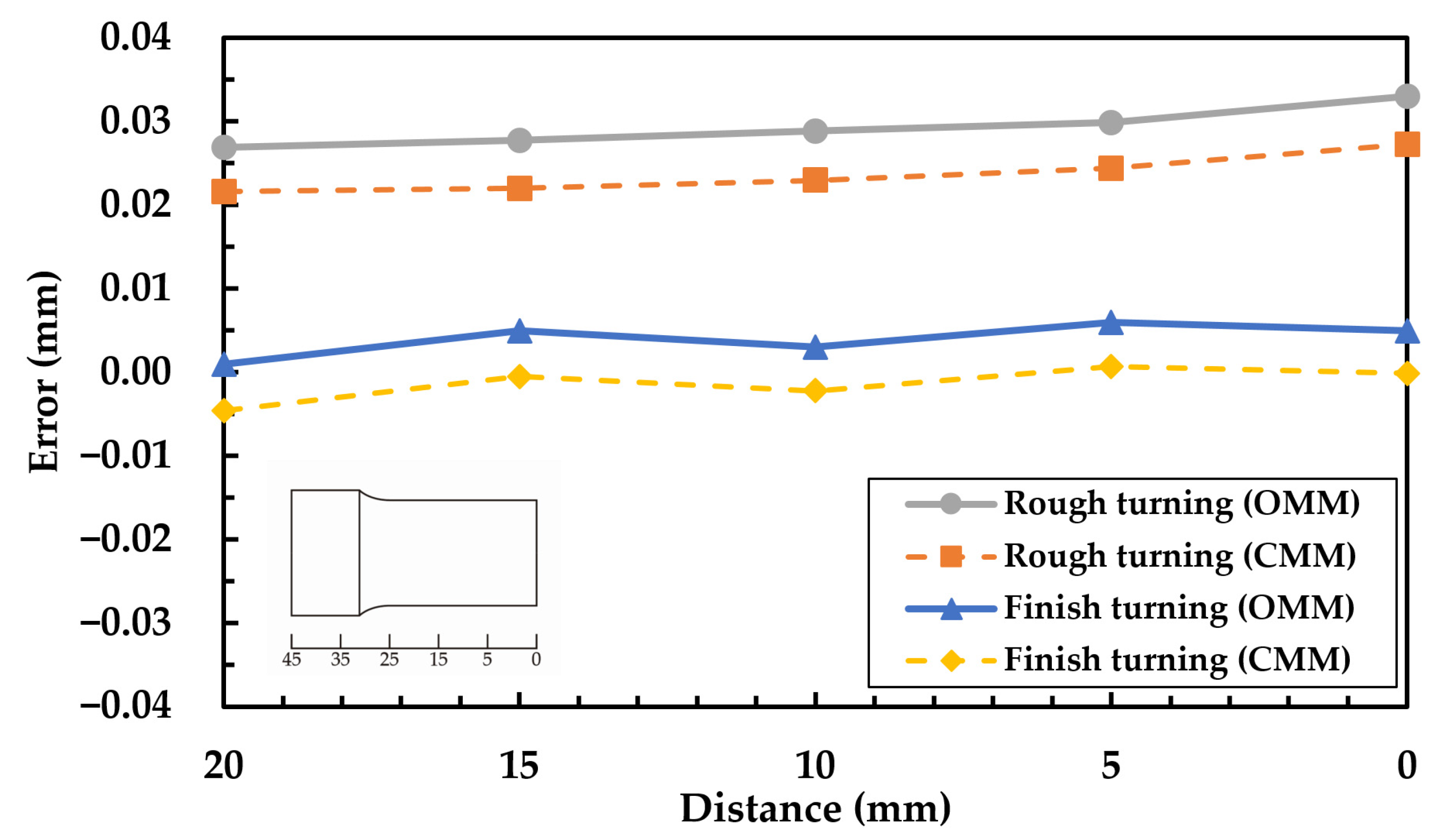
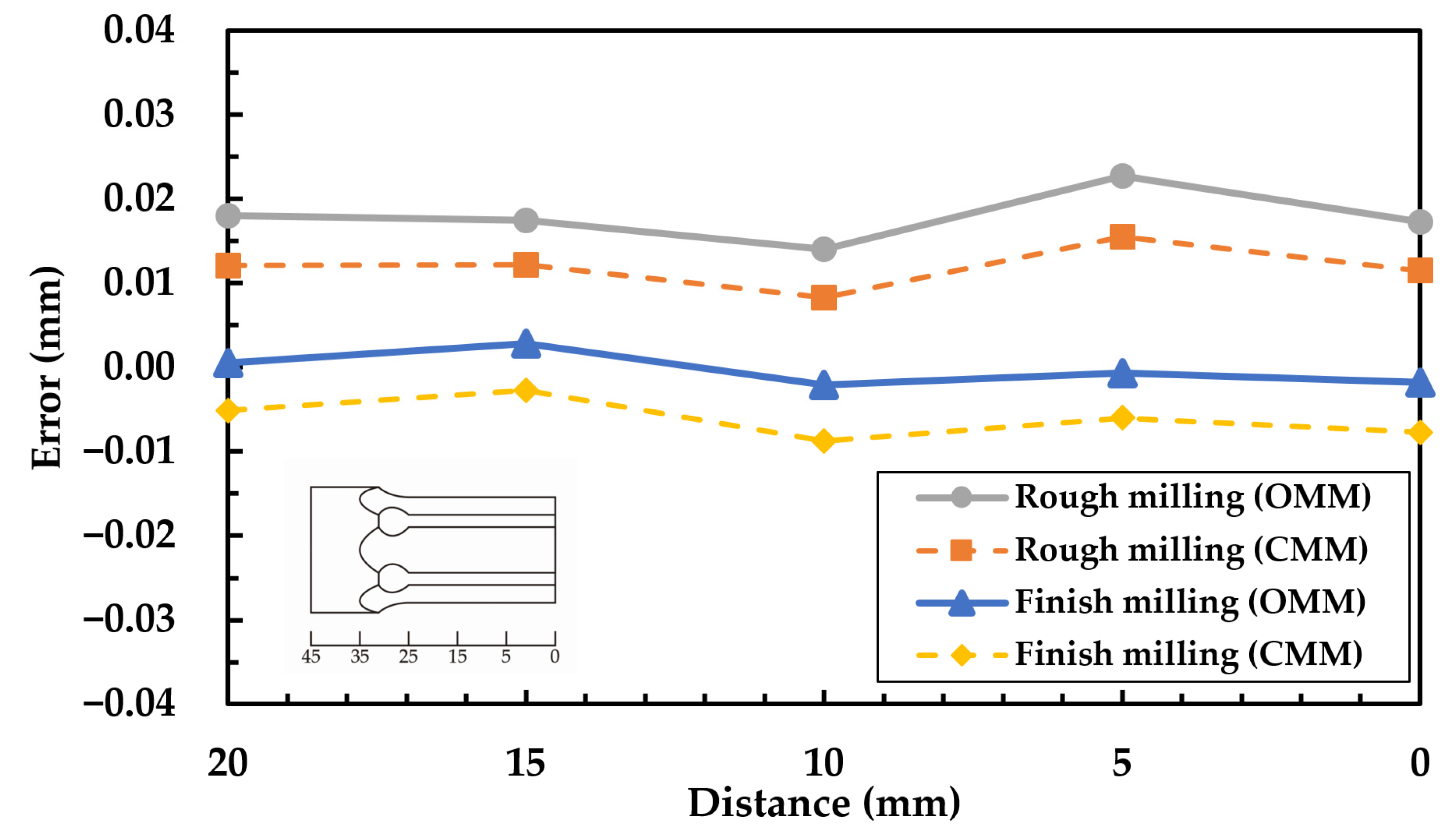
4.2. Effects of Turning and Milling on on-Machine Measuring
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zeleny:, J.; Janda, M. Automatic on-machine measurement of complex parts. MM Sci. J. 2009, 2, 92–95. [Google Scholar] [CrossRef]
- Liu, H.B.; Wang, Y.Q.; Jia, Z.Y.; Guo, D.M. Integration strategy of on-machine measurement (OMM) and numerical control (NC) machining for the large thin-walled parts with surface correlative constraint. J. Adv. Manuf. Technol. 2015, 80, 1721–1731. [Google Scholar] [CrossRef]
- Wang, G.; Li, W.L.; Rao, F.; He, Z.R.; Yin, Z.P. Multi-parameter optimization of machining impeller surface based on the on-machine measuring technique. Chin. J. Aeronaut. 2019, 32, 2000–2008. [Google Scholar] [CrossRef]
- Chen, Y.T.; More, P.; Liu, C.S. Identification and verification of location errors of rotary axes on five-axis machine tools by using a touch-trigger probe and a sphere. J. Adv. Manuf. Technol. 2019, 100, 2653–2667. [Google Scholar] [CrossRef]
- Li, Y.D.; Gu, P.H. Free-form surface inspection techniques state of the art review. Comput. Aided Des. 2004, 36, 1395–1417. [Google Scholar] [CrossRef]
- Del Guerra, M.; Coelho, R.T. Development of a low cost Touch Trigger Probe for CNC Lathes. J. Mater. Process. Technol. 2006, 179, 117–123. [Google Scholar] [CrossRef]
- Kaťuch, P.; Dovica, M.; Slosarč’k, S.; Kováč, J. Comparision of contact and contactless measuring methods for form evaluation. Procedia Eng. 2012, 48, 273–279. [Google Scholar] [CrossRef] [Green Version]
- Stojkic, Z.; Culjak, E.; Saravanja, L. 3D measurement-comparison of CMM and 3D scanner. In Proceedings of the 31st DAAAM International Symposium, Vienna, Austria, 21–24 October 2020. [Google Scholar] [CrossRef]
- Waiyagan, K.; Bohez, E.L.J. Intelligent feature based process planning for five-axis mill-turn parts. Comput. Ind. 2009, 60, 296–316. [Google Scholar] [CrossRef]
- Zhu, L.; Jiang, Z.H.; Shi, J.S.; Jin, C.Z. An overview of turn-milling technology. Int. J. Adv. Manuf. Technol. 2015, 81, 493–505. [Google Scholar] [CrossRef]
- Zhao, Z.C.; Xu, T.R. A novel approach for process shape construction in adaptive machining of curved thin-walled part. Precis. Eng. 2021, 67, 282–292. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, Z.; Zhu, Z. Adaptive machining framework for the leading/trailing edge of near-net-shape integrated impeller. Int. J. Adv. Manuf. Technol. 2020, 107, 4221–4229. [Google Scholar] [CrossRef]
- Ge, G.Y.; Du, Z.C.; Feng, X.B.; Yang, J.G. An integrated error compensation method based on on-machine measurement for thin web parts machining. Precis. Eng. 2020, 63, 206–213. [Google Scholar] [CrossRef]
- Ma, W.K.; He, G.Y.; Han, J.X.; Xie, Q.C. Error compensation for machining of sculptured surface based on on-machine measurement and model reconstruction. Int. J. Adv. Manuf. Technol. 2020, 106, 3177–3187. [Google Scholar] [CrossRef]
- Du, Z.C.; Ge, G.Y.; Xiao, Y.K.; Feng, X.B. Modeling and compensation of comprehensive errors for thin-walled parts machining based on on-machine measurement. Int. J. Adv. Manuf. Technol. 2021, 115, 3645–3656. [Google Scholar] [CrossRef]
- Özel, C.; Inan, A.; Özler, L. An investigation on manufacturing of the straight bevel gear using end mill by CNC milling machine. J. Manuf. Sci. Eng. 2005, 127, 503–511. [Google Scholar] [CrossRef]
- Özel, C. Research of production times and cutting of the spur gears by end mill in CNC milling machine. Int. J. Adv. Manuf. Technol. 2011, 54, 203–213. [Google Scholar] [CrossRef]
- Joshi, V.K.; Desai, K.P.; Raval, H.K. CNC milling of planar curves using macro programming. J. Manuf. Eng. 2016, 11, 013–019. [Google Scholar]
- Hasan, M.A. A conceptual framework of common variables in CNC machines programming for Fanuc custom macros. J. Mat. Sci. Mech. Eng. 2016, 3, 250–253. [Google Scholar]
- Nguyen, T.K.; Phung, L.X.; Bui, N.T. Novel integration of CAPP in a G-code generation module using macro programming for CNC application. Machines 2020, 8, 61. [Google Scholar] [CrossRef]
- Shiraishi, M. Scope of in-process measurement, monitoring and control techniques in machining processes—Part 1: In-process techniques for tools. Precis. Eng. 1988, 10, 179–189. [Google Scholar] [CrossRef]
- Shiraishi, M. Scope of in-process measurement, monitoring and control techniques in machining processes—Part 2: In-process techniques for workpieces. Precis. Eng. 1989, 11, 27–37. [Google Scholar] [CrossRef]
- Shiraishi, M. Scope of in-process measurement, monitoring and control techniques in machining processes—Part 3: In-process techniques for cutting processes and machine tools. Precis. Eng. 1989, 11, 39–47. [Google Scholar] [CrossRef]
- Liu, Z.Q.; Venuvinod, P.K.; Ostafiev, V.A. On-machine measurement of workpieces with the cutting tool. Integr. Manuf. Syst. 1998, 9, 168–172. [Google Scholar] [CrossRef]
- Takaya, Y. In-process and on-machine measurement of machining accuracy for process and product quality management: A review. Int. J. Autom. Technol. 2014, 8, 4–19. [Google Scholar] [CrossRef]
- Horst, J.; Hedberg, T.; Feeney, A.B. On-machine measurement use cases and information for machining operations. Natl. Inst. Stand. Technol. Adv. Man. Ser. 2019, 400–401, 1–69. [Google Scholar] [CrossRef]
- Kim, S.H.; Lee, S.W.; Kim, D.H.; Lee, A.S.; Lim, S.J.; Park, K.T. Geometric accuracy measurement of machined surface using the OMM (on the machine measurement) system. Int. J. Precis. Eng. Manuf. 2003, 4, 57–63. [Google Scholar]
- Ibaraki, S.; Iritani, T.; Matsushita, T. Calibration of location errors of rotary axes on five-axis machine tools by on-the-machine measurement using a touch-trigger probe. Int. J. Mach. Tools Manuf. 2012, 58, 44–53. [Google Scholar] [CrossRef] [Green Version]
- Liu, Z.Q. Repetitive measurement and compensation to improve workpiece machining accuracy. Int. J. Adv. Manuf. Technol. 1999, 15, 85–89. [Google Scholar] [CrossRef]
- Altintas, Y. Manufacturing Automation: Metal Cutting Mechanics, Machine Tool Vibrations, and CNC Design, 2nd ed.; Cambridge University Press: Cambridge, UK, 2012. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process of OMM | D1 Measurement |
|---|---|
 |  |
| Rough Turning | Finish Turning |
|---|---|
| % | % |
| O0400; | O0403; |
| G28 U0. W0.; | #718=#700+#10002; |
| M46; | G28 U0. W0.; |
| G0 T0101; | M46; |
| ¦ | G0 T0202; |
| G0 X[#701+1]; | ¦ |
| G71 U0.5 R1.; | G0 G40 X40. Z3.; |
| G71 P101 Q102 U0.2 W0.1 F0.15; | G01 G42 X5.715 F0.15; |
| N101 G01 X-5.715; | Z-0.5; |
| Z-0.5; | G01 X#718; |
| G01 X#700; | Z-#702; |
| Z-#702; | G02 U[#704*2] Z-[#702+#705] R10.; |
| G02 U[#704*2] Z-[#702+#705] R10.; | G01 W-10.; |
| G01 W-10.; | U3.; |
| N102 U3.; | G0 X40. Z3.; |
| G0 X40. Z3.; | M99; |
| M99; | % |
| % |
| On-Machine Measuring | Coordinate Measuring Machine | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| D1 | D2 | L1 | L2 | L3 | D1 | D2 | L1 | L2 | L3 | |
| CAD (mm) | 19.8 | 23.5 | 17.8 | 17.8 | 17.8 | 19.8 | 23.5 | 17.8 | 17.8 | 17.8 |
| N1 (mm) | 19.806 | 23.506 | 17.804 | 17.801 | 17.808 | 19.728 | 23.434 | 17.733 | 17.745 | 17.734 |
| N2 (mm) | 19.802 | 23.504 | 17.800 | 17.792 | 17.799 | 19.733 | 23.457 | 17.736 | 17.734 | 17.735 |
| N3 (mm) | 19.808 | 23.510 | 17.806 | 17.801 | 17.798 | 19.728 | 23.432 | 17.722 | 17.714 | 17.713 |
| Avg. | 19.805 | 23.506 | 17.803 | 17.798 | 17.802 | 19.730 | 23.441 | 17.730 | 17.731 | 17.727 |
| Error | 0.005 | 0.007 | 0.003 | −0.002 | 0.002 | −0.070 | −0.059 | −0.070 | −0.069 | −0.073 |
| Ra (μm) | 0.25 | 0.23 | 0.486 | 0.456 | 0.434 | 0.25 | 0.23 | 0.486 | 0.456 | 0.434 |
| On-Machine Measuring | Coordinate Measuring Machine | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| D1 | D2 | L1 | L2 | L3 | D1 | D2 | L1 | L2 | L3 | |
| CAD (mm) | 19.8 | 23.5 | 17.8 | 17.8 | 17.8 | 19.8 | 23.5 | 17.8 | 17.8 | 17.8 |
| N1 (mm) | 19.800 | 23.501 | 17.801 | 17.801 | 17.799 | 19.796 | 23.493 | 17.794 | 17.794 | 17.792 |
| N2 (mm) | 19.802 | 23.503 | 17.803 | 17.804 | 17.803 | 19.796 | 23.499 | 17.798 | 17.800 | 17.796 |
| N3 (mm) | 19.801 | 23.502 | 17.803 | 17.803 | 17.801 | 19.792 | 23.496 | 17.796 | 17.797 | 17.794 |
| Avg. | 19.801 | 23.502 | 17.802 | 17.803 | 17.801 | 19.795 | 23.496 | 17.796 | 17.797 | 17.794 |
| Error | 0.001 | 0.002 | 0.002 | 0.003 | 0.001 | −0.005 | −0.004 | −0.004 | −0.003 | −0.006 |
| Ra (μm) | 0.24 | 0.23 | 0.483 | 0.452 | 0.435 | 0.24 | 0.23 | 0.483 | 0.452 | 0.435 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kuo, C.-H.; Chen, P.-C. On-Machine Measurement and Error Compensation for 6061 Aluminum Alloy Hexagonal Punch Using a Turn-Milling Machine. Machines 2021, 9, 180. https://doi.org/10.3390/machines9090180
Kuo C-H, Chen P-C. On-Machine Measurement and Error Compensation for 6061 Aluminum Alloy Hexagonal Punch Using a Turn-Milling Machine. Machines. 2021; 9(9):180. https://doi.org/10.3390/machines9090180
Chicago/Turabian StyleKuo, Cheng-Hsien, and Po-Cheng Chen. 2021. "On-Machine Measurement and Error Compensation for 6061 Aluminum Alloy Hexagonal Punch Using a Turn-Milling Machine" Machines 9, no. 9: 180. https://doi.org/10.3390/machines9090180