
DLP of Translucent Alumina: In-Depth Investigation on Slurry Development and Debinding Regimes



Abstract
:1. Introduction
2. Materials and Methods
2.1. Ceramic Powder Pretreatment
2.2. Slurry Preparation
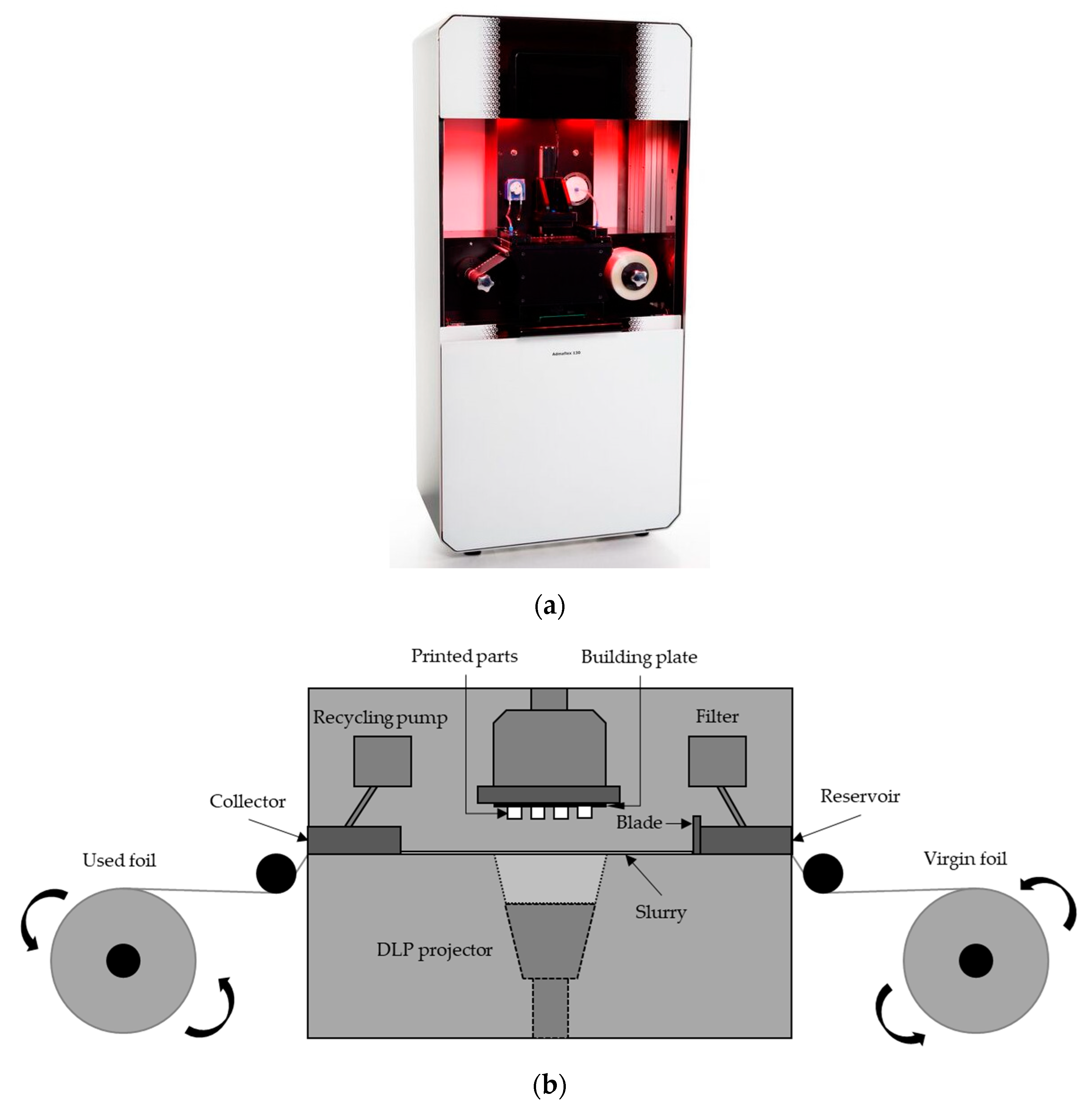
2.3. DLP
2.4. Thermal Post-Processing
3. Results and Discussion
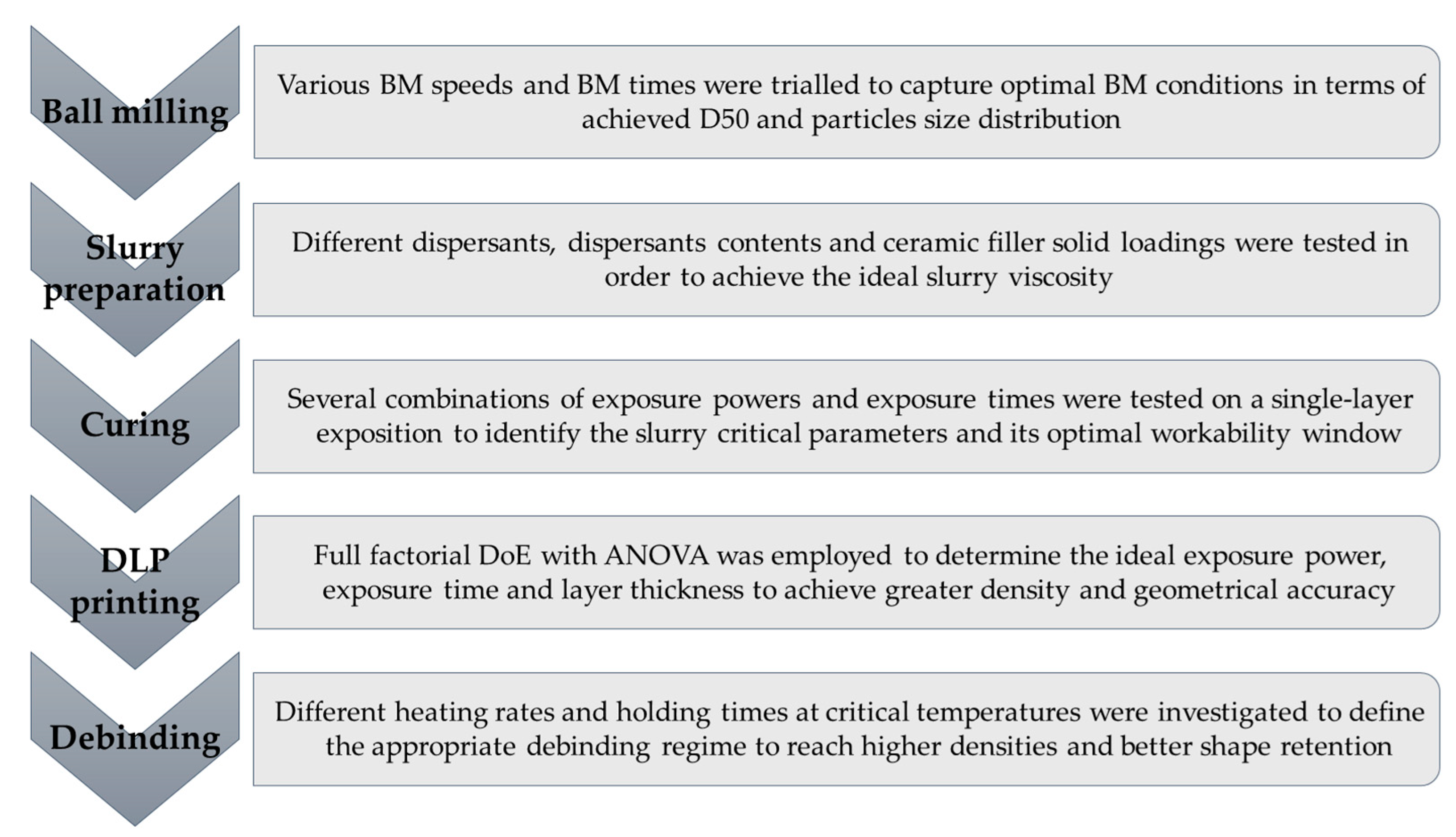
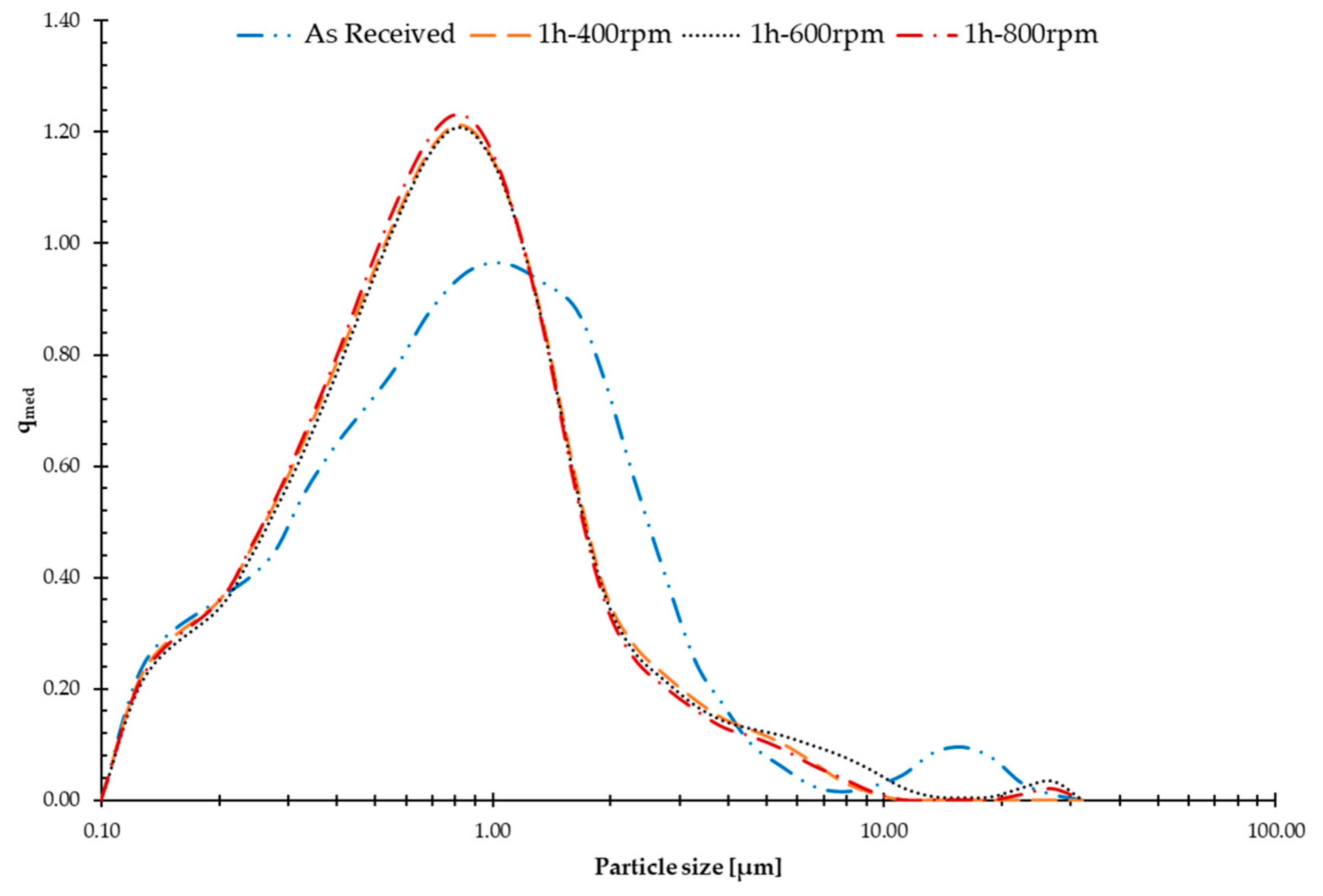
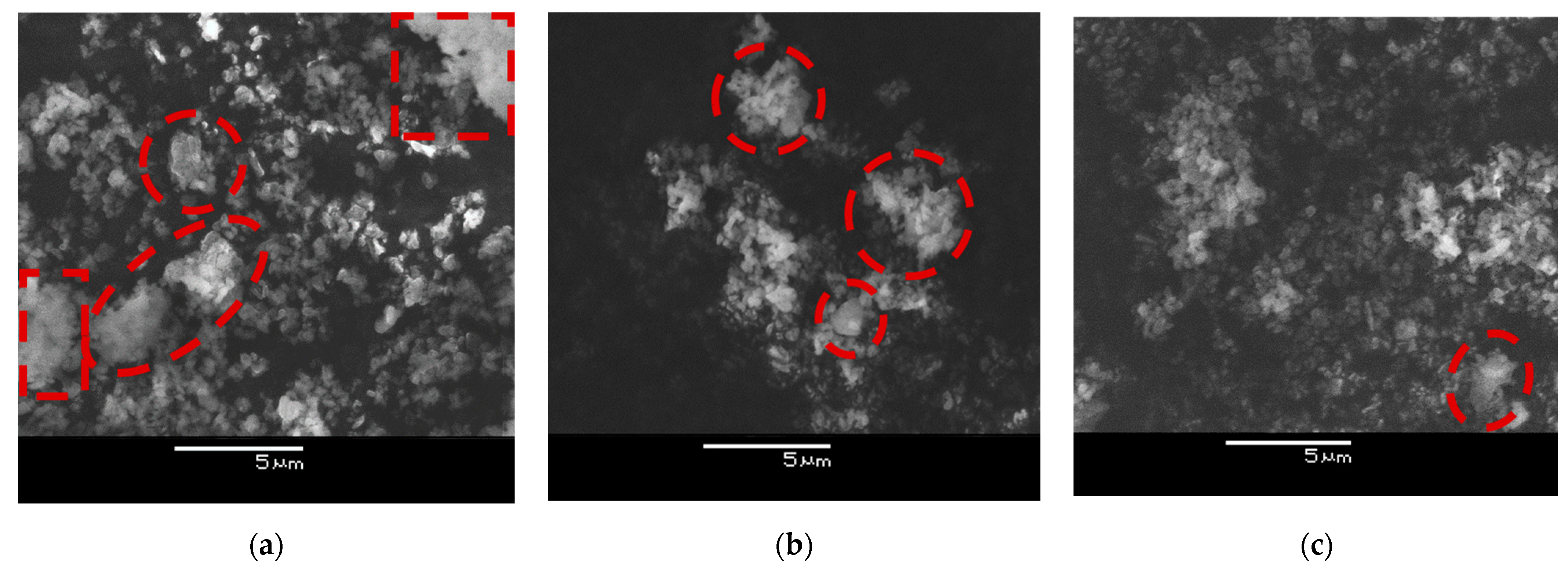
3.1. Ball Milling
3.2. Slurries Characterisation
3.3. Curing Behaviour and DLP Printing
3.4. Thermal Post-Processing
4. Conclusions
- Within the workability window explored, dry ball milling with low milling time and high milling speed (1 h and 800 rpm) was the most effective in reducing agglomerates to sharpen the as-received powder size distribution.
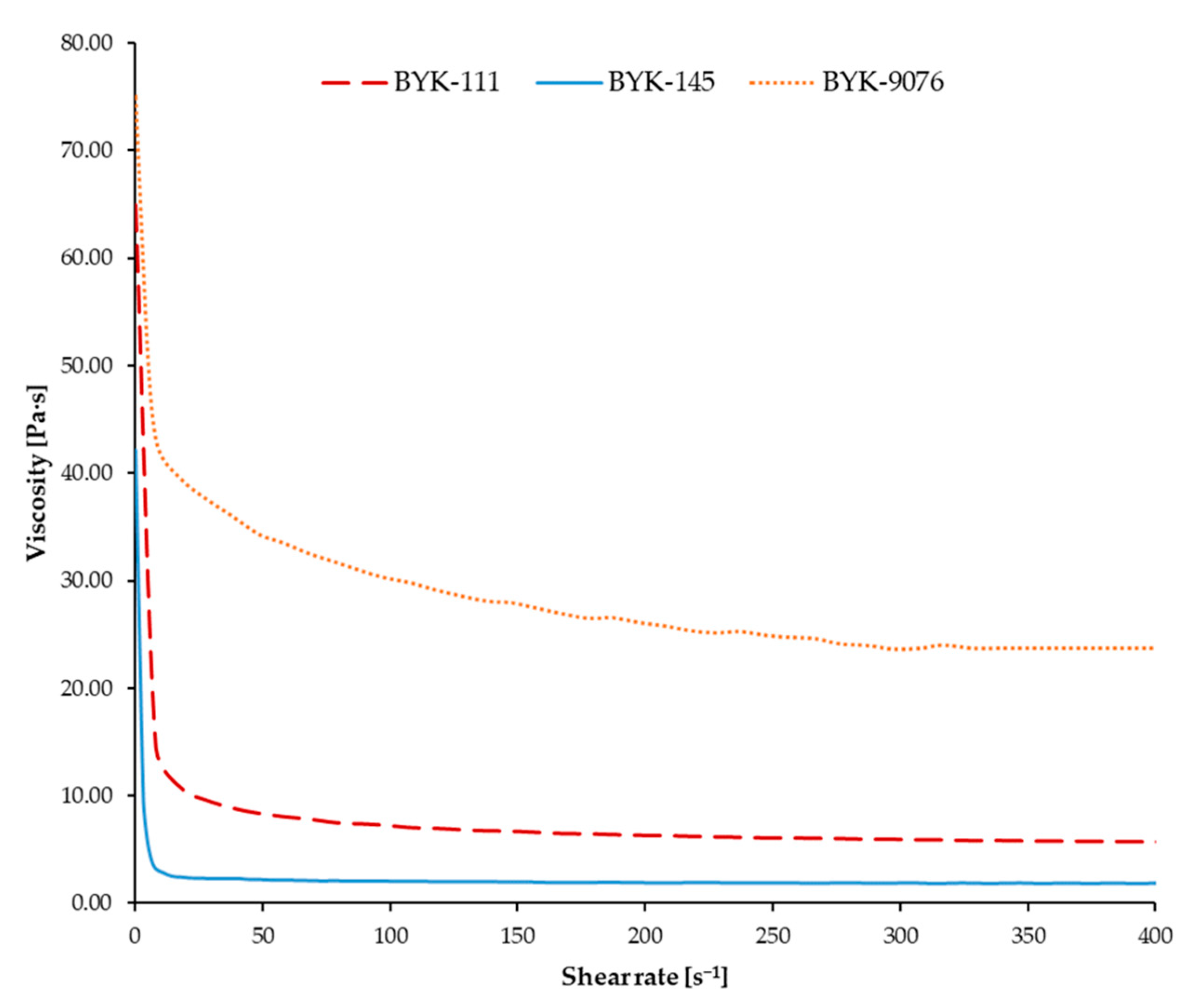
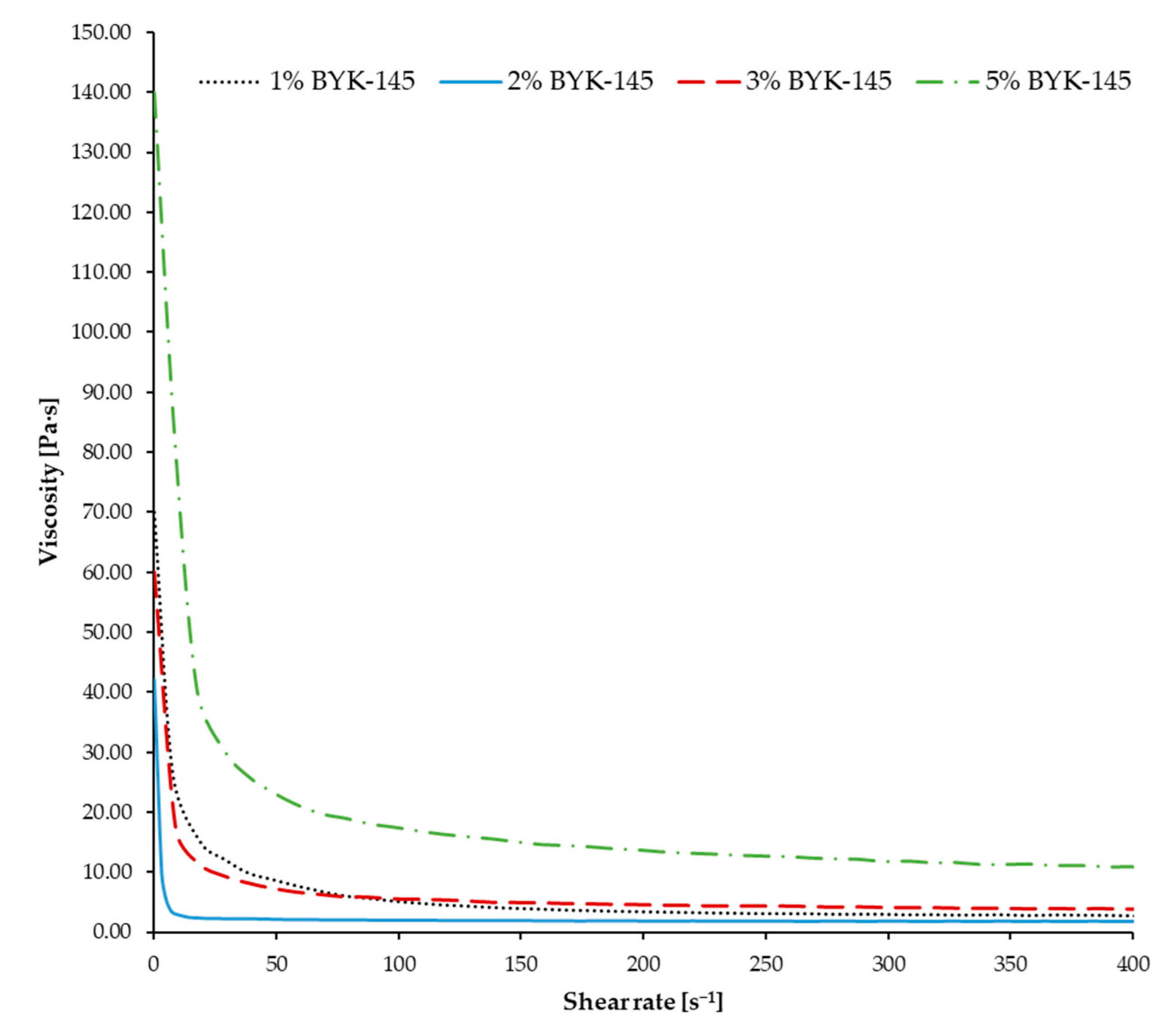
- Among the investigated various dispersants and their concentrations, the most appropriate dispersant to use with the specific slurry prepared in this study was BYK-145 with a weight percentage content of 2% to the ceramic powder content.
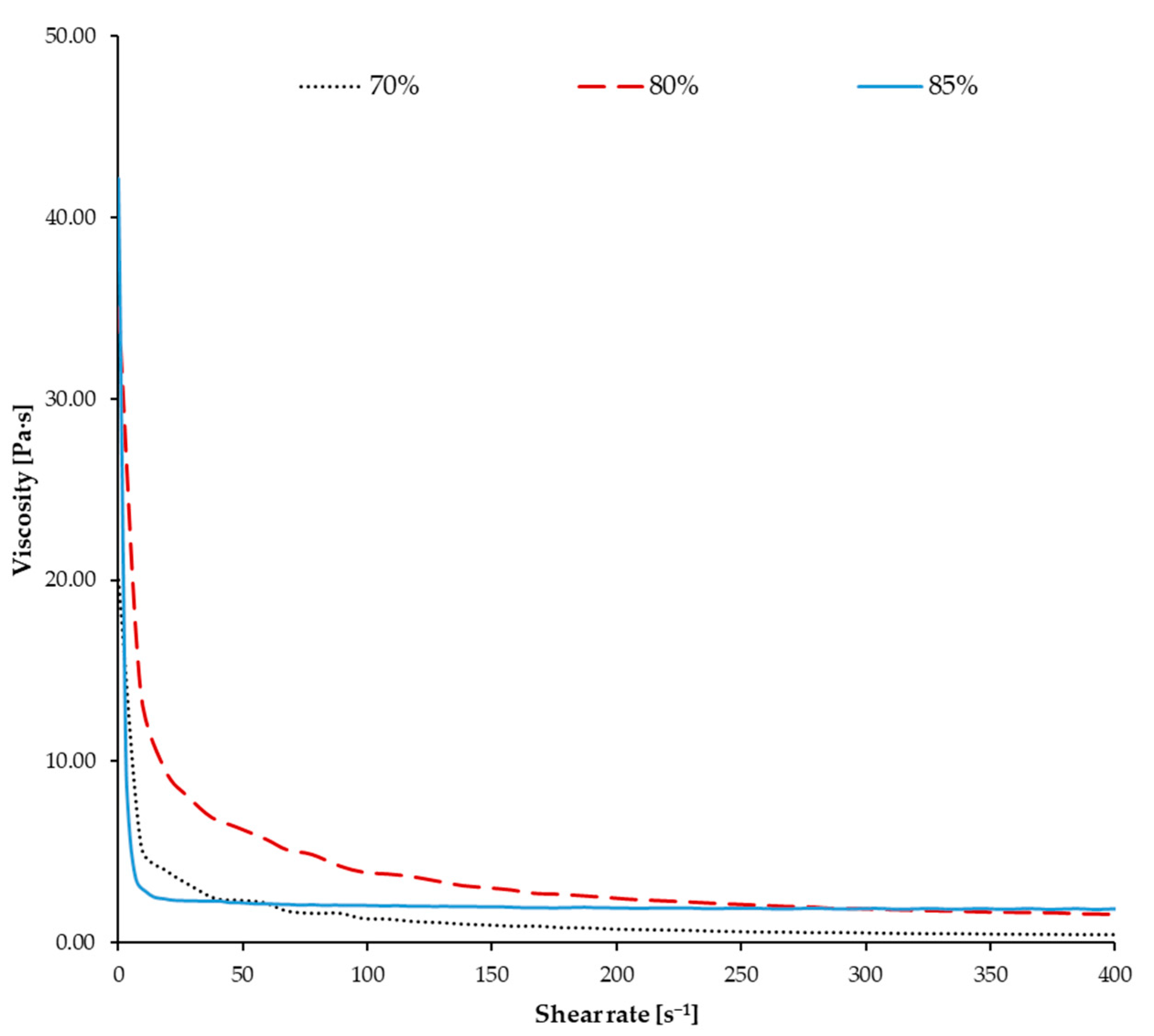
- Different solid loadings were examined and ~85 wt.% of ceramic filler resulted in the optimal choice, reducing the risk of heavy distortions and excessive thermal stress while guaranteeing high densities at all stages.
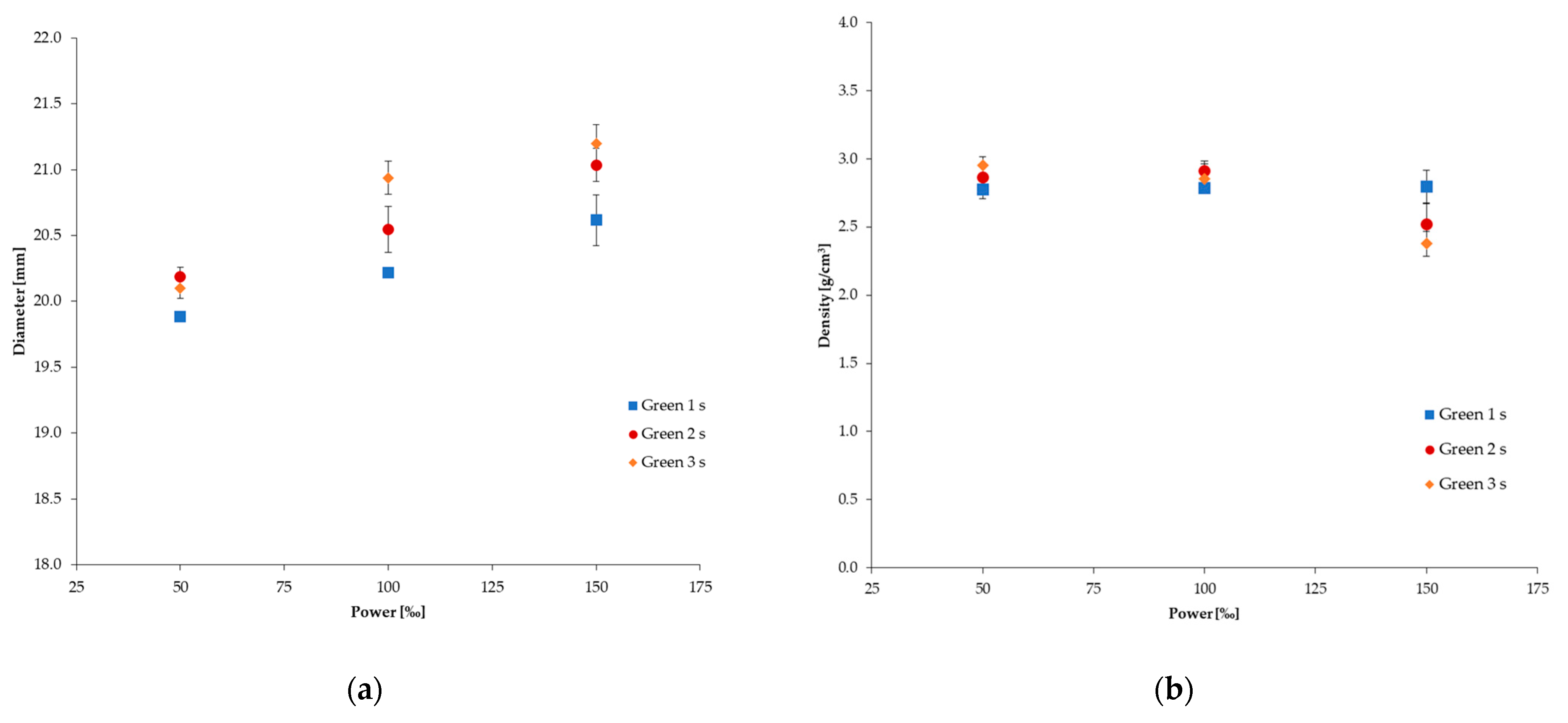
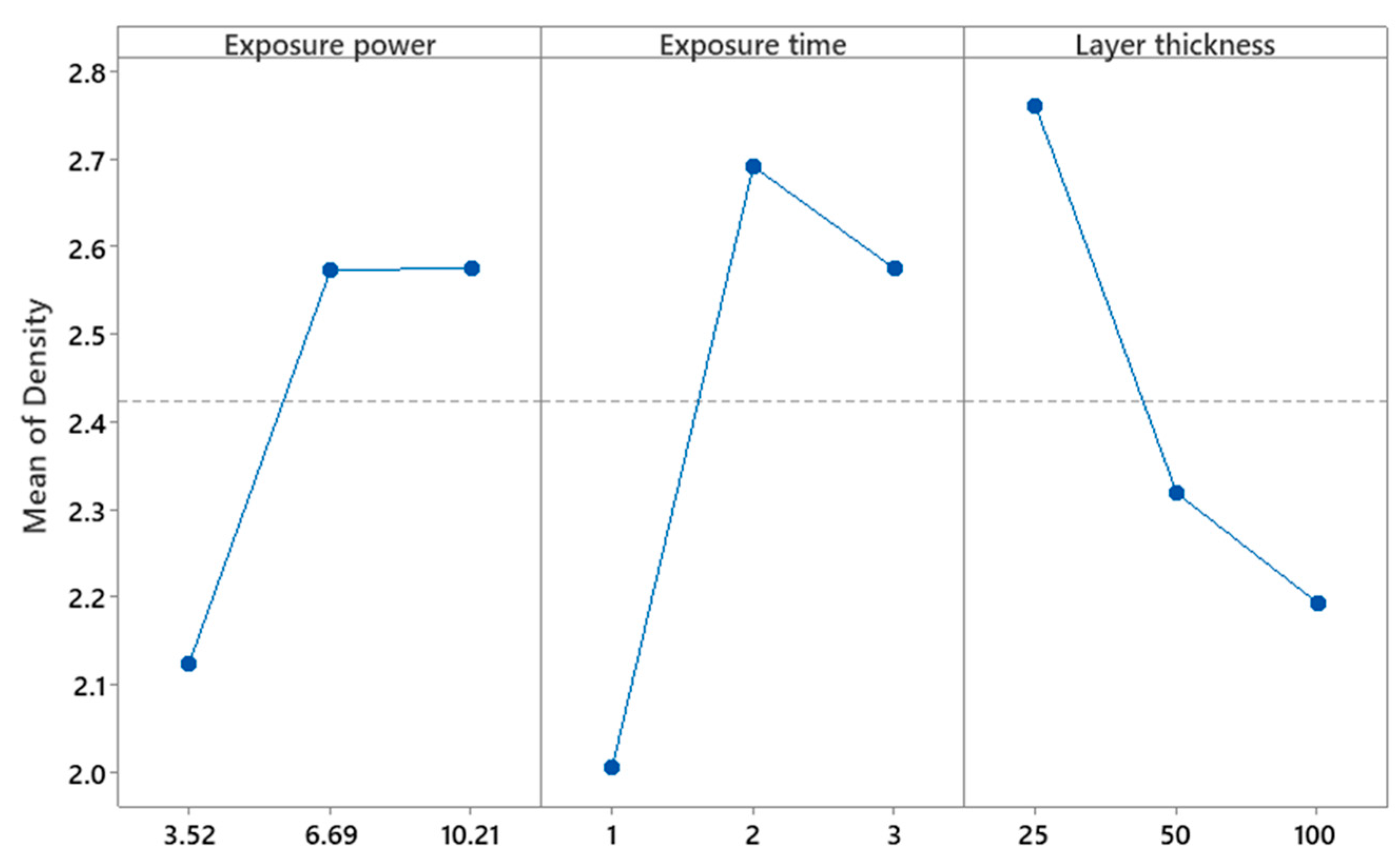
- The curing behaviour of the prepared slurry was analysed and the conducted full-factorial DoE highlighted that exposure time and its interaction with the exposure power were the most significant parameters in the DLP printing of the developed slurry. Optimal printing parameters were 2 s as exposure time and 50‰ as exposure power when the layer thickness was set to 25 µm.
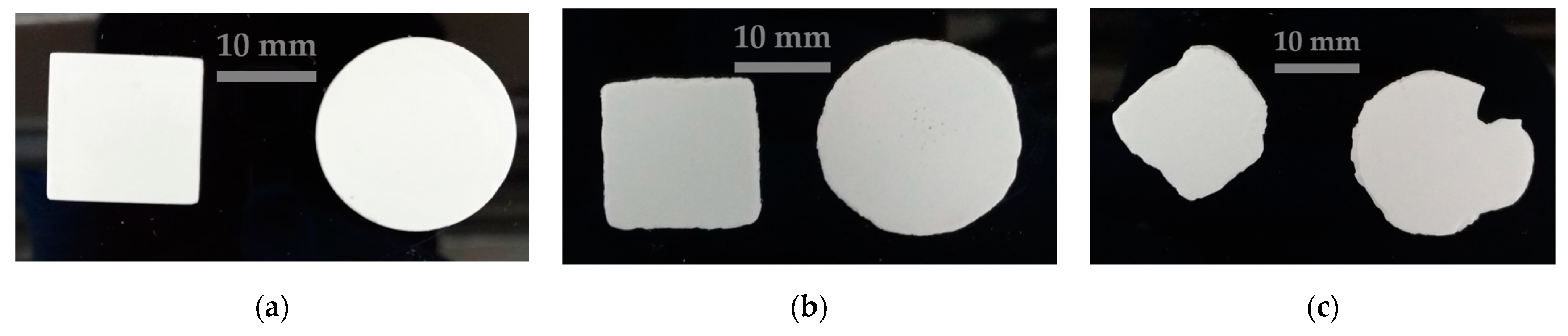
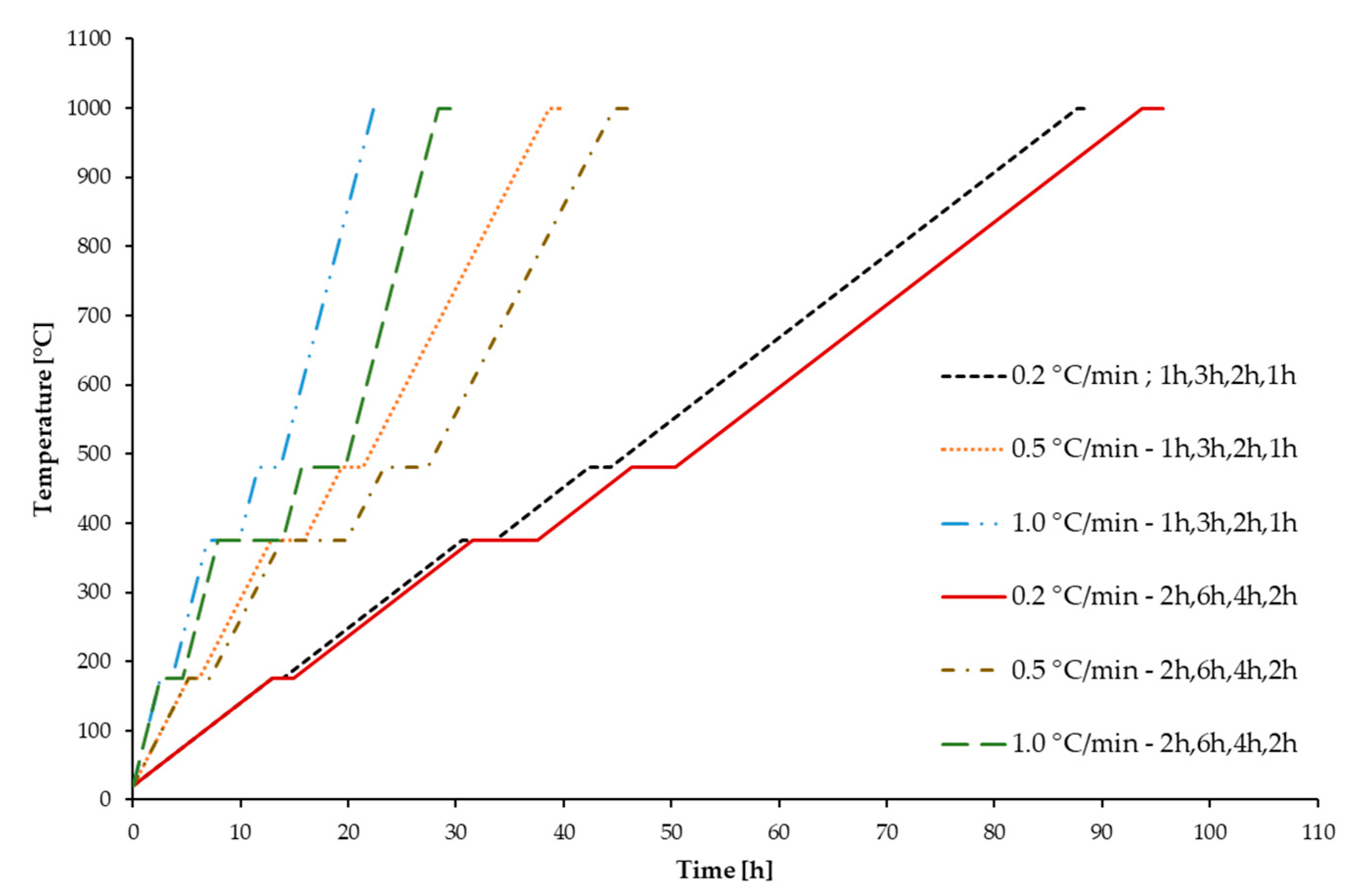
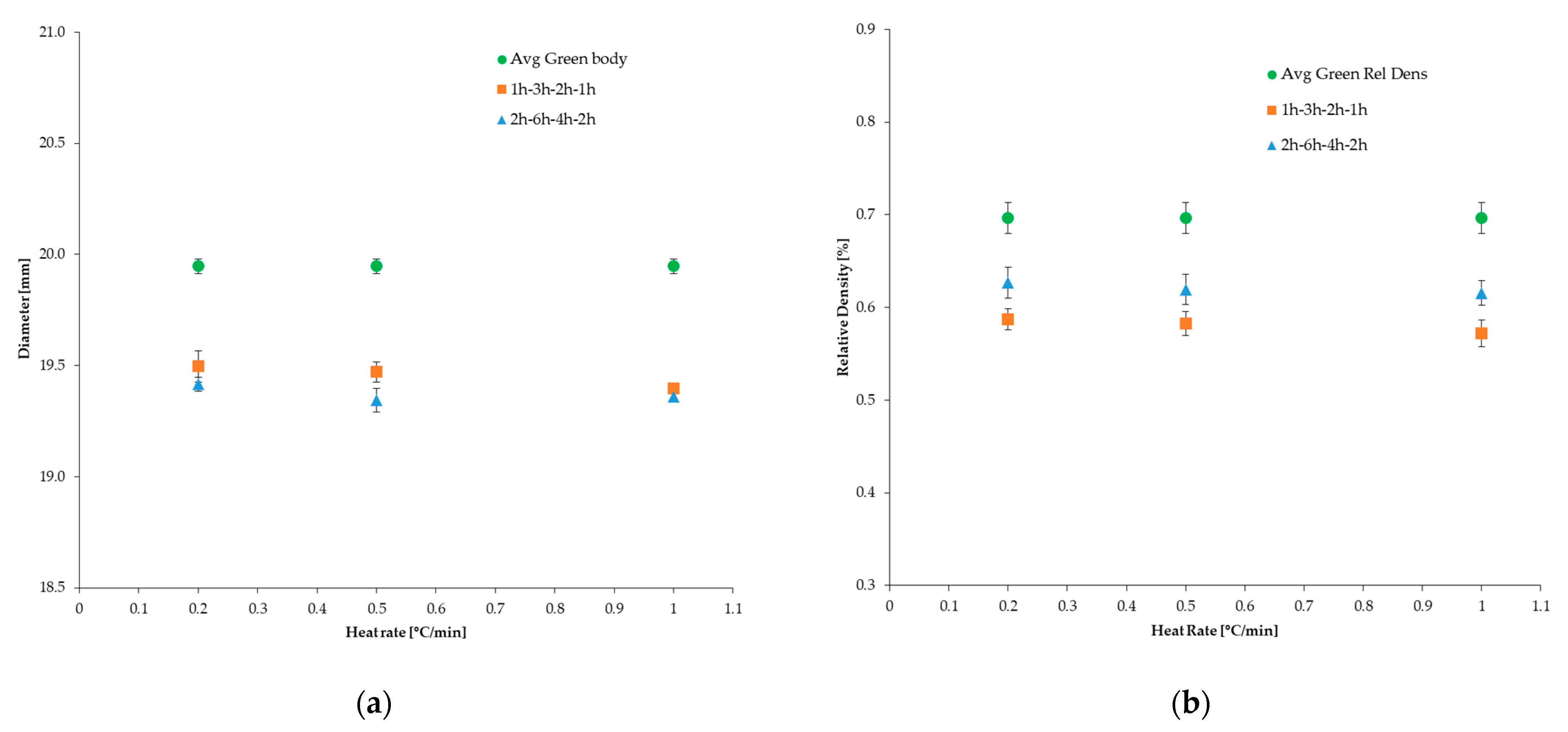
- Among all the debinding trials investigated, lower heating rates (0.2 °C/min) and longer dwelling times delivered a more stable sample with higher relative density and geometrical dimensions retention.
- Finally, samples were manufactured according to the process schedule established and sintered at 1700 °C for 12 h. The ones with the addition of MgO (1000 ppm) as a sintering aid started to demonstrate a translucent behaviour.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bikas, H.; Stavropoulos, P.; Chryssolouris, G. Additive manufacturing methods and modeling approaches: A critical review. Int. J. Adv. Manuf. Technol. 2016, 83, 389–405. [Google Scholar] [CrossRef] [Green Version]
- Chen, Z.; Li, Z.; Li, J.; Liu, C.; Lao, C.; Fu, Y.; Liu, C.; Li, Y.; Wang, P.; He, Y. 3D printing of ceramics: A review. J. Eur. Ceram. Soc. 2019, 39, 661–687. [Google Scholar] [CrossRef]
- Yang, L.; Miyanaji, H. Ceramic additive manufacturing: A review of current status and challenges. In Proceedings of the 28th Annual International Solid Freeform Fabrications Symposium—An Additive Manufacturing Conference, SFF 2017, Austin, TX, USA, 7–9 August 2017; Available online: https://hdl.handle.net/2152/89871 (accessed on 2 November 2021).
- Zocca, A.; Colombo, P.; Gomes, C.M.; Günster, J. Additive manufacturing of ceramics: Issues, potentialities, and opportunities. J. Am. Ceram. Soc. 2015, 98, 1983–2001. [Google Scholar] [CrossRef]
- Jasveer, S.; Jianbin, X. Comparison of different types of 3D printing technologies. Int. J. Sci. Res. Publ. 2018, 8, 1–9. [Google Scholar] [CrossRef]
- Farzadi, A.; Solati-Hashjin, M.; Asadi-Eydivand, M.; Osman, N.A.A. Effect of layer thickness and printing orientation on mechanical properties and dimensional accuracy of 3D printed porous samples for bone tissue engineering. PLoS ONE 2014, 9, e108252. [Google Scholar] [CrossRef] [PubMed]
- Tan, C.; Li, S.; Essa, K.; Jamshidi, P.; Zhou, K.; Ma, W.; Attallah, M.M. Laser Powder Bed Fusion of Ti-rich TiNi lattice structures: Process optimisation, geometrical integrity, and phase transformations. Int. J. Mach. Tools Manuf. 2019, 141, 19–29. [Google Scholar] [CrossRef] [Green Version]
- Hassanin, H.; Zweiri, Y.; Finet, L.; Essa, K.; Qiu, C.; Attallah, M. Laser Powder Bed Fusion of Ti-6Al-2Sn-4Zr-6Mo Alloy and Properties Prediction Using Deep Learning Approaches. Materials 2021, 14, 2056. [Google Scholar] [CrossRef]
- Bittredge, O.; Hassanin, H.; El-Sayed, M.A.; Eldessouky, H.M.; Alsaleh, N.A.; Alrasheedi, N.H.; Essa, K.; Ahmadein, M. Fabrication and Optimisation of Ti-6Al-4V Lattice-Structured Total Shoulder Implants Using Laser Additive Manufacturing. Materials 2022, 15, 3095. [Google Scholar] [CrossRef]
- El-Sayed, M.A.; Essa, K.; Ghazy, M.; Hassanin, H. Design optimization of additively manufactured titanium lattice structures for biomedical implants. Int. J. Adv. Manuf. Technol. 2020, 110, 2257–2268. [Google Scholar] [CrossRef]
- Essa, K.; Hassanin, H.; Attallah, M.M.; Adkins, N.J.; Musker, A.J.; Roberts, G.T.; Tenev, N.; Smith, M. Development and testing of an additively manufactured monolithic catalyst bed for HTP thruster applications. Appl. Catal. A Gen. 2017, 542, 125–135. [Google Scholar] [CrossRef] [Green Version]
- Fu, X.; Zou, B.; Xing, H.; Li, L.; Li, Y.; Wang, X. Effect of printing strategies on forming accuracy and mechanical properties of ZrO2 parts fabricated by SLA technology. Ceram. Int. 2019, 45, 17630–17637. [Google Scholar] [CrossRef]
- Ozog, P.; Blugan, G.; Kata, D.; Graule, T. Influence of the printing parameters on the quality of alumina ceramics shaped by UV-LCM technology. J. Ceram. Sci. Technol. 2019, 10, 1–10. [Google Scholar] [CrossRef]
- Sun, C.; Zhang, X. The influences of the material properties on ceramic microstereolithography. Sens. Actuators A. 2002, 101, 364–370. [Google Scholar] [CrossRef]
- Gentry, S.P.; Halloran, J.W. Depth and width of cured lines in photopolymerizable ceramic suspensions. J. Eur. Ceram. Soc. 2013, 33, 1981–1988. [Google Scholar] [CrossRef]
- Hu, K.; Wei, Y.; Lu, Z.; Wan, L.; Li, P. Design of a shaping system for stereolithography with high solid loading ceramic suspensions. 3D Print. Addit. Manuf. 2018, 5, 311–318. [Google Scholar] [CrossRef]
- Komissarenko, D.A.; Sokolov, P.S.; Evstigneeva, A.D.; Shmeleva, I.A.; Dosovitsky, A.E. Rheological and curing behavior of acrylate-based suspensions for the DLP 3D printing of complex zirconia parts. Materials 2018, 11, 2350. [Google Scholar] [CrossRef] [Green Version]
- Varghese, G.; Moral, M.; Castro-García, M.; López-López, J.J.; Marín-Rueda, J.R.; Yagüe-Alcaraz, V.; Hernández-Afonso, L.; Ruiz-Morales, J.C.; Canales-Vázquez, J. Fabrication and characterisation of ceramics via low-cost DLP 3D printing. Bol. Soc. Esp. Ceram. Vidrio 2018, 57, 9–18. [Google Scholar] [CrossRef]
- Sokolov, P.S.; Komissarenko, D.A.; Shmeleva, I.A.; Slyusar, I.V.; Dosovitskiy, G.A.; Evdokimov, P.V.; Putlyaev, V.I.; Dosovitskiy, A.E. Suspensions on the basis of stabilised zirconium oxide for three-dimensional printing. IOP Conf. Ser. Mater. Sci. Eng. 2018, 347, 012012. [Google Scholar] [CrossRef]
- Mitteramskogler, G.; Gmeiner, R.; Felzmann, R.; Gruber, S.; Hofstetter, C.; Stampfl, J.; Ebert, J.; Wachter, W.; Laubersheimer, J. Light curing strategies for lithography-based additive manufacturing of customized ceramics. Addit. Manuf. 2014, 1, 110–118. [Google Scholar] [CrossRef]
- Zhang, K.; Xie, C.; Wang, G.; He, R.; Ding, G.; Wang, M.; Dai, D.; Fang, D. High solid loading, low viscosity photosensitive Al2O3 slurry for stereolithography based additive manufacturing. Ceram. Int. 2019, 45, 203–208. [Google Scholar] [CrossRef]
- Abouliatim, Y.; Chartier, T.; Abelard, P.; Chaput, C.; Delage, C. Optical characterization of stereolithography alumina suspensions using the Kubelka-Munk model. J. Eur. Ceram. Soc. 2009, 29, 919–924. [Google Scholar] [CrossRef]
- Sun, J.; Binner, J.; Bai, J. Effect of surface treatment on the dispersion of nano zirconia particles in non-aqueous suspensions for stereolithography. J. Eur. Ceram. Soc. 2019, 39, 1660–1667. [Google Scholar] [CrossRef]
- Wang, J.C.; Dommati, H. Fabrication of zirconia ceramic parts by using solvent based slurry stereolithography and sintering. Int. J. Adv. Manuf. Technol. 2018, 98, 1537–1546. [Google Scholar] [CrossRef]
- Griffith, M.L.; Halloran, J. Ultraviolet curing of highly loaded ceramic suspensions for stereolithography of ceramics. In Proceedings of the International Solid Free Fabrication Symposium, Austin, Texas, USA, 8–10 August 1994; pp. 396–403. [Google Scholar] [CrossRef]
- Song, S.Y.; Park, M.S.; Lee, D.; Lee, J.W.; Yun, J.S. Optimization and characterization of high-viscosity ZrO2 ceramic nanocomposite resins for supportless stereolithography. Mater. Des. 2019, 180, 107960. [Google Scholar] [CrossRef]
- Shuai, X.; Zeng, Y.; Li, P.; Chen, J. Fabrication of fine and complex lattice structure Al2O3 ceramic by digital light processing 3D printing technology. J. Mater. Sci. 2020, 55, 6771–6782. [Google Scholar] [CrossRef]
- Guo, J.; Zeng, Y.; Li, P.; Chen, J. Fine lattice structural titanium dioxide ceramic produced by DLP 3D printing. Ceram. Int. 2019, 45, 23007–23012. [Google Scholar] [CrossRef]
- Wang, K.; Qiu, M.; Jiao, C.; Gu, J.; Xie, D.; Wang, C.; Tang, X.; Wei, Z.; Shen, L. Study on defect-free debinding green body of ceramic formed by DLP technology. Ceram. Int. 2020, 46, 2438–2446. [Google Scholar] [CrossRef]
- De Lisi, M.; Kovacev, N.; Attia, U.M.; Essa, K. Numerical Simulation of Sintering of DLP Printed Alumina Ceramics. Aerospace 2022, 9, 336. [Google Scholar] [CrossRef]
- Hassanin, H.; Essa, K.; Elshaer, A.; Imbaby, M.; El-Mongy, H.H.; El-Sayed, T.A. Micro-fabrication of ceramics: Additive manufacturing and conventional technologies. J. Adv. Ceram. 2021, 10, 1–27. [Google Scholar] [CrossRef]
- Kovacev, N.; Li, S.; Zeraati-Rezaei, S.; Hemida, H.; Tsolakis, A.; Essa, K. Effects of the internal structures of monolith ceramic substrates on thermal and hydraulic properties: Additive manufacturing, numerical modelling and experimental testing. Int. J. Adv. Manuf. Technol. 2021, 112, 1115–1132. [Google Scholar] [CrossRef]
- Kovacev, N.; Li, S.; Li, W.; Zeraati-Rezaei, S.; Tsolakis, A.; Essa, K. Additive Manufacturing of Novel Hybrid Monolithic Ceramic Substrates. Aerospace 2022, 9, 255. [Google Scholar] [CrossRef]
- Kovacev, N.; Doustdar, O.; Li, S.; Tsolakis, A.; Herreros, J.M.; Essa, K. The synergy between substrate architecture of 3D-printed catalytic converters and hydrogen for low-temperature aftertreatment systems. Chem. Eng. Sci. 2023, 269, 118490. [Google Scholar] [CrossRef]
- Klein, C.A. Figures of merit for high-energy laser-window materials: Thermal lensing and thermal stresses. Laser-Induc. Damage Opt. Mater. 2006 2007, 6403, 40308. [Google Scholar] [CrossRef]
- Moynihan, C.T.; Loehr, S.R. Chemical durability of fluoride glasses. Mater. Sci. Forum. 1988, 32–33, 243–253. [Google Scholar] [CrossRef]
- Bayya, S.; Sanghera, J.S.; Aggarwal, I.D.; Chin, G. Vis-IR transmitting window materials. SPIE 2005, 5786, 262–271. [Google Scholar] [CrossRef]
- Goldman, L.M.; Hartnett, T.M.; Wahl, J.M.; Ondercin, R.J.; Olson, K. Recent advances in aluminum oxynitride (ALON) optical ceramic. In Proceedings of the SPIE Window and Dome Technologies and Materials VII, Orlando, FL, USA, 7 September 2001; Volume 4375, pp. 71–78. [Google Scholar] [CrossRef]
- Beyer, R.A.; Kerwien, H. Evaluation of ALON for cannon window application. In Proceedings of the SPIE Window and dome technologies and materials VI, Orlando, FL, USA, 26 July 1999; Volume 3705, pp. 113–118. [Google Scholar] [CrossRef] [Green Version]
- Goldman, L.M.; Twedt, R.; Balasubramanian, S.; Sastri, S. ALON optical ceramic transparencies for window, dome and transparent armor applications. In Proceedings of the SPIE Window and dome technologies and materials XII, Orlando, FL, USA, 20 May 2011; Volume 8016. [Google Scholar] [CrossRef]
- Askinazi, J.; Wientzen, R.V.; Khattak, C.P. Development of large aperture, monolithic sapphire optical windows. In Proceedings of the SPIE Window and Dome Technologies and Materials VII, Orlando, FL, USA, 7 September 2001; Volume 4375, pp. 1–11. [Google Scholar] [CrossRef]
- Patterson, M.C.L.; DiGiovanni, A.; Roy, D.W.; Gilde, G. Spinel armor—Clearly the way to go. In Ceramic Engineering and Science Proceedings: 27th Annual Cocoa Beach Conference on Advanced Ceramics and Composites: A; Wiley-Blackwell on behalf of the American Ceramic Society: Columbus, OH, USA, 2003; Volume 24, pp. 441–446. [Google Scholar] [CrossRef]
- Patterson, M.C.L.; DiGiovanni, A.A.; Fehrenbacher, L.; Roy, D.W. Spinel: Gaining momentum in optical applications. In Proceedings of the SPIE Window and Dome Technologies and Materials VIII, Orlando, FL, USA, 26 September 2003; Volume 5078, pp. 71–79. [Google Scholar] [CrossRef]
- Jones, I.K.; Seeley, Z.M.; Cherepy, N.J.; Duoss, E.B.; Payne, S.A. Direct ink write fabrication of transparent ceramic gain media. Opt. Mater. 2018, 75, 19–25. [Google Scholar] [CrossRef]
- Seeley, Z.; Yee, T.; Cherepy, N.; Drobshoff, A.; Herrera, O.; Ryerson, R.; Payne, S.A. 3D printed transparent ceramic YAG laser rods: Matching the core-related refractive index. Opt. Mater. 2020, 107, 110121. [Google Scholar] [CrossRef]
- Zhang, G.; Carloni, D.; Wu, Y. 3D printing of transparent YAG ceramics using copolymer-assisted slurry. Ceram. Int. 2020, 46, 17130–17134. [Google Scholar] [CrossRef]
- Hostaša, J.; Schwentenwein, M.; Toci, G.; Esposito, L.; Brouczek, D.; Piancastelli, A.; Pirri, A.; Patrizi, B.; Vannini, M.; Biasini, V. Transparent laser ceramics by stereolithography. Scr. Mater. 2020, 187, 194–196. [Google Scholar] [CrossRef]
- Cooperstein, I.; Indukuri, S.R.K.C.; Bouketov, A.; Levy, U.; Magdassi, S. 3D printing of micrometer-sized transparent ceramics with on-demand optical-gain properties. Adv. Mater. 2020, 32, 2001675. [Google Scholar] [CrossRef]
- Gonzalez, P.; Schwarzer, E.; Scheithauer, U.; Kooijmans, N.; Moritz, T. Additive manufacturing of functionally graded ceramic materials by stereolithography. J. Vis. Exp. 2019, 2019, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Griffith, M.L.; Halloran, J.W. Scattering of ultraviolet radiation in turbid suspensions. J. Appl. Phys. 1997, 81, 2538–2546. [Google Scholar] [CrossRef] [Green Version]
- Bennett, J. Measuring UV curing parameters of commercial photopolymers used in additive manufacturing. Addit. Manuf. 2017, 18, 203–212. [Google Scholar] [CrossRef] [PubMed]
- Tomasik, P.; Schilling, C.H.; Jankowiak, R.; Kim, J.C. The role of organic dispersants in aqueous alumina suspensions. J. Eur. Ceram. Soc. 2003, 23, 913–919. [Google Scholar] [CrossRef]
- Wang, D.; Chen, T.; Zeng, Y.; Chen, X.; Xing, W.; Fan, Y.; Qiao, X. Optimization of UV-curable alumina suspension for digital light processing of ceramic membranes. J. Membr. Sci. 2022, 643, 120066. [Google Scholar] [CrossRef]
- Chèvremont, W.; Chareyre, B.; Bodiguel, H. Quantitative study of the rheology of frictional suspensions: Influence of friction coefficient in a large range of viscous numbers. Phys. Rev. Fluids 2019, 4, 064302. [Google Scholar] [CrossRef]
- Delhote, N.; Bila, S.; Baillargeat, D.; Chartier, T.; Verdeyme, S. Advanced design and fabrication of microwave components based on shape optimization and 3D ceramic stereolithography process. In Advances in Ceramics—Synthesis and Characterization, Processing and Specific Applications; Intechopen: London, UK, 2011; Volume 11, pp. 243–276. [Google Scholar] [CrossRef] [Green Version]
- Cramer, C.L.; Wilt, J.K.; Campbell, Q.A.; Han, L.; Saito, T.; Nelson, A.T. Accuracy of stereolithography printed alumina with digital light processing. Open Ceram. 2021, 8, 100194. [Google Scholar] [CrossRef]
- Xu, X.; Zhou, S.; Wu, J.; Liu, S.; Ma, S.; Cheng, T. Study of alumina ceramic parts fabricated via DLP stereolithography using powders with different sizes and morphologies. Int. J. Appl. Ceram. Technol. 2023, 20, 1167–1193. [Google Scholar] [CrossRef]
- Wang, L.; Liu, X.; Wang, G.; Tang, W.; Li, S.; Duan, W.; Dou, R. Partially Stabilized Zirconia Moulds Fabricated by Stereolithographic Additive Manufacturing via Digital Light Processing. Mater. Sci. Eng. A 2020, 770, 138537. [Google Scholar] [CrossRef]
- Sim, J.H.; Koo, B.K.; Jung, M.; Kim, D.S. Study on Debinding and Sintering Processes for Ceramics Fabricated Using Digital Light Processing (DLP) 3D Printing. Processes 2022, 10, 2467. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Run | Milling Speed [rpm] | Milling Time [h] |
|---|---|---|
| 1 | 400 | 1 |
| 2 | 400 | 2 |
| 3 | 400 | 3 |
| 4 | 600 | 1 |
| 5 | 600 | 2 |
| 6 | 600 | 3 |
| 7 | 800 | 1 |
| 8 | 800 | 2 |
| 9 | 800 | 3 |
| Parameter | ||||||
|---|---|---|---|---|---|---|
| Dispersant | BYK-111 | BYK-145 | BYK-9076 | |||
| Dispersant content | 1 wt.% | 2 wt.% | 3 wt.% | 5 wt.% | ||
| Solid loading | 75 wt.% | 80 wt.% | 85 wt.% | 90 wt.% | ||
| Exposure Time [s] | Exposure Surface Power [mW/cm2] | ||||||
|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 3.52 | 6.69 | 10.21 | 13.93 | 17.24 |
| Factors | Levels | ||
|---|---|---|---|
| Exposure power [mW/cm2] | 3.52 | 6.69 | 10.21 |
| Exposure time [s] | 1 | 2 | 3 |
| Layer thickness [µm] | 25 | 50 | 100 |
| Experiment | [mW/cm2] | [s] | [µm] |
| 1 | 3.52 | 1 | 25 |
| 2 | 3.52 | 1 | 50 |
| 3 | 3.52 | 1 | 100 |
| 4 | 3.52 | 2 | 25 |
| 5 | 3.52 | 2 | 50 |
| 6 | 3.52 | 2 | 100 |
| 7 | 3.52 | 3 | 25 |
| 8 | 3.52 | 3 | 50 |
| 9 | 3.52 | 3 | 100 |
| 10 | 6.69 | 1 | 25 |
| 11 | 6.69 | 1 | 50 |
| 12 | 6.69 | 1 | 100 |
| 13 | 6.69 | 2 | 25 |
| 14 | 6.69 | 2 | 50 |
| 15 | 6.69 | 2 | 100 |
| 16 | 6.69 | 3 | 25 |
| 17 | 6.69 | 3 | 50 |
| 18 | 6.69 | 3 | 100 |
| 19 | 10.21 | 1 | 25 |
| 20 | 10.21 | 1 | 50 |
| 21 | 10.21 | 1 | 100 |
| 22 | 10.21 | 2 | 25 |
| 23 | 10.21 | 2 | 50 |
| 24 | 10.21 | 2 | 100 |
| 25 | 10.21 | 3 | 25 |
| 26 | 10.21 | 3 | 50 |
| 27 | 10.21 | 3 | 100 |
| Factor | p-Value |
|---|---|
| Exposure power | 0.109 |
| Exposure time | 0.027 |
| Layer thickness | 0.066 |
| Exposure power – Exposure time | 0.023 |
| Exposure power – Layer thickness | 0.269 |
| Exposure time – Layer thickness | 0.246 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
De Lisi, M.; Shu, C.; Attia, U.M.; Essa, K. DLP of Translucent Alumina: In-Depth Investigation on Slurry Development and Debinding Regimes. Machines 2023, 11, 321. https://doi.org/10.3390/machines11030321
De Lisi M, Shu C, Attia UM, Essa K. DLP of Translucent Alumina: In-Depth Investigation on Slurry Development and Debinding Regimes. Machines. 2023; 11(3):321. https://doi.org/10.3390/machines11030321
Chicago/Turabian StyleDe Lisi, Michele, Chang Shu, Usama M. Attia, and Khamis Essa. 2023. "DLP of Translucent Alumina: In-Depth Investigation on Slurry Development and Debinding Regimes" Machines 11, no. 3: 321. https://doi.org/10.3390/machines11030321