4.1. Injection Effect Analysis of scCO2-MQL
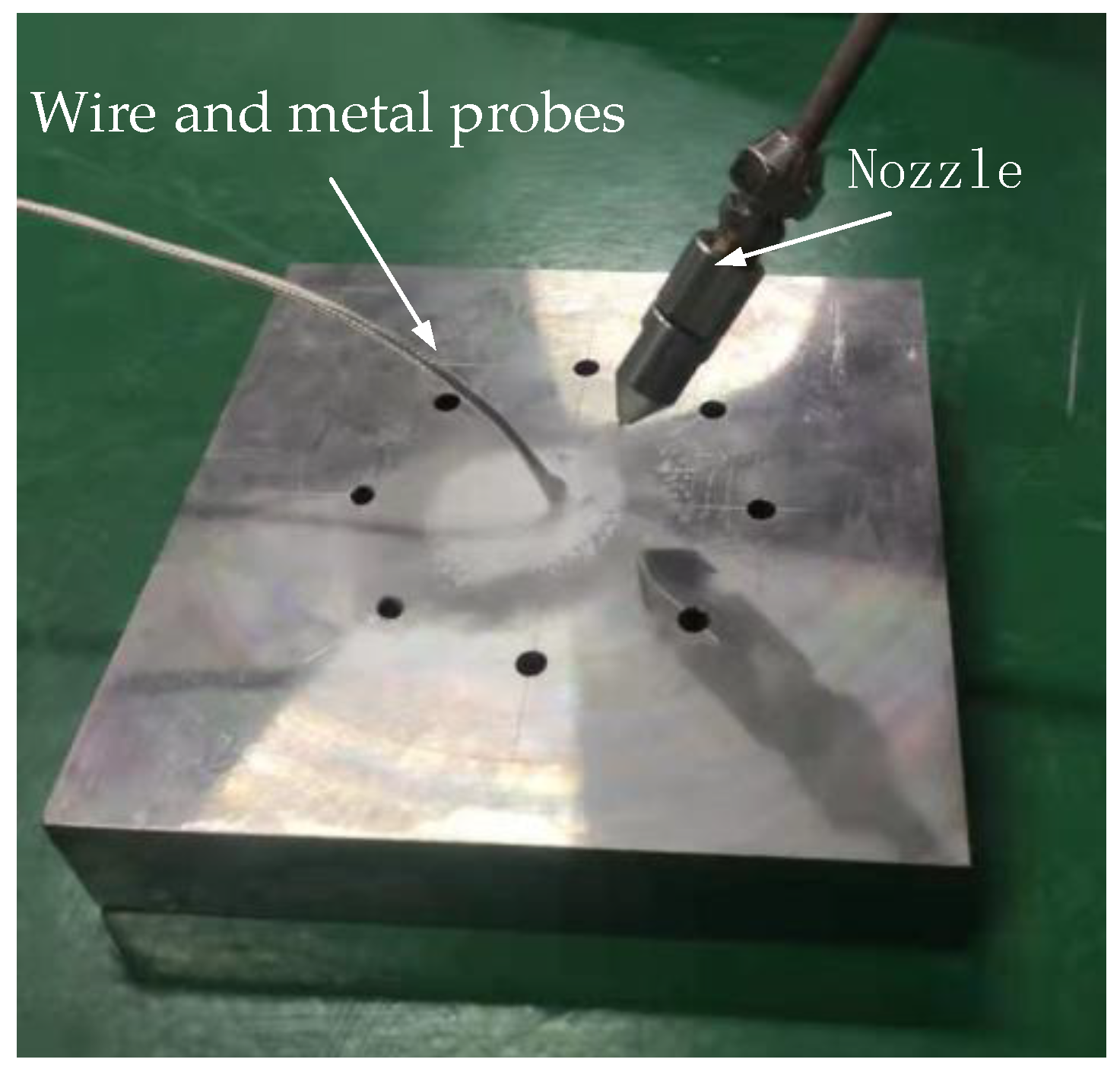
During the cutting process, different cutting parameters have varying effects on cooling. Therefore, to improve the efficiency of machining processes, an orthogonal experiment with three factors and three levels was used to study the primary and secondary orders of the scCO2-MQL cooling effect. Different nozzle diameters, lubricating oil contents, and injection distances were considered to determine the best combination of cooling parameters.
The cooling temperature measurement experiment was conducted according to the orthogonal test design strategy, and the results are displayed in
Table 2.
The optimal level and best combination of factors that impacted the final temperature can be determined by comparing the range R values for various factors. The greater the range R, the larger the numerical change in the influencing factor in the test range, which leads to a greater change in the temperature value obtained for a test. Therefore, the larger the R value, the greater the effect of the influencing factor on the temperature value, and the more important the influencing factor.
Table 3 indicates that the ordering of factors from high to low
R value was: nozzle diameter > injection distance > lubricating oil flow rate. Therefore, under the experimental settings employed, the most crucial factor affecting final plate temperature was the nozzle diameter, followed by the injection distance. The lubricating oil concentration in scCO
2-MQL had the least influence on the temperature.
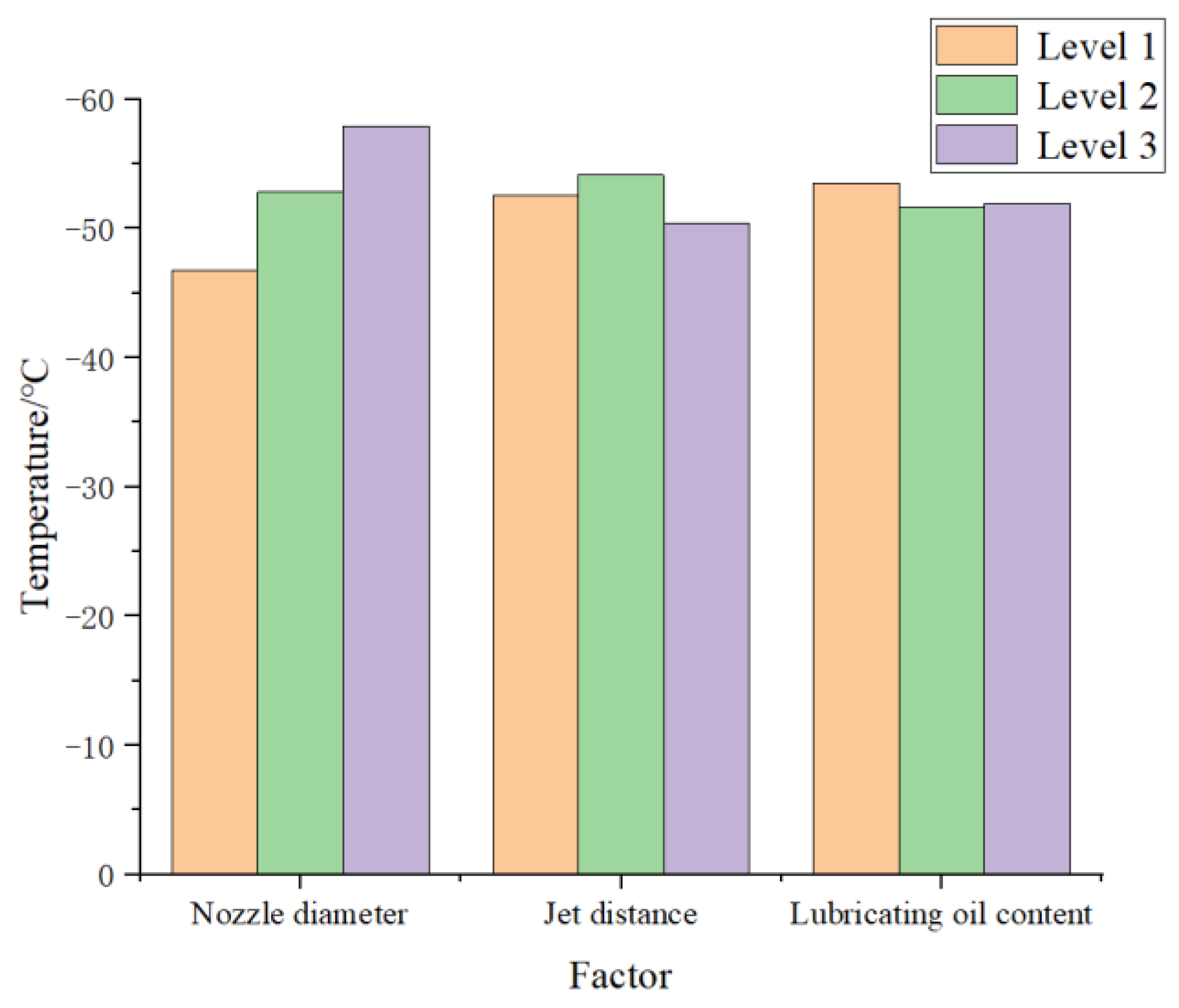
Histograms for temperature values measured under different influencing circumstances are shown in
Figure 15. Evidently, a better cooling effect was obtained when using a nozzle diameter of level 3, injection distance of level 2, and lubricating oil content of level 1. This corresponded to an optimal combination under these experimental conditions of a nozzle diameter of 0.72 mm, injection distance of 40 mm, and lubricating oil content of 25 mL/h. In addition, the temperature values obtained at different lubricating oil content levels under these testing conditions did not differ considerably. This may have been because the limiting of experimental settings narrowed the range of lubricating oil content, and differences between the lubricating oil content data values at different levels were small.
4.2. Injection Structure Analysis for scCO2-MQL
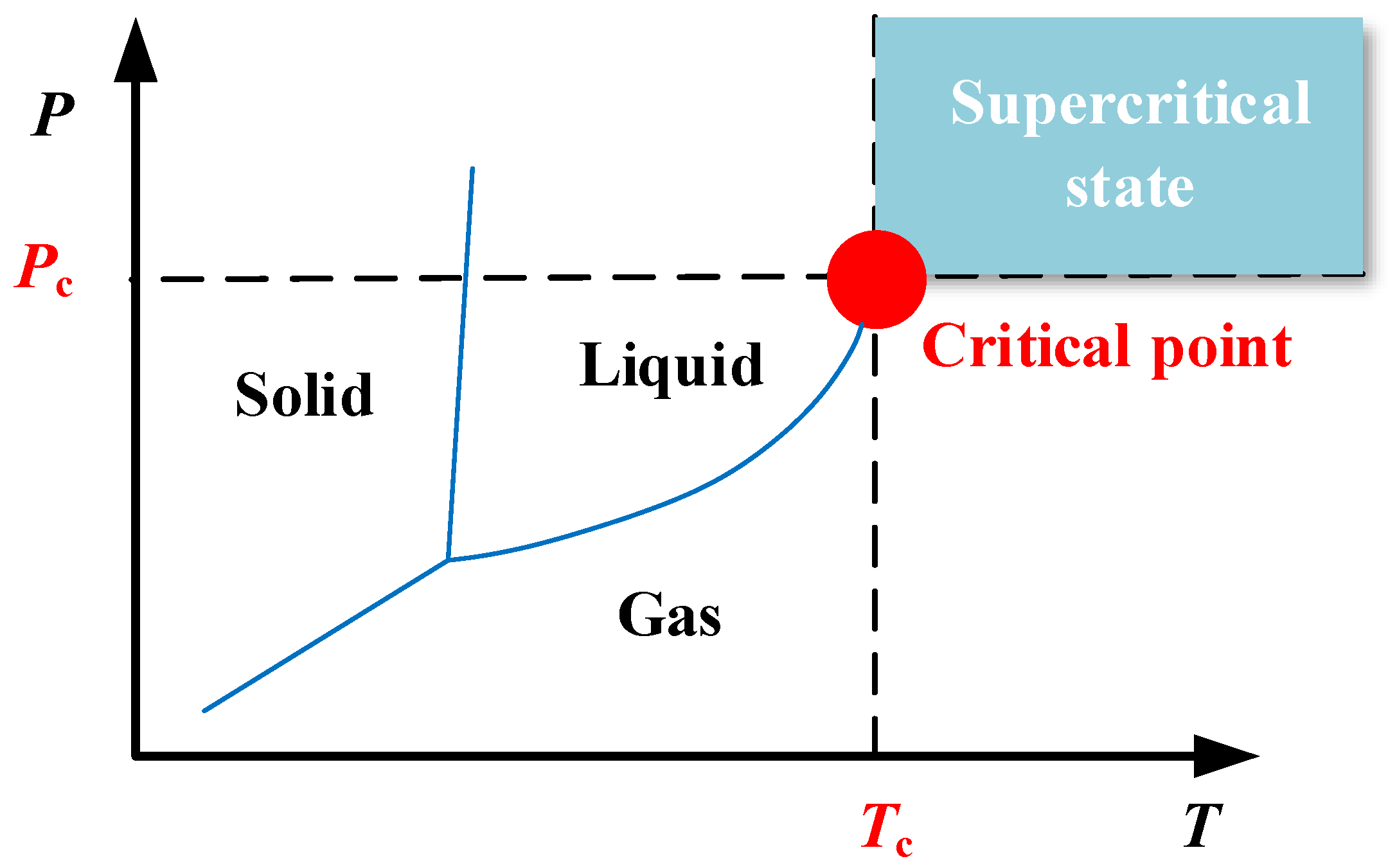
At a particular speed and pressure during the cutting process, the scCO
2 jet entered the cutting zone, and it created phase shifts on exiting the tube. In addition, supercritical fluids have a specific solubility for grease compounds. Therefore, scCO
2 may dissolve the lubricating oil well. The hose delivering trace lubrication and the hose conveying the scCO
2 were combined in the mixing chamber to generate droplets containing CO
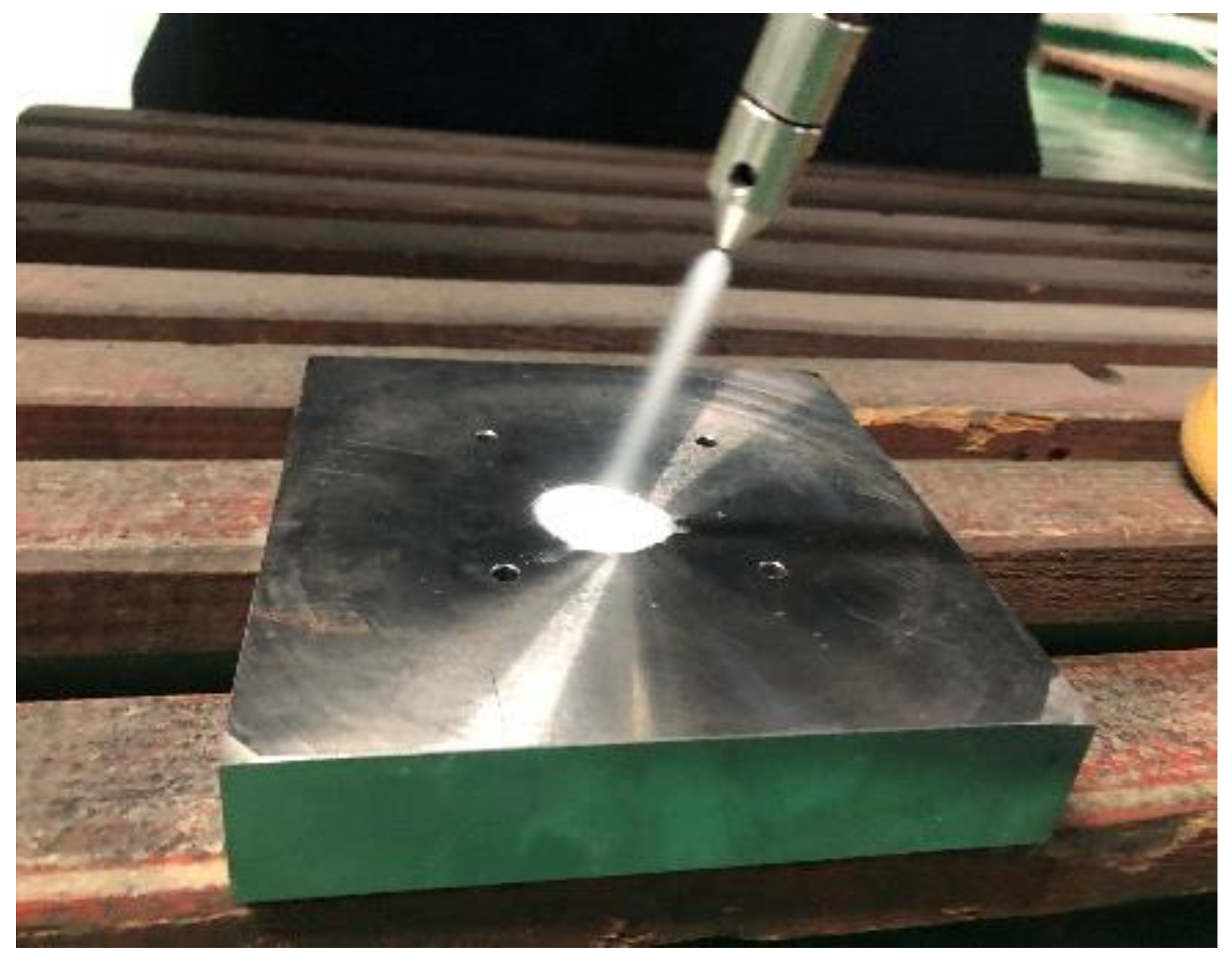
2 and lubricating oil. Due to the cryogenic of scCO
2, the air around the nozzle condensed into ice and attached to the surface of the plate, as shown in
Figure 16.
Because scCO
2-MQL contains less lubricating oil during processing when examining the spray jet structure after it is ejected from the nozzle, the ejected jet structure when the pressure of scCO
2 abruptly decreases is generally investigated. When high-speed airflow passed through the shock wave, the temperature increased immediately, and the concentration of solid and liquid CO
2 in the airflow decreased abruptly. This led to an abrupt increase in the difference in reflectivity of the airflow at both ends of the shock wave. Therefore, the Mach disk could be captured using high-speed photography under certain conditions. When scCO
2 was expelled from the nozzle, the expansion and compression waves alternated owing to an extreme disparity between the pressure inside the nozzle and the exterior pressure. The expulsion of CO
2 gas led to a considerable velocity, and the initial expansion wave deviated from the horizontal direction of the nozzle by a specific angle during ejection. The pressure potential energy of scCO
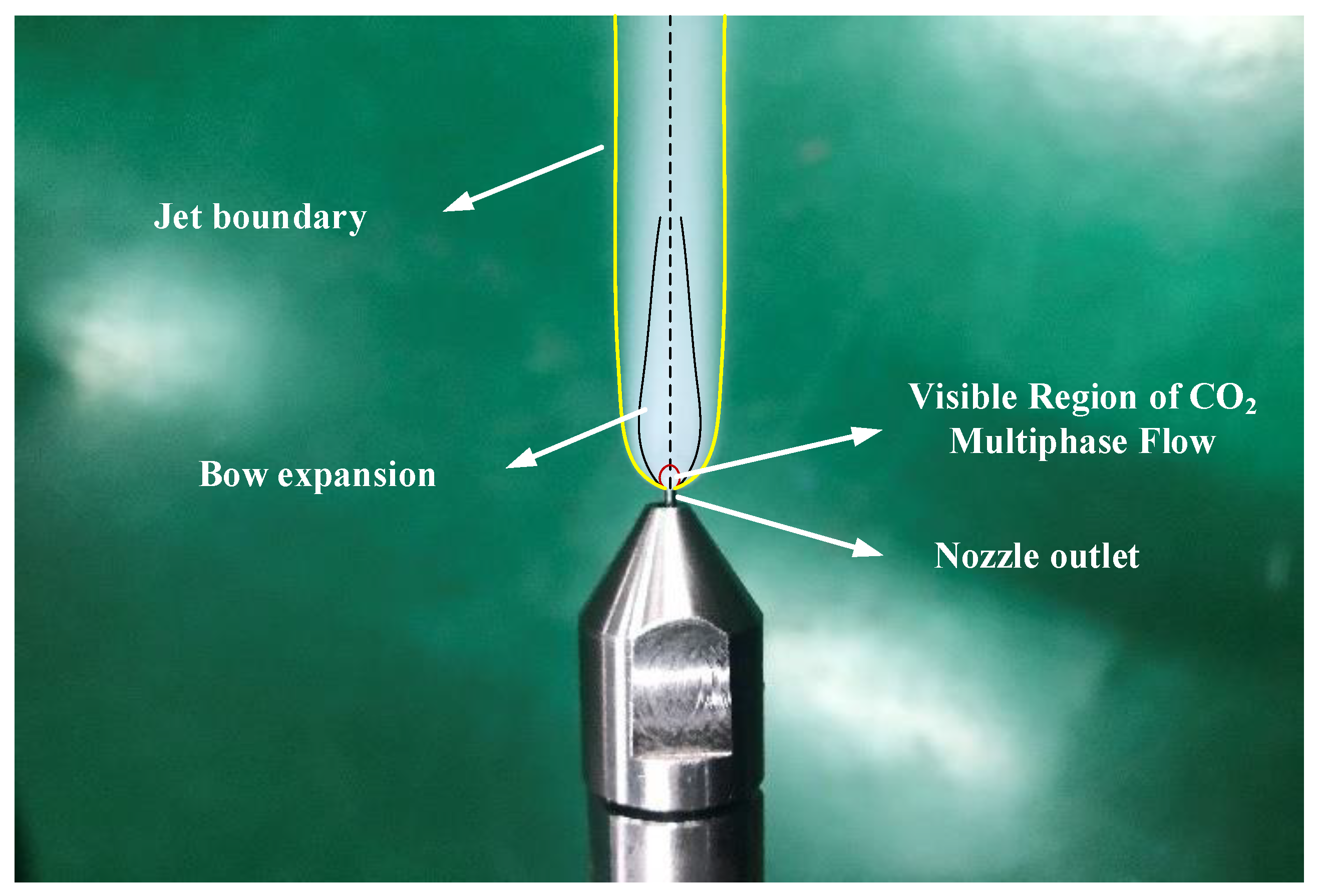
2 swiftly shifted into kinetic energy, acoustic energy, phase transition energy, and other types of energy. Evidently from
Figure 17, the bottom limit of the jet was curved and assumed the form of an inverted cone. When scCO
2 was discharged from the nozzle, the under-expanded CO
2 expanded further. Simultaneously, an apparent white visible CO
2 multiphase flow zone was detected at the bottom of the jet, and it adhered to a complicated phase transition mechanism.
4.3. Kinetic Analysis of scCO2-MQL Permeation into a Capillary
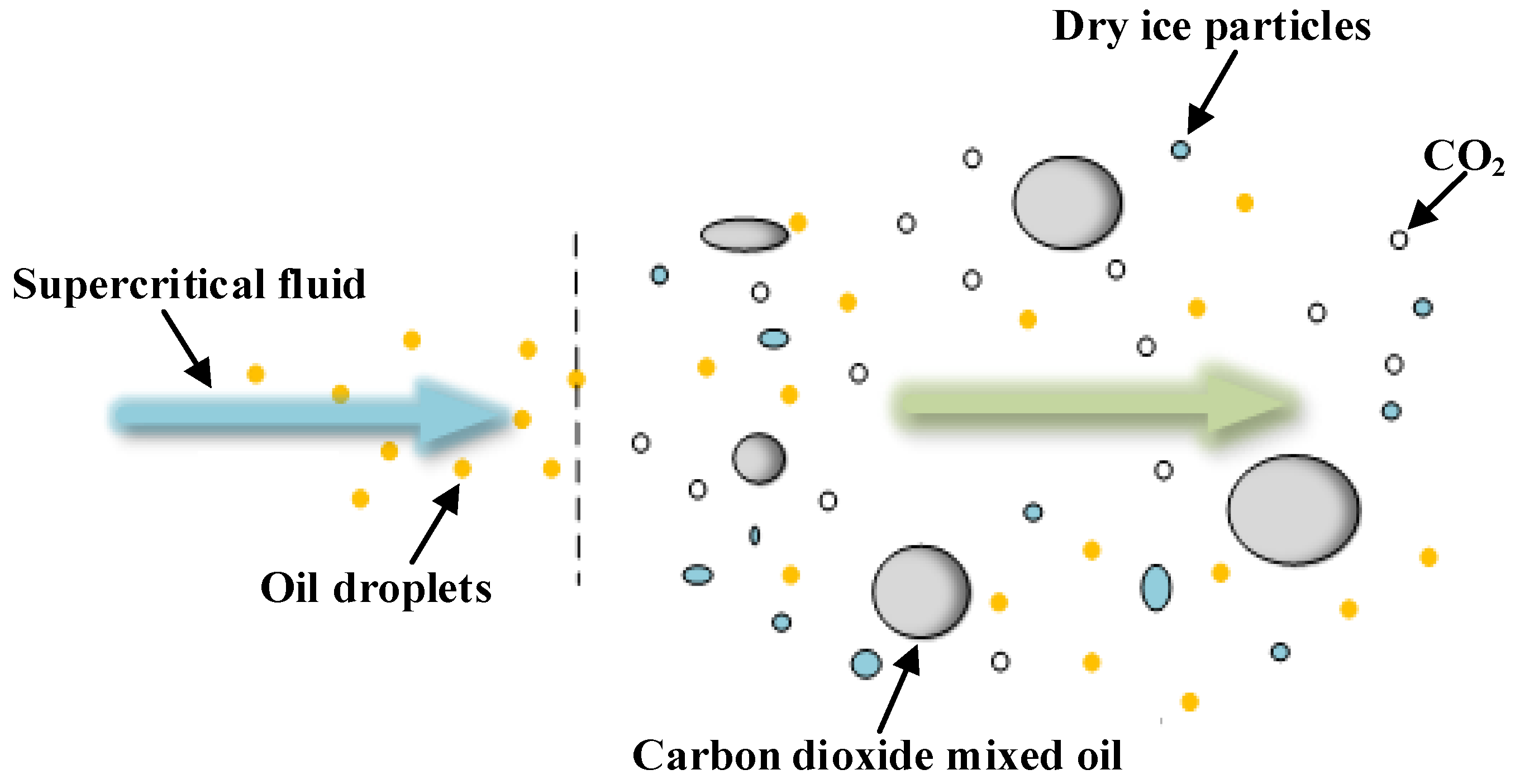
In this study, scCO2-MQL was employed as a cooling lubricant during the cutting process for titanium alloys. The obtained results indicate that three-phase gas–liquid–solid carbon dioxide was formed in the process of scCO2-MQL ejection. Moreover, owing to the strong lubrication properties of supercritical fluids to lipids, scCO2 was miscible with lubricating oil to create the scCO2-mixed oil mixture in the tube, and smaller scCO2 mixed oil droplets were formed after spraying.
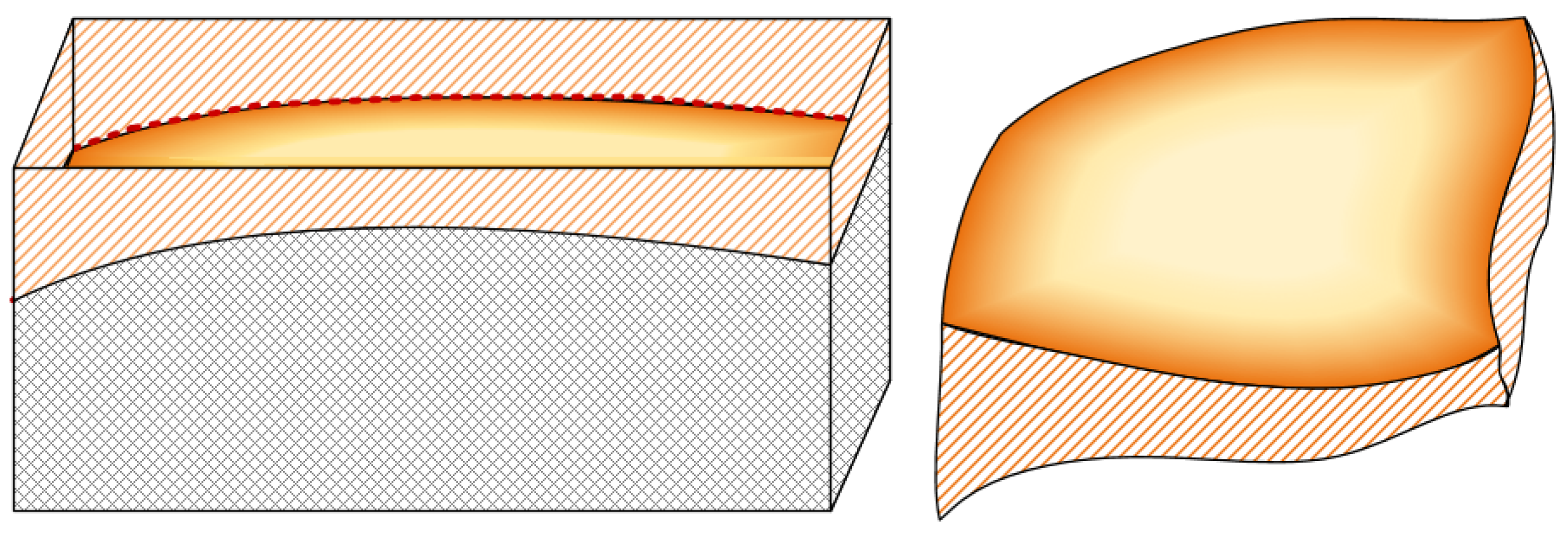
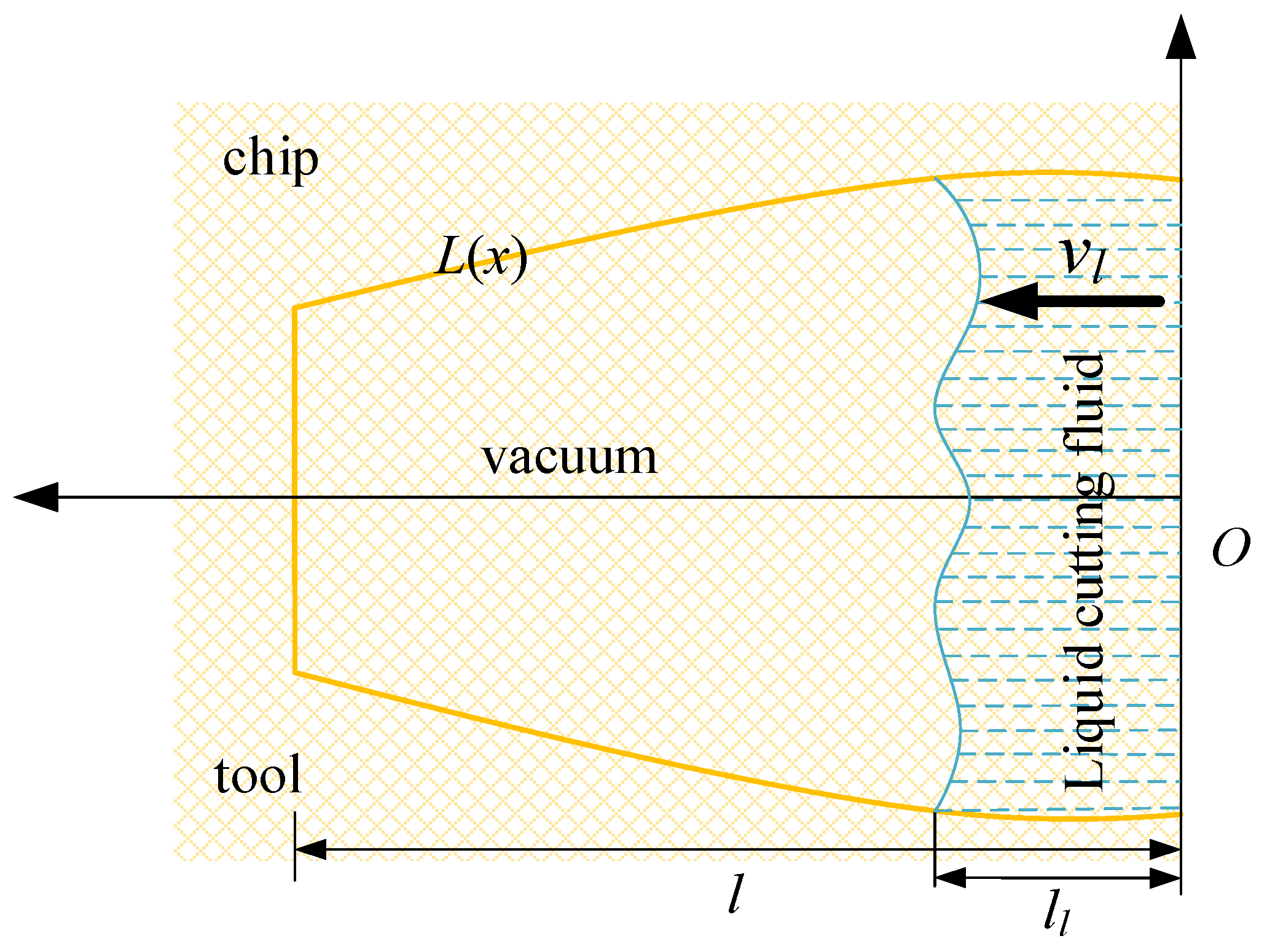
At a large carbon dioxide droplet radius, the process of entering the capillary is viewed as a time–liquid–phase infiltration state, as illustrated in
Figure 18,
indicates the rate at which the liquid phase permeates into the capillary, the yellow line represents the outline of the capillary shape, the blue dotted line represents the liquid cutting fluid, the arrow to the left indicates the direction of capillary penetration.
l represents the total capillary length,
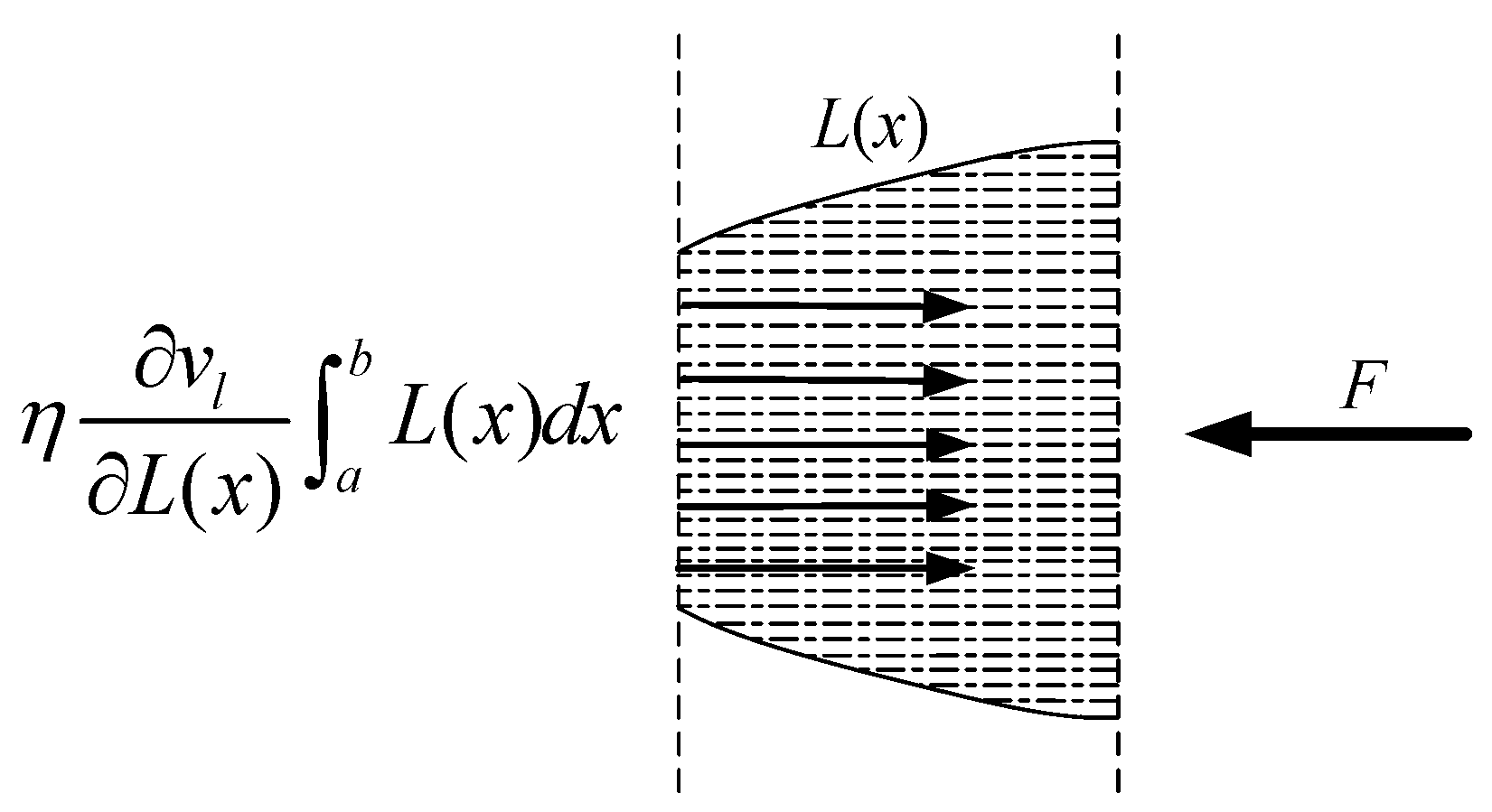
lc represents the liquid phase infiltration capillary length. The two-dimensional force analysis is presented in
Figure 19. The force equilibrium relation can be expressed as:
where
is the pressure difference of liquid motion along the capillary tube,
is the dynamic viscosity,
is the starting point of the capillary section at any position,
is the ending point of the capillary section at any position,
represents the expression of the capillary profile equation.
is the acceleration of liquid-phase motion, and
is the velocity gradient of the liquid phase along the capillary radius.
According to a previous study [
15], liquid carbon dioxide exists in capillary time. Essentially, capillary heat is transferred to the droplet in a gaseous time. Suppose the infiltration time is
. Formula (23) was obtained using a basic physical dimensional analysis of the situation.
where
K is a dimensionless coefficient,
is the radius of the capillary at different positions,
is the density of the cutting fluid,
is the constant pressure specific heat,
is the thermal conductivity, exponents
trough
are the index values of different physical quantities.
When scCO
2-MQL penetrated the cutting zone, the pressure of the cutting fluid entering the capillary rose rapidly, owing to the extremely small dimensions of the capillary in the cutting zone. After the misty cutting fluid reached the capillary, it converted to steam owing to the high-temperature heat conduction of the capillary wall. Subsequently, dry ice particles were heated and evaporated in the cutting zone. The steam-state cutting fluid was poured into the capillary; simultaneously, the cutting fluid at the opening of the capillary flowed back when it was hindered, which impacted the deepening of the cutting fluid. At this point, the internal pressure and initial velocity of the cutting fluid could be determined using the ideal gas state and energy equation.
where
is the density of the cutting fluid,
T is the internal temperature,
M is the molecular weight, and
R is the gas constant.
When the droplet of cutting fluid entered the capillary, its evaporation process was ephemeral, with an extremely brief duration. Therefore, it cannot be included in the total time the cutting fluid moves in the capillary. The scCO2 mixed oil droplets in scCO2-MQL were pushed forward by the compressed air. They were considered to remain in their original shape during movement and not rupture. The scCO2 mixed oil droplets flowed into the capillary tube under a pressure difference. At high temperatures, oil droplets of smaller diameters evaporated quickly. The length of the combination containing oil droplets entering the capillary was modest, and the other droplet penetrating the bottom of the capillary was a mixture of carbon dioxide and oil vapor. As the instantaneous gas density in the capillary increased, the pressure increased, and the number of molecules entering the capillary per unit of time decreased. With the continual entry of scCO2 mixed oil droplets and the evaporation of oil mist, the pressure in the capillary was equal to the external pressure, and the number of molecules entering and exiting the capillary reached equilibrium. When the droplet radius of carbon dioxide was small, it could be regarded as a droplet particle, and the motion analysis of carbon dioxide droplets was the same as that of scCO2 mixed oil droplets.
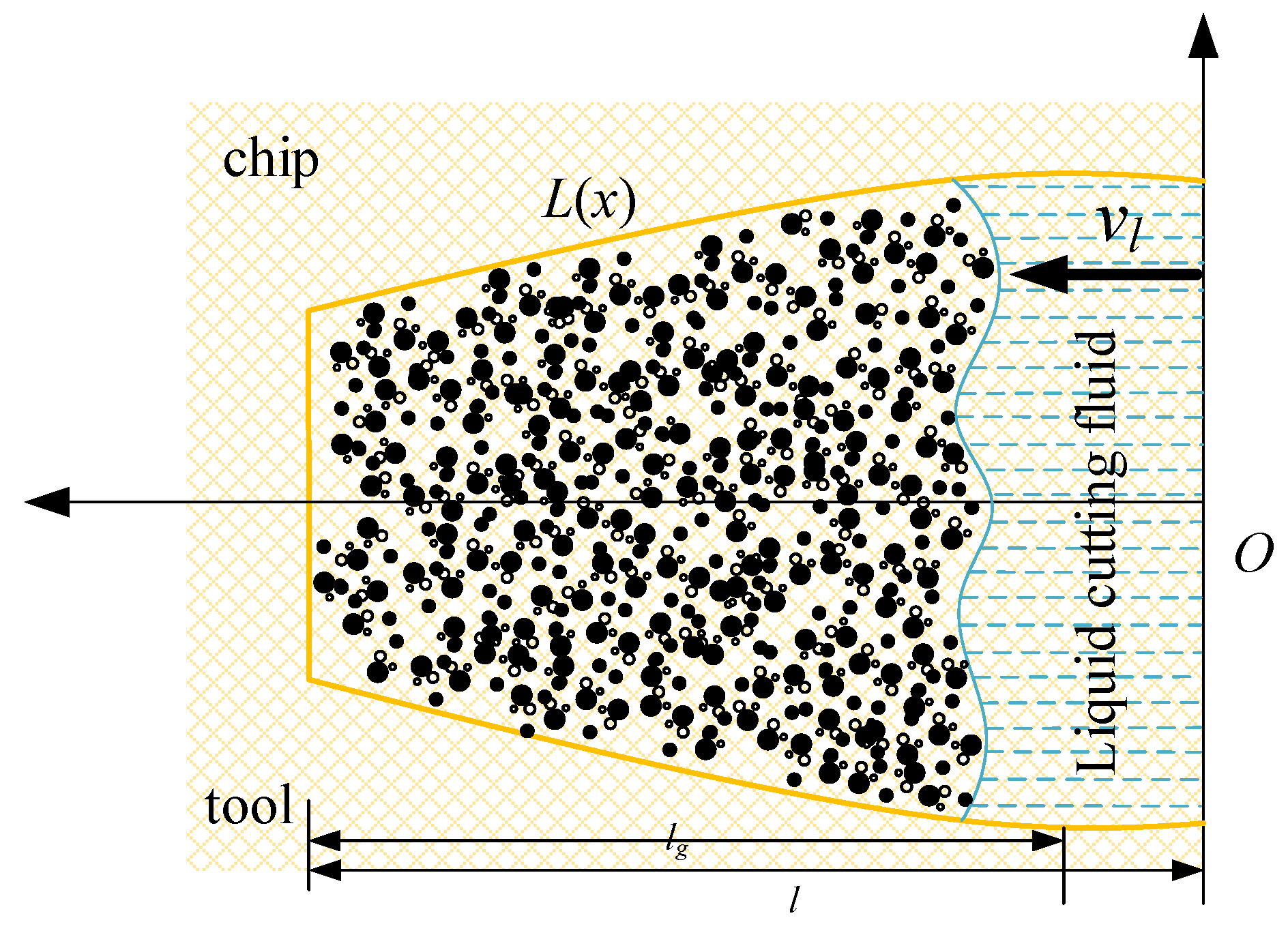
Theoretical calculation and analysis of the aerosol penetration time during scCO
2-MQL auxiliary cutting were conducted. The model of aerosol penetration in the capillaries is shown in
Figure 20,
represents the direction of material flow. The yellow line represents the outline of the capillary shape, and the blue dotted line represents the liquid cutting fluid that seeps into the capillary, the dots on the left represent the aerosol particles transformed from liquid phase that has infiltrated into the capillary.
represents the expression of the capillary profile equation. Assuming that the length of a single capillary tube is
l, the moving length of the mist in the capillary tube is
lg, the speed of the mist cutting fluid filling the capillary tube is
vg, and the filling time is given by:
The velocity of the capillary filled with aerosol cutting fluid could be calculated using the gas dynamic equation and energy equation momentum equation for the capillary filled with the aerosol, as follows:
where
is the aerosol density,
is the aerosol filling speed,
is the rate of change in the air mist capillary filling velocity,
χ represents the coefficient of temperature conductivity,
is filling velocity gradient of aerosol,
is the aerosol pressure gradient. and
is experimentally defined function.
Because of the enormous temperature differential between the high-temperature cutting zone and the scCO
2 mist, the equation for adjusting the mist mixture filling the capillary is described by:
where
A is the cross-sectional area of the capillary at a certain position and
e is the unit internal energy of the aerosol,
represents the coefficient of temperature conductivity.
represents the amount of change,
represents the energy.
Assuming that the unit internal energy of the mist is a function of the mist pressure and mist density, Equation (27) may be rewritten as
Under the premise of examining the constant density of the mist and assuming that its unit internal energy is a function of mist pressure and density, Equation (27) can be recast as Equation (28). The flow velocity of the mist mixture in the capillary tube is vg, and the mist penetration time tg can be calculated by inserting (25). The shorter the total time for scCO2-MQL entering the capillary, the more time for it to penetrate the capillary per unit time, and the better the lubrication effect.
Owing to its low average molecular weight, high pressure and speed, scCO
2-MQL could penetrate the cutting zone to form a boundary lubricating film. Because the supercritical fluid has a particular solubility in grease objects, the trace lubricating oil in the tube was fused with scCO
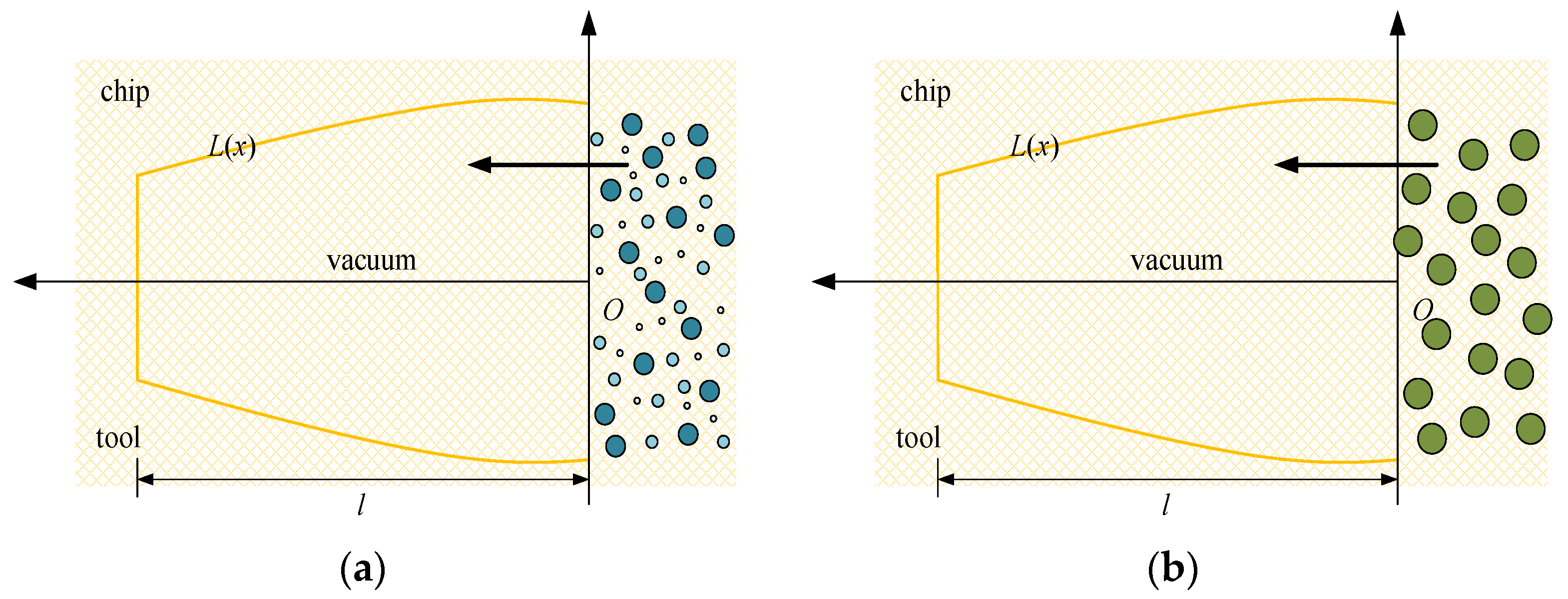
2. Because the nozzle of scCO
2-MQL was exceedingly small and its pressure was large, the diameters of the various droplet particles released were smaller than that of regular micro-lubrication, as shown in
Figure 21.
Figure 21a shows the capillary diagram of scCO
2-MQL infiltration, and
Figure 21b shows the capillary diagram of MQL infiltration. Evidently, the smaller the diameter of the oil mist particles, the greater the number of oil mist particles entering the capillary, the greater the number of oil mist particles filling the capillary, and the better the lubricating effect. By contrast, for higher oil mist particle diameters, the smaller the number of particles entering the capillary, the larger the gap in the capillary.
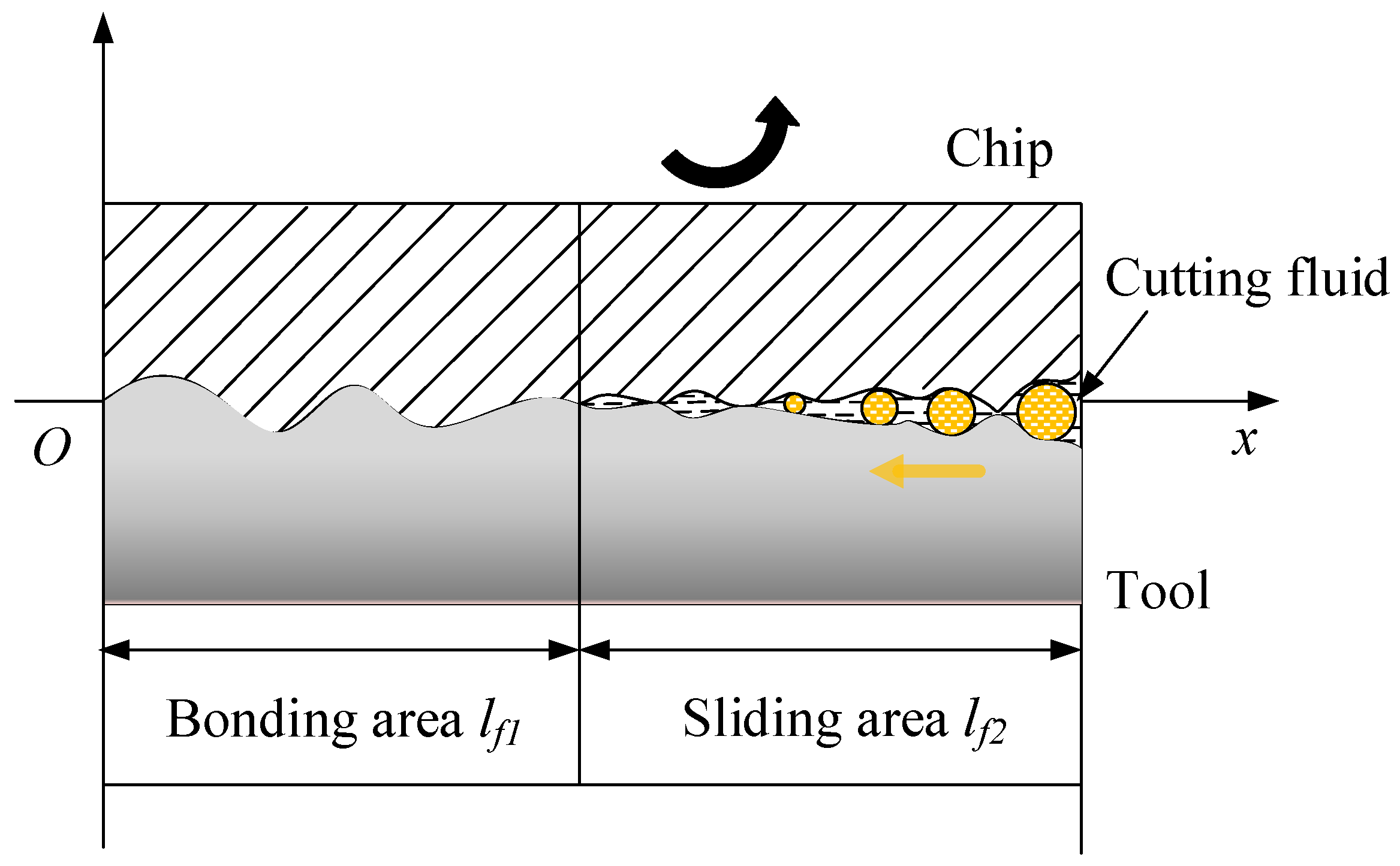
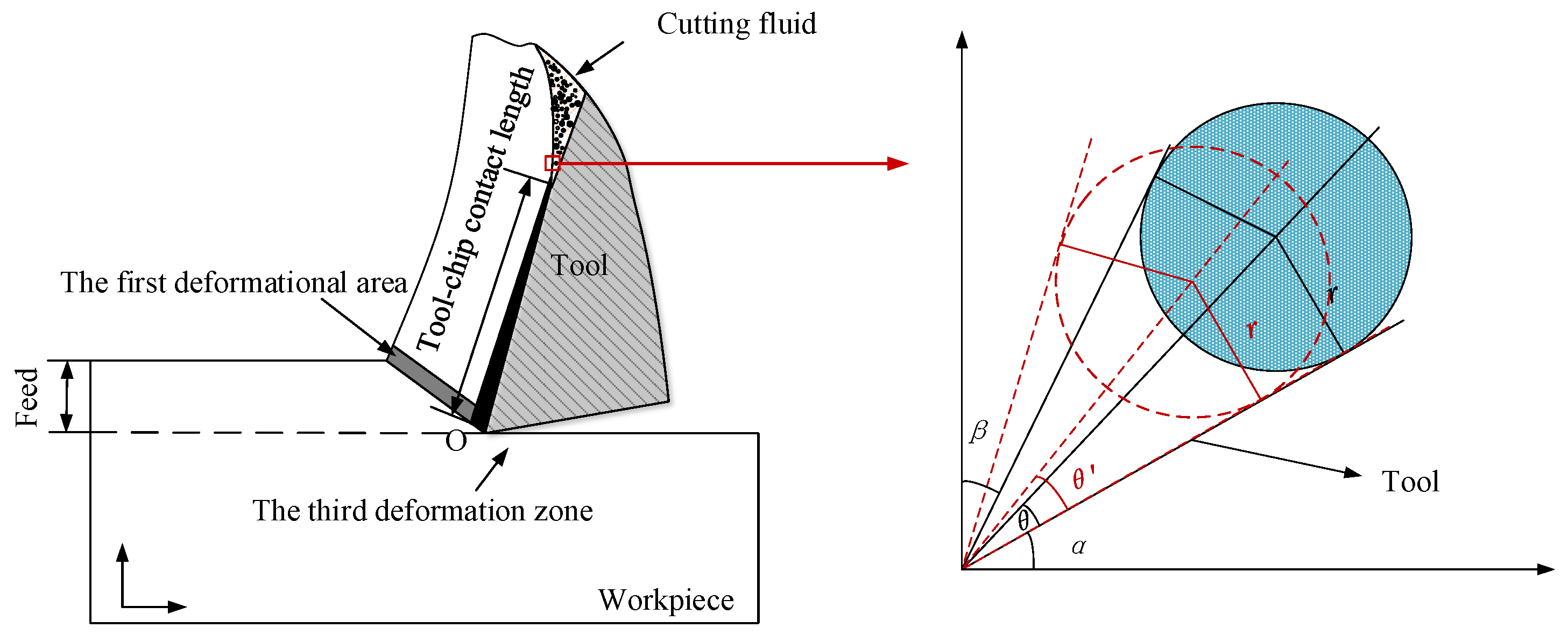
In the cutting process, the contact surface between the tool, chip, and workpiece under high-temperature and high-pressure conditions, together with the physical and chemical adsorption of the cutting fluid, are the key factors impacting lubrication [
19]. Moreover, under the condition of boundary lubrication, the amount of cutting fluid employed did not result in a better lubrication effect, rather, a restricted range exists. This range relies both on surface roughness and the type of cutting fluid employed.























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}