
Development of Pneumatic Force-Controlled Actuator for Automatic Robot Polishing Complex Curved Plexiglass Parts

Abstract
:1. Introduction
2. Design of Force-Controlled Actuator and Development of Robot Automatic Polishing System
2.1. Design of Force-Controlled Actuator
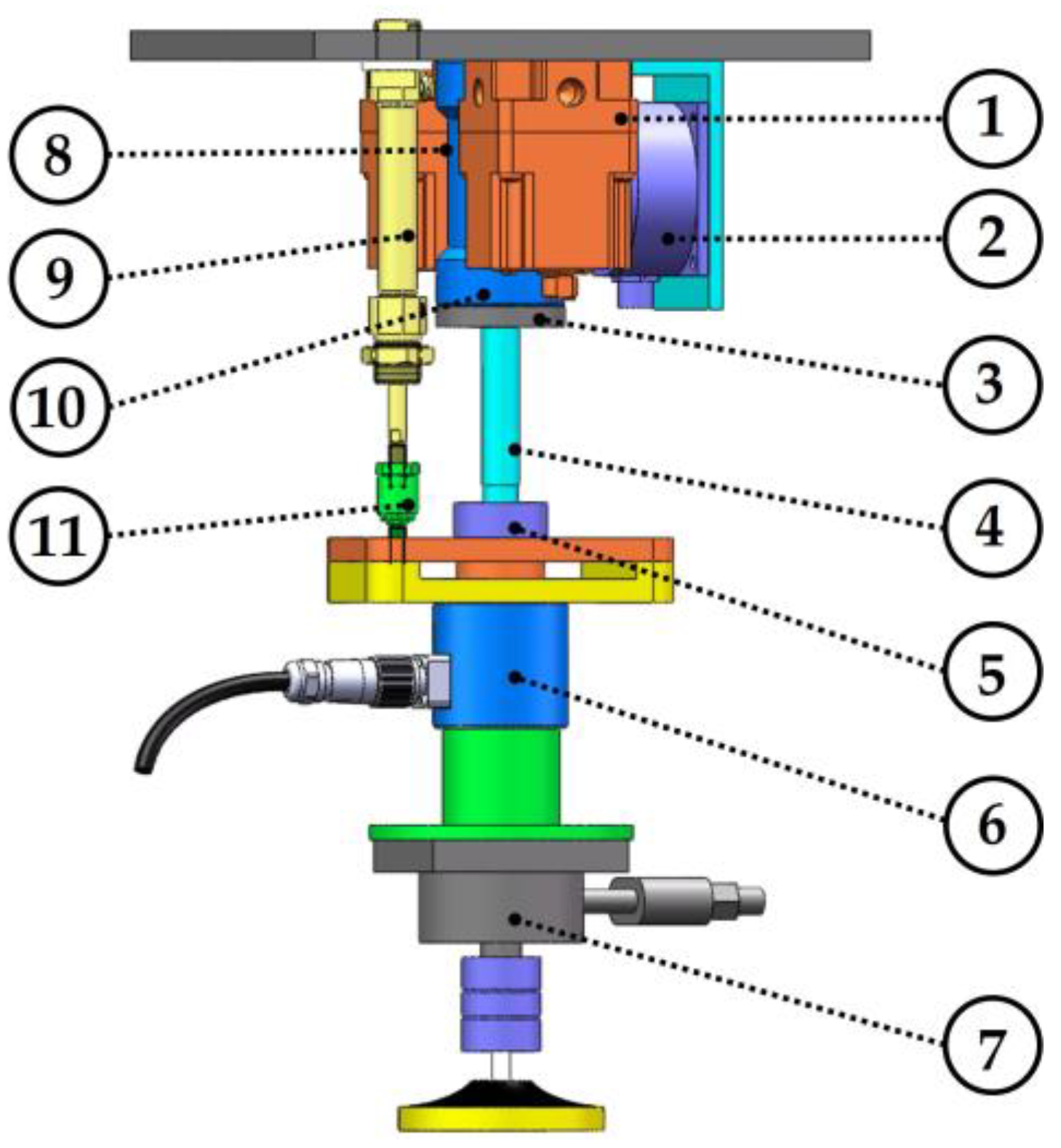
2.1.1. Structure Design of Force-Controlled Actuator
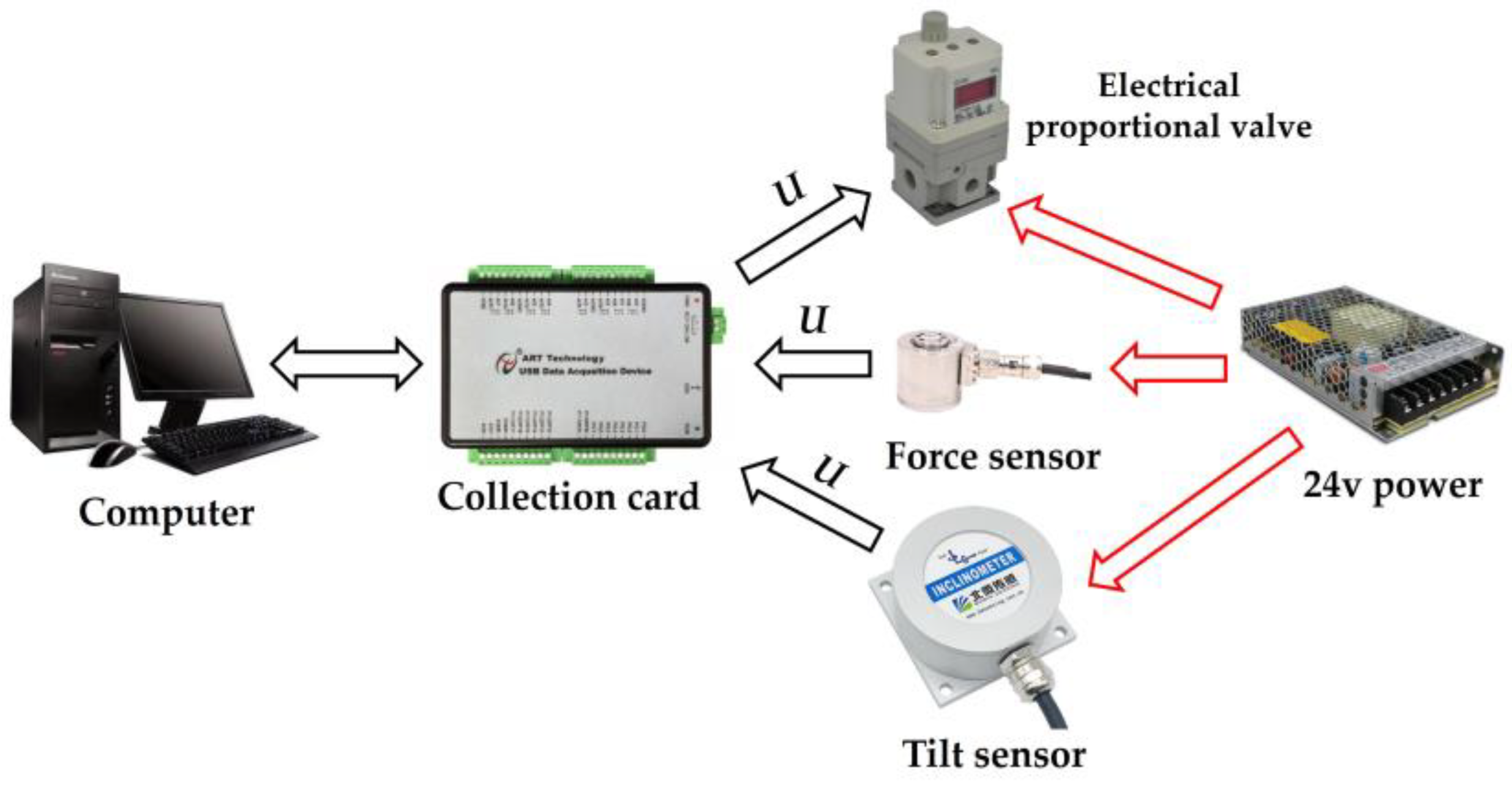
2.1.2. Circuit Communication Design of Force-Controlled Actuator
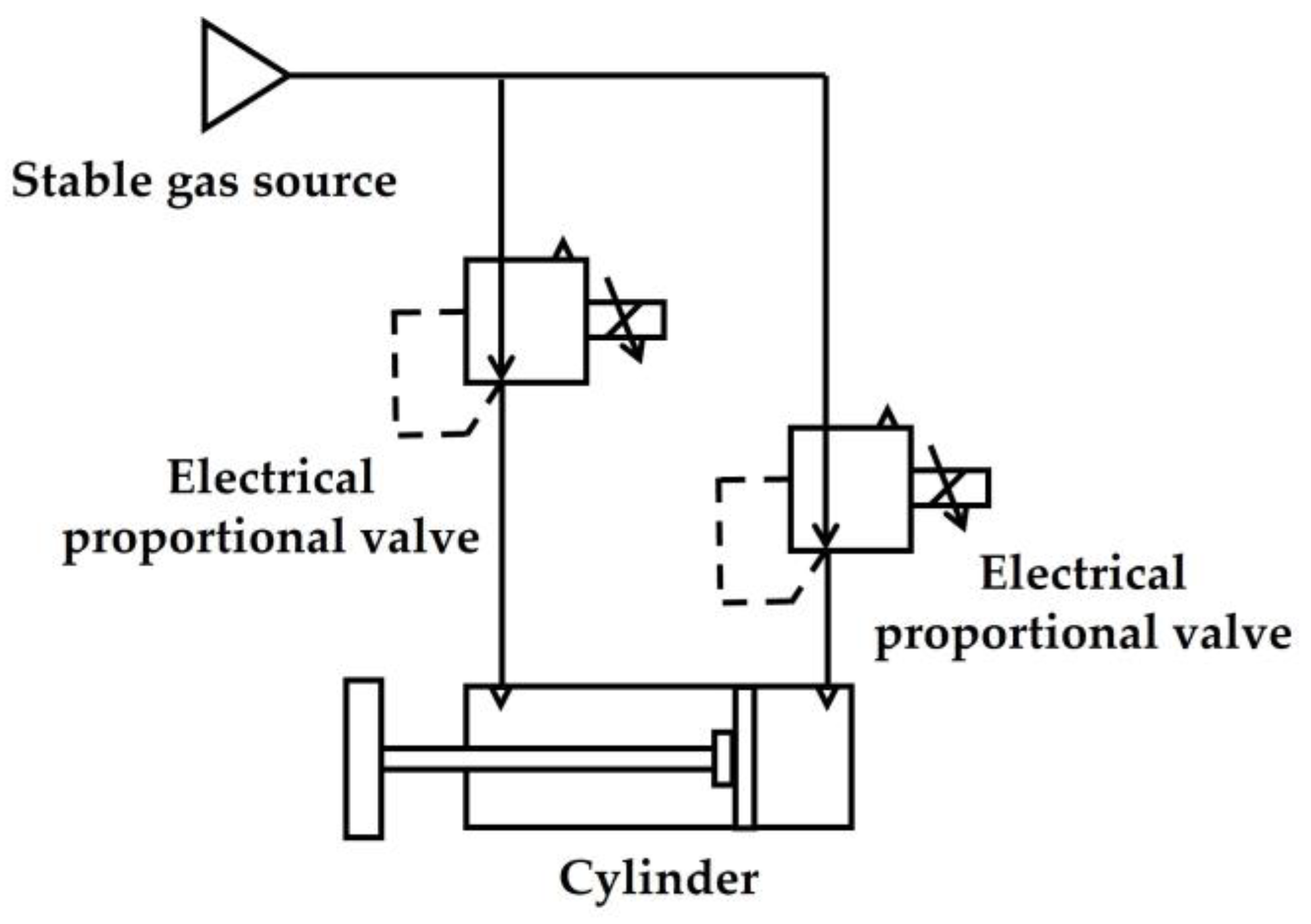
2.1.3. Air Circuit Design of Force-Controlled Actuator
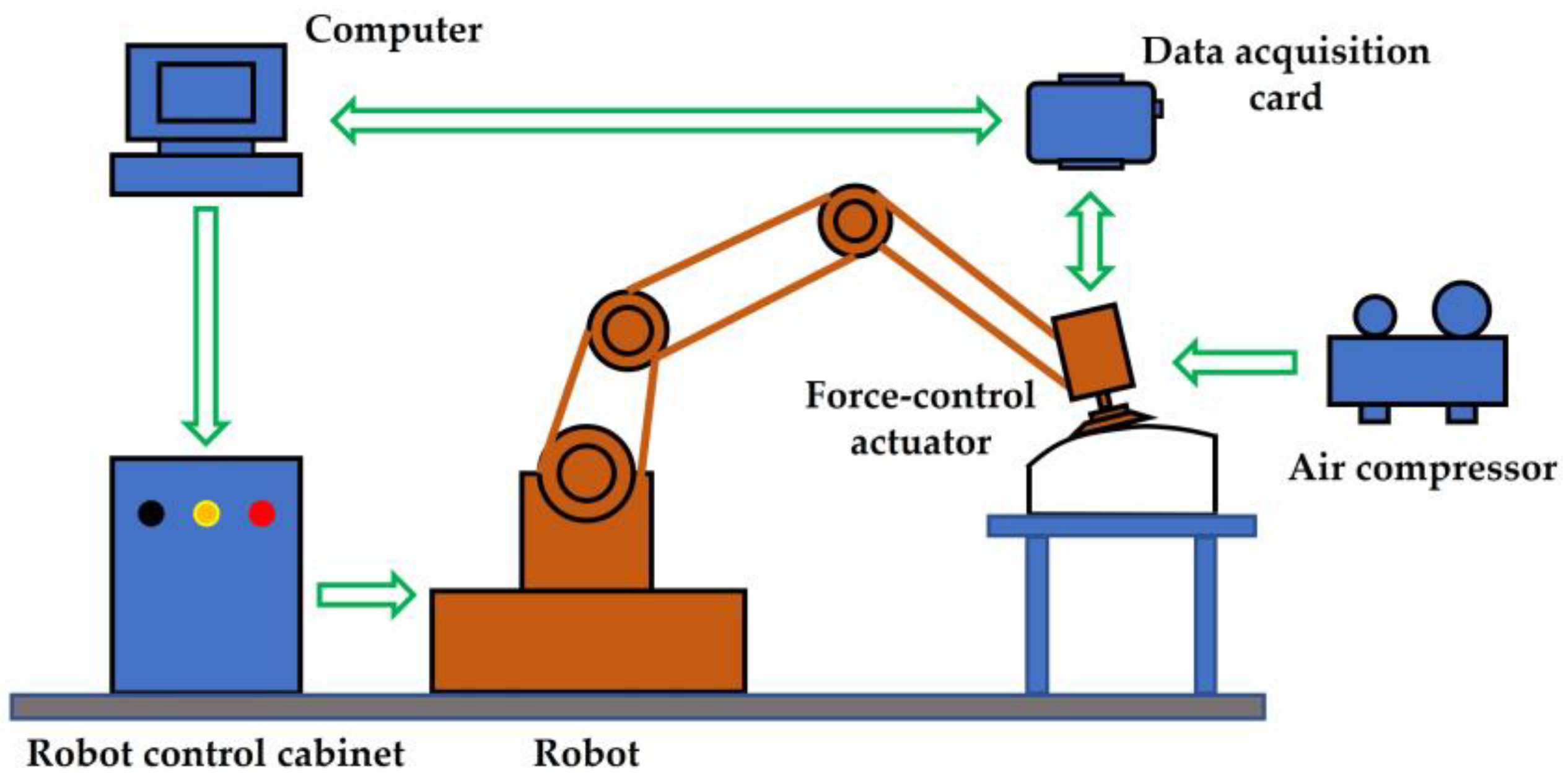
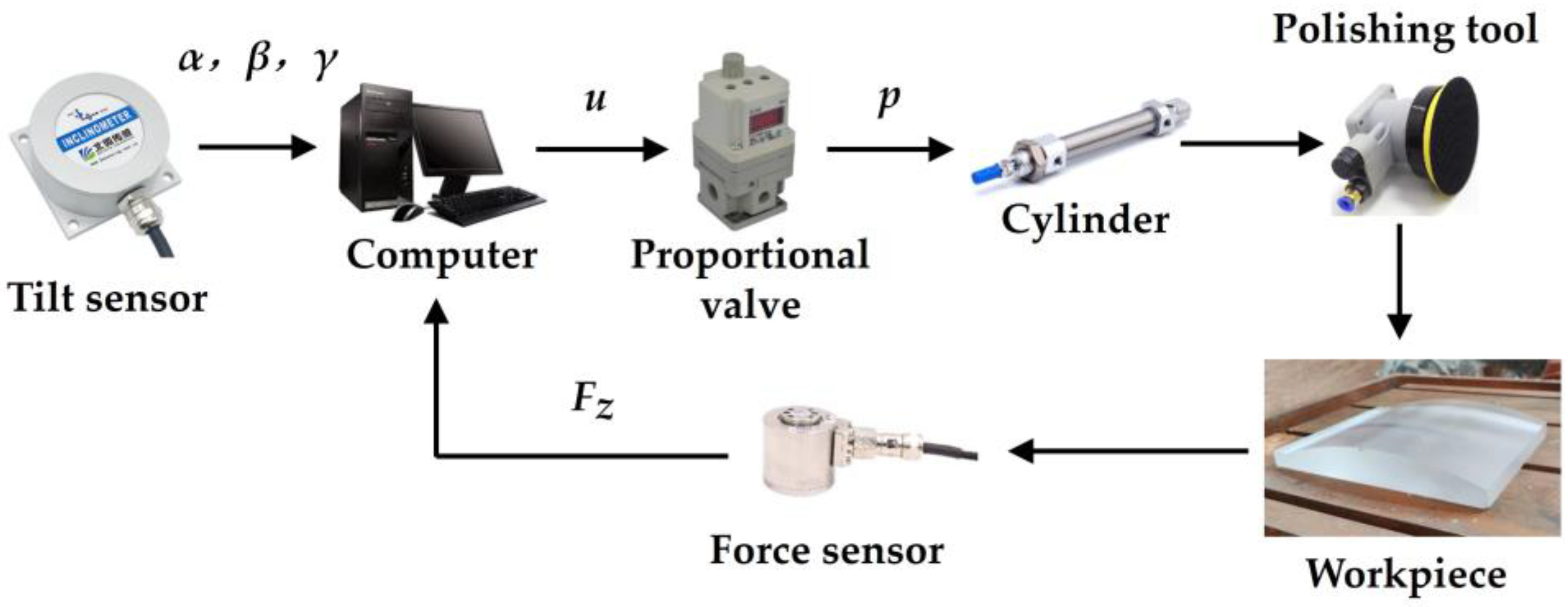
2.2. The Establishment of Robot Automatic Polishing System
3. Establishment of Mathematical Model of Force-Controlled Actuator
3.1. Modeling the Process of Compressed Air Flowing through the Electrical Proportional Valve
3.2. Flow Model of Connecting Air Pipe
3.3. Cylinder Mass Flow Equation
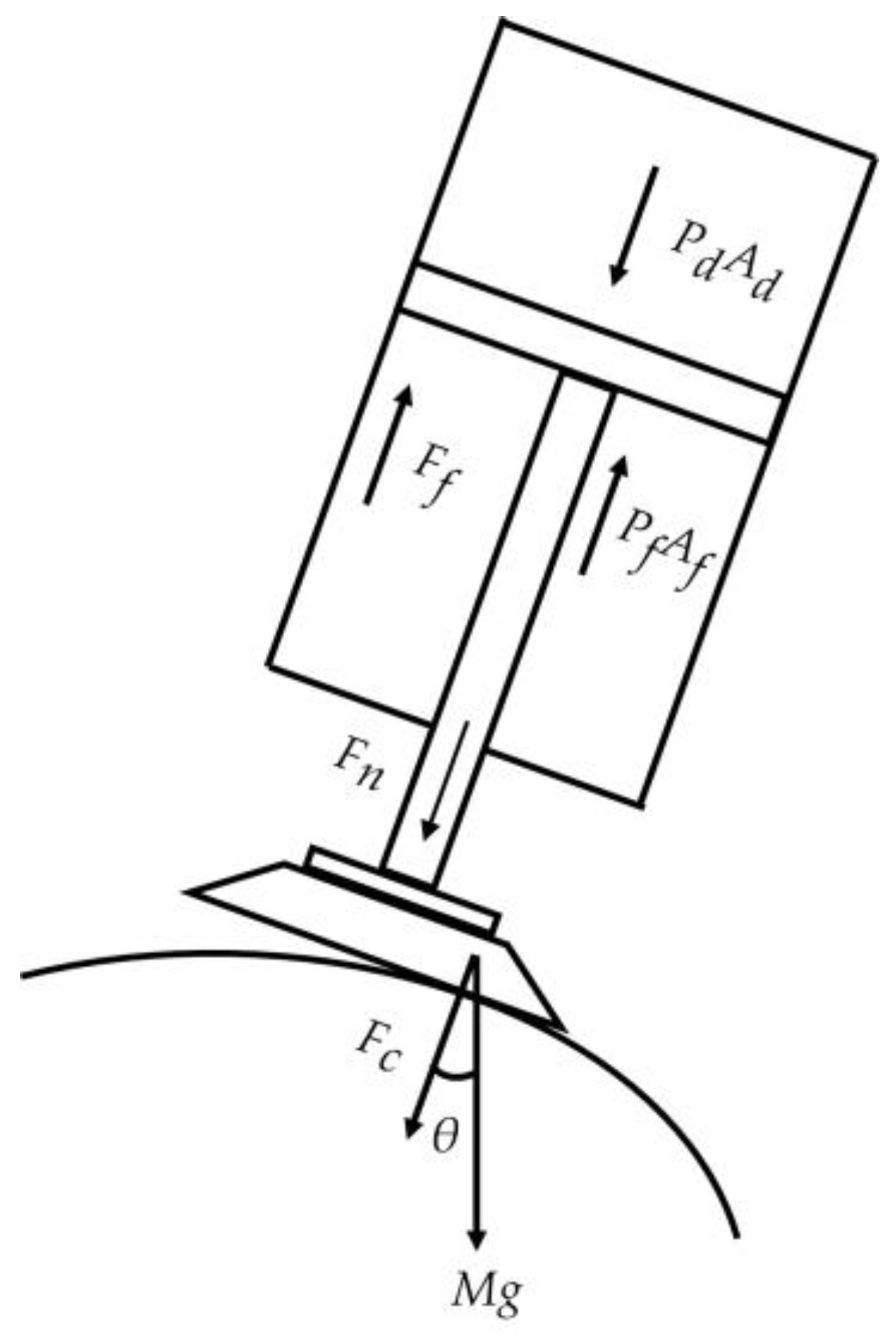
3.4. Force Balance Equation of Force-Controlled Actuator
3.5. Establishment of Mathematical Model of Force-Controlled Actuator
4. Gravity Compensation and Force-Controlled Strategy
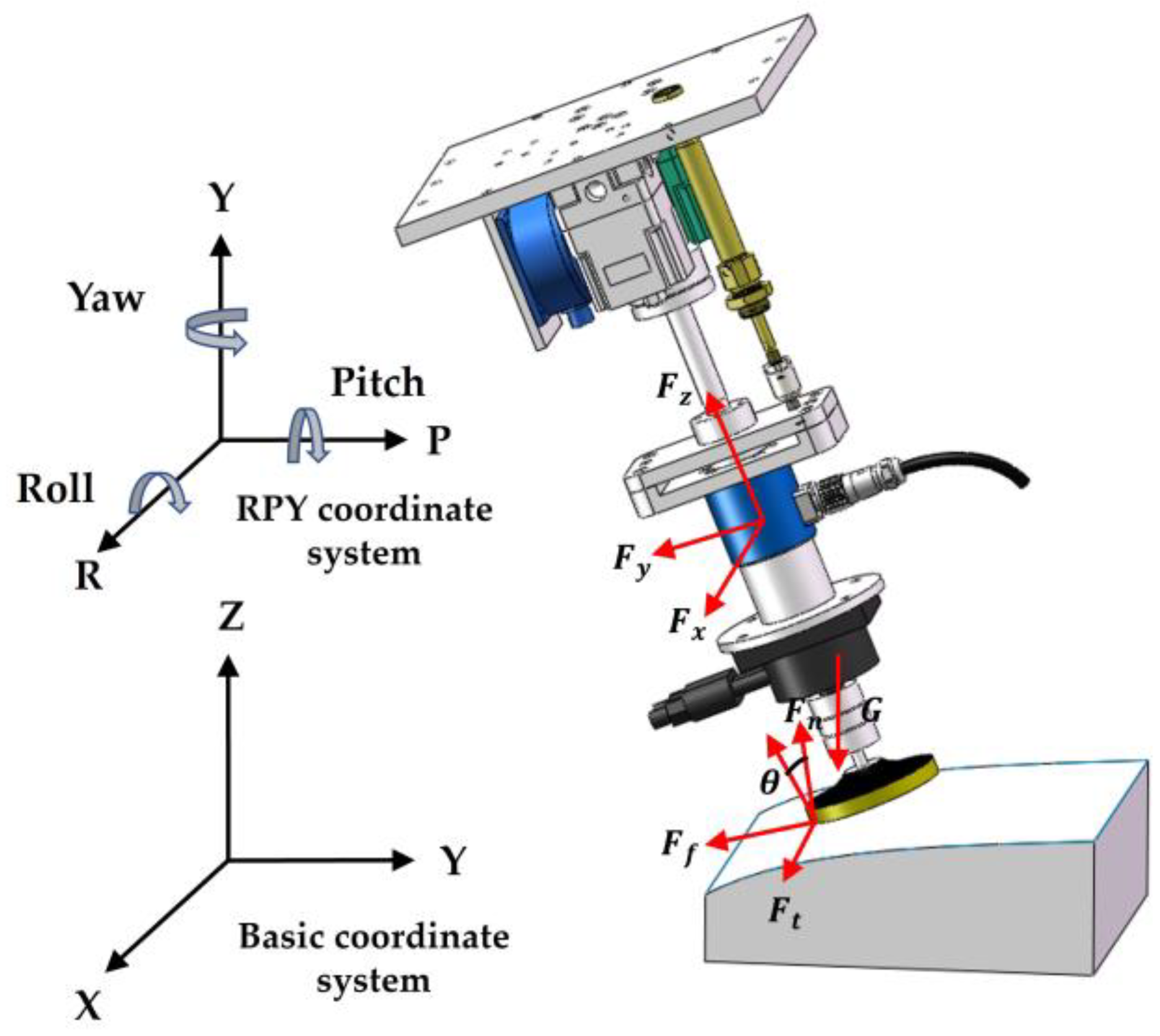
4.1. Force Analysis and Gravity Compensation
4.2. Force Control Strategy of Force-Controlled Actuator
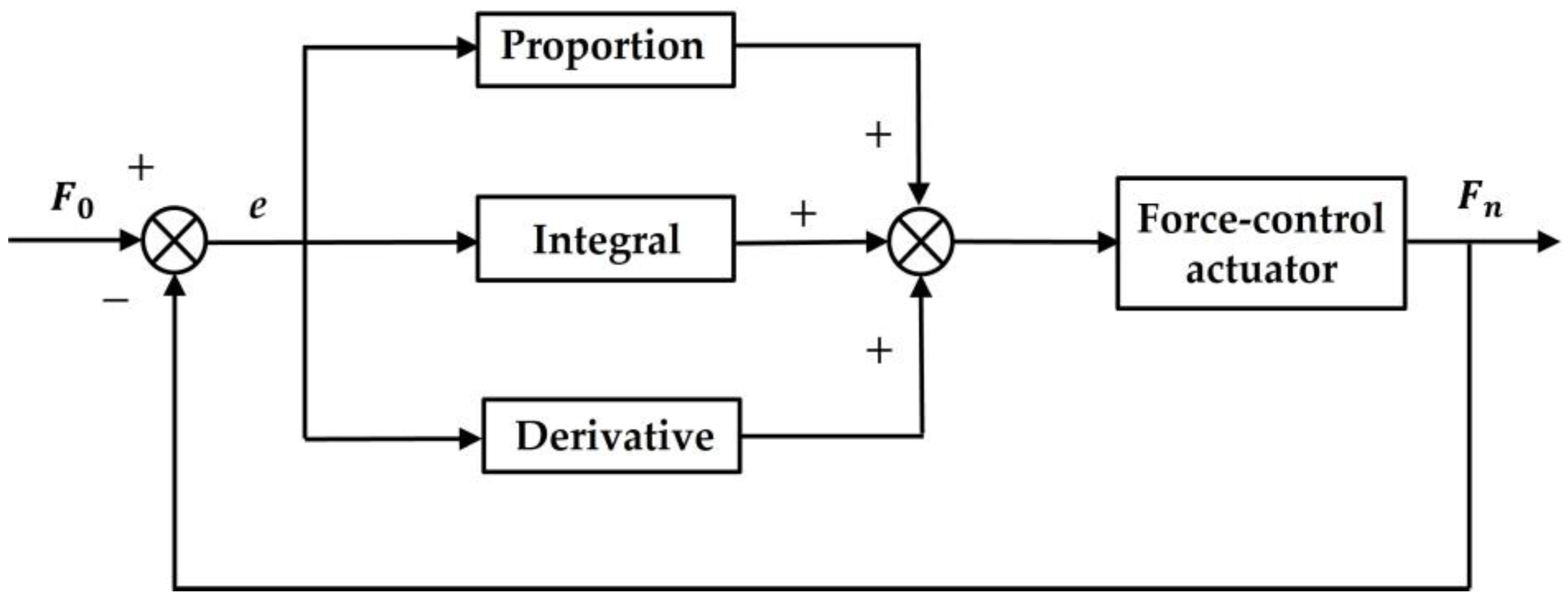
4.2.1. Force Control Principle of Force-Controlled Actuator
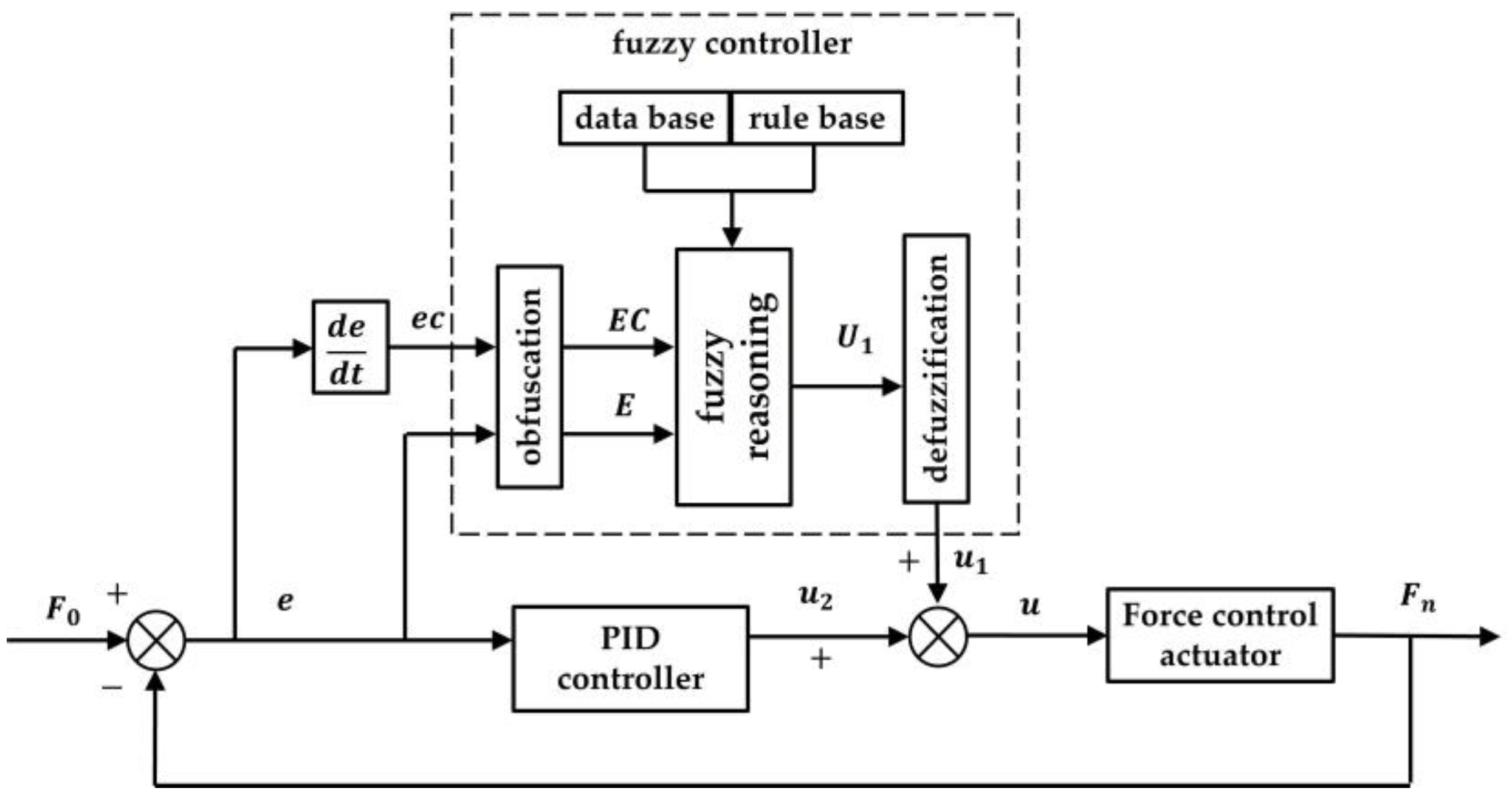
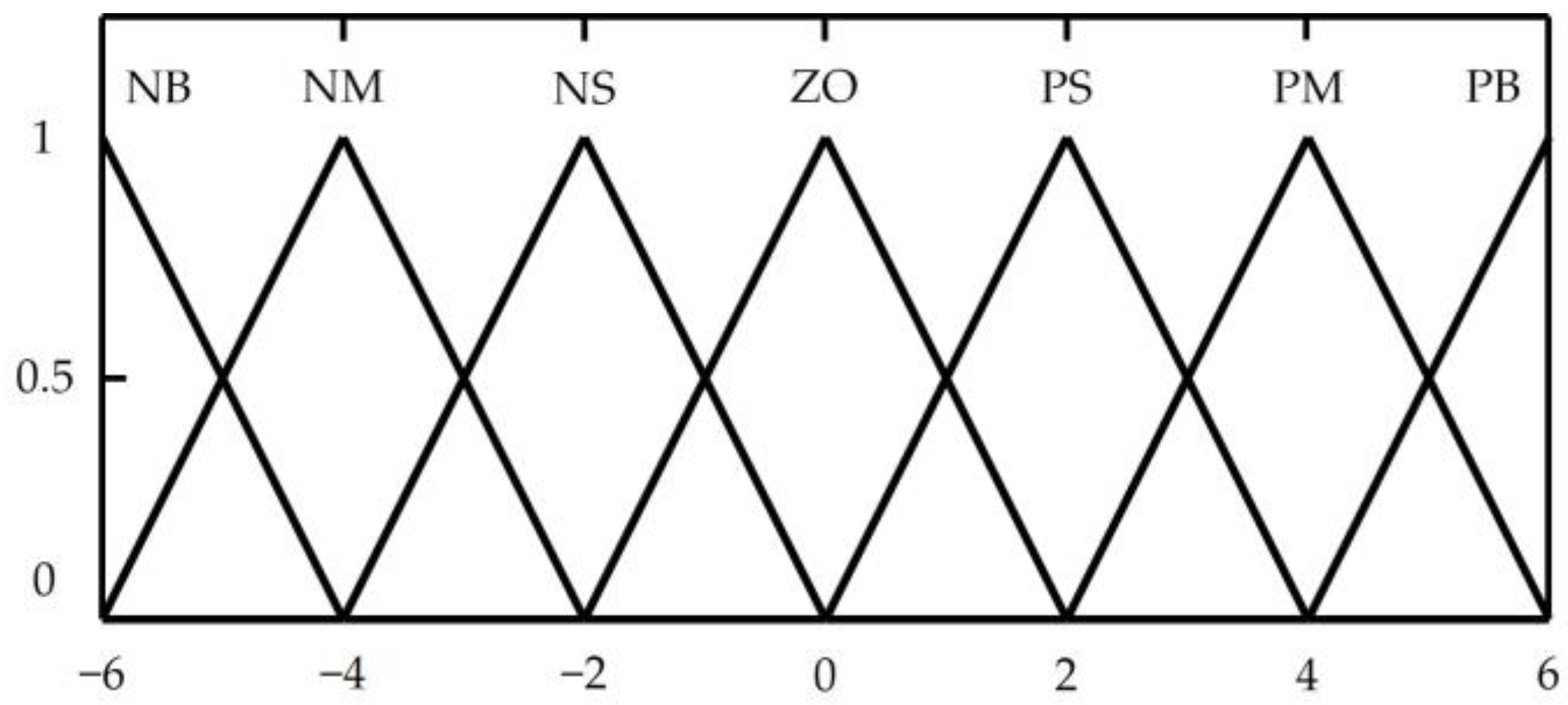
4.2.2. Controller Design
5. Experiment Verification
5.1. Experimental Settings
5.2. Results and Verification
6. Conclusions
- (1)
- The force-controlled actuator adopts a double-acting cylinder as the driving element and controls the output force by controlling the air pressure difference between the rodless chamber and the rod chamber of the cylinder. In this way, the small contact force can be controlled and the cylinder always works in the optimum pressure range. In addition, the mathematical model of the force-controlled actuator is established by theoretical analysis. The mathematical model is helpful to judge the stability of the system and the initial setting of the control algorithm parameters, so as to shorten the debugging time of the force-controlled actuator.
- (2)
- In order to eliminate the influence of the gravity of the polishing tool on the contact force control during the polishing process, a gravity compensation algorithm is proposed based on the RPY angle calculation method, so that the controller obtain accurate real-time contact force and improve the force control accuracy. In addition, considering some nonlinear factors in the operation of the force-controlled actuator, fuzzy PID control strategy is adopted which is suitable for nonlinear control system and has no steady-state error.
- (3)
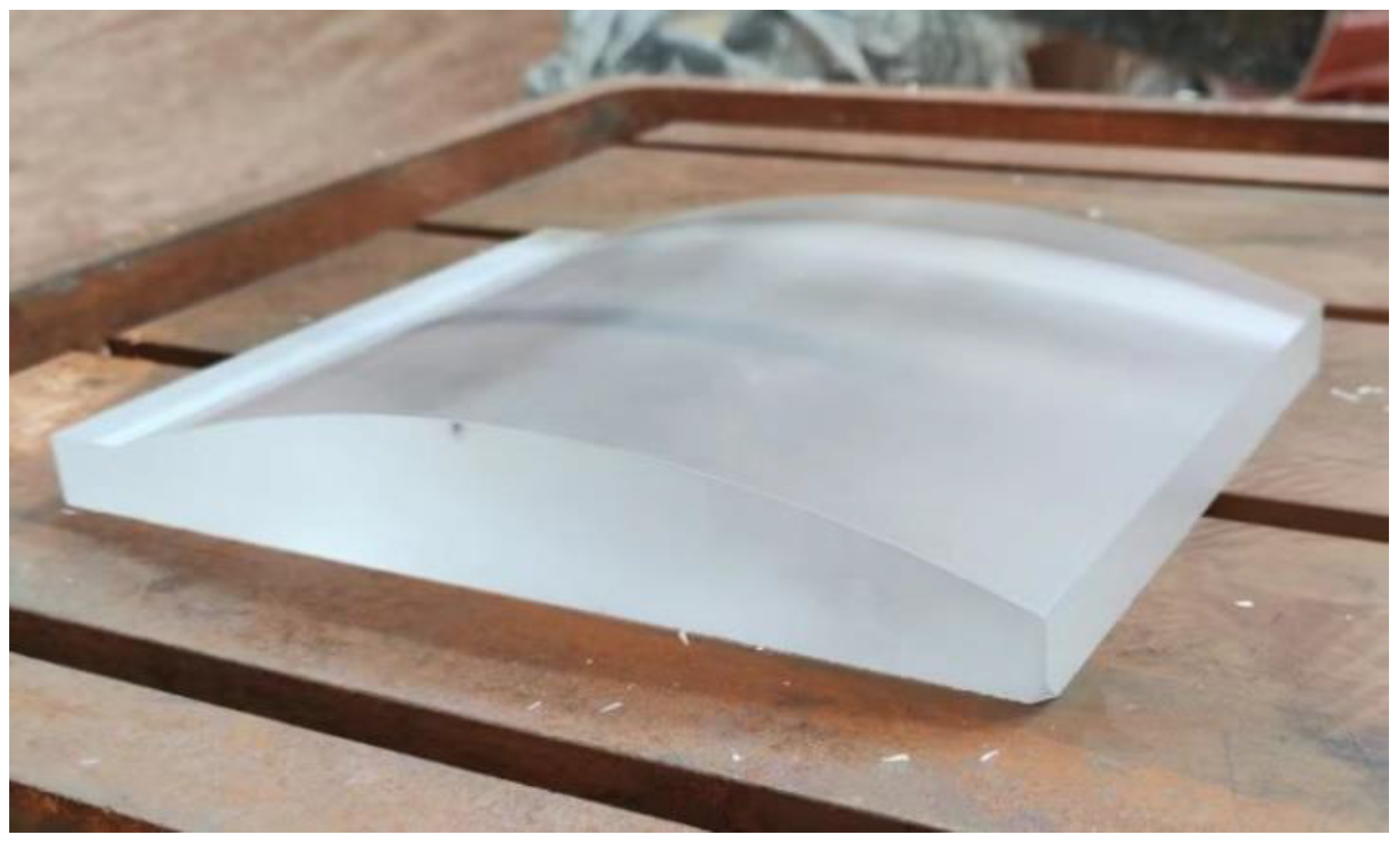
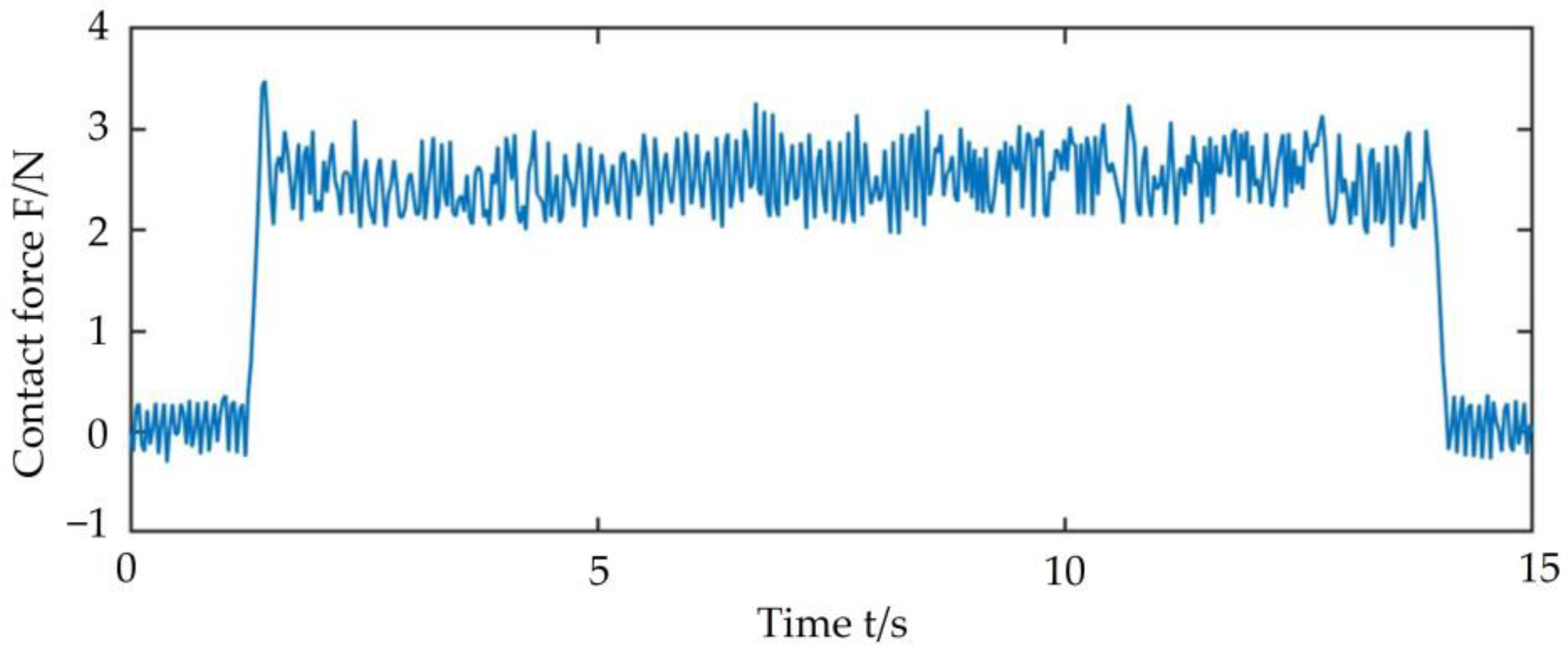
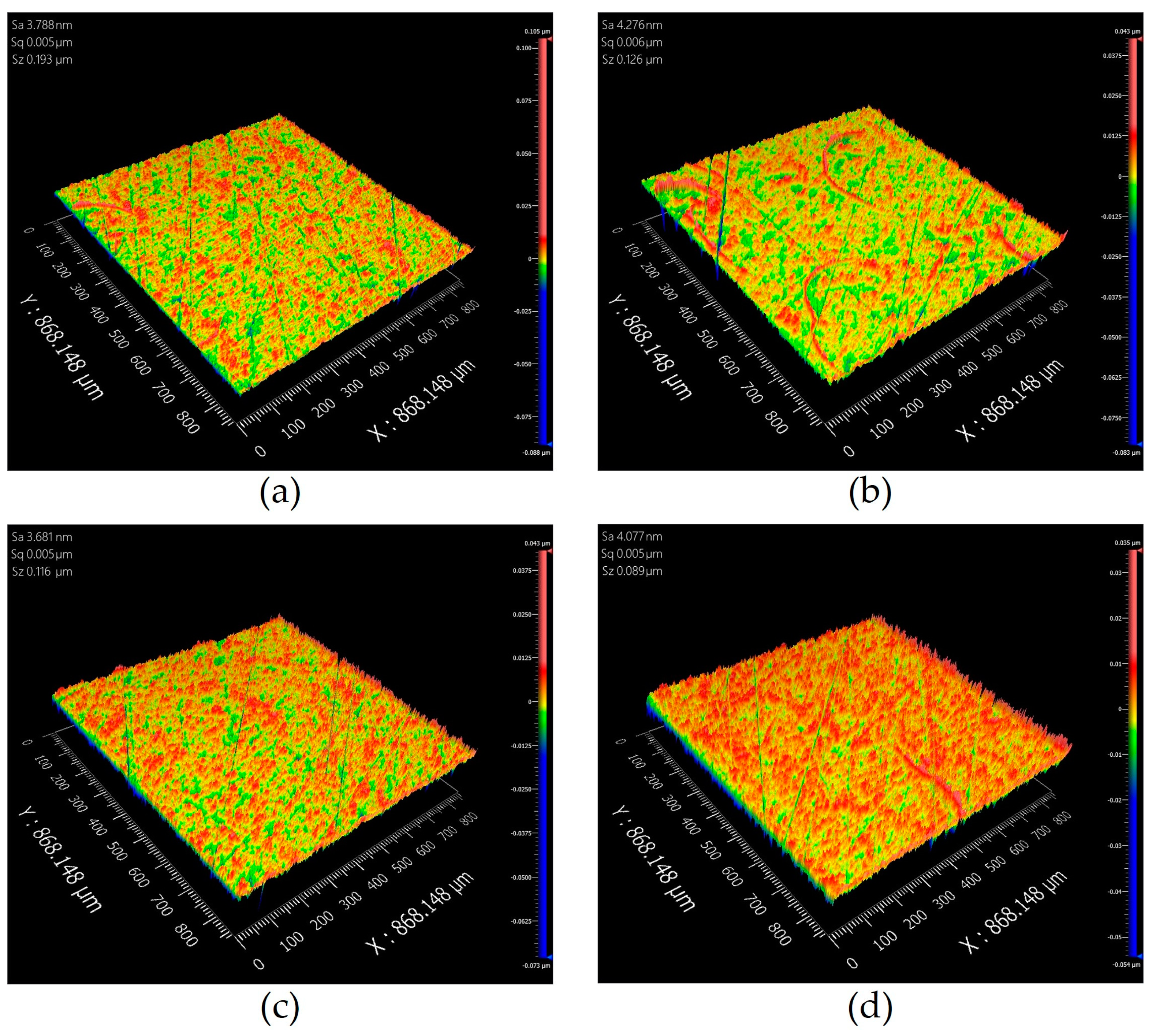
- The experimental results verify that the force-controlled actuator has high force control accuracy, and its force control accuracy range is ±0.5 N of the target value. In addition, the polished complex curved plexiglass part has good surface quality and optical properties, and the surface roughness is less than Ra 0.008 μm.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, X.K.; Wei, S.C.; Xu, B.S.; Chen, Y.; Yan, X.; Xia, H.H. Transparent Organic Materials of Aircraft Cockpit Canopies: Research Status and Development Trends. Mater. Res. Innov. 2015, 19, 199–206. [Google Scholar] [CrossRef]
- Guo, Q.; Wang, W.; Jiang, Y.; Sun, Y. 3D Surface Topography Prediction in the Five-Axis Milling of Plexiglas and Metal Using Cutters with Non-Uniform Helix and Pitch Angles Combining Runout. J. Mater. Process. Technol. 2023, 314, 117885. [Google Scholar] [CrossRef]
- Mohsin, I.; He, K.; Cai, J.; Chen, H.; Du, R. Robotic polishing with force controlled end effector and multi-step path planning. In Proceedings of the 2017 IEEE International Conference on Information and Automation (ICIA), Macao, China, 18–20 July 2017; pp. 344–348. [Google Scholar]
- Tsukada, T.; Ogawa, S.; Koto, K.; Kakinuma, Y. Development of sensorless force-control-based end-effector for automated robot polishing. In Proceedings of the International Symposium on Flexible Automation, Online, 8–9 July 2020. [Google Scholar]
- Sun, Y.; Jia, J.; Xu, J.; Chen, M.; Niu, J. Path, feedrate and trajectory planning for free-form surface machining: A state-of-the-art review. Chin. J. Aeronaut. 2022, 35, 12–29. [Google Scholar] [CrossRef]
- Li, Z.; Wang, H.; Zhao, H.; Ding, H. Force Impact Suppression of Contact Transition State in Robot Grinding and Polishing of Industrial Blades. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2022, 236, 7387–7397. [Google Scholar] [CrossRef]
- Rooks, B. Robots score at grinding and polishing. Ind. Robot Int. J. 1998, 25, 251–255. [Google Scholar] [CrossRef]
- Nagata, F.; Kusumoto, Y.; Fujimoto, Y.; Watanabe, K. Robotic Sanding System for New Designed Furniture with Free-Formed Surface. Robot. Comput. Manuf. 2007, 23, 371–379. [Google Scholar] [CrossRef]
- Ryuh, B.S.; Park, S.M.; Pennock, G.R. An Automatic Tool Changer and Integrated Software for a Robotic Die Polishing Station. Mech. Mach. Theory 2006, 41, 415–432. [Google Scholar] [CrossRef]
- Huang, T.; Li, C.; Wang, Z.; Sun, L.; Chen, G. Design of a flexible polishing force control flange. In Proceedings of the 2016 IEEE Workshop on Advanced Robotics and Its Social Impacts (ARSO), Shanghai, China, 8–10 July 2016; pp. 91–95. [Google Scholar]
- Yu, Z.; Lin, H.I. Development of Robotic Polishing/Fettling System on Ceramic Pots. Int. J. Adv. Robot. Syst. 2021, 18, 17298814211012851. [Google Scholar] [CrossRef]
- Domroes, F.; Krewet, C.; Kuhlenkoetter, B. Application and Analysis of Force Control Strategies to Deburring and Grinding. Mod. Mech. Eng. 2013, 3, 11–18. [Google Scholar] [CrossRef] [Green Version]
- Wei, Y.; Xu, Q. Design of a New Robot End-Effector Based on Compliant Constant-Force Mechanism. In Proceedings of the IEEE International Conference on Intelligent Robots and Systems, Prague, Czech Republic, 27 September–1 October 2021; Institute of Electrical and Electronics Engineers Inc.: Piscataway, NJ, USA, 2021; pp. 7601–7606. [Google Scholar]
- Mohammad, A.E.K.; Hong, J.; Wang, D. Design of a Force-Controlled End-Effector with Low-Inertia Effect for Robotic Polishing Using Macro-Mini Robot Approach. Robot. Comput. Manuf. 2018, 49, 54–65. [Google Scholar] [CrossRef]
- Liu, C.H.; Chen, C.C.A.; Huang, J.S. The Polishing of Molds and Dies Using a Compliance Tool Holder Mechanism. J. Mater. Process. Technol. 2005, 166, 230–236. [Google Scholar] [CrossRef]
- Huang, H.; Gong, Z.M.; Chen, X.Q.; Zhou, L. Robotic Grinding and Polishing for Turbine-Vane Overhaul. J. Mater. Process Technol. 2002, 127, 140–145. [Google Scholar] [CrossRef]
- Wei, Y.; Xu, Q. Design of a New Passive End-Effector Based on Constant-Force Mechanism for Robotic Polishing. Robot. Comput. Manuf. 2022, 74, 102278. [Google Scholar] [CrossRef]
- Zeng, G.; Hemami, A. An Overview of Robot Force Control. Robotica 1997, 15, 473–482. [Google Scholar] [CrossRef]
- Zhou, H.; Ma, S.; Wang, G.; Deng, Y.; Liu, Z. A Hybrid Control Strategy for Grinding and Polishing Robot Based on Adaptive Impedance Control. Adv. Mech. Eng. 2021, 13, 16878140211004034. [Google Scholar] [CrossRef]
- Singh, H.P.; Sukavanam, N. Stability Analysis of Robust Adaptive Hybrid Position/Force Controller for Robot Manipulators Using Neural Network with Uncertainties. Neural Comput. Appl. 2013, 22, 1745–1755. [Google Scholar] [CrossRef]
- Li, J.; Guan, Y.; Chen, H.; Wang, B.; Zhang, T.; Hong, J.; Wang, D. Real-Time Normal Contact Force Control for Robotic Surface Processing of Workpieces without a Priori Geometric Model. Int. J. Adv. Manuf. Technol. 2022, 119, 2537–2551. [Google Scholar] [CrossRef]
- Du, H.; Sun, Y.; Feng, D.; Xu, J. Automatic Robotic Polishing on Titanium Alloy Parts with Compliant Force/Position Control. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 229, 1180–1192. [Google Scholar]
- Xiao, C.; Wang, Q.; Zhou, X.; Xu, Z.; Lao, X.; Chen, Y. Hybrid Force/Position Control Strategy for Electromagnetic Based Robotic Polishing Systems. In Proceedings of the 2019 Chinese Control Conference, Guangzhou, China, 27–30 July 2019; IEEE: Piscataway, NJ, USA, 2019. [Google Scholar]
- Li, J.; Guan, Y.; Chen, H.; Wang, B.; Zhang, T.; Liu, X.; Hong, J.; Wang, D.; Zhang, H. A High-Bandwidth End-Effector with Active Force Control for Robotic Polishing. IEEE Access 2020, 8, 169122–169135. [Google Scholar] [CrossRef]
- Wu, X.; Huang, Z.; Wan, Y.; Liu, H.; Chen, X. A Novel Force-Controlled Spherical Polishing Tool Combined with Self-Rotation and Co-Rotation Motion. IEEE Access 2020, 8, 108191–108200. [Google Scholar] [CrossRef]
- Liu, X.; Zhang, T.; Li, J.; Guan, Y.; Liu, G. A novel end-effector for robotic compliant polishing. In Proceedings of the 2018 IEEE International Conference on Robotics and Biomimetics (ROBIO), Kuala Lumpur, Malaysia, 12–15 December 2018; pp. 1858–1863. [Google Scholar]
- He, B.; Chen, Y.; Ma, C.; Yu, M.; Lin, H. A Design of a Constant Force Control Platform based on Air Cylinder. In Proceedings of the 2018 IEEE International Conference on Information and Automation (ICIA), Wuyishan, China, 11–13 August 2018; pp. 1169–1173. [Google Scholar]
- Zhang, X.; Chen, H.; Yang, N.; Lin, H.; He, K. A Structure and Control Design of Constant Force Polishing End Actuator Based on Polishing Robot. In Proceedings of the 2017 IEEE International Conference on Information and Automation, Macau SAR, China, 18–20 July 2017; Institute of Electrical and Electronics Engineers Inc.: Piscataway, NJ, USA, 2017; pp. 764–768. [Google Scholar]
- Dai, S.; Li, S.; Ji, W.; Sun, Z.; Zhao, Y. Force Tracking Control of Grinding End Effector Based on Backstepping + PID. Ind. Robot. 2022, 49, 34–46. [Google Scholar] [CrossRef]
- Tressler, J.M.; Clement, T.; Kazerooni, H.; Lim, M. Dynamic Behavior of Pneumatic Systems for Lower Extremity Extenders. In Proceedings of the 2002 IEEE International Conference on Robotics and Automation, Washington, DC, USA, 11–15 May 2002. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Items | Brand and Model | Description |
|---|---|---|
| Force sensor | FIBOS, FA703 | Three axes force sensor; Range: 100 N in each axis |
| Tilt sensor | BWSENSING, VG320 | Range: pitch ± 90°, roll ± 180°, heading 360°; Resolution: 0.3° |
| Data acquisition card | ART Technology, USB3133A | 16 RSE/NRSE channel or 8 channel DIFF analog input; 2 channel analog synchronous output; 16 channel programmable I/O; 2 channel multi-function counter |
| Electrical Proportional Valve | SMC, ITV1050-311L | Set pressure range: 0.005–0.9 MPa |
| Cylinder | AIRTAC, MI12-30SCA | Stroke: 30 mm; output force range: rodless chamber 0–79.1 N, rod chamber 0–59.4 N |
| u | ec | |||||||
| NB | NM | NS | ZO | PS | PM | PB | ||
| e | NB | NB | NB | NM | NM | NS | NS | ZO |
| NM | NB | NM | NM | NS | NS | ZO | PS | |
| NS | NM | NM | NS | NS | ZO | PS | PS | |
| ZO | NM | NS | NS | ZO | PS | PS | PM | |
| PS | NS | NS | ZO | PS | PS | PM | PM | |
| PM | NS | ZO | PS | PS | PM | PM | PB | |
| PB | ZO | PS | PS | PM | PM | PB | PB | |
| Process | Abrasive Paper (#) | Cycle | Feed Rate (mm/min) | Spindle Speed (r/min) |
|---|---|---|---|---|
| 1 | 400 | 4 | 1200 | 3000 |
| 2 | 1000 | 2 | ||
| 3 | 3000 | 2 | ||
| 4 | Polishing liquid | 2 |
| Conditions | Values |
|---|---|
| 0.24, 50, 0.01, 1, 0.1, 0.05 | |
| Path interval | 10 mm |
| Tilt angle | 5° |
| Sample time | 30 ms |
| Abrasive material of sandpaper | SiC |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, X.; Sun, Y. Development of Pneumatic Force-Controlled Actuator for Automatic Robot Polishing Complex Curved Plexiglass Parts. Machines 2023, 11, 446. https://doi.org/10.3390/machines11040446
Zhang X, Sun Y. Development of Pneumatic Force-Controlled Actuator for Automatic Robot Polishing Complex Curved Plexiglass Parts. Machines. 2023; 11(4):446. https://doi.org/10.3390/machines11040446
Chicago/Turabian StyleZhang, Xinyu, and Yuwen Sun. 2023. "Development of Pneumatic Force-Controlled Actuator for Automatic Robot Polishing Complex Curved Plexiglass Parts" Machines 11, no. 4: 446. https://doi.org/10.3390/machines11040446