
Intelligent Insights for Manufacturing Inspections from Efficient Image Recognition †

Abstract
:1. Introduction
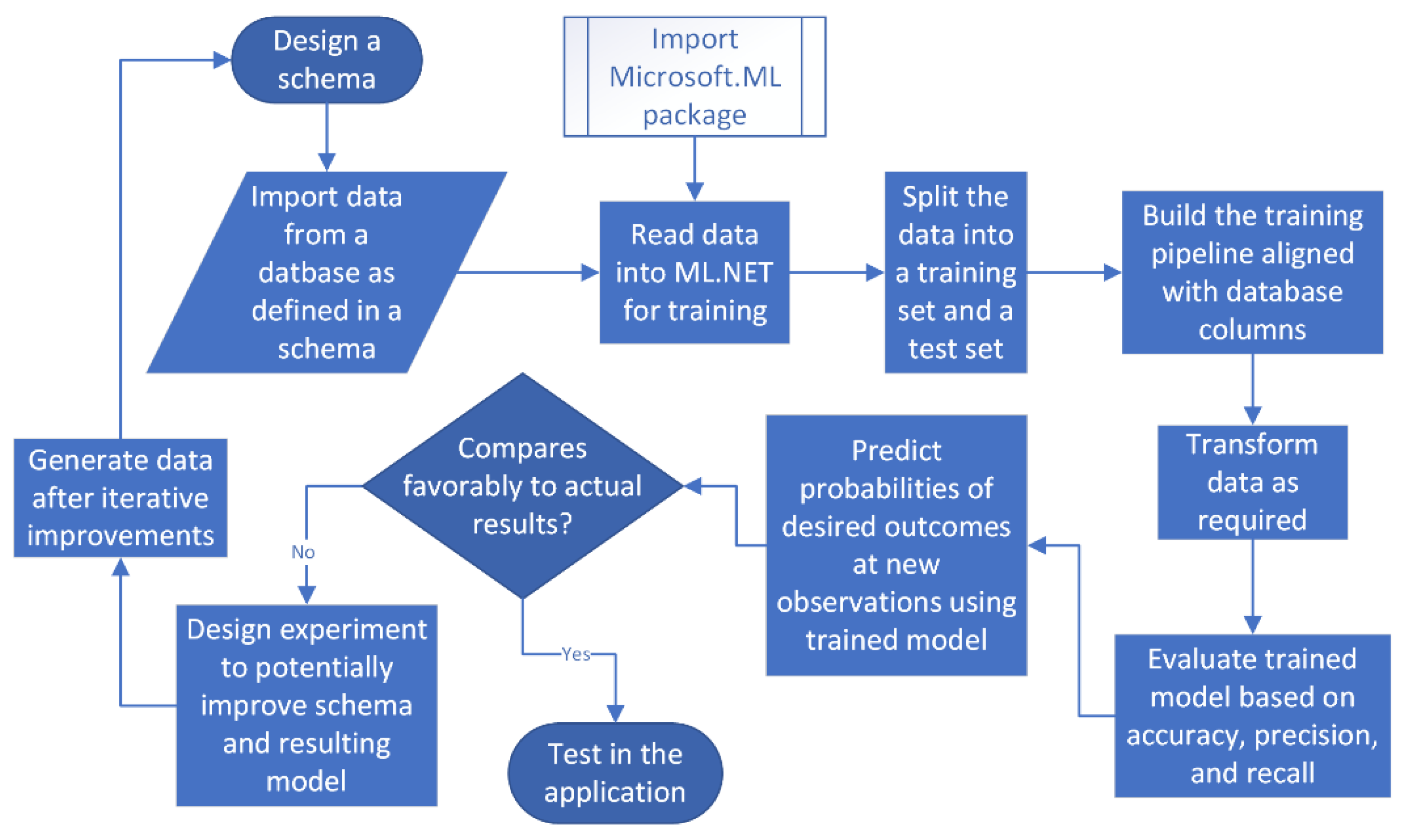
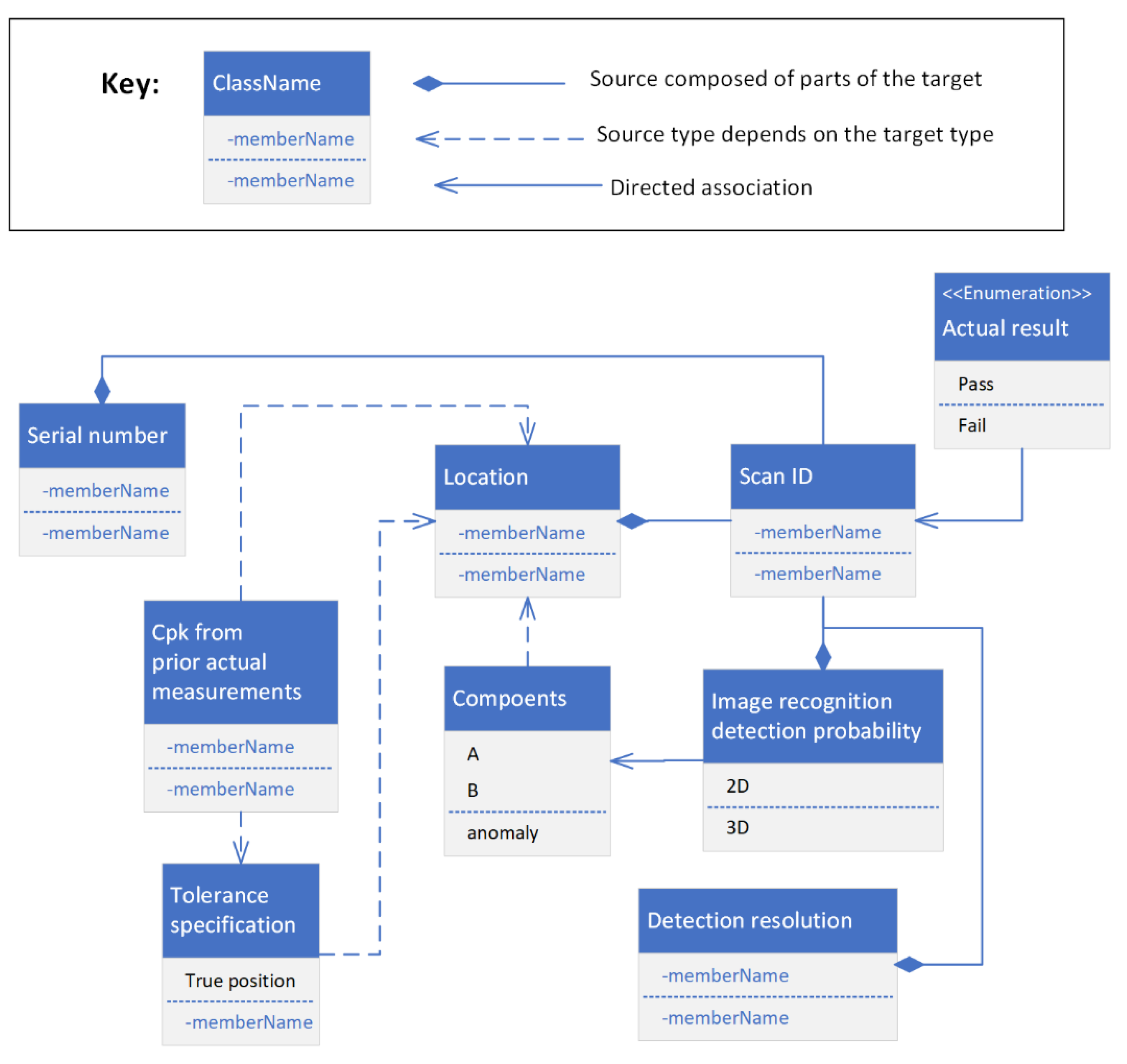
2. Materials and Methods
Schema Design for Assembly Inspection Data
3. Results
3.1. Baseline Test of Machine Learning Capabilities
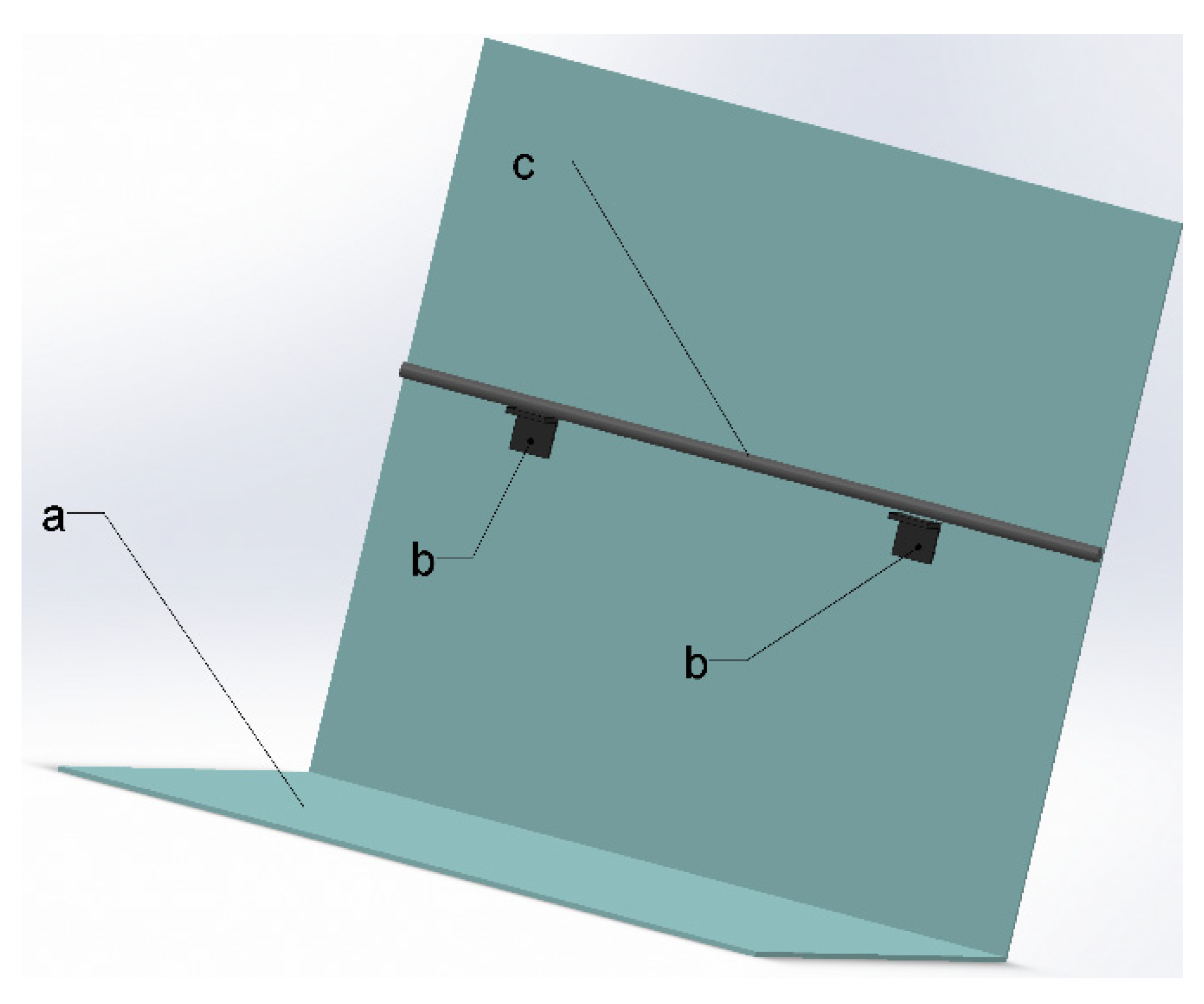
3.2. Case Study: Assembly of Cable Harnesses
3.3. Recommended Experimental Design for Assembly of Cable Harness Case Study
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- See, J.E.; Drury, C.G.; Speed, A.; Williams, A.; Khalandi, N. The role of visual inspection in the 21st century. In Proceedings of the Human Factors and Ergonomics Society Annual Meeting, Austin, TX, USA, 9–13 October 2017; Sage CA: Los Angeles, CA, USA; Volume 61, pp. 262–266. [Google Scholar]
- See, J.E. SAND2012-8590; Visual inspection: A review of the literature. Sandia Report, SAND2012-8590; Sandia National Laboratories: Albuquerque, NM, USA, 2012.
- Liao, H.-C.; Lim, Z.-Y.; Hu, Y.-X.; Tseng, H.-W. Guidelines of automated optical inspection (AOI) system development. In Proceedings of the 2018 IEEE 3rd International Conference on Signal and Image Processing (ICSIP), Shenzhen, China, 13–15 July 2018; pp. 362–366. [Google Scholar]
- Schlake, B.W.; Todorovic, S.; Edwards, J.R.; Hart, J.M.; Ahuja, N.; Barkan, C.P. Machine vision condition monitoring of heavy-axle load railcar structural underframe components. Proc. Inst. Mech. Eng. Part F J. Rail Rapid Transit 2010, 224, 499–511. [Google Scholar] [CrossRef] [Green Version]
- Kumar, A. Computer-vision-based fabric defect detection: A survey. IEEE Trans. Ind. Electron. 2008, 55, 348–363. [Google Scholar] [CrossRef]
- Ahmed, S. A review on using opportunities of augmented reality and virtual reality in construction project management. Organ. Technol. Manag. Constr. Int. J. 2018, 10, 1839–1852. [Google Scholar] [CrossRef] [Green Version]
- Aust, J.; Mitrovic, A.; Pons, D. Assessment of the Effect of Cleanliness on the Visual Inspection of Aircraft Engine Blades: An Eye Tracking Study. Sensors 2021, 21, 6135. [Google Scholar] [CrossRef] [PubMed]
- Duchowski, A.T. A breadth-first survey of eye-tracking applications. Behav. Res. Methods Instrum. Comput. 2002, 34, 455–470. [Google Scholar] [CrossRef]
- Pan, H.; Pang, Z.; Wang, Y.; Wang, Y.; Chen, L. A new image recognition and classification method combining transfer learning algorithm and mobilenet model for welding defects. IEEE Access 2020, 8, 119951–119960. [Google Scholar] [CrossRef]
- Akinci, B.; Boukamp, F.; Gordon, C.; Huber, D.; Lyons, C.; Park, K. A formalism for utilization of sensor systems and integrated project models for active construction quality control. Autom. Constr. 2006, 15, 124–138. [Google Scholar] [CrossRef] [Green Version]
- Hong, K.; Nagarajah, R.; Iovenitti, P.; Dunn, M. A sociotechnical approach to achieve zero defect manufacturing of complex manual assemblies. Hum. Factors Ergon. Manuf. Serv. Ind. 2007, 17, 137–148. [Google Scholar] [CrossRef]
- Galetto, M.; Verna, E.; Genta, G. Accurate estimation of prediction models for operator-induced defects in assembly manufacturing processes. Qual. Eng. 2020, 32, 595–613. [Google Scholar] [CrossRef]
- Benbarrad, T.; Salhaoui, M.; Kenitar, S.B.; Arioua, M. Intelligent machine vision model for defective product inspection based on machine learning. J. Sens. Actuator Netw. 2021, 10, 7. [Google Scholar] [CrossRef]
- Jaber, A.; Sattarpanah Karganroudi, S.; Meiabadi, M.S.; Aminzadeh, A.; Ibrahim, H.; Adda, M.; Taheri, H. On Smart Geometric Non-Destructive Evaluation: Inspection Methods, Overview, and Challenges. Materials 2022, 15, 7187. [Google Scholar] [CrossRef] [PubMed]
- Sahoo, S.; Lo, C.Y. Smart manufacturing powered by recent technological advancements: A review. J. Manuf. Syst. 2022, 64, 236–250. [Google Scholar] [CrossRef]
- Jarrahi, M.H. Artificial intelligence and the future of work: Human-AI symbiosis in organizational decision making. Bus. Horiz. 2018, 61, 577–586. [Google Scholar] [CrossRef]
- Pugna, A.; Negrea, R.; Miclea, S. Using Six Sigma methodology to improve the assembly process in an automotive company. Procedia-Soc. Behav. Sci. 2016, 221, 308–316. [Google Scholar] [CrossRef] [Green Version]
- Eddy, D.; Krishnamurty, S.; Grosse, I.; White, M.; Blanchette, D. A Defect Prevention Concept Using Artificial Intelligence. In International Design Engineering Technical Conferences and Computers and Information in Engineering Conference; American Society of Mechanical Engineers: New York, NY, USA, 2020; Volume 83983, p. V009T09A040. [Google Scholar]
- Letham, B.; Rudin, C.; McCormick, T.H.; Madigan, D. Interpretable classifiers using rules and Bayesian analysis: Building a better stroke prediction model. Ann. Appl. Stat. 2015, 9, 1350–1371. [Google Scholar] [CrossRef]
- Eddy, D.; White, M.; Blanchette, D. Learned Manufacturing Inspection Inferences from Image Recognition Capabilities. In Proceedings of the FAIM Conference; Detroit, MI, USA, 19–23 June 2022, LNME Springer: New York, NY, USA, 2022. [Google Scholar]
- Azangoo, M.; Blech, J.O.; Atmojo, U.D.; Vyatkin, V.; Dhakal, K.; Eriksson, M.; Lehtimäki, M.; Leinola, J.; Pietarila, P. Towards a 3d scanning/VR-based product inspection station. In Proceedings of the 2020 25th IEEE International Conference on Emerging Technologies and Factory Automation (ETFA), Vienna, Austria, 8–11 September 2020; Volume 1, pp. 1263–1266. [Google Scholar]
- Kane, S.K.; Avrahami, D.; Wobbrock, J.O.; Harrison, B.; Rea, A.D.; Philipose, M.; LaMarca, A. Bonfire: A nomadic system for hybrid laptop-tabletop interaction. In Proceedings of the 22nd Annual ACM Symposium on User Interface Software and Technology, Victoria, BC, Canada, 4 October 2009; pp. 129–138. [Google Scholar]
- Chaccour, K.; Badr, G. Computer vision guidance system for indoor navigation of visually impaired people. In Proceedings of the 2016 IEEE 8th International Conference on Intelligent Systems (IS), Sofia, Bulgaria, 4–6 September 2016; pp. 449–454. [Google Scholar]
- Yang, H.; Rudin, C.; Seltzer, M. Scalable Bayesian rule lists. In Proceedings of the International Conference on Machine Learning, Sydney, Australia, 6–11 August 2017; pp. 3921–3930. [Google Scholar]
- Angelino, E.; Larus-Stone, N.; Alabi, D.; Seltzer, M.; Rudin, C. Learning certifiably optimal rule lists for categorical data. arXiv preprint 2017, arXiv:1704.01701. [Google Scholar]
- Hu, X.; Rudin, C.; Seltzer, M. Optimal sparse decision trees. In Advances in Neural Information Processing Systems; Curran Associates, Inc.: Red Hook, NY, USA, 2019; Volume 32. [Google Scholar]
- Lin, J.; Zhong, C.; Hu, D.; Rudin, C.; Seltzer, M. Generalized and scalable optimal sparse decision trees. In Proceedings of the International Conference on Machine Learning, Virtual, 13–18 July 2020; Volume 119, pp. 6150–6160. [Google Scholar]
- Ahmed, Z.; Amizadeh, S.; Bilenko, M.; Carr, R.; Chin, W.S.; Dekel, Y.; Dupre, X.; Eksarevskiy, V.; Filipi, S.; Finley, T.; et al. Machine learning at Microsoft with ml. net. In Proceedings of the 25th ACM SIGKDD International Conference on Knowledge Discovery & Data Mining, Anchorage, AK, USA, 4–8 August 2019; pp. 2448–2458. [Google Scholar]
- Lee, Y.; Scolari, A.; Chun, B.-G.; Weimer, M.; Interlandi, M. From the Edge to the Cloud: Model Serving in ML. NET. IEEE Data Eng. Bull. 2018, 41, 46–53. [Google Scholar]
- MLContext Class for All ML.NET Operations. Available online: https://web.archive.org/web/20221230150427/https://learn.microsoft.com/en-us/dotnet/api/microsoft.ml.mlcontext?view=ml-dotnet&viewFallbackFrom=ml-dotnet* (accessed on 30 December 2022).
- Kumari, R.; Srivastava, S.K. Machine learning: A review on binary classification. Int. J. Comput. Appl. 2017, 160. [Google Scholar] [CrossRef]
- What Is Model Builder and How Does It Work? Available online: https://web.archive.org/web/20221213185459/https://learn.microsoft.com/en-us/dotnet/machine-learning/automate-training-with-model-builder (accessed on 30 December 2022).
- Jeffprosise-ML.NET / MLN-BinaryClassification/. Available online: http://web.archive.org/web/20221213185739/https://github.com/jeffprosise/ML.NET/tree/master/MLN-BinaryClassification (accessed on 13 December 2022).
- Yong-kang, J.; Yong, C.; Daquan, T. Design of an UAV simulation training and assessment system based on Unity3D. In Proceedings of the 2017 IEEE International Conference on Unmanned Systems (ICUS), Beijing, China, 27–29 October 2017; pp. 163–167. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Passenger Class | Sex | Age | Survived |
|---|---|---|---|
| 3 | male | 22 | 0 |
| 1 | female | 38 | 1 |
| 3 | female | 26 | 1 |
| 1 | female | 35 | 1 |
| 3 | male | 35 | 0 |
| 3 | male | 0 | |
| 1 | male | 54 | 0 |
| 3 | male | 2 | 0 |
| 3 | female | 27 | 1 |
| 2 | female | 14 | 1 |
| 3 | female | 4 | 1 |
| Item or FOD 2D Detectability Percentage | Observed Anomaly | 3D Point Cloud Bracket Detectability Percentage | 3D Point Cloud Cable Detectability Percentage | Measurement Uncertainty = std. dev. of Scan Measurement/Tolerance Range | Cpk | Able to Tell Whether Assembly Is In-Tolerance from Image Recognition? |
|---|---|---|---|---|---|---|
| 78 | False | 60 | 32 | 28 | 1.29 | True |
| 86 | False | 74 | 31 | 10 | 1.62 | True |
| 59 | False | 65 | 33 | 44 | 1.97 | True |
| 89 | False | 72 | 49 | 53 | 1.37 | True |
| 82 | True | 35 | 62 | 110 | 1.29 | False |
| 51 | False | 16 | 48 | 8 | 1.62 | True |
| 90 | False | 53 | 28 | 97 | 1.97 | True |
| 90 | False | 74 | 38 | 112 | 1.37 | False |
| 60 | True | 55 | 45 | 34 | 1.29 | False |
| 74 | False | 45 | 91 | 71 | 1.62 | True |
| 55 | False | 22 | 82 | 62 | 1.97 | True |
| 89 | False | 16 | 29 | 21 | 1.37 | False |
| 60 | False | 43 | 63 | 86 | 1.29 | True |
| 65 | False | 68 | 85 | 108 | 1.62 | True |
| 83 | False | 20 | 48 | 54 | 1.97 | True |
| 67 | True | 39 | 65 | 30 | 1.37 | True |
| 27 | True | 22 | 57 | 99 | 2.00 | 0.0% |
| 85 | False | 67 | 88 | 11 | 1.00 | 0.6% |
| 11 | True | 12 | 23 | 150 | 1.85 | 0.0% |
| Variable 1 | Variable 2 | Variable 3 | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Cpk | Bracket Deviation | Cable Deviation | Scan Measurement Resolution | 2D Detectability Percentage | 3D Detectability Percentage | Anomaly Present | Anomaly Detected | Confident of within Tolerance Specifications Based On Image Recognition (Yes or No)? | ||
| Bracket | Cable | Bracket | Cable | |||||||
| Low = 1.00 | 3 mm | 15 mm | Low | Low | Low | Low | Low | No | No | |
| Middle = 1.25 | 2.4 mm | 12 mm | Middle | High | High | High | High | No | No | |
| High = 1.50 | 2 mm | 10 mm | High | Middle | Middle | Middle | Middle | No | No | |
| Low = 1.00 | 3 mm | 15 mm | Middle | Middle | Middle | Middle | Middle | No | No | |
| Middle = 1.25 | 2.4 mm | 12 mm | High | Low | Low | Low | Low | No | No | |
| High = 1.50 | 2 mm | 10 mm | Low | High | High | High | High | No | No | |
| Low = 1.00 | 3 mm | 15 mm | High | High | High | High | High | No | No | |
| Middle = 1.25 | 2.4 mm | 12 mm | Low | Middle | Middle | Middle | Middle | No | No | |
| High = 1.50 | 2 mm | 10 mm | Middle | Low | Low | Low | Low | No | No | |
| Low = 1.00 | 3 mm | 15 mm | Low | Low | Low | Low | Low | Yes | ||
| Middle = 1.25 | 2.4 mm | 12 mm | Middle | High | High | High | High | Yes | ||
| High = 1.50 | 2 mm | 10 mm | High | Middle | Middle | Middle | Middle | Yes | ||
| Low = 1.00 | 3 mm | 15 mm | Middle | Middle | Middle | Middle | Middle | Yes | ||
| Middle = 1.25 | 2.4 mm | 12 mm | High | Low | Low | Low | Low | Yes | ||
| High = 1.50 | 2 mm | 10 mm | Low | High | High | High | High | Yes | ||
| Low = 1.00 | 3 mm | 15 mm | High | High | High | High | High | Yes | ||
| Middle = 1.25 | 2.4 mm | 12 mm | Low | Middle | Middle | Middle | Middle | Yes | ||
| High = 1.50 | 2 mm | 10 mm | Middle | Low | Low | Low | Low | Yes | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Eddy, D.; White, M.; Blanchette, D. Intelligent Insights for Manufacturing Inspections from Efficient Image Recognition. Machines 2023, 11, 45. https://doi.org/10.3390/machines11010045
Eddy D, White M, Blanchette D. Intelligent Insights for Manufacturing Inspections from Efficient Image Recognition. Machines. 2023; 11(1):45. https://doi.org/10.3390/machines11010045
Chicago/Turabian StyleEddy, Douglas, Michael White, and Damon Blanchette. 2023. "Intelligent Insights for Manufacturing Inspections from Efficient Image Recognition" Machines 11, no. 1: 45. https://doi.org/10.3390/machines11010045