
Correlation Stability Problem in Selecting Temperature-Sensitive Points of CNC Machine Tools

Abstract
:1. Introduction
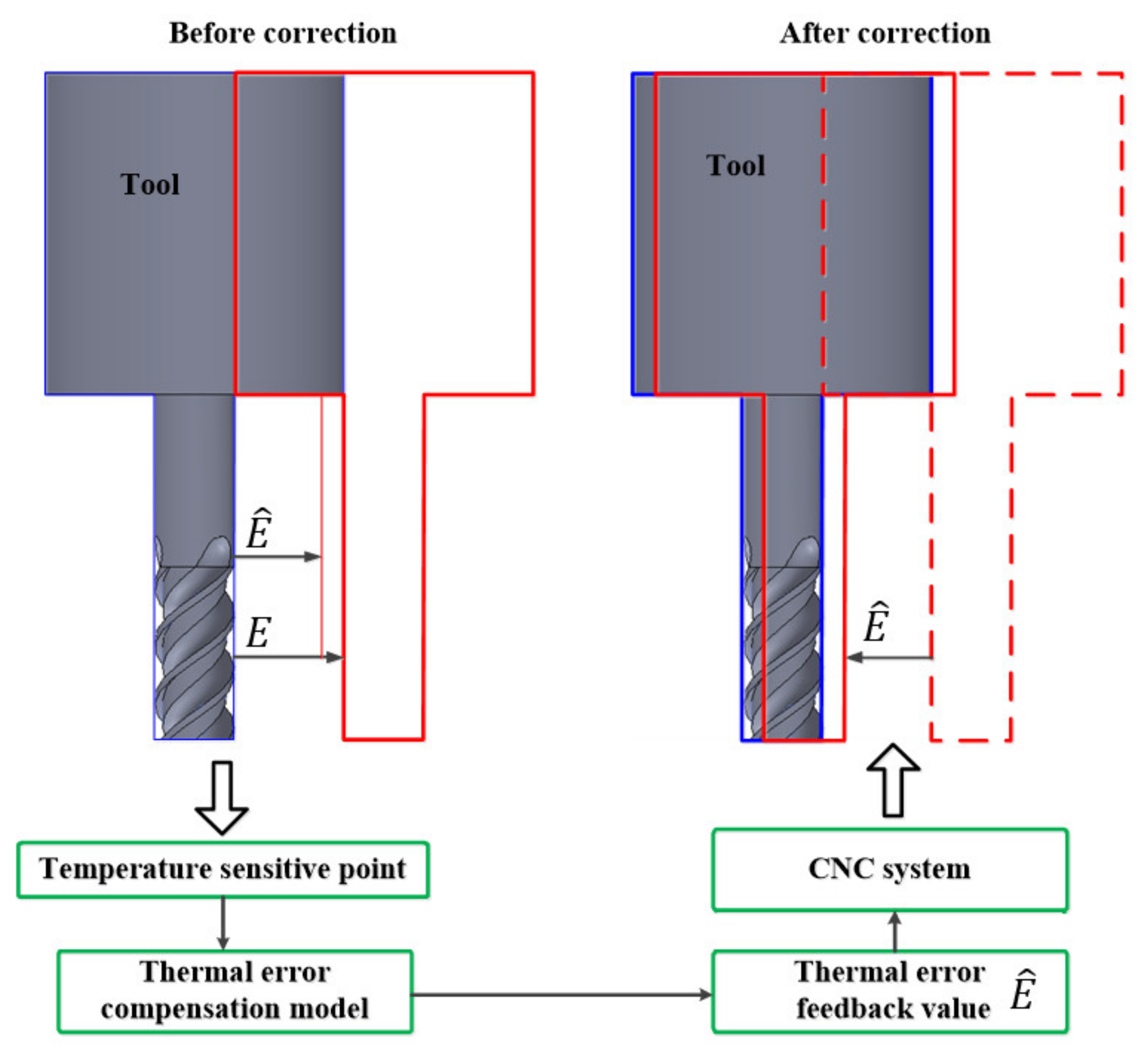
2. Principle of Thermal Error Compensation
3. Correlation-Stability Problem in TSP Selection
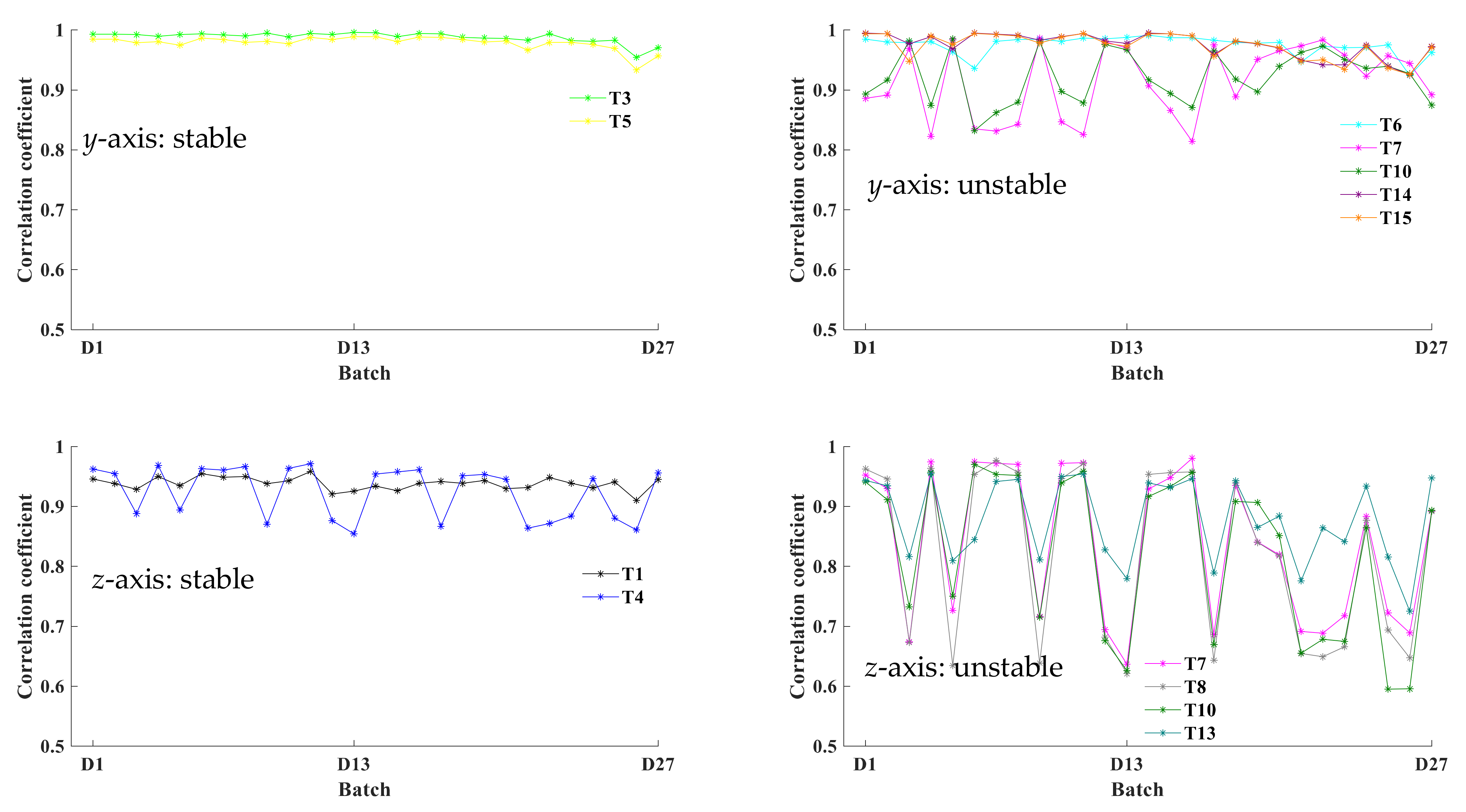
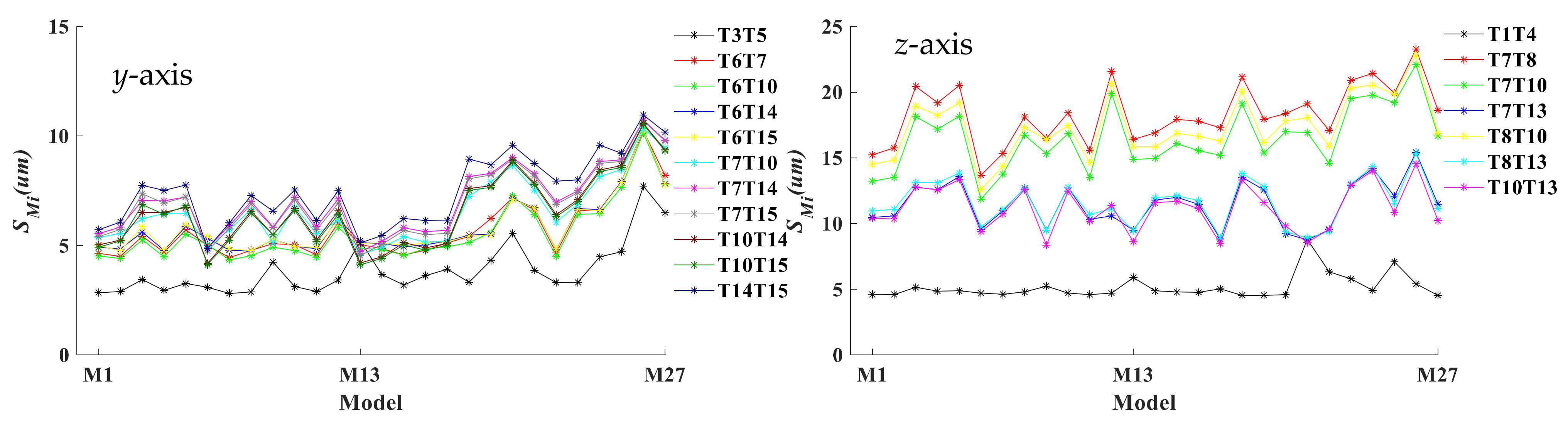
3.1. Analysis of Correlation Stability of TSPs
3.2. Uncertainty-Correlation Coefficient
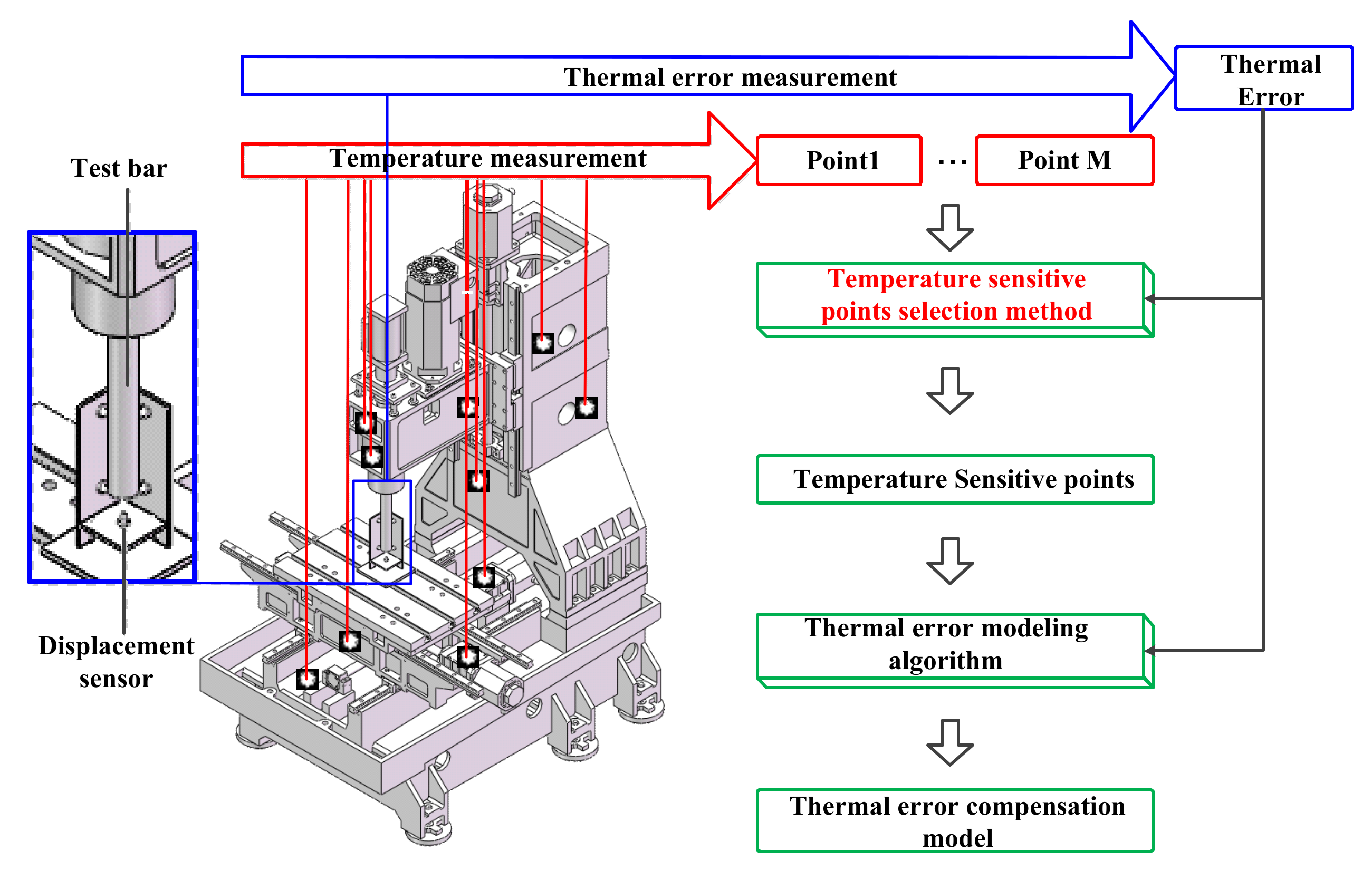
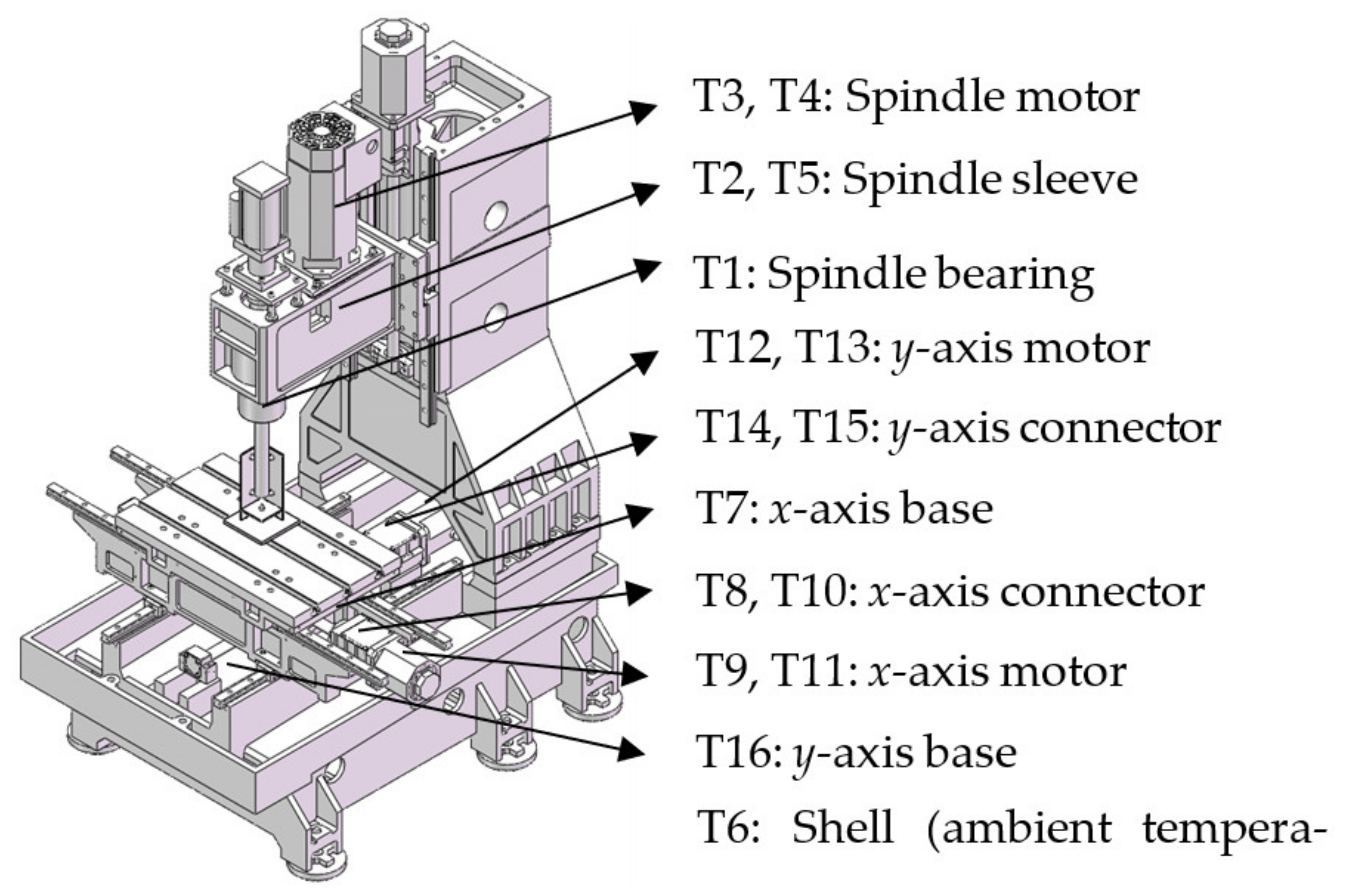
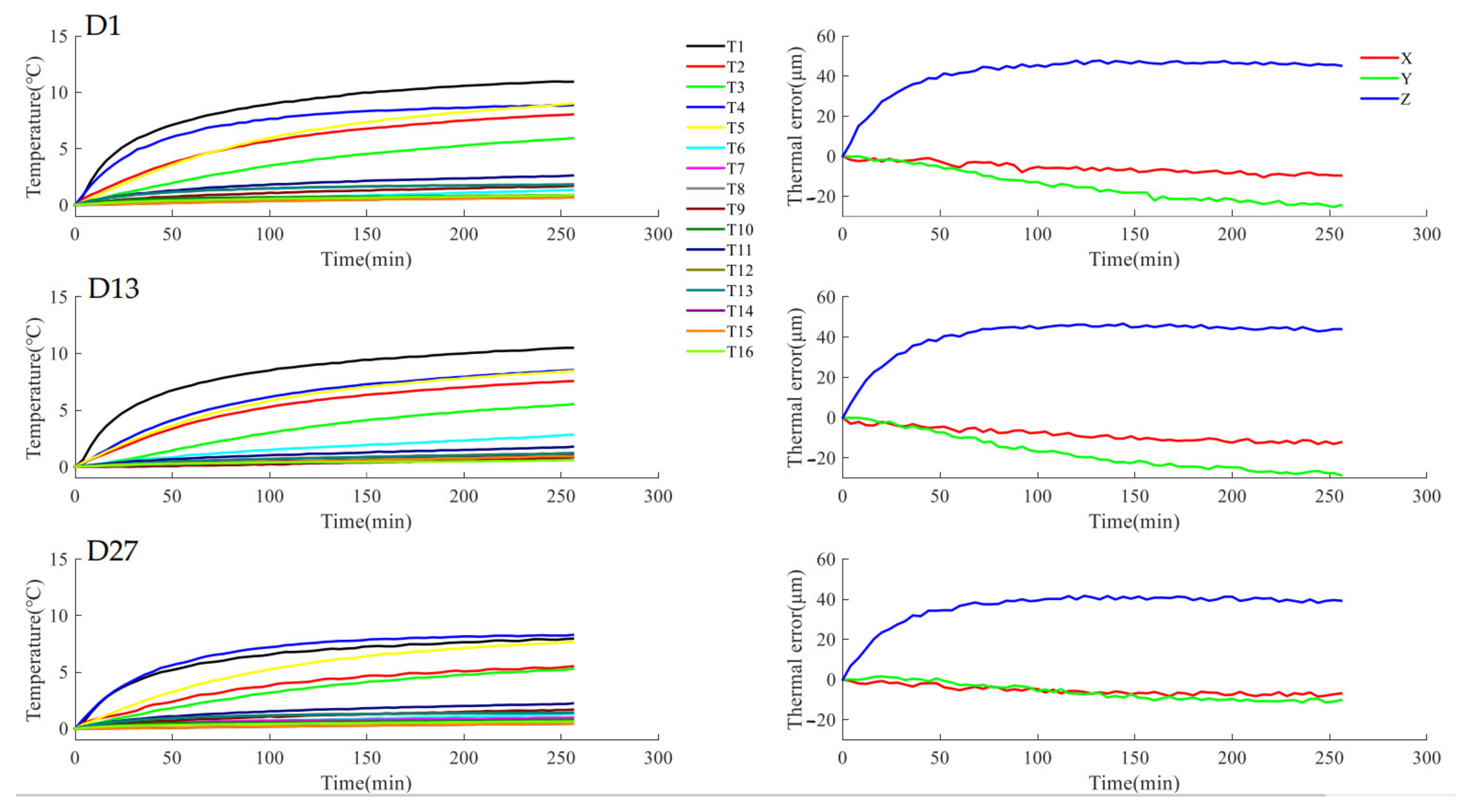
4. Thermal-Error-Measurement Experiment
- (1)
- Move the test bar to a position that the displacement sensor can sense, refer to this position as the initial position, and record the values of all displacement sensors and temperature sensors. The displacement measurement values in the three axes of x, y, and z are referred to as . The 16 initial temperature-point-measurement values are referred to as .
- (2)
- The spindle of the machine tool is controlled to idly run, and the workbench moves along the rectangular track at the same time.
- (3)
- Every 4 min, stop spindle rotation and control the worktable to move to the initial position, and record the values of all displacement sensors and temperature sensors. The displacement measurement values in the three axes of x, y, and z are referred to as , respectively. The 16 initial temperature-point-measurement values are referred to as . Repeat Step (3) until the end of the measurement. The represents the number of repetitions of Step (3).
- (4)
- Take the change in the displacement sensor and temperature sensor as the measurement result, as shown in (11).
5. Analysis of TSP Selection Result
5.1. Analysis of Correlation Stability of TSPs
- (1)
- Choose a TSP combination and establish the thermal-error-compensation models in the y-axis and z-axis, respectively. The models established by experiments D1~D27 are referred to as M1~M27. The modeling algorithm is the ridge regression algorithm; the ridge parameter was obtained by the previous study [20].
- (2)
- Choose a model and bring the TSPs data of one experiment into the model to obtain the thermal-error-predicted value. Then calculate the root-mean-squared error (RMSE) by (12) to measure the prediction accuracy. The bigger the RMSE, the worse the prediction accuracy [37].
- (3)
- For each model, use the average RMSE of all batches of experiment data to evaluate the model accuracy. The calculation method is shown in (13).
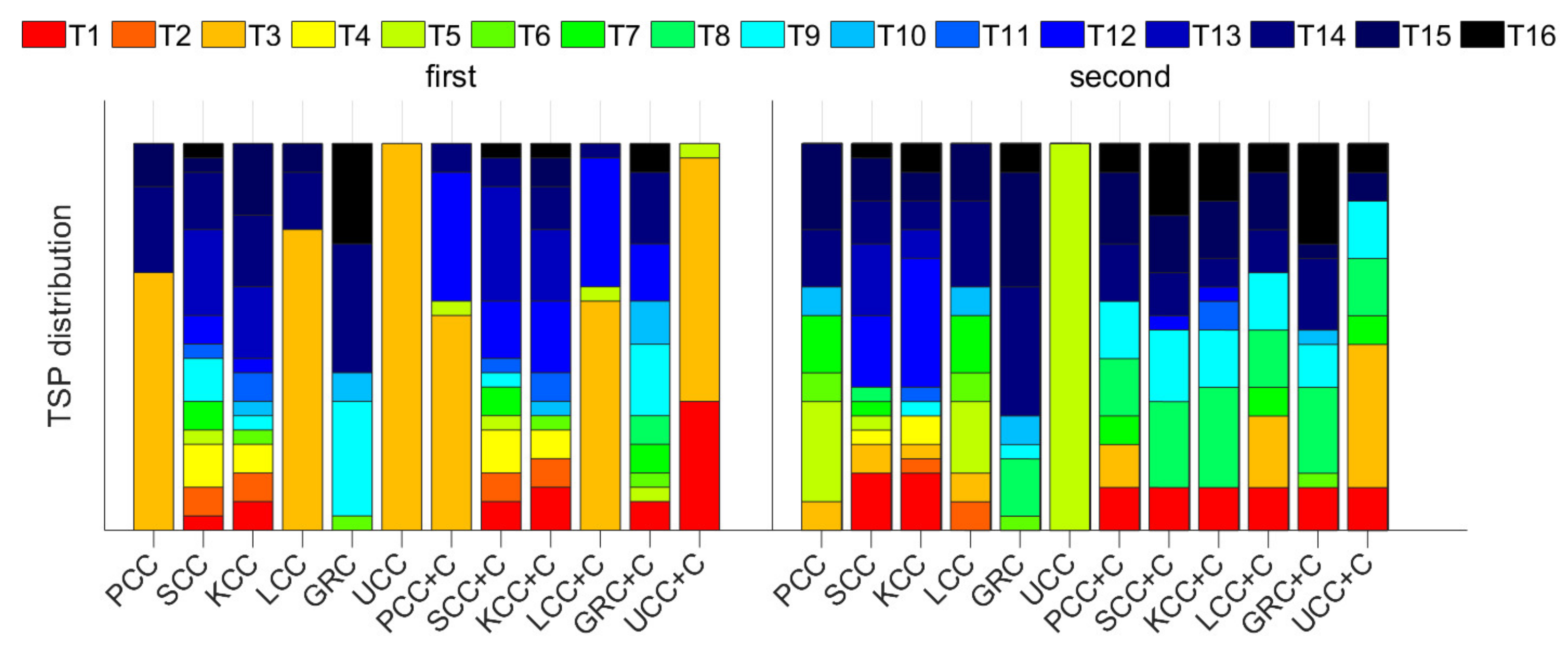
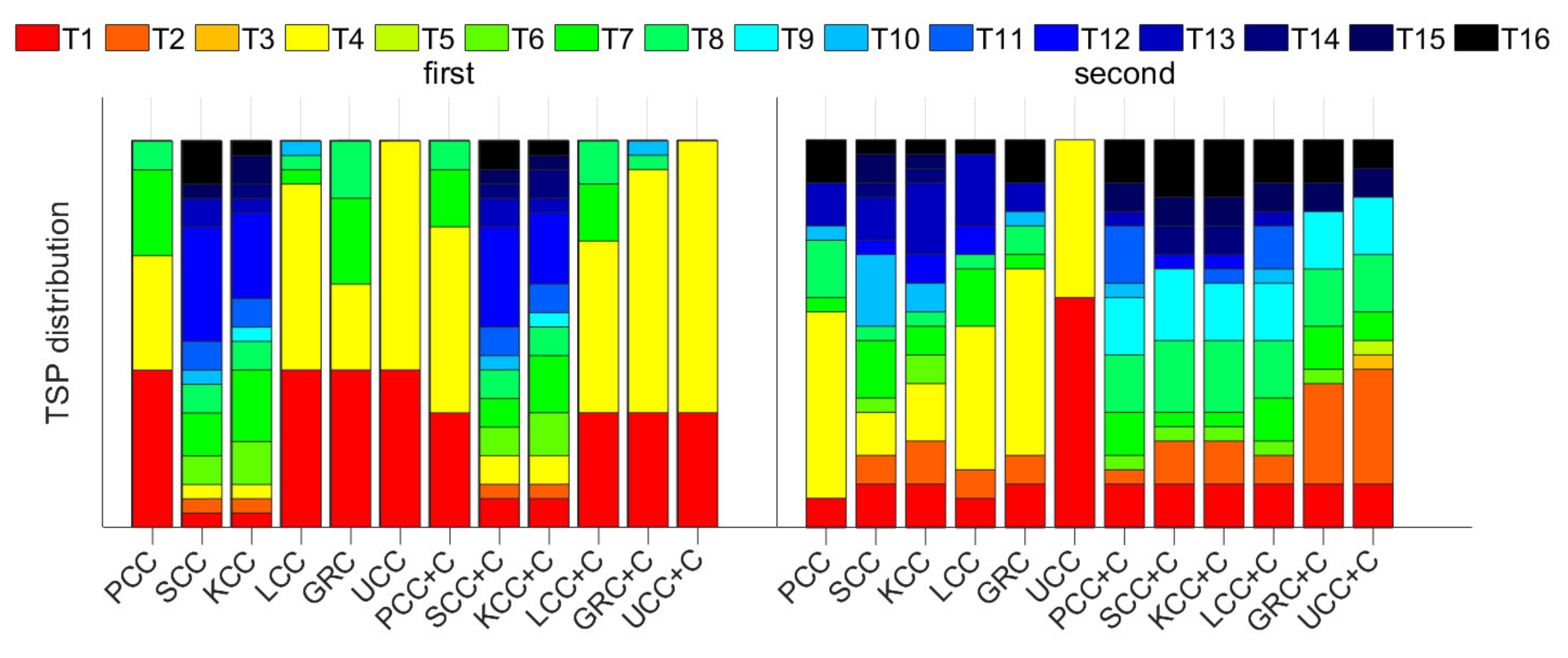
5.2. TSP Selection Result Based on Uncertainty-Correlation Coefficient
- (1)
- Directly select the two with the highest correlation with the thermal error as TSPs.
- (2)
- Based on the fuzzy clustering algorithm [8], the temperature points are divided into two groups; then, from each group, the one with the highest correlation with the thermal error is selected as the TSP.
- (1)
- Build the thermal-error-compensation model according to the measurement data of D1~D27, referred to as M1~M27, respectively. The modeling algorithm is ridge regression.
- (2)
- Calculate the of each model according to (12) and (13), and then calculate the average of all models to measure the accuracy of the TSP selection method, as shown in (14).
6. Discussion
- (1)
- The spindle motor generates a large amount of heat and is close to the tool, contributing the most to the thermal error. The heat source of other temperature points is the feed motor. Compared to the spindle motor, the speed is lower, the heat generation is less, and the contribution to the thermal error is also small. If the effective information of these temperature points is less than the interference, it will cause a decrease in prediction accuracy. Therefore, abandoning these temperature points has little effect on the model, and it even helps to improve the accuracy.
- (2)
- The heat will be conducted in the machine-tool structure, leading to the correlation between the temperature points of different parts of the machine tool. Therefore, the temperature-measurement data of the spindle include temperature information on other heat sources.
- (1)
- For the TSPs selected by the UCC-C method, the model coefficient of the temperature point near the spindle is much larger than the other one (close to 0). This means that, for the y-axis, one TSP can also provide sufficient temperature information for thermal error prediction.
- (2)
- Collinearity between TSPs will cause the model prediction accuracy to decrease. Collinearity refers to the correlation between TSPs. High collinearity can easily cause overfitting of the model [38] and a decrease in prediction accuracy. The purpose of ridge-regression modeling in this study was to suppress collinearity. Ridge regression relies on the ridge parameter. If the ridge parameter is too big, it will cause the model coefficient to tend to 0 and lose accuracy. If the ridge parameter is too small, collinearity cannot be suppressed. The UCC-C will cluster first, and TSPs with low collinearity are preferred. Therefore, for the modeling algorithm, the influence of collinearity is easier to suppress. Otherwise, the ridge parameter in this paper depends on a large amount of previous experimental experience [20], but this is not ideal, so it is normal that the effect of the UCC-C is better than the UCC. If the ridge parameter is optimized for these data, a model with a higher UCC than UCC-C may be found. However, the accuracy difference between the two algorithms is too small, and this optimization is unnecessary.
7. Conclusions
- (1)
- This article studied the temperature-sensitive points (TSPs) selection method of the thermal-error-compensation model. The principle is to select temperature points with high correlation with the thermal error. Through long-term experiments, the correlation between some temperature measurement points and thermal error may be unstable and will change with the change in the temperature conditions of the machine tool. Therefore, widely used methods may not be able to select the TSPs that have a stable high correlation with the thermal error. Unstable TSPs will introduce a large amount of interference into the thermal-error-compensation model, thus greatly reducing the long-term prediction accuracy of thermal errors.
- (2)
- This article proposed the uncertainty-calculation method of the correlation coefficient to measure the stability of the correlation. Additionally, we proposed the uncertainty-correlation coefficient algorithm. This algorithm combines the correlation coefficient and its uncertainty. It is proportional to the correlation coefficient and inversely proportional to the uncertainty. Therefore, when applied to the selection of TSPs, if a temperature point shows a temporary high correlation with the thermal error, it will be eliminated due to high uncertainty. Therefore, this method will prioritize selecting TSPs that can maintain a long-term stable correlation with the thermal error. According to the long-term prediction accuracy of the thermal error, the uncertainty-correlation coefficient has obvious advantages over the existing TSP-selection methods.
- (3)
- The uncertainty-correlation coefficient is an improvement over the traditional correlation coefficient. The main improvement lies in the uncertainty calculation of the correlation coefficient, which can evaluate the stability of the correlation. Therefore, it can also provide some references when encountering other problems similar to the selection of TSPs of machine tools. The characteristic of the problem is to make decisions based on the correlation between multiple variables, and the stability of the correlation is an issue that cannot be ignored. For example, in medical testing, it is necessary to calculate the correlation of paired data (data measured by the same object on different instruments) for clinical diagnosis. Uncertainty can measure the impact of errors in the data and provides some auxiliary information for decision-makers [39].
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bryan, J.B. International Status of Thermal Error Research. CIRP Ann. 1990, 39, 645–656. [Google Scholar]
- Aronson, R.B. War against thermal expansion. Manuf. Eng. 1996, 116, 45–50. [Google Scholar]
- Yun, W.S.; Kim, S.K.; Cho, D.W. Thermal error analysis for a CNC lathe feed drive system. Int. J. Mach. Tools Manuf. 1999, 39, 1087–1101. [Google Scholar]
- Jiang, H.; Fan, K.G.; Yang, J.G. An improved method for thermally induced positioning errors measurement, modeling, and compensation. Int. J. Adv. Manuf. Technol. 2014, 75, 1279–1289. [Google Scholar]
- Wang, W.; Yang, J.G.; Yao, X.D.; Fan, K.G.; Li, Z.H. Synthesis Modeling and Real-time Compensation of Geometric Error and Thermal Error for CNC Machine Tools. J. Mech. Eng. 2012, 48, 165–170. [Google Scholar] [CrossRef]
- Nie, X.J. Spindle Thermal Analysis of CNC Milling Machine. Adv. Mater. Res. 2013, 765–767, 88–91. [Google Scholar]
- Wang, W.S.; Guan, P.; Yu, T.B. Thermal-Mechanical Analysis of Hybrid Spindle System Based on FEM. Adv. Mater. Res. 2012, 565, 644–649. [Google Scholar] [CrossRef]
- Wei, X.; Gao, F.; Li, Y.; Zhang, D.Y. Study on optimal independent variables for the thermal error compensation model of CNC machine tools. Int. J. Adv. Manuf. Technol. 2018, 98, 657–669. [Google Scholar] [CrossRef]
- Liu, P.; Yao, X.; Ge, G.; Du, Z.C.; Feng, X.B.; Yang, J.G. A Dynamic Linearization Modeling of Thermally Induced Error Based on Data-Driven Control for CNC Machine Tools. Int. J. Precis. Eng. Manuf. 2021, 22, 241–258. [Google Scholar]
- Xiang, S.; Lu, H.; Yang, J. Thermal error prediction method for spindles in machine tools based on a hybrid model. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 229, 130–140. [Google Scholar]
- ISO 230-3; Test Code for Machine Tools—Part 3: Determination of Thermal Effects. ISO: Geneva, Switzerland, 2007.
- Reddy, T.N.; Shanmugaraj, V.; Vinod, P.; Krishna, S.G. Real-time Thermal Error Compensation Strategy for Precision Machine tools. Mater. Today Proc. 2020, 22, 2386–2396. [Google Scholar] [CrossRef]
- Mareš, M.; Horejš, O.; Havlík, L. Thermal error compensation of a 5-axis machine tool using indigenous temperature sensors and CNC integrated Python code validated with a machined test piece. Precis. Eng. 2020, 66, 21–30. [Google Scholar] [CrossRef]
- Huang, Z.; Liu, Y.C.; Du, L.; Yang, H. Thermal error analysis, modeling and compensation of five-axis machine tools. J. Mech. Sci. Technol. 2020, 34, 4295–4305. [Google Scholar] [CrossRef]
- Tan, B.; Mao, X.Y.; Liu, H.Q.; Li, B.; He, S.P.; Peng, F.Y.; Yin, L. A thermal error compensation model for large machine tools that considers environmental thermal hysteresis effects. Int. J. Mach. Tools Manuf. 2014, 82–83, 11–20. [Google Scholar] [CrossRef]
- Li, Y.; Shi, H.X.; Ji, S.J.; Liang, F.S. Thermal Positioning Error Modeling of Servo Axis Based on Empirical Modeling Method. Micromachines 2021, 12, 201. [Google Scholar] [CrossRef]
- Li, Y.; Zhao, J.; Ji, S.J. Thermal positioning error modeling of machine tools using a bat algorithm-based back propagation neural network. Int. J. Adv. Manuf. Technol. 2018, 97, 2575–2586. [Google Scholar] [CrossRef]
- Ma, C.; Zhao, L.; Mei, X.S.; Shi, H.; Yang, J. Thermal error compensation of high-speed spindle system based on a modified BP neural network. Int. J. Adv. Manuf. Technol. 2017, 89, 3071–3085. [Google Scholar] [CrossRef]
- Liu, Y.C.; Li, K.Y.; Tsai, Y.C. Spindle Thermal Error Prediction Based on LSTM Deep Learning for a CNC Machine Tool. Appl. Sci. 2021, 11, 5444. [Google Scholar] [CrossRef]
- Liu, H.; Miao, E.; Wei, X.; Zhuang, X. Robustness Modeling Method for Thermal Error of CNC Machine Tools Based on Ridge Regression Algorithm. Int. J. Mach. Tools Manuf. 2017, 113, 35–48. [Google Scholar] [CrossRef]
- Lo, C.H.; Yuan, J.; Ni, J. Optimal temperature variable selection by grouping approach for thermal error compensation modeling and compensation. Int. J. Mach. Tools Manuf. 1999, 39, 1383–1396. [Google Scholar] [CrossRef]
- Wold, S.; Ruhe, A.; Wold, H.; Dunn, W.J. The collinearity problem in linear Regression. The partial least squares (PLS) approach to generalized inverses. Siam J. Sci. Stat. Comput. 1984, 5, 735–743. [Google Scholar] [CrossRef] [Green Version]
- Abdulshahed, A.M.; Longstaff, A.P.; Fletcher, S. Thermal error compensation modelling of machine tools based on ANFIS with fuzzy c-means clustering using a thermal imaging camera. Appl. Math. Model. 2015, 39, 1837–1852. [Google Scholar] [CrossRef]
- Miao, E.M.; Gong, Y.Y.; Dang, L.C.; Miao, J.C. Temperature-sensitive point selection of thermal error compensation model of CNC machining center. Int. J. Adv. Manuf. Technol. 2014, 74, 681–691. [Google Scholar]
- Li, Z.Y.; Li, G.L.; Xu, K.; Tang, X.D.; Dong, X. Temperature-sensitive point selection and thermal error compensation modeling of spindle based on synthetical temperature information. Int. J. Adv. Manuf. Technol. 2021, 113, 1–15. [Google Scholar] [CrossRef]
- Fu, G.; Tao, C.; Xie, Y.; Lu, C.; Gao, H. Temperature-sensitive point selection for thermal error compensation modeling of machine tool spindle by considering heat source regions. Int. J. Adv. Manuf. Technol. 2021, 112, 2447–2460. [Google Scholar] [CrossRef]
- Zhang, T.; Ye, W.; Shan, Y. Application of sliced inverse regression with fuzzy clustering for thermal error compensation modeling of CNC machine tool. Int. J. Adv. Manuf. Technol. 2016, 85, 2761–2771. [Google Scholar] [CrossRef]
- Yin, Q.; Tan, F.; Chen, H.; Yin, G. Spindle thermal error compensation modeling based on selective ensemble BP neural networks. Int. J. Adv. Manuf. Technol. 2019, 101, 1699–1713. [Google Scholar] [CrossRef]
- Niven, E.B.; Deutsch, C.V. Calculating a robust correlation coefficient and quantifying its uncertainty. Comput. Geosci. 2012, 40, 1–9. [Google Scholar] [CrossRef]
- Sedgwick, P. Spearman’s rank correlation coefficient. BMJ 2014, 349, g7327. [Google Scholar] [CrossRef] [Green Version]
- Josífko, M. The characteristic function of the Kendall’s rank correlation coefficient. Asopis Pro. Pěstování Mat. 1958, 83, 56–59. [Google Scholar] [CrossRef]
- Yang, L.; Zhao, W.; Lan, S.; Ni, J.; Wu, W.; Lu, B. A review on spindle thermal error compensation in machine tools. Int. J. Mach. Tools Manuf. 2015, 95, 20–38. [Google Scholar]
- Hey, J.; Teo, C.S.; Tan, J.L. Sensor Selection Method to Accurately Model the Thermal Error in a Spindle Motor. IEEE Trans. Ind. Inform. 2017, 14, 2925–2931. [Google Scholar] [CrossRef]
- Tu, L.F.; Yi, C.Y.; Zhong, R.L.; Cao, Z.A. Testing of Positioning Accuracy and Repeated Positioning Accuracy of CNC Machine Tool Based on Grating. Mach. Electron. 2012, 4, 32–34. [Google Scholar]
- ISO/IEC GUIDE 98-3; Unertainty of Measurement—Part 3: Guide to the Expression of Uncertainty in Measurement. ISO: Geneva, Switzerland, 2008.
- Miao, E.M.; Liu, Y.; Liu, H.; Gao, Z.; Li, W. Study on the effects of changes in temperature-sensitive points on thermal error compensation model for CNC machine tool. Int. J. Mach. Tools Manuf. 2015, 97, 50–59. [Google Scholar] [CrossRef]
- Bonett, D.G. Robust confidence interval for a residual standard deviation. J. Appl. Stat. 2005, 32, 1089–1094. [Google Scholar] [CrossRef]
- Hoerl, A.E.; Kennard, R.W. Ridge regression: Biased estimation for nonorthogonal problems. Technometrics 1970, 42, 80–86. [Google Scholar] [CrossRef]
- Aslam, M. Clinical Laboratory Medicine Measurements Correlation Analysis under Uncertainty. Ann. Clin. Biochem. 2021, 58, 377–383. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| D1 | D2 | D3 | D4 | D5 | D6 | D7 | D8 | D9 |
|---|---|---|---|---|---|---|---|---|
| 5 | 9 | 10 | 9 | 9 | 6 | 4 | 3 | 4 |
| D10 | D11 | D12 | D13 | D14 | D15 | D16 | D17 | D18 |
| 7 | 10 | 13 | 15 | 14 | 20 | 21 | 21 | 23 |
| D19 | D20 | D21 | D22 | D23 | D24 | D25 | D26 | D27 |
| 28 | 29 | 27 | 24 | 23 | 25 | 27 | 32 | 33 |
| D1 | D2 | D3 | D4 | D5 | D6 | D7 |
|---|---|---|---|---|---|---|
| 14, 15/4, 8 | 14, 15/4, 8 | 3, 10/1, 4 | 3, 15/4, 7 | 3, 10/1, 4 | 14, 15/7, 10 | 14, 15/7, 8 |
| D8 | D9 | D10 | D11 | D12 | D13 | D14 |
| 14, 15/4, 7 | 3, 7/1, 4 | 3, 14/4, 7 | 3, 14/7, 8 | 3, 6/1, 4 | 3, 5/1, 4 | 3, 14/4, 8 |
| D15 | D16 | D17 | D18 | D19 | D20 | D21 |
| 14, 15/4, 8 | 3, 14/4, 7 | 3, 5/1, 4 | 3, 5/4, 8 | 3, 5/1, 4 | 3, 5/1, 4 | 3, 7/1, 4 |
| D22 | D23 | D24 | D25 | D26 | D27 | |
| 3, 7/1, 4 | 3, 5/1, 4 | 3, 5/4, 13 | 3, 6/1, 4 | 3, 7/1, 4 | 14, 15/4, 13 |
| Stable TSPs | Unstable TSPs | |
|---|---|---|
| y-axis | T3, T5 | T6, T7 T6, T10 T6, T14 T6, T15 T7, T10 T7, T14 T7, T15 T10, T14 T10, T15 T14, T15 |
| z-axis | T1, T4 | T7, T8 T7, T10 T7, T13 T8, T10 T8, T13 T10, T13 |
| Method | Abbreviate | Method | Abbreviate |
|---|---|---|---|
| Pearson correlation coefficient | PCC | Pearson correlation coefficient + Cluster | PCC + C |
| Spearman correlation coefficient | SCC | Spearman correlation coefficient + Cluster | SCC + C |
| Kendall correlation coefficient | KCC | Kendall correlation coefficient + Cluster | KCC + C |
| Loot correlation coefficient | LCC | Loot correlation coefficient + Cluster | LCC + C |
| Grey relational coefficient | GRC | Grey relational coefficient + Cluster | GRC + C |
| Uncertainty correlation coefficient | UCC | Uncertainty correlation coefficient + Cluster | UCC + C |
| Method | Method | ||||
|---|---|---|---|---|---|
| y-axis | z-axis | y-axis | z-axis | ||
| PCC | 4.41 | 6.60 | PCC + C | 4.38 | 7.66 |
| SCC | 5.01 | 11.97 | SCC + C | 5.43 | 11.99 |
| KCC | 5.04 | 11.72 | KCC + C | 5.39 | 12.23 |
| LCC | 4.00 | 6.55 | LCC + C | 4.08 | 7.77 |
| GRC | 6.92 | 6.08 | GRC + C | 6.08 | 6.16 |
| UCC | 3.60 | 5.19 | UCC + C | 3.58 | 5.80 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, H.; Miao, E.; Zhang, L.; Tang, D.; Hou, Y. Correlation Stability Problem in Selecting Temperature-Sensitive Points of CNC Machine Tools. Machines 2022, 10, 132. https://doi.org/10.3390/machines10020132
Liu H, Miao E, Zhang L, Tang D, Hou Y. Correlation Stability Problem in Selecting Temperature-Sensitive Points of CNC Machine Tools. Machines. 2022; 10(2):132. https://doi.org/10.3390/machines10020132
Chicago/Turabian StyleLiu, Hui, Enming Miao, Liyin Zhang, Dafeng Tang, and Yinlong Hou. 2022. "Correlation Stability Problem in Selecting Temperature-Sensitive Points of CNC Machine Tools" Machines 10, no. 2: 132. https://doi.org/10.3390/machines10020132