
Digital Twin-Based Analysis and Optimization for Design and Planning of Production Lines
 , and
, and
Abstract
:1. Introduction
2. Literature Review of Digital Twin
- Automatic model creation with predefined configurational and functional units.
- Reflection of production site information on the model via convergence with the information and communication technologies (ICT) and information synchronization.
- Advanced processing using an optimization algorithm or plan generation based on horizontal coordination with engineering applications.
- Repeated derivation of indicators for dynamic prediction and diagnosis, reflecting various situations.
Technological Evolution Level of A Digital Twin
3. Digital Twin-Based Analysis and Optimization System for Design and Planning
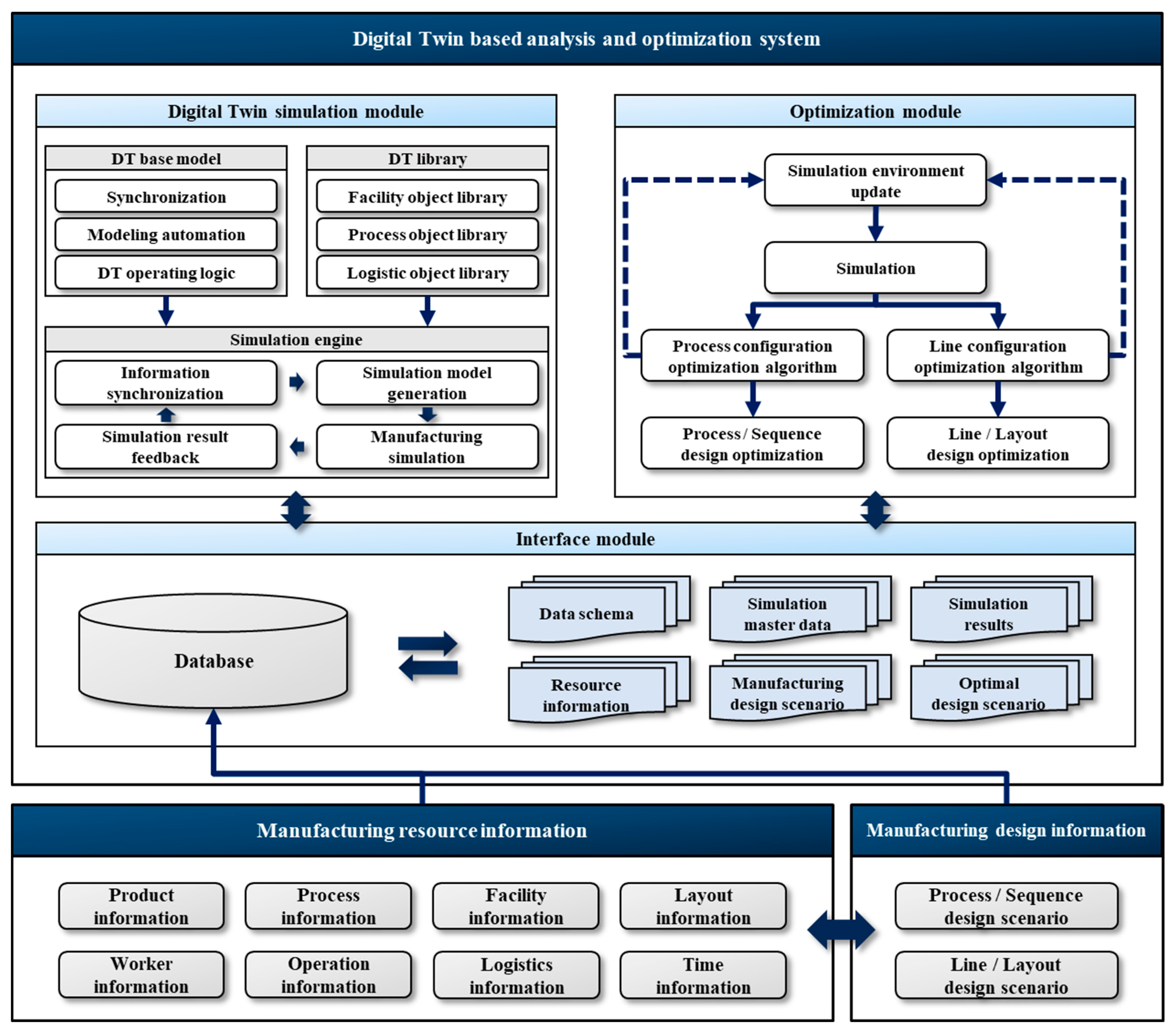
3.1. Framework of the Digital Twin-Based Analysis and Optimization System
- Interface module: This module contains a database that stores the design scenario and manufacturing resource information transmitted from the information layer. The data are transmitted to the DT simulation and optimization modules, simulation result data are stored and operated, and design optimization result data are stored.
- DT simulation module: This module forms the core component of the proposed DT-based system and includes (1) a DT library that generates simulation models by objectifying facilities, processes, and operational logic and (2) a DT base model that automatically creates, synchronizes, and utilizes DT models. The simulation engine enables the visualization of DT simulations generated by the DT library and DT base model and utilizes the results from the simulation. The designed processes and lines can be analyzed, verified, and further utilized for optimization.
- Optimization module: This module includes two types of algorithms: (1) one for optimizing the process, work configuration, and sequence, and (2) another for optimizing the line configuration and layout design. The simulation results obtained by the DT simulation module are inputted into the optimization module to execute the algorithms and derive optimal results.
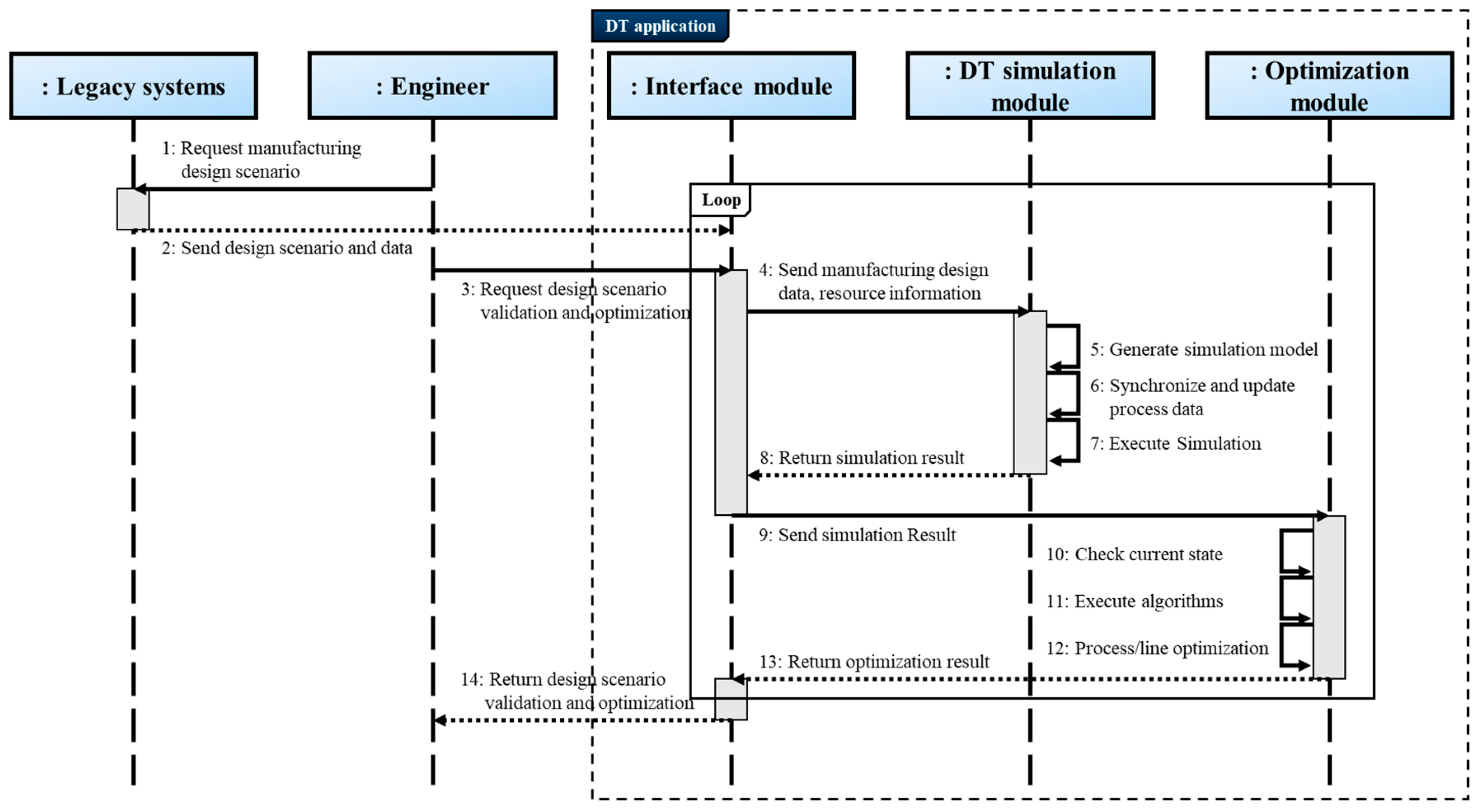
3.2. Digital Twin Application
3.3. Digital Twin-Based Optimization
3.3.1. Heuristic-Based Optimization Algorithms for the Process and Sequence
| Algorithm 1: Heuristic-based optimization algorithm DT-based multi-objective genetic algorithm |
| Input: work number, work time |
| Output: objective function value (V) |
| Initialization: set {parameters} {number of initial populations (ninit), number of child populations (nchild), number of termination iteration (it), constraints (Con), max cycle time (CTmax), mutation rate (Rm)} |
| Body: |
| loop until i < it |
| if i = 1 then |
| for n = 1 to ninit do |
| generate population P(n) by considering Con and CTmax |
| execute the DT simulation and derive V of P(n) |
| end for |
| i = i + 1 |
| goto loop |
| else if i = 2 then |
| for n = 1 to nchild do |
| select parents P |
| generate child C(n) form the selected parents with crossover and Rm |
| execute the DT simulation and derive V of C(n) |
| end for |
| i = i + 1 |
| goto loop |
| else |
| for n = 1 to nchild do |
| P = P ∩ C |
| implement fast non-dominated sorting crowding distance method on P |
| select parents P |
| generate child C(n) form the selected parents with crossover and Rm |
| execute the DT simulation and derive V of C(n) |
| end for |
| i = i + 1 |
| goto loop |
| end if |
| end loop |
3.3.2. Reinforcement Learning-Based Optimization Algorithm for the Line and Layout
| Algorithm 2: RL-based optimization algorithm DT-based Q-learning algorithm |
| Input: workstation assignment state (S), policy, action (A) Output: Q-value (Q), objective function value (R) Initialization: set {parameters} {number of episode (EP), index of ending rule (E), learning rate (), discount factor ()} and initialize Q-table |
| Body: |
| EP = 1 |
| loop until EP < E |
| for t = 1 to T do |
| check St |
| generate list of At using policy |
| for i = 1 to I do |
| execute the DT simulation and derive R of (St, Ai) |
| generate list of (St+1, Ai+1) using policy |
| for j = 1 to J do |
| execute the DT simulation and derive R of (St+1, Aj) |
| end for |
| end for |
| calculate and update Q |
| store transition (St, At, Rt, St+1) in Q-table |
| if Q(St, At) = Q(St−1, At−1) then |
| exit for |
| else |
| t = t + 1 |
| end if |
| end for |
| EP = EP + 1 |
| end loop |
4. Industrial Case Study
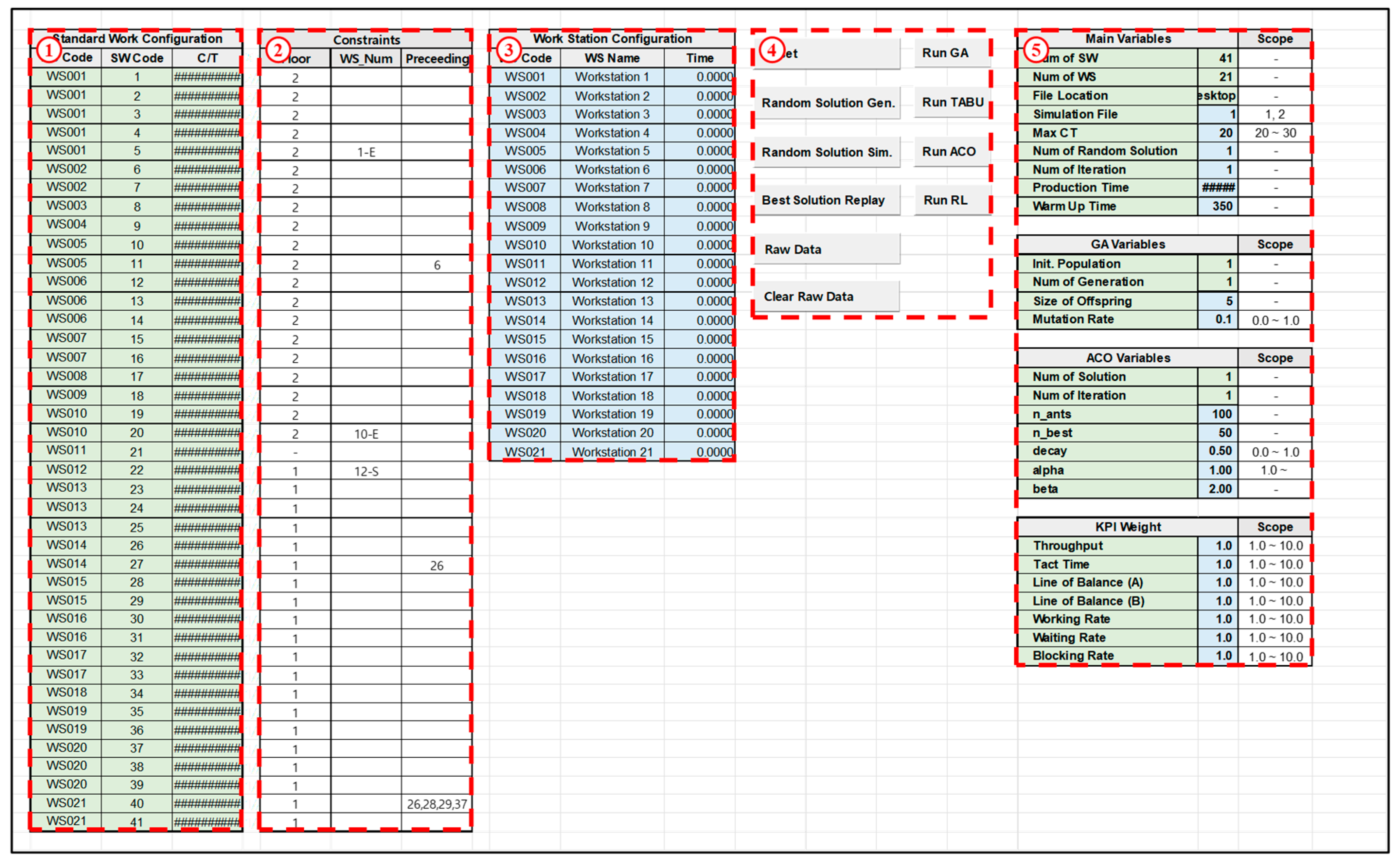
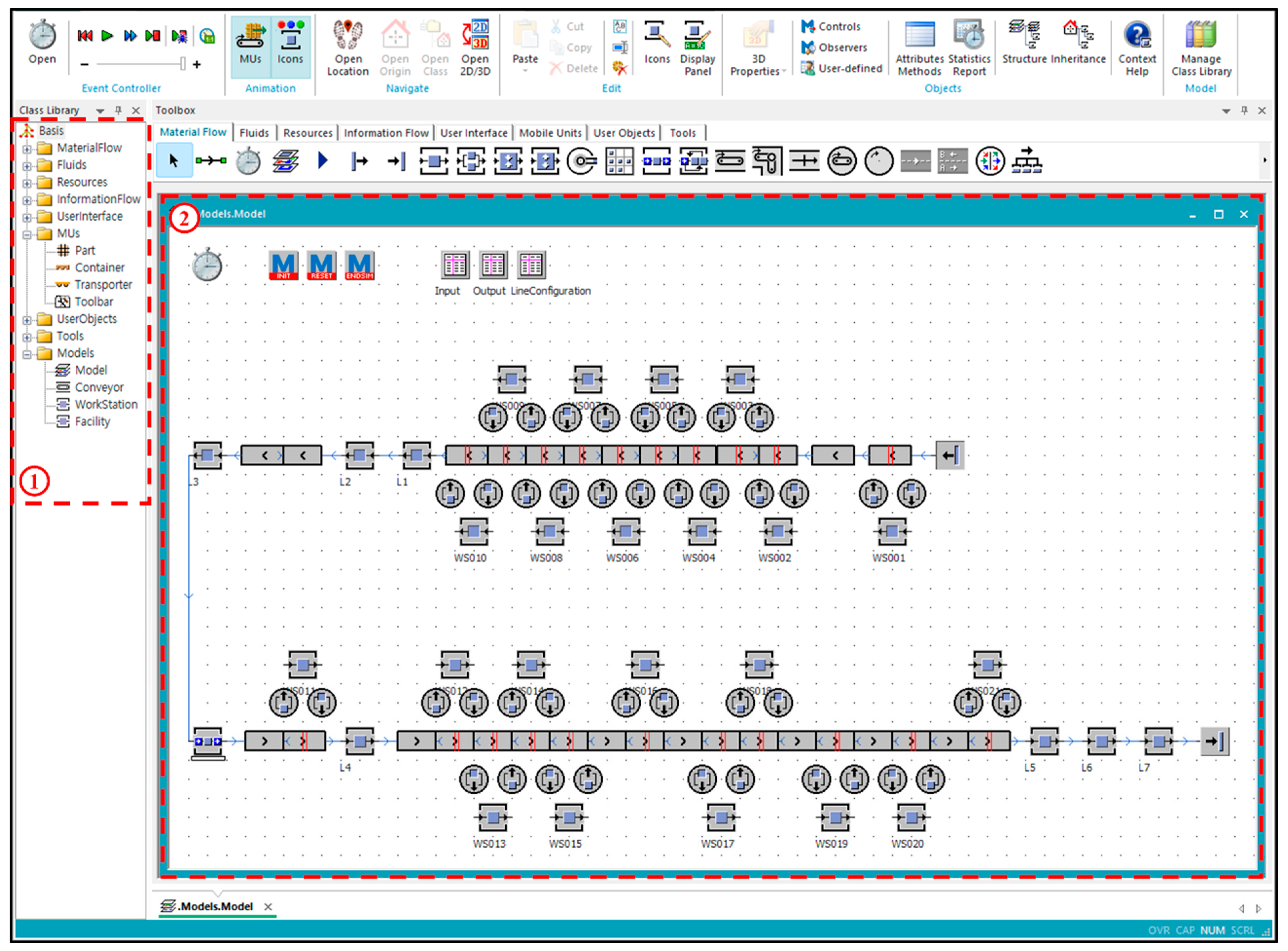
4.1. Digital Twin Application Development Environment
4.2. Implementation of the Digital Twin-Based Analysis and Optimization System
4.2.1. Experiment 1: Process Configuration and Sequence Optimization
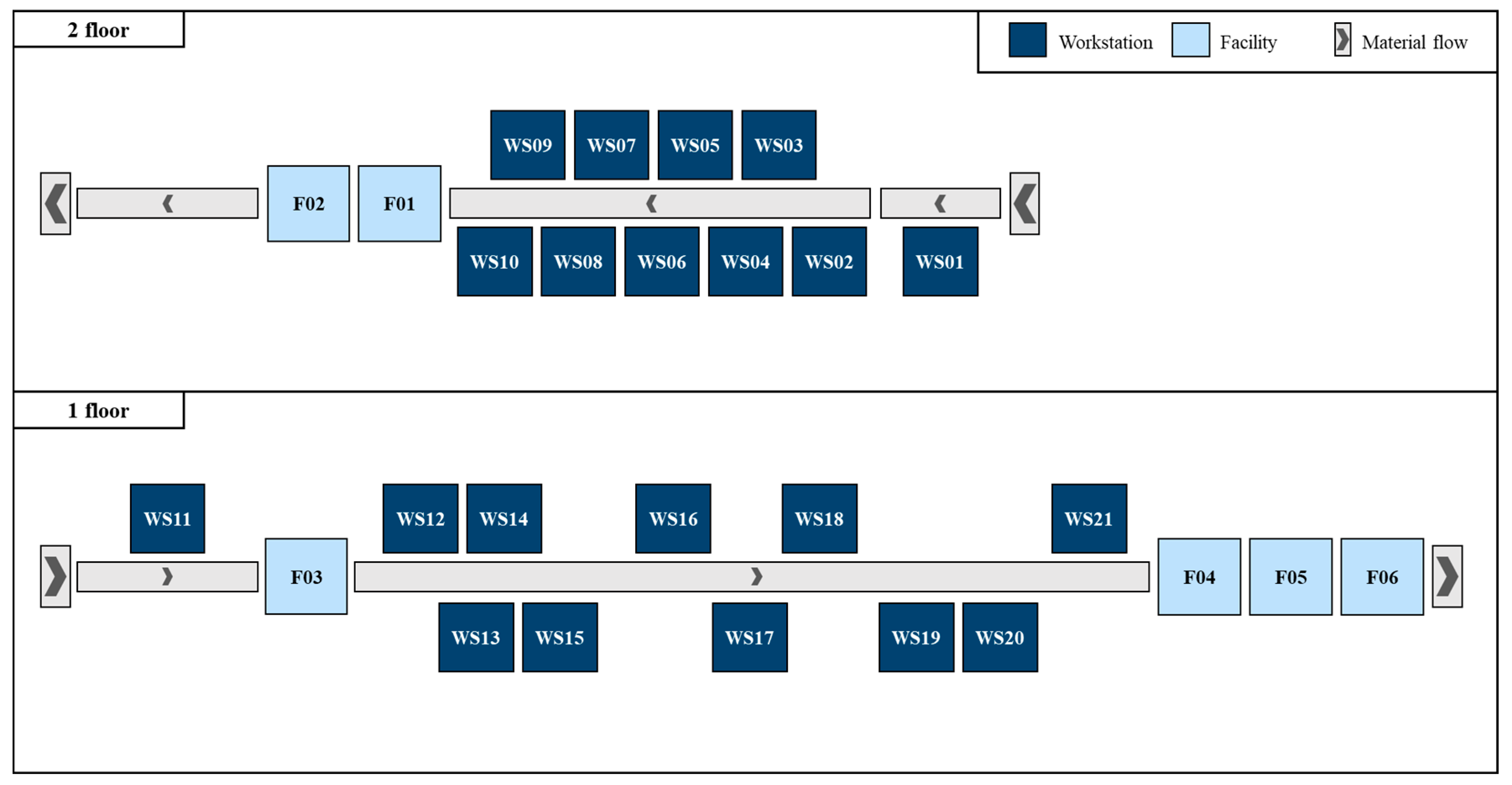
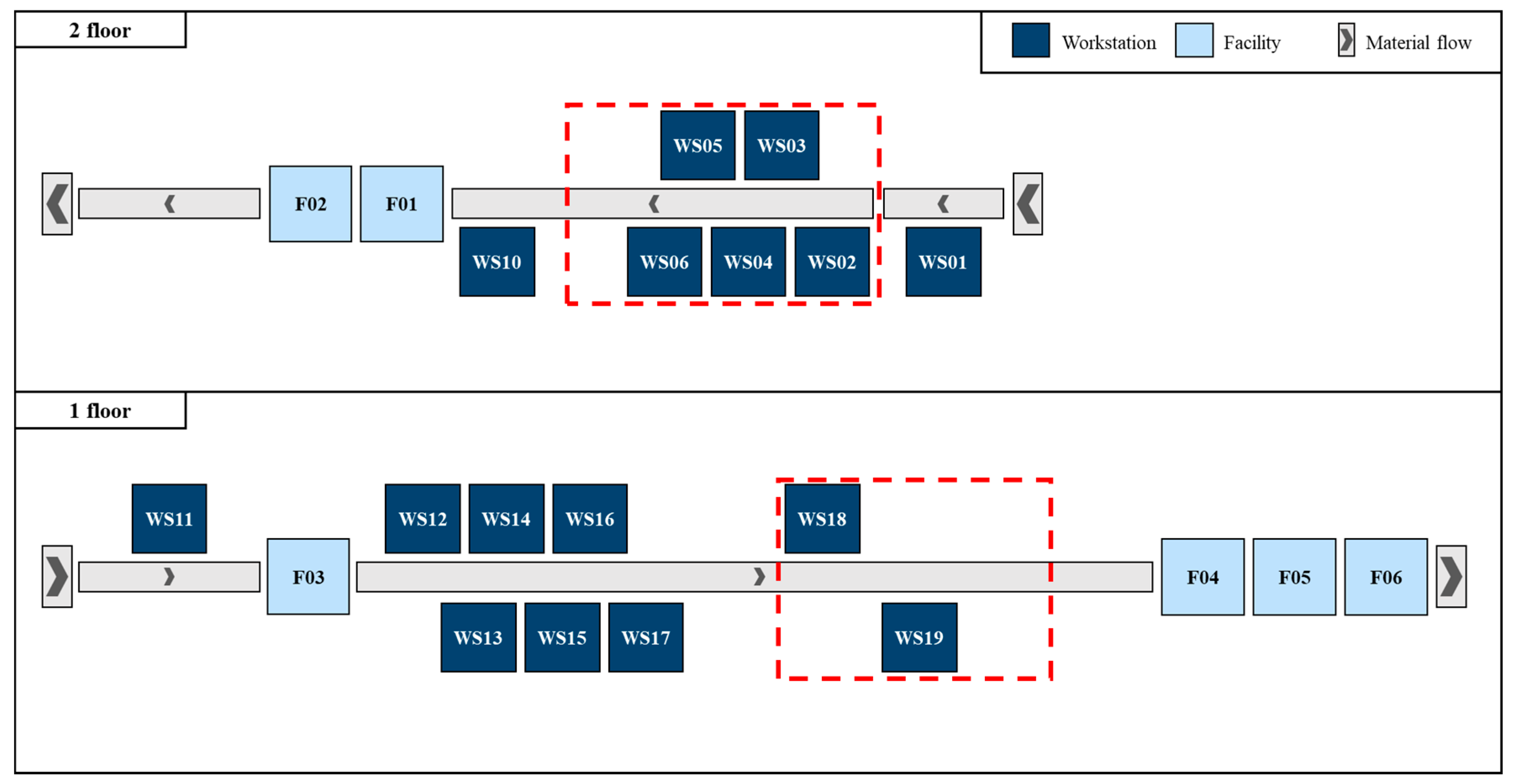
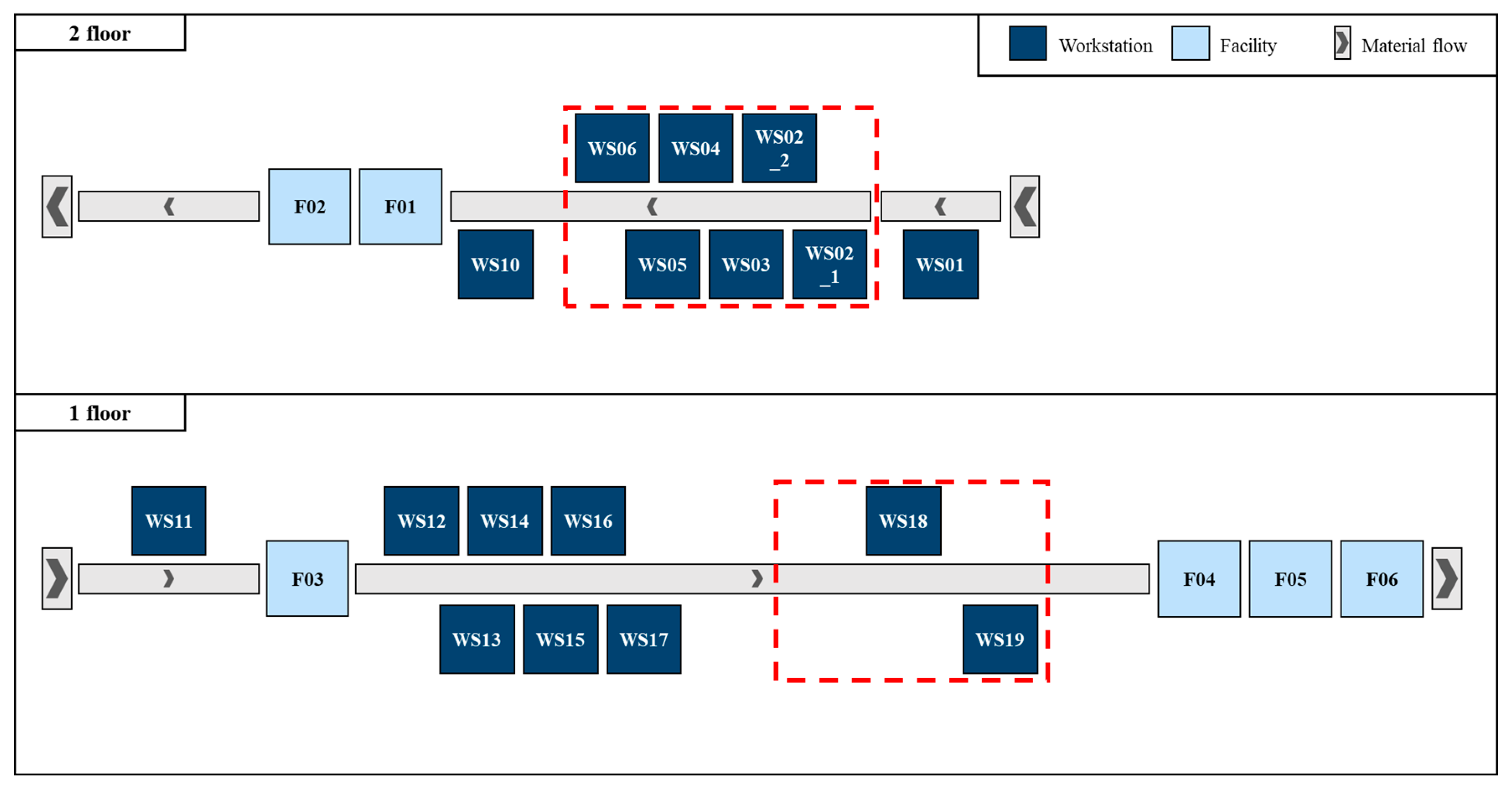
4.2.2. Experiment 2: Line Configuration and Layout Optimization
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Ling, S.; Guo, D.; Rong, Y.; Huang, G.Q. Real-time data-driven synchronous reconfiguration of human-centric smart assembly cell line under graduation intelligent manufacturing system. J. Manuf. Syst. 2022, 65, 378–390. [Google Scholar] [CrossRef]
- Georgiadis, P.; Michaloudis, C. Real-time production planning and control system for job-shop manufacturing: A system dynamics analysis. Eur. J. Oper. Res. 2012, 216, 94–104. [Google Scholar] [CrossRef]
- Davis, J.; Edgar, T.; Porter, J.; Bernaden, J.; Sarli, M. Smart manufacturing, manufacturing intelligence and demand-dynamic performance. Comput. Chem. Eng. 2012, 47, 145–156. [Google Scholar] [CrossRef]
- Dequeant, K.; Vialletelle, P.; Lemaire, P.; Espinouse, M.L. A literature review on variability in semiconductor manufacturing: The next forward leap to Industry 4.0. In Proceedings of the 2016 Winter Simulation Conference (WSC), Washington, DC, USA, 11–14 December 2016; pp. 2598–2609. [Google Scholar]
- Mourtzis, D.; Doukas, M. Decentralized manufacturing systems review: Challenges and outlook. In Robust Manufacturing Control; Springer: Berlin/Heidelberg, Germany, 2013; pp. 355–369. [Google Scholar]
- Koren, Y.; Gu, X.; Guo, W. Reconfigurable manufacturing systems: Principles, design, and future trends. Front. Mech. Eng. 2018, 13, 121–136. [Google Scholar] [CrossRef] [Green Version]
- Hasan, F.; Jain, P.K.; Kumar, D. Service level as performance index for reconfigurable manufacturing system involving multiple part families. Procedia Eng. 2014, 69, 814–821. [Google Scholar] [CrossRef] [Green Version]
- Park, K.T.; Yang, J.; Noh, S.D. VREDI: Virtual representation for a digital twin application in a work-center-level asset administration shell. J. Intell. Manuf. 2021, 32, 501–544. [Google Scholar] [CrossRef]
- Wiktorsson, M.; Do Noh, S.; Bellgran, M.; Hanson, L. Smart Factories: South Korean and Swedish examples on manufacturing settings. Procedia Manuf. 2018, 25, 471–478. [Google Scholar] [CrossRef]
- Hankel, M.; Rexroth, B. The reference architectural model industrie 4.0 (rami 4.0). ZVEI 2015, 2, 4–9. [Google Scholar]
- Tao, F.; Cheng, J.; Qi, Q.; Zhang, M.; Zhang, H.; Sui, F. Digital twin-driven product design, manufacturing and service with big data. Int. J. Adv. Manuf. Technol. 2018, 94, 3563–3576. [Google Scholar] [CrossRef]
- Liu, Q.; Zhang, H.; Leng, J.; Chen, X. Digital twin-driven rapid individualised designing of automated flow-shop manufacturing system. Int. J. Prod. Res. 2019, 57, 3903–3919. [Google Scholar] [CrossRef]
- Schluse, M.; Priggemeyer, M.; Atorf, L.; Rossmann, J. Experimentable digital twins-Streamlining simulation-based systems engineering for industry 4.0. IEEE Trans. Ind. Inform. 2018, 14, 1722–1731. [Google Scholar] [CrossRef]
- McLean, C.; Leong, S. The expanding role of simulation in future manufacturing. In Proceedings of the 2001 Winter Simulation Conference (Cat. No. 01CH37304), Arlington, VA, USA, 9–12 December 2001; Volume 2, pp. 1478–1486. [Google Scholar]
- Monostori, L.; Kádár, B.; Bauernhansl, T.; Kondoh, S.; Kumara, S.; Reinhart, G.; Ueda, K. Cyber-physical systems in manufacturing. Cirp Ann. 2016, 65, 621–641. [Google Scholar] [CrossRef]
- Lee, S.; Park, S.; Yang, J.; Son, Y.H.; Ko, M.J.; Lim, J.W.; Jeon, Y. Modeling & Simulation-Based Assessments of Reconfigurability and Productivity for Automotive Module Assembly Lines. J. Comput. Des. Eng 2019, 24, 233–247. [Google Scholar]
- Kang, H.S.; Lee, J.Y.; Choi, S.; Kim, H.; Park, J.H.; Son, J.Y.; Noh, S.D. Smart manufacturing: Past research, present findings, and future directions. Int. J. Precis. Eng. Manuf. -Green Technol. 2016, 3, 111–128. [Google Scholar] [CrossRef]
- Son, Y.H.; Kim, G.Y.; Kim, H.C.; Jun, C.; Noh, S.D. Past, present, and future research of digital twin for smart manufacturing. J. Comput. Des. Eng. 2022, 9, 1–23. [Google Scholar] [CrossRef]
- Park, K.T.; Jeon, S.W.; Noh, S.D. Digital twin application with horizontal coordination for reinforcement-learning-based production control in a re-entrant job shop. Int. J. Prod. Res. 2022, 60, 2151–2167. [Google Scholar] [CrossRef]
- Li, S.; Wang, J.; Rong, J.; Wei, W. A digital twin framework for product to-be-designed analysis based on operation data. Procedia CIRP 2022, 109, 179–184. [Google Scholar] [CrossRef]
- Leng, J.; Chen, Z.; Sha, W.; Lin, Z.; Lin, J.; Liu, Q. Digital twins-based flexible operating of open architecture production line for individualized manufacturing. Adv. Eng. Inform. 2022, 53, 101676. [Google Scholar] [CrossRef]
- Leng, J.; Wang, D.; Shen, W.; Li, X.; Liu, Q.; Chen, X. Digital twins-based smart manufacturing system design in Industry 4.0: A review. J. Manuf. Syst. 2021, 60, 119–137. [Google Scholar] [CrossRef]
- Cheng, Y.; Zhang, Y.; Ji, P.; Xu, W.; Zhou, Z.; Tao, F. Cyber-physical integration for moving digital factories forward towards smart manufacturing: A survey. Int. J. Adv. Manuf. Technol. 2018, 97, 1209–1221. [Google Scholar] [CrossRef]
- Grieves, M. Digital twin: Manufacturing excellence through virtual factory replication. White Pap. 2014, 1, 1–7. [Google Scholar]
- Tao, F.; Cheng, J.; Qi, Q. IIHub: An industrial Internet-of-Things hub toward smart manufacturing based on cyber-physical system. IEEE Trans. Ind. Inform. 2017, 14, 2271–2280. [Google Scholar] [CrossRef]
- Liao, Y.; Loures, E.D.F.R.; Deschamps, F. Industrial Internet of Things: A systematic literature review and insights. IEEE Internet Things J. 2018, 5, 4515–4525. [Google Scholar] [CrossRef]
- Grieves, M.W. Product lifecycle management: The new paradigm for enterprises. Int. J. Prod. Dev. 2005, 2, 71–84. [Google Scholar] [CrossRef]
- Liu, J.; Zhou, H.; Liu, X.; Tian, G.; Wu, M.; Cao, L.; Wang, W. Dynamic evaluation method of machining process planning based on digital twin. IEEE Access 2019, 7, 19312–19323. [Google Scholar] [CrossRef]
- Yang, W.; Tan, Y.; Yoshida, K.; Takakuwa, S. Digital twin-driven simulation for a cyber-physical system in Industry 4.0. In DAAAM International Scientific Book; DAAAM International: Vienna, Austria, 2017; pp. 227–234. [Google Scholar]
- Son, Y.H.; Park, K.T.; Lee, D.; Jeon, S.W.; Do Noh, S. Digital twin–based cyber-physical system for automotive body production lines. Int. J. Adv. Manuf. Technol. 2021, 115, 291–310. [Google Scholar] [CrossRef]
- Park, K.T.; Lee, D.; Noh, S.D. Operation procedures of a work-center-level digital twin for sustainable and smart manufacturing. Int. J. Precis. Eng. Manuf. -Green Technol. 2020, 7, 791–814. [Google Scholar] [CrossRef]
- Grieves, M.; Vickers, J. Digital twin: Mitigating unpredictable, undesirable emergent behavior in complex systems. In Transdisciplinary Perspectives on Complex Systems; Springer: Berlin/Heidelberg, Germany, 2017; pp. 85–113. [Google Scholar]
- Alam, K.M.; El Saddik, A. C2PS: A digital twin architecture reference model for the cloud-based cyber-physical systems. IEEE Access 2017, 5, 2050–2062. [Google Scholar] [CrossRef]
- Uhlemann TH, J.; Schock, C.; Lehmann, C.; Freiberger, S.; Steinhilper, R. The digital twin: Demonstrating the potential of real time data acquisition in production systems. Procedia Manuf. 2017, 9, 113–120. [Google Scholar] [CrossRef]
- Park, K.T.; Im, S.J.; Kang, Y.S.; Noh, S.D.; Kang, Y.T.; Yang, S.G. Service-oriented platform for smart operation of dyeing and finishing industry. Int. J. Comput. Integr. Manuf. 2019, 32, 307–326. [Google Scholar] [CrossRef]
- Park, K.T.; Nam, Y.W.; Lee, H.S.; Im, S.J.; Noh, S.D.; Son, J.Y.; Kim, H. Design and implementation of a digital twin application for a connected micro smart factory. Int. J. Comput. Integr. Manuf. 2019, 32, 596–614. [Google Scholar] [CrossRef]
- Gabor, T.; Belzner, L.; Kiermeier, M.; Beck, M.T.; Neitz, A. A simulation-based architecture for smart cyber-physical systems. In Proceedings of the 2016 IEEE International Conference on Autonomic Computing (ICAC), Wuerzburg, Germany, 17–22 July 2016; pp. 374–379. [Google Scholar]
- Park, K.T.; Son, Y.H.; Ko, S.W.; Noh, S.D. Digital twin and reinforcement learning-based resilient production control for micro smart factory. Appl. Sci. 2021, 11, 2977. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, X.; Liu, A. Digital twin-driven supply chain planning. Procedia CIRP 2020, 93, 198–203. [Google Scholar] [CrossRef]
- Park, K.T.; Lee, J.; Kim, H.J.; Noh, S.D. Digital twin-based cyber physical production system architectural framework for personalized production. Int. J. Adv. Manuf. Technol. 2020, 106, 1787–1810. [Google Scholar] [CrossRef]
- Velosa, A.; Natis, Y.; Lheureux, B. Use the IoT Platform Reference Model to Plan Your IoT Business Solutions; Gartner Research: Stamford, CT, USA, 2016. [Google Scholar]
- Jeong, D.Y.; Baek, M.S.; Lim, T.B.; Kim, Y.W.; Kim, S.H.; Lee, Y.T.; Lee, I.B. Digital Twin: Technology Evolution Stages and Implementation Layers with Technology Elements. IEEE Access 2022, 10, 52609–52620. [Google Scholar] [CrossRef]
- Wang, Q.; Chatwin, C.R. Key issues and developments in modelling and simulation-based methodologies for manufacturing systems analysis, design and performance evaluation. Int. J. Adv. Manuf. Technol. 2005, 25, 1254–1265. [Google Scholar] [CrossRef]
- D’addona, D.M.; Teti, R. Genetic algorithm-based optimization of cutting parameters in turning processes. Procedia Cirp 2013, 7, 323–328. [Google Scholar] [CrossRef] [Green Version]
- Watkins, C.J.; Dayan, P. Q-learning. Mach. Learn. 1992, 8, 279–292. [Google Scholar] [CrossRef]
- Wang, Z.; Schaul, T.; Hessel, M.; Hasselt, H.; Lanctot, M.; Freitas, N. Dueling network architectures for deep reinforcement learning. In Proceedings of the 33rd International Conference on International Conference on Machine Learning, New York, NY, USA, 19–24 June 2016; pp. 1995–2003. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Level of DT | Description |
|---|---|
| Level 1 | Mirroring: duplicating a physical object into a DT |
| Level 2 | Monitoring: monitoring and controlling the physical object based on the analysis of the DT |
| Level 3 | Modeling and Simulation: optimizing the physical object based on the simulation results of the DT |
| Level 4 | Federation: configuring federated DTs, optimizing complex physical objects, and interoperating federated DTs and complex objects |
| Level 5 | Autonomous: autonomously recognizing and solving problems in federated DTs and optimizing physical objects based on federated DT solutions |
| Component | Item | Contents |
|---|---|---|
| Interface module | Development environment Programming language | Microsoft Office Excel Visual Basic for Applications |
| DT simulation module | Development environment Programming language | Siemens Plant Simulation 16.1 SimTalk 2.0 |
| Optimization module | Development environment Programming language | PyCharm 2022.1.2 Python 3.10.7 |
| First Floor | Second Floor | ||||||
|---|---|---|---|---|---|---|---|
| WS 1 Code | Work Number | Work Time (s) | Cycle Time (s) | WS 1 Code | Work Number | Work Time (s) | Cycle Time (s) |
| WS01 | 1 | 6.000 | 19.774 | WS11 | 21 | 8.000 | 8.000 |
| 2 | 3.500 | WS12 | 22 | 17.676 | 17.676 | ||
| 3 | 3.500 | WS13 | 23 | 3.000 | 11.773 | ||
| 4 | 2.000 | 24 | 2.000 | ||||
| 5 | 4.774 | 25 | 6.773 | ||||
| WS02 | 6 | 9.000 | 11.000 | WS14 | 26 | 11.000 | 20.546 |
| 7 | 2.000 | 27 | 9.546 | ||||
| WS03 | 8 | 7.000 | 7.000 | WS15 | 28 | 1.000 | 15.773 |
| WS04 | 9 | 8.999 | 8.999 | 29 | 14.773 | ||
| WS05 | 10 | 4.000 | 9.225 | WS16 | 30 | 6.000 | 14.870 |
| 11 | 5.225 | 31 | 8.870 | ||||
| WS06 | 12 | 1.000 | 9.500 | WS17 | 32 | 10.000 | 20.773 |
| 13 | 2.500 | 33 | 10.773 | ||||
| 14 | 6.000 | WS18 | 34 | 5.000 | 5.000 | ||
| WS07 | 15 | 7.000 | 10.000 | WS19 | 35 | 3.000 | 6.000 |
| 16 | 3.000 | 36 | 3.000 | ||||
| WS08 | 17 | 10.000 | 10.000 | WS20 | 37 | 3.000 | 12.000 |
| WS09 | 18 | 14.000 | 14.000 | 38 | 6.000 | ||
| WS10 | 19 | 7.000 | 16.451 | 39 | 3.000 | ||
| 20 | 9.451 | WS21 | 40 | 5.419 | 18.257 | ||
| 41 | 12.838 | ||||||
| KPI | As-Is scenario | Tact Time Optimal Scenario | LOB 1 Optimal Scenario | Working Rate Optimal Scenario | Best Scenario (Improvement) |
|---|---|---|---|---|---|
| Throughput (ea) | 1098 | 1186 | 1132 | 1120 | 1186 (+8.01%) |
| Tact time (s) | 25.77 | 23.87 | 25.00 | 25.27 | 23.87 (+7.37%) |
| Line of balance (%) | 61.12 | 78.49 | 83.32 | 26.37 | 78.49 (+17.37%) |
| Working rate (%) | 36.18 | 43.27 | 54.86 | 82.21 | 43.27 (+7.09%) |
| Waiting rate (%) | 37.38 | 26.55 | 28.07 | 55.68 | 26.55 (+10.83%) |
| Blocking rate (%) | 26.44 | 30.18 | 17.06 | 14.93 | 30.18 (−3.74%) |
| As-Is Scenario | Best Scenario | ||||
|---|---|---|---|---|---|
| WS 1 Code | Work Number | Cycle Time (s) | WS 1 Code | Work Number | Cycle Time (s) |
| WS01 | 1, 2, 3, 4, 5 | 19.774 | WS01 | 5, 17 | 14.774 |
| WS02 | 6, 7 | 11.000 | WS02 | 4, 6, 15 | 18.000 |
| WS03 | 8 | 7.000 | WS03 | 3, 9, 11 | 17.724 |
| WS04 | 9 | 8.999 | WS04 | 2, 7, 8, 12, 16 | 16.500 |
| WS05 | 10, 11 | 9.225 | WS05 | 14, 19 | 13.000 |
| WS06 | 12, 13, 14 | 9.500 | WS06 | 10, 18 | 18.000 |
| WS07 | 15, 16 | 10.000 | WS07 | 1, 13 | 8.500 |
| WS08 | 17 | 10.000 | WS08 | - | - |
| WS09 | 18 | 14.000 | WS09 | - | - |
| WS10 | 19, 20 | 16.451 | WS10 | 20 | 9.451 |
| WS11 | 21 | 8.000 | WS11 | 21 | 8.000 |
| WS12 | 22 | 17.676 | WS12 | 22 | 17.676 |
| WS13 | 23, 24, 25 | 11.773 | WS13 | 24, 33, 38 | 18.773 |
| WS14 | 26, 27 | 20.546 | WS14 | 23, 28, 36, 39 | 10.000 |
| WS15 | 28, 29 | 15.773 | WS15 | 29 | 14.773 |
| WS16 | 30, 31 | 14.870 | WS16 | 26, 35, 37 | 17.000 |
| WS17 | 32, 33 | 20.773 | WS17 | 25, 27 | 16.319 |
| WS18 | 34 | 5.000 | WS18 | 30, 41 | 18.838 |
| WS19 | 35, 36 | 6.000 | WS19 | 31, 32 | 18.870 |
| WS20 | 37, 38, 39 | 12.000 | WS20 | 34, 40 | 10.419 |
| WS21 | 40, 41 | 18.257 | WS21 | - | - |
| Before Optimization | After Optimization | ||||
|---|---|---|---|---|---|
| WS 1 Code | Work Number | Cycle Time (s) | WS 1 Code | Work Number | Cycle Time (s) |
| WS01 | 3, 4, 5, 12, 15 | 18.274 | WS01 | 3, 4, 5, 12, 15 | 18.274 |
| WS02 | 7, 9, 10, 13, 16 | 20.499 | WS02_1 | 7, 9, 10, 13, 16 | 20.499 |
| WS03 | 17, 19 | 17.000 | WS02_2 | 7, 9, 10, 13, 16 | 20.499 |
| WS04 | 2, 6, 14 | 18.500 | WS03 | 17, 19 | 17.000 |
| WS05 | 1, 18 | 20.000 | WS04 | 2, 6, 14 | 18.500 |
| WS06 | 8, 11 | 12.225 | WS05 | 1, 18 | 20.000 |
| WS07 | - | - | WS06 | 8, 11 | 12.225 |
| WS08 | - | - | - | - | - |
| WS09 | - | - | - | - | - |
| WS10 | 20 | 9.451 | WS10 | 20 | 9.451 |
| WS11 | 21 | 8.000 | WS11 | 21 | 8.000 |
| WS12 | 22 | 17.676 | WS12 | 22 | 17.676 |
| WS13 | 23, 28, 31, 34, 35 | 20.870 | WS13 | 23, 28, 31, 34, 35 | 20.870 |
| WS14 | 29, 36, 37 | 20.773 | WS14 | 29, 36, 37 | 20.773 |
| WS15 | 25, 26 | 17.773 | WS15 | 25, 26 | 17.773 |
| WS16 | 24, 30, 39, 40 | 16.419 | WS16 | 24, 30, 39, 40 | 16.419 |
| WS17 | 32, 38 | 16.000 | WS17 | 32, 38 | 16.000 |
| WS18 | 41 | 12.838 | - | - | - |
| WS19 | 27, 33 | 20.319 | - | - | - |
| WS20 | - | - | WS18 | 41 | 12.838 |
| WS21 | - | - | WS19 | 27, 33 | 20.319 |
| KPI | As-Is Scenario | Before Optimization (Improvement) | After Optimization (Improvement) |
|---|---|---|---|
| Throughput (ea) | 1098 | 1094 (−0.36%) | 1093 (−0.46%) |
| Tact time (s) | 25.77 | 26.30 (−2.06%) | 26.33 (−2.17%) |
| Line of balance (%) | 61.12 | 79.84 (+18.72%) | 80.92 (+19.80%) |
| Working rate (%) | 36.18 | 47.45 (+11.27%) | 49.04 (+12.86%) |
| Waiting rate (%) | 37.38 | 26.33 (+11.05%) | 26.19 (+11.19%) |
| Blocking rate (%) | 26.44 | 26.21 (+0.23%) | 24.77 (+1.67%) |
| Space utilization (%) | 100.00 | 76.19 (+23.81%) | 80.95 (+19.05%) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, D.; Kim, C.-K.; Yang, J.; Cho, K.-Y.; Choi, J.; Noh, S.-D.; Nam, S. Digital Twin-Based Analysis and Optimization for Design and Planning of Production Lines. Machines 2022, 10, 1147. https://doi.org/10.3390/machines10121147
Lee D, Kim C-K, Yang J, Cho K-Y, Choi J, Noh S-D, Nam S. Digital Twin-Based Analysis and Optimization for Design and Planning of Production Lines. Machines. 2022; 10(12):1147. https://doi.org/10.3390/machines10121147
Chicago/Turabian StyleLee, Donggun, Chong-Keun Kim, Jinho Yang, Kang-Yeon Cho, Jonghwan Choi, Sang-Do Noh, and Seunghoon Nam. 2022. "Digital Twin-Based Analysis and Optimization for Design and Planning of Production Lines" Machines 10, no. 12: 1147. https://doi.org/10.3390/machines10121147