


Studying Flotation of Gold Microdispersions with Carrier Minerals and Pulp Aeration with a Steam–Air Mixture


Abstract
:1. Introduction
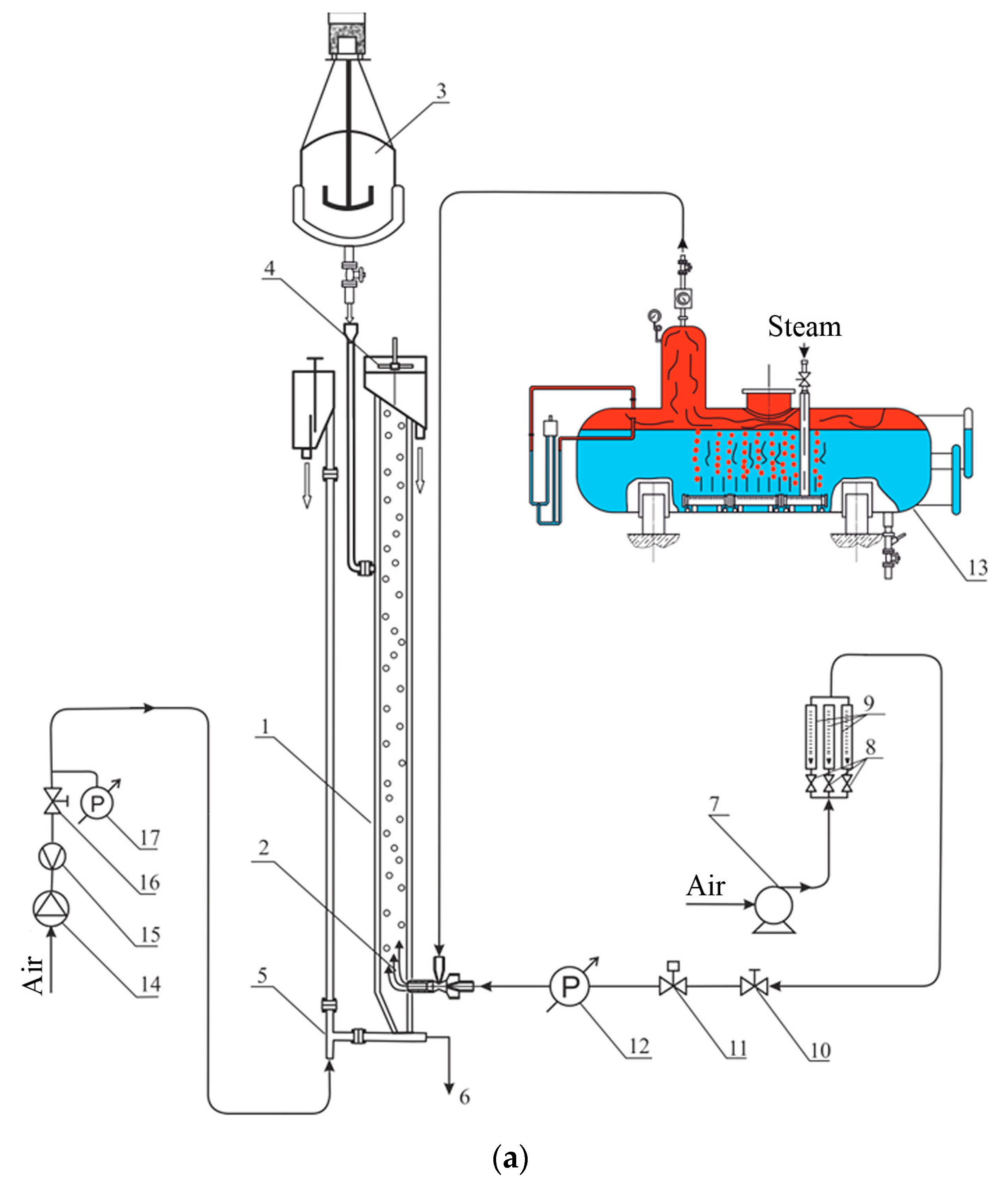
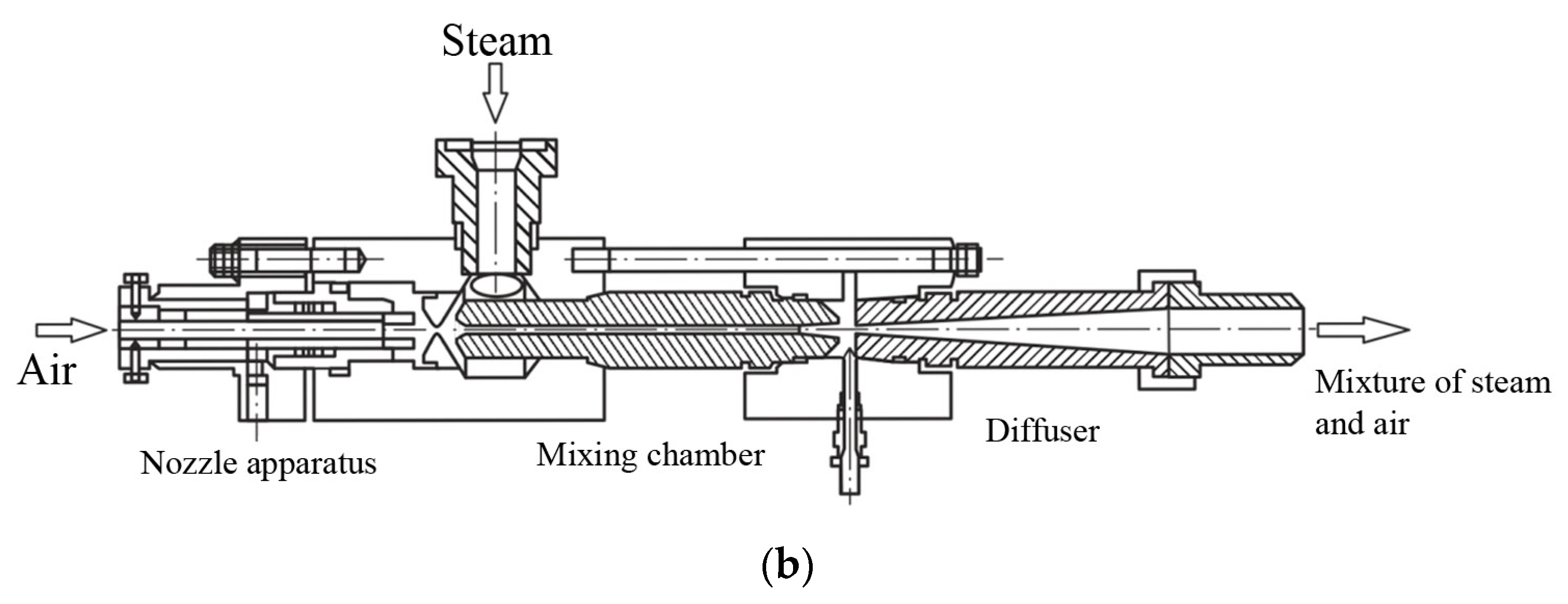
2. Methods and Materials
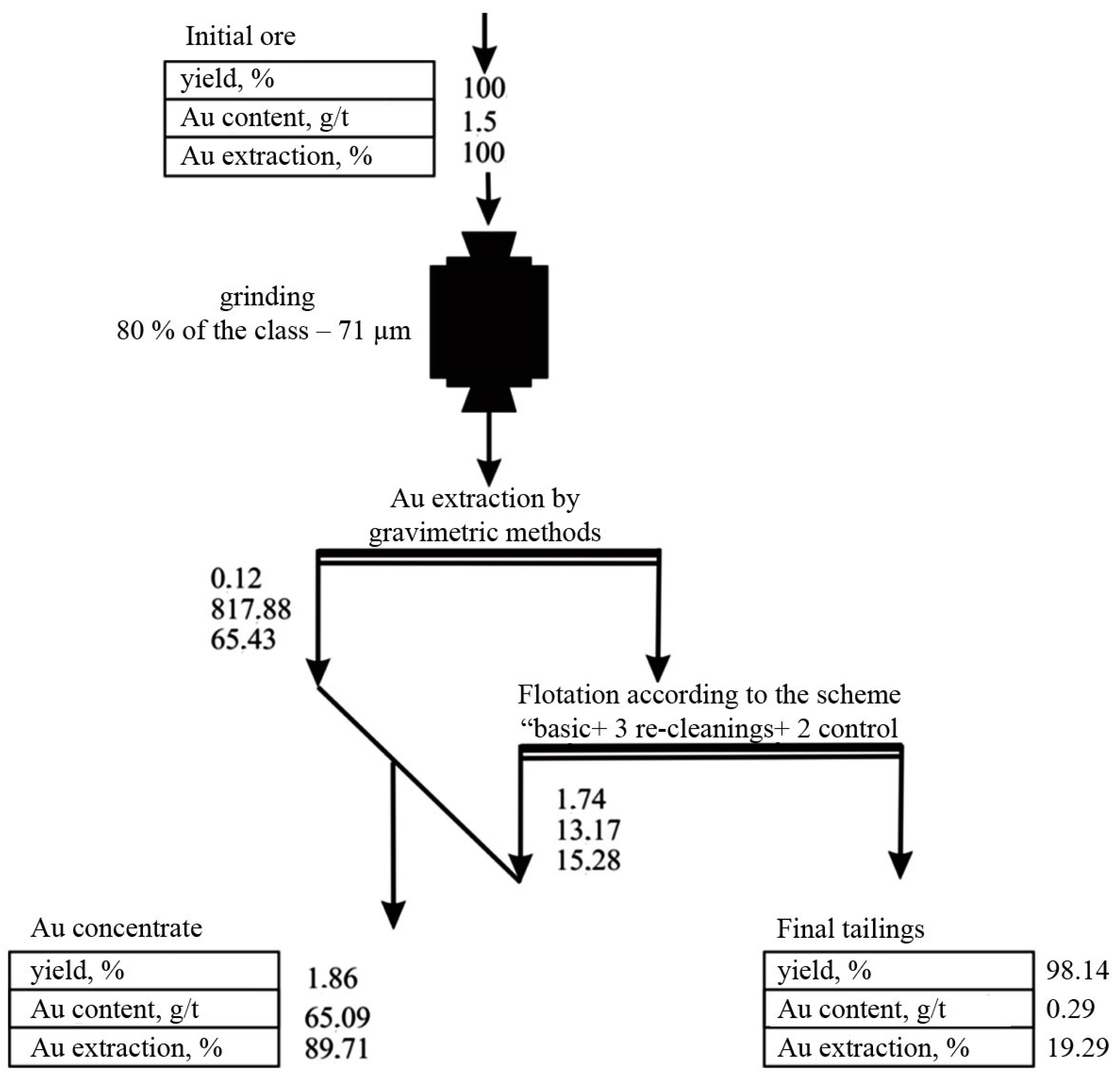
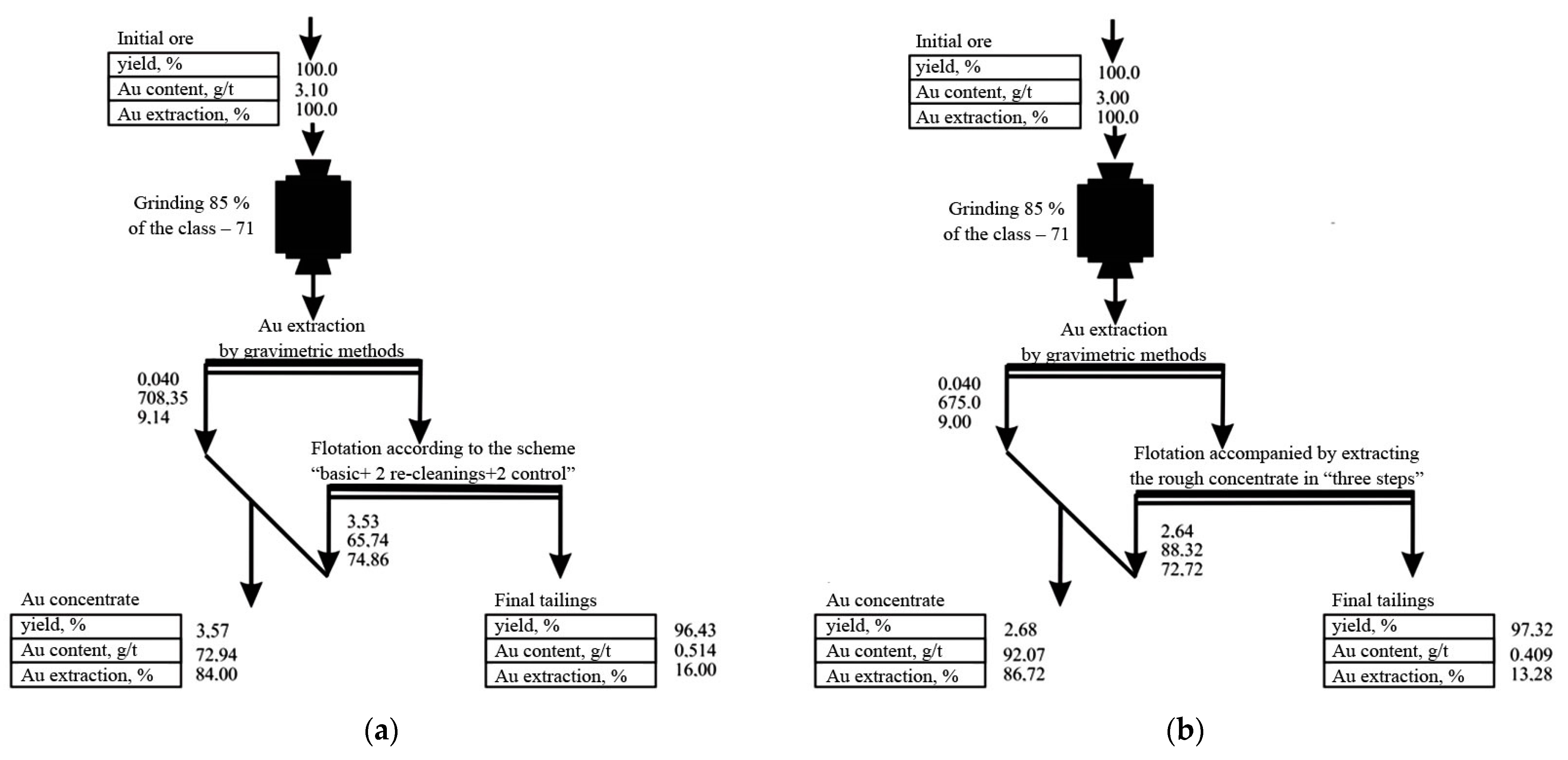
2.1. Flotation of Ores Using the Basic Technology
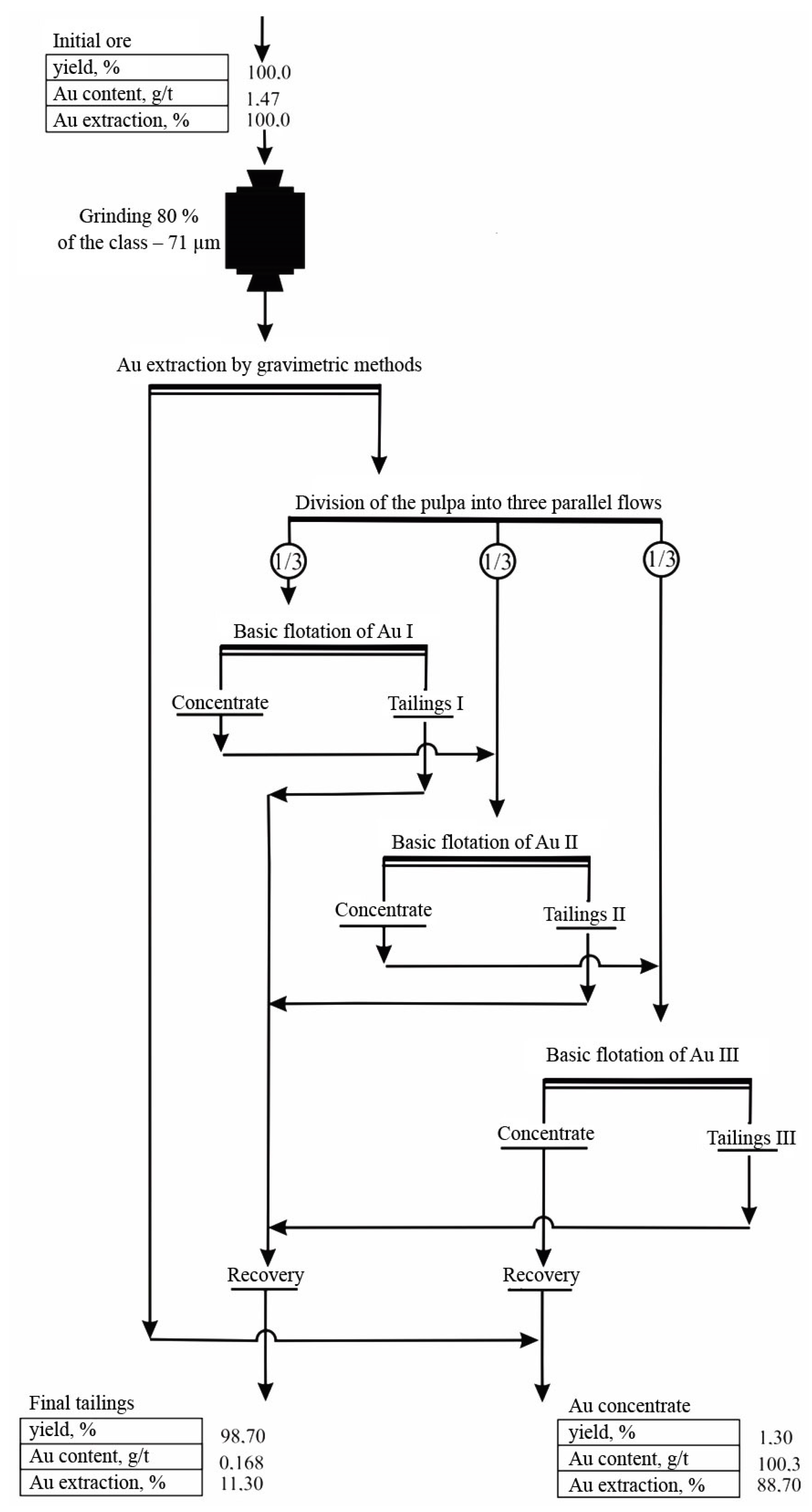
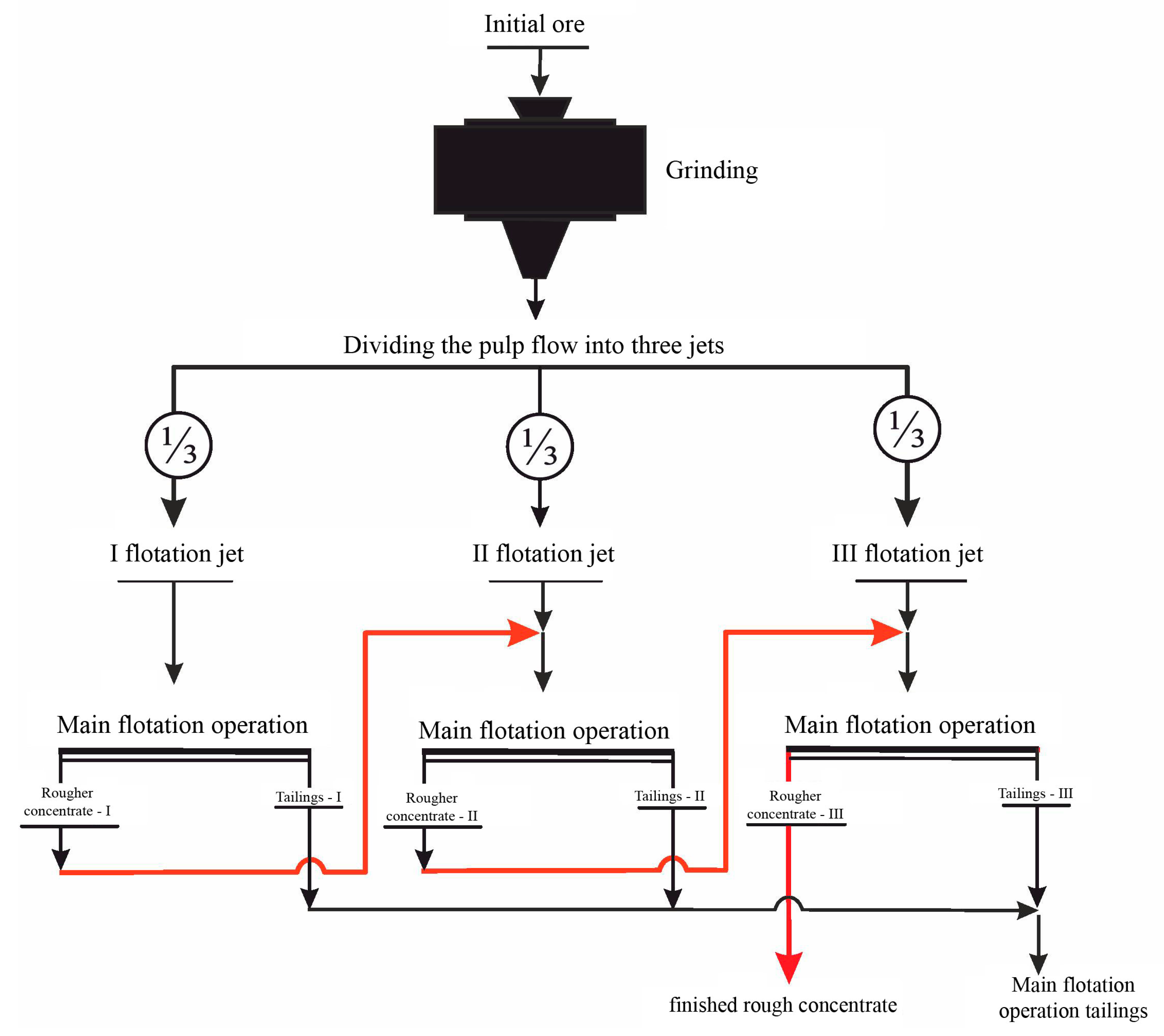
2.2. Flotation of Ores Accompanied by Isolating the Rougher Concentrate in “Three Steps”
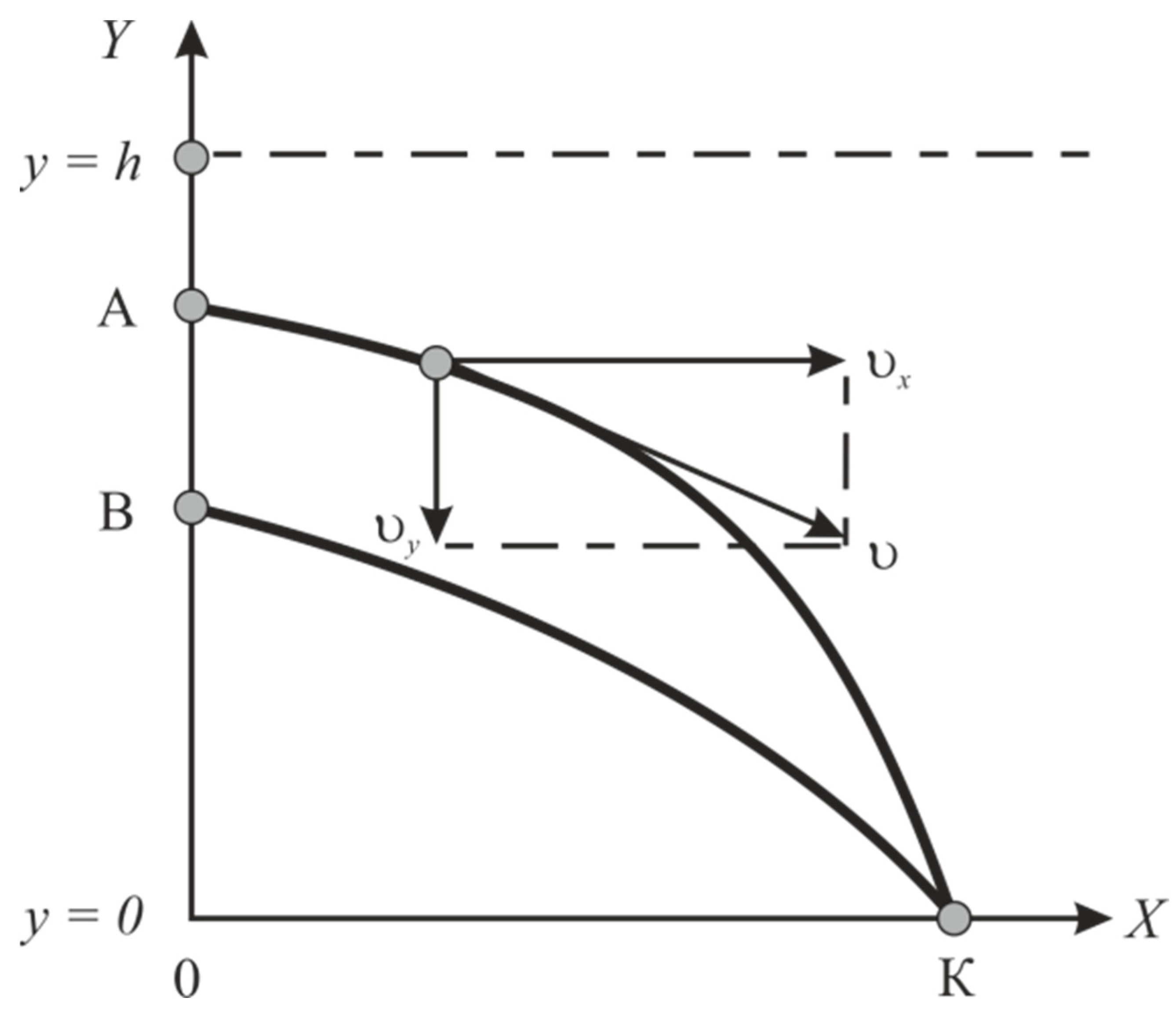
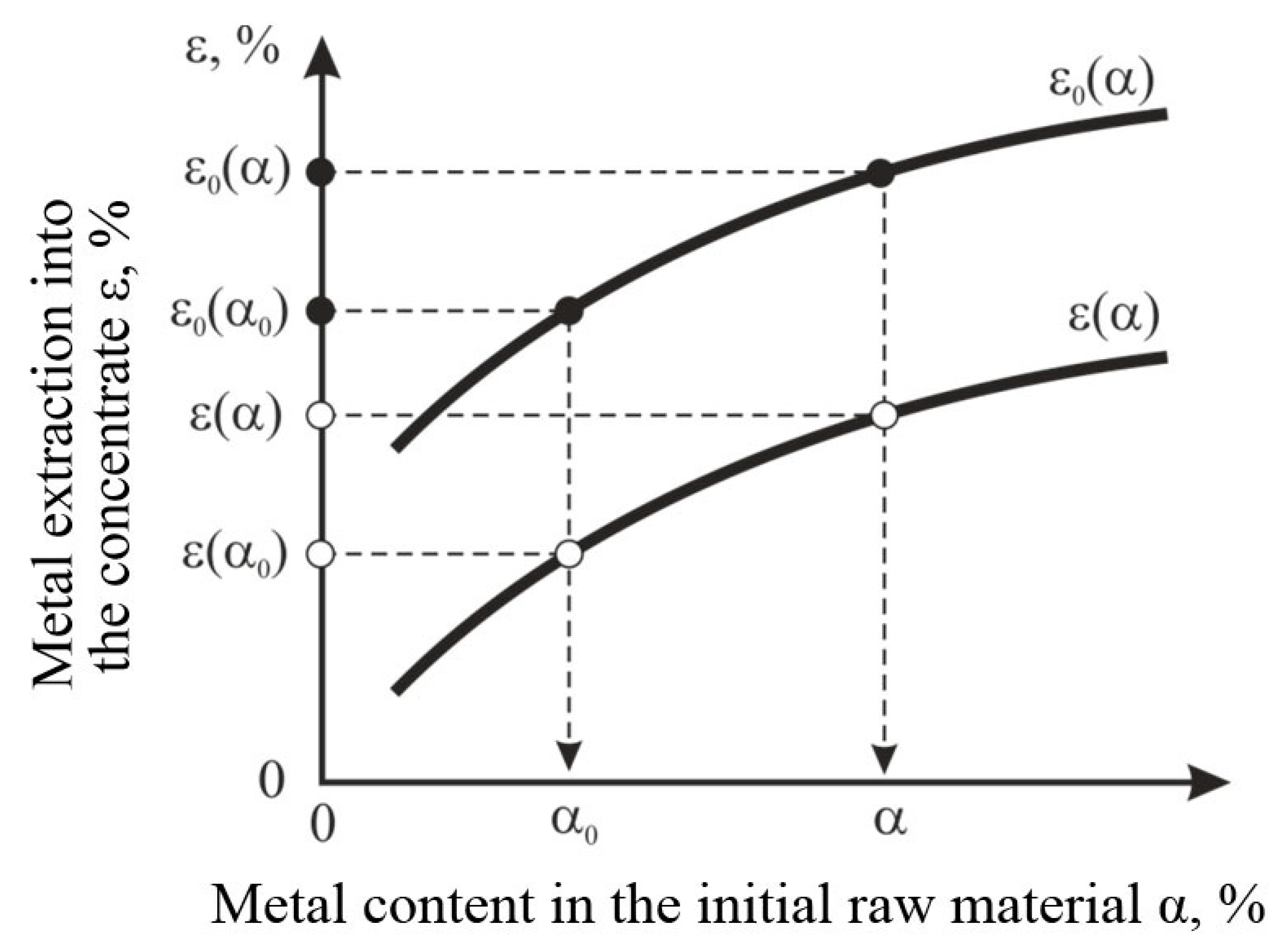
3. Theoretical Provisions
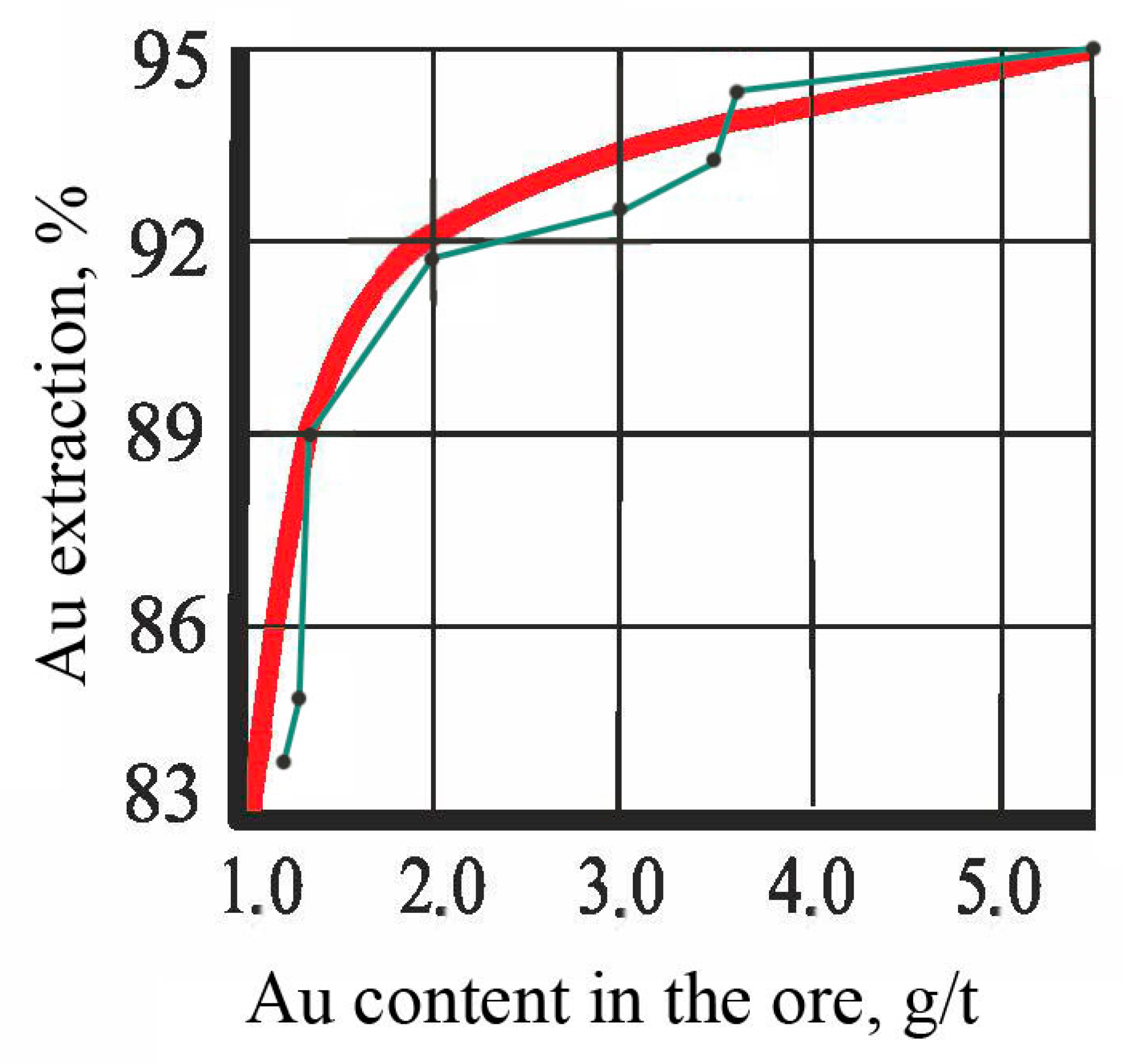
4. Results and Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ivanik, S.A.; Ilyukhin, D.A. Flotation extraction of elemental sulfur from gold-bearing cakes. J. Min. Inst. 2020, 242, 202–208. [Google Scholar] [CrossRef]
- Alexandrova, T.N. Complex and deep processing of mineral raw materials of natural and technogenic origin: State and prospects. J. Min. Inst. 2022, 256, 503–504. [Google Scholar]
- Alexandrova, T.N.; Romashev, A.O.; Kuznetsov, V.V. Development of a methodological approach to determining the flotation capacity of thinly impregnated sulfides. Obogashchenie Rud 2020, 2, 9–14. [Google Scholar] [CrossRef]
- Mitrofanova, G.V.; Marchevskaya, V.V.; Taran, A.E. Flotation extraction of the titanium concentrate from apatite-nepheline-titanite ores of anomalous zones of Khibiny deposits. J. Min. Inst. 2022, 256, 560–566. [Google Scholar] [CrossRef]
- Li, D.; Wang, H.; Li, C.; Liang, Y.; Yan, X.; Zhang, H. Determination and modulation of the typical interactions among dispersed phases relevant to flotation applications: A review. Adv. Colloid Interface Sci. 2021, 288, 102359. [Google Scholar] [CrossRef] [PubMed]
- Pan, L.; Jung, S.; Yoon, R.-H. A fundfmental study on the role of collector in the kinetics of bubble-particle interaction. Int. J. Miner. Process. 2012, 106–109, 37–41. [Google Scholar] [CrossRef]
- Wang, J.; Yoon, R.-H.; Morris, J. AFM surface force measurements conducted between gold surface treated in xanthate solutions. Int. J. Miner. Process. 2013, 122, 13–21. [Google Scholar] [CrossRef]
- Huang, K.; Yoon, R.-H. Surface forces in the thin liquid films (tlfs) of water confined between n-alkane drops and hydrophobic gold surfaces. Langmuir 2019, 35, 15681–15691. [Google Scholar] [CrossRef]
- Dziadkowiec, J.; Javadi, S.; Royne, A.; Bratvold, J.E.; Nilsen, O. Surface forces apparatus measurements of interactions between rough and reactive calcite surfaces. Langmuir 2018, 34, 7248–7263. [Google Scholar] [CrossRef]
- Abreu, S.B.; Skinner, W.; Addai-Mensah, J.; Zanin, M. The influence of pyriite content on the flotation of chalcopyrite/pyrite mixtures. Miner. Eng. 2014, 55, 87–95. [Google Scholar]
- Xie, L.; Wang, J.; Lu, Q.; Hu, W.; Zeng, H. Surface interaction mechanisms in mineral flotation: Fundamentals, measurements, and perpectives. Adv. Colloid Interface Sci. 2021, 295, 102491. [Google Scholar] [CrossRef] [PubMed]
- Arriagada, S.; Acuna, C.; Vera, M. New technology to improve the recovery of fine particles in froth flotation based on using hydrophobized glass bubbles. Miner. Eng. 2020, 156, 106364. [Google Scholar] [CrossRef]
- Liu, S.; Xie, L.; Liu, G.; Zhang, H.; Zeng, H. Understanding the hetero-aggregation mechanism among sulfide and oxide mineral particles driven by bifuctional surfactants: Intensification flotation of oxide minerals. Miner. Eng. 2021, 169, 106928. [Google Scholar] [CrossRef]
- Teisala, H.; Butt, H.J. Hierarchical structures for superhydrophobic and superoleophobic surfaces. Langmuir ACS J. Surf. Colloids 2019, 35, 10689–10703. [Google Scholar] [CrossRef] [PubMed]
- Mishchuk, N.A. The model of hydrophobic attraction in the framework of classical DLVO forces. Adv. Colloid Interface Sci. 2011, 168, 149–166. [Google Scholar] [CrossRef] [PubMed]
- Christenson, H.K.; Claesson, P.M. Direct measurements of the force between hydrophobic surfaces in water direct measurements of the force between hydrophobic surfaces in water. Adv. Colloid Interface Sci. 2001, 91, 391–436. [Google Scholar] [CrossRef]
- Krasowska, M.; Malysa, K. Wetting films in attachment of the colliding bubble. Adv. Colloid Interface Sci. 2007, 134–135, 138–150. [Google Scholar] [CrossRef]
- Englert, A.H.; Krasowska, M.; Formasiero, D.; Raiston, J.; Rubio, J. Interaction force between an air bubble and a hydrophilic spherical particle in water, measured by the colloid probe technique. Int. J. Miner. Process. 2009, 92, 121–127. [Google Scholar] [CrossRef]
- Nguyen, A.; Nalaskowski, J.; Miuller, J.D.; Butt, H.-J. Attraction between hydrophobic surfaces studied by atomic force microscopy. Int. J. Miner. Process. 2003, 72, 215–225. [Google Scholar] [CrossRef]
- Verrelli, D.I.; Koh, P.T.L.; Bruckard, W.J.; Schwarz, M.P. Variations in the induction period for particle–bubble attachment. Miner. Eng. 2012, 36–38, 219–230. [Google Scholar] [CrossRef]
- Verrelli, D.I.; Albijanic, B. A comparison of methods for measuring the induction time. Miner. Eng. 2015, 80, 8–13. [Google Scholar] [CrossRef]
- Smith, A.M.; Borkovec, M.; Trefalt, G. Forces between solid surfaces in aqueous electrolyte solutions. Adv. Interface Sci. 2020, 275, 102078. [Google Scholar] [CrossRef] [PubMed]
- Sedev, R.; Exerowa, D. DLVO and non-DLVO surface forces in foam films from amphiphilic block copolymers. Adv. Colloid Interface Sci. 1999, 83, 111–136. [Google Scholar] [CrossRef]
- Pshenin, V.; Zaripova, N.; Zaynetdinov, K. Modeling of the crude oil (or petroleum products) vapor displacement during rail tanks loading. Pet. Sci. Technol. 2019, 37, 2435–2440. [Google Scholar] [CrossRef]
- Guo, H.; Kovscek, A.R. Investigation of the effects of ions on short-range non-DLVO forces at the calcite/brine interface and implications for low salinity oil-recovery processes. J. Colloid Interface Sci. 2019, 552, 295–311. [Google Scholar] [CrossRef]
- Grasso, D.; Subramaniam, K.; Butkus, M.; Strevett, K.; Bergendahl, J. A review of non-DLVO interactions in environmental colloidal systems. Rev. Environ. Sci. Biotechnol. 2002, 1, 17–38. [Google Scholar] [CrossRef]
- Bal, V. Stability characteristics of nanoparticles in a laminar linear shear flow in the presence of DLVO and non-DLVO forces. Langmuir ACS J. Surf. Colloids 2019, 35, 11175–11187. [Google Scholar] [CrossRef]
- Sendner, C.; Horinek, D.; Bocquet, L.; Netz, R.R. Interfacial Water at Hydrophobic and Hydrophilic Surfaces: Slip, viscosity, and diffusion. Langmuir 2009, 25, 10768–10781. [Google Scholar] [CrossRef]
- Miller, J.D.; Wang, X.; Jin, J.; Shrimali, K. Interfacial water stucture and the wetting of mineral surfaces. Int. J. Miner. Process. 2016, 156, 62–68. [Google Scholar] [CrossRef]
- Boinovich, L.B.; Emelyanenko, A.M. Forces due to dynamic structure in thin liquid films. Adv. Colloid Interface Sci. 2002, 96, 37–58. [Google Scholar] [CrossRef]
- Gunko, V.M.; Turov, V.V.; Bogatyrev, V.M.; Zarko, V.I.; Chuiko, A.A. Unusual properties of water at hydrophilic/hydrophobic interfaces. Adv. Colloid Interface Sci. 2005, 118, 125–132. [Google Scholar] [CrossRef]
- McKee, C.; Walz, J.Y. Interaction forces between colloid particles in a solution of like-charged, adsorbing nanoparticles. J. Colloid Interface Sci. 2012, 365, 72–80. [Google Scholar] [CrossRef] [PubMed]
- Feuillebois, F.; Bazant, M.Z.; Vinogradova, O.I. Effective slip over superhydrophobic surfaces in thin channels. Phys. Rev. Lett. 2009, 102, 026001. [Google Scholar] [CrossRef] [PubMed]
- Yakubov, G.E.; Butt, H.-J.; Vinogradova, O.I. Interaction forces between hydrophobic surfaces. Attractive jump as an indication of formation of “stable” submicrocavities. J. Phys. Chem. B 2000, 104, 3407–3410. [Google Scholar] [CrossRef]
- Ya Malkin, A.; Patlazhan, S.A. Wall slip for complex liquids—Phenomenon and its causes. Adv. Colloid Interface Sci. 2018, 257, 42–57. [Google Scholar] [CrossRef] [PubMed]
- Ke, S.; Xiao, W.; Quan, N.; Zhang, L.; Hu, J.; Dong, Y. Formation and stability of bulk nanobubbles in different solutions. Langmuir ACS J. Surf. Colloids 2019, 35, 5250–5256. [Google Scholar] [CrossRef] [PubMed]
- Esteso, V.; Carretero-Palacios, S.; Míguez, H.; Thiyam, P.; Parsons, D.F.; Brevik, I.; Boström, M. Trapping of gas bubbles in water at a finite distance below a water-solid interface. Langmuir ACS J. Surf. Colloids 2019, 35, 4218–4223. [Google Scholar] [CrossRef]
- Pashkevich, M.A.; Danilov, A.S. Environmental safety and sustainable development. J. Min. Inst. 2023, 260, 153–154. [Google Scholar]
- Malyukova, L.S.; Martyushev, N.V.; Tynchenko, V.V.; Kondratiev, V.V.; Bukhtoyarov, V.V.; Konyukhov, V.Y.; Bashmur, K.A.; Panfilova, T.A.; Brigida, V. Circular Mining Wastes Management for Sustainable Production of Camellia sinensis (L.) O. Kuntze. Sustainability 2023, 15, 11671. [Google Scholar] [CrossRef]
- Fedotov, P.K.; Senchenko, A.E.; Fedotov, K.V.; Burdonov, A.E. Studies of enrichment of sulfide and oxidized ores of gold deposits of the Aldan shield. J. Min. Inst. 2022, 242, 218. [Google Scholar] [CrossRef]
- Yamilev, M.Z.; Azat Masagutov, M.; Nikolaev, A.K.; Pshenin, V.V.; Zaripova, N.A.; Plotnikova, K.I. Modified equations for hydraulic calculation of thermally insulated oil pipelines for the case of a power-law fluid. Sci. Technol. Oil Oil Prod. Pipeline Transp. 2021, 11, 388–395. [Google Scholar] [CrossRef]
- Boinovich, L.B. Long-range surface forces and their role in the development of nanotechnology. Adv. Chem. 2007, 76, 510–528. [Google Scholar]
- Wang, J.; Yoon, R.-H.; Eriksson, J.C. Excess thermodynamic properties of thin water films confined between hydrophobized gold surfaces. J. Colloid Interface Sci. 2011, 364, 257–263. [Google Scholar] [CrossRef] [PubMed]
- Albijanic, B.; Ozdemir, O.; Nguyen, A.V.; Bradshaw, D. A review of induction and attachment times of wetting thin films betweem air bubbles and particles and its relevance in the separation of particles by flotation. Adv. Colloid Interface Sci. 2010, 159, 1–21. [Google Scholar] [CrossRef] [PubMed]
- Esipova, N.E.; Rusanov, A.I.; Sobolev, V.D. Temperature dependence of the contact angle of a sessile bubble at the water-silicon interface. Colloid. J. 2020, 82, 569–575. [Google Scholar] [CrossRef]
- Semenov, E.V. Calculation of the probability of collision of suspended particles in a suspension stream. Colloid. J. 1981, VXLIII, 912–917. [Google Scholar]
- Denisov, E.F.; Yamilev, M.Z.; Tigulev, E.A.; Pshenin, V.V. Analysis of the current level of technologies for determining the location of non-metallic underground services. Neft. Khozyaystvo—Oil Ind. 2022, 2022, 121–125. [Google Scholar] [CrossRef]
- Li, C.; Li, D.; Zhang, H. Surface nanobubbles on the hydrophobic surface and their implication to flotation. Int. J. Miner. Metall. Mater. 2022, 29, 1491–1492. [Google Scholar] [CrossRef]
- Jadhav, A.; Barigou, M. Bulk nanobubbles or not nanobubbles: That is the question. Langmuir 2020, 36, 1699–1708. [Google Scholar] [CrossRef]
- Huang, W.; Huang, J.; Guo, Z.; Liu, W. Icehobic/anti-icing properties of superhydrophobic surfaces. Adv. Colloid Interface Sci. 2022, 304, 102658. [Google Scholar] [CrossRef]
- Li, M.; Xing, Y.; Zhu, C.; Liu, Q.; Gui, X. Effect of roughness on wettability and flotability: Based on wetting film drainage between bubbles and solid surface. Int. J. Miner. Sci. Technol. 2022, 32, 1389–1396. [Google Scholar] [CrossRef]
- Kondratiev, S.A.; Khamzina, T.A. Assessment of collecting activity of physically sorbed reagents on the example of easily floatable coking coal sludge. J. Min. Inst. 2022, 256, 549–559. [Google Scholar] [CrossRef]
- Evdokimov, S.I.; Golikov, N.S.; Zadkov, D.A.; Voitovich, E.V.; Kondratiev, V.V.; Petrovskiy, A.A.; Konyukhov, V.Y.; Gladkikh, V.A. Studying the Flotation of Gold-Bearing Ores Using Carrier Minerals. Minerals 2024, 14, 88. [Google Scholar] [CrossRef]
- Evdokimov, S.I.; Panshin, A.M.; Solodenko, A.A. Minerallurgy. In 2 Volumes, V. 2. Advances of Flotation; OOO NPKP “MAVR”: Vladikavkaz, Russia, 2010; 992p. [Google Scholar]
- Evdokimov, S.I.; Gerasimenko, T.E. Determination of rational steam consumption during flotation of apatite-nepheline ores with a steam-air mixture. J. Min. Inst. 2022, 256, 567–578. [Google Scholar] [CrossRef]
- Vinogradova, O.I. Drainage of a thin liquid film confined between hydrophobic surfaces. Langmuir 1995, 11, 2213. [Google Scholar] [CrossRef]
- Andrienko, D.; Dunweg, B.; Vinogradova, O.I. Boundary slip as a result of a prewetting transition. J. Chem. Phys 2003, 119, 13106. [Google Scholar] [CrossRef]
- Strateichuk, D.M.; Martyushev, N.V.; Klyuev, R.V.; Gladkikh, V.A.; Kukartsev, V.V.; Tynchenko, Y.A.; Karlina, A.I. Morphological Features of Polycrystalline CdS1−xSex Films Obtained by Screen-Printing Method. Crystals 2023, 13, 825. [Google Scholar] [CrossRef]
- Bosikov, I.I.; Martyushev, N.V.; Klyuev, R.V.; Tynchenko, V.S.; Kukartsev, V.A.; Eremeeva, S.V.; Karlina, A.I. Complex Assessment of X-ray Diffraction in Crystals with Face-Centered Silicon Carbide Lattice. Crystals 2023, 13, 528. [Google Scholar] [CrossRef]
- Alexandrova, T.N.; O’Connor, C. Processing of platinum group metal ores in Russia and South Africa: Current state and prospects. J. Min. Inst. 2020, 244, 462–473. [Google Scholar] [CrossRef]
- Boldyrev, D.V.; Anufrieva, S.D. Approximation of the temperature dependence of the liquid viscosity. Innov. Sci. 2015, 11, 18–20. [Google Scholar]
- Alexandrova, T.N.; Elbendari, A.M. Increasing the efficiency of phosphate ore processing using flotation method. J. Min. Inst. 2021, 248, 260–271. [Google Scholar] [CrossRef]
- Yelemessov, K.; Baskanbayeva, D.; Martyushev, N.V.; Skeeba, V.Y.; Gozbenko, V.E.; Karlina, A.I. Change in the Properties of Rail Steels during Operation and Reutilization of Rails. Metals 2023, 13, 1043. [Google Scholar] [CrossRef]
- Boinovich, L.B.; Emelianenko, A.M. Hydrophobic materials and coatings: Principles of creation, properties and application. Adv. Chem. 2008, 77, 619–638. [Google Scholar]
- Antoninova, N.Y.; Sobenin, A.V.; Usmanov, A.I.; Shepel, K.V. Assessment of the possibility of using iron-magnesium production waste for wastewater treatment from heavy metals (Cd2+, Zn2+, Co2+, Cu2+). J. Min. Inst. 2023, 260, 257–265. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name of the Element, Component | Content, % | Name of the Element, Component | Content, % |
|---|---|---|---|
| SiO2 | 63.5 | Fegen. | 4.17 |
| Al2O3 | 14.2 | Feok | 2.95 |
| K2O | 3.27 | Fes | 1.22 |
| CaO | 2.65 | Sgen. | 0.84 |
| MgO | 1.95 | Ssulph. | <0.25 |
| MnO | 0.12 | Zn | 0.0070 |
| P2O5 | 0.22 | Pb | 0.0018 |
| TiO | 9.56 | Cu | 0.0020 |
| Na2O | 2.33 | As | 0.253 |
| Cgen | 2.48 | Sb | <0.005 |
| CO2 carb | 4.55 | Au | 1.47 |
| Corg | 1.24 | Ag | 0.60 |
| Size Class, µm | Gold Distribution, % | Size Class, µm | Gold Distribution, % |
|---|---|---|---|
| 0–5 | 29.7 | 38–71 | 1.4 |
| 5–9 | 19.4 | 71–100 | 12.0 |
| 9–12 | 4.0 | 100–150 | 4.4 |
| 12–15 | 0.7 | 150–250 | 12.8 |
| 15–25 | 7.0 | 250–500 | 2.8 |
| 25–38 | 5.8 |
| Grain-Size Class, µm | Gold Distribution, % | Grain-Size Class, µm | Gold Distribution, % |
|---|---|---|---|
| 3–5 | 31.7 | 12–15 | 9.9 |
| 5–9 | 29.0 | 15–25 | 14.3 |
| 9–12 | 15.1 |
| Form of Finding Gold | Natalka Deposit | Olimpiadinsky Deposit | Natalka Deposit | Olimpiadinsky Deposit |
|---|---|---|---|---|
| Au Content, g/t | Au Distribution, % | |||
| Free gold and in accretions, cyaninated | 1.04 | 1.43 | 70.70 | 47.70 |
| Gold associated with sulfides | 0.28 | 0.86 | 19.15 | 28.70 |
| Gold in films and “jackets” of iron hydroxides | 0.036 | 0.37 | 2.48 | 12.40 |
| Gold encased in quartz | 0.11 | 0.34 | 7.67 | 11.20 |
| Initial sample | 1.47 | 3.00 | 100.00 | 100.00 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Evdokimov, S.I.; Golikov, N.S.; Pryalukhin, A.F.; Kondratiev, V.V.; Mishedchenko, A.; Kuzina, A.V.; Bryukhanova, N.N.; Karlina, A.I. Studying Flotation of Gold Microdispersions with Carrier Minerals and Pulp Aeration with a Steam–Air Mixture. Minerals 2024, 14, 108. https://doi.org/10.3390/min14010108
Evdokimov SI, Golikov NS, Pryalukhin AF, Kondratiev VV, Mishedchenko A, Kuzina AV, Bryukhanova NN, Karlina AI. Studying Flotation of Gold Microdispersions with Carrier Minerals and Pulp Aeration with a Steam–Air Mixture. Minerals. 2024; 14(1):108. https://doi.org/10.3390/min14010108
Chicago/Turabian StyleEvdokimov, Sergei Ivanovich, Nikolay S. Golikov, Alexey F. Pryalukhin, Viktor V. Kondratiev, Anatolii Mishedchenko, Alexandra Vl. Kuzina, Natalia Nikolaevna Bryukhanova, and Antonina I. Karlina. 2024. "Studying Flotation of Gold Microdispersions with Carrier Minerals and Pulp Aeration with a Steam–Air Mixture" Minerals 14, no. 1: 108. https://doi.org/10.3390/min14010108